Craftsman 351214140 User Manual BAND SAW/STAND Manuals And Guides 1010756L
User Manual: Craftsman 351214140 351214140 CRAFTSMAN BAND SAW/STAND - Manuals and Guides View the owners manual for your CRAFTSMAN BAND SAW/STAND #351214140. Home:Tool Parts:Craftsman Parts:Craftsman BAND SAW/STAND Manual
Open the PDF directly: View PDF ![]() .
.
Page Count: 20
Operator's Manual
BAND SAW WITH STAND
Model No.
351.214140
CAUTION: Read and follow
all Safety Rules and Operating
Instructions before First Use
of this Product.
Sears, Roebuck and Co., Hoffman Estates, IL 60179 U.S.A.
www.sears.com/craftsman
25923.00 Draft (12/19/07)
Warranty.................................... 2
SafetyRules............................... 2-3
Unpacking.................................. 3
Assembly................................. 3-4
Installation................................. 4-5
Operation................................ 5-10
Maintenance............................. 10-11
Troubleshooting........................... 12-13
PartsIllustrationsandLists.................. 14-17
ONE-YEAR FULL WARRANTY ON
CRAFTSMAN TOOL
If this Craftsman tool fails due to adefect in material or
workmanship within one year from the date of purchase,
call 1-800-4-MY-HOME® TO ARRANGE FOR FREE
REPAIR (or replacement if repair proves impossible).
If this tool is used for commercial or rental purposes, this
warranty will apply for only 90 days from the date of
purchase.
This warranty applies only while this tool is in the
United States.
This warranty gives you specific legal rights and you may
also have other rights which vary from state to state.
Sears, Roebuck and Co., Hoffman Estates, IL 60179
WARNING: For your own safety, read all of the
instructions and precautions before operating tool.
CAUTION: Always follow proper operating procedures
as defined in this manual -- even if you are familiar
with use of this or similar tools. Remember that being
careless for even a fraction of a second can result in
severe personal injury.
BE PREPARED FOR JOB
• Wear proper apparel. Do not wear loose clothing,
gloves, neckties, rings, bracelets or other jewelry
which may get caught in moving parts of machine.
• Wear protective hair covering to contain long hair.
• Wear safety shoes with non-slip soles.
• Wear safety glasses complying with United States
ANSI Z87.1. Everyday glasses have only impact
resistant lenses. They are NOT safety glasses.
• Wear face mask or dust mask if operation is dusty.
• Be alert and think clearly. Never operate power tools
when tired, intoxicated or when taking medications
that cause drowsiness.
PREPARE WORK AREA FOR JOB
• Keep work area clean. Cluttered work areas invite
accidents.
• Do not use power tools in dangerous environments.
Do not use power tools in damp or wet locations. Do
not expose power tools to rain.
• Work area should be properly lighted.
• Proper electrical receptacle should be available for
tool. Three-prong plug should be plugged directly
into properly grounded, three-prong receptacle.
• Extension cords should have a grounding prong and
the three wires of the extension cord should be of
the correct gauge.
• Keep visitors at a safe distance from work area.
• Keep children out of workplace. Make workshop
childproof. Use padlocks, master switches or remove
switch keys to prevent any unintentional use of
power tools.
TOOL SHOULD BE MAINTAINED
• Always unplug tool prior to inspection.
• Consult manual for specific maintaining and
adjusting procedures.
• Keep tool lubricated and clean for safest operation.
• Remove adjusting tools. Form habit of checking to
see that adjusting tools are removed before switch-
ing machine on.
• Keep all parts in working order. Check to determine
that the guard or other parts will operate properly
and perform their intended function.
• Check for damaged parts. Check for alignment of
moving parts, binding, breakage, mounting and any
other condition that may affect a tool's operation.
• A guard or other part that is damaged should be
properly repaired or replaced. Do not perform
makeshift repairs. (Use parts list provided to order
replacement parts.)
KNOW HOW TO USE TOOL
• Use right tool for job. Do not force tool or attachment
to do a job for which it was not designed.
• Disconnect tool when changing blade.
• Avoid accidental start-up. Make sure that the tool is
in the "off" position before plugging in.
• Do not force tool. It will work most efficiently at the
rate for which it was designed.
• Keep hands away from moving parts and cutting
surfaces.
• Never leave tool running unattended. Turn the power
off and do not leave tool until it comes to a complete
stop.
• Do not overreach. Keep proper footing and balance.
• Never stand on tool. Serious injury could occur if tool
is tipped or if blade is unintentionally contacted.
• Know your tool. Learn the tool's operation, applica-
tion and specific limitations.
• Use recommended accessories (refer to page 17).
Use of improper accessories may cause risk of
injury to persons.
© Sears, Roebuck and Co. 2
. Handle workpiece correctly. Protect hands from pos-
sible injury.
° Turn machine off if it jams. Blade jams when it digs
too deeply into workpiece. (Motor force keeps it
stuck in the work.) Do not remove jammed or cut off
pieces until the saw is turned off, unplugged and the
blade has stopped.
WARNING: The operation of any power tool can result
in foreign objects being thrown into the eyes, which can
result in severe eye damage.
Always wear safety goggles complying with United
States ANSI Z87.1 (shown on package) before com-
mencing power tool operation. Safety goggles are avail-
able through your Sears catalog.
Check for shipping damage. If damage has occurred, a
claim must be filed with carrier. Check for complete-
ness. Immediately report missing parts to dealer.
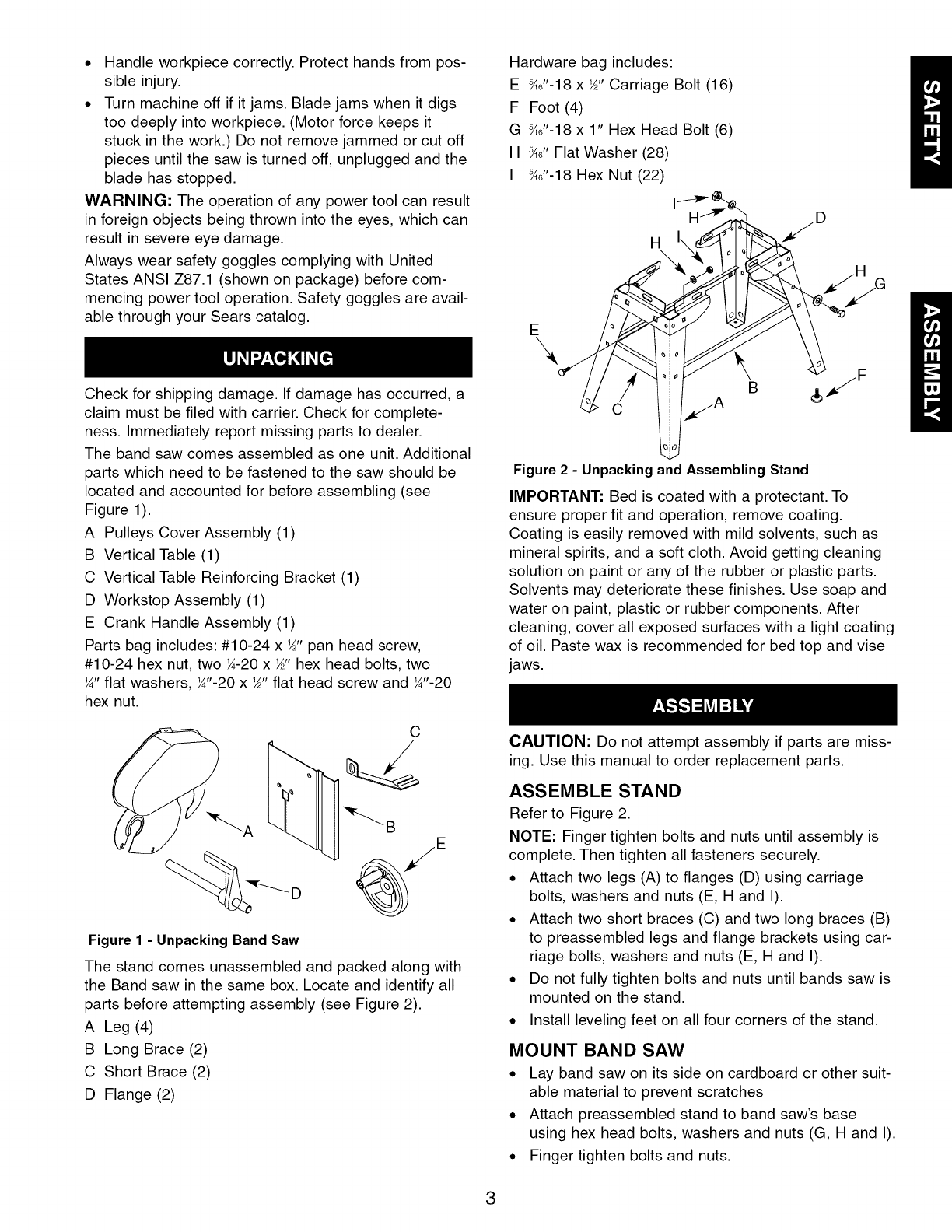
The band saw comes assembled as one unit. Additional
parts which need to be fastened to the saw should be
located and accounted for before assembling (see
Figure 1).
A Pulleys Cover Assembly (1)
B Vertical Table (1)
C Vertical Table Reinforcing Bracket (1)
D Workstop Assembly (1)
E Crank Handle Assembly (1)
Parts bag includes: #10-24 x _" pan head screw,
#10-24 hex nut, two ¼-20 x ½" hex head bolts, two
¼" flat washers, ¼"-20 x _" flat head screw and ¼"-20
hex nut.
C
Figure 1- Unpacking Band Saw
The stand comes unassembled and packed along with
the Band saw in the same box. Locate and identify all
parts before attempting assembly (see Figure 2).
A Leg (4)
B Long Brace (2)
C Short Brace (2)
D Flange (2)
Hardware bag includes:
E _J'-18 x ½" Carriage Bolt (16)
/
F Foot (4)
G _6"-18 x 1" Hex Head Bolt (6)
H _6" Flat Washer (28)
I _J'-18 Hex Nut (22)
I HJ_" _ "/D
H
Figure 2 - Unpacking and Assembling Stand
IMPORTANT: Bed is coated with a protectant. To
ensure proper fit and operation, remove coating.
Coating is easily removed with mild solvents, such as
mineral spirits, and a soft cloth. Avoid getting cleaning
solution on paint or any of the rubber or plastic parts.
Solvents may deteriorate these finishes. Use soap and
water on paint, plastic or rubber components. After
cleaning, cover all exposed surfaces with a light coating
of oil. Paste wax is recommended for bed top and vise
jaws.
CAUTION: Do not attempt assembly if parts are miss-
ing. Use this manual to order replacement parts.
ASSEMBLE STAND
Refer to Figure 2.
NOTE: Finger tighten bolts and nuts until assembly is
complete. Then tighten all fasteners securely.
. Attach two legs (A) to flanges (D) using carriage
bolts, washers and nuts (E, H and I).
. Attach two short braces (C) and two long braces (B)
to preassembled legs and flange brackets using car-
riage bolts, washers and nuts (E, H and I).
. Do not fully tighten bolts and nuts until bands saw is
mounted on the stand.
. Install leveling feet on all four corners of the stand.
MOUNT BAND SAW
° Lay band saw on its side on cardboard or other suit-
able material to prevent scratches
• Attach preassembled stand to band saw's base
using hex head bolts, washers and nuts (G, H and I).
• Finger tighten bolts and nuts.
3
.Carefully set the band saw and stand assembly
upright on the floor.
. Fully tighten all bolts and nuts.
. Adjust the leveling feet as necessary.
INSTALL CRANK HANDLE
• Line up set screw on crank handle with flat on the
lead screw shaft.
• Slide crank handle on the shaft and tighten set
screw.
INSTALL PULLEY COVER
Refer to Figure 16, page 16.
. Remove v-belt.
. Slide left side slot in the cover plate over transmis-
sion shaft.
. Lift up the motor and align its shaft with second slot
in the cover plate.
. Slide second slot in the pulley cover plate over motor
shaft.
. Install V-belt in proper pulleys combination for
desired blade speed. See Blade Speed Chart on
page 8.
o Tension V-belt by adjusting motor position and block-
ing it with thumb screw Key No. 42. Properly ten-
sioned V-belt should deflect about _" when applying
pressure with your thumb.
. Align mounting holes in the pulleys cover plate with
corresponding holes on the frame and secure it with
hex head bolts (Key No. 32) and washers (Key No.
31).
ATTACH WORK STOP ASSEMBLY
Refer to Figure 15, page 14.
•Insert end of work stop rod (Key No. 40) into bed
(Key No. 36). Secure position of rod with set screw
(Key No. 34).
• Slide work stop (Key No. 41) onto work stop rod and
secure with set screw (Key. No. 15).
• Adjust the work stop as described in Operation,
page 10.
ELECTRICAL CONNECTIONS
WARNING: Make sure unit is off and disconnected
from power source any time wiring is inspected.
POWER SOURCE
Band Saw is prewired for 115 volt, 60 HZ power source.
See figure 3 for wiring schematic.
The motor is designed for operation on the voltage and
frequency specified. Normal loads will be handled safe-
ly on voltages not more than 10% above or below the
specified voltage.
Running the unit on voltages which are not within the
range may cause overheating and motor burn-out.
Heavy loads require that the voltage at motor terminals
be no less than the voltage specified. Power supply to
the motor is controlled by a single pole toggle switch.
GROUNDING INSTRUCTIONS
WARNING: Improper connection of equipment
grounding conductor can result in the risk of electrical
shock. Equipment should be grounded while in use to
protect operator from electrical shock.
. Check with a qualified electrician if grounding
instructions are not understood or if in doubt as to
whether the tool is properly grounded.
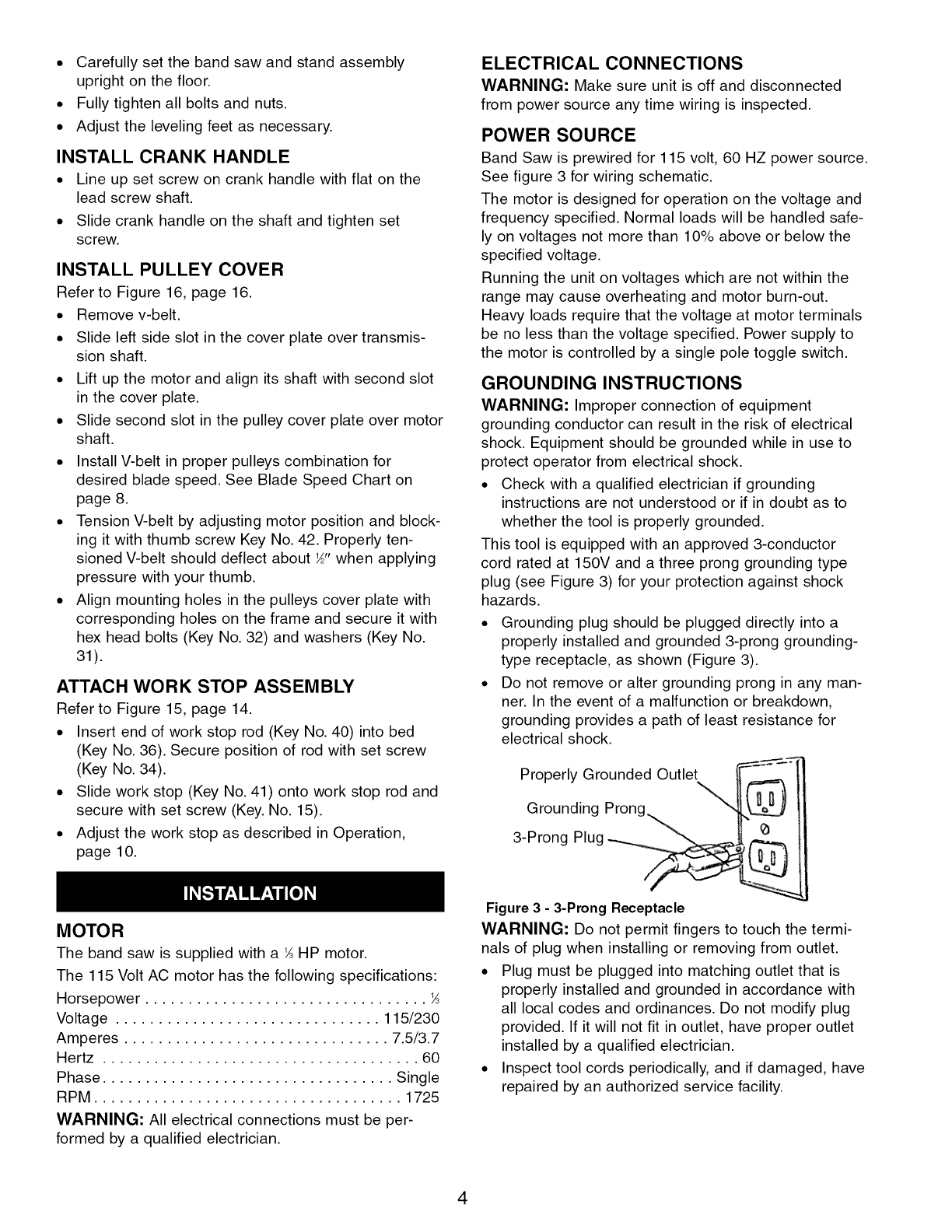
This tool is equipped with an approved 3-conductor
cord rated at 150V and a three prong grounding type
plug (see Figure 3) for your protection against shock
hazards.
. Grounding plug should be plugged directly into a
properly installed and grounded 3-prong grounding-
type receptacle, as shown (Figure 3).
. Do not remove or alter grounding prong in any man-
ner. In the event of a malfunction or breakdown,
grounding provides a path of least resistance for
electrical shock.
Properly Grounded Outlet
Grounding Prong,
3-Prong Plug
MOTOR
The band saw is supplied with a _ HP motor.
The 115 Volt AC motor has the following specifications:
Horsepower .................................
Voltage ............................... 115/230
Amperes ............................... 7.5/3.7
Hertz ..................................... 60
Phase .................................. Single
RPM .................................... 1725
WARNING: All electrical connections must be per-
formed by a qualified electrician.
Figure 3 - 3-Prong Receptacle
WARNING: Do not permit fingers to touch the termi-
nals of plug when installing or removing from outlet.
. Plug must be plugged into matching outlet that is
properly installed and grounded in accordance with
all local codes and ordinances. Do not modify plug
provided. If it will not fit in outlet, have proper outlet
installed by a qualified electrician.
. Inspect tool cords periodically, and if damaged, have
repaired by an authorized service facility.
4
•Green (or green and yellow) conductor in cord is the
grounding wire. If repair or replacement of the elec-
tric cord or plug is necessary, do not connect the
green (or green and yellow) wire to a live terminal.
Where a 2-prong wall receptacle is encountered, it
must be replaced with a properly grounded 3-prong
receptacle installed in accordance with National Electric
Code and local codes and ordinances.
WARNING: This work should be performed by a quali-
fied electrician.
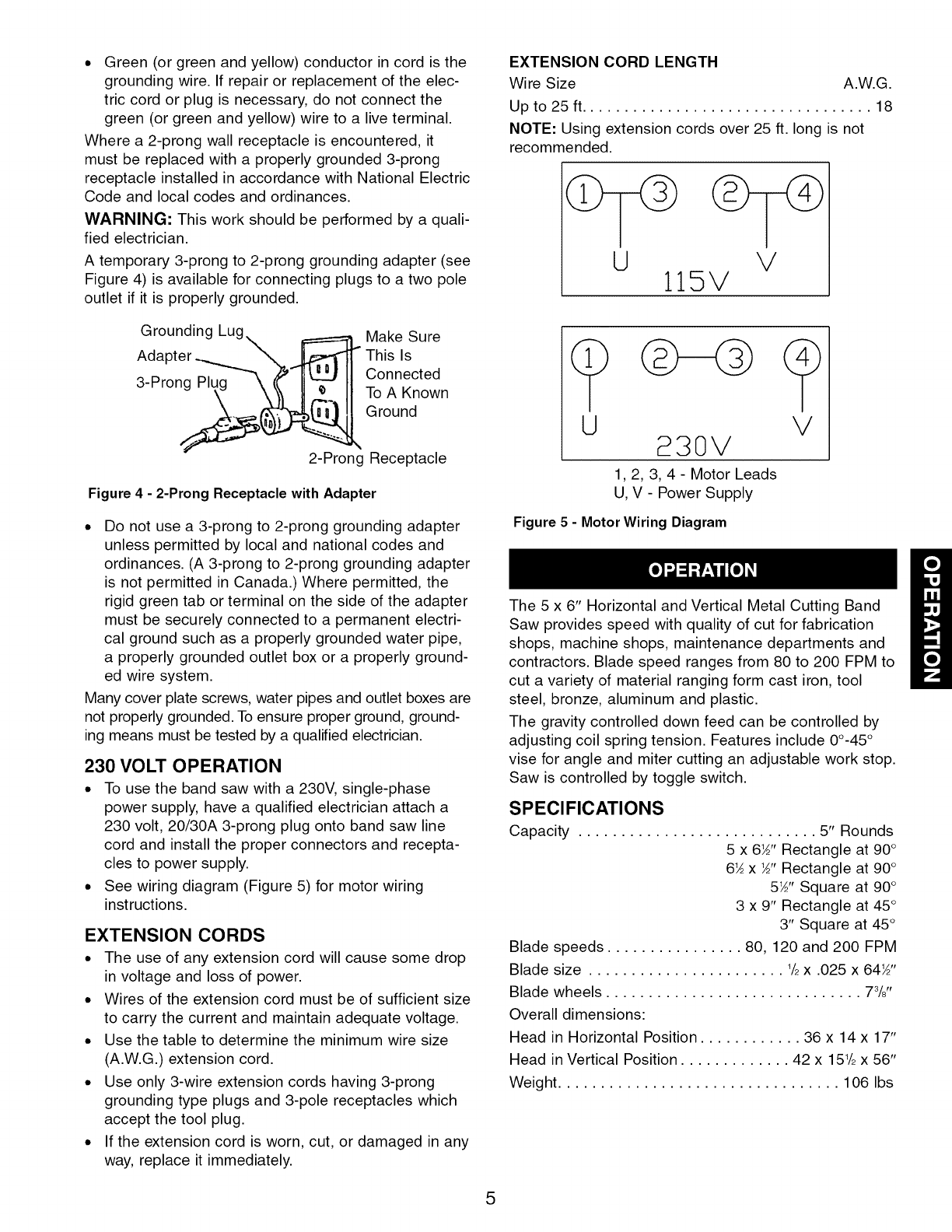
A temporary 3-prong to 2-prong grounding adapter (see
Figure 4) is available for connecting plugs to a two pole
outlet if it is properly grounded.
EXTENSION CORD LENGTH
Wire Size A.W.G.
Up to 25 ft.................................. 18
NOTE: Using extension cords over 25 ft. long is not
recommended.
U V
115V
Grounding Lug, _ Make Sure
AdapteS_ This Is
3-Prong Connected
To A Known
Ground
2-Prong Receptacle
Figure 4 - 2-Prong Receptacle with Adapter
• Do not use a 3-prong to 2-prong grounding adapter
unless permitted by local and national codes and
ordinances. (A 3-prong to 2-prong grounding adapter
is not permitted in Canada.) Where permitted, the
rigid green tab or terminal on the side of the adapter
must be securely connected to a permanent electri-
cal ground such as a properly grounded water pipe,
a properly grounded outlet box or a properly ground-
ed wire system.
Many cover plate screws, water pipes and outlet boxes are
not properly grounded. To ensure proper ground, ground-
ing means must be tested by a qualified electrician.
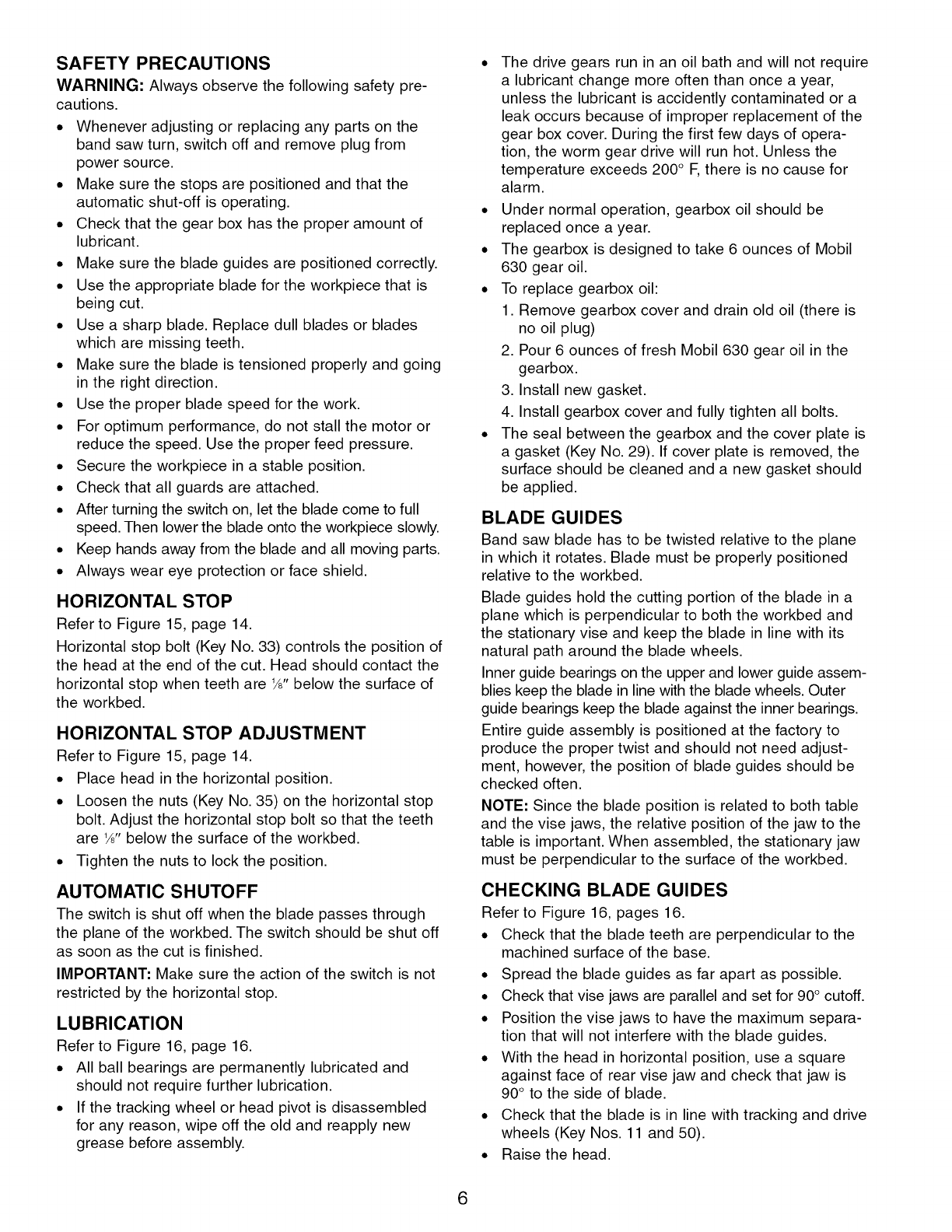
230 VOLT OPERATION
• To use the band saw with a 230V, single-phase
power supply, have a qualified electrician attach a
230 volt, 20/30A 3-prong plug onto band saw line
cord and install the proper connectors and recepta-
cles to power supply.
• See wiring diagram (Figure 5) for motor wiring
instructions.
EXTENSION CORDS
• The use of any extension cord will cause some drop
in voltage and loss of power.
• Wires of the extension cord must be of sufficient size
to carry the current and maintain adequate voltage.
• Use the table to determine the minimum wire size
(A.W.G.) extension cord.
• Use only 3-wire extension cords having 3-prong
grounding type plugs and 3-pole receptacles which
accept the tool plug.
• If the extension cord is worn, cut, or damaged in any
way, replace it immediately.
U V
B30V
1,2, 3, 4 - Motor Leads
U, V - Power Supply
Figure 5 - Motor Wiring Diagram
The 5 x 6" Horizontal and Vertical Metal Cutting Band
Saw provides speed with quality of cut for fabrication
shops, machine shops, maintenance departments and
contractors. Blade speed ranges from 80 to 200 FPM to
cut a variety of material ranging form cast iron, tool
steel, bronze, aluminum and plastic.
The gravity controlled down feed can be controlled by
adjusting coil spring tension. Features include 00-45°
vise for angle and miter cutting an adjustable work stop.
Saw is controlled by toggle switch.
SPECIFICATIONS
Capacity ............................ 5" Rounds
5 x 6_" Rectangle at 90°
6_ x _" Rectangle at 90°
5_" Square at 90°
3 x 9" Rectangle at 45°
3" Square at 45°
Blade speeds ................ 80, 120 and 200 FPM
Blade size ....................... 1/2x .025 x 64_"
Blade wheels .............................. 73/8"
Overall dimensions:
Head in Horizontal Position ............ 36 x 14 x 17"
Head in Vertical Position ............. 42 x 151/2x 56"
Weight ................................. 106 Ibs
5
SAFETY PRECAUTIONS
WARNING: Always observe the following safety pre-
cautions.
. Whenever adjusting or replacing any parts on the
band saw turn, switch off and remove plug from
power source.
. Make sure the stops are positioned and that the
automatic shut-off is operating.
. Check that the gear box has the proper amount of
lubricant.
. Make sure the blade guides are positioned correctly.
. Use the appropriate blade for the workpiece that is
being cut.
. Use a sharp blade. Replace dull blades or blades
which are missing teeth.
. Make sure the blade is tensioned properly and going
in the right direction.
. Use the proper blade speed for the work.
. For optimum performance, do not stall the motor or
reduce the speed. Use the proper feed pressure.
. Secure the workpiece in a stable position.
. Check that all guards are attached.
. After turning the switch on, let the blade come to full
speed. Then lower the blade onto the workpiece slowly.
. Keep hands away from the blade and all moving parts.
. Always wear eye protection or face shield.
HORIZONTAL STOP
Refer to Figure 15, page 14.
Horizontal stop bolt (Key No. 33) controls the position of
the head at the end of the cut. Head should contact the
horizontal stop when teeth are 1/8"below the surface of
the workbed.
HORIZONTAL STOP ADJUSTMENT
Refer to Figure 15, page 14.
•Place head in the horizontal position.
•Loosen the nuts (Key No. 35) on the horizontal stop
bolt. Adjust the horizontal stop bolt so that the teeth
are 1_,,below the surface of the workbed.
• Tighten the nuts to lock the position.
AUTOMATIC SHUTOFF
The switch is shut off when the blade passes through
the plane of the workbed. The switch should be shut off
as soon as the cut is finished.
IMPORTANT: Make sure the action of the switch is not
restricted by the horizontal stop.
LUBRICATION
Refer to Figure 16, page 16.
. All ball bearings are permanently lubricated and
should not require further lubrication.
. If the tracking wheel or head pivot is disassembled
for any reason, wipe off the old and reapply new
grease before assembly.
. The drive gears run in an oil bath and will not require
a lubricant change more often than once a year,
unless the lubricant is accidently contaminated or a
leak occurs because of improper replacement of the
gear box cover. During the first few days of opera-
tion, the worm gear drive will run hot. Unless the
temperature exceeds 200° F,there is no cause for
alarm.
. Under normal operation, gearbox oil should be
replaced once a year.
. The gearbox is designed to take 6 ounces of Mobil
630 gear oil.
. To replace gearbox oil:
1. Remove gearbox cover and drain old oil (there is
no oil plug)
2. Pour 6 ounces of fresh Mobil 630 gear oil in the
gearbox.
3. Install new gasket.
4. Install gearbox cover and fully tighten all bolts.
. The seal between the gearbox and the cover plate is
a gasket (Key No. 29). If cover plate is removed, the
surface should be cleaned and a new gasket should
be applied.
BLADE GUIDES
Band saw blade has to be twisted relative to the plane
in which it rotates. Blade must be properly positioned
relative to the workbed.
Blade guides hold the cutting portion of the blade in a
plane which is perpendicular to both the workbed and
the stationary vise and keep the blade in line with its
natural path around the blade wheels.
Inner guide bearings on the upper and lower guide assem-
blies keep the blade in line with the blade wheels. Outer
guide bearings keep the blade against the inner bearings.
Entire guide assembly is positioned at the factory to
produce the proper twist and should not need adjust-
ment, however, the position of blade guides should be
checked often.
NOTE: Since the blade position is related to both table
and the vise jaws, the relative position of the jaw to the
table is important. When assembled, the stationary jaw
must be perpendicular to the surface of the workbed.
CHECKING BLADE GUIDES
Refer to Figure 16, pages 16.
. Check that the blade teeth are perpendicular to the
machined surface of the base.
. Spread the blade guides as far apart as possible.
. Check that vise jaws are parallel and set for 90° cutoff.
. Position the vise jaws to have the maximum separa-
tion that will not interfere with the blade guides.
. With the head in horizontal position, use a square
against face of rear vise jaw and check that jaw is
90° to the side of blade.
. Check that the blade is in line with tracking and drive
wheels (Key Nos. 11 and 50).
. Raise the head.
6
. Look straight on at the cutting edge of the blade.
. Make sure that the blade sides are parallel to the
sides of the bearings.
. Make sure that blade guide bearings touch the
blades and can still be rotated by hand.
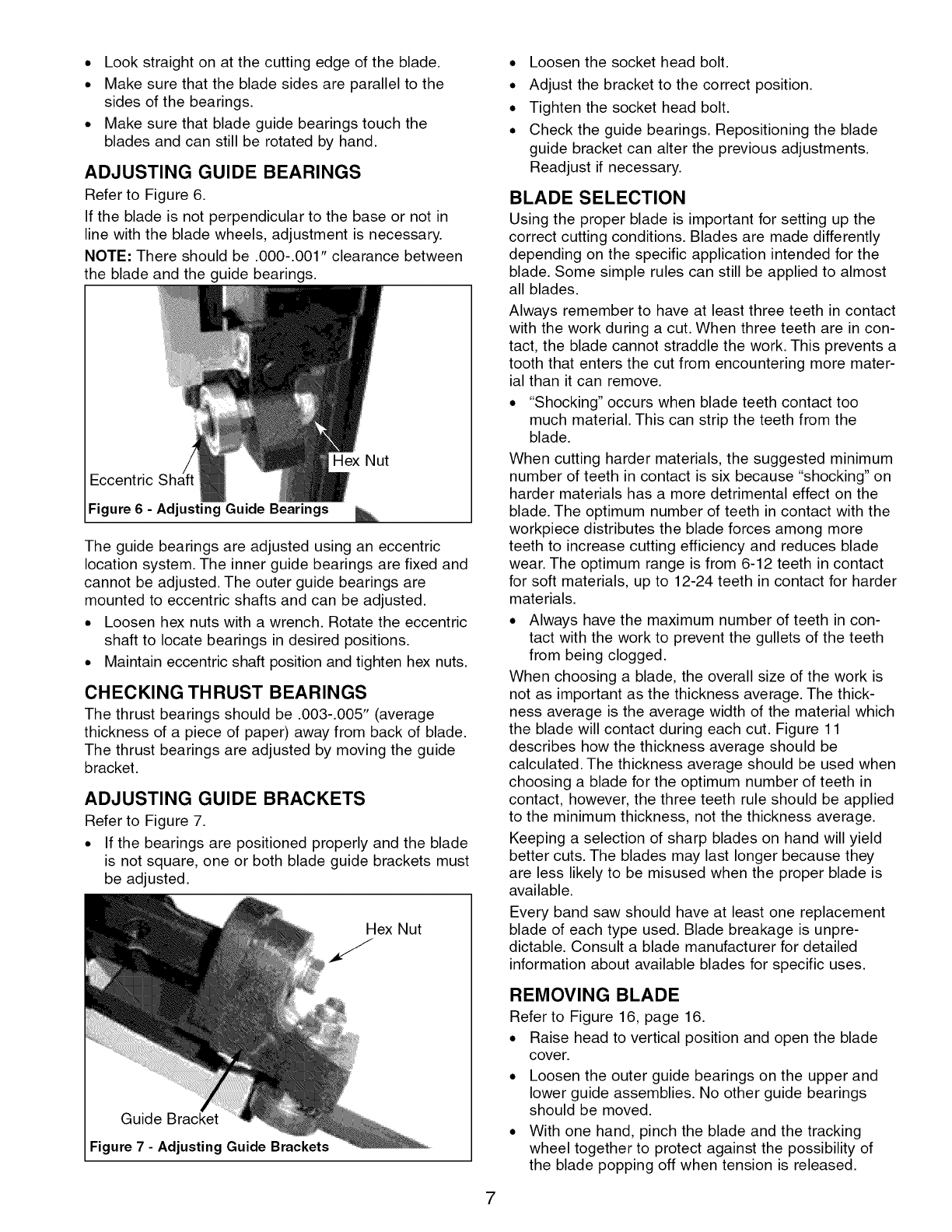
ADJUSTING GUIDE BEARINGS
Refer to Figure 6.
If the blade is not perpendicular to the base or not in
line with the blade wheels, adjustment is necessary.
NOTE: There should be .000-.001" clearance between
the blade and the guide bearings.
Eccentric
Hex Nut
Figure 6 - Adjusting Guide Bearings
The guide bearings are adjusted using an eccentric
location system. The inner guide bearings are fixed and
cannot be adjusted. The outer guide bearings are
mounted to eccentric shafts and can be adjusted.
• Loosen hex nuts with a wrench. Rotate the eccentric
shaft to locate bearings in desired positions.
• Maintain eccentric shaft position and tighten hex nuts.
CHECKING THRUST BEARINGS
The thrust bearings should be .003-.005" (average
thickness of a piece of paper) away from back of blade.
The thrust bearings are adjusted by moving the guide
bracket.
ADJUSTING GUIDE BRACKETS
Refer to Figure 7.
° If the bearings are positioned properly and the blade
is not square, one or both blade guide brackets must
be adjusted.
Hex Nut
Guide Bracket
Figure 7 - Adjusting Guide Brackets
. Loosen the socket head bolt.
. Adjust the bracket to the correct position.
. Tighten the socket head bolt.
. Check the guide bearings. Repositioning the blade
guide bracket can alter the previous adjustments.
Readjust if necessary.
BLADE SELECTION
Using the proper blade is important for setting up the
correct cutting conditions. Blades are made differently
depending on the specific application intended for the
blade. Some simple rules can still be applied to almost
all blades.
Always remember to have at least three teeth in contact
with the work during a cut. When three teeth are in con-
tact, the blade cannot straddle the work. This prevents a
tooth that enters the cut from encountering more mater-
ial than it can remove.
. "Shocking" occurs when blade teeth contact too
much material. This can strip the teeth from the
blade.
When cutting harder materials, the suggested minimum
number of teeth in contact is six because "shocking" on
harder materials has a more detrimental effect on the
blade. The optimum number of teeth in contact with the
workpiece distributes the blade forces among more
teeth to increase cutting efficiency and reduces blade
wear. The optimum range is from 6-12 teeth in contact
for soft materials, up to 12-24 teeth in contact for harder
materials.
. Always have the maximum number of teeth in con-
tact with the work to prevent the gullets of the teeth
from being clogged.
When choosing a blade, the overall size of the work is
not as important as the thickness average. The thick-
ness average is the average width of the material which
the blade will contact during each cut. Figure 11
describes how the thickness average should be
calculated. The thickness average should be used when
choosing a blade for the optimum number of teeth in
contact, however, the three teeth rule should be applied
to the minimum thickness, not the thickness average.
Keeping a selection of sharp blades on hand will yield
better cuts. The blades may last longer because they
are less likely to be misused when the proper blade is
available.
Every band saw should have at least one replacement
blade of each type used. Blade breakage is unpre-
dictable. Consult a blade manufacturer for detailed
information about available blades for specific uses.
REMOVING BLADE
Refer to Figure 16, page 16.
. Raise head to vertical position and open the blade
cover.
Loosen the outer guide bearings on the upper and
lower guide assemblies. No other guide bearings
should be moved.
With one hand, pinch the blade and the tracking
wheel together to protect against the possibility of
the blade popping off when tension is released.
7
•Release the tension by slowly revolving the knob
(Key No. 12 counterclockwise.
• Remove the blade.
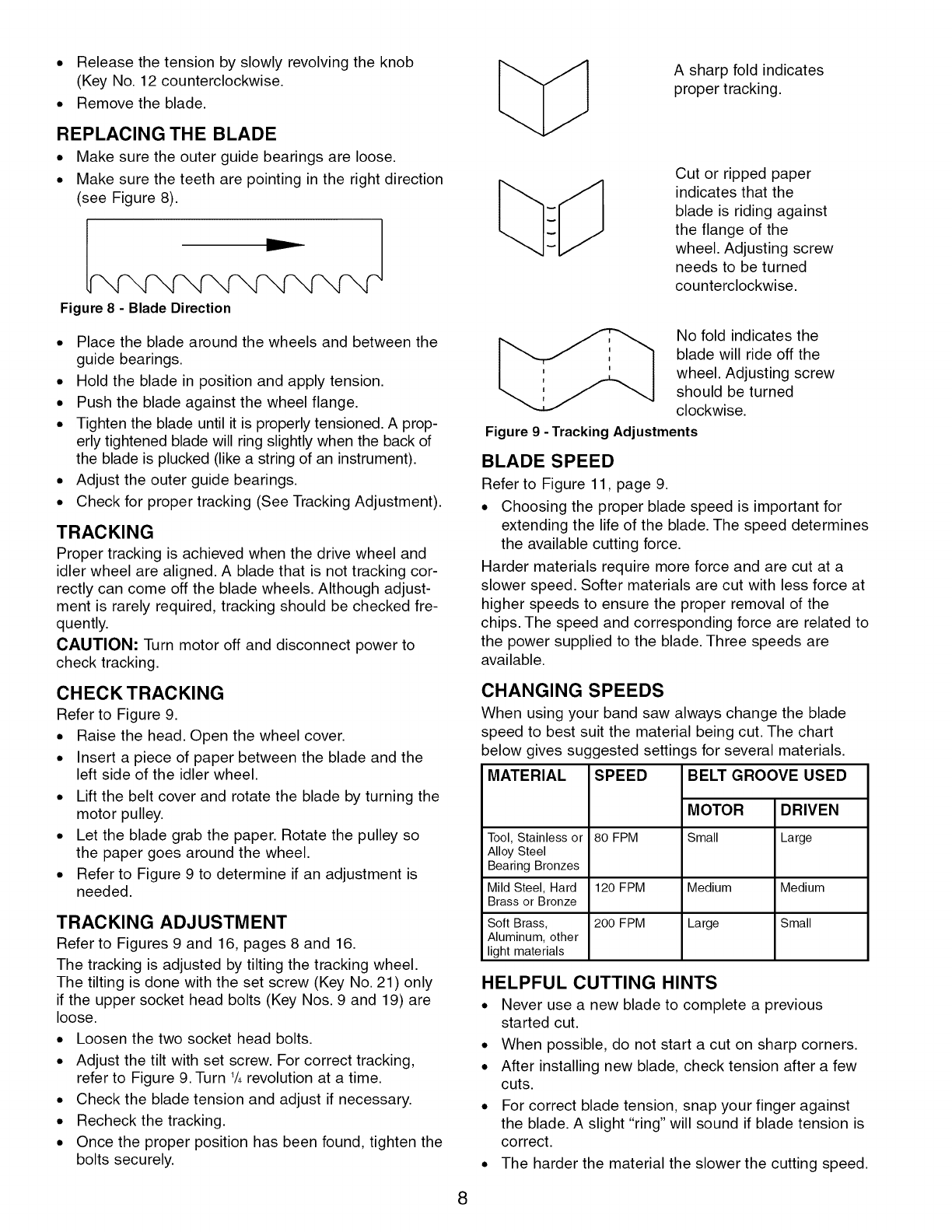
REPLACING THE BLADE
• Make sure the outer guide bearings are loose.
•Make sure the teeth are pointing in the right direction
(see Figure 8).
Figure 8 - Blade Direction
•Place the blade around the wheels and between the
guide bearings.
•Hold the blade in position and apply tension.
•Push the blade against the wheel flange.
•Tighten the blade until it is properly tensioned. A prop-
erly tightened blade will ring slightly when the back of
the blade is plucked (like a string of an instrument).
•Adjust the outer guide bearings.
•Check for proper tracking (See Tracking Adjustment).
TRACKING
Proper tracking is achieved when the drive wheel and
idler wheel are aligned. A blade that is not tracking cor-
rectly can come off the blade wheels. Although adjust-
ment is rarely required, tracking should be checked fre-
quently.
CAUTION: Turn motor off and disconnect power to
check tracking.
CHECK TRACKING
Refer to Figure 9.
•Raise the head. Open the wheel cover.
• Insert a piece of paper between the blade and the
left side of the idler wheel.
•Lift the belt cover and rotate the blade by turning the
motor pulley.
•Let the blade grab the paper. Rotate the pulley so
the paper goes around the wheel.
•Refer to Figure 9 to determine if an adjustment is
needed.
TRACKING ADJUSTMENT
Refer to Figures 9 and 16, pages 8 and 16.
The tracking is adjusted by tilting the tracking wheel.
The tilting is done with the set screw (Key No. 21) only
if the upper socket head bolts (Key Nos. 9 and 19) are
loose.
•Loosen the two socket head bolts.
•Adjust the tilt with set screw. For correct tracking,
refer to Figure 9. Turn 1/,revolution at a time.
• Check the blade tension and adjust if necessary.
•Recheck the tracking.
•Once the proper position has been found, tighten the
bolts securely.
A sharp fold indicates
proper tracking.
Cut or ripped paper
indicates that the
blade is riding against
the flange of the
wheel. Adjusting screw
needs to be turned
counterclockwise.
No fold indicates the
blade will ride off the
wheel. Adjusting screw
should be turned
clockwise.
Figure 9 - Tracking Adjustments
BLADE SPEED
Refer to Figure 11, page 9.
• Choosing the proper blade speed is important for
extending the life of the blade. The speed determines
the available cutting force.
Harder materials require more force and are cut at a
slower speed. Softer materials are cut with less force at
higher speeds to ensure the proper removal of the
chips. The speed and corresponding force are related to
the power supplied to the blade. Three speeds are
available.
CHANGING SPEEDS
When using your band saw always change the blade
speed to best suit the material being cut. The chart
below gives suggested settings for several materials.
MATERIAL SPEED BELT GROOVE USED
MOTOR DRIVEN
Tool, Stainless or 80 FPM Small Large
Alloy Steel
Bearing Bronzes
Mild Steel, Hard 120 FPM Medium Medium
Brass or Bronze
Soft Brass, 200 FPM Large Small
Aluminum, other
light materials
HELPFUL CUTTING HINTS
• Never use a new blade to complete a previous
started cut.
•When possible, do not start a cut on sharp corners.
•After installing new blade, check tension after a few
cuts.
•For correct blade tension, snap your finger against
the blade. A slight "ring" will sound if blade tension is
correct.
•The harder the material the slower the cutting speed.
8
. Most blade manufacturers have developed charts
and specifications to determine the best blade for
cutting various kinds and shapes of materials. Use
these as a general rule. The thinner the stock, the
finer the tooth pitch. Use the coarsest pitch possible
consistent with the above. Also, REMEMBER-- A
MINIMUM OF THREE TEETH MUST CONTACT
MATERIAL AT ALL TIMES.
. Use of cutting oil is recommended at higher blade
speeds.
FEED PRESSURE
Correct feed pressure holds the blade in the cut. Feed
pressure is supplied by the weight of the head.
Maximum material removal rate corresponds with the
proper pressure.
Optimum feed pressure ensures that maximum power
is used for cutting. If the feed pressure is too low, the
blade will not dig into the material properly. Too much
feed pressure will cause the blade to dig too deeply,
bogging down the motor, and possibly burning it out. In
addition, blade "shocking" could result.
Extra energy will be used to produce powdered chips
rather than smooth shavings; this will produce more
heat and dull the blade.
CAUTION: Do not attempt to increase feed pressure
by leaning on head.
REGULATING FEED PRESSURE
The rate of feed is pre-set at the factory to its lowest
level.
. To increase the feed, turn the feed adjustment
handle (at left of base) counterclockwise.
. To decrease, turn clockwise.
o Do not adjust more than one turn at a time.
Proper feed is important; excessive pressure can break
the blade or stall the saw. Insufficient pressure dulls the
blade rapidly.
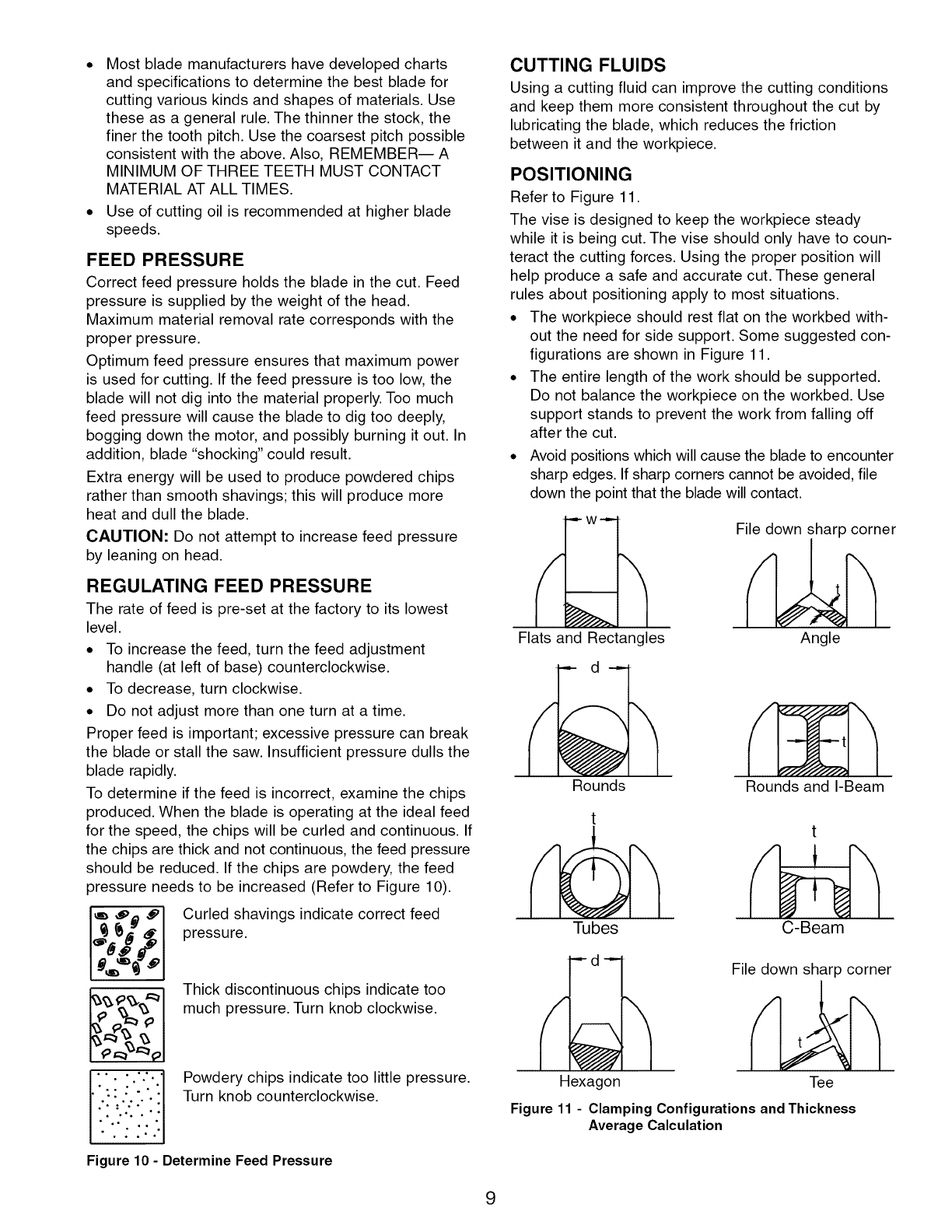
To determine if the feed is incorrect, examine the chips
produced. When the blade is operating at the ideal feed
for the speed, the chips will be curled and continuous. If
the chips are thick and not continuous, the feed pressure
should be reduced. If the chips are powdery, the feed
pressure needs to be increased (Refer to Figure 10).
],_ ,_'_; Curled shavings indicate correct feedr_ pressure.
#-i
Ii !!ii! l
Figure 10 - Determine Feed Pressure
Thick discontinuous chips indicate too
much pressure. Turn knob clockwise.
Powdery chips indicate too little pressure.
Turn knob counterclockwise.
CUTTING FLUIDS
Using a cutting fluid can improve the cutting conditions
and keep them more consistent throughout the cut by
lubricating the blade, which reduces the friction
between it and the workpiece.
POSITIONING
Refer to Figure 11.
The vise is designed to keep the workpiece steady
while it is being cut. The vise should only have to coun-
teract the cutting forces. Using the proper position will
help produce a safe and accurate cut. These general
rules about positioning apply to most situations.
. The workpiece should rest flat on the workbed with-
out the need for side support. Some suggested con-
figurations are shown in Figure 11.
. The entire length of the work should be supported.
Do not balance the workpiece on the workbed. Use
support stands to prevent the work from falling off
after the cut.
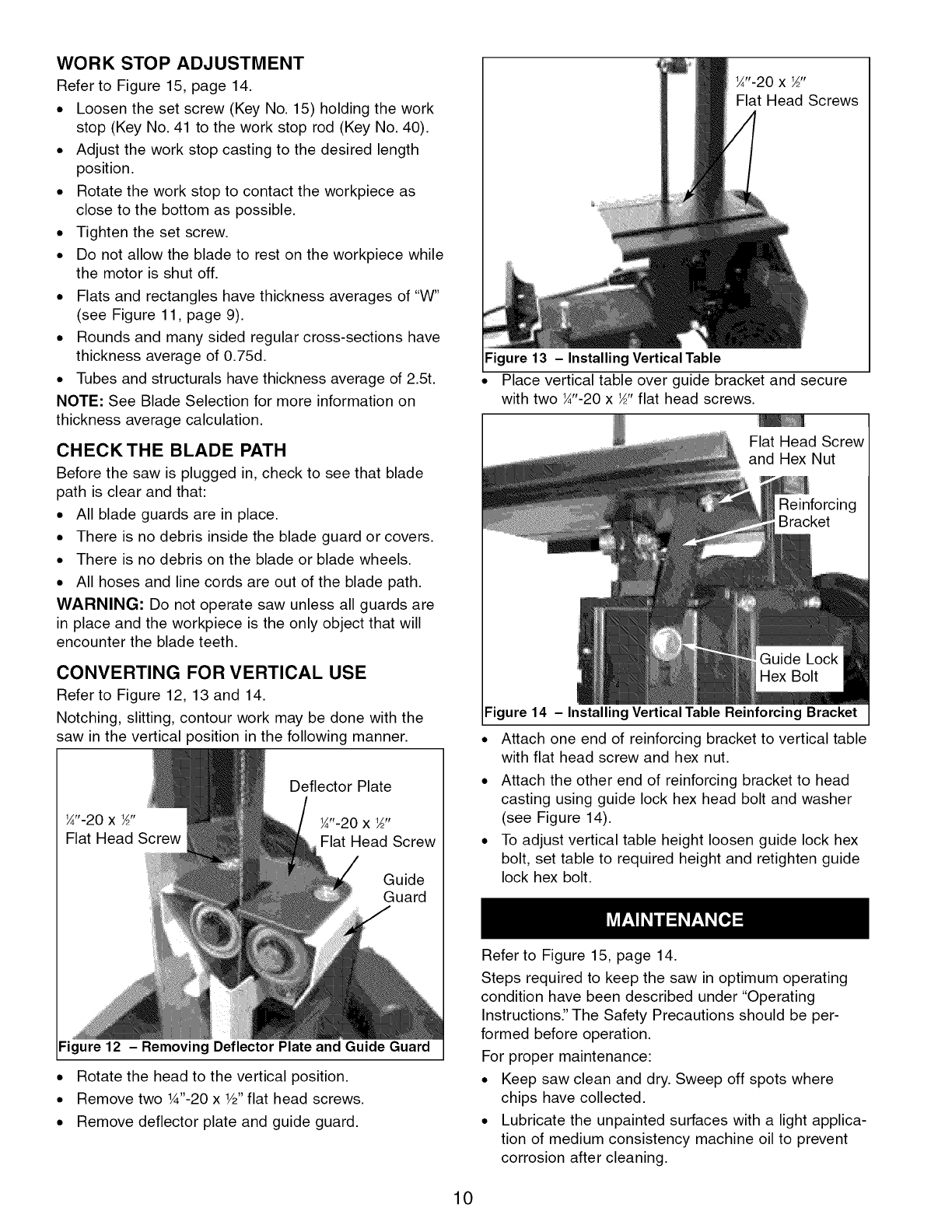
. Avoid positions which will cause the blade to encounter
sharp edges. If sharp corners cannot be avoided, file
down the point that the blade will contact.
•"" W -'"ff File down sharp corner
Flats and Rectangles
d
Rounds
t
Angle
Rounds and I-Beam
Tubes C-Beam
t--- d -" File down sharp corner
/--k
Hexagon Tee
Figure 11 - Clamping Configurations and Thickness
Average Calculation
9
WORK STOP ADJUSTMENT
Refer to Figure 15, page 14
•Loosen the set screw (Key No 15) holding the work
stop (Key No 41 to the work stop rod (Key No 40)
•Adjust the work stop casting to the desired length
position
•Rotate the work stop to contact the workpiece as
close to the bottom as possible
•Tighten the set screw
•Do not allow the blade to rest on the workpiece while
the motor is shut off
•Flats and rectangles have thickness averages of "W"
(see Figure 11, page 9)
•Rounds and many sided regular cross-sections have
thickness average of 075d
• Tubes and structurals have thickness average of 25t
NOTE: See Blade Selection for more information on
thickness average calculation
CHECK THE BLADE PATH
Before the saw is plugged in, check to see that blade
path is clear and that:
•All blade guards are in place
•There is no debris inside the blade guard or covers
•There is no debris on the blade or blade wheels
•All hoses and line cords are out of the blade path
WARNING: Do not operate saw unless all guards are
in place and the workpiece is the only object that will
encounter the blade teeth
CONVERTING FOR VERTICAL USE
Refer to Figure 12, 13 and 14
Notching, slitting, contour work may be done with the
saw in the vertical position in the following manner
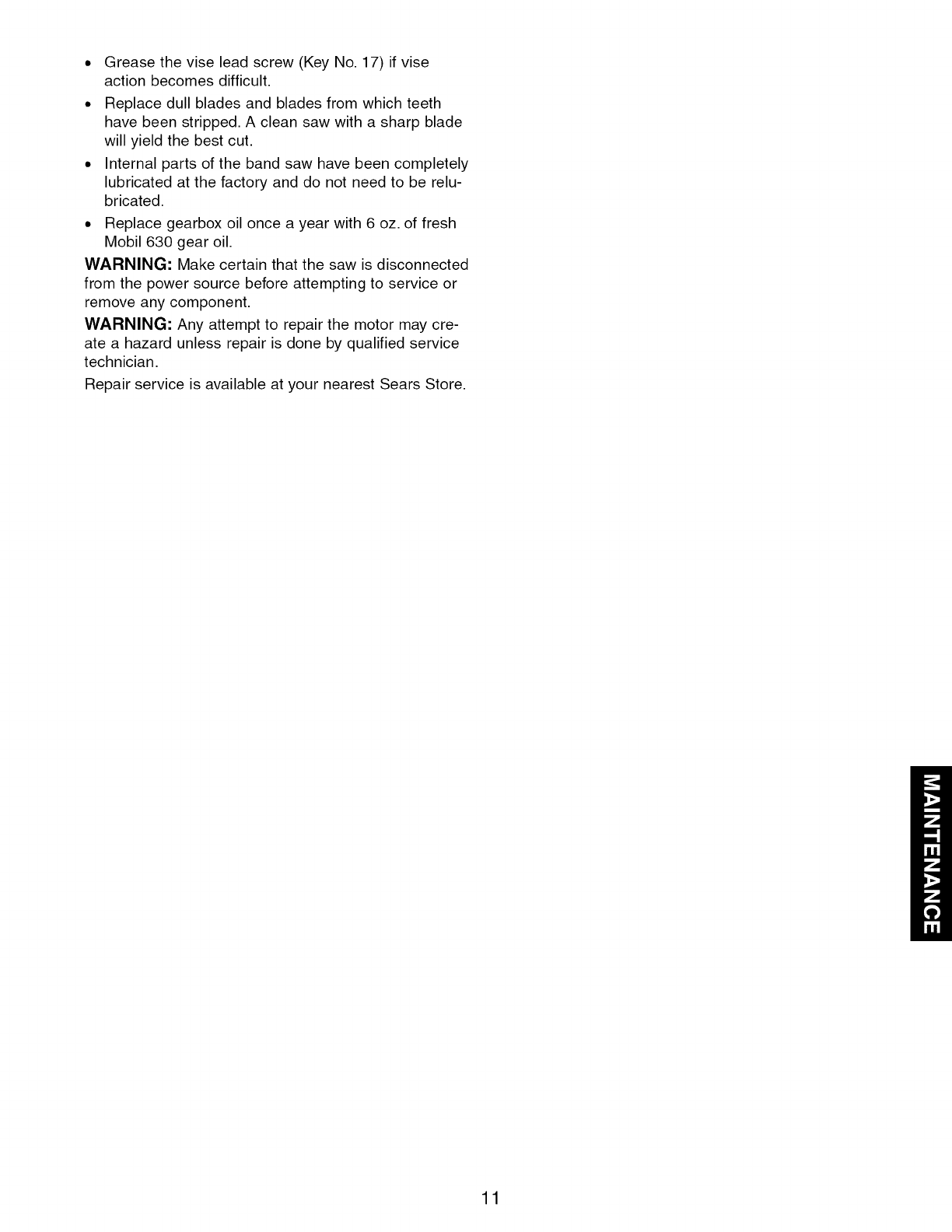
¼"-20 x _"
Flat Head Screw
Deflector Plate
¼"-20 x _"
Flat Head Screw
Guide
Guard
¼"-20 x _"
Flat Head Screws
Figure 13 -Installing Vertical Table
• Place vertical table over guide bracket and secure
with two ¼"-20 x ½"flat head screws
Flat Head Screw
and Hex Nut
Figure 14 -Installing Vertical Table Reinforcing Bracket
•Attach one end of reinforcing bracket to vertical table
with flat head screw and hex nut
•Attach the other end of reinforcing bracket to head
casting using guide lock hex head bolt and washer
(see Figure 14)
•To adjust vertical table height loosen guide lock hex
bolt, set table to required height and retighten guide
lock hex bolt
Figure 12 - Removing Deflector Plate and Guide Guard
• Rotate the head to the vertical position
• Remove two W'-20 xY2"flat head screws
•Remove deflector plate and guide guard
Refer to Figure 15, page 14
Steps required to keep the saw in optimum operating
condition have been described under "Operating
Instructions" The Safety Precautions should be per-
formed before operation
For proper maintenance:
•Keep saw clean and dry Sweep off spots where
chips have collected
•Lubricate the unpainted surfaces with a light applica-
tion of medium consistency machine oil to prevent
corrosion after cleaning
10
. Grease the vise lead screw (Key No. 17) if vise
action becomes difficult.
. Replace dull blades and blades from which teeth
have been stripped. A clean saw with a sharp blade
will yield the best cut.
. Internal parts of the band saw have been completely
lubricated at the factory and do not need to be relu-
bricated.
. Replace gearbox oil once a year with 6 oz. of fresh
Mobil 630 gear oil.
WARNING: Make certain that the saw is disconnected
from the power source before attempting to service or
remove any component.
WARNING: Any attempt to repair the motor may cre-
ate a hazard unless repair is done by qualified service
technician.
Repair service is available at your nearest Sears Store.
11
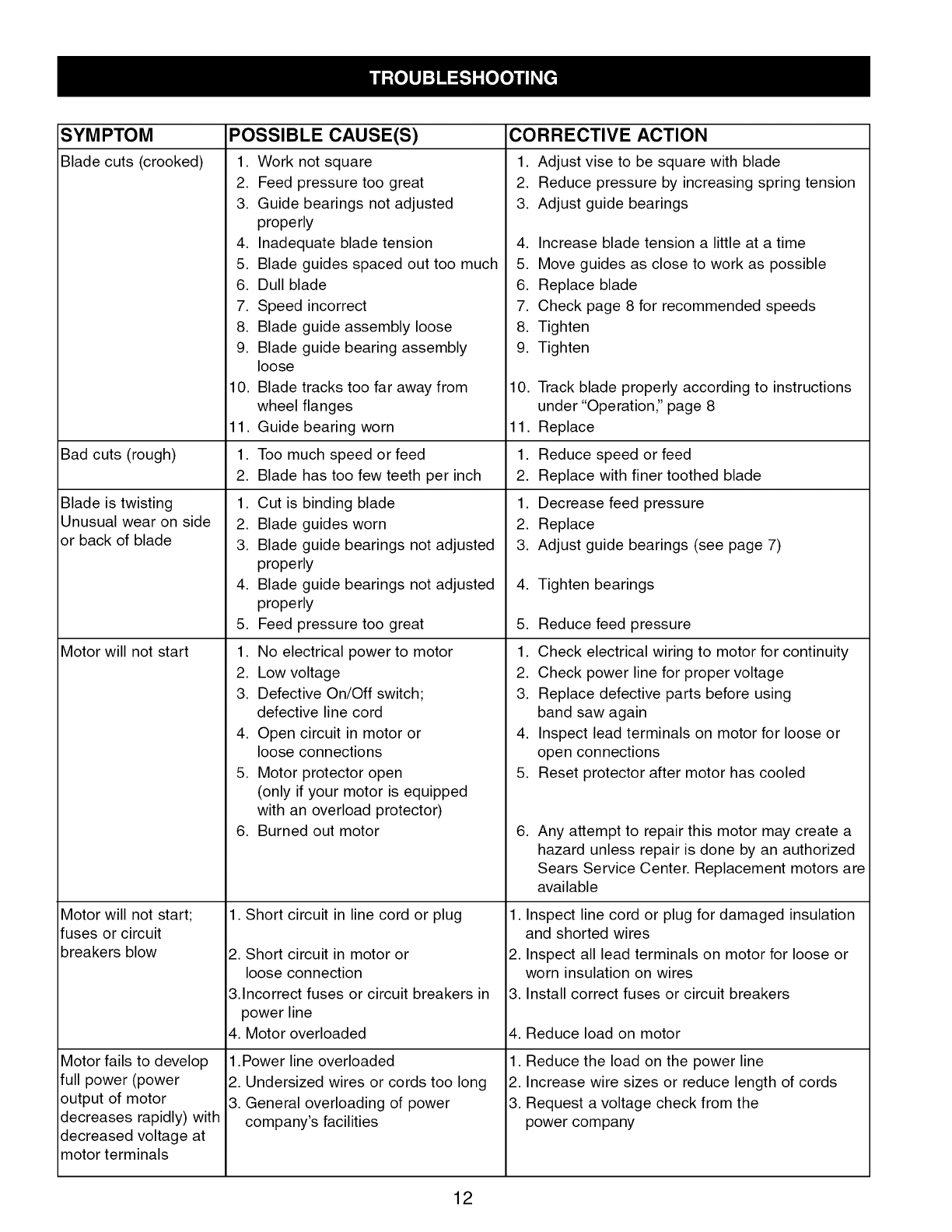
SYM PTO M
Blade cuts (crooked)
Bad cuts (rough)
Blade is twisting
Unusual wear on side
or back of blade
Motor will not start
Motor will not start;
fuses or circuit
breakers blow
Motor fails to develop
full power (power
output of motor
decreases rapidly) with
decreased voltage at
motor terminals
POSSIBLE CAUSE(S)
1. Work not square
2. Feed pressure too great
3. Guide bearings not adjusted
properly
4. Inadequate blade tension
5. Blade guides spaced out too much
6. Dull blade
7. Speed incorrect
8. Blade guide assembly loose
9. Blade guide bearing assembly
loose
10. Blade tracks too far away from
wheel flanges
11. Guide bearing worn
1. Too much speed or feed
2. Blade has too few teeth per inch
1. Cut is binding blade
2. Blade guides worn
3. Blade guide bearings not adjusted
properly
4. Blade guide bearings not adjusted
properly
5. Feed pressure too great
1. No electrical power to motor
2. Low voltage
3. Defective On/Off switch;
defective line cord
4. Open circuit in motor or
loose connections
5. Motor protector open
(only if your motor is equipped
with an overload protector)
6. Burned out motor
1. Short circuit in line cord or plug
2. Short circuit in motor or
loose connection
3.Incorrect fuses or circuit breakers in
power line
4. Motor overloaded
1. Power line overloaded
2. Undersized wires or cords too long
3. General overloading of power
company's facilities
CORRECTIVE ACTION
1. Adjust vise to be square with blade
2. Reduce pressure by increasing spring tension
3. Adjust guide bearings
4. Increase blade tension a little at a time
5. Move guides as close to work as possible
6. Replace blade
7. Check page 8 for recommended speeds
8. Tighten
9. Tighten
10. Track blade properly according to instructions
under "Operation," page 8
11. Replace
1. Reduce speed or feed
2. Replace with finer toothed blade
1. Decrease feed pressure
2. Replace
3. Adjust guide bearings (see page 7)
4. Tighten bearings
5. Reduce feed pressure
1. Check electrical wiring to motor for continuity
2. Check power line for proper voltage
3. Replace defective parts before using
band saw again
4. Inspect lead terminals on motor for loose or
open connections
5. Reset protector after motor has cooled
,Any attempt to repair this motor may create a
hazard unless repair is done by an authorized
Sears Service Center. Replacement motors are
available
1. Inspect line cord or plug for damaged insulation
and shorted wires
2. Inspect all lead terminals on motor for loose or
worn insulation on wires
3. Install correct fuses or circuit breakers
4. Reduce load on motor
1. Reduce the load on the power line
2. Increase wire sizes or reduce length of cords
3. Request a voltage check from the
power company
12
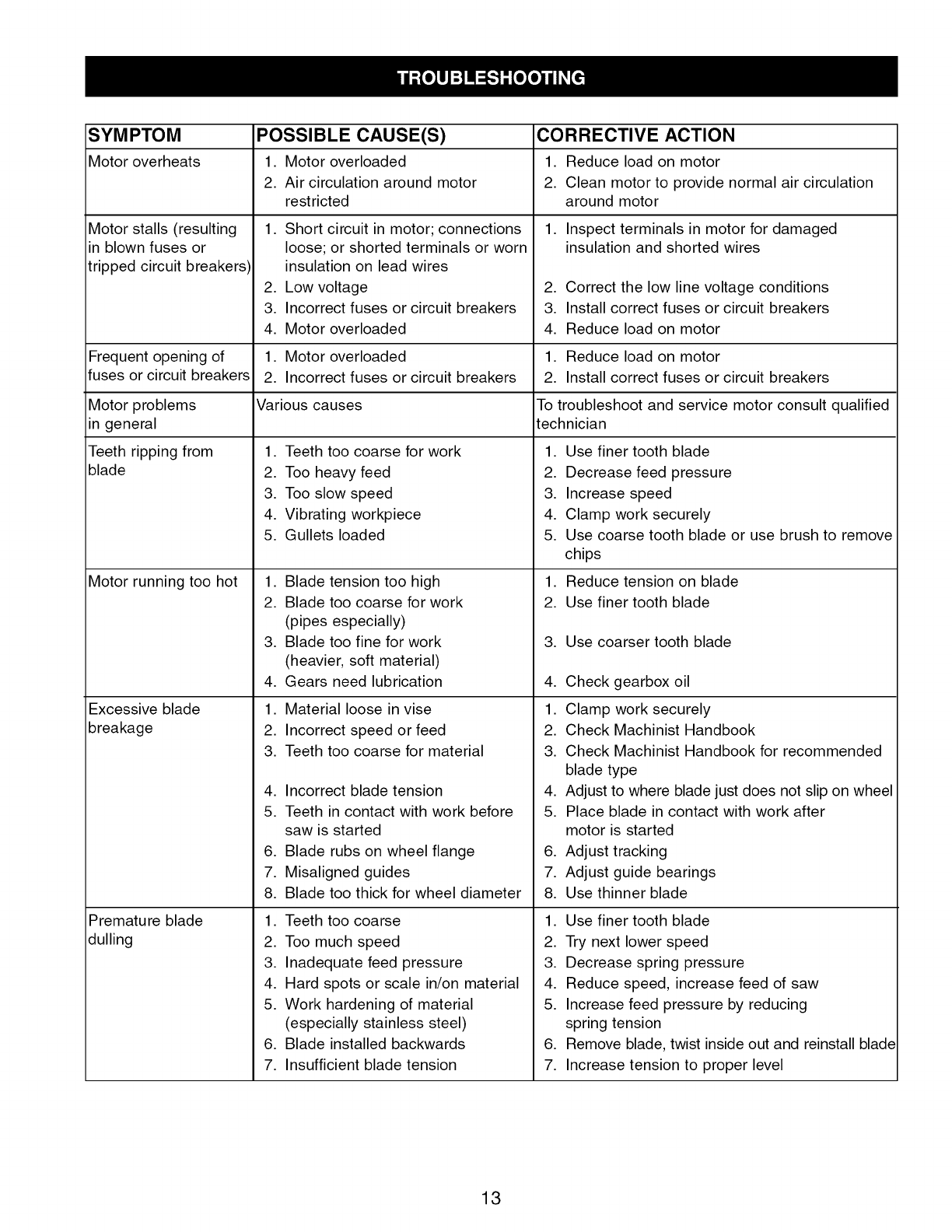
SYM PTO M
Motor overheats
Motor stalls (resulting
in blown fuses or
tripped circuit breakers)
Frequent opening of
fuses or circuit breakers
Motor problems
in general
Teeth ripping from 1.
blade 2.
3.
4.
5.
Motor running too hot 1.
2.
3.
4.
Excessive blade 1.
breakage 2.
3.
4.
5.
6.
7.
8.
Premature blade 1.
dulling 2.
3.
4.
5.
6.
7.
POSSIBLE CAUSE(S)
1. Motor overloaded
2. Air circulation around motor
restricted
1. Short circuit in motor; connections
loose; or shorted terminals or worn
insulation on lead wires
2. Low voltage
3. Incorrect fuses or circuit breakers
4. Motor overloaded
1. Motor overloaded
2. Incorrect fuses or circuit breakers
Various causes
Teeth too coarse for work
Too heavy feed
Too slow speed
Vibrating workpiece
Gullets loaded
Blade tension too high
Blade too coarse for work
(pipes especially)
Blade too fine for work
(heavier, soft material)
Gears need lubrication
Material loose in vise
Incorrect speed or feed
Teeth too coarse for material
Incorrect blade tension
Teeth in contact with work before
saw is started
Blade rubs on wheel flange
Misaligned guides
Blade too thick for wheel diameter
Teeth too coarse
Too much speed
Inadequate feed pressure
Hard spots or scale in/on material
Work hardening of material
(especially stainless steel)
Blade installed backwards
Insufficient blade tension
CORRECTIVE ACTION
1. Reduce load on motor
2. Clean motor to provide normal air circulation
around motor
1. Inspect terminals in motor for damaged
insulation and shorted wires
2. Correct the low line voltage conditions
3. Install correct fuses or circuit breakers
4. Reduce load on motor
1. Reduce load on motor
2. Install correct fuses or circuit breakers
To troubleshoot and service motor consult qualified
technician
1. Use finer tooth blade
2. Decrease feed pressure
3. Increase speed
4. Clamp work securely
5. Use coarse tooth blade or use brush to remove
chips
1. Reduce tension on blade
2. Use finer tooth blade
3. Use coarser tooth blade
4. Check gearbox oil
1. Clamp work securely
2. Check Machinist Handbook
3. Check Machinist Handbook for recommended
blade type
4. Adjust to where blade just does not slip on wheel
5. Place blade in contact with work after
motor is started
6. Adjust tracking
7. Adjust guide bearings
8. Use thinner blade
1. Use finer tooth blade
2. Try next lower speed
3. Decrease spring pressure
4. Reduce speed, increase feed of saw
5. Increase feed pressure by reducing
spring tension
6. Remove blade, twist inside out and reinstall blade
7. Increase tension to proper level
13
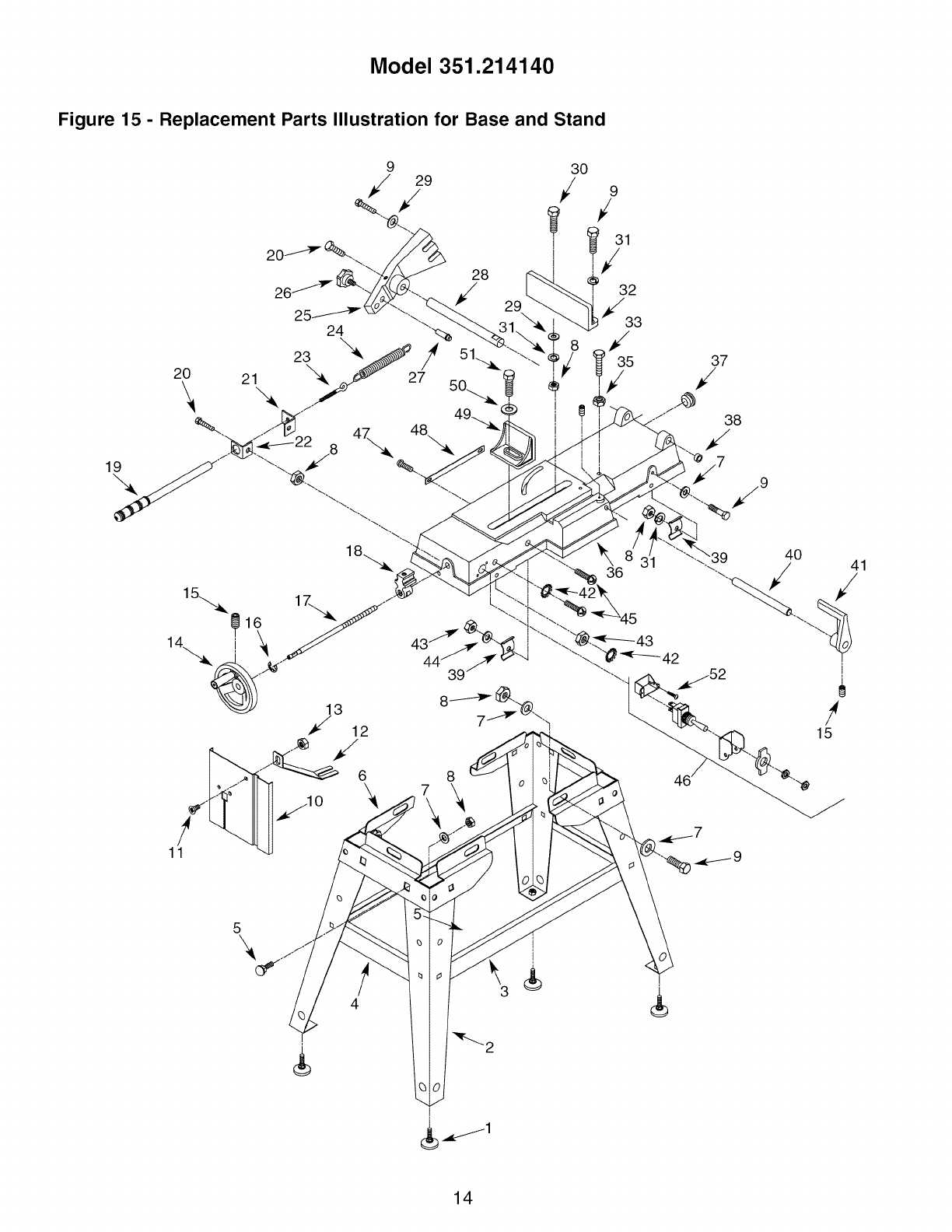
Model 351.21 4140
Figure 15 - Replacement Parts Illustration for Base and Stand
19
20
9 30
29 /9
31
/
32
/33
,/35
/37
/
4O
!
15
!
11
68
5
!
14
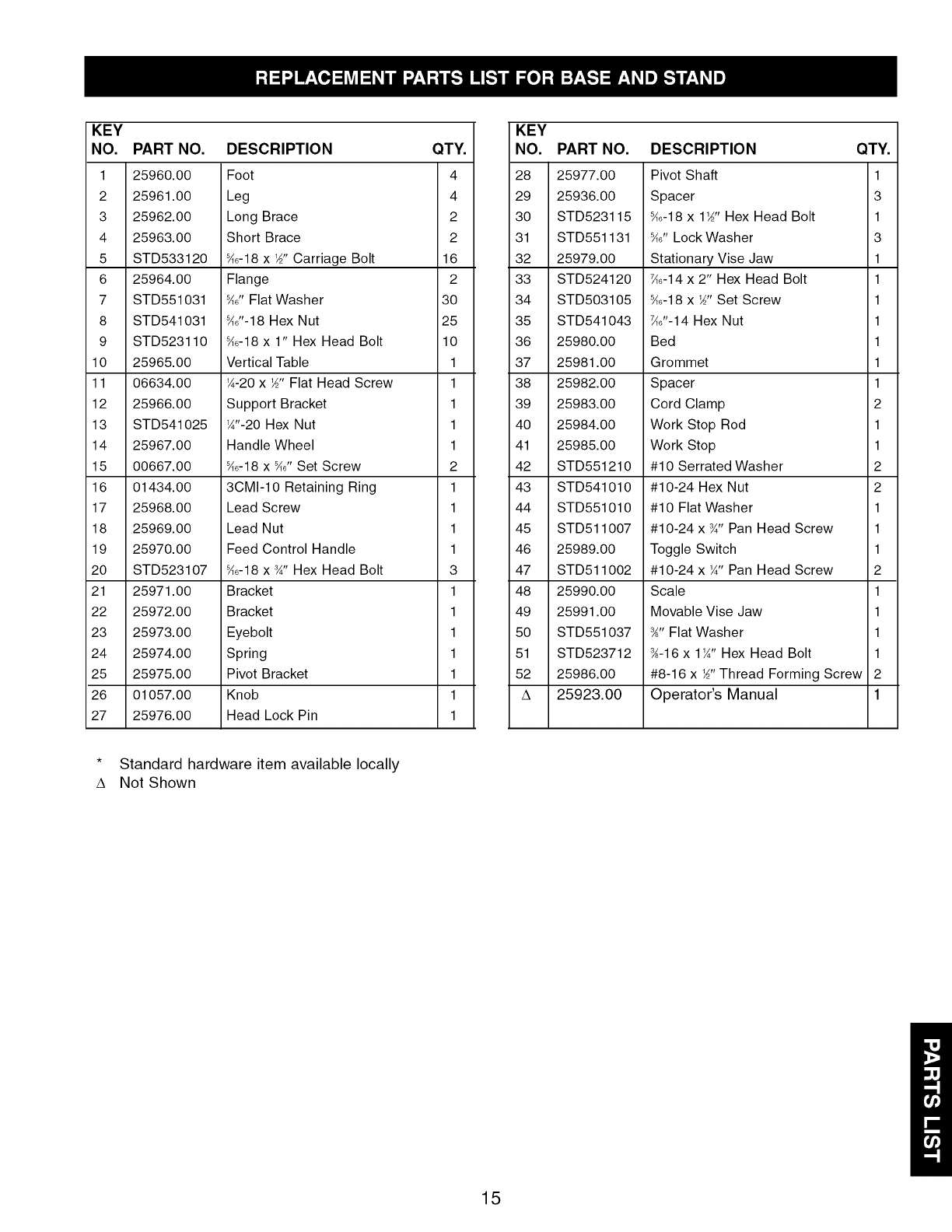
KEY
NO. PART NO.
125960.00
2 25961.00
3 25962.00
4 25963.00
5 STD533120
6 25964.00
7 STD551031
8 STD541031
9 STD523110
10 25965.00
11 06634.00
12 25966.00
13 STD541025
14 25967.00
15 00667.00
16 01434.00
17 25968.00
18 25969.00
19 25970.00
20 STD523107
21 25971.00
22 25972.00
23 25973.00
24 25974.00
25 25975.00
26 01057.00
27 25976.00
DESCRIPTION
Foot
Leg
Long Brace
Short Brace
_-18 x _" Carriage Bolt
Flange
_" Flat Washer
_"-18 Hex Nut
_-18 x 1" Hex Head Bolt
Vertical Table
¼-20 x ½" Flat Head Screw
Support Bracket
¼"-20 Hex Nut
Handle Wheel
_-18 x _6" Set Screw
3CM1-10 Retaining Ring
Lead Screw
Lead Nut
Feed Control Handle
_-18 x _" Hex Head Bolt
Bracket
Bracket
Eyebolt
Spring
Pivot Bracket
Knob
Head Lock Pin
QTY.
4
4
2
2
16
2
30
25
lO
1
1
1
1
1
2
1
1
1
1
3
1
1
1
1
1
1
1
KEY
NO.
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
A
PART NO.
25977.00
25936.00
STD523115
STD551131
25979.00
STD524120
STD503105
STD541043
25980.00
25981.00
25982.00
25983.00
25984.00
25985.00
STD551210
STD541010
STD551010
STD511007
25989.00
STD511002
25990.00
25991.00
STD551037
STD523712
25986.00
25923.00
DESCRIPTION QTY.
Pivot Shaft 1
Spacer 3
_-18 x 1_" Hex Head Bolt 1
_" Lock Washer 3
Stationary Vise Jaw 1
7_-14 x 2" Hex Head Bolt 1
_-18 x _" Set Screw 1
_"-14 Hex Nut 1
Bed 1
Grommet 1
Spacer 1
Cord Clamp 2
Work Stop Rod 1
Work Stop 1
#10 Serrated Washer 2
#10-24 Hex Nut 2
#10 Flat Washer 1
#10-24 x _" Pan Head Screw 1
Toggle Switch 1
#10-24 x ¼" Pan Head Screw 2
Scale 1
Movable Vise Jaw 1
_" Flat Washer 1
_-16 x 1¼" Hex Head Bolt 1
#8-16 x 1_,,Thread Forming Screw 2
Operator's Manual 1
* Standard hardware item available locally
A Not Shown
15
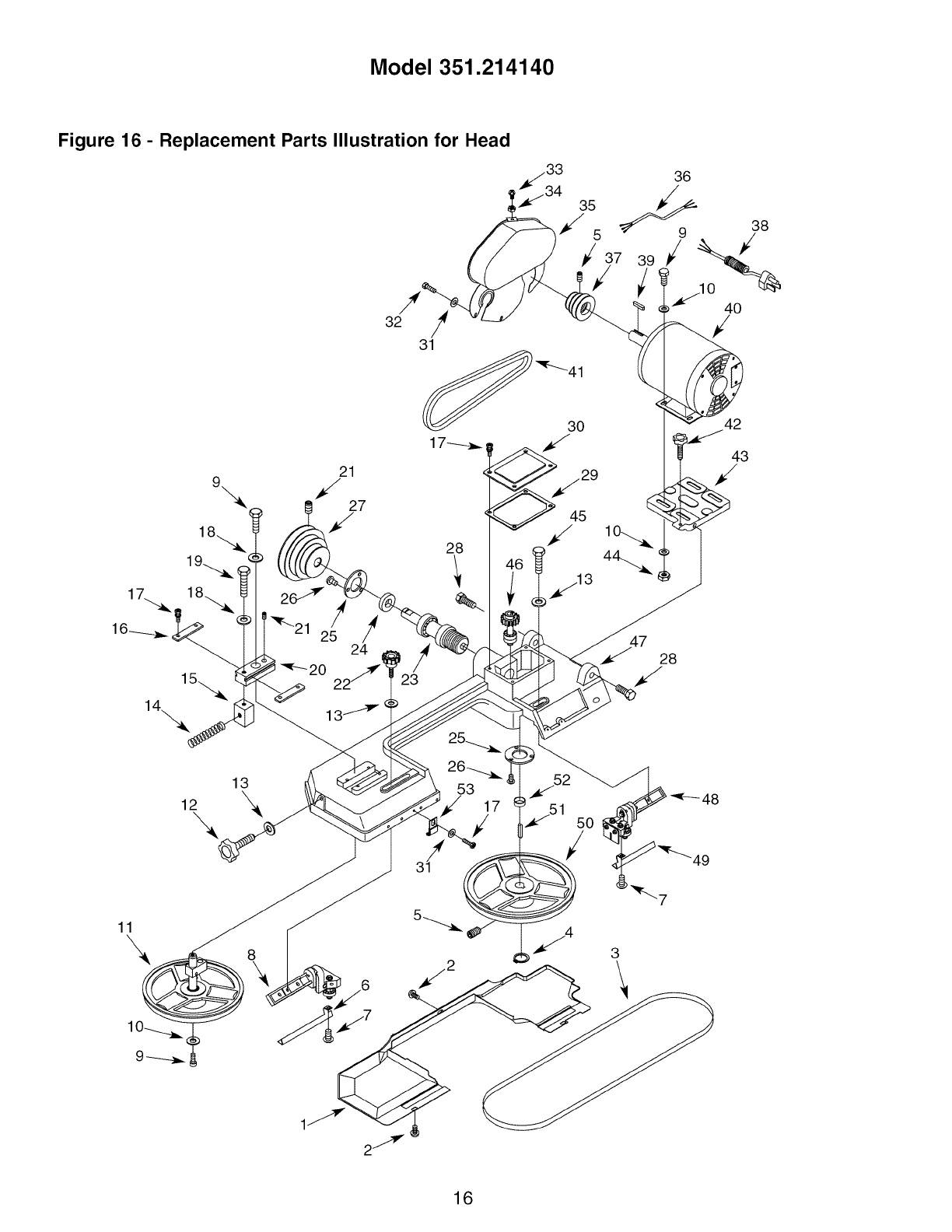
Model 351.21 4140
Figure 16 - Replacement Parts Illustration for Head
21
j! 27
./
32
31
J
28
23
25_
53 17
11
\8
.33
.34 35
30 42
28
3
16
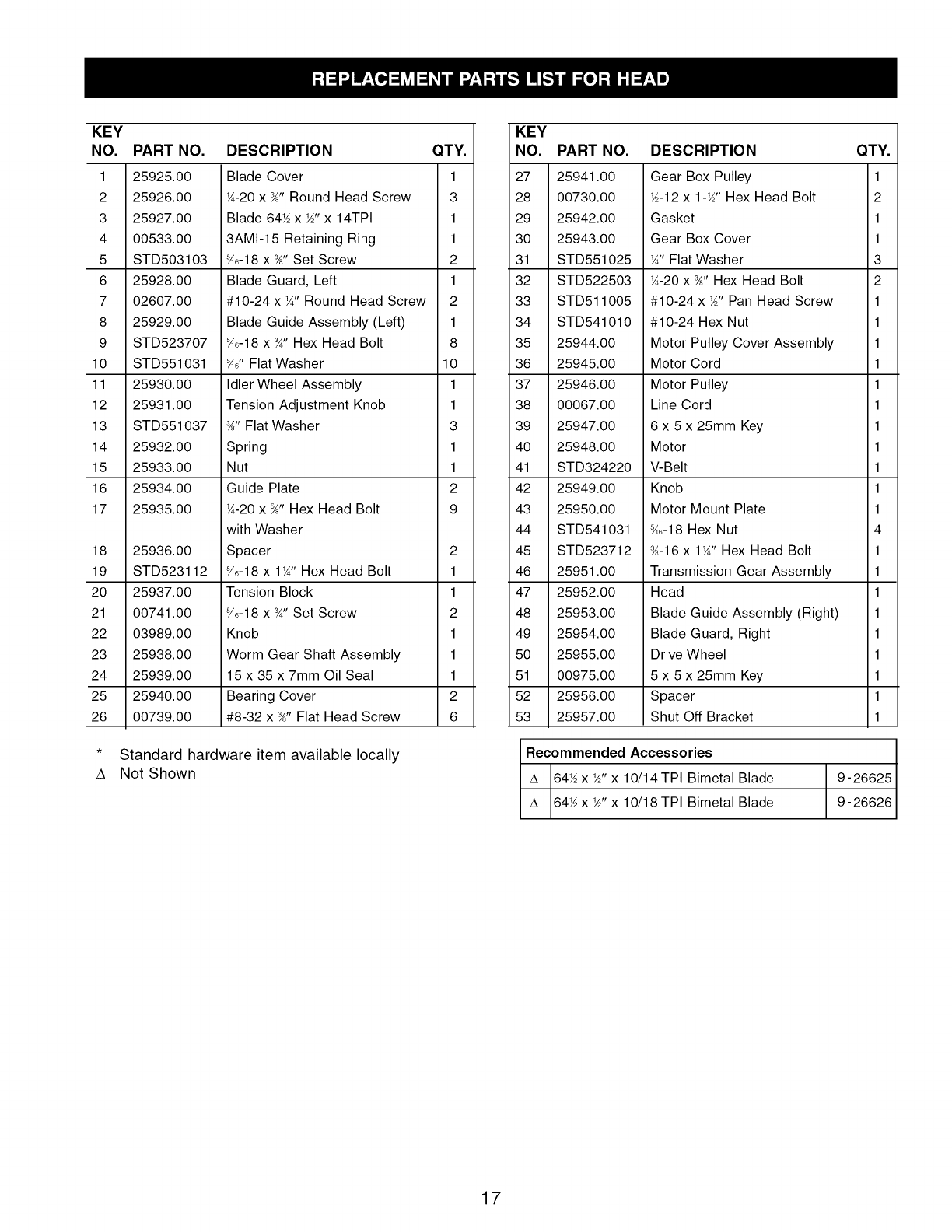
KEY
NO.
1
2
3
4
5
6
7
8
9
lO
11
12
13
14
15
16
17
18
19
2O
21
22
23
24
25
26
PART NO.
25925.00
25926.00
25927.00
00533.00
STD503103
25928.00
02607.00
25929.00
STD523707
STD551031
25930.00
25931.00
STD551037
25932.00
25933.00
25934.00
25935.00
25936.00
STD523112
25937.00
00741.00
03989.00
25938.00
25939.00
25940.00
00739.00
DESCRIPTION QTY.
Blade Cover 1
¼-20 x _" Round Head Screw 3
Blade 641/2x _" x 14TPI 1
3AM1-15 Retaining Ring 1
_-18 x _" Set Screw 2
Blade Guard, Left 1
#10-24 x ¼" Round Head Screw 2
Blade Guide Assembly (Left) 1
_-18 x _" Hex Head Bolt 8
_" Flat Washer 10
Idler Wheel Assembly 1
Tension Adjustment Knob 1
_" Flat Washer 3
Spring 1
Nut 1
Guide Plate 2
¼-20 x %" Hex Head Bolt 9
with Washer
Spacer 2
_-18 x 1¼" Hex Head Bolt 1
Tension Block 1
_-18 x _" Set Screw 2
Knob 1
Worm Gear Shaft Assembly 1
15 x 35 x 7mm Oil Seal 1
Bearing Cover 2
#8-32 x _" Flat Head Screw 6
* Standard hardware item available locally
A Not Shown
KEY
NO.
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
PART NO.
25941.00
00730.00
25942.00
25943.00
STD551025
STD522503
STD511005
STD541010
25944.00
25945.00
25946.00
00067.00
25947.00
25948.00
STD324220
25949.00
25950.00
STD541031
STD523712
25951.00
25952.00
25953.00
25954.00
25955.00
00975.00
25956.00
25957.00
DESCRIPTION
Gear Box Pulley
1/2-12x 1-_" Hex Head Bolt
Gasket
Gear Box Cover
¼" Flat Washer
¼-20 x _" Hex Head Bolt
#10-24 x ½" Pan Head Screw
#10-24 Hex Nut
Motor Pulley Cover Assembly
Motor Cord
Motor Pulley
Line Cord
6x5x25mmKey
Motor
V-Belt
Knob
Motor Mount Plate
_6-18 Hex Nut
_-16 x 1¼" Hex Head Bolt
Transmission Gear Assembly
Head
Blade Guide Assembly (Right)
Blade Guard, Right
Drive Wheel
5 x 5 x 25mm Key
Spacer
Shut Off Bracket
QTY.
1
2
1
1
3
2
1
1
1
1
1
1
1
1
1
1
1
4
1
1
1
1
1
1
1
1
1
Recommended Accessories
A 641/2x _" x 10/14 TPI Bimetal Blade 9-26625
A 641/2x _" x 10/18 TPI Bimetal Blade 9-26626
17

NOTES
18

NOTES
19
Your Home
For expert troubleshooting and home solutions advice:
www.managemyhome.com
For repair - in your home - of all major brand appliances,
lawn and garden equipment, or heating and cooling systems,
no matter who made it, no matter who sold it!
For the replacement parts, accessories and
owner's manuals that you need to do-it-yourself.
For Sears professional installation of home appliances
and items like garage door openers and water heaters.
1-800-4-MY-HOME ®(1-800-469-4663)
Call anytime, day or night (U.S.A. and Canada)
www.sears.com www.sears.ca
Our Home
For repair of carry-in items like vacuums, lawn equipment,
and electronics, call anytime for the location of your nearest
Sears Parts & Repair Service Center
1-800-488-1222 (U.S.A.) 1-800-469-4663 (Canada)
www.sears.com www.sears.ca
To purchase a protection agreement on a product serviced by Sears:
1-800-827-6655 (U.S.A.) 1-800-361-6665 (Canada)
Para pedir servicio de reparaci6n
a domicilio, y para ordenar piezas:
1-888-SU-HOGAR ®
(1-888-784-6427)
Au Canada pour service en fran(_ais:
1-800-LE-FOYER Mc
(1-800-533-6937)
www. se a rs. ca
TM SM
® Registered Trademark /Trademark /Service Mark of Sears Brands, LLC
rM
® Marca Registrada /Marca de Fabrica /SM Marca de Servicio de Sears Brands, LLC
MCMarque de commerce /MDMarque d6posee de Sears Brands, LLC © Sears Brands, LLC
