974 0750 Onan MDJA To MDJF Marine Diesel Engine Service Manual (12 1985)
User Manual: 974-0750 Onan MDJA to MDJF Marine Diesel Engine Service Manual (12-1985)
Open the PDF directly: View PDF ![]() .
.
Page Count: 92
Service
Manual
MDJA
MDJB
MDJC
MDJE
MDJF
Marine Diesel
GenSet
Engines
974-0750
12-85
Printed
in
USA
Safety
Precautions
It is recommended that you read your engine manual and be-
come thoroughly acquainted with your equipment before you
start the engine.
[awnR"cl
This symbol is used throughout this
manual to warn
of
possible serious personal injury.
-1
This symbol refers
to
possible equip-
ment damage.
Fuels, electrical equipment, batteries, exhaust gases and mov-
ing parts present potential hazards that could result in serious,
personal injury. Take care in following these recommended pro-
cedures.
Safety Codes
All
local, state and federal codes should be consulted and
complied with.
This engine is not designed or intended for use in aircraft.
Any such use is at the owner's sole risk.
General
Provide appropriate fire extinguishers and install them in
convenient locations. Use an extinguisher rated ABC by
N
FPA.
Make sure that all fasteners on the engine are secure and
accurately torqued. Keep guards in position over fans,
driving belts, etc.
If
it
is necessary to make adjustments while the engine is
running, use extreme caution when close
to
hot exhausts,
moving parts, etc.
Protect Against Moving Parts
0
Do
not wear loose clothing in the vicinity of moving parts,
such as PTO shafts, flywheels, blowers, couplings, fans,
belts, etc.
Keep your hands away from moving parts.
Batteries
Before starting work on the engine, disconnect batteries
to
prevent inadvertent starting of the engine.
DO NOTSMOKE while servicing batteries. Lead acid bat-
teries give
off
a highly explosive hydrogen gas which can
be ignited by flame, electrical arcing or by smoking.
0
Verify battery polarity before connecting battery cables.
Connect negative cable last.
Fuel System
DO
NOT
fill
fuel tanks while engine is running.
DO
NOT smoke or use an open flame in the vicinity of the
engine or fuel tank. Internal combustion engine fuels are
highly flammable.
Fuel lines must be of steel piping, adequately secured,
and free from leaks. Piping at the engine should be ap-
proved flexible line.
Do
not use copper piping for flexible
lines as copper will work harden and become brittle
enough to break.
Be sure all fuel supplies have
a
positive
shutoff
valve.
#
Exhaust System
0
Exhaust products of any internal combustion engine are
toxic and can cause injury, or death if inhaled. All engine
applications, especially those within a confined area,
should be equipped with an exhaust system
to
discharge
gases to the outside atmosphere.
0
DO
NOT use exhaust gases to heat
a
compartment.
0
Make sure that your exhaust system is free of leaks. En-
sure that exhaust manifolds are secure and are not
warped by bolts unevenly torqued.
Exhaust Gas
Is
Deadly!
Exhaust gases contain carbon monoxide, a poisonous gas that
might cause unconsciousness and death. It is an odorless and
colorless gas formed during combustion of hydrocarbon fuels.
Symptoms of carbon monoxide poisoning are:
Dizziness
0
Vomiting
0
Headache
0
Muscular Twitching
0
Weakness and Sleepiness
If you experience any of these symptoms, get out into fresh air
immediately, shut down the unit and do not use until it has been
inspected.
The best protection against carbon monoxide inhalation is
proper installation and regular, frequent inspections of the com-
plete exhaust system.
If
you notice a change in the sound orap-
pearance of exhaust system, shut the unit down immediately
and have
it
inspected and repaired at once by a competent me-
chanic.
Cooling System
0
Throbbing in Temples
0
Coolants under pressure have a higher boiling point than
water. DO NOT open a radiator pressure cap when cool-
ant temperature is above
212
degrees F
(1
00
degrees C)
or while engine
is
running.
Keep The Unit And Surrounding Area Clean
0
Make sure that oily rags are not left on
or
near the engine.
Remove all unnecessary grease and oil from the unit. Ac-
cumulated grease and oil can cause overheating and
subsequent engine damage and present a potential fire
hazard.
Redistribution or publication of this document,
by any means, is strictly prohibited.
Table
of
Contents
TITLE
General Information
....................................................
2
Specifications
.........................................................
3
Dimensions and Clearances
.............................................
4
Assembly Torques and Special
Tools
....................................
6
Service and Maintenance
...............................................
8
Cooling System
.......................................................
16
Fuel System
..........................................................
36
Governor System
.....................................................
60
Engine Troubleshooting
................................................
7
Exhaust System
.......................................................
14
OilSystem
...........................................................
62
Starting System
.......................................................
68
Engine Disassembly
...................................................
75
INCORRECT SERVICE
OR
REPLACEMENT
OF
PARTS MIGHT RESULT IN
SEVERE PERSONAL INJURY AND/OR EQUIPMENT DAMAGE
.
SERVICE
PERSONNEL MUST BE QUALIFIED TO PERFORM ELECTRICAL AND/OR
MECHANICAL SERVICE
.
.
1
Redistribution or publication of this document,
by any means, is strictly prohibited.
General Information
INTRODUCTION
This manual deals with specific mechanical and elec-
trical information needed by engine mechanics for
troubleshooting, servicing, repairing, or overhauling
the engine.
Use the table of contents for a quick reference to the
separate engine system sections.
Use the separate Parts Catalogs available at the
dealer level, for parts identification and for establish-
ing their proper location on assemblies.
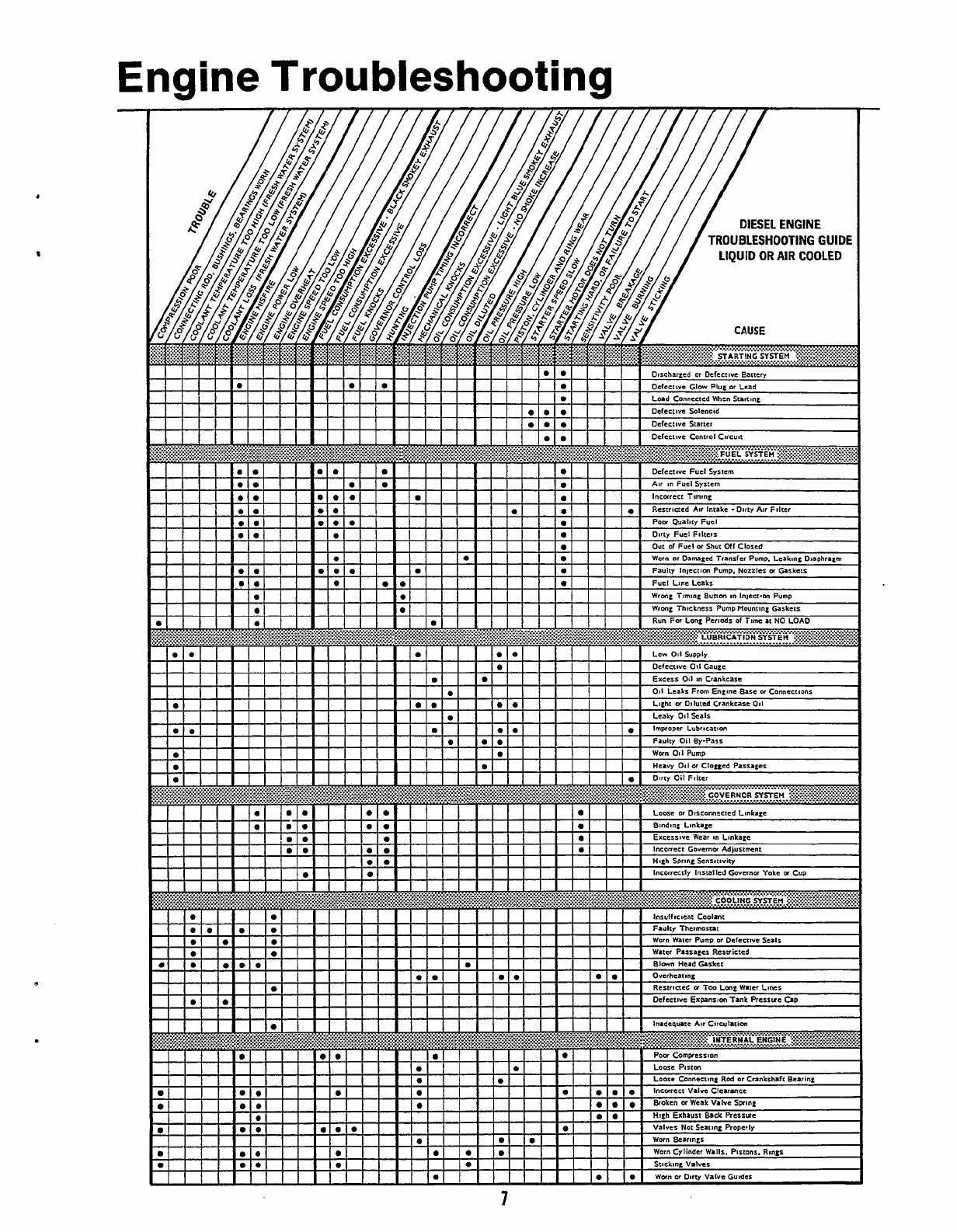
The
TROUBLESHOOTlNG
GUlDE
provides
a
quick
reference for locating and correcting engine trouble.
The illustrations and procedures presented in each
section apply to the engines listed on the cover. The
flywheel end of the engine is the front end,
so
right
and left sides are determined by viewing the engine
from the front.
The disassembly section contains major overhaul
procedures for step by step removal, disassembly,
inspection, repair and assembly of the engine
components.
If a major repair or an overhaul is necessary, a compe-
tent mechanic should either do the job or supervise
and check the work of the mechanic assigned to do
the job to ensure that all dimensions, clearances and
torque values are within the specified tolerances.
The wiring diagram shows how the electrical compo-
nents are interconnected.
A parts catalog (available at the dealer level) contains
detailed exploded views of each assembly and the
individual piece part nurnbersand their proper names
for ordering replacement parts.
Use only Genuine Onan replacement parts to ensure
quality and the best possible repair and overhaul
results. When ordering parts, always use
the
com-
plete Model and Spec number
in
addition to the Serial
number shown on the nameplate.
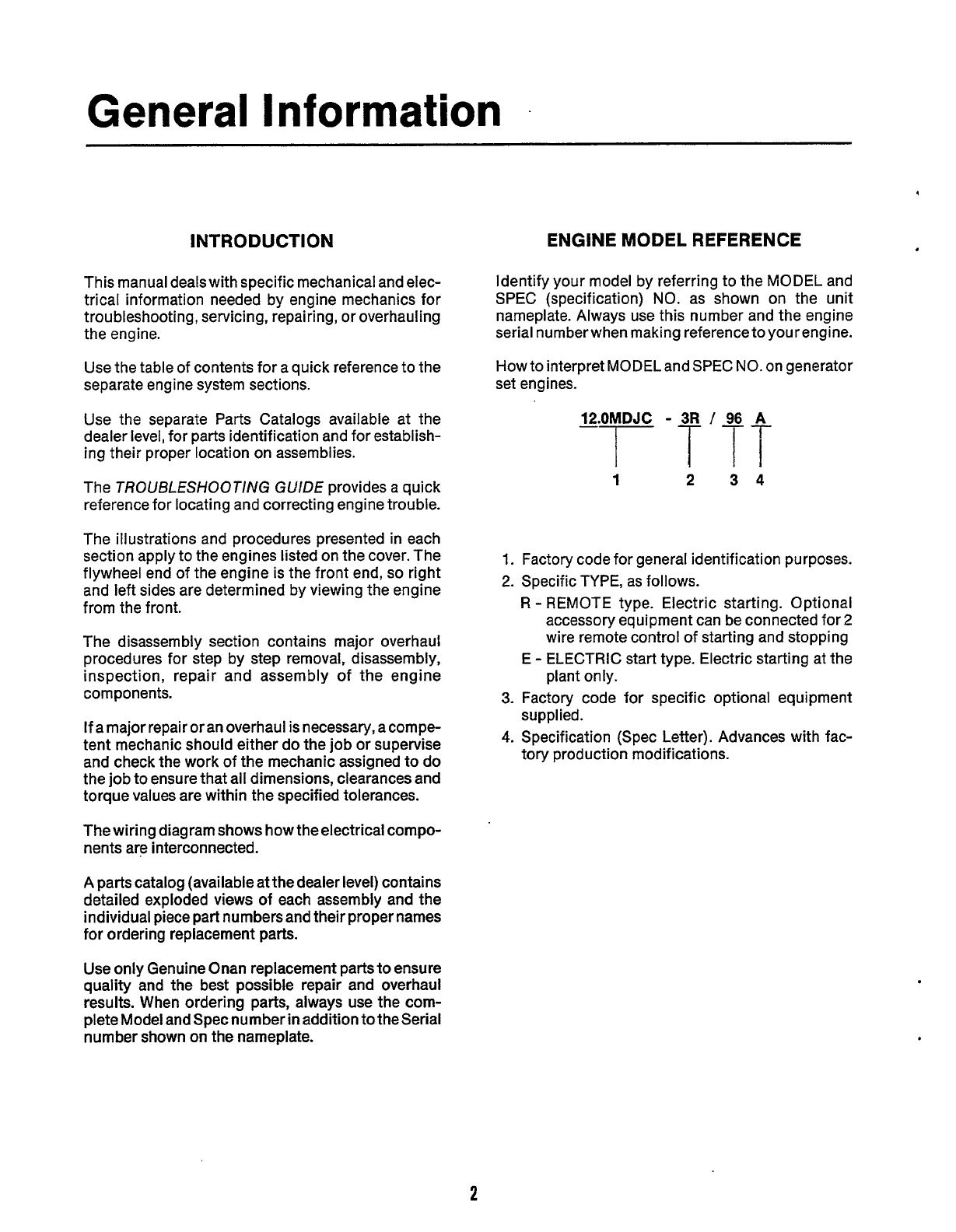
ENGINE MODEL REFERENCE
Identify your model by referring to the MODEL and
SPEC (specification)
NO.
as shown on the unit
nameplate. Always use this number and the engine
serial numberwhen making reference toyour engine.
How to interpret MODEL and SPEC
NO.
on generator
set engines.
1.
2.
3.
4.
12.OiDJC
-
f
/
7
f
1
2
34
Factory code for general identification purposes.
Specific TYPE, as follows.
R
-
REMOTE type. Electric starting. Optional
accessory equipment can be connected for
2
wire remote control
of
starting and stopping
E
-
ELECTRIC start type. Electric starting at
the
plant only.
Factory code for specific optional equipment
supplied.
Specification (Spec Letter). Advances with fac-
tory production modifications.
2
Redistribution or publication of this document,
by any means, is strictly prohibited.
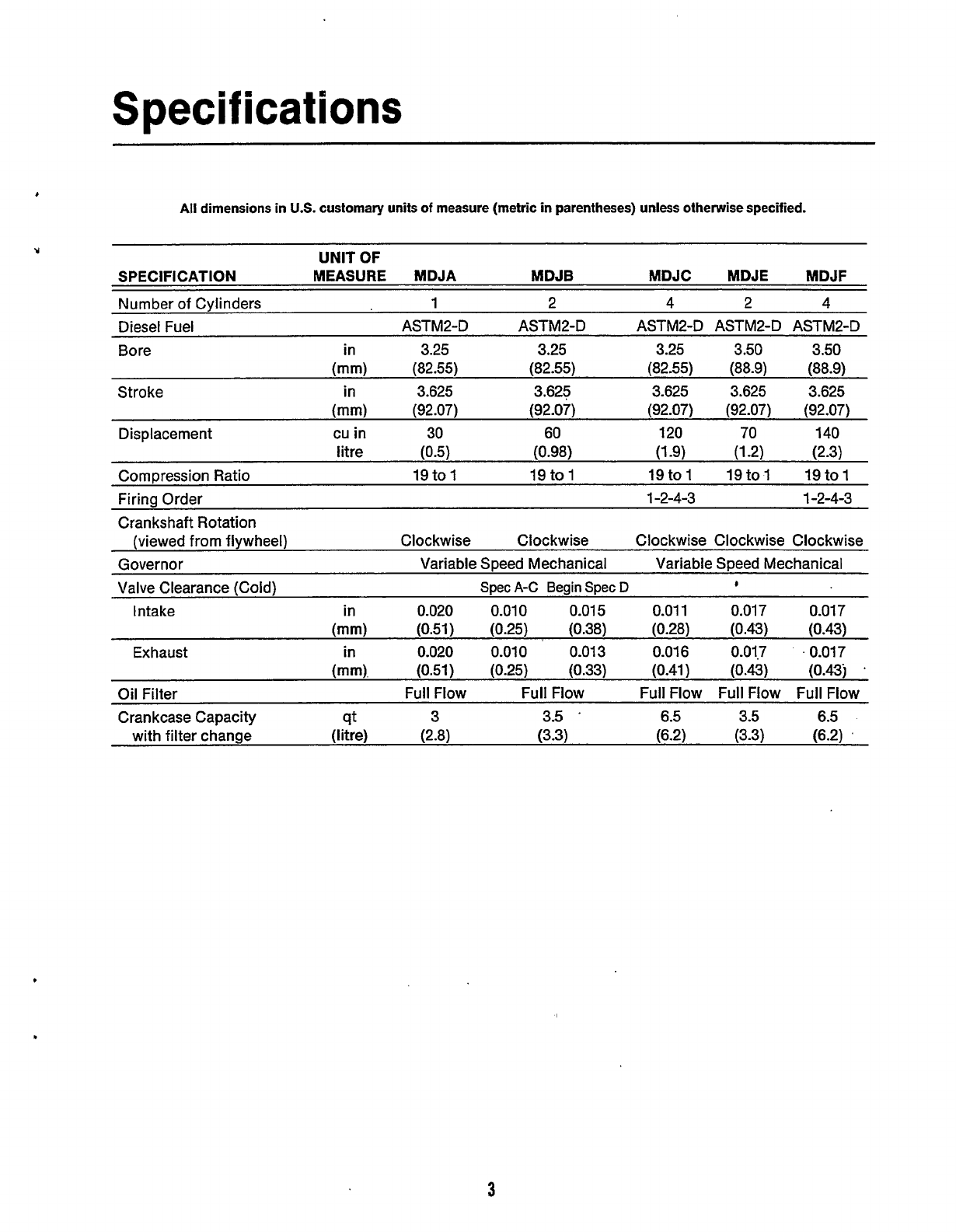
Specifications
All
dimensions in
U.S.
customary units
of
measure (metric in parentheses) unless otherwise specified.
~~
UNIT
OF
SPECIFICATION MEASURE MDJA MDJB MDJC MDJE MDJF
Number of Cylinders
1
2
4
2
4
Diesel Fuel ASTM2-D ASTM2-D ASTM2-D ASTM2-D ASTM2-D
Bore in 3.25 3.25 3.25 3.50 3.50
(mm) (82.55) (82.55) (82.55) (88.9) (88.9)
Stroke
in
3.625 3.625 3.625 3.625 3.625
(mm)
(92.07) (92.07) (92.07) (92.07) (92.07)
Displacement cu in 30 60 120 70
140
litre
(0.5)
(0.98) (1 -9)
(1
-2) (2.3)
Compression Ratio 19 to
1
19
to
1 19to1 19to1 19to1
Firing Order 1-2-4-3 1-2-4-3
Crankshaft Rotation
Governor Variable Speed Mechanical Variable Speed Mechanical
Valve Clearance (Cold)
Spec
A-C
Begin
Spec
D
*
Intake in 0.020 0.010 0.01
5
0.01
1 0.01 7 0.01 7
(mm)
(0.51)
(0.25) (0.38) (0.28)
(0.43)
(0.43)
Exhaust
in
0.020
0.010
0.01
3
0.01
6 0.017 0.01 7
(mm)
(0.51)
(0.25) (0.33) (0.41)
(0.43)
(0.43j
.
Oil Filter Full
Flow
Full Flow Full Flow Full Flow Full Flow
Crankcase Capacity qt
3
3.5
.
6.5 3.5 6.5
(viewed from flywheel) Clockwise Clockwise Clockwise Clockwise Clockwise
with filter change (I
i
tre) (2.8) (3.3) (6.2) (3.3) (6.2)
3
Redistribution or publication of this document,
by any means, is strictly prohibited.
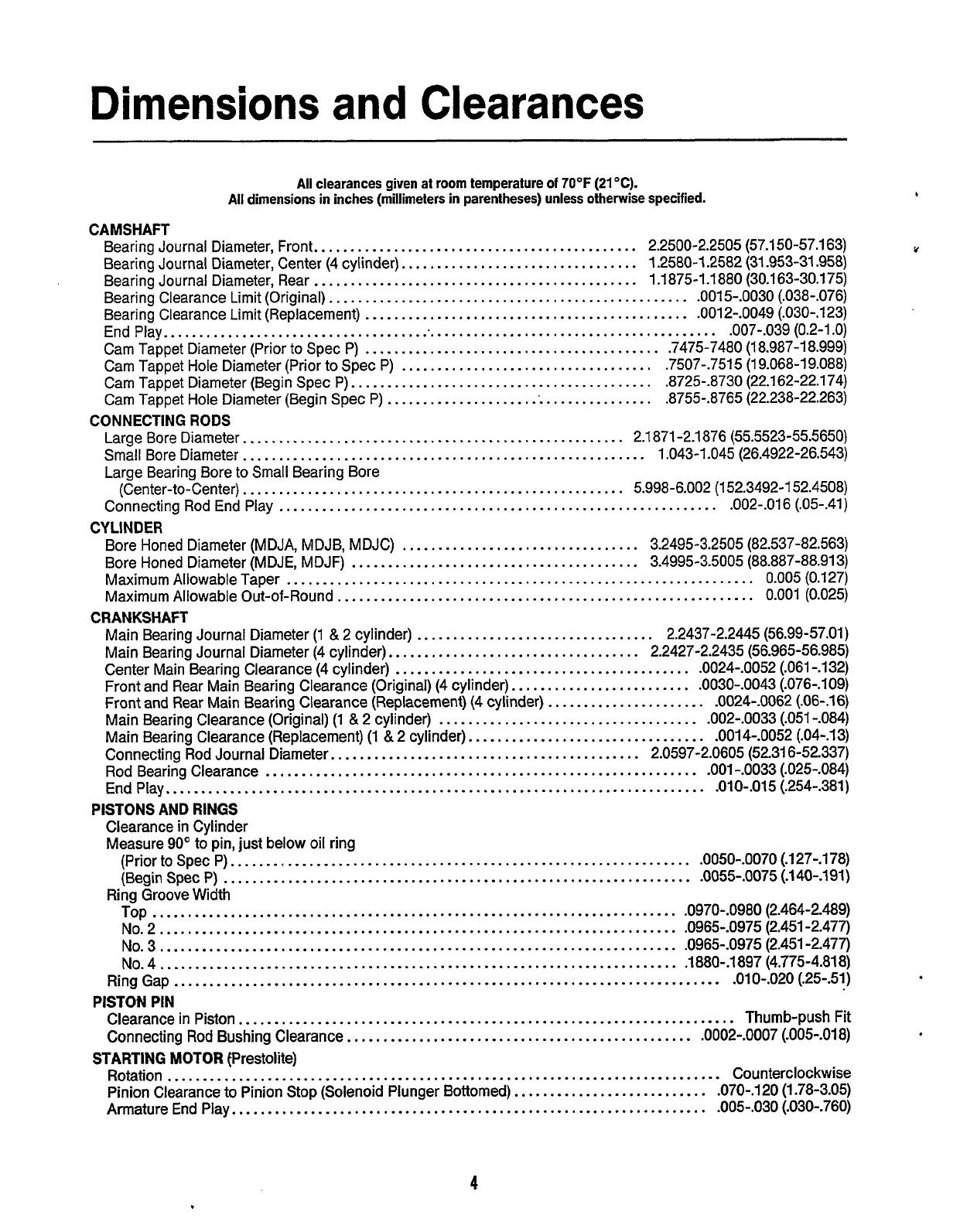
Dimensions and Clearances
All
clearances given
at
room temperature
of
70°F
(21
"C)
.
All
dimensions
in
inches (millimeters
in
parentheses) unless otherwise specified
.
CAMSHAFT
Bearing Journal Diameter. Front
.............................................
2.2500-2.2505 (57.1 50-57.1 63)
Bearing Journal Diameter. Center
(4
cylinder)
.................................
1.2580-1.2582 (31 -953-31.958)
Bearing Journal Diameter. Rear
.............................................
1.1
875-1.1880 (30.163-30.175)
Bearing Clearance Limit (Original)
..................................................
.0015-. 0030 (-038-.076)
Bearing Clearance Limit (Replacement)
.............................................
.0012.. 0049 (.030-.123)
End Play
..............................................................................
.007.. 039 (0.2-1.0)
Cam Tappet Diameter (Prior to Spec P)
.........................................
.747 5.7480 (18.987-18.999)
Cam Tappet Hole Diameter (Prior to Spec P)
...................................
.7507.. 7515 (19.068-19.088)
Cam Tappet Diameter (Begin Spec
P)
..........................................
.8725.. 8730 (22.162-22.174)
Cam Tappet Hole Diameter (Eegin Spec P)
.....................
:
...............
.8755.. 8765 (22.238-22.263)
Large Bore Diameter
.....................................................
2.1 871 -2.1 876 (55.5523-55.5650)
Small Bore Diameter
........................................................
1.043-1.045 (26.4922-26.543)
Large Bearing Bore to Small Bearing Bore
(Center-to-Center)
.....................................................
5.998-6.002
(1
52.3492-1 52.4508)
Connecting Rod End Play
.............................................................
.002.. 016 (.05-.41)
Bore Honed Diameter (MDJA. MDJB. MDJC)
.................................
3.2495-3.2505 (82.537-82.563)
Bore Honed Diameter (MDJE. MDJF)
........................................
3.4995-3.5005 (88.887-88.91 3)
Maximum Allowable Taper
.................................................................
0.005
(0.127)
Maximum Allowable Out-of-Round
..........................................................
0.001 (0.025)
Main Bearing Journal Diameter
(1
&
2
cylinder)
.................................
2.2437-2.2445 (56.99-57.01)
Main Bearing Journal Diameter
(4
cylinder) ...................................
2.2427-2.2435 (56.965-56.985)
Center Main Bearing Clearance
(4
cylinder)
.........................................
.0024.. 0052 (.061-.132)
Front and Rear Main Bearing Clearance (Original)
(4
cylinder)
.........................
.0030.. 0043 (.076-.109)
Main Bearing Clearance (Original)
(1
&
2
cylinder)
....................................
.002.. 0033 (.051-.084)
Connecting Rod Journal Diameter
...........................................
2.0597-2.0605 (52.31 6-52.337)
Rod
Bearing Clearance
............................................................
.001.. 0033 (.025-.084)
End Play
...........................................................................
.010.. 015 (.254-.381)
CONNECTING
RODS
CY
Ll
NDER
CRANKSHAFT
Front and Rear Main Bearing Clearance (Replacement)
(4
cylinder)
......................
.0024-. 0062 (.06-.16)
Main Bearing Clearance (Replacement)
(1
&
2
cylinder)
.................................
.0014-. 0052 (.04-.13)
PISTONS AND
RINGS
Clearance in Cylinder
Measure
90'
to pin. just below oil ring
Ring Groove Width
(Prior to Spec
P).
...............................................................
.0050..
0070 (.127-.178)
(Begin Spec
P)
.................................................................
.0055-.
0075 (.140-.191)
TOP
.........................................................................
.0970.. 0980 (2.464-2.489)
NO
.
2
........................................................................
.0965.. 0975 (2.451 -2.477)
NO
.
3
........................................................................
.0965-. 0975 (2.451-2.477)
NO
.
4
........................................................................
.1880.. 1897 (4.775-4.818)
Ring Gap
............................................................................
.010.. 020
(.25-51)
Clearance in Piston
.....................................................................
Thumb-push Fit
Connecting Rod Bushing Clearance
................................................
.0002.. 0007 (.005-.018)
Rotation
.............................................................................
Counterclockwise
Pinion Clearance
to
Pinion Stop (Solenoid Plunger Bottomed)
...........................
.070.. 120 (1.78-3.05)
Armature End Play
..................................................................
.005..
030 (.030-.760)
PISTON PIN
STARTING
MOTOR
(prestolite)
4
Redistribution or publication of this document,
by any means, is strictly prohibited.
.
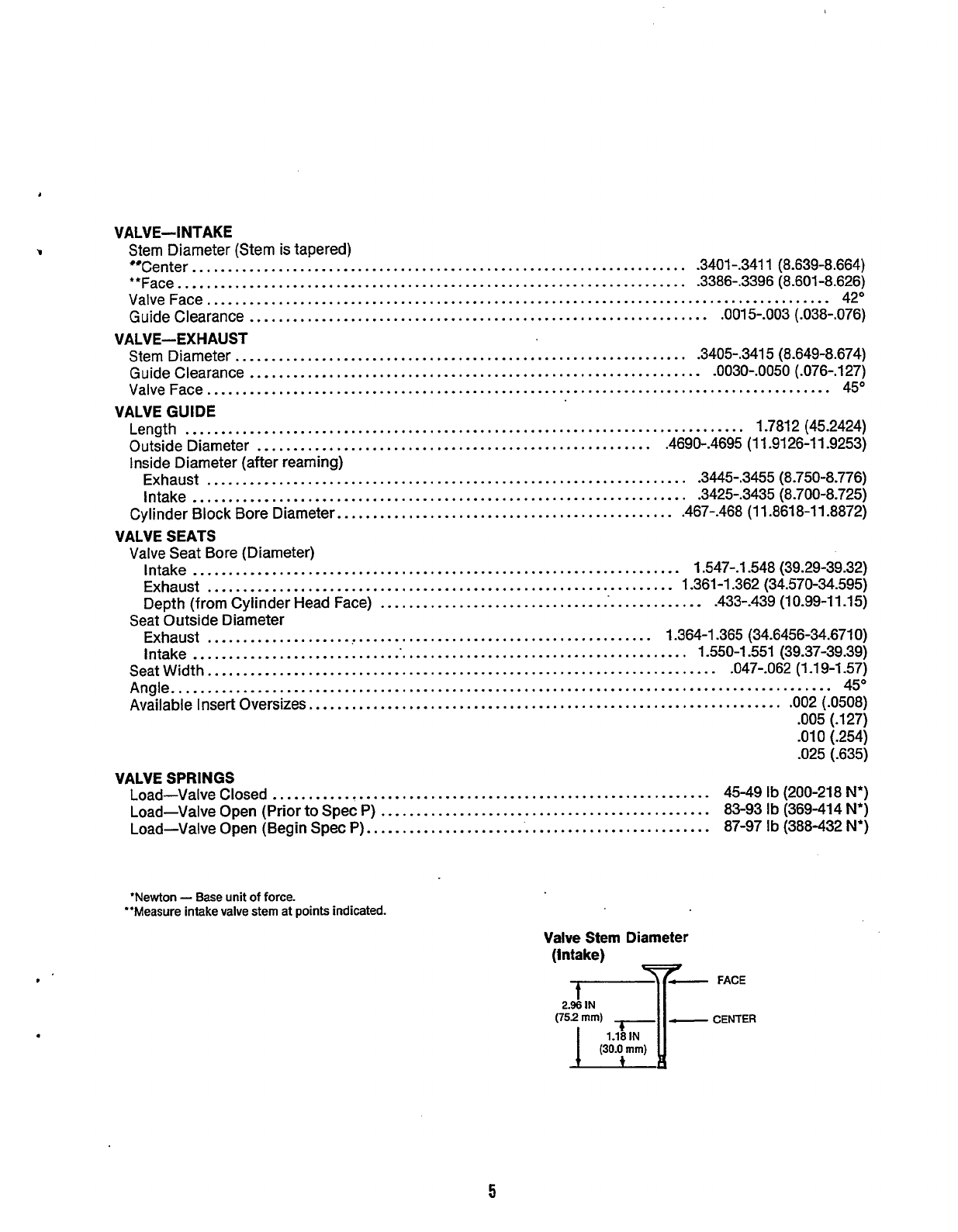
VALVE-INTAKE
Stem Diameter (Stem is tapered)
Center
. .
. .
. .
.
. .
. .
.
.
.
.
.
.
.
.
.
.
.
.
.
. .
.
. . .
. . .
.
.
.
.
.
.
. .
.
.
.
. .
. .
. .
.
.
. .
.
.
.
.
.
. .
.
.
.
. . . .
.
-3401 -.3411 (8.639-8.664)
**Face.
.
.
. .
.
.
. .
. .
. .
.
.
.
.
.
.
.
.
.
.
.
.
.
.
. . .
.
.
.
.
.
.
. .
.
.
.
.
. .
. .
. . .
.
.
. .
.
.
.
.
.
.
.
.
.
.
.
.
.
. .
.
.
.
.3386-.3396 (8.601-8.626)
Valve Face..
. .
. .
.
.
. .
.
.
.
.
.
.
.
.
.
.
.
.
. .
.
.
.
. .
.
.
. .
.
. . .
.
.
.
.
. . . . . . .
.
. .
.
. . .
.
.
. .
.
.
. .
.
.
.
. .
.
. .
.
. . .
. .
.
.
.
. .
.
.
.
. .
42"
Guide Clearance
.
. . .
.
.
.
.
.
. .
. .
.
.
.
.
.
.
.
. .
. .
.
.
.
. .
. .
.
.
.
.
.
.
.
. . . .
.
. .
.
. .
. .
.
.
.
.
.
. .
.
.
.
.
.
.
.
.0015-.003 (.038-.076)
Stem
D
iameter .
.
.
. .
.
.
. .
.
.
. .
.
.
.
. .
.
.
.
.
.
.
.
.
.
.
.
. .
.
.
.
.
.
. .
.
.
.
.
.
.
.
. .
.
. . . . .
.
.
.
.
.
.
.
.
.
.
.3405-.3415 (8.649-8.674)
Guide Clearance
.
.
.
. .
.
. .
.
. .
. .
.
. . .
.
.
.
. .
.
.
.
. .
. .
.
. .
.
.
. .
.
.
.
. .
. .
.
.
.
.
.
. .
.
.
.
.
.
.
.
.
.
.
.
.
.
-0030-.0050 (.076-.127)
Valve Face
.......................................................................................
45"
Length .
.
.
. .
.
.
.
.
.
.
.
. . .
. .
.
.
.
. .
.
.
.
.
.
. .
.
.
.
.
.
.
.
.
. . . . .
.
. . .
.
. . . . . . .
.
. . .
.
.
.
. . .
.
.
.
. .
.
.
.
. .
.
.
.
.
1.781 2 (45.2424)
Outside Diameter
.
.
.
.
.
.
.
. .
.
. .
.
.
.
. .
.
.
.
.
.
.
.
.
.
.
.
.
. .
. .
.
. .
. .
.
. .
.
. .
.
.
. . .
.
.
.
.
.
.
.4690-.4695 (1 1.91 26-1 1.9253)
Inside Diameter (after reaming)
Exhaust . .
. .
.
.
.
.
. .
.
.
.
. . . . . .
.
.
.
.
.
.
.
.
.
.
. .
.
.
. .
.
.
.
. .
.
. . . . .
.
. .
.
.
.
.
. .
.
.
.
.
.
. .
. .
.
.
.
.3445-.3455 (8.750-8.776)
In take
.
.
.
.
. . .
. .
.
.
.
.
.
.
. .
. .
. .
.
. . .
.
. . .
.
.
. .
.
.
. . . .
.
.
. .
. .
.
.
.
. .
. .
.
.
.
. .
. .
.
.
. .
.
.
.
.
.
.
.3425--3435 (8.700-8.725)
Cylinder Block Bore Diameter..
.
.
. .
. .
.
.
,
.
.
.
.
.
.
. .
.
.
. .
.
.
.
.
. . .
.
.
.
.
.
.
.
. .
.
.
.
. .
.
.
.
.467-.468 (1 1.8618-11.8872)
Valve Seat Bore (Diameter)
VALVE-EXH AUST
VALVE GUIDE
VALVE SEATS
Intake
.
. .
.
.
. .
. .
.
.
.
.
.
.
. .
.
. .
.
.
.
.
. .
.
. .
.
.
.
.
.
.
. . .
. .
.
.
. . . .
. .
.
.
. . .
.
.
. .
. .
.
.
.
.
.
. .
.
.
1
S47-.1.548 (39.29-39.32)
Exhaust .
. .
.
.
.
.
.
. .
.
.
.
.
.
.
.
.
. .
.
.
. .
.
.
.
. .
.
.
.
.
.
. .
. .
.
. .
. .
.
.
.
.
. . . .
.
.
.
.
.
.
.
.
. .
.
. .
.
1.361-1.362 (34.570-34.595)
Depth (from Cylinder Head Face) .
. .
.
.
. .
.
.
. .
.
.
.
.
.
. .
.
.
.
.
.
.
.
.
. .
.
.
.
...
.
.
.
. .
.
.
.
.
.
.
.
43--439 (10.99-11.15)
Exhaust
.
. .
.
.
.
. .
.
. .
.
.
. .
. .
.
.
.
..
.
.
.
.
. .
. .
.
.
.
.
.
. .
. .
.
. .
.
.
.
. .
.
.
.
.
. . . .
.
.
. .
. . .
.
1.364-1.365 (34.6456-34.6710)
Intake
.
.
. .
.
. .
.
.
.
.
.
.
.
. .
.
.
.
.
. .
.
.
. .
. . :.
.
.
.
.
. .
.
.
. .
.
.
.
.
.
.
. .
.
.
. . .
.
.
.
. .
.
.
.
.
. .
. .
.
.
.
1
-550-1 -551 (39.37-39.39)
Seat Width..
.
.
.
.
.
.
.
. .
.
.
.
.
. .
.
. .
.
.
.
.
. .
.
.
.
. .
.
.
.
.
. . .
.
. .
. .
.
. .
.
.
. .
. .
.
.
. .
.
.
. .
.
. . .
.
.
. . . .
.
.047-.062 (1.19-1.57)
Angle
.............................................................................................
45"
Available Insert Oversizes . . . .
. .
.
.
.
. . . .
.
.
. .
.
.
.
. .
.
.
. . .
. .
.
.
.
. .
.
. . . .
.
.
.
.
.
. .
.
.
. .
.
.
.
. .
.
.
. . .
.
. .
. .
.
,002 (.0508)
.005
(.127)
-010
(.254)
.025 (.635)
Load-Valve Closed
.
. .
.
. .
. .
.
.
.
. .
. .
. .
.
.
.
.
. .
.
.
.
.
.
. .
. .
.
.
.
.
.
.
.
.
. . . .
.
. .
.
.
. .
.
.
.
.
.
.
.
.
,
.
45-49
Ib
(200-218
N*)
Load-Valve Open (Prior to Spec P) .
. .
. .
.
. .
.
.
.
.
. .
.
. .
.
. .
.
.
. . .
. .
.
. . . .
.
.
. . .
.
.
.
.
.
.
.
.
.
83-93
Ib
(369-414
N*)
Load-Valve Open (Begin Spec P). . . .
.
.
. .
.
.
.
. . .
.
.
.
.
.
.
.
.
. .
.
.
.
. . .
.
.
.
.
. .
.
.
.
.
.
.
.
. . .
.
.
87-97
Ib
(388-432
N*)
Seat Outside Diameter
VALVE
SPRINGS
'Newton
-
Base unit
of
force.
"Measure intake valve
stem
at
points
indicated.
Valve Stem Diameter
(intake)
(75.2
mm)
1.18
IN
(30.0
mm)
5
Redistribution or publication of this document,
by any means, is strictly prohibited.
Assembly Torques
and
Special Tools
The assembly torques given here will assure proper
tightness without danger of stripping threads. If a
torque wrench is not available, estimate the degree of
tightness necessary
for
the stud, nut, or screw. Be
careful not to strip threads. Use only reasonable force
and a wrench of normal length.
Specially designed place bolts do not require a lock-
washer or gasket.
Do
not attempt to use
a
lockwasher
with these bolts; it will defeat their purpose. Check all
studs, nuts, and screws often and tighten as needed
to keep them from working loose.
SPECIAL
TOOLS
These tools are available from Onan to aid service and
repair work.
Diesel Nozzle Tester
.
.
.
.
.
.
.
. . . . .
.
.
. .
.
. .
.
.420-0184
Diesel Pintle Nozzle Cleaning
Tool
Set
(includes injection nozzle
centering tool) .
. .
.
.
. .
. . . .
.
.
. .
.
. .
. .
.
.
.
.
.420-0208
Driver, Center Camshaft Bearing
(RDJF only) .
. .
.
.
.
.
.
.
.
.
. .
. .
. .
.
. .
. .
.
. . .
.420-0254
Driver, Valve Seat .
.
.
.
.
.
.
.
. .
.
.
.
. . .
.
.
.
. . .
.
.420-0270
Oil Seal Guide and Driver.. . .
. . .
. . .
.
.
.
.
,
.
.420-0456
Nozzle Centering Sleeve. .
.
. . .
.
. . . .
.
.
.
.
.
.
.420-0321
Delivery Valve Test Fixture..
.
.
. .
.
.
.
.
.
. .
.
.
.420-0322
Combination Main and Cam
Bearing Driver . . . . . .
.
.
. .
.
.
.
. . .
.
.
. .
.
. .
.
.420-0326
Diesel Compression Tester . . . . .
.
.
.
.
.
.
.
.
.
.420-0283
Valve Spring Compressor Tool
.
.
.
. .
.
.
.
. .
.
.420-0119
Valve Seat Remover.
. .
.
.
.
.
.
.
. . .
.
.
.
.
.
.
. .
.
.420-0311
RECESS
UNDER
HEAD
A749
TORQUE
SPECIFICATIONS Ft.-Lb.
Nom
Center main bolt
(4
cylinder) . . .
97-102 (131-138)
Connecting rod bolt.. . .
. .
.
.
.
. .
.
27-29 (37-39)
Rocker-Box cover.
.
.
.
. .
. .
.
. .
. .
.
8-1
0
(1
1-1
4)
Cylinder head bolt
. .
.
.
.
. .
.
. .
.
.
.
44-46 (60-62)
Exhaust manifold nuts..
.
.
.
.
. .
.
.
13-15* (18-20)
Flywheel mounting screw.. .
.
.
.
.
65-70 (88-95)
Fuel pump mounting screws
.
.
.
.
15-20 (20-27)
Gear case cover
.
. .
.
.
. .
.
.
. .
.
.
.
.
18-20 (24-27)
Injection nozzle mounting
screws .
.
. .
.
. .
.
. . .
.
. .
. .
. .
.
.
.
.
20-21 (27-28)
Injection pump mounting
screws .
.
. .
.
.
.
. .
.
.
.
. .
.
.
. .
.
.
.
.
15-1
6 (20-22)
Intake manifold .
.
.
.
.
. .
.
. .
. .
.
.
.
.
13-15 (18-20)
Oil base mounting screws . .
.
. . .
45-50 (61 -68)
Oil filter
. .
.
.
.
.
. .
. .
. Hand tight plus
114
to
1/2
turn
Oil
pump mounting screws .
.
.
.
.
15-20
(20-27)
Rear bearing plate .
.
. .
.
. . .
.
.
.
. .
40-45 (54-61)
Rocker arm nut . . . . .
. .
. .
.
.
.
.
. .
.
4-lo** (5-13)
Rocker arm stud .
.
. .
.
.
.
. .
.
.
.
. .
.
35-40 (48-54)
Glow plug .
.
. .
. .
.
. . .
.
.
.
.
.
.
.
..
.
.
10-15 (18-20)
-
Exhaust nuts must be tightened evenly.
Flywheel Puller
.
. .
. .
. . . .
.
.
.
. .
. .
.
.
.
. .
.
. .
.
.420-0100
Crankshaft Gear Puller
.
.
.
.
.
.
. . .
.
. .
.
.
.
. . .
.420-0072
Crankshaft Gear Pulling Ring .
.
.
.
.
.
.
.
.
.
.
.420-0248
Tool
Catalog
.
. .
.
.
. . .
.
.
.
. . . .
.
. .
.
.
. .
.
.
.
.
.
.900-0019
*'
-This torque
is
due to friction betwen the threads only and
locks the nuts
in
place. Use the rocker arm nut
to
adjust valve
lash.
Redistribution or publication of this document,
by any means, is strictly prohibited.
Service and Maintenance
PRE-STARTING
Preparations for the initial and each additional start-
ing operation should includecareful checks of the oil,
fuel, cooling, and electrical systems.
Before engine is put in operation, check all compo-
nents for mechanical security. If an abnormal condi-
tion, defective part, or operating difficulty is detected,
repair or service as required. The engine should be
kept free of dust, dirt, and spilled oil or fuel. Be sure
proper operating procedure is followed.
Crankcase
Oil
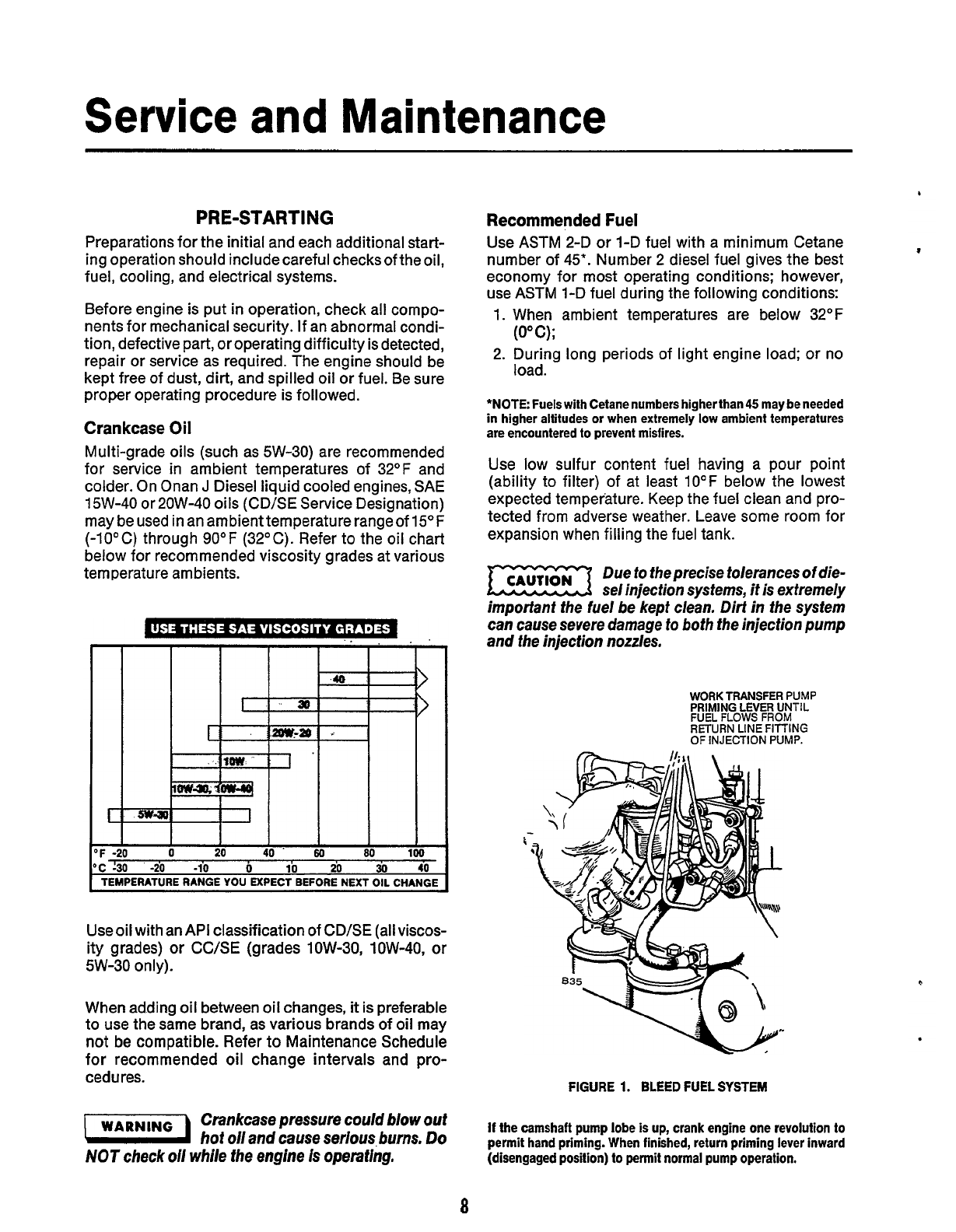
Multi-grade oils (such as 5W-30) are recommended
for service in ambient temperatures of 32OF and
colder. On Onan
J
Diesel liquid cooled engines,
SAE
15W-40 or 20W-40 oils (CD/SE Service Designation)
may be used
in
an ambient temperature range of
15OF
(-10°C)
through
90°F
(32OC). Refer to the oil chart
below for recommended viscosity grades at various
temperature ambients.
Use oil with an
API
classification of CD/SE (all viscos-
ity grades) or
CC/SE
(grades
1OW-30,
1OW-40,
or
5W-30
only).
When adding oil between oil changes,
it
is preferable
to use the same brand, as various brands of oil may
not be compatible. Refer
to
Maintenance Schedule
for recommended
oil
change intervals and pro-
cedures.
Crankcase pressure could blow out
hot
oll
and cause seflous,burns.
Do
NOT
check oil while the engine
is
operating.
Recommended
Fuel
Use
ASTM
2-D or 1-D fuel with a minimum Cetane
number of
45*.
Number 2 diesel fuel gives the best
economy for most operating conditions; however,
use
ASTM
1-D
fuel during the following conditions:
1.
When ambient temperatures are below 32"
F
2. During long periods of light engine load; or no
(OOC);
load.
*NOTE
Fuels with Cetane numbers higherthan45 may beneeded
in higher altitudes or when extremely low ambient temperatures
are encountered to prevent misfires.
Use low sulfur content fuel having a pour point
(ability to filter) of at least
10°F
below the lowest
expected temperature. Keep the fuel clean and pro-
tected from adverse weather. Leave some room for
expansion when filling the fuel tank.
Due to theprecise tolerances ofdie-
sel injection systems, it
is
extremely
important the fuel be kept clean.
Dirt
in the system
can cause severe damage to both the injection pump
and the injection nozzles.
WORK TRANSFER PUMP
PRIMING LEVER UNTIL
FUEL FLOWS FROM
RETURN
LINE FITTING
OF INJECTION
PUMP.
FIGURE
1.
BLEED
FUEL
SYSTEM
If
the camshaft pump lobe is up, crank engine one revolution
to
permit hand priming. When finished, return priming lever inward
(disengaged position)
to
permit normal pump operation.
8
Redistribution or publication of this document,
by any means, is strictly prohibited.
Bleeding
Fuel
System
Bleed airfrom fuel system asfollows: Disconnectfuel
return
line,
Figure
1.
Operate hand priming lever on
fuel transfer pump until fuel flowing from fuel return
line is free of air bubbles. Then reconnect the fuel
return line.
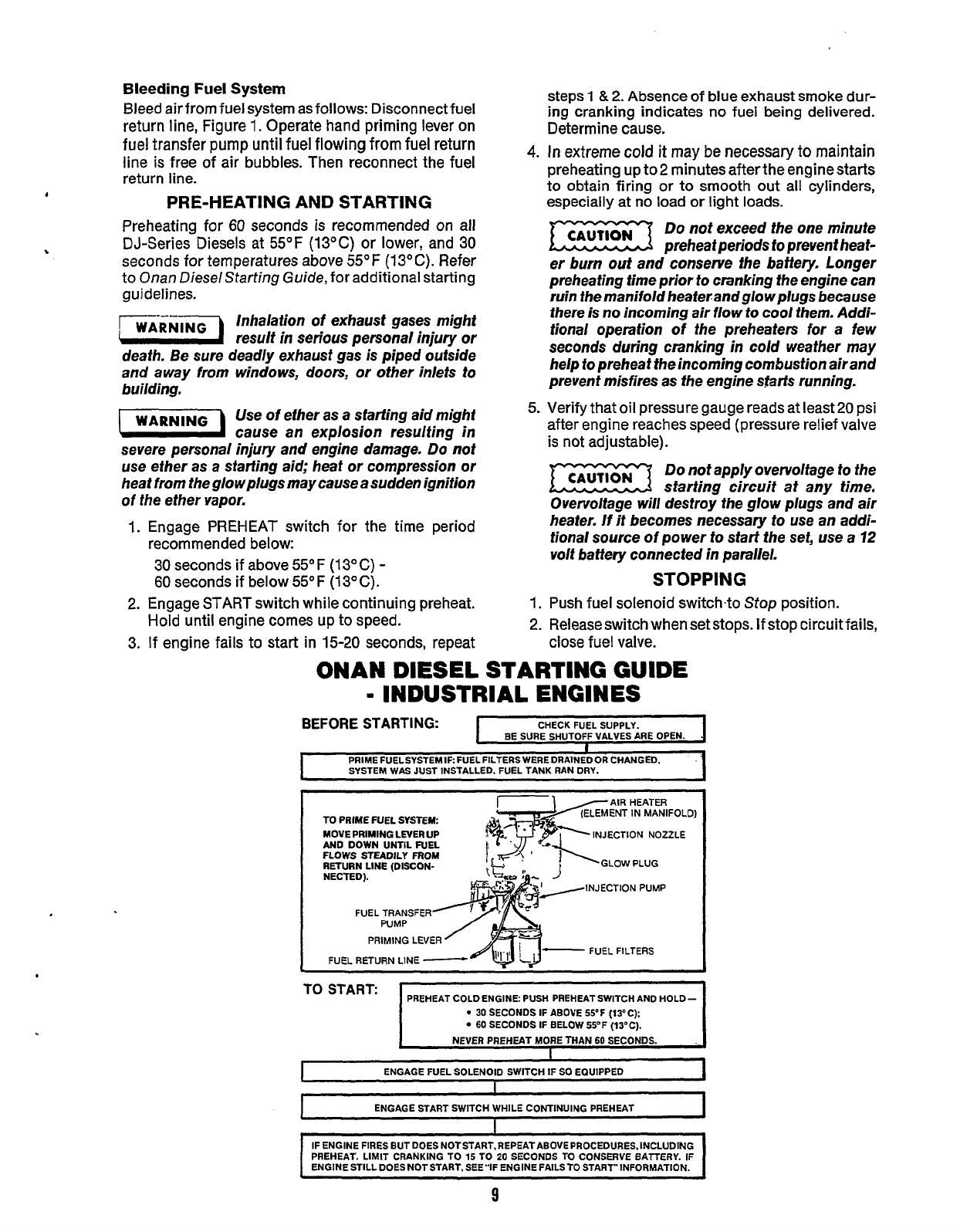
Preheating for
60
seconds
is
recommended on all
DJ-Series Diesels at 55°F
(13°C)
or lower, and
30
seconds
for
temperatures above
55°F
(13OC).
Refer
to
Onan
Diesel
Starting
Guide,
for additional starting
guidelines.
Inhalation of exhaust gases might
result in serious personal injury or
death. Be sure deadly exhaust gas
is
piped outside
and away from windows, doors, or other inlets to
building.
Use of ether as a sfarfing aid might
i
cause an explosion resulting in
severe personal injury and engine damage.
Do
not
use ether as a starting aid; heat or compression or
heat
from
the glowplugs may cause asudden ignition
of the ether vapor.
1.
Engage PREHEAT switch for the time period
4
PRE-HEATING AND STARTING
b
p
WnRNlNGI
recommended below:
30
seconds if above
55"
F
(13" C)
-
60
seconds if below
55°F
(13°C).
2.
Engage START switch while continuing preheat.
3.
If engine fails to start in
15-20
seconds, repeat
Hold
until engine comes up to speed.
To
START
4.
5.
1,
n
PREHEAT COLD ENGINE PUSH PREHEAT SWITCH AND HOLD-
*
30
SECONDS IF ABOVE
55OF
(13°C);
60
SECONDS
IF
BELOW
55OF
(13'C).
NEVER PREHEAT MORE THAN
60
SECONDS.
steps
1
&
2.
Absence
of
blue
exhaust
smoke
dur-
ing cranking indicates
no
fuel being delivered.
Determine cause.
In
extreme cold
it
may
be necessary to maintain
preheating up to
2
minutes after the engine starts
to obtain firing
or
to smooth
out
all cylinders,
especially at no load
or
light loads.
Do
not
exceed the one minute
preheat periods to prevent heat-
er burn
out
and conserve the battery. Longer
preheating time prior
to
cranking the engine can
ruin the manifold heaterandglowplugs because
fhere
is
no
incoming air flow
io
cool them. Addi-
tional operation
of
the preheaters for a few
seconds during cranking in cold weather may
help
to
preheat the incoming combustion air and
prevent misfires as the engine
starts
running.
Verify that oil pressure gauge reads at least
20
psi
after engine reaches speed (pressure relief valve
is
not adjustable).
Do
not
apply overvoltage
to
the
starting circuit at any
time.
Overvoltage will destroy the glow plugs and air
heater.
If
jt becomes necessary
to
use an addi-
tional source of power
to
start the set, use a
72
volt baffery connected in parallel.
STOPPING
Push fuel solenoid switch40
Stop
position.
L.
Release switch when set stops.
If
stop circuit fails,
close fuel valve.
ONAN DIESEL STARTING GUIDE
-
INDUSTRIAL ENGINES
BEFORE
STARTING: CHECK FUEL SUPPLY.
BE SURE SHUTOFF VALVES ARE OPEN.
I
1
PRIME FUELSYSTEMIFFUEL FILTERS WEREDRAlNED
OR
CHANGED.
SYSTEM WAS JUST INSTALLED. FUEL TANK RAN
DRY.
1
1
i
1
-AIR HEATER
1
ELEMENT IN MANIFOL
TO PRIME FUEL
SYSTEM
MOVEPRIMING LEVERUP JECTION NOZZLE
AND
DOWN UNTIL FUEL
FLOWS STEADILY
FROM
RETURN
LINE (DISCON- LOW PLUG
NECTED). INJECTION PUMP
FUEL TRANSFER
PUMP
PRIMING
LEVER
-
FUEL FILTERS
FUEL RETURN LINE
-
I
~ ~~~
IF ENGINE FIRES BUT DOES NOTSTART. REPEAT ABOVE PROCEDURES, INCLUDING
PREHEAT. LIMIT CRANKING TO
15
TO
20
SECONDS TO CONSERVE BATTERY. IF
r
ENGINE STILL DOESNOTSTART. SEEYF ENGINE FAILS
TO
START" INFORMATION.
9
Redistribution or publication of this document,
by any means, is strictly prohibited.
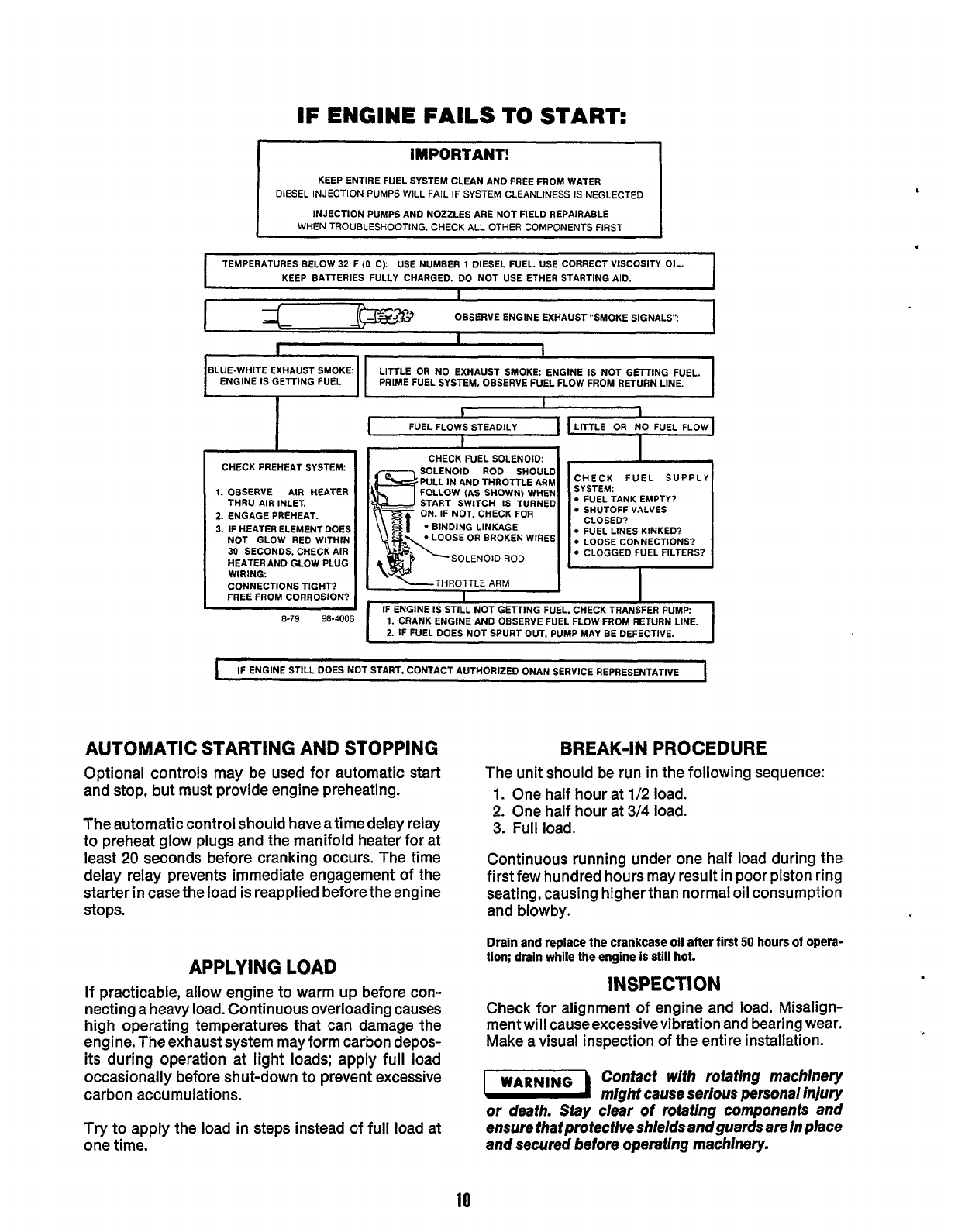
IF
ENGINE
FAILS
TO START=
IMPORTANT!
KEEP ENTIRE FUEL SYSTEM CLEAN AND FREE
FROM
WATER
DIESEL INJECTION PUMPS WILL FAIL
IF
SYSTEM CLEANLINESS
IS
NEGLECTED
INJECTION PUMPS AND NOZZLES ARE NOT FIELD REPAIRABLE
TEMPERATURES BELOW
32
F
(0
C): USE NUMBER
1
DIESEL FUEL. USE CORRECT VISCOSITY OIL.
KEEP BATTERIES FULLY CHARGED. DO NOT USE ETHER STARTING AID.
I
OBSERVE ENGINE EXHAUST”SM0KE SIGNALS”:
-
r
I
1
LUE-WHITE EXHAUST SMOKE LITTLE
OR
NO
EXHAUST
SMOKE
ENGINE
IS
NOT GETTING FUEL.
PRIME FUEL SYSTEM, OBSERVE FUEL FLOW FROM RETURN LINE.
ENGINE
IS
GETTING FUEL
CHECK PREHEAT SYSTEM:
1.
OBSERVE AIR HEATER
THRU AIR INLET.
2.
ENGAGE PREHEAT.
3. IF HEATER ELEMENT DOE:
NOT GLOW RED WITHIN
30
SECONDS. CHECK AIR
HEATERAND GLOW PLUG
WIRING.
CONNECTIONS TIGHT?
FREE FROM CORROSION?
~
8-79
98-4006
I
FUEL FLOWS STEADILY
I
LITTLE OR NO FUEL FLOW
I
I
SOLENOID ROD SHOULD
PULL IN AND THROTTLE ARM
FOLLOW (AS SHOWN) WHEN
START SWITCH
IS
TURNED
ON. IF NOT. CHECK FOR
G LINKAGE
OR
BROKEN WIRES
LENOID
ROD
THROTTLE
ARM
I
CHECK FUEL SUPPLY
SYSTEM:
FUEL TANK EMPTY?
SHUTOFF VALVES
FUEL LINES KINKED?
LOOSE CONNECTIONS?
CLOGGED FUEL FILTERS?
CLOSED?
1
I
I I
IF ENGINE
IS
STILL NOT GETTING FUEL. CHECK TRANSFER PUMP
1.
CRANK ENGINE AND OBSERVE FUEL FLOW FROM RETURN LINE.
2.
IF FUEL DOES NOT SPURT OUT, PUMP
MAY
BE DEFECTIVE.
IF ENGINE STILL DOES NOT START. CONTACT AUTHORIZED ONAN SERVICE REPRESENTATIVE
AUTOMATIC STARTING AND STOPPING
Optional controls may be used for automatic start
and stop, but must provide engine preheating.
The automatic control should have a time delay relay
to preheat glow plugs and the manifold heater for at
least
20
seconds before cranking occurs. The time
delay relay prevents immediate engagement of the
starter in case the load is reapplied before the engine
stops.
APPLYING LOAD
If practicable, allow engine to warm up before con-
necting a heavy load. Continuous overloading causes
high operating temperatures that can damage
the
engine. The exhaust system may form carbon depos-
its during operation at light loads; apply full load
occasionally before shut-down to prevent excessive
carbon accumulations.
Try to apply the load in steps instead of full load at
one time.
BREAK-IN
PROCEDURE
The unit should be run in the following sequence:
1.
One half hour at 112 load.
2. One half hour at
3/4
load.
3.
Full load.
Continuous running under one half load during the
first few hundred hours may result in poor piston ring
seating, causing higherthan normal oil consumption
and blowby.
Drain and replace the crankcase oil after
first
50
hours
of
opera-
tion; drain while the engine
is
still hot.
INSPECTION
Check for alignment of engine and load. Misalign-
ment will causeexcessive vibration and bearing wear.
Make a visual inspection of the entire installation.
Contact with rofafing rnachlnery
mighf cause serious personal injury
or
death. Stay clear
of
rofafing componenfs and
ensure fhaf profecfive shields and guards are in place
and secured before operafing machinery.
10
Redistribution or publication of this document,
by any means, is strictly prohibited.
VENTlLATlON
Good ventilation is needed to cool the engine and to
support combustion.
Avoid
recirculation
of ventilat-
ing air.
lnhalafion
of
exhausf gases might
i
resulf in serious personal injury
or
death.
Do
not use exhaust heat to warm a
room,
compartment or storage area.
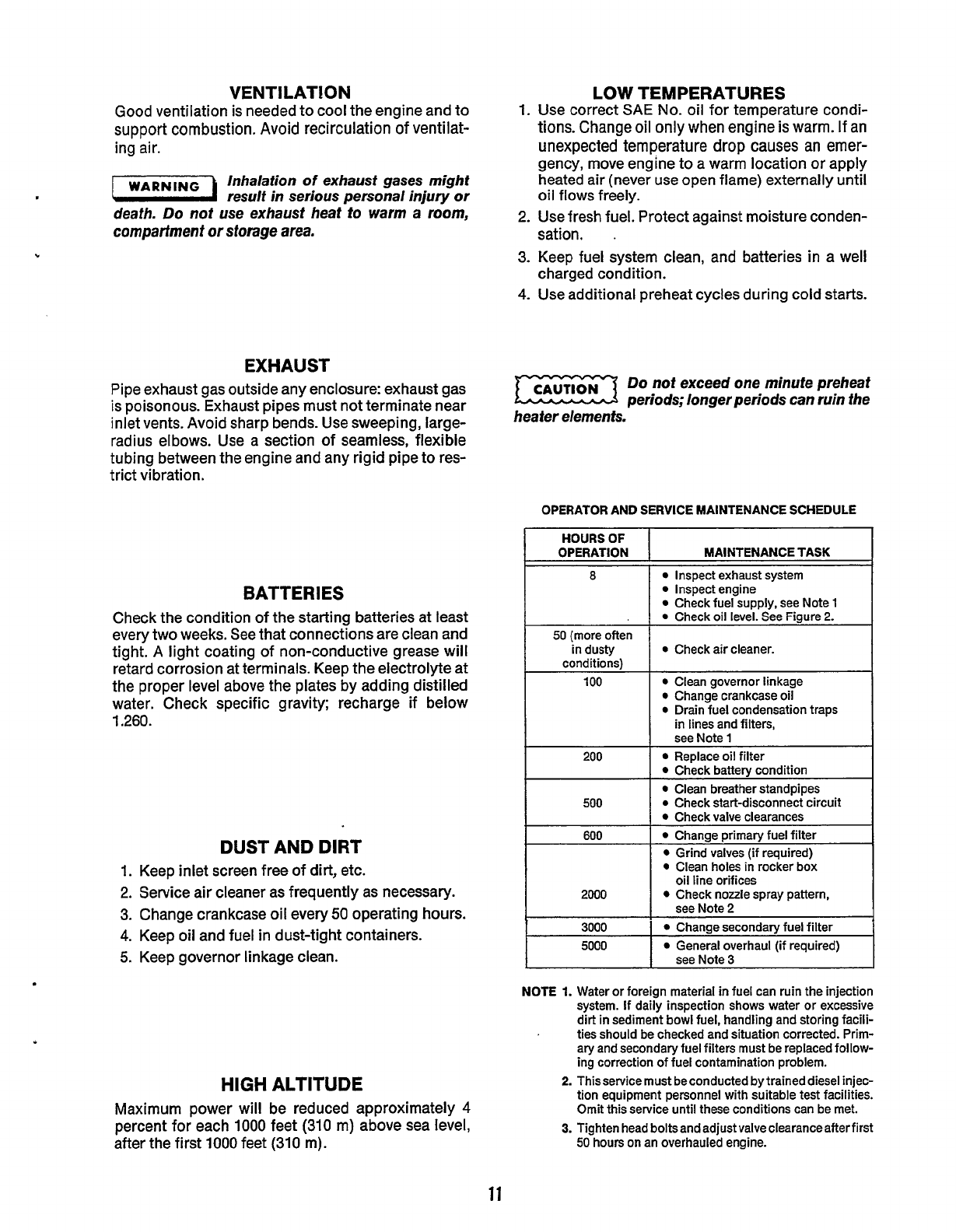
HOURS
OF
OPERATION
8
.
50
(more often
in
dusty
conditions)
100
200
500
600
2000
3000
5000
EXHAUST
Pipe exhaust gas outside any enclosure: exhaust gas
is poisonous. Exhaust pipes must not terminate near
inlet vents. Avoid sharp bends. Use sweeping, large-
radius elbows. Use a section of seamless, flexible
tubing between the engine and any rigid pipe to res-
trict vibration.
MAINTENANCE TASK
Inspect exhaust system
Inspect engine
Check fuel
supply,
see Note
1
Check oil level. See Figure
2.
Check air cleaner.
Clean governor linkage
Change crankcase oil
Drain fuel condensation traps
in
lines and filters,
see Note
1
Replace oil
filter
Check battery condition
Clean breather standpipes
0
Check start-disconnect circuit
Check valve clearances
Change primary fuel filter
Grind
valves
(if
required)
Clean holes
in
rocker box
Check nozzle spray pattern,
Change secondary fuel filter
General overhaul
(if
required)
oil line orifices
see Note
2
see Note
3
BATTERIES
Check the condition
of
the starting batteries at least
every two weeks. See that connections are clean and
tight.
A
light coating of non-conductive grease will
retard corrosion at terminals. Keep the electrolyte at
the proper level above the plates by adding distilled
water. Check specific gravity; recharge if below
1.260.
DUST AND DIRT
1.
Keep inlet screen free of dirt, etc.
2. Service air cleaner as frequently as necessary.
3.
Change crankcase oil every
50
operating hours.
4.
Keep oil and fuel in dust-tight containers.
5.
Keep governor linkage clean.
HIGH
ALTITUDE
Maximum power will be reduced approximately
4
percent for each
1000
feet (310 m) above sea level,
after the first 1000 feet (310
m).
1.
2.
3.
4.
LOW TEMPERATURES
Use correct SAE
No.
oil for temperature condi-
tions.
Change
oil
only when engine
is
warm. If an
unexpected temperature drop causes
an emer-
gency, move engine to a warm location or apply
heated air (never use open flame) externally until
oil
flows
freely.
Use fresh fuel. Protect against moisture conden-
sation.
.
Keep fuel system clean, and batteries in a well
charged condition.
Use additional preheat cycles during cold starts.
Do
not exceed one minute preheat
periods; longerperiods can
ruin
the
heater elements.
OPERATOR AND SERVICE MAINTENANCE SCHEDULE
NOTE
1.
Water or foreign material
in
fuel can
ruin
the injection
system.
If
daily inspection shows water
or
excessive
dirt
in
sediment bowl fuel, handling and storing facili-
ties should
be
checked and situation corrected. Prirn-
ary and secondary fuel filters must
be
replaced follow-
ing
correction of fuel contamination problem.
2.
Thisservice
must
beconducted by trained diesel injec-
tion equipment personnel with suitable test facilities.
Omit this service until these conditions can be met.
3.
Tighten head boltsand adjust valve clearanceafterfirst
50
hours on an overhauled engine.
'
11
Redistribution or publication of this document,
by any means, is strictly prohibited.
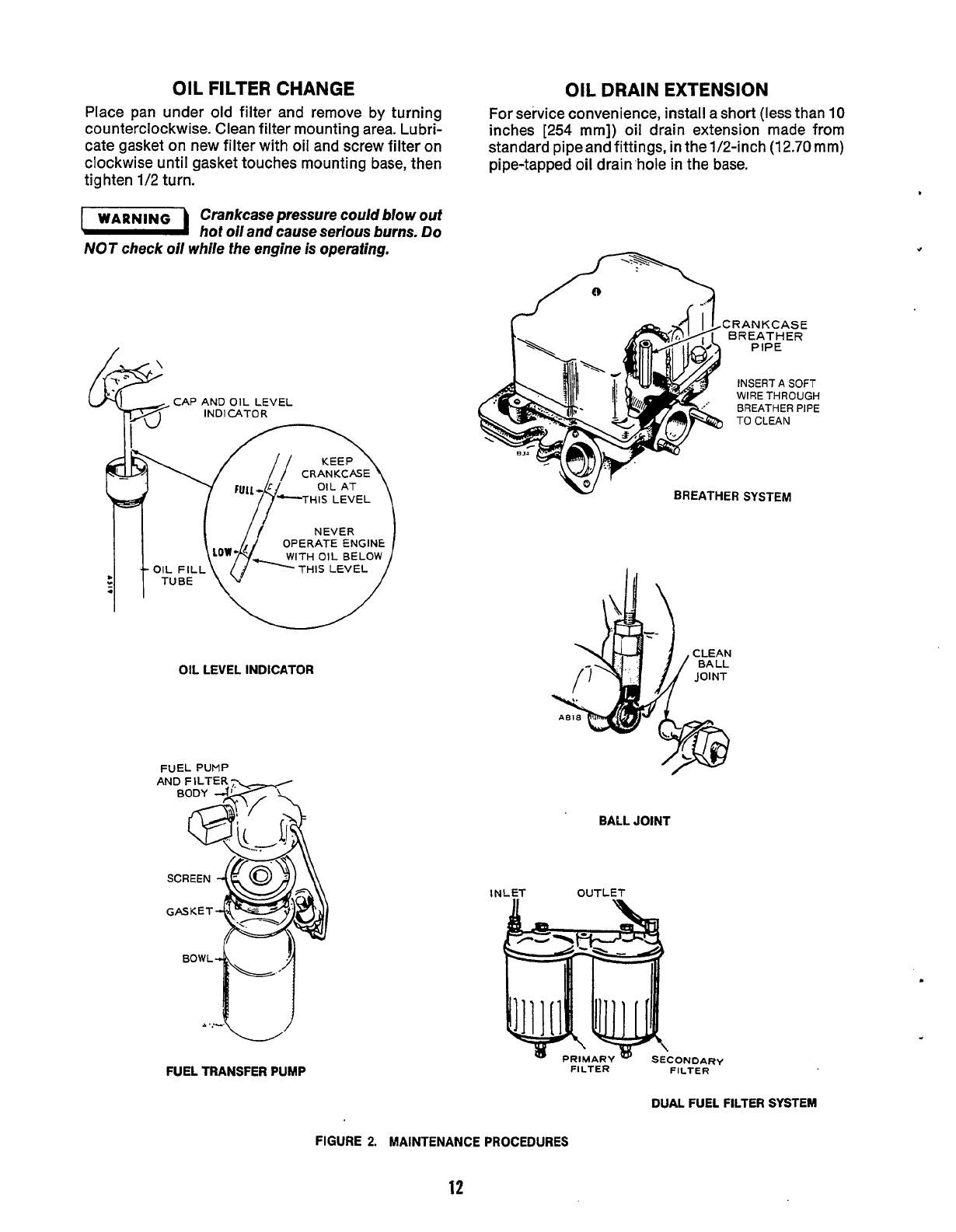
OIL FILTER CHANGE
Place pan under old filter and remove by turning
counterclockwise. Clean filter mounting area. Lubri-
cate gasket on new filter with oil and screw filter on
clockwise until gasket touches mounting base, then
tighten
1/2
turn.
OIL DRAIN EXTENSION
For service convenience, install a short (less than
10
inches
[254
mrn]) oil drain extension made from
standard pipeand fittings, in the 1/2-inch
(12.70
mm)
pipe-tapped
oil
drain'hole in the base.
Crankcase pressure
could
blow
out
hot oil
and
cause serious burns.
Do
NOT
check
oil
while fhe engine
is
operating.
CRANKCASE
BREATHER
PIPE
INSERT A
SOFT
WIRE THROUGH
BREATHER PIPE
TO
CLEAN
BREATHER
SYSTEM
OIL LEVEL INDICATOR
FUEL
PUMP
FUEL TRANSFER
PUMP
BALL JOINT
DUAL FUEL FILTER SYSTEM
FIGURE
2.
MAINTENANCE PROCEDURES
12
Redistribution or publication of this document,
by any means, is strictly prohibited.
OUT-OF-SERVICE
PROTECTION
The natural lubricating qualities of
No.
2
diesel fuel
should protect
a
diesel engine for at .least 30-days
when unit is not in service. To protect an engine that
will be out
of
service
for
more than
30
days, proceed
as follows: Derature.
Returning
a
Unit to Service
1.
Remove cover and all protective wrapping.
Re-
move
plug
from
exhaust
outlet.
2.
Check warning tag on oil base and verify that oil
viscosity is
still correct
for
existing ambient tem-
1.
2.
3.
4.
5.
6.
7.
8.
Run engine until thoroughly warm; under at least
50
percent load.
Shut down engine and drain oil base while still
warm. Refill and attach a warning tag indicating
viscosity of oil used.
Remove glow plugs. Pour l-ounce of rust inhibi-
tor (or
SAE
#10 oil) into each cylinder. Install
Crank engine by hand only to
distribute oil in cylinder. Starter
cranking
is
too fast; oil or inhibitor fluid will fire if
cranked with starter at normal room temperature.
Service air cleaner per
Maintenance
Schedule.
Clean throttle and governor linkage and protect
by wrapping with a clean cloth.
Plug exhaust outlets to prevent entrance of mois-
ture, bugs, dirt, etc.
Clean and wipeentire unit. Coat partssusceptible
to rust with a light coat of grease or oil.
Disconnect battery and follow standard battery
storage procedure.
glow plugs.
3.
Clean and check battery. Measure specific grav-
ity (1.260 at
77OF
[25O
C])
and verify level is at split
ring. If specific gravity is
low,
charge until correct
value
is
obtained. If level
is
low, add distilled
water and charge until specific gravity is correct.
DO
NOT
OVERCHARGE.
lgnifion
of
explosive battery
gases might cause severe per-
sonal
injury.
Do
not smoke while SeNiCing batter-
ies.
4.
Check that fuel injectors and fuel lines are secure
and correctly torqued.
5.
Clean heat exchanger.
6.
Connect batteries.
7.
Verify that no loads are connected to engine.
-1
Inhalation of exhaust gases
might result
in
serious personal
iniury
or deafh. Be sure deadly exhaust gas is
piped outside and away from windows, doors, or
other inlets
to
building.
8.
Start engine.
After engine
has
started, excessiveamount
of
bluesmokewill
be exhausted until the
rust
inhibitor
or
oil
has
burned away.
Accidental starting of the engine
might cause severe personal injury
or death. Disconnect
the
battery cable when repairs
are made
to
the engine, controls, or generator.
.
13
Redistribution or publication of this document,
by any means, is strictly prohibited.
Exhaust
System
'
Unitsof
Measurement
Inches
of
Water
Inches
of
Mercury
Ounces
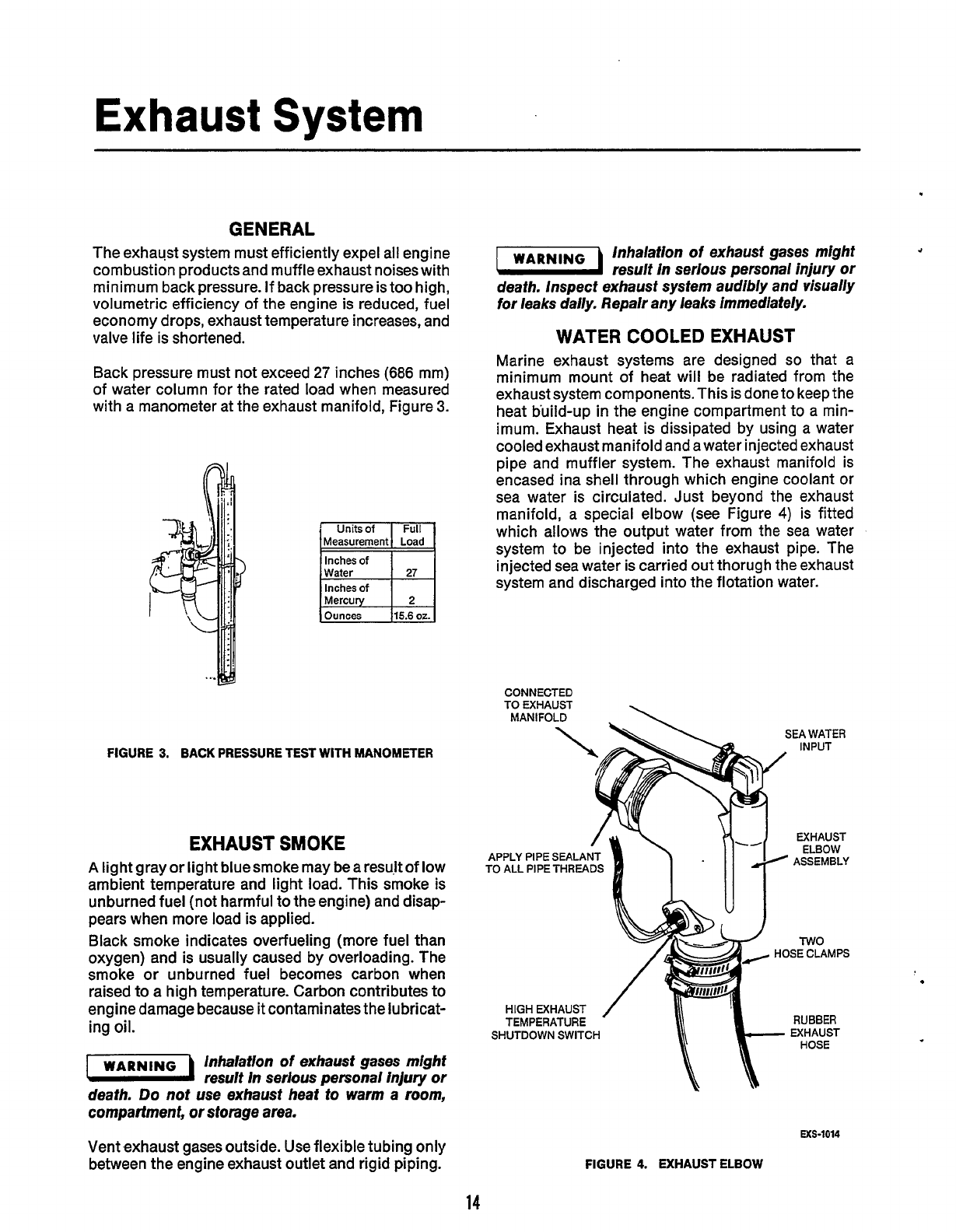
GENERAL
The exhaust system must efficiently expel all engine
combustion products and muff
le
exhaust noises with
minimum back pressure. If back pressure is too high,
volumetric efficiency of the engine is reduced, fuel
economy drops, exhaust temperature increases, and
valve life is shortened.
Full
Load
27
2
15.6
02.
Back pressure must not exceed
27
inches
(686
mm)
of water column for the rated load when measured
with a manometer at the exhaust manifold, Figure
3.
FIGURE
3.
BACK
PRESSURE TEST WITH MANOMETER
EXHAUST SMOKE
A
light gray or light bluesmoke may bearesultof low
ambient temperature and light load. This smoke is
unburned fuel (not harmful to the engine) and disap-
pears when more load is applied.
Black smoke indicates overfueling (more fuel than
oxygen) and is usually caused by overloading. The
smoke or unburned fuel becomes carbon when
raised to a high temperature. Carbon contributes to
engine damage because it contaminates the iubricat-
ing
oil.
Inhalation of exhaust gases might
a
result
in
serious personal injury or
death.
Do
not use exhaust heat
to
warm a room,
compartment,
or
storage area.
WARNING
Vent exhaust gases outside. Use flexible tubing only
between the engine exhaust outlet and rigid piping.
Inhalation
of
exhausf gases might
result in serious personal injury or
death. Inspect exhaust system audibly and visually
for leaks dally. Repair any leaks immediately.
WATER
COOLED
EXHAUST
Marine exhaust systems are designed
so
that a
minimum mount of heat will be radiated from the
exhaust system components. This is done
to
keep the
heat b'uild-up
in
the engine compartment to a min-
imum. Exhaust heat is dissipated by using a water
cooled exhaust manifold and a water injected exhaust
pipe and muffler system. The exhaust manifold is
encased ina shell through which engine coolant or
sea water is circulated. Just beyond the exhaust
manifold,
a
special elbow (see Figure
4)
is fitted
which allows the output water from the sea water
system to be injected into the exhaust pipe. The
injected sea water is carried out thorugh the exhaust
system and discharged into
the
flotation water.
CONNECTED
TO
EXHAUST
MANIFOLD
.\
SEA
WATER
INPUT
EXHAUST
ELBOW
ASSEMBLY
APPLY
PIPE
TO
ALL
PIPE
TWO
HOSE
CLAMPS
HIGH
EXHAUST
TEMPERATURE
RUBBER
EXHAUST
SHUTDOWN
SWITCH
HOSE
EXS-1014
FIGURE
4.
EXHAUST ELBOW
14
Redistribution or publication of this document,
by any means, is strictly prohibited.
.
Typical Installations
All
water injected exhaust systems must be designed
so
that
the
discharge water
will
not
flow
back
into
the
engine. There are several methods that can be used
to
keep water out of the engine.
All
are based on
injecting the water at a point
a
few inches approx-
imately
4
inches
(102
rnm)
below the exhaust mani-
fold outlet and installing a sharp drop
in
the exhaust
line that water cannot normally flow over. These
methods are divided into two general categories:
above water line and below water line installation.
Above
WaterLine: The exhaust manifold must be one
foot
or more above the load water line and the water
must be injected near the exhaust manifold. The
exhaust pipe is pitched downward
1/2
inch per foot
(13
mm
per
305
mm)
to
allow draining in the line
'
whether the genertor set is running
or
stopped.
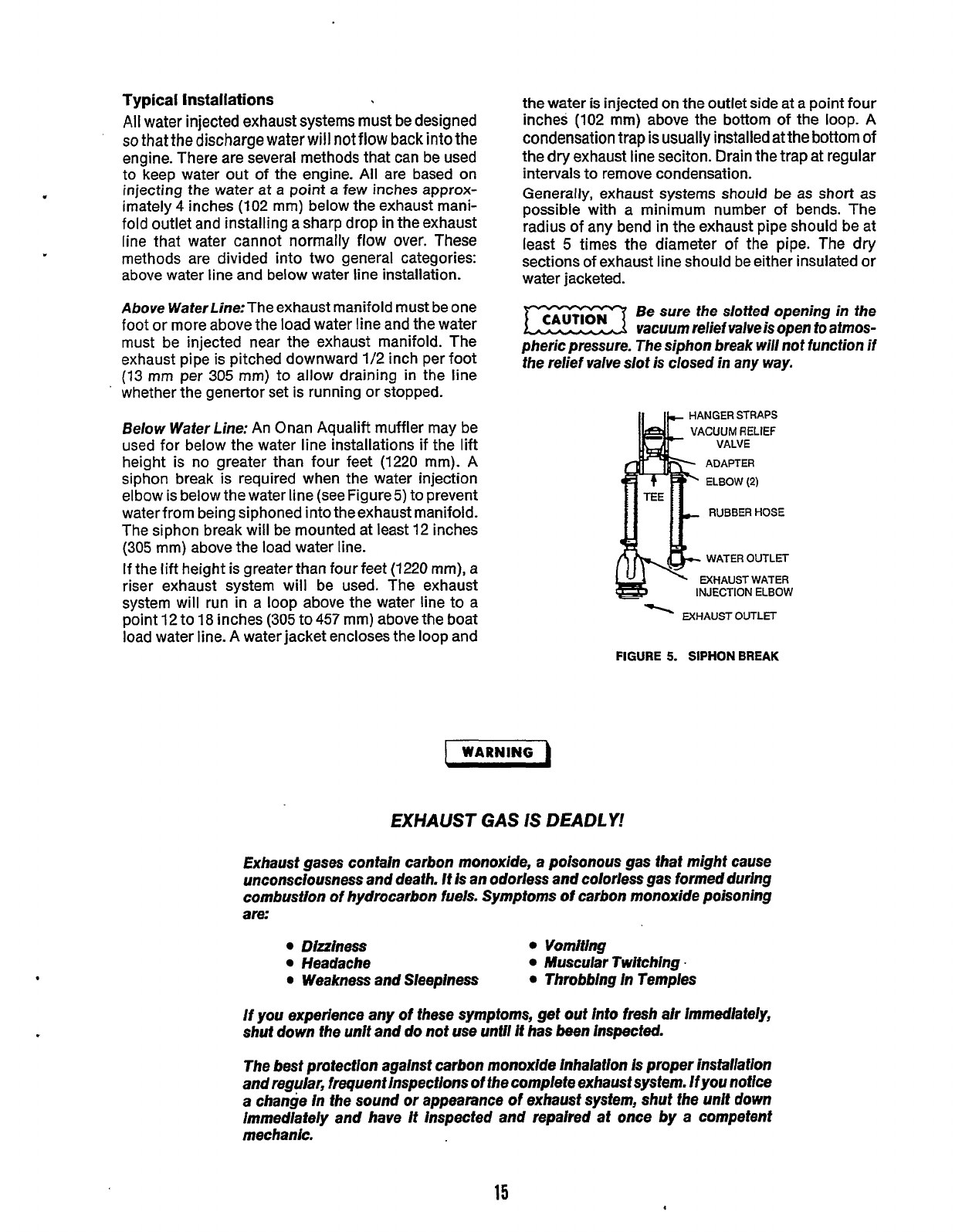
Below Wafer Line: An Onan Aqualift muffler may be
used for below the water line installations if the lift
height is no greater than four feet (1220 mm).
A
siphon break is required when the water injection
elbow is below the water line (seeFigure5)
to prevent
water from being siphoned into theexhaust manifold.
The siphon break will be mounted at least
12
inches
(305
mm) above
the
load water line.
If the
lift
height is greaterthan four feet
(1220
mm), a
riser exhaust system will be used. The exhaust
system
will
run
in
a
loop above the water line to a
point
12
to
18
inches
(305
to 457 mm) above the boat
load water line. A water jacket encloses the loop and
the water
is
injected on the outlet side at a point four
inches
(102
mm)
above the bottom of the loop.
A
condensation
trap
is
usually
installed
atthe
bottom
of
the dry exhaust line seciton. Drain the trap at regular
intervals
to
remove condensation.
Generally, exhaust systems
should
be
as
short as
possible with a minimum number
of
bends. The
radius of any bend in the exhaust pipe should be at
least
5
times the diameter
of
the pipe. The
dry
sections of exhaust line should be either insulated or
water jacketed.
Be sure the slotted opening in
fbe
EEEEl
vacuum reiief valve is open to atmos-
pheric pressure. The siphon break wiii not function if
the relief valve slot
is
closed in any way.
11
Ik
HANGERSTRAPS
VACUUM
RELIEF
RUBBER
HOSE
ATER
OUTLET
HAUST
WATER
ECTION
ELBOW
EXHAUST
OUTLET
FIGURE 5.
SIPHON
BREAK
EXHAUST
GAS
1s
DEADLY!
Exhaust gases contain carbon monoxide, a poisonous gas that might cause
unconsciousness and death.
it
is an odorless and coiorless gas formed during
combustion
of
hydrocarbon fuels. Symptoms
of
carbon monoxide poisoning
are:
Dizziness Vomiting
Headache
Weakness and Sleepiness Muscular Twitching
'
Throbbing in Temples
if you experience any
of
these symptoms, get out into fresh air immediafeiy,
shut down the unit and do not use unfll
if
has been lnspected.
The best protection against carbon monoxide inhaiafion is proper installation
and regular, frequent inspections of the complete exhaust system. lfyou notice
a change in the sound or appearance
of
exhaust sysfem, shut
the
unlf down
immedlafeiy and have
It
inspected and repaired at once by a competent
mechanic.
15
Redistribution or publication of this document,
by any means, is strictly prohibited.
Cooling
System
INSPECTION
As a part of standard maintenance procedures, the
entire cooling system should be inspected for signs
of leakage and checked for worn components. In-
spect the water pump bearings, impeller (neoprene),
and seals for signs of wear, and check for correct
drive belt tension. Locate the source
of
any leaks and
correct as required. Inspect
the
zinc pencils on heat-
exchanger cooled engines, and note the amount of
deterioration. Refer to the appropriate section for
recommended service procedures.
As a final check, run the engine at full load and verify
that the engine can maintain an operating tempera-
ture of approximately 18OOF (82'C). An engine that
operates significantly above
or
below this value
should be tested for malfunctions.
IMPORTANCE
OF
REGULAR
MAINTENANCE
The entire cooling system, including the block and
radiator, heat exchanger,
or
keel cooler should be
cleaned and flushed out at least once a year. This is
especially important in cold weather conditions
or
when preparing the unit for extended storage (over
30
days). The cooling system can work efficiently
only when it is clean.
A
build-up of rust and scale
in
the cooling system will slow down heat absorption
and restrict water flow.
PRESSURE CAP
DRAIN
PLUG
DRAINING COOLING SYSTEM
Open all drains and hose connections where coolant
may be trapped when changing
the
antifreeze solu-
tion
or
when preparing a unit for storage in freezing
conditions. Open the fill vent valve when draining
heat-exhanger cooled engines. The following drain
plugs and hoses must be removed to drain the
cool-
ing system completely:
Contact with
hof
coolanf might
n
result in serious burns.
Do
not
bleed
hof,
pressurized coolant
from
a closed cooling
sysfem.
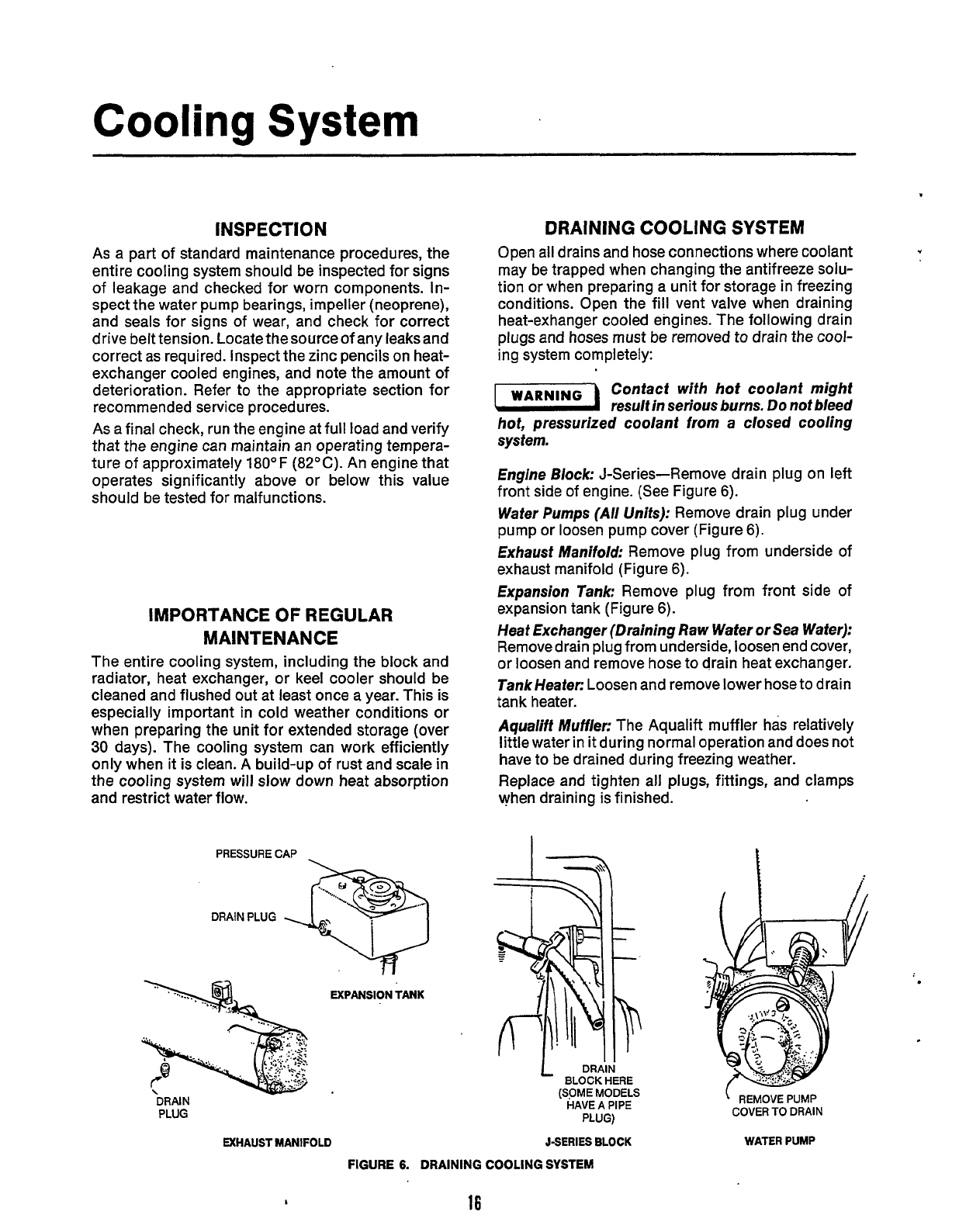
Engine
Block: J-Series-Remove drain plug on
left
front side of engine.
(See
Figure
6).
Wafer
Pumps
(All
Unifs);
Remove drain plug under
pump
or
loosen pump cover (Figure
6).
Exhaust Manifold:
Remove plug from underside of
exhaust manifold (Figure
6).
Expansion Tank:
Remove plug from front side of
expansion tank (Figure
6).
Heat Exchanger (Draining Raw Water or Sea Wafer):
Removedrain plug from underside, loosen end cover,
or
loosen and remove hose to drain heat exchanger.
TankHeafer:
Loosen and remove lower hose to drain
tank heater.
Aqualiff Muffler;
The Aqualift muffler
has
relatively
little water in it during normal operation and does not
have to be drained during freezing weather.
Replace and tighten all plugs, fittings, and clamps
when draining is finished.
t
L
DRAIN
BLOCK
HERE
(SOME
MODELS
HAVE
A
PIPE
PLUG)
EXHAUST
MANIFOLD
J-SERIES
BLOCK
FIGURE
6.
DRAINING COOLING
SYSTEM
REMOVEPUMP
COVER
TO
DRAIN
WATER
PUMP
Redistribution or publication of this document,
by any means, is strictly prohibited.
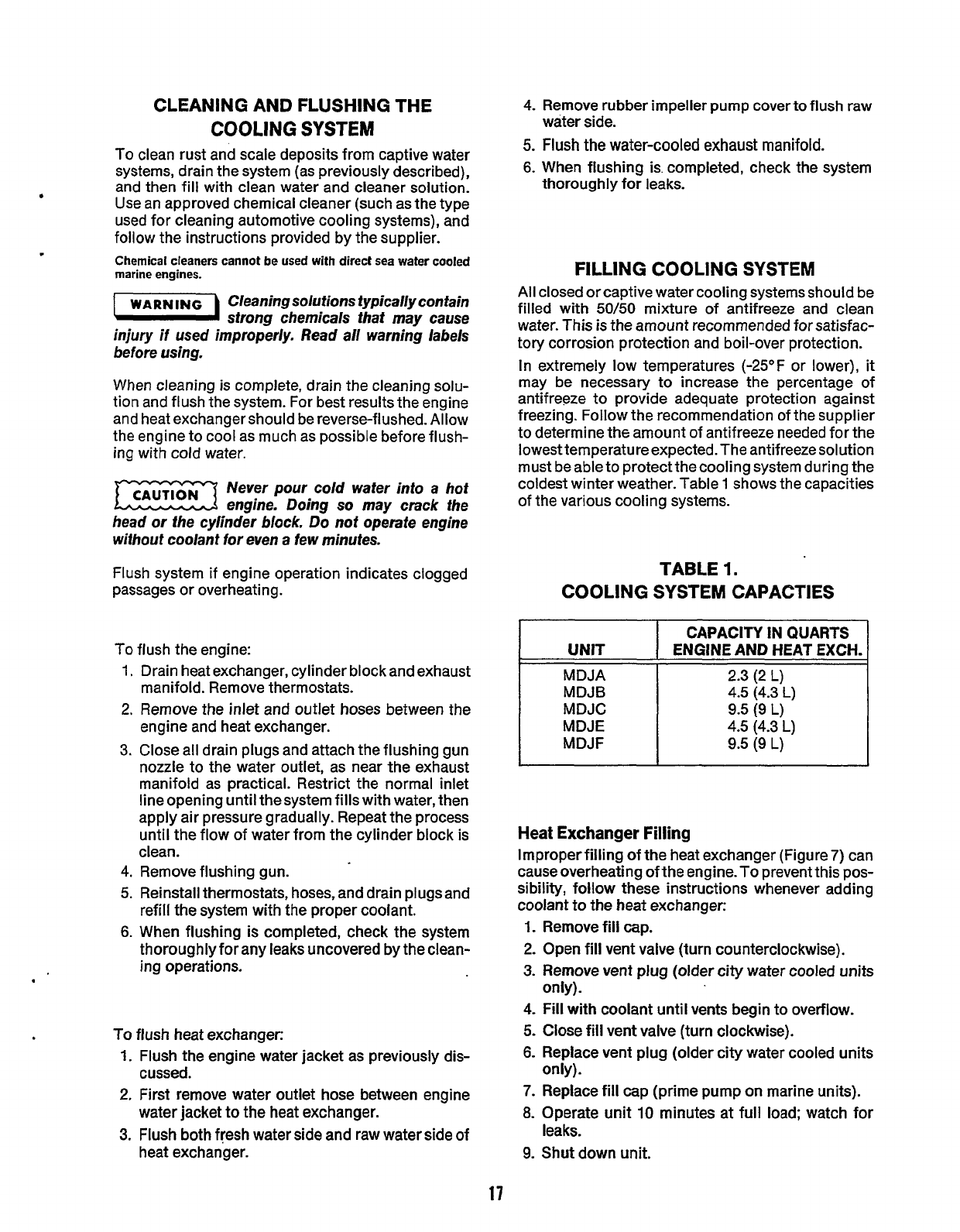
UNIT
MDJA
MDJB
MDJC
MDJE
MDJF
CLEANING AND FLUSHING THE
COOLING
SYSTEM
To clean rust and scale deposits from captive water
systems, drain the system (as previously described),
and then fill with clean water and cleaner solution.
Use an approved chemical cleaner (such as the type
used for cleaning automotive cooling systems), and
follow
the instructions provided by the supplier.
Chemical cleaners cannot be used
with
direct sea water cooled
marine engines.
WARNING
Cleaning solutions fypicallyconfain
i
strong chemicals that may cause
injury
if
used improperly. Read all warning labels
before using.
When cleaning
is
complete, drain the cleaning solu-
tion and flush the system. For best results the engine
and heat exchanger should be reverse-flushed. Allow
the engine to cool as much as possible before flush-
ing with cold water.
Never pour cold wafer info
a
hot
D
engine. Doing
so
may crack fhe
head or fhe cylinder block.
Do
not
operate engine
without
coolant
for
even a
few
minutes.
CAPACITY IN QUARTS
ENGINE
AND
HEAT
EXCH.
4.5
(4.3
L)
9.5 (9
L)
4.5
(4.3
L)
9.5
(9
L)
2.3
(2
L)
Flush system if engine operation indicates clogged
passages or overheating.
To flush the engine:
1.
Drain heat exchanger, cylinder block and exhaust
2,
3.
4.
5.
6.
To
1.
2.
3.
manifold. Removethermostats.
Remove the inlet and outlet hoses between the
engine and heat exchanger.
Close all drain plugs and attach the flushing gun
nozzle to the water outlet, as near the exhaust
manifold as practical. Restrict the normal inlet
line opening until the system fills with water, then
apply air pressure gradually. Repeat the process
until the flow of water from the cylinder block is
clean.
Remove flushing gun.
Reinstall thermostats, hoses, and drain plugs and
refill the system with the proper coolant.
When
flushing
is
completed, check the system
thoroughly for any leaks uncovered by the clean-
ing operations.
flush heat exchanger:
Flush the engine water jacket as previously dis-
cussed.
First remove water outlet hose between engine
water jacket to the heat exchanger.
Flush both fresh water side and raw water side of
heat exchanger.
4.
5.
6.
Remove
rubber impeller pump covertoflush raw
water side.
Flush
the
water-cooled exhaust manifold.
When flushing is. completed, check the system
thoroughly for leaks.
FILLING COOLING SYSTEM
All closed or captive water cooling systems should be
filled with
50/50
mixture of antifreeze and clean
water. This is the amount recommended for satisfac-
tory corrosion protection and boil-over protection.
In extremely low temperatures
(-25OF
or lower),
it
may be necessary to increase the percentage of
antifreeze to provide adequate protection against
freezing. Follow the recommendation of the supplier
to determine the amount of antifreeze needed for the
lowesttemperature expected. The antifreeze solution
must be able to protect the cooling system during the
coldest winter weather. Table
1
shows the capacities
of the various cooling systems.
TABLE
1.
COOLING
SYSTEM
CAPACTIES
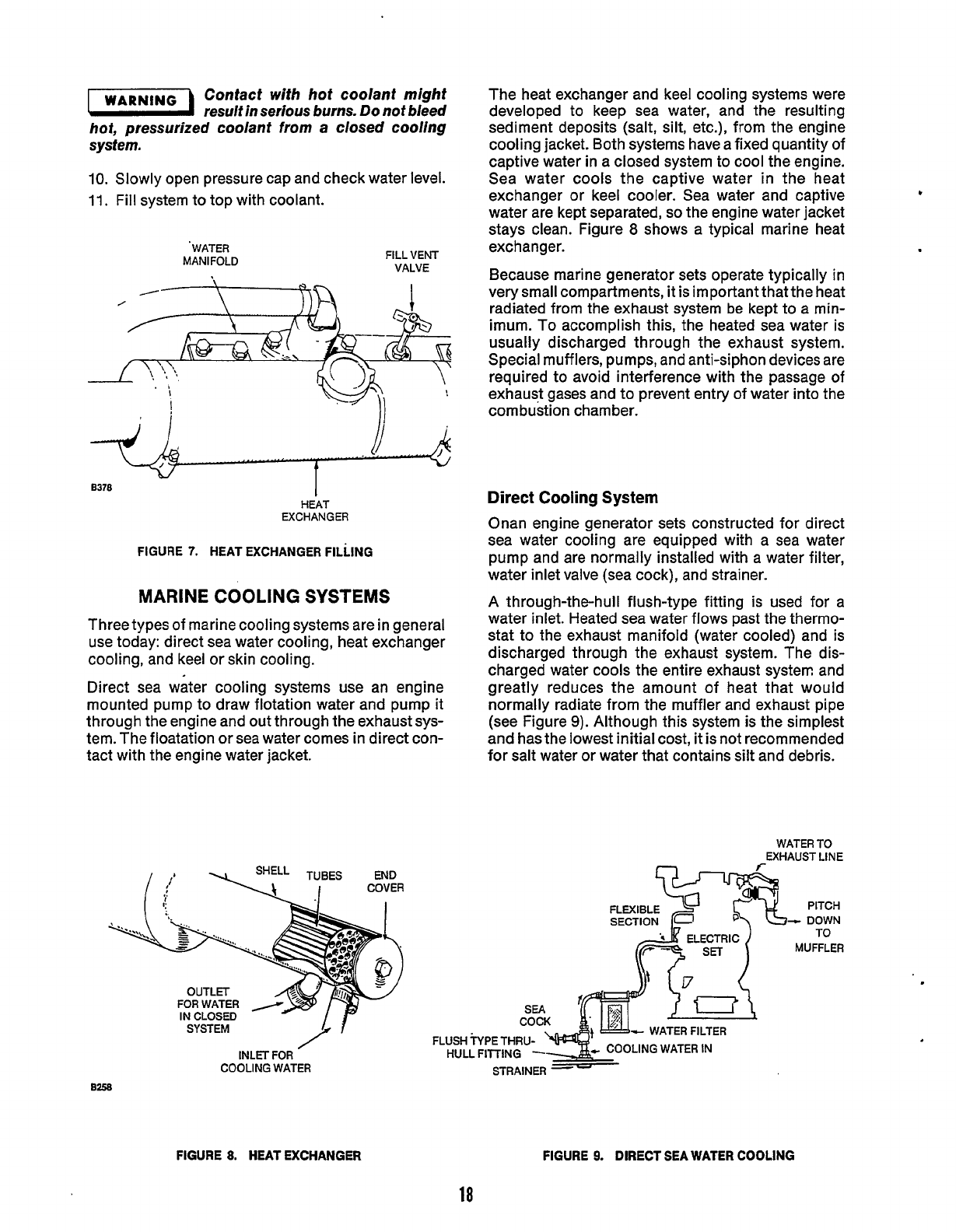
Heat
Exchanger Filling
Improper filling of the heat exchanger (Figure
7)
can
cause overheating of
the
engine-To prevent this pos-
sibility, follow these instructions whenever adding
coolant to the heat exchanger:
1.
2.
3.
4.
5.
6.
7.
8.
9.
Remove fill cap.
Open fill vent valve (turn counterclockwise).
Remove vent plug (older city water cooled units
only).
Fill with coolant until vents begin to overflow.
Close fill vent valve (turn clockwise).
Replace vent plug (older city water cooled units
only).
Replace fill cap (prime pump on marine units).
Operate unit
10
minutes at full load; watch for
leaks.
Shut down unit.
17
Redistribution or publication of this document,
by any means, is strictly prohibited.
Contact With hot coolant might
result in serious burns.
Do
not bleed
hot,
pressurized coolant
from
a
closed cooling
system.
10.
Slowly open pressure cap and check water level.
11.
Fill system to top with coolant.
WATER
MANIFOLD FILL
VENT
VALVE
_,
I
t
8378
1
HEAT
EXCHANGER
FIGURE
7.
HEAT
EXCHANGER
FILLING
MARINE
COOLING
SYSTEMS
Three types of marine cooling systems are in general
use today: direct sea water cooling, heat exchanger
cooling, and keel or skin cooling.
Direct sea water cooling systems use an engine
mounted pump to draw flotation water and pump
it
through the engine and out through the exhaust sys-
tem. The floatation or sea water comes in direct con-
tact with the engine water jacket.
INLET FOR
COOLING WATER
FLUSH
i
HULL
The heat exchanger and keel cooling systems were
developed to keep sea water, and the resulting
sediment deposits (salt, silt, etc.), from the engine
cooling jacket. Both systems have a fixed quantity of
captive water in a closed system to cool the engine.
Sea water cools the captive water in the heat
exchanger or keel cooler. Sea water and captive
water are kept separated,
so
the engine water jacket
stays clean. Figure
8
shows a typical marine heat
exchanger.
Because marine generator sets operate typically in
very small compartments,
it
is important that the heat
radiated from the exhaust system be kept to
a
min-
imum.
To
accomplish this, the heated sea water is
usually discharged through the exhaust system.
Special mufflers, pumps, and anti-siphon devices are
required to avoid interference with the passage
of
exhaust gases and to prevent entry of water into the
combustion chamber.
Direct
Cooling
System
Onan engine generator sets constructed for direct
sea water cooling are equipped with a sea water
pump and are normally installed with a water filter,
water inlet valve (sea cock), and strainer.
A
through-the-hull flush-type fitting
is
used for a
water inlet. Heated sea water flows past the thermo-
stat to the exhaust manifold (water cooled) and is
discharged through the exhaust system. The dis-
charged water
cools
the entire exhaust system and
greatly reduces the amount of heat that would
normally radiate from the muffler and exhaust pipe
(see Figure
9).
Although this system is the simplest
and has the lowest initial cost,
it
is not recommended
for salt water or water that contains silt and debris.
WATER TO
EXHAUST LINE
FLEXIBLE
SECTION
LING WATER IN
Y
F
STRAINER
--
PITCH
t
DOWN
TO
MUFFLER
FIGURE
8.
HEAT EXCHANGER FIGURE
9.
DIRECT SEA WATER COOLING
18
Redistribution or publication of this document,
by any means, is strictly prohibited.
SIPHON
BREAK
ADAPTER
THERMOSTAT
F,LL
HOUSING
WATER
MANIFOLD
&-
RUBBER
HOSE
EXHAUST WATER
DISCHARGE
FRESH
WATER
\
FRONT
CYLINDER
BLOCK
CONNECTION
I
INCLOSEDSYSTEM
I
I
INLET
-
SEA
WATER
CENTRIFUGAL
PUMP
(FRESH
WATER)
FIGURE
10.
HEAT EXCHANGER COOLING
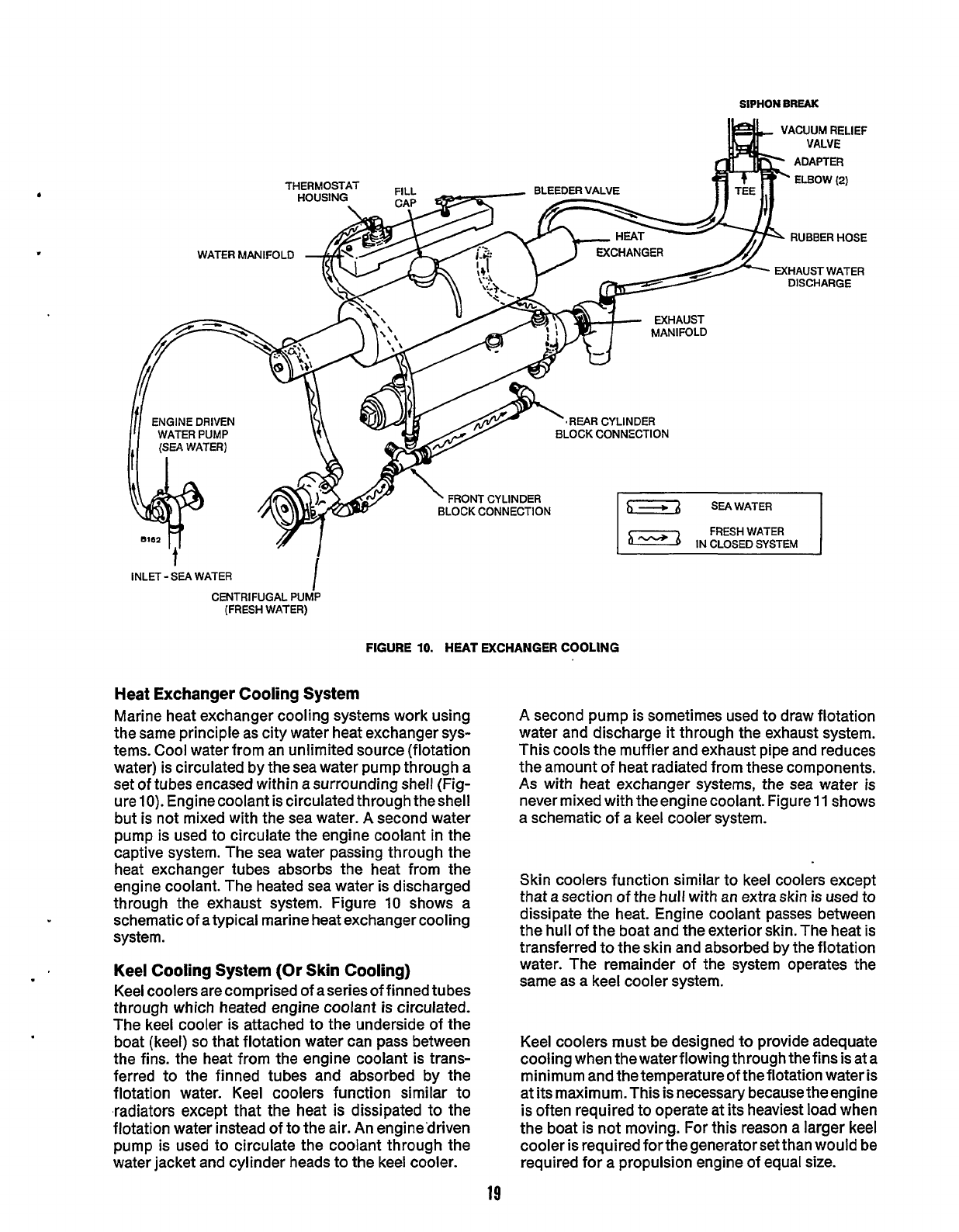
Heat Exchanger Cooling System
Marine heat exchanger cooling systems work using
the same principle as city water heat exchanger
sys-
tems.
Cool
water from an unlimited source (flotation
water) is circulated by the sea water pump through a
set
of
tubes encased within a surrounding shell (Fig-
ure
10).
Engine coolant is circulated through theshell
but is not mixed with the sea water. A second water
pump is used to circulate the engine coolant
in
the
captive system. The sea water passing through the
heat exchanger tubes absorbs the heat from the
engine coolant. The heated sea water is discharged
through the exhaust system. Figure
10
shows a
schematic of atypical marine heat exchanger cooling
system.
Keel Cooling System (Or Skin Cooling)
Keel coolers arecomprised of aseriesof finned tubes
through which heated engine coolant is circulated.
The keel cooler is attached to the underside of the
boat (keel)
so
that flotation water can pass between
the fins. the heat from
the
engine coolant is trans-
ferred to the finned tubes and absorbed by
the
flotation water. Keel coolers function similar to
.radiators except that the heat is dissipated to the
flotation water instead of to the air. An engine'driven
pump is used to circulate the coolant through the
water jacket and cylinder heads to the keel cooler.
A second pump is sometimes used to draw flotation
water and discharge
it
through the exhaust system.
This cools the muffler and exhaust pipe and reduces
the amount of heat radiated from these components.
As
with heat exchanger systems, the sea water
is
never mixed with the engine coolant. Figure1 1 shows
a schematic of a keel cooler system.
Skin coolers function similar to keel coolers except
that a section of the hull with an extra skin is used to
dissipate the heat. Engine coolant passes between
the hull of the boat and the exterior skin. The heat is
transferred to the skin and absorbed by the flotation
water. The remainder of the system operates the
same as a keel cooler system.
Keel coolers must be designed to provide adequate
cooling when thewater flowing through thefins is at a
minimum and
the
temperature of the flotation water is
at its maximum. This is necessary because theengine
is often required to operate
at
its heaviest load when
the boat is not moving. For
this
reason a larger
keel
cooler is required for the generator set than would be
required for a propulsion engine of equal size.
19
Redistribution or publication of this document,
by any means, is strictly prohibited.
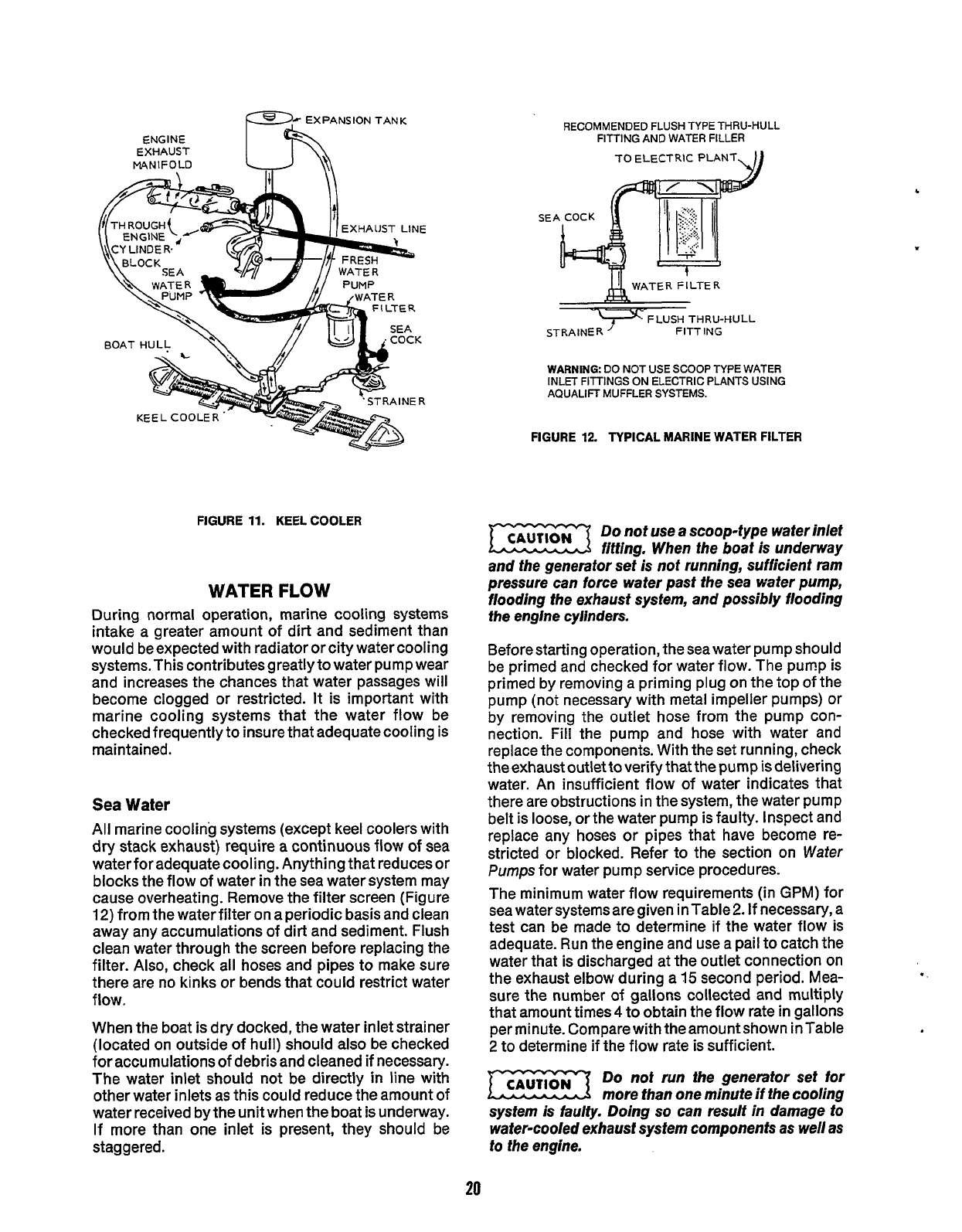
NS ION
TANK
ENGINE
EXHAUST
MAN
I
FO
LD
EXHAlJST
LINE
FIGURE
11.
KEEL COOLER
WATER
FLOW
During normal operation, marine cooling systems
intake a greater amount of dirt and sediment than
would beexpected with radiator or city water cooling
systems. This contributes greatly to water pump wear
and increases the chances that water passages will
become clogged or restricted.
It
is important with
marine cooling systems that the water flow be
checked frequently to insure that adequatecooling is
maintained.
Sea
Water
All marine cooling systems (except keel coolers with
dry stack exhaust) require a continuous flow of
sea
water for adequate cooling. Anything that reduces or
blocks the flow of water in the sea water system may
cause overheating. Remove the filter screen (Figure
12)
from the water filter on a periodic basis and clean
away any accumulations of dirt and sediment. Flush
clean water through the screen before replacing the
filter. Also, check all hoses and pipes to make sure
there are no kinks or bends that could restrict water
flow.
When the boat is dry docked, the water inlet strainer
(located on outside of hull) should also be checked
for accumulations of debris and cleaned if necessary.
The water inlet should not be directly
in
line with
other water inlets as this could reduce the amount of
water received bythe unit when the boat is underway.
If
more than one inlet is present, they should
be
staggered.
RECOMMENDED FLUSH TYPE THRU-HULL
FITTING AND WATER FILLER
TO
ELECTRIC PLANT
FLUSH THRU-HULL
FlTT ING
WARNING.
DO
NOT USE SCOOP TYPE WATER
INLET FITTINGS ON ELECTRIC PLANTS USING
AQUALIFT MUFFLER SYSTEMS.
FIGURE
12.
TYPICAL MARINE WATER FILTER
DO
not use a scoop-type wafer inlet
lzz3
fiffing. When the boat
is
underway
and fhe generafor sef
is
not running, sufficienf ram
pressure can force wafer past the sea wafer pump,
flooding the exhaust system, and possibly flooding
the
engine cylinders.
Beforestarting operation, theseawater pump should
be primed and checked for water flow. The punp is
primed by removing a priming plug on the top of the
pump (not necessary with metal impeller pumps) or
by removing the outlet hose from the pump con-
nection. Fill the pump and hose with water and
replace the components. With the set running, check
theexhaust outlet to verify that the pump is delivering
water. An insufficient flow
of
water indicates that
there are obstructions in the system, the water pump
belt is loose, or the water pump is faulty. Inspect and
replace any hoses or pipes that have become re-
stricted or blocked. Refer to the section on
Water
Pumps
for water pump service procedures.
The minimum water flow requirements (in
GPM)
for
sea water systems are given inTable2. If necessary, a
test can be made to determine if the water flow is
adequate. Run the engine and use a pail to catch the
water that is discharged at the outlet connection on
the exhaust elbow during a
15
second period. Mea-
sure the number
of
gallons collected and multiply
that amount times
4
to obtain the flow rate in gallons
per minute. Compare with theamount shown inTable
2
to determine if the flow rate is sufficient.
Do nof run the generator set for
Ex3
more fhan one minute if the cooling
sysfem
is
fauify. Doing
so
can resuif in damage
to
water-cooled exhaust sysfem componenfs
as
well as
to the engine.
CAUT,ON
L
20
Redistribution or publication of this document,
by any means, is strictly prohibited.
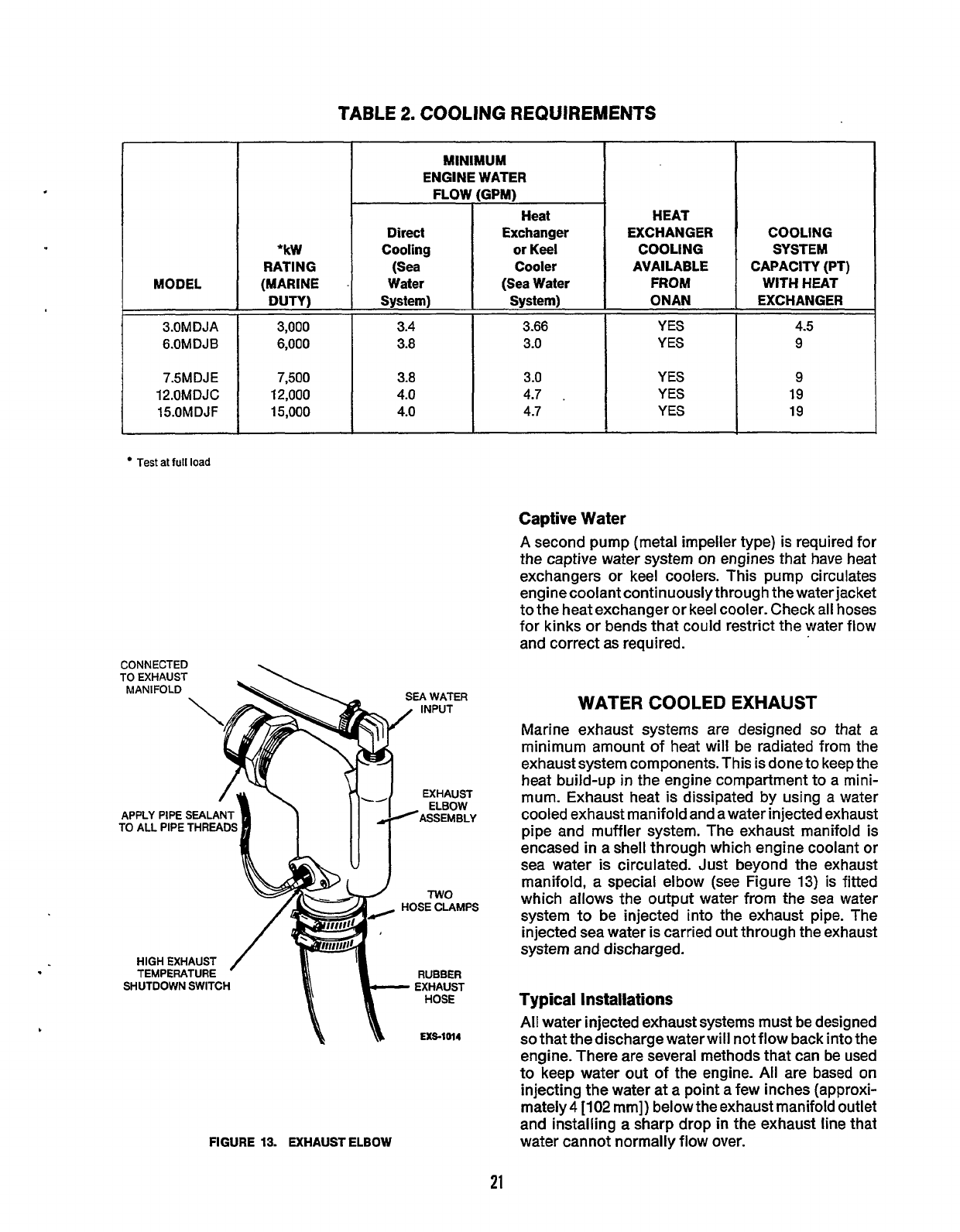
TABLE
2.
COOLING REQUIREMENTS
MODEL
3.0MDJA
6.OMDJB
7.5MDJE
12.OMDJC
15.OMDJF
MINIMUM
ENGINE WATER
Direct
*kW
Cooling
RATING (Sea
(MARINE
.
Water
DUTY) System)
3,000 3.4
6,000
3.8
7,500 3.8
12,000
4.0
15,000
4.0
Exchanger
or
Keel
Cooler
(Sea Water
3.66
I
3.0
3.0
4.7
4.7
HEAT
EXCHANGER
COOLING
AVAILABLE
FROM
ONAN
YES
YES
YES
YES
YES
COOLING
SYSTEM
CAPACITY (PT)
WITH
HEAT
EXCHANGER
4.5
9
9
19
19
Test
at
full
load
Captive Water
A second pump (metal impeller type) is required for
the captive water system on engines that have heat
exchangers or keel coolers. This pump circulates
enginecoolant continuously through the waterjacket
to the heat exchanger
or
keel cooler. Check all hoses
for kinks or bends that could restrict the water flow
and correct as required.
CONNECTED
\
.
SEA
WATER
7~_
1
INPUT
TO
EXHAUST
MANIFOLD
APPLY
PIPE
TO
ALL PIPE
HIGH EXHAUST
TEMPERATURE
EXHAUST
ELBOW
'ASSEMBLY
\\
EXS-1014
FIGURE
13.
EXHAUST
ELBOW
WATER
COOLED
EXHAUST
Marine exhaust systems are designed
so
that a
minimum amount of heat will be radiated from the
exhaust system components. This is done to keep the
heat build-up
in
the engine compartment to a mini-
mum. Exhaust heat is dissipated by using a water
cooled exhaust manifold and a water injected exhaust
pipe and muffler system. The exhaust manifold is
encased
in
a shell through which engine coolant or
sea water is circulated. Just beyond the exhaust
manifold, a special elbow (see Figure
13)
is fitted
which allows the output water from the sea water
system to be injected into the exhaust pipe. The
injected sea water is carried out through the exhaust
system and discharged.
Typical Installations
All water injected exhaust systems must be designed
so
that the discharge water will not flow back into the
engine. There are several methods that can be used
to keep water out
of
the engine.
All
are based on
injecting the water at a point a few inches (approxi-
mately4
[lo2
mrn])
belowtheexhaust manifold outlet
and installing a sharp
drop
in
the exhaust line that
water cannot normally flow over.
21
Redistribution or publication of this document,
by any means, is strictly prohibited.
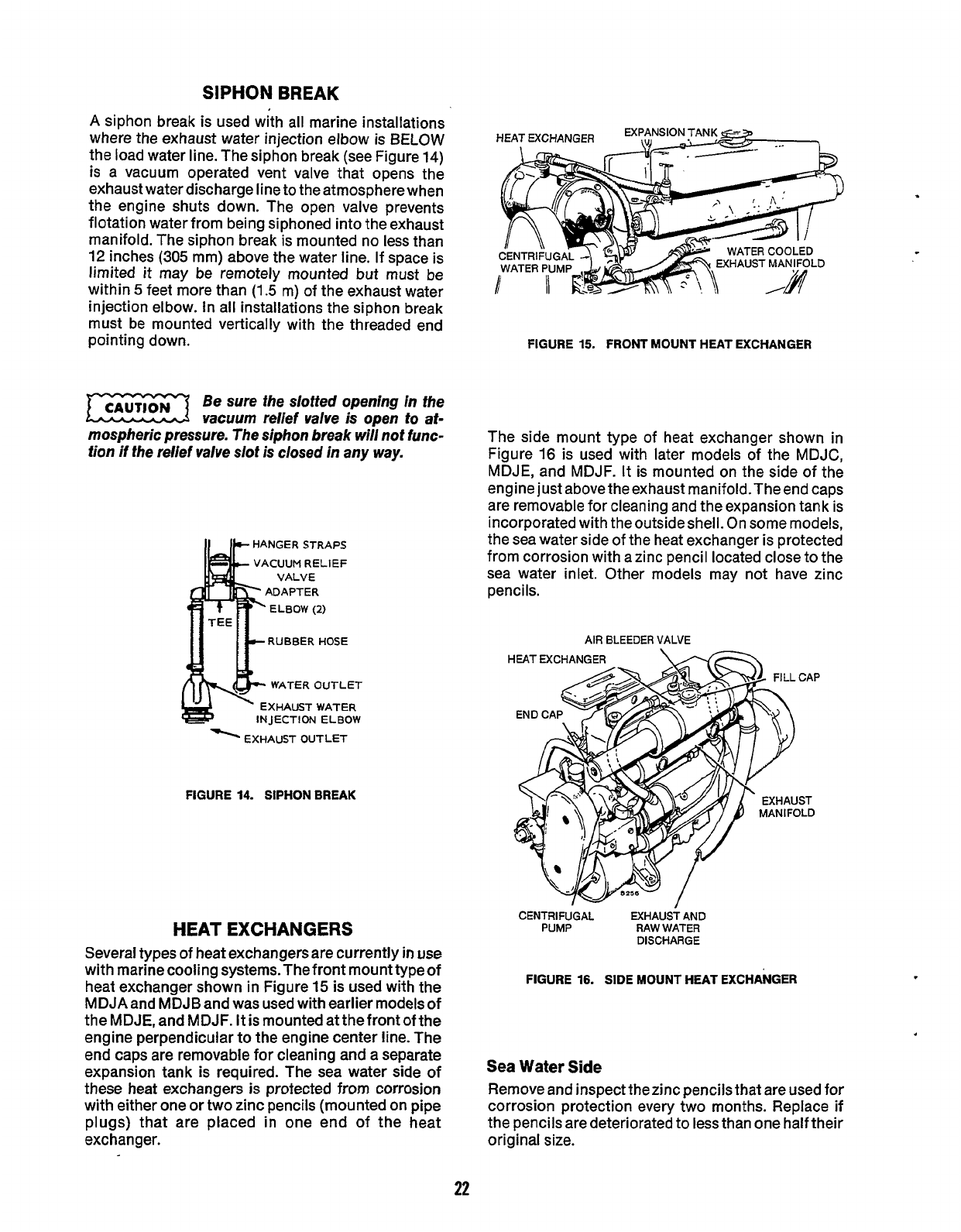
SIPHON BREAK
A
siphon break is used with
all
marine installations
where the exhaust water injection elbow is
BELOW
the load water line. The siphon break (see Figure
14)
is
a vacuum operated vent valve that opens the
exhaust water discharge line to the atmosphere when
the engine shuts down. The open valve prevents
flotation water from being siphoned into the exhaust
manifold. The siphon break is mounted no less than
12
inches
(305
mm) above the water line. If space is
limited it may be remotely mounted but must be
within
5
feet more than
(1.5
m)
of
the exhaust water
injection elbow. In all installations the siphon break
must be mounted vertically with the threaded end
pointing down.
Be
sure fhe slofted opening in fhe
vacuum relief valve
is
open
to
af-
mospheric pressure. The siphon break will
nof
func-
fion
if
the relief valve
slof
is
closed in any way.
HANGER
STRAPS
RUBBER
HOSE
WATER
OUTLET
XHAUST
WATER
JECTION
ELBOW
-
EXHAUST
OUTLET
FIGURE
14.
SIPHON BREAK
HEAT EXCHANGERS
Several types
of
heat exchangersare currently
in
use
with marinecooling systems.Thefront mount typeof
heat exchanger shown in Figure
15
is used with the
MDJA and MDJB and was used with earlier models of
the MDJE, and MDJF.
It
is
mountedat the front
of
the
engine perpendicular to the engine center line. The
end caps are removable for cleaning and a separate
expansion tank
is
required. The sea water side
of
these heat exchangers
is
protected from corrosion
with either one
or
two zinc pencils (mounted on pipe
plugs) that are placed in one end of the heat
exchanger.
FIGURE
15.
FRONT MOUNT HEAT EXCHANGER
The side mount type of heat exchanger shown in
Figure
16
is used with later models of the MDJC,
MDJE, and MDJF. It is mounted on the side of the
engine
just
above the exhaust manifold.The end caps
are removable
for
cleaning and the expansion tank is
incorporated with theoutside shell. On some models,
the sea water side of the heat exchanger is protected
from corrosion with azinc pencil located close to the
sea water inlet. Other models may not have zinc
pencils.
AIR
BLEEDER
VALVE
HEAT
EXCHAN
CENTRIFUGAL EXHAUST
AND
PUMP
RAW
WATER
DISCHARGE
FIGURE
16.
SIDE MOUNT HEAT EXCHANGER
Sea Water Side
Remove and inspect thezinc pencils that are used for
corrosion protection every two months. Replace if
the pencils are deteriorated to less than one half their
original size.
22
Redistribution or publication of this document,
by any means, is strictly prohibited.
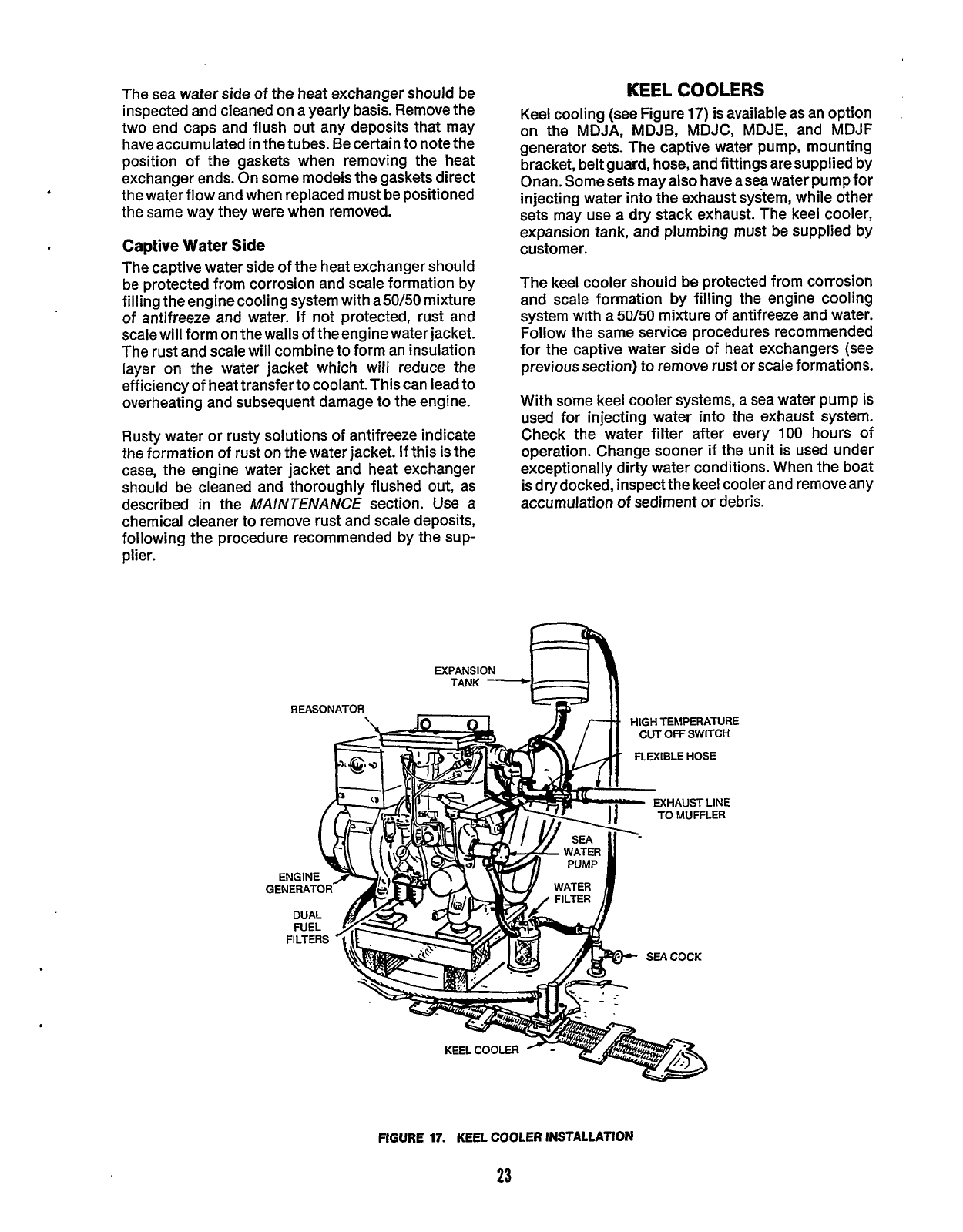
The sea water side of the heat exchanger should be
inspected and cleaned on a yearly basis. Remove the
two end caps and flush out any deposits that may
have accumulated in the tubes. Be certain to note the
position of the gaskets when removing the heat
exchanger ends. On some models the gaskets direct
the water flow and when replaced must be positioned
the same way they were when removed.
Captive
Water
Side
The captive water side of the heat exchanger should
be protected from corrosion and scale formation by
filling theenginecooling system with
a50/50
mixture
of antifreeze and water. If not protected, rust and
scale will form on the walls of the engine water jacket.
The rust and scale will combine to form an insulation
layer on the water jacket which will reduce the
efficiency of heat transfer to coolant.This can lead to
overheating and subsequent damage to the engine.
Rusty water or rusty solutions of antifreeze indicate
the formation of rust on the water jacket. If this is the
case, the engine water jacket and heat exchanger
should be cleaned and thoroughly flushed out, as
described
in
the
MAlNTENANCf
section. Use a
chemical cleaner to remove rust and scale deposits,
following the procedure recommended by the sup-
plier.
KEEL COOLERS
Keel cooling
(see
Figure
17)
is available as an option
on the
MDJA, MDJB,
MDJC, MDJE, and
MDJF
generator sets. The captive water pump, mounting
bracket, belt guard, hose, and fittings are supplied by
Onan. Somesetsmay also haveasea water pump for
injecting water into the exhaust system, while other
sets may use a
dry
stack exhaust. The keel cooler,
expansion tank, and plumbing must be supplied by
customer.
The keel cooler should be protected from corrosion
and scale formation by filling the engine cooling
system with a
50/50
mixture of antifreeze and water.
Follow the same service procedures recommended
for the captive water side of heat exchangers (see
previous section) to remove rust or scale formations.
With some keel cooler systems, a sea water pump
is
used for injecting water into the exhaust system.
Check the water filter after every
100
hours of
operation. Change sooner if the unit is used under
exceptionally dirty water conditions. When the boat
is dry docked, inspect the keel cooler and remove any
accumulation of sediment or debris.
TANK
-
EXPANSION
FIGURE
17.
KEEL
COOLER INSTALLATION
23
Redistribution or publication of this document,
by any means, is strictly prohibited.
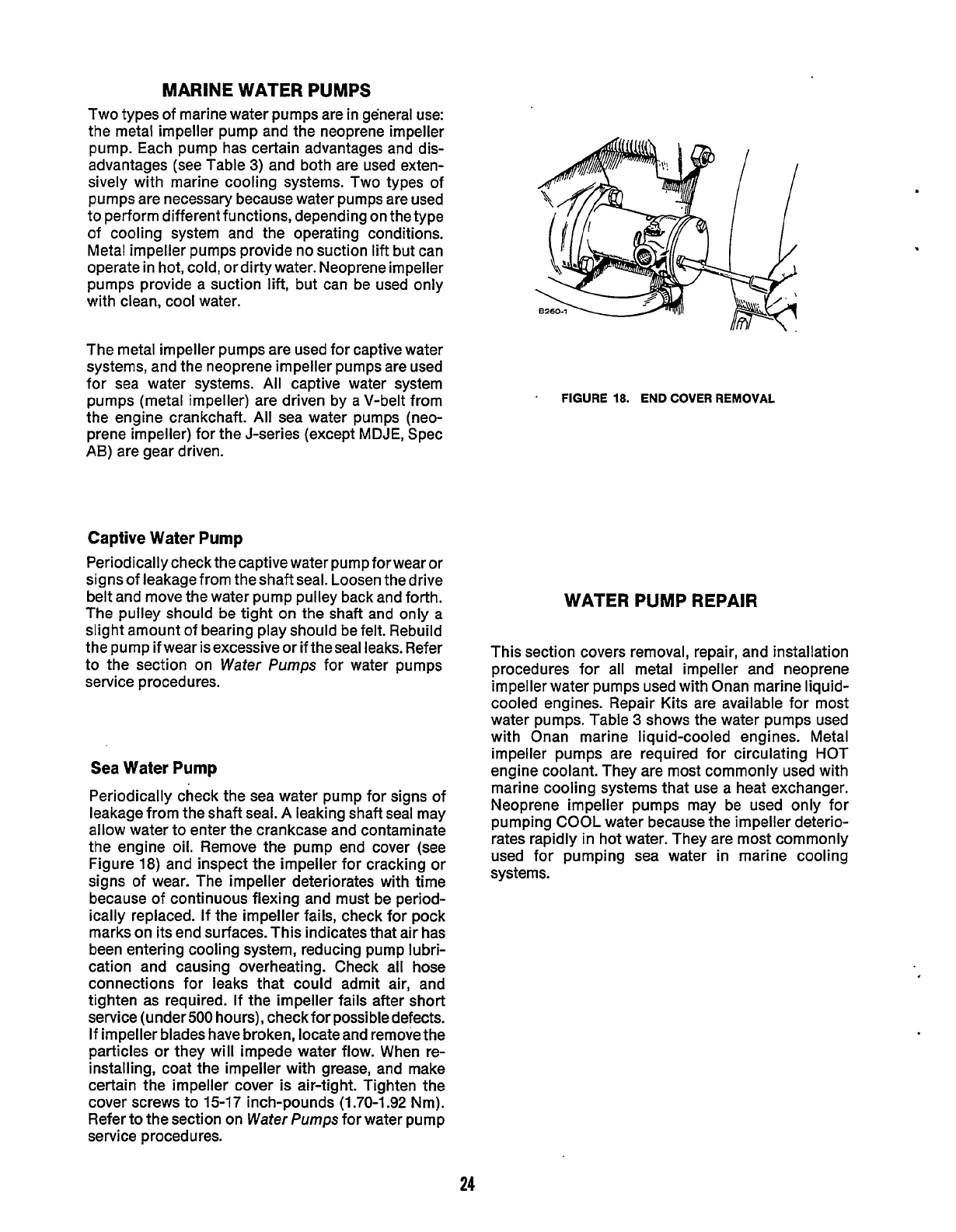
MARINE WATER PUMPS
Two types of marine water pumps are in general use:
the metal impeller pump and
the
neoprene impeller
pump. Each pump has certain advantages and dis-
advantages (see Table
3)
and both are used exten-
sively with marine cooling systems. Two types of
pumps are necessary because water pumps are used
to perform different functions, depending on the type
of cooling system and the operating conditions.
Metal impeller pumps provide no suction lift but can
operate in hot, cold, or dirty water. Neoprene impeller
pumps provide a suction
lift,
but can be used only
with clean, cool water.
The metal impeller pumps are used for captive water
systems, and the neoprene impeller pumps are used
for sea water systems.
All
captive water system
pumps (metal impeller) are driven by
a
V-belt from
the engine crankchaft.
All
sea water pumps (neo-
prene impeller) for the J-series (except
MDJE,
Spec
AB)
are gear driven.
Captive Water Pump
Periodically check the captive water pump forwear or
signsof leakage from theshaft seal. Loosen thedrive
belt and move the water pump pulley back and forth.
The pulley should be tight on the shaft and
only
a
slight amount of bearing play should be felt. Rebuild
the pump if wear is excessive or if the seal leaks. Refer
to the section on
Water
Pumps
for water pumps
service procedures.
Sea Water
Pump
Periodically check the sea water pump for signs of
leakage from the shaft seal.
A
leaking shaft seal may
allow water to enter the crankcase and contaminate
the engine oil. Remove the pump end cover (see
Figure
18)
and inspect the impeller for cracking or
signs
of
wear. The impeller deteriorates with time
because of continuous flexing and must be period-
ically replaced. If the impeller fails, check for pock
marks on its end surfaces. This indicates that air has
been entering cooling system, reducing pump lubri-
cation and causing overheating. Check all hose
connections for leaks that could admit air, and
tighten
as
required. If
the
impeller fails after short
service (under500 hours),
checkforpossibledefects.
If impeller blades have broken, locate and remove the
particles or they will impede water flow. When re-
installing, coat the impeller with grease, and make
certain the impeller cover is air-tight. Tighten the
cover screws to 15-17 inch-pounds (1.70-1.92 Nm).
Refer to the section on
Water
Pumps
for water pump
service procedures.
FIGURE
18.
END
COVER
REMOVAL
WATER PUMP REPAIR
This section covers removal, repair, and installation
procedures for all metal impeller and neoprene
impeller water pumps used with Onan marine liquid-
cooled engines. Repair Kits are available for most
water pumps. Table
3
shows the water pumps used
with Onan marine liquid-cooled engines. Metal
impeller pumps are required for circulating HOT
engine coolant. They are most commonly used with
marine cooling systems that use a heat exchanger.
Neoprene impeller pumps may be used only for
pumping COOL water because the impeller deterio-
rates rapidly
in
hot water. They are most commonly
used for pumping sea water in marine cooling
systems.
24
Redistribution or publication of this document,
by any means, is strictly prohibited.
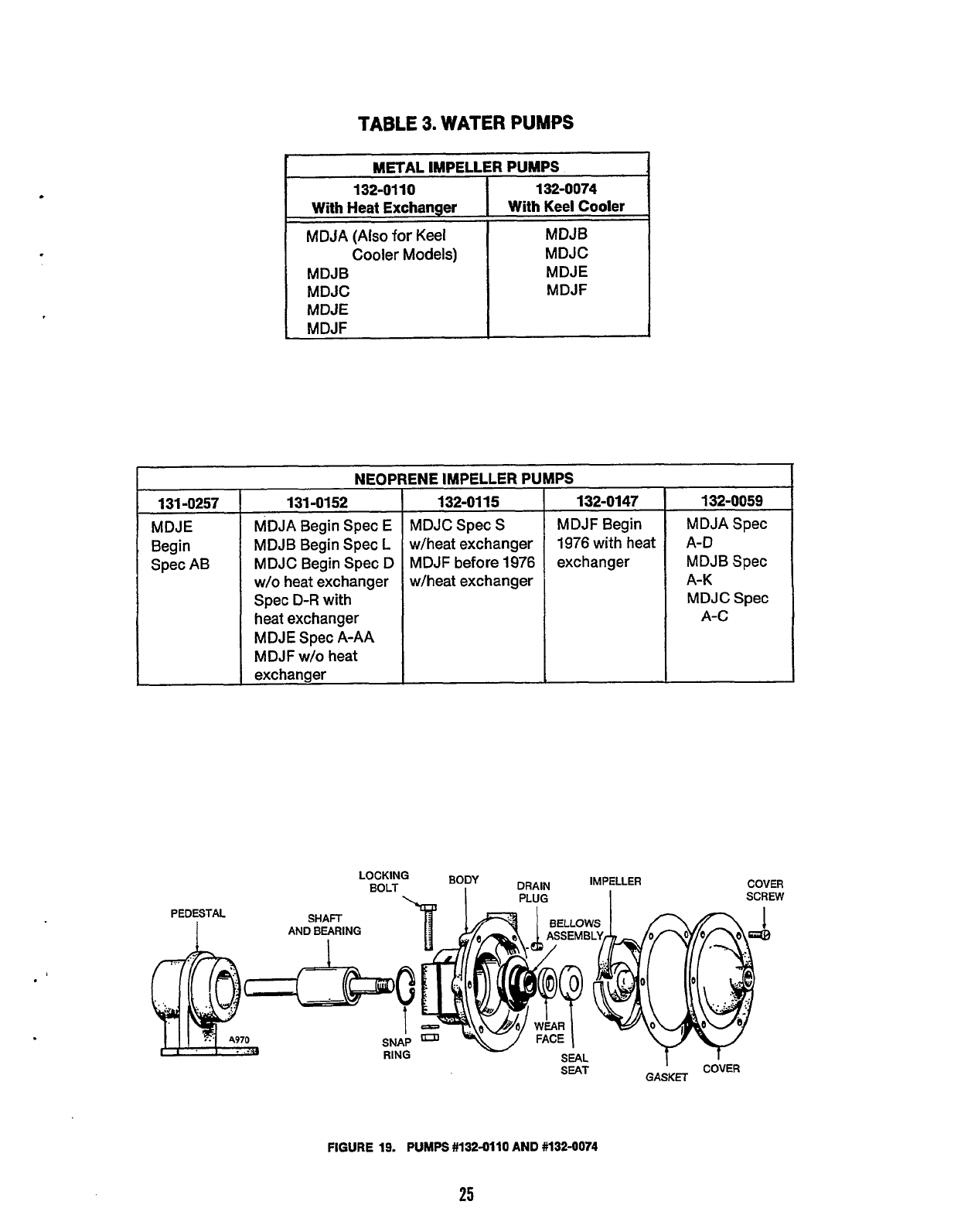
TABLE
3.
WATER
PUMPS
132-01 10
With Heat Exchanger
MDJA (Also
for
Keel
Cooler Models)
MDJB
MDJC
MDJE
MDJF
132-0074
With Keel Cooler
MDJB
MDJC
MDJE
MDJF
131
-0257
131 -01
52
132-01 15
MDJE MDJA Begin Spec E
MDJC
Spec
S
Begin MDJB Begin Spec
L
w/heat exchanger
Spec AB MDJC Begin Spec D MDJF before
1976
wlo heat exchanger wlheat exchanger
Spec
D-R
with
heat exchanger
MDJE Spec A-AA
MDJF wlo heat
exchanger
132-0059
132-01
47
MDJF Begin
1976
with heat
exchanger
MDJA Spec
MDJB Spec
MDJC Spec
A-D
A-K
A-C
BODY DRAIN IMPELLER
LOCKING
BOLT COVER
I
PLUG
I
SCREW
SHAFT
AND BEARING
I'
'
SEAL
1
COVER
GASKET
SEAT
FIGURE
19.
PUMPS
#132-0110
AND
M32-0074
25
Redistribution or publication of this document,
by any means, is strictly prohibited.
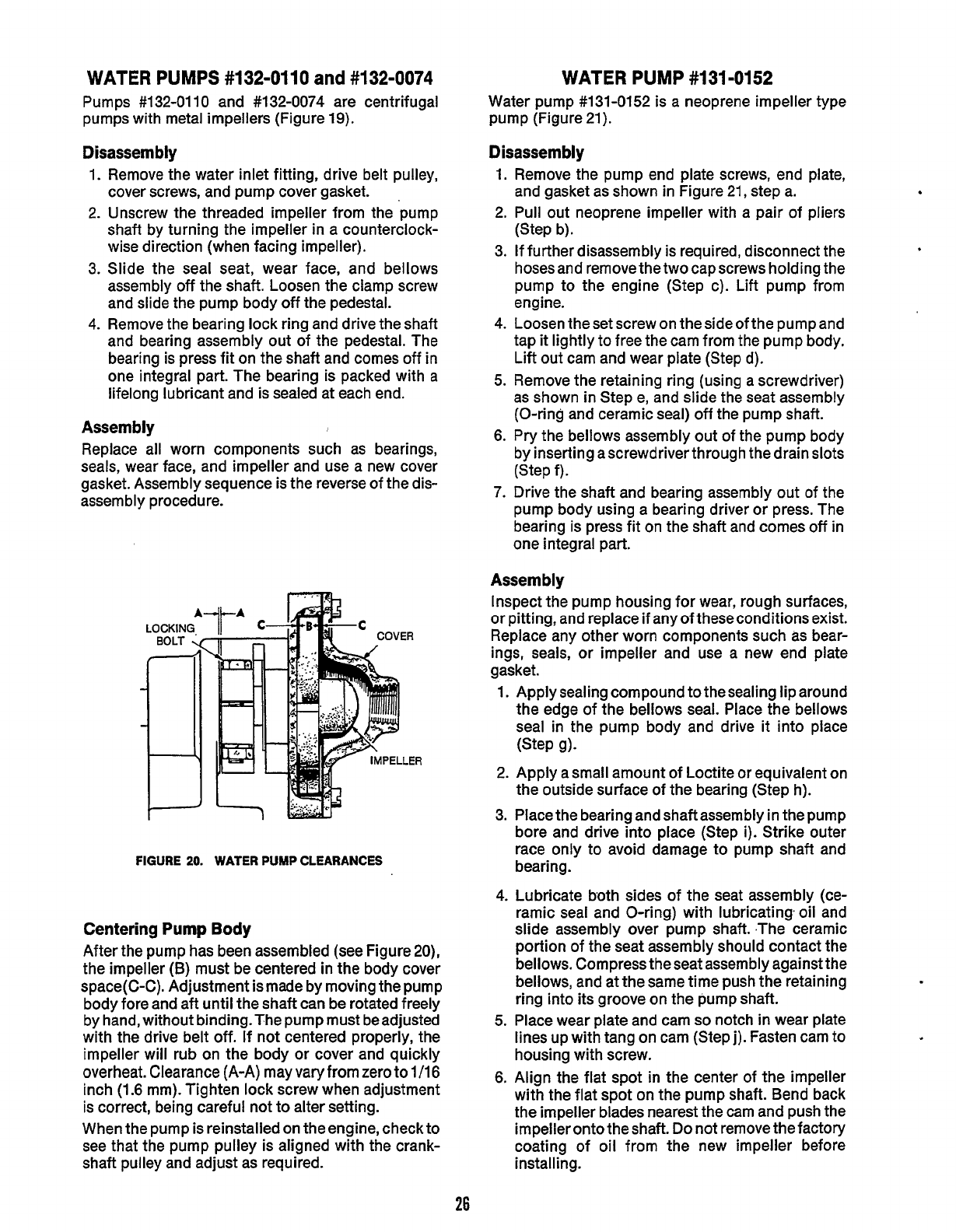
WATER
PUMPS
#132-0110
and
#132-0074
Pumps #132-0110 and #132-0074 are centrifugal
pumps with metal impellers (Figure 19).
Disassembly
1.
2.
3.
4.
Remove the water inlet fitting, drive belt pulley,
cover screws, and pump cover gasket.
Unscrew the threaded impeller from the pump
shaft by turning the impeller
in
a counterclock-
wise direction (when facing impeller).
Slide the seal seat, wear face, and bellows
assembly
off
the shaft. Loosen the clamp screw
and slide the pump body
off
the pedestal.
Remove the bearing lock ring and drive the shaft
and bearing assembly out of the pedestal. The
bearing is press fit on the shaft and comes
off
in
one integral part. The bearing is packed with
a
lifelong lubricant and is sealed at each end.
Assembly
i
Replace all worn components such as bearings,
seals, wear face, and impeller and use a new cover
gasket. Assembly sequence is the reverse of the dis-
assembly procedure.
FIGURE
20.
WATER
PUMP
CLEARANCES
Centering
Pump
Body
After the pump has been assembled (see Figure
20),
the impeller
(B)
must be centered in
the
body cover
space(C-C). Adjustment ismade by moving the pump
body fore and aft until the shaft can be rotated freely
by hand, without binding.The pump must beadjusted
with the drive belt
off.
If not centered properly, the
impeller
will
rub on the body or cover and quickly
overheat. Clearance (A-A) may vary from zero
to
1/16
inch (1.6 mm). Tighten lock screw when adjustment
is correct, being careful not to alter setting.
When the pump is reinstalled on the engine, checkto
see that the pump pulley is aligned with the crank-
shaft pulley and adjust as required.
WATER
PUMP
#131-0152
Water pump #131-0152 is a neoprene impeller type
pump (Figure 21).
Disassembly
1.
2.
3.
4.
5.
6.
7.
Remove the pump end plate screws, end plate,
and gasket as shown in Figure
21,
step a.
Pull out neoprene impeller with a pair of pliers
(Step b).
If further disassembly is required, disconnect the
hoses and remove the two cap screws holding the
pump to the engine (Step c). Lift pump from
engine.
Loosen the set screw on the side of
the
pump and
tap
it
lightly to free the cam from the pump body.
Lift out cam and wear plate (Step d).
Remove the retaining ring (using a screwdriver)
as shown in Step e, and slide the seat assembly
(O-ring and ceramic seal)
off
the pump shaft.
Pry the bellows assembly out of the pump body
by inserting ascrewdriver through the drain slots
(Step f).
Drive the shaft and bearing assembly out of the
pump body using a bearing driver or press. The
bearing is press fit on the shaft and comes
off
in
one integral part.
Assembly
Inspect the pump housing for wear, rough surfaces,
or pitting, and replace if any of theseconditionsexist.
Replace any other worn components such as bear-
ings, seals, or impeller and use a new end plate
gasket.
1.
Apply sealing compound to the sealing lip around
the edge of the bellows seal. Place the bellows
seal in the pump body and drive
it
into place
2. Apply a small amount of Loctite or equivalent on
the outside surface
of
the bearing (Step h).
3. Place the bearing and shaft assembly in the pump
bore and drive into place (Step i). Strike outer
race only to avoid damage to pump shaft and
bearing.
4. Lubricate both sides of the seat assembly (ce-
ramic seal and O-ring) with lubricating oil and
slide assembly over pump shaft. ,The ceramic
portion of the seat assembly should contact the
bellows. Compress the seat assembly against the
bellows, and at the same time push the retaining
ring into its groove on the pump shaft.
5.
Place wear plate and cam
so
notch
in
wear plate
lines up with tang on cam (Step j). Fasten cam to
housing with screw.
6. Align
the
flat spot in the center of the impeller
with the flat spot on the pump shaft. Bend back
the impeller blades nearest the cam and push the
impeller onto the shaft.
Do
not remove the factory
coating of oil from the new impeller before
installing.
(Step 9)-
26
Redistribution or publication of this document,
by any means, is strictly prohibited.
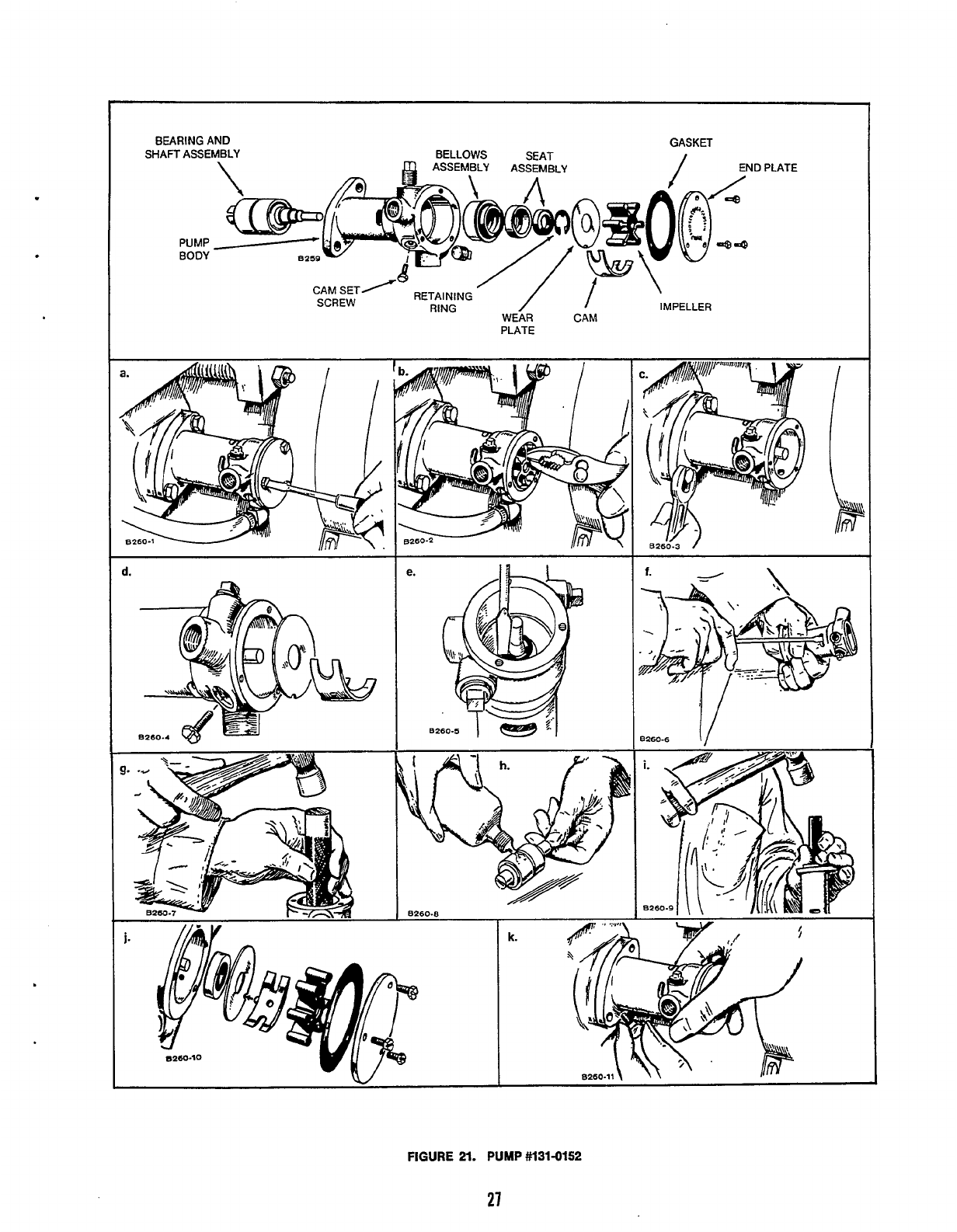
BEARING AND GASKET
SHAFT
ASSEMBLY BELLOWS SEAT
PUMP
/-
BODY
SCREW
d.
RETAINING
RING
WEAR CAM
PLATE
e.
6260.10
8260-8
IMPELLER
f.
--\
8260-6
I/
FIGURE
21.
PUMP
M31-0152
27
Redistribution or publication of this document,
by any means, is strictly prohibited.
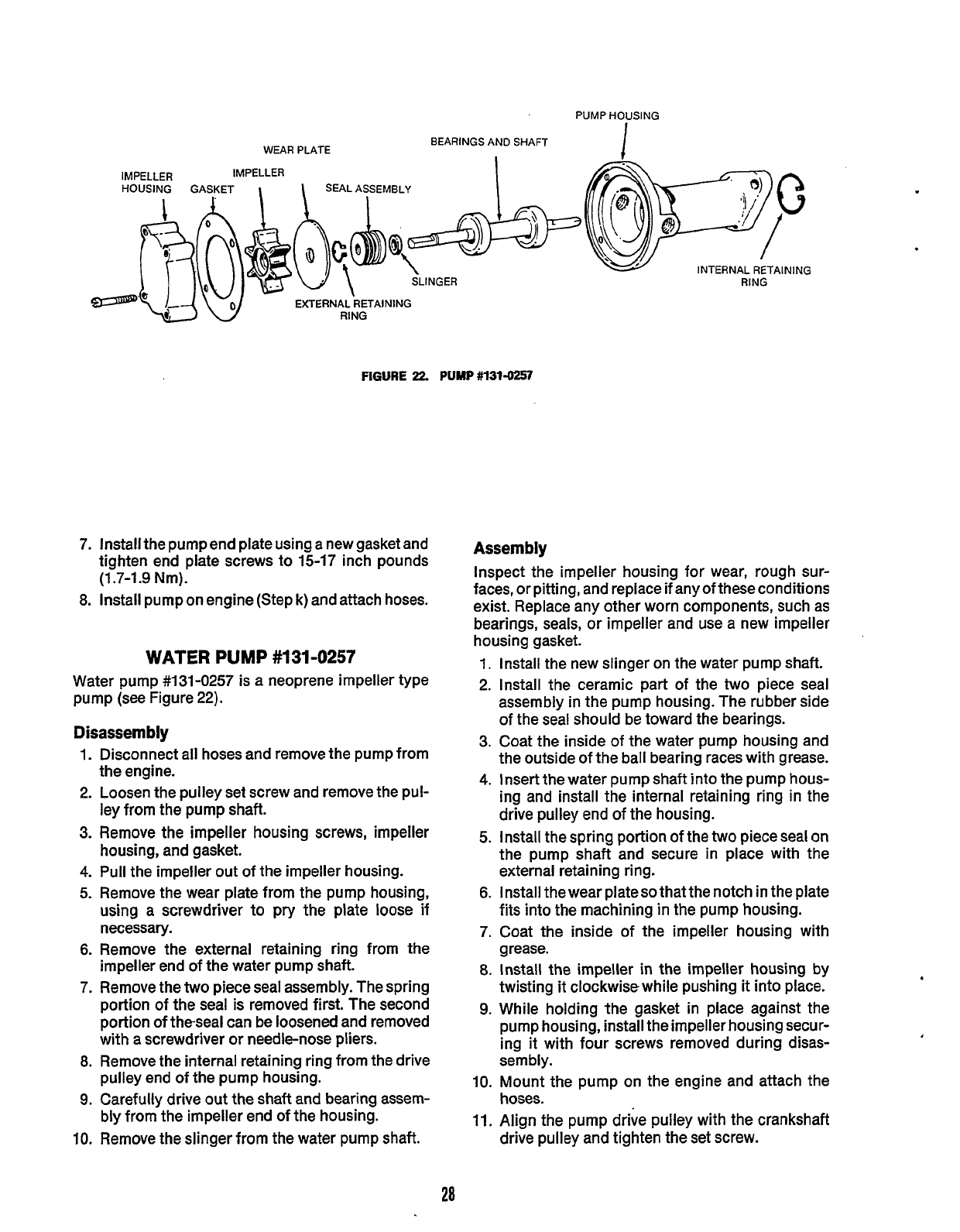
WEAR PLATE
PUMP HOUSING
I
BEARINGS AND SHAFT
IMPELLER IMPELLER
HOUSING GASKET SEAL ASSEMBLY
INTERNAL RETAINING
RING
EXTERNAL RETAINING
RING
7.
8.
FlGURE
22.
PUMPWE319257
Install the pump end plate using a new gasket and
tighten end plate screws to
15-17
inch pounds
(1
-7-1.9 Nm).
Install pump on engine (Step k) and attach hoses.
Assembly
Inspect the impeller housing for wear, rough sur-
faces, or pitting, and replace if any of these conditions
exist. Replace any other worn components, such as
bearings; seals, dr impeller and use a new impeller
housing gasket.
1.
Install the new slinaer on
the
water Dump shaft.
WATER
PUMP
#131-0257
Water pump
#131-0257
is a neoprene impeller type
pump (see Figure
22).
Disassembly
1. Disconnect all hoses and remove the pump from
the engine.
2.
Loosen the pulley set screw and remove the pul-
ley
from the pump shaft.
3.
Remove the impeller housing screws, impeller
housing, and gasket.
4.
Pull
the impeller out of the impeller housing.
5.
Remove the wear plate from the pump housing,
using a screwdriver
to
pry the plate loose if
necessary.
6.
Remove the external retaining ring from the
impeller end
of
the water pump shaft.
7.
Remove the
two
piece seal assembly. The spring
portion of the seal is removed first. The second
portion
of
theseal can be loosened and removed
with a screwdriver or needle-nose pliers.
8. Remove the internal retaining ring from the drive
pulley end of the pump housing.
9.
Carefully drive out the shaft and bearing assem-
bly from the impeller end
of
the housing.
10.
Remove the slinger from the water pump shaft.
1
..
2.
Install the ceramic part of the two piece seal
assembly
in
the
pump housing. The rubber side
of the seal should be toward the bearings.
3.
Coat the inside of the water pump housing and
the outside
of
the ball bearing races with grease.
4.
Insert the water pump shaft into the pump hous-
ing and install the internal retaining ring in the
drive pulley end of the housing.
5. Install the spring portion of
the
two
piece seal on
the pump shaft and secure in place with the
external retaining ring.
6.
Install the wear plate
so
that the notch in the plate
fits into the machining in the pump housing.
7.
Coat the inside of the impeller housing with
grease.
8.
Install the impeller
in
the impeller housing by
twisting it clockwise while pushing
it
into place.
9.
While holding the gasket in place against the
pump housing, install the impeller housing secur-
ing it with four screws removed during disas-
sembly.
10.
Mount the pump on the engine and attach the
hoses.
11.
Align the pump drive pulley with the crankshaft
drive pulley and tighten the set screw.
28
Redistribution or publication of this document,
by any means, is strictly prohibited.
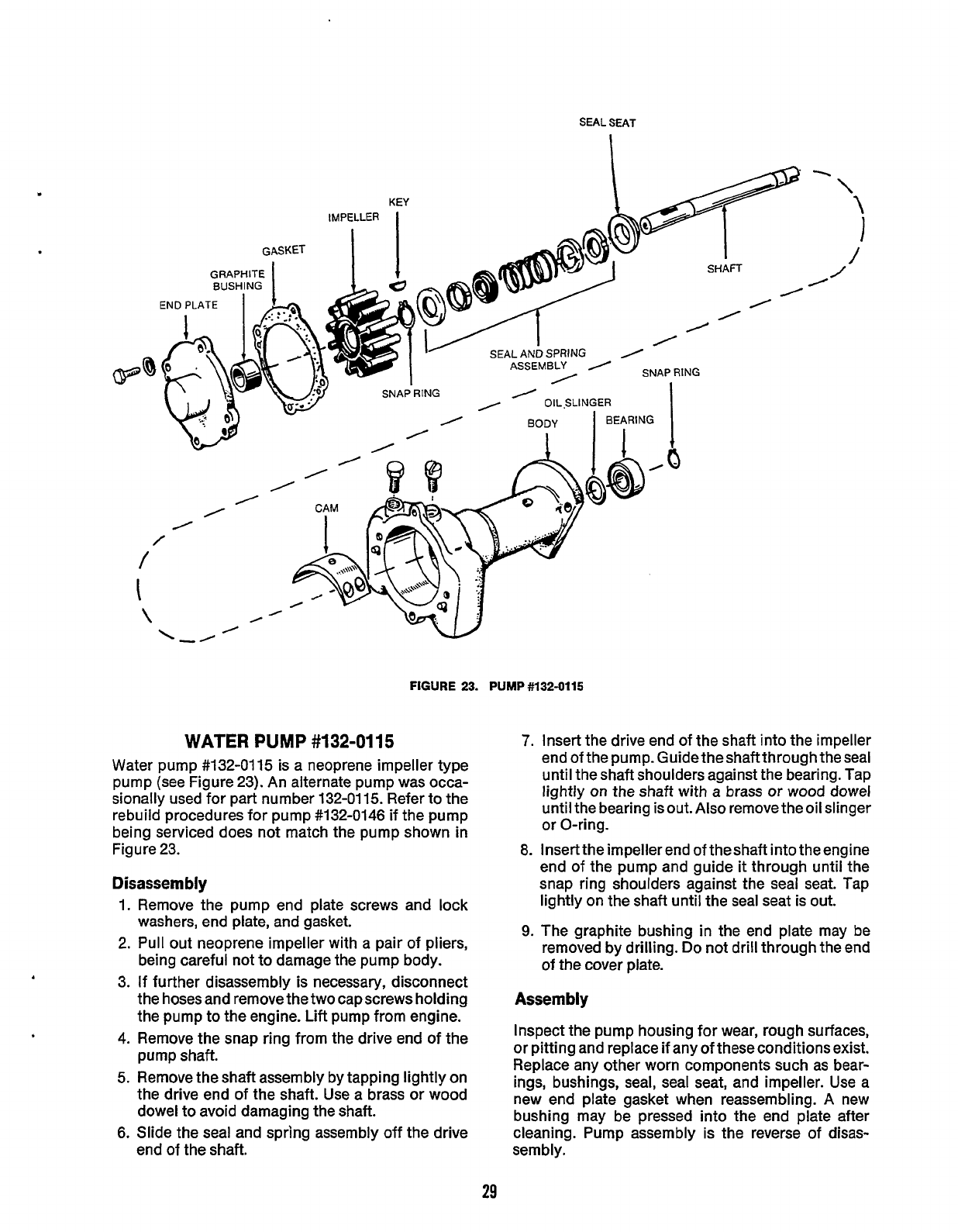
SEAL
SEAT
FIGURE
23.
PUMP
M32-0115
WATER
PUMP
#132-0115
Water pump #132-0115 is a neoprene impeller type
pump (see Figure 23). An alternate pump was occa-
sionally used for part number 132-0115. Refer to the
rebuild procedures for pump #132-0146 if the pump
being serviced does not match the pump shown
in
Figure 23.
Disassembly
1.
2.
3.
4.
5.
6.
Remove the pump end plate screws and lock
washers, end plate, and gasket.
Pull out neoprene impeller with a pair of pliers,
being careful not to damage the pump body.
If further disassembly is necessary, disconnect
the hoses and remove
the
two capscrews holding
the pump to the engine. Lift pump from engine.
Remove the snap ring from
the
drive end of the
pump shaft.
Remove the shaft assembly by tapping lightly on
the
drive end of the shaft. Use a brass or wood
dowel to avoid damaging the shaft.
Slide the seal and spring assembly off the drive
end
of
the shaft.
7. Insert the drive end of the shaft into
the
impeller
end
ofthepump.Guidetheshaftthroughthesea1
until the shaft shoulders against the bearing. Tap
lightly
on
the shaft with
a
brass
or
wood dowel
until the bearing isout.
Also
remove theoil slinger
or O-ring.
8.
Insert the impeller end of theshaft into the engine
end of the pump and guide
it
through until the
snap ring shoulders against the seal seat. Tap
lightly on the shaft until
the
seal seat is out.
9.
The graphite bushing in
the
end plate may be
removed by drilling.
Do
not drill through the end
of the cover plate.
Assembly
Inspect the pump housing for wear, rough surfaces,
or pitting and replace if any of these condition sexist.
Replace any other worn components such as bear-
ings, bushings, seal, seal seat, and impeller. Use a
new end plate gasket when reassembling.
A
new
bushing may be pressed into the end plate after
cleaning. Pump assembly is the reverse of disas-
sembly.
29
Redistribution or publication of this document,
by any means, is strictly prohibited.
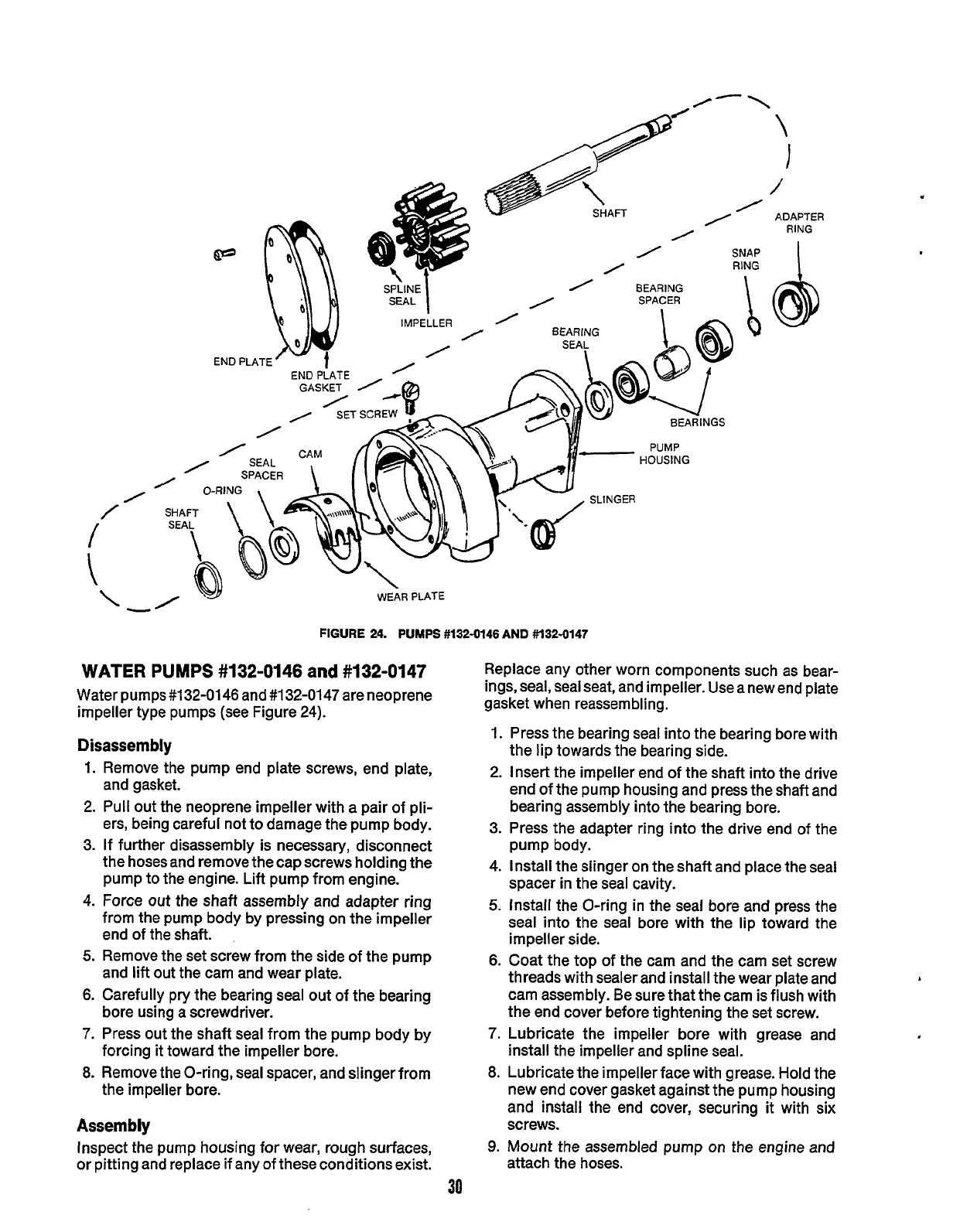
ADAPTER
RING
/
/
SHAFT
/
1
I
SNAP
RING
I
/
/
1
SPLINE
/
BEARING
SPACER
SEAL
b
IMPELLER
WEAR PLATE
FIGURE
24.
PUMPS
#132-0146
AND
M32-0147
WATER
PUMPS
#132-0146
and
#132-0147
Replace any other worn components such as bear-
ings, seal, seal seat, and impeller. Use a new end plate
gasket when reassembling.
Water pumps
#132-0146
and
#132-0147
are neoprene
impeller type
pumps
(see Figure
24).
Disassembly
1.
Remove the pump end plate screws,
end
plate,
and gasket.
2.
Pull
out the neoprene impeller
with
a pair of
pli-
ers, being careful not to damage the
pump
body.
3.
If
further disassembly
is
necessary, disconnect
the hoses and remove the cap screws holding the
pump
to the engine.
Lift
pump
from engine.
4.
Force out
the
shaft assembly and adapter ring
from the
pump
body
by
pressing on the impeller
end of the shaft.
5.
Remove the
set
screw from the side of the
pump
and
lift
out
the
cam and wear plate.
6. Carefully
pry
the bearing seal out of the bearing
bore
using
a screwdriver.
1.
Press the bearing seal into the bearing bore
with
the
lip
towards the bearing side.
2.
Insert the impeller end of the shaft into the drive
end of the
pump
housing and
press
the shaft and
bearing assembly into the bearing bore.
3.
Press the adapter
ring
into the drive end of the
pump
body.
4.
Install the slinger on the shaft and place the seal
spacer
in
the seal cavity.
5.
Install the O-ring
in
the seal bore and press the
seal into the seal bore
with
the
lip
toward the
impeller side.
6.
Coat the top of the cam and the cam set screw
threads with sealer and install the wear plate and
cam assembly. Be
sure
that the cam
is
flush
with
the end cover before tightening the set screw.
7.
Press out the shaft seal from the
pump
body
by
8.
Remove the O-ring, seal spacer, and slinger from
Assembly
screws.
Inspect the
pump
housing for wear, rough surfaces,
or
pitting
and replace
if
any of these conditions exist.
7.
Lubricate the impeller bore with grease and
install the impeller and spline seal.
8.
Lubricate the impeller face with grease. Hold the
new
end
cover gasket against the
pump
housing
and install the end cover, securing
it
with
six
9.
Mount the assembled
pump
on
the
engine and
forcing it toward the impeller bore.
the
impeller bore.
attach the hoses.
30
Redistribution or publication of this document,
by any means, is strictly prohibited.
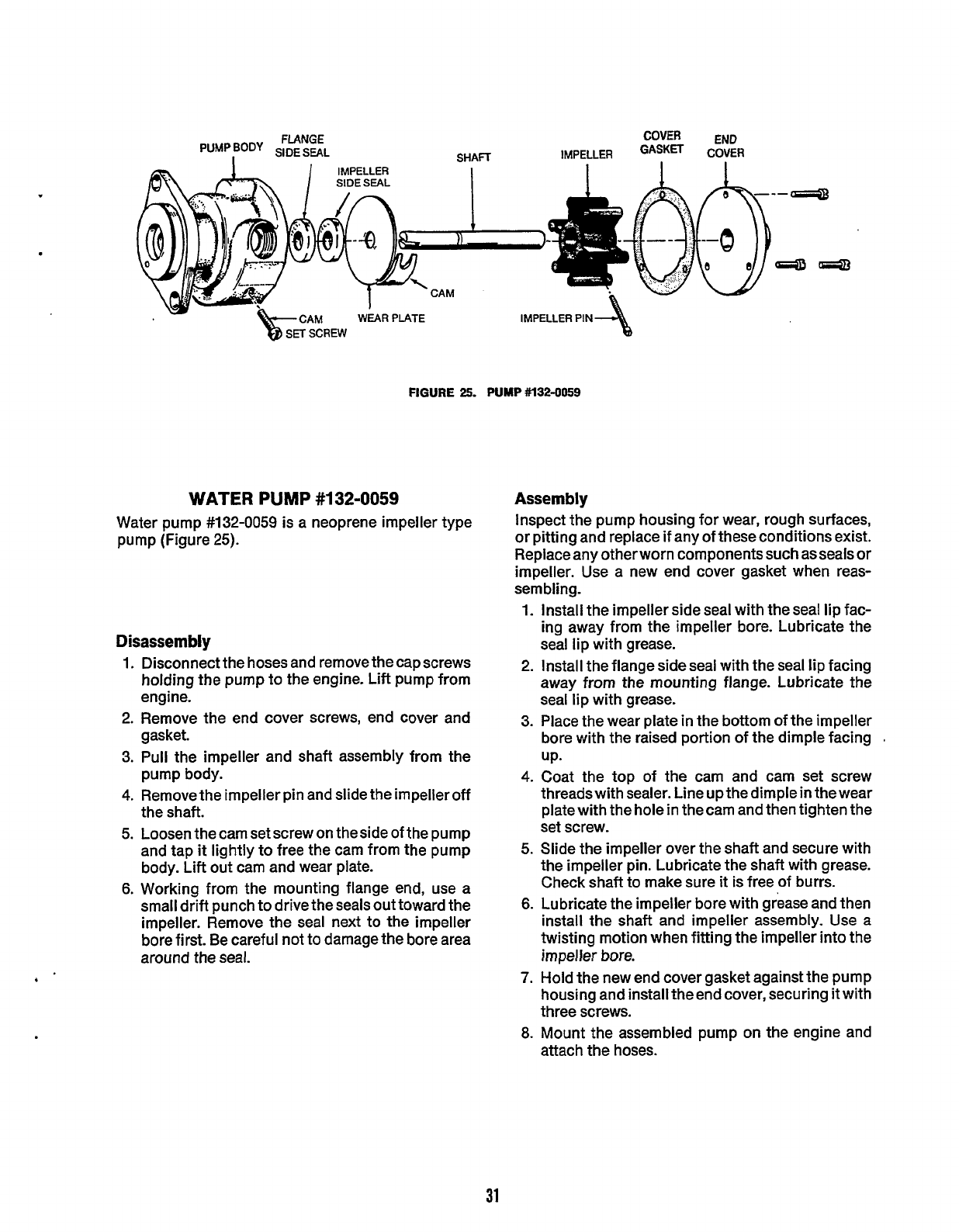
FLANGE
PUMP!oDY
SIDESEAL
SHAFT
IMPELLER
PIN
FIGURE
25.
PUMP
M32-0059
WATER
PUMP
#132-0059
Water pump #132-0059
is
a
neoprene impeller type
pump (Figure
25).
Disassembly
1.
Disconnect the
hoses
and remove the cap screws
holding the pump
to
the engine.
Lift
pump from
engine.
2.
Remove
the
end cover screws, end cover and
gasket.
3.
Pull the impeller and shaft assembly from
the
pump body.
4.
Remove
the
impeller pin and
slide
the impeller
off
the
shaft.
5.
Loosen
the
cam
set
screw on theside
of
the pump
and tap
it
lightly
to
free the cam from the pump
body. Lift out cam and wear plate.
6.
Working from the mounting flange
end,
use
a
small drift punch
to
drive the
seals
out toward the
impeller. Remove
the
seal
next
to
the
impeller
bore
first.
Be
careful
not
to
damage the bore
area
around the seal.
Assembly
Inspect the pump housing for wear, rough
surfaces,
or pitting and replace
if
any
of
these conditions
exist.
Replaceany otherworn components such
asseals
or
impeller.
Use
a
new end cover gasket when reas-
sem bling.
1.
Install the impeller
side
seal
with theseal lip
fac-
ing away from the impeller bore. Lubricate the
seal
lip with grease.
2.
Install
the
flange
side
seal
with
the
seal
lip facing
away from the mounting flange. Lubricate the
seal
lip with grease.
3.
Place
the
wear plate in the bottom
of
the
impeller
bore with
the
raised portion
of
the dimple facing
UP.
4.
Coat
the top
of
the cam and cam
set
screw
threads with sealer. Line up
the
dimple in
the
wear
plate with
the
hole in the cam and then tighten
the
set screw.
5.
Slide
the impeller over the shaft and secure with
the impeller pin. Lubricate the shaft with grease.
Check shaft
to
make sure
it
is
free
of
burrs.
6.
Lubricate the impeller bore with grease and then
install
the
shaft and impeller assembly.
Use
a
twisting motion when fitting the impeller into the
impel
ier
bore.
7.
Hold the new end cover gasket against the pump
housing and install theend cover, securing
it
with
three screws.
8.
Mount the assembled pump on the engine and
attach the hoses.
31
Redistribution or publication of this document,
by any means, is strictly prohibited.
COOLING
SYSTEM HOSES
Leakage is the most common cooling system trouble.
Besides losing coolant, leaks may also admit air. This
can result in premature failure of the water pump
impeller.
Test all hoses by squeezing and replace any that have
become cracked and brittle or overly
soft.
Verify that
all clamps and connections are tight and check for
leakage. White, rusty, or colored stains indicate
points of previous leakage.
With the generator set running, observe the water
that is discharged from
the
exhaust outlet.* The
presence of air bubbles indicates that air is being
admitted into the sea water system. Tighten all hose
connections as required.
'Cannot
be
observed
if
Aqualifl
muffler
is
used.
EXHAUST
SYSTEM HOSES
Inspect all exhaust system hoses for leaks and
replace any hoses that are cracked and brittle or
overly soft. Rubber hose should be used only in the
water cooled sections of theexhaust. When replacing,
use only rubber hose designed and approved for
marine exhaust use. Provide adequate support for
rubber hose to prevent sagging, bending, and form-
ation of water pockets. Automotive type tail pipe
hangers should be used to prevent vibration from
being transmitted to the hull. Use two hose clamps,
having a minimum width of 1/2 inch (12.7 mm), at
each end of the hose.
inhalation
of
exhaust gases might
result in serious personal
injury
or
death.
Do
not make any sharp bends
in
rubber
exhaust hose when instaiiing as It might cause hose
failure and gas leakage.
The exhaust line should be at least as large as the
engine exhaust outlet and increased one pipe size for
each ten feet of length.
Inhalation
of
exhaust gases might
result in serious personal injury or
death. Pipe exhaust oufside the hull and do
NOT
terminate exhaust pipe nearany window
or
bulkhead
door openings.
ENGINE WATER
JACKET
AND
CYLINDER
HEAD
External coolant leakage may occur at any of the
joints in the engine water jacket such as the drain
plugs, core hole plugs, or cylinder head joints. Since
expansion or contraction can aggravate leakage, the
block should be inspected both hot and cold while
the engine is running.
Internal leakage occurs when coolant passes into the
engin'e oil through a loose cylinder head joint, worn
water pump shaft seal, or a cracked or porous cast-
ing. The leakage is not visible but can causeextensive
damage to the engine. The coolant mixes with the oil
to form sludge which causes lubrication failure.
Heavy sludge accumulations followed by sticking
piston rings, valves, and valve lifters are symptomsof
internal leakage.
Sometimes internal leaks aretight enough to prevent
coolant leakage but permit exhaust gases to enter the
cooling system. The exhaust gases dissolve in the
coolant, depleting the rust inhibitors and forming
acid which causes corrosion.
A
leaking water pump shaft seal can allow water to
enter
the
crankcase on J-series engines with water
pump #132-0147. Refer to
WATER
PUMP
REPAIR
section for pump repair procedure.
DRIVE BELTS
A V-belt
is
used to drive all captive water system
pumps. Belt tension is adjusted by changing the posi-
tion
of
the pump.
inspect the belt periodically and replace if worn or
glazed. Also check to see if the pulleys are properly
aligned and if the belt tension is sufficient.
To adjust the belt, remove the belt guard and loosen
the water pump mounting bolts.Slide the pump back
and forth in the mounting base slots until the correct
belt tension is obtained. There should be a 1/2 inch
(12.7 mm) deflection when a
15
Ib
(67
N)
force
is
applied at the midpoint of the belt. Tighten the mount-
ing bolts when the correct tension is reached and
reinstall the belt guard.
EXPANSION TANK
An expansion tank
is
required with heat exchanger
and keel cooler cooling to allow for coolant expan-
sion and to provide for separation of air from the
coolant. With front-mount heat exchangers and keel
coolers a separate expansion tank is required. With
side mount heat exchangers the expansion tank is an
integral part of
the
heat exchanger. A pressure cap is
fitted to the top of the tank to maintain system
pressure.
32
Redistribution or publication of this document,
by any means, is strictly prohibited.
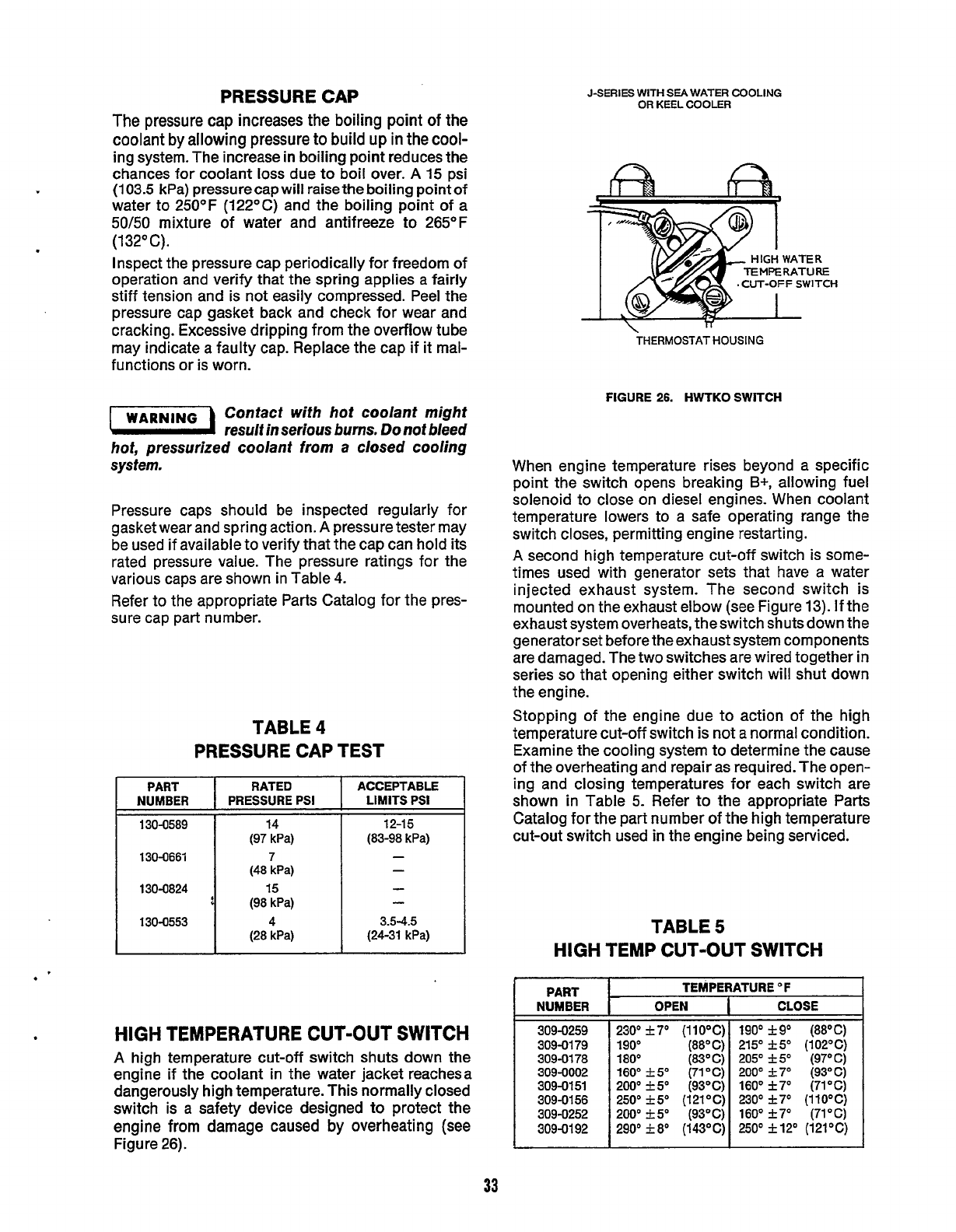
PRESSURECAP
The
pressure
cap
increases
the boiling point
of
the
coolant
by
allowing
pressure
to
build
up in
the
cool-
ing system. The increase in boiling point reduces the
chances for coolant loss due to boil over.
A
15
psi
(103.5
kPa) pressurecap
will
raisethe boiling pointof
water to
250°F
(122OC) and the boiling point of a
50/50
mixture
of
water and antifreeze to 265°F
(132OC).
Inspect the pressure cap periodically for freedom of
operation and verify that the spring applies a fairly
stiff tension and is not easily compressed. Peel the
pressure cap gasket back and check for wear and
cracking. Excessive dripping from the overflow tube
may indicate a faulty cap. Replace the cap if
it
mal-
functions or is worn.
PART RATED
NUMBER PRESSURE PSI
130-0589 14
130-0661
7
130-0824
15
130-0553 4
(97 kPa)
(48 kPa)
1
(98 kPa)
(28 kPa)
JSERlES
WITH
SEA
WATER
COOLING
OR
KEEL
COOLER
ACCEPTABLE
LIMITS
PSI
(83-98 kPa)
1
2-1
5
-
-
-
-
3.5-4.5
(24-31 kPa)
Contact with hot coolant might
result in serious
bums.
Do
not bleed
hot, pressurized coolant from a closed cooling
system.
PART
NUMBER
309-0259
309-0179
309-0178
309-0002
309-0151
309-0156
309-0192
309-0252
Pressure caps should be inspected regularly for
gasketwear and spring action.
A
pressure tester may
be used if available to verify that the cap can hold its
rated pressure value. The pressure ratings for
the
various caps are shown in Table
4.
Refer to the appropriate Parts Catalog for the pres-
sure cap part number.
TEMPERATURE
OF
OPEN
CLOSE
230'
f7"
(110°C) 190' f9' (88°C)
190' (88OC) 215"
f5"
(102OC)
180" (83°C) 205"
25"
(97°C)
160"
f5"
(71'C) 200" -1-7' (93°C)
200'
25'
(93°C) 160" 57' (71°C)
250'
f5'
(121°C) 230' -1-7" (110°C)
290" 18" (143°C)
250"
f12" (121°C)
200'
f5"
(93'C)
160"
f7' (71°C)
HIGH
TEMPERATURE CUT-OUT
SWITCH
A
high temperature cut-off switch shuts down the
engine if the coolant in the water jacket reachesa
dangerously high temperature. This normally closed
switch is
a
safety device designed
to
protect the
engine from damage caused
by
overheating (see
Figure
26).
UT-OFF
SWITCH
THERMOSTAT
HOUSING
FIGURE
26.
HWTKO
SWITCH
When
engine
temperature rises beyond a specific
point the switch opens breaking
B+,
allowing fuel
solenoid to close on diesel engines. When coolant
temperature lowers to a safe operating range the
switch closes, permitting engine restarting.
A
second high temperature cut-off switch is some-
times used with generator sets that have a water
injected exhaust system. The second switch
is
mounted on the exhaust elbow (see Figure
13).
If the
exhaust system overheats, theswitch shutsdown the
generator set before the exhaust system components
are damaged. The two switches are wired together in
series
so
that opening either switch will shut down
the engine.
Stopping of the engine due to action of the high
temperature cut-off switch is not
a
normal condition.
Examine the cooling system to determine the cause
of the overheating and repair as required. The open-
ing and closing temperatures for each switch are
shown in Table
5.
Refer to the appropriate
Parts
Catalog for the part number
of
the high temperature
cut-out switch used
in
the engine being serviced.
TABLE
5
HIGH
TEMP
CUT-OUT SWITCH
33
Redistribution or publication of this document,
by any means, is strictly prohibited.
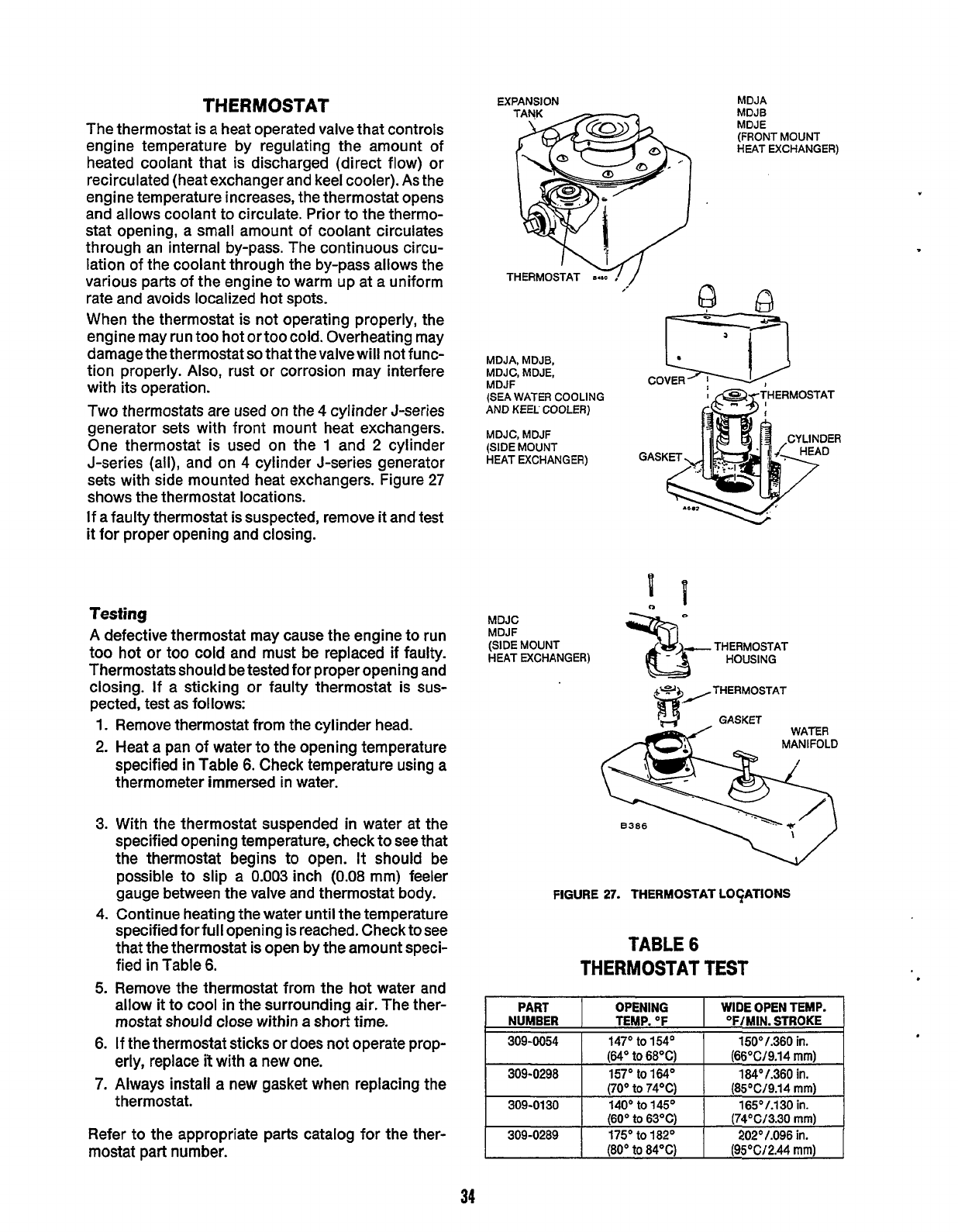
THERMOSTAT
The thermostat is a heat operated valve that controls
engine temperature by regulating the amount of
heated coolant that is discharged (direct flow) or
recirculated (heat exchanger and keel cooler).
As
the
engine temperature increases, the thermostat opens
and allows coolant to circulate. Prior to
the
thermo-
stat opening, a small amount of coolant circulates
through an internal by-pass. The continuous circu-
lation of the coolant through the by-pass allows the
various parts of the engine to warm up at a uniform
rate and avoids localized hot spots.
When the thermostat is not operating properly, the
engine may run too hot or too cold. Overheating may
damage the thermostat
so
that
the
valvewill not func-
tion properly.
Also,
rust or corrosion may interfere
with its operation.
Two
thermostats are used
on
the
4
cylinder J-series
generator sets with front mount heat exchangers.
One thermostat is used on the
1
and
2
cylinder
J-series (all), and on
4
cylinder J-series generator
sets with side mounted heat exchangers. Figure
27
shows the thermostat locations.
If a faulty thermostat is suspected, remove
it
and test
it
for proper opening and closing.
PART
OPENING
NUMBER TEMP.
OF
309-0054 147'
to
154'
164'
to
68OCI
Testing
A
defective thermostat may cause the engine to run
too hot or too cold and must be replaced if faulty.
Thermostats should be tested for proper opening and
closing. If a sticking or faulty thermostat is sus-
pected, test as follows:
WIDE
OPEN TEMP.
'F/MIN.
STROKE
150'/.360
in.
(66OC19.14
mml
1.
2.
3.
4.
5.
6.
7.
309-0130
I
140'
to
145'
Remove thermostat from the cylinder head.
Heat a pan of water
to
the opening temperature
specified in Table
6.
Check temperature using a
thermometer immersed in water.
165'/.130
in.
With the thermostat suspended
in
water at the
specified opening temperature, check to see that
the thermostat begins to open.
It
should be
possible to slip a 0.003 inch
(0.08
mm) feeler
gauge between the valve and thermostat body.
Continue heating the water until the temperature
specified for full opening is reached. Check to see
that the thermostat is open by the amount speci-
fied in Table
6.
Remove
the
thermostat from the hot water and
allow it to cool
in
the surrounding air. The ther-
mostat should close within a
short
time.
If the thermostat sticks
or
does not operate prop-
erly, replace
i€
with
a
new one.
Always
install a new gasket when replacing the
thermostat.
309-0289
Refer to the appropriate parts catalog for the ther-
mostat part number.
(60'
to
63'C) (74OC13.30
mm)
175"
to
182'
(80'
to
84'C) (95OC12.44
mm)
202'/.096
in.
EXPANSION MDJA
MDJB
MDJE
(FRONT MOUNT
HEAT EXCHANGER)
%,THERMOSTAT
EXPANSION MDJA
MDJB
MDJE
(FRONT MOUNT
HEAT EXCHANGER)
MDJA, MDJE.
MDJC, MDJE,
MDJF
(SEA WATER COOLING
AND KEEL' COOLER)
MDJC, MDJF
(SIDE MOUNT
HEAT EXCHANGER)
"'
&
COVER
.
,
R
GAS
MDJC
MDJF
(SIDE MOUNT
HEAT EXCHANGER)
%,THERMOSTAT
WATER
v
FIGURE
27.
THERMOSTAT LO$ATIONS
TABLE
6
THERMOSTAT TEST
I
309-0298
I
157°t01640
I
184'1.360in.
I
34
Redistribution or publication of this document,
by any means, is strictly prohibited.
MARINE
MUFFLERS
A
marine muffler
is
used to silence the generator set.
Some mufflers have an integral water injection inlet,
while others arecooled
by
waterthrough theexhaust
line.
Placement of the muffler in the exhaust line depends
on
the type
of
muffler used. Usually some tailpipe
is
left
to
improve silencing. Refer to the manufacturer’s
installation instructions if the muffler does not func-
tion properly.
All
mufflers must be well supported, and
in
the case of
a
neoprene muffler, completely separated from the
hull
of
the boat. If a neoprene muffler touches the
vessel.
it
increases exhaust noise.
Donotuse themanifoldas a muffler
support because it puts excessive
strain on the connecting exhaust line and can cause it
to break
or
leak, resulting in the escape of deadly
exhaust gases.
35
Redistribution or publication of this document,
by any means, is strictly prohibited.
Fuel
System
FUEL
RECOMMENDATIONS
Fill the fuel tank with a good quality fuel obtained
from a reputable supplier. The quality of fuel used is
important in obtaining dependable performance and
satisfactory engine life. Fuels must be clean, com-
pletely distilled, well refined, and non-corrosive to
fuel system parts.
wARNING
Fuel vapors create fire and explo-
i
sion hazards which might result in
severe personal injury
or
death.
Do
not add gasoline,
gasohol,
or
alcohol to diesel fuel.
Do
not permit any
flame, cigarette,
or
other igniter near the fuel system.
Due
fo
theprecise tolerances of die-
sel injection systems, it
is
extremely
important the fuel be kept clean and free of water. Dirt
or water in the system can cause severe damage to
both the injection pump and the injection nozzles.
Use ASTM2-D
(No.
2
Diesel)
or
ASTMl-D
(No.
1
Diesel) fuel with a minimum Cetane number
of
45*.
Number 2 diesel fuel gives the best economy and
performance under most operating conditions. At
temperatures below 32°F
(OOC),
Number
2-D
fuel
may pose operating problems. At colder tempera-
tures, use Number l-D fuel (if available)
or
use a
“winterized”Number2-D (a blend of Numberl-D and
Number 2-D). The blended fuel is normally called
Number 2-D also, but can be used
in
colder tempera-
tures than non “winterized” Number 2-D fuel.
Do
not add gasoline, gasohol,
or
alcohol
to
diesel fuel. Damage to
fuel injection sysfem
or
engine may result.
‘NOTE
Fuels with Cetane numbers higherthane, may beneeded
in higher altitudes or when extremely
low
ambient temperatures
are encountered
to
prevent
misfires
and resultant excessive
smoke.
-
Use
low
sulfur content fuel having a cloud point of at
least 10 degrees below the lowest expected fuel
temperature. Cloud point
is
the temperature at which
wax crystals begin to form in diesel fuel.
WARNING
Spilled fuel might ignite .and cause
I
serious personal injury
or
death.
Never fill fhe fuel tank when the engine
is
running.
Fuel leaks create fire and explosion
hazards which might result in severe
personal injury
or
death. Always use a length of flexi-
ble tubing between engine and the fuelsupply line
io
avoid line failure and leaks due to vibration. The fuel
system must meet applicable codes.
FUEL
SYSTEM
The fuel system consists of a sediment bowl, fuel
transfer pump, primary filter, secondary filter, injec-
tion pump, injectors, and the connecting fuel lines.
The fuel system, located on the service side
of
the
engine, uses a transfer pump to deliver fuel from the
tank to a high pressure injection pump at about 12 to
14
psi (83-97 kPa);
5-6
psi on MDJA (35-41 kPa). The
injection lines deliver fuel to the injectors at high
pressure and act as fuel distributors to the injectors.
The time interval between injection of individual
injectors is varied in the pump by enginespeed. From
the injection pump, metered fuel is forced through a
delivery valve to the injector lines at about 1900 psi
(13,110 kPa).
As
the cylinder air reaches about
1000°F
(538OC)
on the compression stroke, the injec-
tor sprays fuel into the hot compressed air where it
ignites. The delivery valve
in
the injection pump and a
pintle valve in the injector assist the precision timed
injection
of
fuel into the cylinder.
FILTER SYSTEM
The sediment bowl has a fine mesh screen which
blocks dirt and water entry into the transfer pump,
Figure
28,29.
The dirt and water remain in the sedi-
ment bowl which should be removed for cleaning as
required. The spin-on primary and secondary fuel
filters are replaceable units, that clean the fuel of
extrerney fine
particles
before
it
goes
to
the injection
Pump.
These filters are mounted on a common casting
which bolts to the
oil
fill tube. Positive filtration is
assured because theengine
will
not run if either filter
is loose or missing.
Average pore size
of
the second filter
is
0.0005
inch
(0.0127 mm) smaller than
the
first filter. This means
most particles escaping the first filter are trapped
in
the second filter.
36
Redistribution or publication of this document,
by any means, is strictly prohibited.
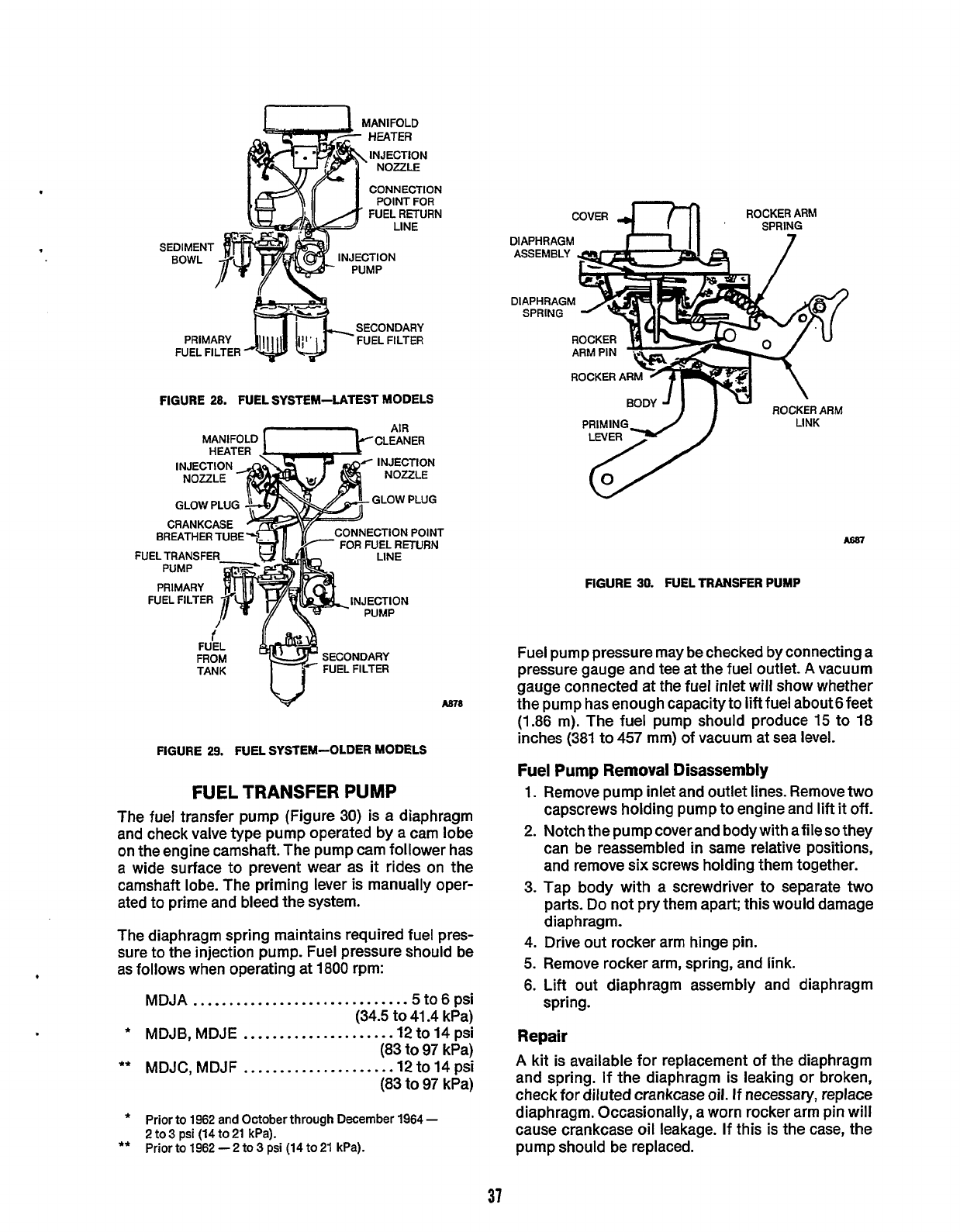
COVER
ROCKERARM
SPRING
SEDIMENT
BOWL
FIGURE
28.
FUEL SYSTEM-LATEST MODELS
AIR
FUEL
TRANSFE
f
SECONDARY
TANK
-
FUEL
FILTER
FIGURE
29.
FUEL SYSTEM-OLDER MODELS
m
FUEL TRANSFER
PUMP
The fuel transfer pump (Figure
30)
is a diaphragm
and check valve type pump operated by a cam lobe
on the engine camshaft. The pump cam follower has
a
wide surface to prevent wear as
it
rides on the
camshaft lobe. The priming lever is manually oper-
ated to prime and bleed
the
system.
The diaphragm spring maintains required fuel pres-
sure to the injection pump. Fuel pressure should be
as follows when operating at 1800 rpm:
MDJA
.............................
.5
to
6
psi
(34.5
to 41.4 kPa)
(83
to
97
kPa)
MDJC, MDJF
....................
.12 to 14 psi
(83
to
97
kPa)
.
MDJB, MDJE
....................
.12 to
14
psi
**
*
**
Prior to 1962
and
October through
December
1964
-
2
to3
psi
(14
to
21
kPa).
Prior
to
1962
-
2 to
3
psi
(14
to
21
kPa).
ROCKER
ARM
ROCKER
ARM
PRIMING^
LINK
A687
FIGURE
30.
FUEL
TRANSFER
PUMP
Fuel pump pressure may bechecked by connecting a
pressure gauge and tee at the fuel outlet.
A
vacuum
gauge connected at the fuel inlet will show whether
the pump has enough capacity to
lift
fuel about6feet
(1.86 m). The fuel pump should produce
15
to 18
inches (381 to 457 mm) of vacuum at sea level.
Fuel Pump Removal Disassembly
1.
Remove pump inlet and outlet lines. Remove
two
capscrews holding pump to engine and
lift
it
off.
2.
Notch the pump cover and body with afileso they
can be reassembled
in
same relative positions,
and remove six screws holding them together.
3.
Tap body with a screwdriver to separate
two
parts. Do not pry them apart; this would damage
diaphragm.
4.
Drive out rocker arm hinge pin.
5.
Remove rocker arm, spring, and link.
6.
Lift
out diaphragm assembly and diaphragm
Repair
A
kit is available for replacement
of
the diaphragm
and spring. If the diaphragm is leaking or broken,
check for diluted crankcase
oil.
If necessary, replace
diaphragm. Occasionally, a worn rocker arm pin will
cause crankcase oil leakage. If this is the case, the
pump should be replaced.
spring.
37
Redistribution or publication of this document,
by any means, is strictly prohibited.
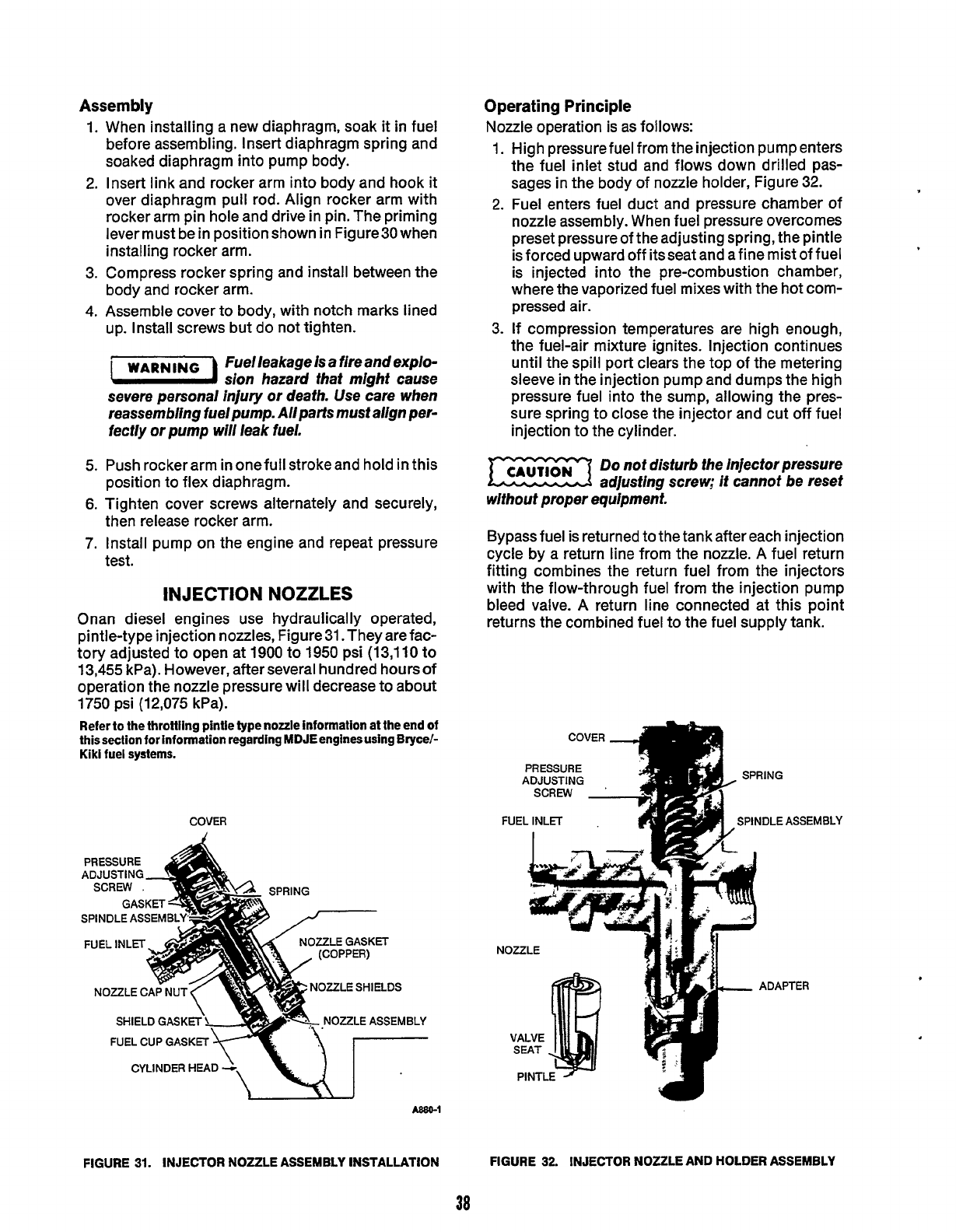
Assembly
1.
2.
3.
4.
5.
6.
7.
When installing a new diaphragm, soak it in fuel
before assembling. Insert diaphragm spring and
soaked diaphragm into pump body.
Insert link and rocker arm into body and hook it
over diaphragm pull rod. Align rocker arm with
rocker arm pin hole and drive in pin. The priming
lever must be in position shown in Figure30 when
installing rocker arm.
Compress rocker spring and install between the
body and rocker arm.
Assemble cover to body, with notch marks lined
up. Install screws but do not tighten.
Fuelleakageis a fireand expio-
n
sion hazard fhaf might cause
severe personal injury or death. Use care when
reassembling fuel pump. All parts must align per-
fecfly or pump will leak fuel.
Push rockerarm in onefull strokeand hold
in
this
position to flex diaphragm.
Tighten cover screws alternately and securely,
then release rocker arm.
Install pump on the engine and repeat pressure
test.
INJECTION NOZZLES
Onan diesel engines use hydraulically operated,
pintle-type injection nozzles, Figure 31. They are fac-
tory adjusted to open at 1900 to
1950
psi
(13,110
to
13,455
kPa). However, after several hundred hours of
operation the nozzle pressure will decrease to about
1750
psi
(1
2,075 kPa).
Refer to the throttling pintle type nozzle information at the end of
thissection for information regarding MDJEenginesusing Bryce/-
Kiki fuel systems.
COVER
PRESSURE
A&
GASKET
:
SPINDLE
ASSEMBLY
NOZZLE
CAP
NUT-(
7
SHIELD GASKET
f-
F
FUEL
CUP
GASKET
CYLINDER
HEAD
A,
7
\
Ul
A0aQ-j
FIGURE
31.
INJECTOR NOZZLE ASSEMBLY INSTALLATION
Operating Principle
Nozzle operation
is
as follows:
1.
2.
3.
High pressure fuel from the injection pump enters
the fuel inlet stud and flows down drilled pas-
sages in the body of nozzle holder, Figure 32.
Fuel enters fuel duct and pressure chamber of
nozzle assembly. When fuel pressure overcomes
preset pressure of the adjusting spring, the pintle
is forced upward off its seat and a fine mist of fuel
is injected into the pre-combustion chamber,
where
the
vaporized fuel mixes with the hot com-
pressed air.
If compression temperatures are high enough,
the fuel-air mixture ignites. Injection continues
until the spill port clears the top of the metering
sleeve in the injection pump and dumps the high
pressure fuel into
the
sump, allowing the pres-
sure spring to close the injector and cut off fuel
injection to the cylinder.
Do
not disfurb fhe injector pressure
adjusfing screw;
it
cannof be reset
without proper equipment.
Bypass fuel is returned to the tank after each injection
cycle by a return line from the nozzle. A fuel return
fitting combines the return fuel from the injectors
with the flow-through fuel from the injection pump
bleed valve. A return line connected at this point
returns the combined fuel to the fuel supply tank.
.
FIGURE
32.
INJECTOR NOZZLE AND HOLDER ASSEMBLY
38
Redistribution or publication of this document,
by any means, is strictly prohibited.

Nozzle
Spray
Pattern
A
nozzlesuspected of misfiring can bechecked in the
field by removing it
from
theengineand reconnecting
it to the high pressure line. Thespray pattern (Figure
33)
can be observed as the engine
is
cranked.
Fuel penetration
of
the skin might
-1
causesevere pe~onalinju~.
Do
not
let the nozzle high-pressure fuel spray against
skin
surfaces.
2
-.#
..a*.
\-
FIGURE
33.
NOZZLE SPRAY PATTERN
If streamers are visible, the pattern is badly distorted;
or if the nozzle drips before it reaches opening pres-
sure,
it
is defective and must be cleaned or replaced.
Cleaning
is
the most important part
of
nozzle maintenance. Make
sure the work area and equipment
are
exceptionally clean.
A
second method for identifying a misfiring nozzle is
to remove the exhaust manifold, run the engine, and
observe the exhaust ports for the following con-
ditions:
Heavy Load
-
Black smokey exhaust from any one
cylinder could indicate poor nozzle condition.
Light or No Load
-
Blue/white smoke from any one
cylinder could indicate poor nozzle condition.
Adjustment:
To adjust the opening pressure, remove
each nozzle from the engine. Remove the plug from
the center of the cap nut, and loosen the cap nut.
Install the nozzle to be tested on astatic-fuel, nozzle
testing fixture (may be purchased from Onan). Fol-
lowing the instructions on the tester, adjust theopen-
ing pressure to
1750
psi (12,075 kPa) by turning the
pressure; counterclockwise decreases
it.
Do
not try
to
adjust
the pressure without a testing fixture.
*
.
adjusting screw. Clockwise adjustment increases the
1.
Remove each nozzle assembly from engine and
remove fuel inlet and return lines.
2.
Clamp
nozzle
holder
body
in
a
vise
and
remove
nozzle cap nut and nozzle.
3.
Install nozzle cap nut loosely to protect lapped
surface
of
the
holder body.
4.
If necessary, to disassemble nozzle further,
reverse pressure adjusting screw and lift out
spring and spindle assembly.
Do
not
attempt
io
disassemble the
nozzles
or
adjust nozzle pressure
without the proper test equipment.
A
nozzle pressure
tester
is
essential to do a satisfactory
job.
The cleaning procedure (Figure
35)
is
extremely important when
disassembling injection equipment Always rinse in clean fuel
before
reassembling.
Injection
Nozzle
Tester
Testing and adjustment can be performed only with a
nozzle tester, Figure
34.
Do
not attempt to disassem-
ble the nozzles or adjust nozzle pressure without the
proper test equipment.
Opening pressure, leakage, and spray pattern can be
checked using the tester.
If
any of the above condi-
tions appear (except opening pressure), inspect the"
nozzle valve and seat with a magnifying glass for
erosion, scoring, etc. If cleaning with solvent does
not correct the condition, a new nozzle tip will be
required. The opening pressure can then be set and
spray pattern checked.
FIGURE
34.
INJECTION NOZZLE TESTER
Disassembly:
When removing and disassembling
nozzles, separate and label all components of each
nozzle. Never interchange components between
nozzles.
Neverusehard orsharp tools, emery
paper, grinding powder,
or
abras-
ives
of
any kind
on
nozzles or they may be damaged.
39
Redistribution or publication of this document,
by any means, is strictly prohibited.
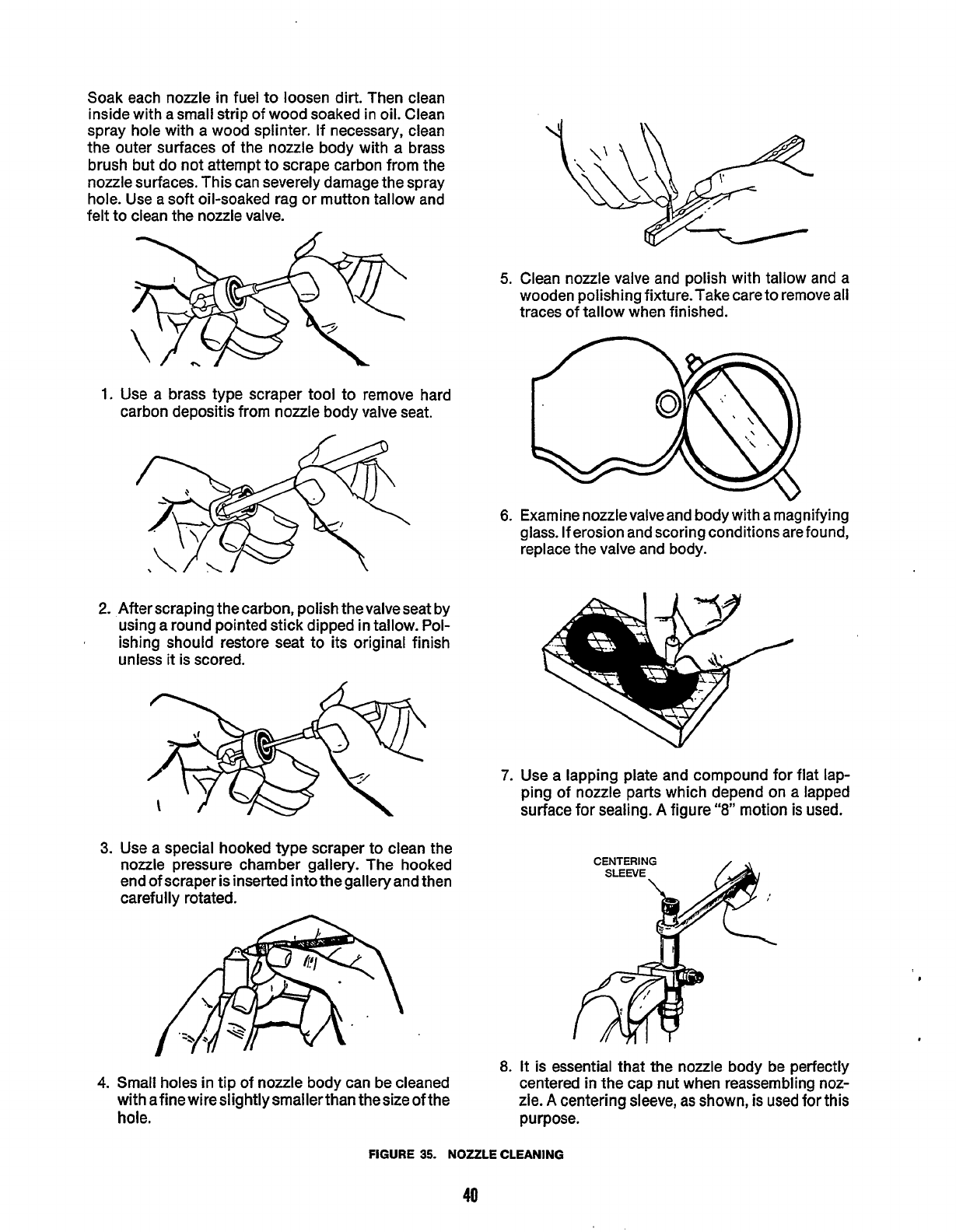
Soak each nozzle
in
fuel to loosen dirt. Then clean
inside with a small strip of wood soaked in oil. Clean
spray hole with a wood splinter. If necessary, clean
the outer surfaces of the nozzle body with a brass
brush but
do
not attempt to scrape carbon from the
nozzle surfaces. This can severely damage the spray
hole. Use a soft oil-soaked rag or mutton tallow and
felt to clean the nozzle valve.
1.
Use a brass type scraper tool to remove hard
carbon depositis from nozzle body valve seat.
2. After scraping thecarbon, polish the valve seat by
using a round pointed stick dipped in tallow.
Pol-
ishing should restore seat to its original finish
unless
it
is scored.
-
3.
Use a special hooked type scraper to clean the
nozzle pressure chamber gallery. The hooked
end of scraper is inserted into the gallery and then
carefully rotated.
4.
5.
Clean nozzle valve and polish with tallow and a
wooden polishing fixture. Take care to remove all
traces of tallow when finished.
6.
Examine nozzlevalveand body with a magnifying
glass. If erosion and scoring conditions are found,
replace the valve and body.
7.
Use a lapping plate and compound for flat lap-
ping of nozzle parts which depend on a lapped
surface for sealing. A figure
“8”
motion is used.
8.
It
is essential that the nozzle body be perfectly
centered in the cap nut when reassembling noz-
zle.
A
centering sleeve,
as
shown,
is
used for this
Small holes in tip of nozzle body can be cleaned
with
afinewireslightlysrnallerthan
thesizeofthe
hole.
purpose.
FIGURE
35.
NOZZLE CLEANING
40
Redistribution or publication of this document,
by any means, is strictly prohibited.
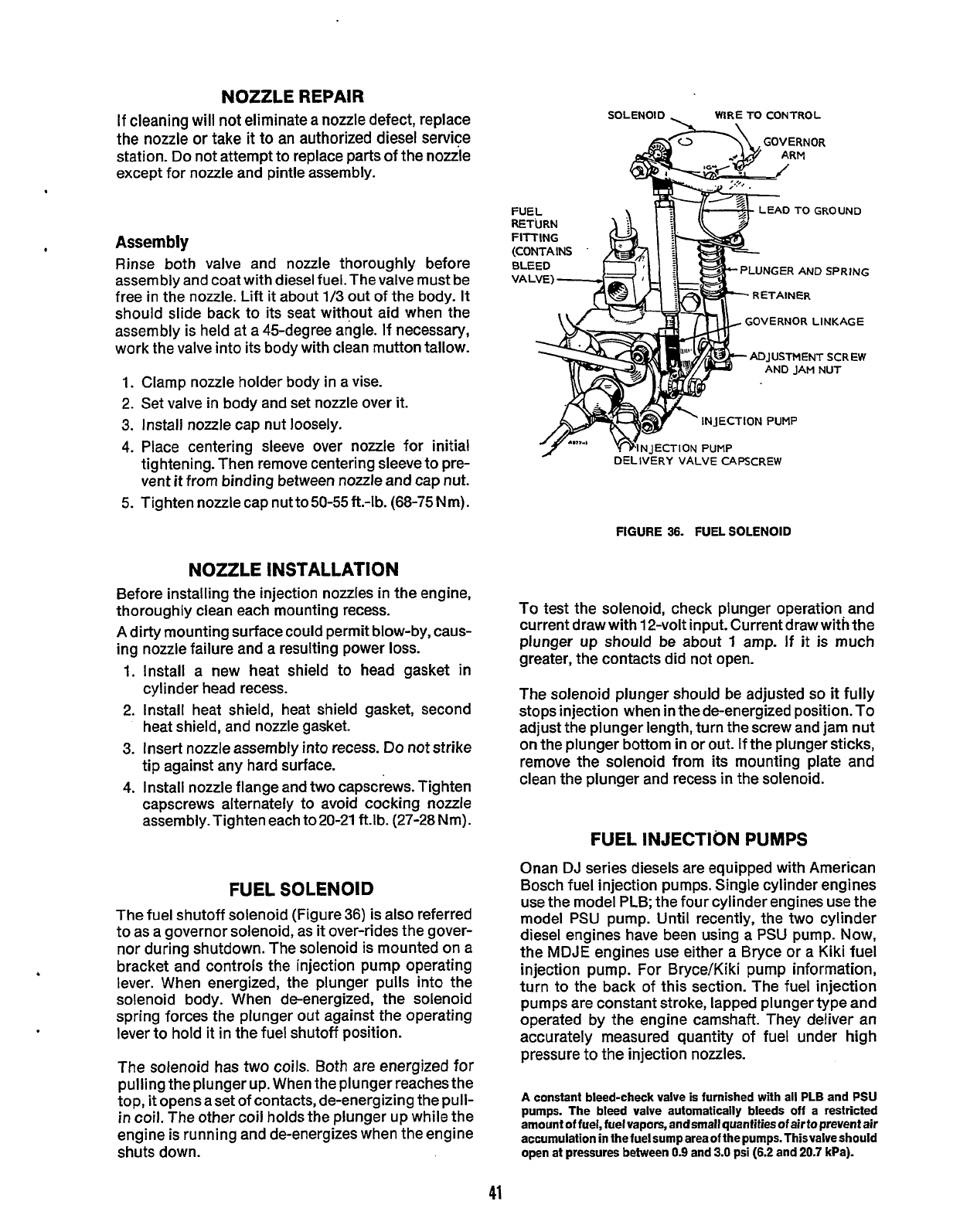
NOZZLE
REPAIR
If cleaning
will
not eliminate a nozzle defect, replace
the nozzle or take
it
to
an authorized diesel
service
station.
Do
not attempt to replace parts of the nozzle
except for nozzle and pintle assembly.
.
Assembly
Rinse both valve and nozzle thoroughly before
assembly and coat with diesel fuel. The valve must be
free in the nozzle.
Lift
it
about
1/3
out of the body.
It
should slide back to its seat with,out aid when the
assembly is held at a 45-degree angle. If necessary,
work the valve into its body with clean mutton tallow.
SOLENOID
.
WIRE
TO
CONTROL
1.
Clamp nozzle holder body in a vise.
2. Set valve in body and set nozzle over
it.
3.
Install nozzle cap nut loosely.
4. Place centering sleeve over nozzle for initial
tightening. Then remove centering sleeve to pre-
vent
it
from binding between nozzle and cap nut.
5.
Tighten nozzlecap nutto50-55ft.-lb. (68-75Nm).
FIGURE
36.
FUEL SOLENOID
NOZZLE INSTALLATION
Before installing the injection nozzles in the engine,
thoroughly clean each mounting recess.
A dirty mounting surface could permit blow-by, caus-
ing nozzle failure and a resulting power
loss.
1.
Install a new heat shield
to
head gasket in
cylinder head recess.
2. Install heat shield, heat shield gasket, second
heat shield, and nozzle gasket.
3.
Insert nozzle assembly into recess.
Do
not strike
tip against any hard surface.
4.
Install nozzle flange and two capscrews. Tighten
capscrews alternately to avoid cocking nozzle
assembly. Tighten each to 20-21
ftlb.
(27-28 Nm).
FUEL SOLENOID
The fuel shutoff solenoid (Figure
36)
is also referred
to as a governor solenoid, as
it
over-rides the gover-
nor during shutdown. The solenoid is mounted on a
bracket and controls the injection pump operating
lever. When energized, the plunger pulls into the
solenoid body. When de-energized, the solenoid
spring forces the plunger out against the operating
lever to hold
it
in the fuel shutoff position.
The solenoid has two
coils.
Both are energized
for
pulling the plunger up. When the plunger reaches the
top,
it
opens a set
of
contacts, de-energizing the pull-
in coil. The other coil holds the plunger up while the
engine is running and de-energizes when the engine
shuts down.
To
test the solenoid, check plunger operation and
current draw with 12-volt input. Current draw with the
plunger up should be about
1
amp. If
it
is much
greater, the contacts did not open.
The solenoid plunger should be adjusted
so
it
fully
stops injection when in the de-energized position. To
adjust the plunger length, turn thescrew and jam nut
on
the
plunger bottom
in
or out. If the plunger sticks,
remove the solenoid from its mounting plate and
clean the plunger and recess
in
the solenoid.
FUEL INJECTION
PUMPS
Onan
DJ
series diesels are equipped with American
Bosch fuel injection pumps. Single cylinder engines
use the model PLB;
the
four cylinder engines use the
model PSU pump. Until recently, the two cylinder
diesel engines have been using a
PSU
pump. Now,
the
MDJE
engines use either a Bryce or a Kiki fuel
injection pump. For Bryce/Kiki pump information,
turn to the back of this section. The fuel injection
pumps are constant stroke, lapped plunger type and
operated by the engine camshaft. They deliver an
accurately measured quantity of fuel under high
pressure to the injection nozzles.
A
constant bleed-check valve
is
furnished with all PLB and PSU
pumps. The bleed valve automatically bleeds
off
a restricted
amount
of
fuel,
fuel
vapors, and
small
quantifies
of
air
to
prevent air
accumulation
in
the
fuel
sump areaof
thepumps.1hisvalveshould
open at pressures between
0.9
and
3.0
psi
(6.2
and
20.7
kPa).
41
Redistribution or publication of this document,
by any means, is strictly prohibited.
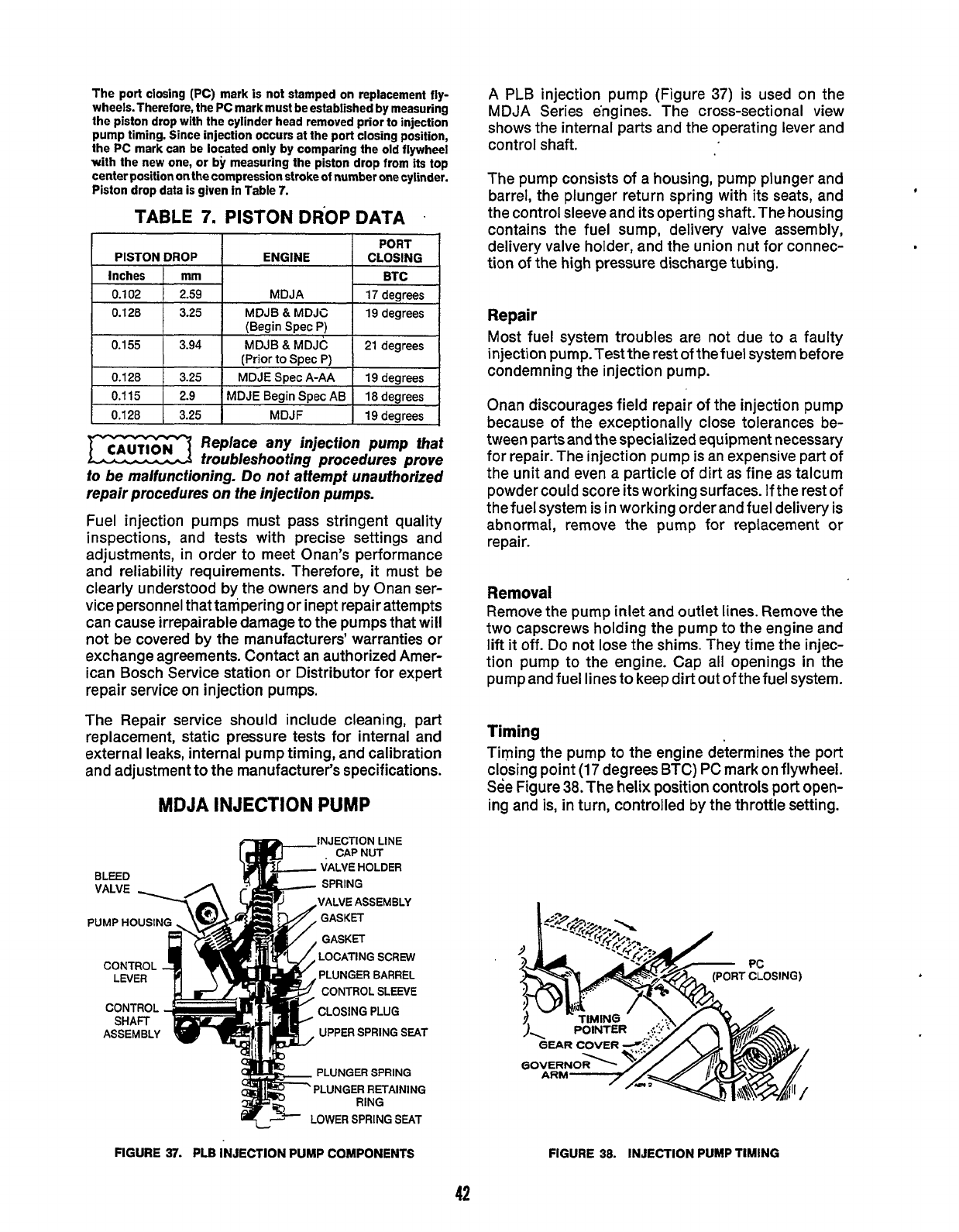
The port closing (PC) mark
is
not stamped on replacement fly-
wheels.Therefore, the PC markmust beestablished by measuring
the piston drop with the cylinder head removed prior
to
injection
pump timing. Since injection occurs at the port closing position,
the PC mark can be located only by comparing the old flywheel
with the new one, or
by
measuring the piston drop from its top
center position on the compression stroke
of
number one cylinder.
Piston drop data
is
given in Table
7.
PISTON
DROP
Inches
I
mm
TABLE
7.
PISTON
DROP
DATA
.
PORT
BTC
ENGINE CLOSING
0.155
0.102
I
2.59
I
MDJA
I
17degrees
0.128
I
3.25
I
MDJB
&
MDJC
I
19
degrees
-
(Begin Spec
P)
(Prior
to
Soec
P)
3.94
MDJB
&
MDJC
21
degrees
0.128
0.115
0.128
3.25
MDJE Spec A-AA
19
degrees
2.9
MDJE Begin Spec AB
18
degrees
3.25
MDJF
19
dearees
CAUT,ON
Replace any injection pump that
Ez3
troubleshooting procedures prove
to be malfunctioning.
Do
not attempt unauthorized
repair procedures
on
the injection pumps.
Fuel injection pumps must pass stringent quality
inspections, and tests with precise settings and
adjustments, in order to meet Onan’s performance
and reliability requirements. Therefore,
it
must be
clearly understood by the owners and by Onan ser-
vice personnel that tampering or inept repair attempts
can cause irrepairable damage to the pumps that will
not be covered by
the
manufacturers’ warranties or
exchange agreements. Contact an authorized Amer-
ican Bosch Service station or Distributor for expert
repair service on injection pumps.
The Repair service should include cleaning, part
replacement, static pressure tests for internal and
external leaks, internal pump timing, and calibration
and adjustment to the manufacturer’s specifications.
MDJA
INJECTION
PUMP
INJECTION
LINE
CAP
NUT
VALVE
HOLDER
SPRING
BLEED
VALVE
ASSEMBLY
PUMP
HOUSlN
GASKET
GASKET
LOCATING
SCREW
PLUNGER
BARREL
CONTROL SLEEVE
CLOSING PLUG
UPPER
SPRING
SEAT
PLUNGER
SPRING
PLUNGER RETAINING
RING
LOWER
SPRING
SEAT
A
PLB
injection pump (Figure
37)
is used on the
MDJA Series e’ngines. The cross-sectional view
shows the internal parts and the operating lever and
control shaft.
The pump consists of a housing, pump plunger and
barrel, the plunger return spring with its seats, and
the control sleeve and its operting shaft. The housing
contains the fuel sump, delivery valve assembly,
delivery valve holder, and the union nut for connec-
tion
of
the high pressure discharge tubing.
Repair
Most fuel system troubles are not due to a faulty
injection pump.Test the rest of
the
fuel system before
condemning the injection pump.
Onan discourages field repair of the injection pump
because of the exceptionally close tolerances be-
tween parts and the specialized equipment necessary
for repair. The injection pump is an expensive part
of
the unit and even a particle
of
dirt as fine as talcum
powder could score its working surfaces. If the rest of
the fuel system is in working order and fuel delivery is
abnormal, remove the pump for replacement or
repair.
Removal
Remove the pump inlet and outlet lines. Remove the
two capscrews holding the pump to the engine and
lift
it
off. Do not lose the shims. They time the injec-
tion pump to the engine. Cap all openings in the
pump and fuel lines to keep dirt out of the fuel system.
Timing
Timing the pump to the engine determines the port
closing point
(17
degrees BTC)
PC
mark on flywheel.
See Figure
38.
The
helix
position
controls
port
open-
ing and is, in turn, controlled by the throttle setting.
FIGURE
37.
PLB INJECTION PUMP COMPONENTS FIGURE
38.
INJECTION PUMP TIMING
42
Redistribution or publication of this document,
by any means, is strictly prohibited.
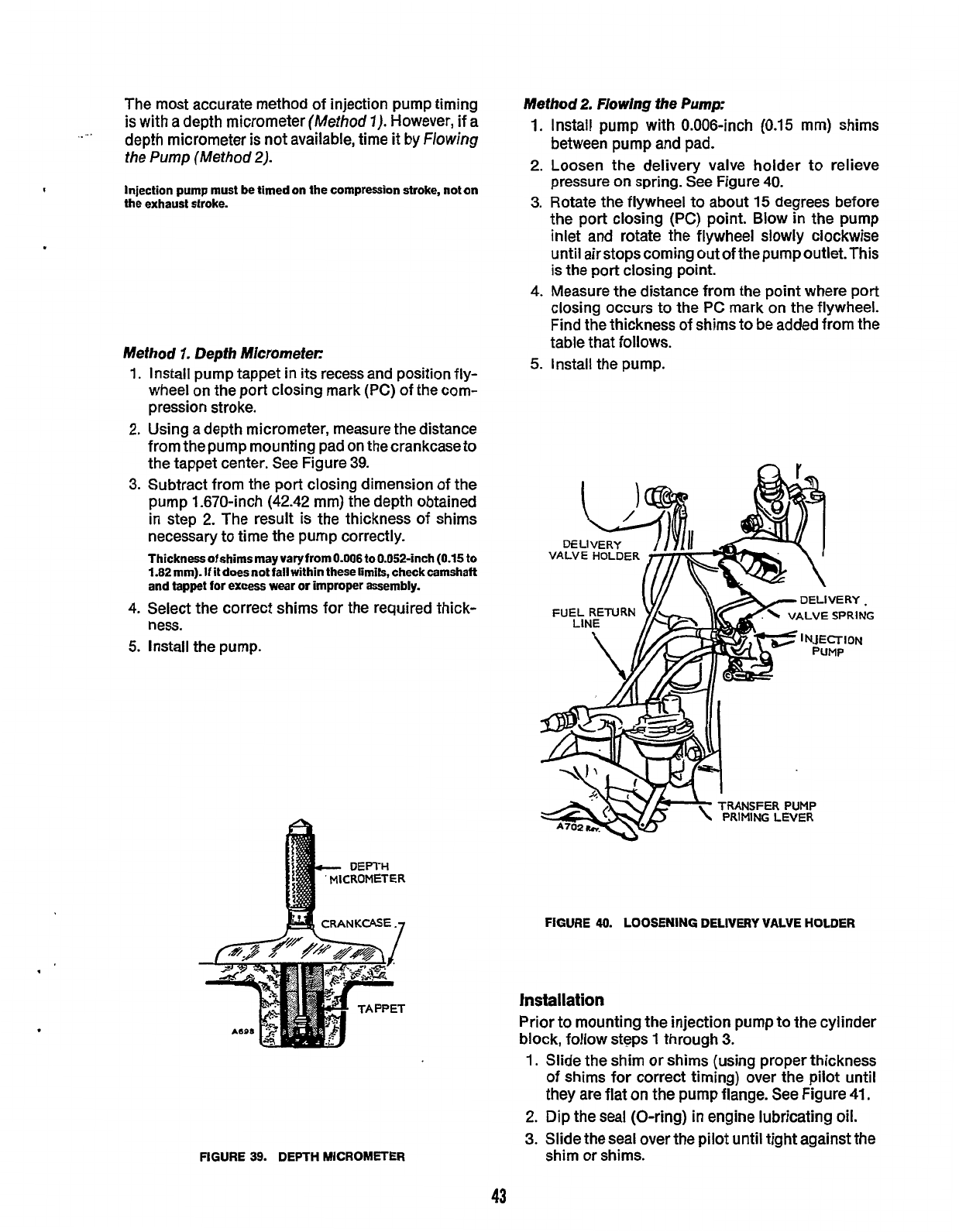
The most accurate method of injection pump timing
is
with
a
depth micrometer
(Method
7).
However, if a
depth micrometer is not available, time
it
by
Flowing
the
Pump
(Method
2).
the exhaust stroke.
Method
2.
Flowing
fhe
Pump:
1.
Install pump with 0.006-inch (0.15 rnm) shims
between pump and pad.
2.
Loosen the delivery valve holder to relieve
pressure on spring. See Figure
40.
3.
Rotate the flywheel
to
about
15
degrees before
the port closing (PC) point. Blow in the pump
inlet
and rotate the flywheel slowly clockwise
until airstopscoming outofthe pumpout1et.Thi.s
is
the
port closing point.
4.
Measure the distance from the point where port
closing occurs to the
PC
mark on the flywheel.
Find the thickness of shims to be added from the
table that follows.
..’”
Injection pump must be timed on the compression stroke, not on
5.
Install the pump.
Method
7.
Depth Micrometer:
1.
Install pump tappet in its recess and position fly-
wheel on the port closing mark (PC) of the com-
pression stroke.
2.
Using a depth micrometer, measure the distance
from the pump mounting pad on the crankcaseto
the tappet center. See Figure
39.
3.
Subtract from the port closing dimension of the
pump 1.670-inch
(42.42
mm) the depth obtained
in
step
2.
The result is the thickness
of
shims
necessary to time the pump correctly.
Thicknessof shims mayvaryfrom0.006 to0.052-inch (0.15 to
1.82mm).If itdoesnotfaliwithin
theselimits,checkcamshatt
and tappet for excess wear or improper assembly.
4.
Select the correct shims for the required thick-
5.
Install the pump.
ness.
FIGURE
39.
DEPTH
MICROMETER
FIGURE
40.
LOOSENING DELIVERY VALVE HOLDER
Installation
Prior to mounting the injection pump to the cylinder
block, follow steps
1
through
3.
1. Slide the shim or shims (using proper thickness
of shims for correct timing) over the pilot until
they are flat
on
the pump flange. See Figure 41.
2.
Dip the seal (O-ring)
in
engine lubricating
oil.
3.
Slide the seal over the pilot until tight against the
shim or shims.
43
Redistribution or publication of this document,
by any means, is strictly prohibited.
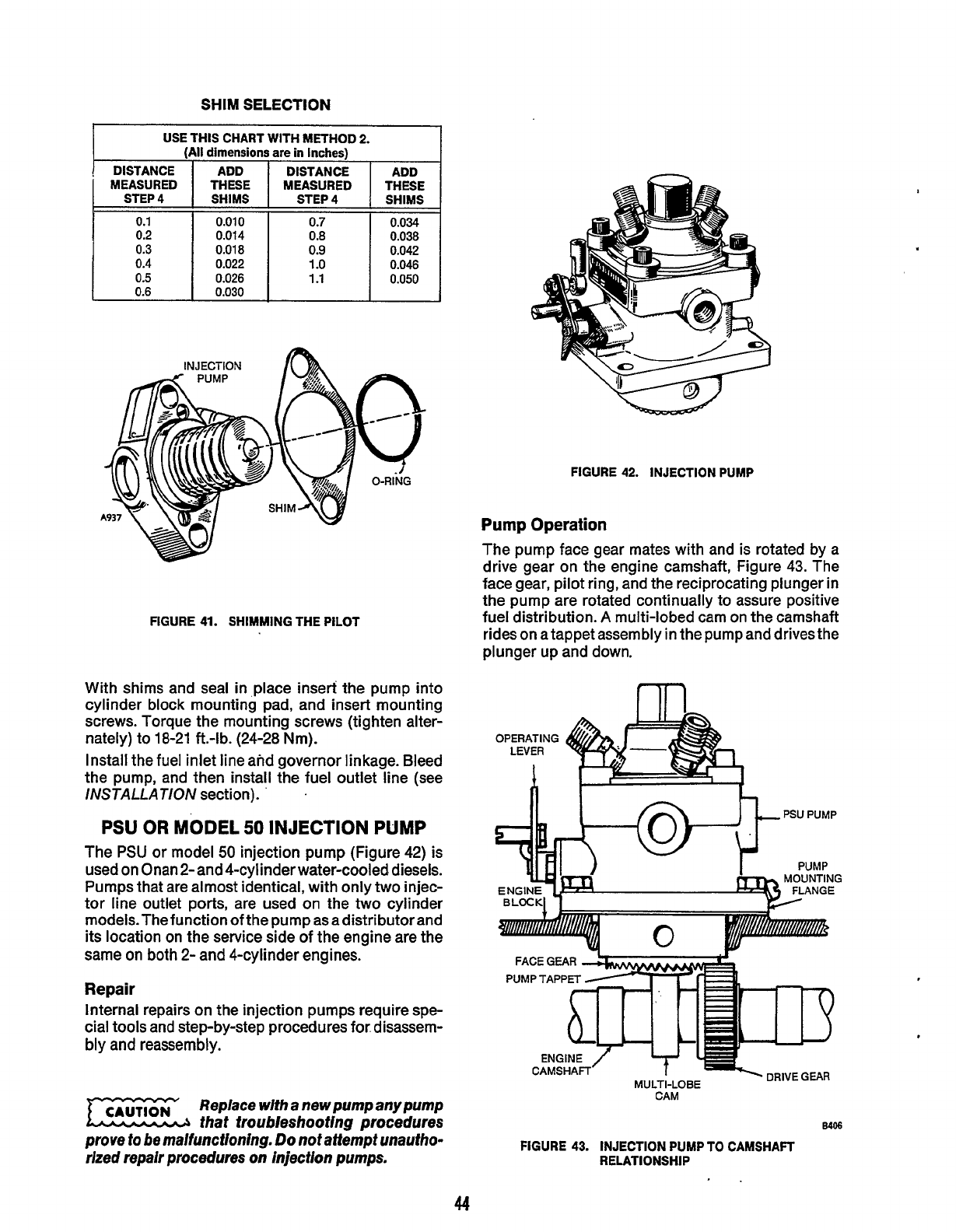
SHIM
SELECTION
USE THIS CHART WITH
METHOD 2.
I
,
DISTANCE ADD
MEASURED THESE
STEP
4
SHIMS
0.1
0.01
0
0.2
0.014
0.3
0.01
8
0.4
0.022
0.5
0.026
0.6
0.030
INJECTION
we in Inches)
DISTANCE
I
ADD
MEA:FtD
I
HHnlIiE
0.038
0.042
1.0
0.046
0.050
FIGURE
41.
SHIMMING THE PILOT
With shims and seal in place insert the pump into
cylinder block mounting pad, and insert mounting
screws. Torque the mounting screws (tighten alter-
nately) to
18-21
ft.-lb.
(24-28
Nrn).
Install the fuel inlet line and governor linkage. Bleed
the pump, and then install the fuel outlet line (see
INSTALLA
TION
section).
PSU
OR
MODEL
50
INJECTION
PUMP
The
PSU
or model 50 injection pump (Figure
42)
is
used on Onan
2-
and 4-cylinder water-cooled diesels.
Pumps that are almost identical, with only two injec-
tor line outlet ports, are used on the
two
cylinder
models.Thefunction of the pump asadistributorand
its location on the service side of the engine are the
same on both
2-
and 4-cylinder engines.
Repair
Internal repairs on the injection pumps require spe-
cial tools and step-by-step procedures for disassem-
bly and reassembly.
Replace wifba newpump anypump
G
that troubleshooting procedures
prove to
be
malfuncffoning.
Do
not attempt unaufho-
rized repair procedures
on
injection
pumps.
FIGURE
42.
INJECTION PUMP
Pump Operation
The pump face gear mates with and is rotated by a
drive gear on the engine camshaft, Figure
43.
The
face gear, pilot ring, and the reciprocating plunger in
the pump are rotated continually to assure positive
fuel distribution.
A
multi-lobed cam on the camshaft
rides on atappet assembly in the pump and drives the
plunger up and down.
OPERATING
LEVER
b
fm
A-
I
ll
T
MULTI-LOBE
CAM
FIGURE
43.
INJECTION PUMP TO CAMSHAFT
RELATIONSHIP
44
Redistribution or publication of this document,
by any means, is strictly prohibited.
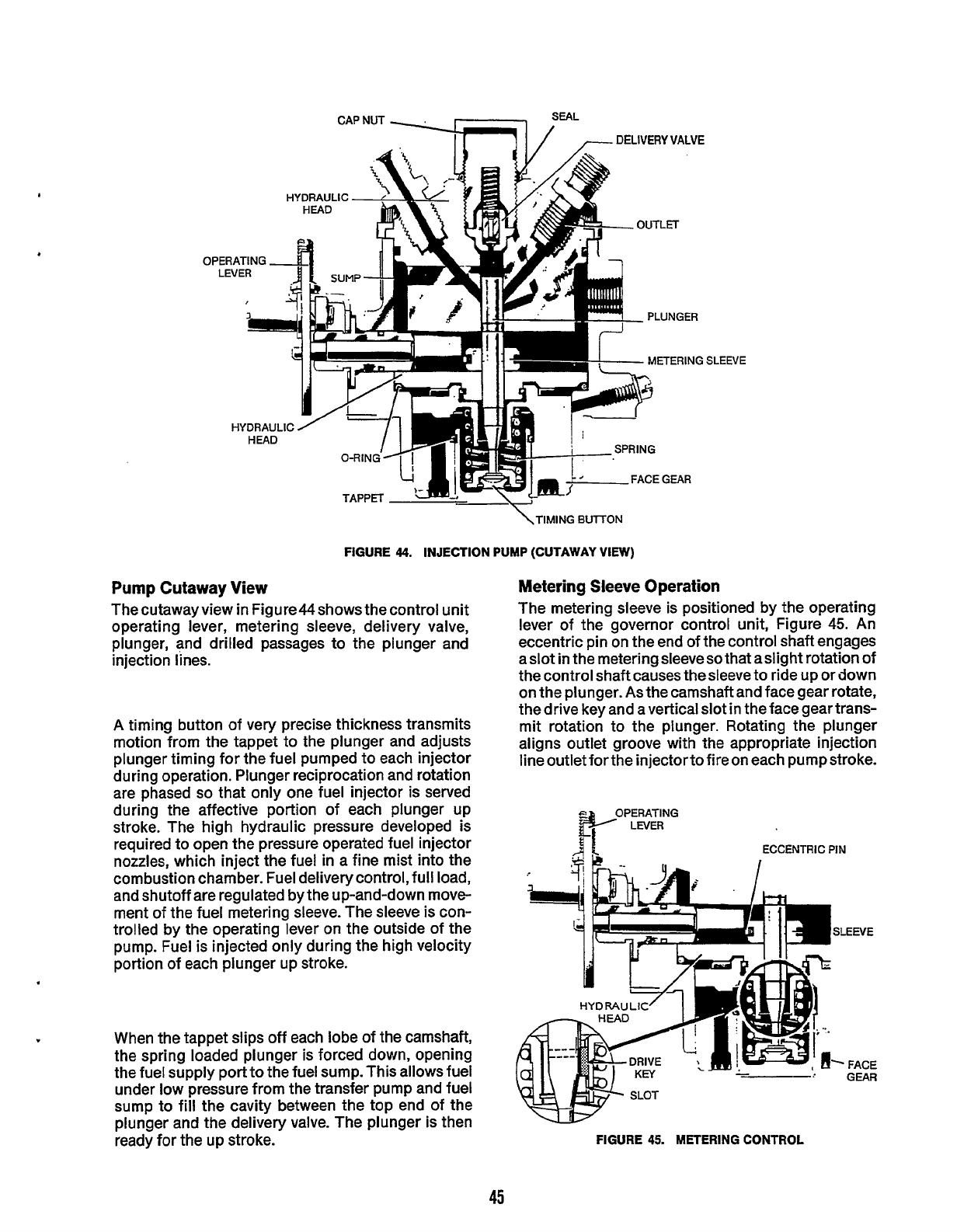
\TIMING
BUnoN
FIGURE
44.
INJECTION PUMP (CUTAWAY
VIEW)
Pump Cutaway View
Thecutawayview in Figure44showsthecontrol unit
operating lever, metering sleeve, delivery valve,
plunger, and drilled passages to the plunger and
injection lines.
A
timing button of very precise thickness transmits
motion from the tappet to the plunger and adjusts
plunger timing for the fuel pumped to each injector
during operation. Plunger reciprocation and rotation
are phased
so
that only one fuel injector is served
during the affective portion of each plunger up
stroke. The high hydraulic pressure developed is
required to open the pressure operated fuel injector
nozzles, which inject the fuel in a fine mist into the
combustion chamber. Fuel delivery control, full load,
and shutoff are regulated by the up-and-down move-
ment of the fuel metering sleeve. The sleeve is con-
trolled by the operating lever on the outside of the
pump. Fuel is injected only during the high velocity
portion of each plunger up stroke.
When the tappet slips
off
each lobe of the camshaft,
the
spring loaded plunger is forced down, opening
the fuel supply port to
the
fuel sump. This allowsfuel
under
low
pressure from the transfer pump and fuel
sump to fill the cavity between the top end of the
plunger and the delivery valve. The plunger is then
ready for the up stroke.
,
SLEEVE
Metering Sleeve Operation
The metering sleeve is positioned by the operating
lever of the governor control unit, Figure 45. An
eccentric pin on the end of
the
control shaft engages
aslot
in
the
metering sleevesothat aslight rotation of
the control shaft causes thesleeve to ride up or down
on the plunger.
As
the
camshaft and face gear rotate,
the drive key and a vertical slot in the face gear trans-
mit rotation to the plunger. Rotating the plunger
aligns outlet groove with the appropriate injection
line outletforthe injectorto fireon each pumpstroke.
OPERATING
LEVER
ECCENTRIC
PIN
,.
q
_1_1
SLEEVE
FIGURE
45.
METERING
CONTROL
45
Redistribution or publication of this document,
by any means, is strictly prohibited.
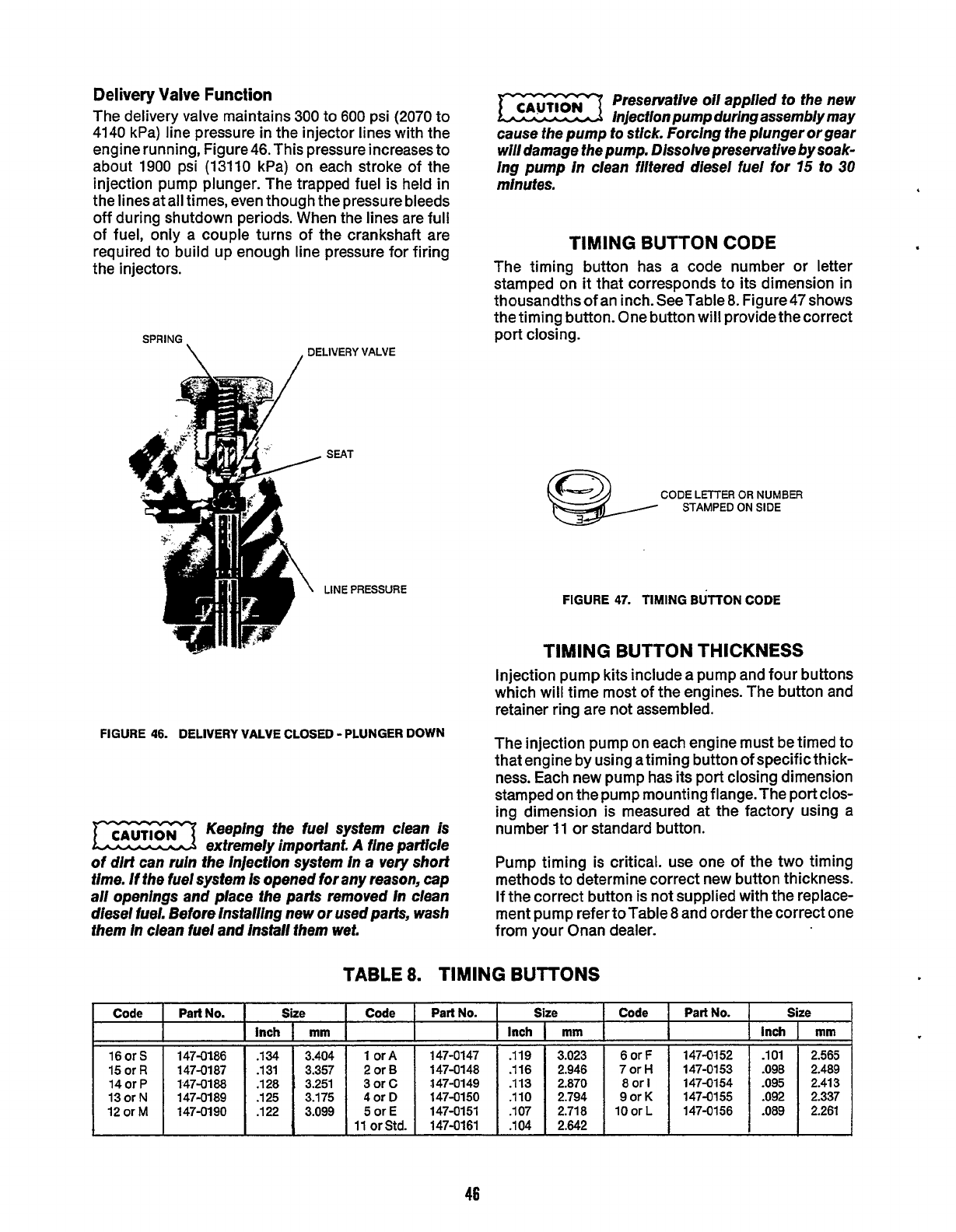
Delivery Valve Function
The delivery valve maintains
300
to
600
psi
(2070
to
4140 kPa) line pressure in the injector lines with the
engine running, Figure46. This pressure increases to
about
1900
psi
(13110
kPa) on each stroke of
the
injection pump plunger. The trapped fuel is held in
the lines at all times, even though the pressure bleeds
off during shutdown periods. When the lines are full
of fuel, only a couple turns of the crankshaft are
required to build up enough line pressure for firing
the injectors.
Code
16orS
15orR
14orP
13orN
12orM
SPRING DELIVERY VALVE
/
PartNo.
Size Code
PartNo.
Size Code
PartNo.
Size
Inch
mm
Inch
mm
inch
mm
147-0186 .134 3.404
1
orA
147-0147 .119 3.023 6orF 147-0152 -101 2.565
147-0187 .131 3.357 2orB 147-0148 .116 2.946 7orH 147-0153 .098 2.489
147-0188 .128 3.251 3orC 147-0149 .113 2.870 8orI 147-0154 .095 2.413
147-0189 .125 3.175
4orD
147-0150 .110 2.794 9orK 147-0155 .092 2.337
147-0190 .122 3.099
5orE
147-0151 .lo7 2.718 10orL 147-0156 .089 2.261
11
orStd.
147-0161 .lo4 2.642
I
Preservative oil applied
to
the new
injection pump during assembiy may
cause the pump to stick. Forcing the plunger or gear
will damage the pump. Dissolve preservative by soak-
ing pump in clean filtered diesel fuel for
75
to
30
minutes.
TIMING BUTTON CODE
The timing button has a code number or letter
stamped on
it
that corresponds to its dimension in
thousandthsof an inch. SeeTable
8.
Figure47 shows
the timing button. One button will provide the correct
port closing.
.
SEAT
CODE LETTER
OR
NUMBER
STAMPED
ON
SIDE
LINE PRESSURE
FIGURE
46.
DELIVERY VALVE CLOSED -PLUNGER DOWN
Keeping the fuel system clean
is
extremely important.
A
fine particle
of dirt can ruin fhe injection system in a very short
time.
If
the fuel system is opened for any reason, cap
all openings and place the parts removed In clean
diesel fuel. Before installing new
or
used pads, wash
them in clean fuel and install them wet.
FIGURE
47.
TIMING
BUITON
CODE
TIMING BUTTON THICKNESS
Injection pump kits include a pump and four buttons
which will time most of the engines. The button and
retainer ring are not assembled.
The injection pump on each engine must be timed to
that engine by using a timing button of specific thick-
ness. Each new pump has its port closing dimension
stamped on the pump mountingflange.The portclos-
ing dimension is measured at the factory using a
number
11
or standard button.
Pump timing is critical. use one of the two timing
methods to determine correct new button thickness.
If the correct button
is
not supplied with the replace-
ment pump refer toTable
8
and order the correct one
from your Onan dealer.
TABLE
8.
TIMING
BUTTONS
Redistribution or publication of this document,
by any means, is strictly prohibited.
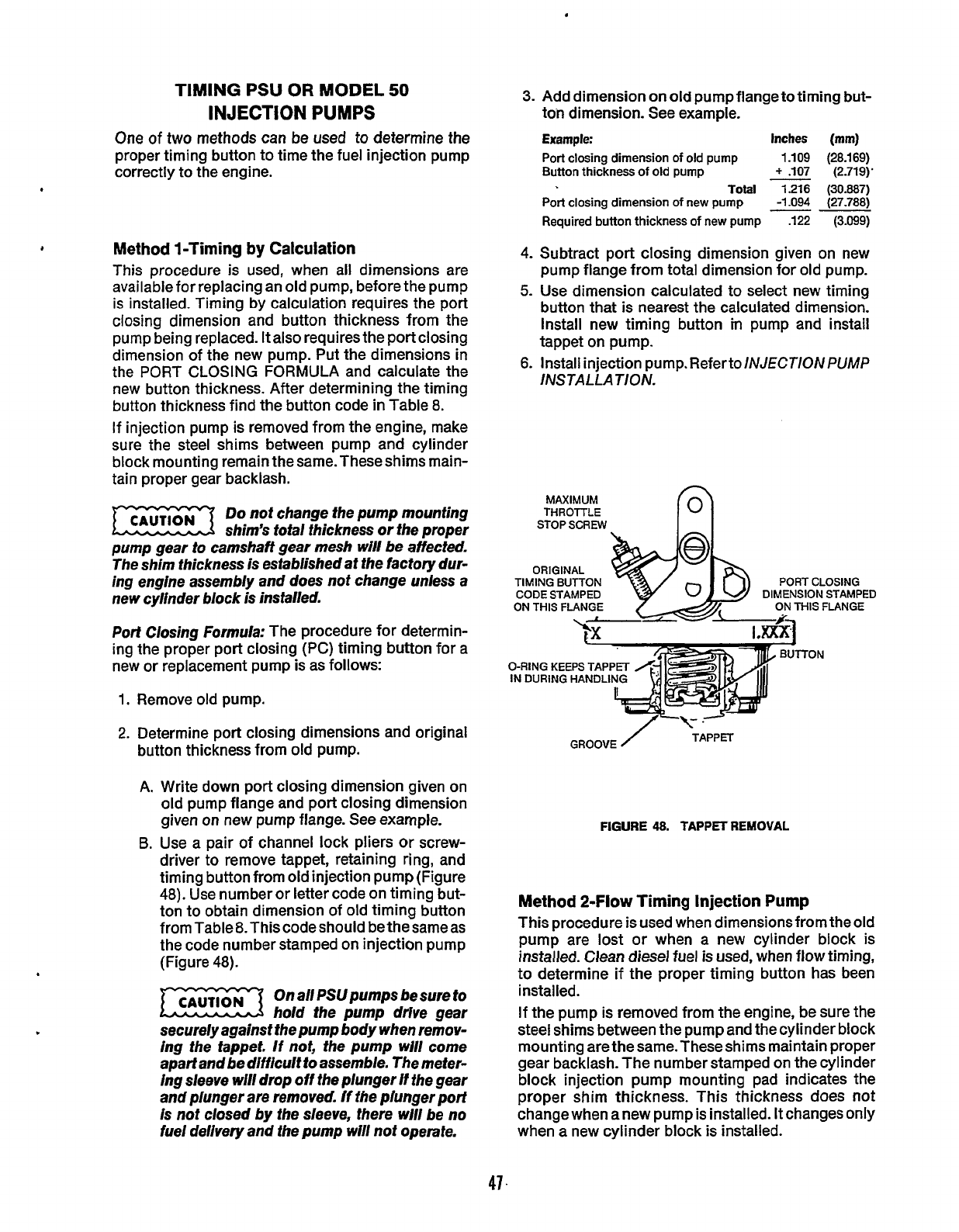
TIMING
PSU OR
MODEL
50
INJECTION
PUMPS
One
of
two
methods can be used to determine the
proper timing button to time the fuel injection pump
correctly to the engine.
Method
1-Timing
by
Calculation
This procedure is used, when all dimensions are
available for replacing an old pump, before the pump
is installed. Timing by calculation requires the port
closing dimension and button thickness from the
pump being replaced.
It
also requires the port closing
dimension of the new pump. Put the dimensions in
the PORT CLOSING FORMULA and calculate the
new button thickness. After determining the timing
button thickness find the button code
in
Table
8.
If
injection pump is removed from the engine, make
sure the steel shims between pump and cylinder
block mounting remain the same. These shims main-
tain proper gear backlash.
Do
not change the pump mounting
Ez2
shim’s total thickness or the proper
pump gear to camshaft
gear
mesh will
be
affected.
The shim thickness is establishedat the factory dur-
ing engine assembly and does not change unless a
new cylinder block is installed.
Port
Closing Formula:
The procedure for determin-
ing the proper port closing (PC) timing button for a
new or replacement pump is as follows:
1.
Remove old pump.
2.
Determine port closing dimensions and original
button thickness from old pump.
A.
Write down port closing dimension given on
old
pump flange and port closing dimension
given on new pump flange. See example.
B.
Use a pair of channel lock pliers
or
screw-
driver to remove tappet, retaining ring, and
timing button from old injection pump (Figure
48).
Use nurnberor letter code on timing but-
ton to obtain dimension of old timing button
fromTable8.Thiscodeshould
bethesameas
the code number stamped on injection pump
(Figure
48).
OnallPSUpumpsbesureto
E3
hold the pump drive gear
securely against the pump body when remov-
ing the tappet. If not, the pump will come
apart and be difficult
to
assemble. The meter-
ing sleeve wlll drop off the plunger if the gear
and plunger are removed.
If
fhe plunger port
is
not closed by the sleeve, there wlll be no
fuel delivery and the pump wiil not operate.
3.
Add dimension on
old
pump flange
to
timing but-
ton dimension. See example.
Example:
Inches
(mm)
Port
closing dimension
of
old pump
1.109 (28.169)
Button thickness
of
old pump
+
.107 (2.719)’
Total
1.216 (30.887)
Port
closing dimension
of
new pump
-1.094 (27.788)
Required button thickness
of
new
pump
.122 (3.099)
4.
Subtract port closing dimension given on new
pump flange from total dimension for old pump.
5.
Use dimension calculated to select new timing
button that is nearest the calculated dimension.
Install new timing button
m
pump and install
tappet on pump.
6.
Install injection pump. Referto lNJECT/ON
PUMP
INSTAL LA TI0 N.
MAXIMUM
THROTTLE
STOP
SCREW
D
O-RING
KEEPS TA
IN
DURING
HAND
GROOVE
/
TAPPET
FIGURE
48.
TAPPET
REMOVAL
Method
2-Flow
Timing Injection Pump
This procedure is used when dimensionsfrom the old
pump are lost or when a new cylinder block is
installed. Clean diesel fuel is used, when
flow
timing,
to determine if the proper timing button has been
installed.
If the pump is removed from the engine, be sure the
steel shims between the pump and the cylinder block
mounting are the same. These shims maintain proper
gear backlash. The number stamped on the cylinder
block injection pump mounting pad indicates the
proper shim thickness. This thickness does not
change when anew pump is installed.
It
changes
only
when a new cylinder block is installed.
47
Redistribution or publication of this document,
by any means, is strictly prohibited.
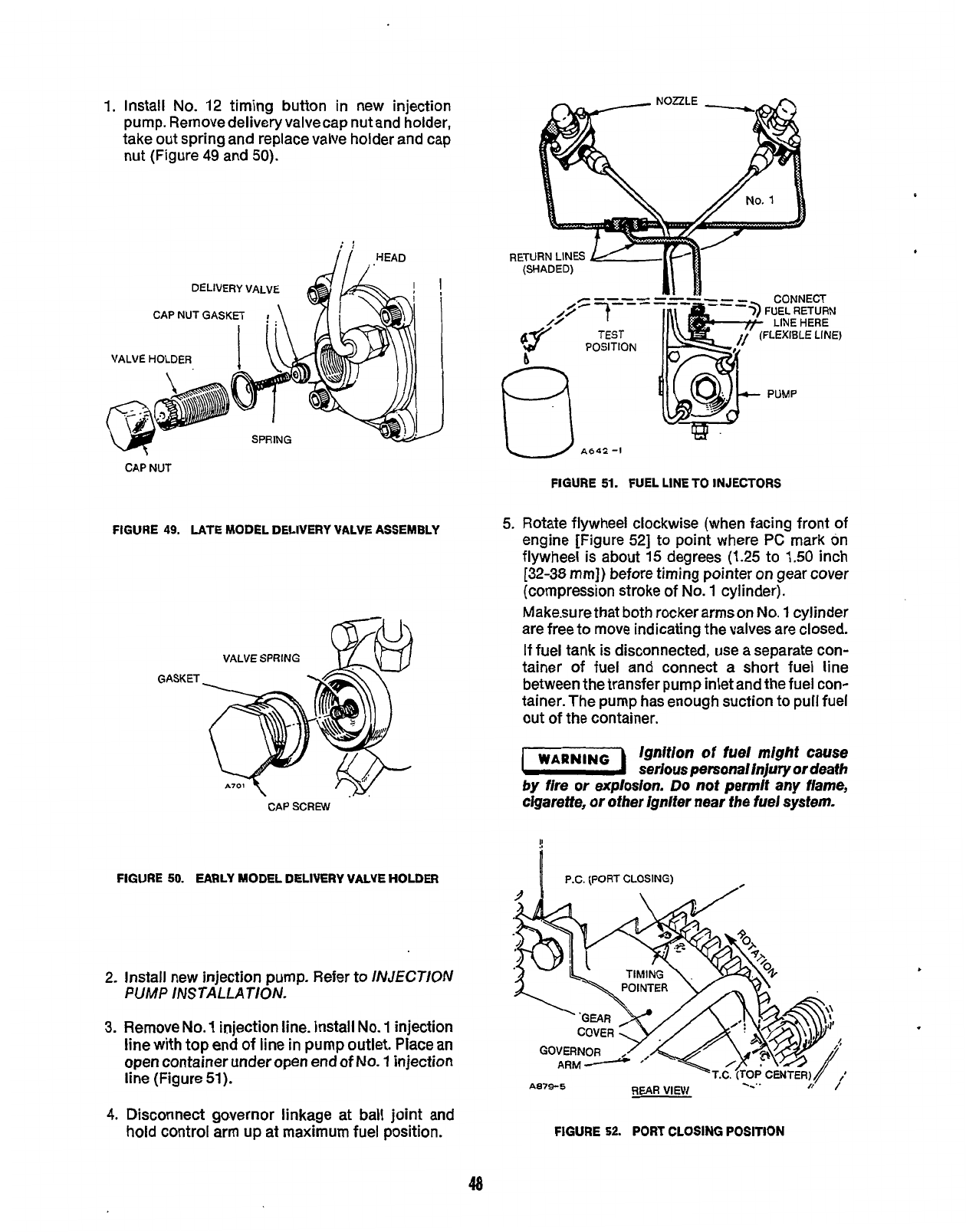
1.
Install
No.
12 timing button in new injection
pump. Remove delivery valve cap nut and holder,
take out spring and replace valve holder and cap
nut (Figure 49 and
50).
CAP NUT
GASKET
I
CAP NUT
FIGURE
49.
LATE
MODEL DELIVERY VALVE ASSEMBLY
VALVE SPRING
GASKET
CAP SCREW
FIGURE
50.
EARLY MODEL DELIVERY VALVE HOLDER
2.
Install new injection pump. Refer to
lNJECTION
PUMP
INSTALLATION.
3.
Remove
No.
1
injection line. Install
No.
1
injection
line with top end of line
in
pump outlet. Place an
open container under open end
of
No.
1
injection
line (Figure
51).
4.
Disconnect governor linkage at ball joint and
hold control arm up at maximum fuel position.
F
-
----
/3'f
6f''
TEST
POSITION
b
Fl
A642-I
CONNECT
FUEL RETURN
LINE HERE
FLEXIBLE LINE)
-----
PUMP
W
FIGURE
51.
FUEL LINE
TO
INJECTORS
5.
Rotate flywheel clockwise (when facing front of
engine [Figure
521
to point where
PC
mark on
flywheel is about
15
degrees
(1.25
to
1.50
inch
[32-38
mm])
before timing pointer
on
gear cover
(compression stroke of
No.
1
cylinder).
Makesure that both rocker armson
No.
1
cylinder
are free to move indicating the valves are closed.
If
fuel tank is disconnected, use a separate con-
tainer of fuel and connect a short fuel line
between the transfer pump inlet and
the
fuel con-
tainer. The pump has enough suction to pull fuel
out of
the
container.
Ignition of fuel might cause
IWIRNlNC)
serious personal
injury
or death
by fire or exploslon.
Do
not
permit any flame,
cigarette, or other Igniter near the fuel system.
!!
I
P.C. (PORT CLOSING)
,
FIGURE
52.
PORT
CLOSING POSITION
48
Redistribution or publication of this document,
by any means, is strictly prohibited.
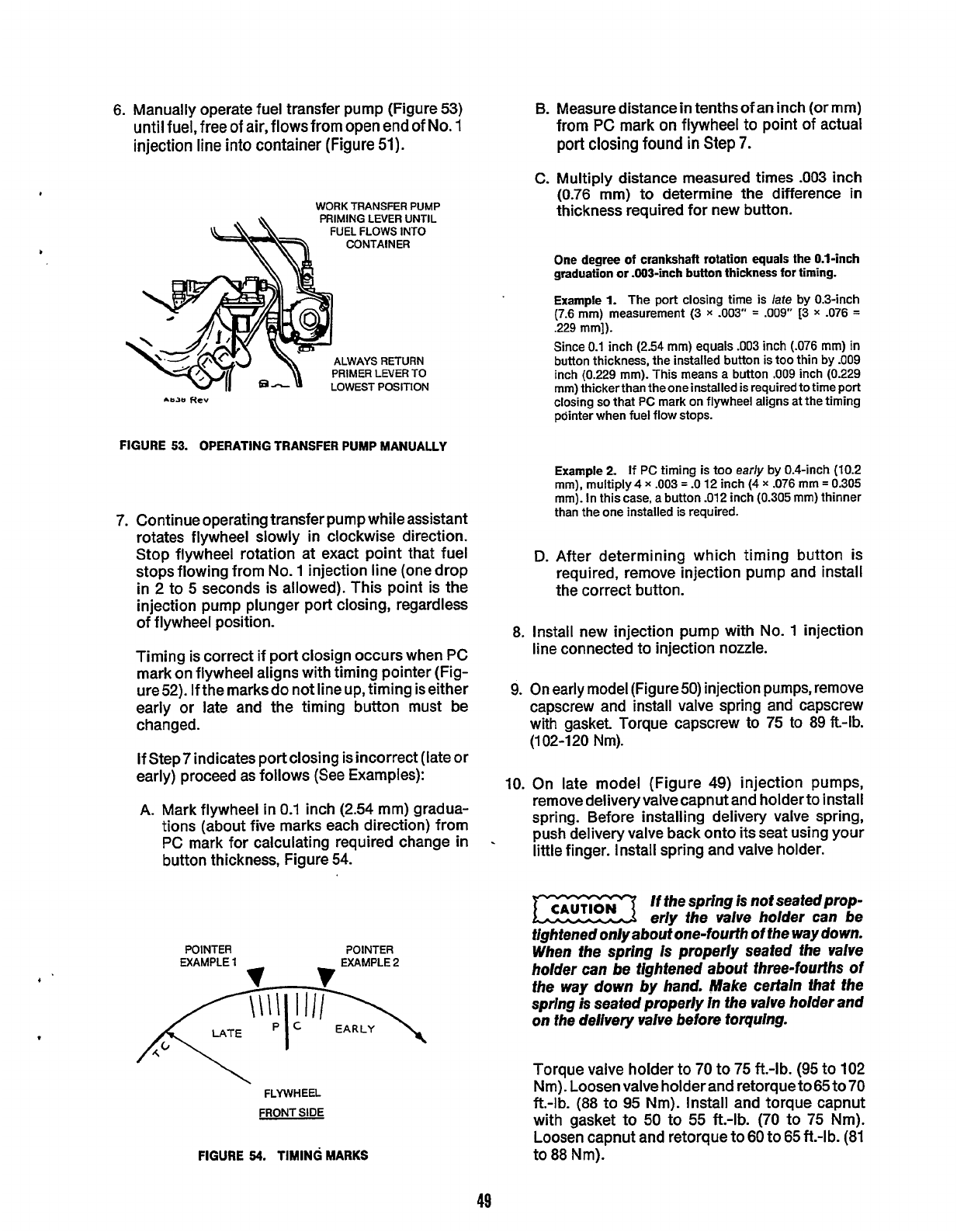
6.
Manually operate fuel transfer pump (Figure
53)
until
fuel, free of
air,
flowsfrom
open
end
of
No.
1
injection
line
into
container
(Figure
51).
WORK TRANSFER
PUMP
PRIMING
LEVER
UNTIL
CONTAINER
quL,
FUEL
FLOWS INTO
11
LOWEST
POSITION
An3n
Rev
FIGURE 53. OPERATING
TRANSFER
PUMP MANUALLY
7.
Continue operating transfer pump while assistant
rotates flywheel slowly in clockwise direction.
Stop flywheel rotation at exact point that fuel
stops flowing from
No.
1
injection line (one drop
in
2
to
5
seconds is allowed). This point is the
injection pump plunger port closing, regardless
of flywheel position.
Timing is correct if port closign occurs when PC
mark on flywheel aligns with timing pointer (Fig-
ure
52).
If the marks do not line up, timing is either
early or late and the timing button must be
changed.
If Step? indicates port closing is incorrect (late or
early) proceed as follows (See Examples):
A. Mark flywheel
in
0.1
inch
(2.54
mm) gradua-
tions (about five marks each direction) from
PC mark for calculating required change
in
button thickness, Figure
54.
.
POINTER
POINTER
EXAMPLE
1
FLYWHEEL
FRONT
SIDE
FIGURE
54.
TIMING
MARKS
8.
Measure distance
in
tenths of an inch (or mm)
from PC mark on flywheel to point of actual
port closing found
in
Step
7.
C.
Multiply distance measured times
.003
inch
(0.76
mm) to determine the difference
in
thickness required for new button.
One
degree
of
crankshaft rotation
equals
the 0.1-inch
graduation
or
.OO3-inch button thickness
for
timing.
Example
1.
The port closing time is
late
by 0.3-inch
(7.6
mm)
measurement
(3
x
-003"
=
.009"
[3
x
.076
=
.229
mm]).
Since
0.1
inch
(2.54
mm)
equals
.003
inch
(.076
mm)
in
button thickness, the installed button is too thin by
.009
inch
(0.229
mm).
This means a button
.009
inch
(0.229
mm) thickerthan theoneinstalled is required to time port
closing
so
that PC mark on flywheel aligns at the timing
pointer when fuel flow stops.
Example
2.
If
PC timing
is
too
early
by 0.4-inch
(10.2
mm), multiply4
x
.003
=
.O
12
inch
(4
x
.076
mm
=
0.305
mm). In this case,
a
button
.012
inch
(0.305
mm) thinner
than the one installed
is
required.
D.
After determining which timing button is
required, remove injection pump and install
the correct button.
8.
Install new injection pump with
No.
1
injection
line
connected to injection nozzle.
9.
On
early model (Figure50) injection pumps, remove
capscrew and install valve spring and capscrew
with gasket. Torque capscrew to
75
to
89ft-lb.
(102-120
Nm).
10.
On late model (Figure
49)
injection pumps,
remove delivery valve capnut and holder to install
spring. Before installing delivery valve spring,
push delivery valve back onto its seat using your
little
finger. Install spring and valve holder.
If
the spring
is
not seafedprop-
eriy the valve holder can be
tightened only about one-fourth of the way down.
When fhe spring is properly seated the valve
holder can be tightened about fhree-fourths of
the way down by hand. Make certain that the
spring
is
seated properly in the valve holder and
on fhe delivery valve before torquing.
Torque valve holder to
70
to
75
ft.-lb.
(95
to
102
Nm). Loosen valve holder and retorque to
65
to
70
ft.-lb.
(88
to
95
Nm). Install and torque capnut
with gasket to 50 to
55
ft.-lb.
(70
to
75
Nm).
Loosen capnut and retorque to
60
to
65
it.-lb.
(81
to
88
Nm).
49
Redistribution or publication of this document,
by any means, is strictly prohibited.

INJECTION
PUMP
INSTALLATION
Be sure the steel shims between the pump and the
cylinder block mounting are the same. These shims
maintain proper gear backlash. The numberstamped
on the cylinder block injection pump mounting pad
indicates the proper shim thickness. This thickness
does not change when a new pump is installed.
It
changes only when a new cylinder block is installed.
1.
Turn engine in direction
of
rotation (clockwise
when viewed from the front of engine) until
number one cylinder is on a compression stroke
and the
PC
mark on flywheel lines up with timing
pointer on gearcase (Figure
52).
Rotation clock-
wise also takes out all gear backlash
in
that
direction.
Look into injection pump mounting hole to verify
that one intake lobe points outward and down
45
degrees.
2.
Remove screw (Figure
55)
on side of injection
pump. Rotate drive gear until a
0.125
inch
(3.175
mm) brass rod can be inserted into drivegearslot.
This locks the gear in position when installing
injection pump on engine.
3.
With injection pump drive gear locked, place
pump
in
mounting hole. Hold pump firmly against
cylinder block.
A
slight spring pressure indicates
that the pump and camshaft gears are meshed
(Figure
56).
J
PUMP
PUMP
m
1.171
INCH
-
INSTALLED
DIMENSION
PUMP
TAPPET
LIL
u
8406
FIGURE 56.
PUMP
INSTALLED
ROTATE
GEAR
UNTIL
BRASS
ROD
SLIPS
INTO
PLACE,
LOCKING
GEAR
4.
If
gears mesh, secure pump using a flat washer,
lock washer, and nut on each stud. Torque nuts
evenly to
15
to
16
ft.-lb.
(20
to
22
Nm).
5. Remove brass rod and install timing hole washer
and screw.
ROD
FIGURE
55.
LOCKING
THE
DRIVE
GEAR
50
Redistribution or publication of this document,
by any means, is strictly prohibited.
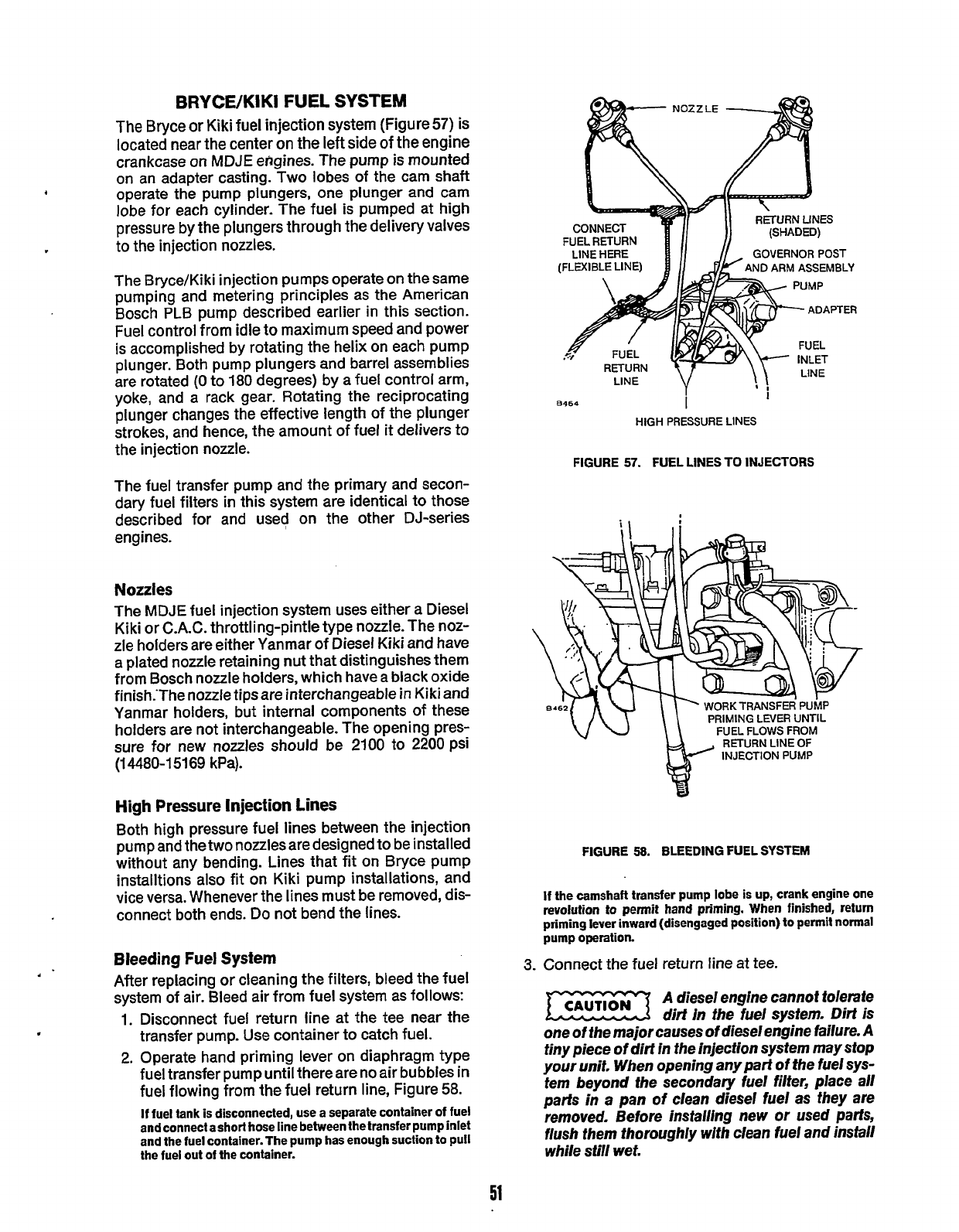
BRYCE/KIKI
FUEL
SYSTEM
The Bryce or
Kiki
fuel injection system (Figure57) is
located near the center on the left side of the engine
crankcase on
MDJE
engines. The pump is mounted
on an adapter casting. Two lobes of the cam shaft
operate the pump plungers, one plunger and cam
lobe for each cylinder. The fuel is pumped at high
pressure by
the
plungers through the delivery valves
The Bryce/Kiki injection pumps operate on the same
pumping and metering principles as the American
Bosch PLB pump described earlier in this section.
Fuel control from idle to maximum speed and power
is accomplished by rotating
the
helix on each pump
plunger. Both pump plungers and barrel assemblies
are rotated
(0
to 180 degrees) by a fuel control arm,
yoke, and a rack gear. Rotating the reciprocating
plunger changes the effective length of the plunger
strokes, and hence, the amount of fuel
it
delivers to
the injection nozzle.
The fuel transfer pump and
the
primary and secon-
dary fuel filters in this system are identical to those
described for and used on the other DJ-series
engines.
4
to the injection nozzles. FUEL RETURN
(FLEXIBLE LINE) GOVERNOR
POST
ARM ASSEMBLY
HIGH
PRESSURE LINES
FIGURE
57.
FUEL LINES
TO
INJECTORS
Nozzles
The
MDJE
fuel injection system uses either a Diesel
Kiki or
C.A.C.
throttling-pintle type nozzle. The noz-
zle
holders are either Yanmar of Diesel Kiki and have
a plated nozzle retaining nut that distinguishes them
from Bosch nozzle holders, which have a black oxide
finish.The nozzle tipsare interchangeable in Kiki and
Yanmar holders, but internal components of these
holders are not interchangeable. The opening pres-
sure for new nozzles should be
2100
to 2200 psi
(14480-15169 kPa).
High Pressure Injection Lines
Both high pressure fuel lines between the injection
pump and the two nozzles are designed to be installed
without any bending. Lines that fit on Bryce pump
installtions also fit on Kiki pump installations, and
vice versa. Whenever the lines must be removed, dis-
connect both ends. Do not bend the lines.
Bleeding Fuel
System
After replacing or cleaning the filters, bleed the fuel
system of air. Bleed air from fuel system as follows:
1.
Disconnect fuel return line at the tee near the
transfer pump. Use container to catch fuel.
2.
Operate hand priming lever on diaphragm type
fuel transfer pump until there are no air bubbles in
fuel flowing from the fuel return
line,
Figure
58.
If
fuel tank is disconnected, use
a
separate container
of
fuel
and connect
a
short hose line between the transfer pump inlet
and the fuel container. The pump has enough suction to pull
the fuel out
of
the container.
PRIMING
LEVER UNTIL
FUEL FLOWS FROM
RETURN LINE OF
INJECTION PUMP
FIGURE
58.
BLEEDING FUEL
SYSTEM
If
the camshaft transfer pump lobe
is
up,
crank engine one
revolution
to
permit hand priming. When finished, return
priming lever inward (disengaged position)
to
permit normal
pump operation.
3.
Connect the fuel return line at tee.
A
diesel engine cannot tolerate
dirt In the fuel system.
Dirt
is
one
of
the major causes
of
diesel engine failure.
A
tiny piece
of
dirt
in
the injection system may
stop
your unit. When opening any part
of
the fuel sys-
tem beyond the secondary fuel filter, place
all
parts
in
a
pan
of
clean diesel fuel as they are
removed. Before insfalling new
or
used
parfs,
flush
them thoroughly with clean fuel and
insfall
while
still
wet.
51
Redistribution or publication of this document,
by any means, is strictly prohibited.
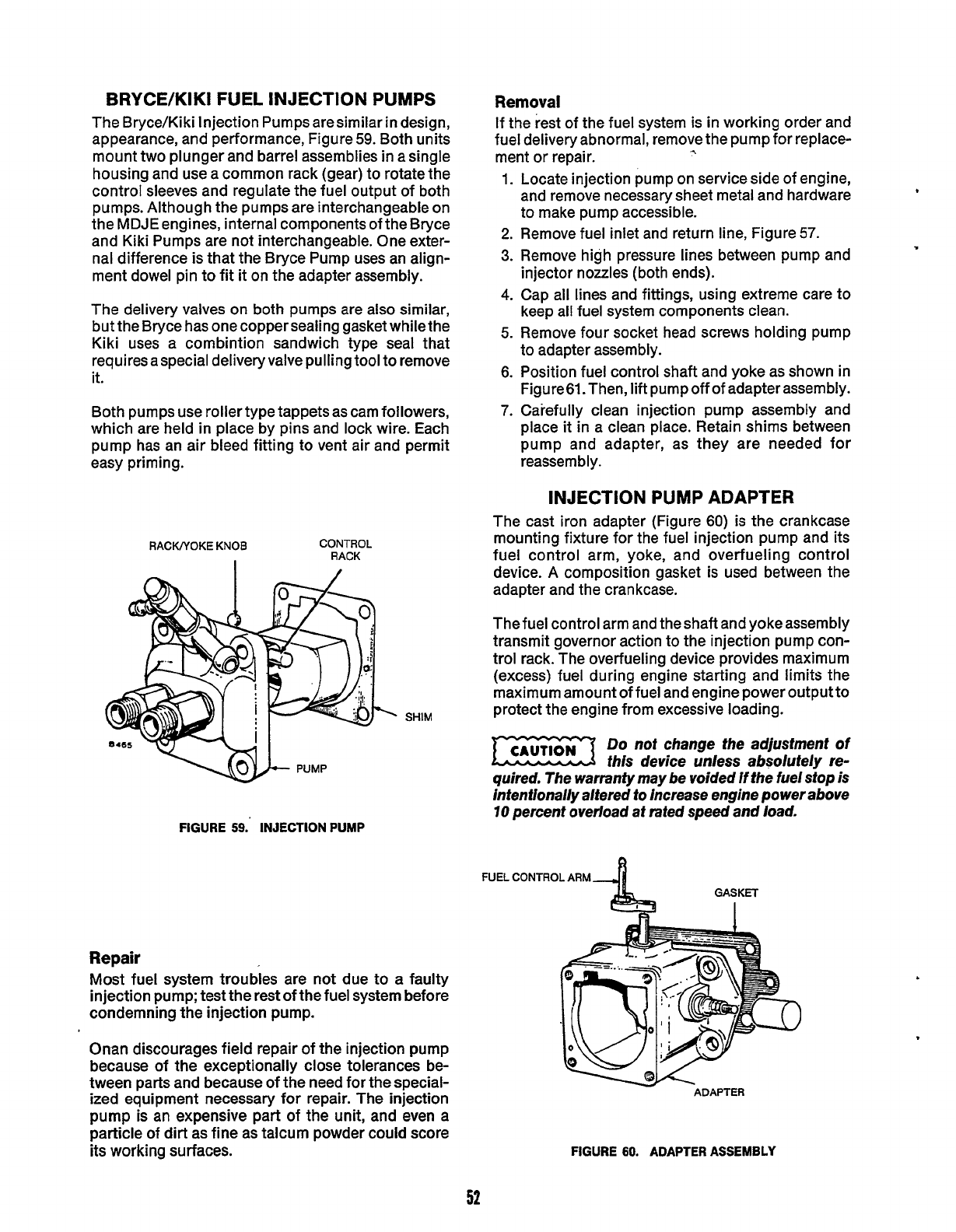
BRYCE/KIKI FUEL INJECTION PUMPS
The Bryce/Kiki Injection Pumps aresimilar in design,
appearance, and performance, Figure
59.
Both units
mount two plunger and barrel assemblies in asingle
housing and use a common rack (gear) to rotate the
control sleeves and regulate the fuel output of both
pumps. Although the pumps are interchangeable on
the
MDJE
engines, internal components of the Bryce
and Kiki Pumps are not interchangeable. One exter-
nal difference is that the Bryce Pump uses an align-
ment dowel pin to fit
it
on the adapter assembly.
The delivery valves on both pumps are also similar,
but the Bryce has one copper sealing gasket whilethe
Kiki uses a combintion sandwich type seal that
requires a special deliveryvalve pulling tool to remove
it.
Both pumps use roller type tappets as cam followers,
which are held
in
place by pins and lock wire. Each
pump has an air bleed fitting to vent air and permit
easy priming.
RACKNOKE
KNOB
CONTROL
RACK
I
SHIM
Removal
If the rest of the fuel system is in working order and
fuel deliveryabnormal, remove the pump for replace-
ment
or
repair.
*
1.
2.
3.
4.
5.
6.
7.
Locate injection pump on service side of engine,
and remove necessary sheet metal and hardware
to make pump accessible.
Remove fuel inlet and return line, Figure
57.
Remove high pressure lines between pump and
injector nozzles (both ends).
Cap all lines and fittings, using extreme care to
keep all fuel system components clean.
Remove four socket head screws holding pump
to adapter assembly.
Position fuel control shaft and yoke as shown in
Figure61. Then, lift pump off of adapter assembly.
Carefully clean injection pump assembly and
place
it
in a clean place. Retain shims between
pump and adapter, as they are needed for
reassem b
I
y.
INJECTION PUMP ADAPTER
The cast iron adapter (Figure
60)
is
the
crankcase
mounting fixture for the fuel injection pump and its
fuel control arm, yoke, and overfueling control
device.
A
composition gasket is used between the
adapter and the crankcase.
Thefuel control arm and theshaft and yokeassembly
transmit governor action to the injection pump con-
trol rack. The overfueling device provides maximum
(excess) fuel during engine starting and limits the
maximum amount of fuel and engine power output to
protect the engine from excessive loading.
Do
nof change the adjusfmenf of
Ezx
this device unless absolutely re-
quired. The warranty may be voided if the fuel stop
is
infenfionally altered to increase engine power above
70
percenf overload af rafed speed and load.
CAUT,ON
FIGURE
59.
INJECTION PUMP
FUEL
CONTROL
ARM
GASKET
I
Repair
Most fuel system troubles are not due to a faulty
injection pump; test the rest of the fuel system before
condemning the injection pump.
Onan discourages field repair of the injection pump
because of the exceptionally close tolerances be-
tween parts and because of the need for the special-
ized equipment necessary for repair. The injection
pump is an expensive part of
the
unit, and even a
particle of dirt as fine as talcum powder could score
its working surfaces.
-
ADAPTER
FIGURE
60.
ADAPTER ASSEMBLY
52
Redistribution or publication of this document,
by any means, is strictly prohibited.
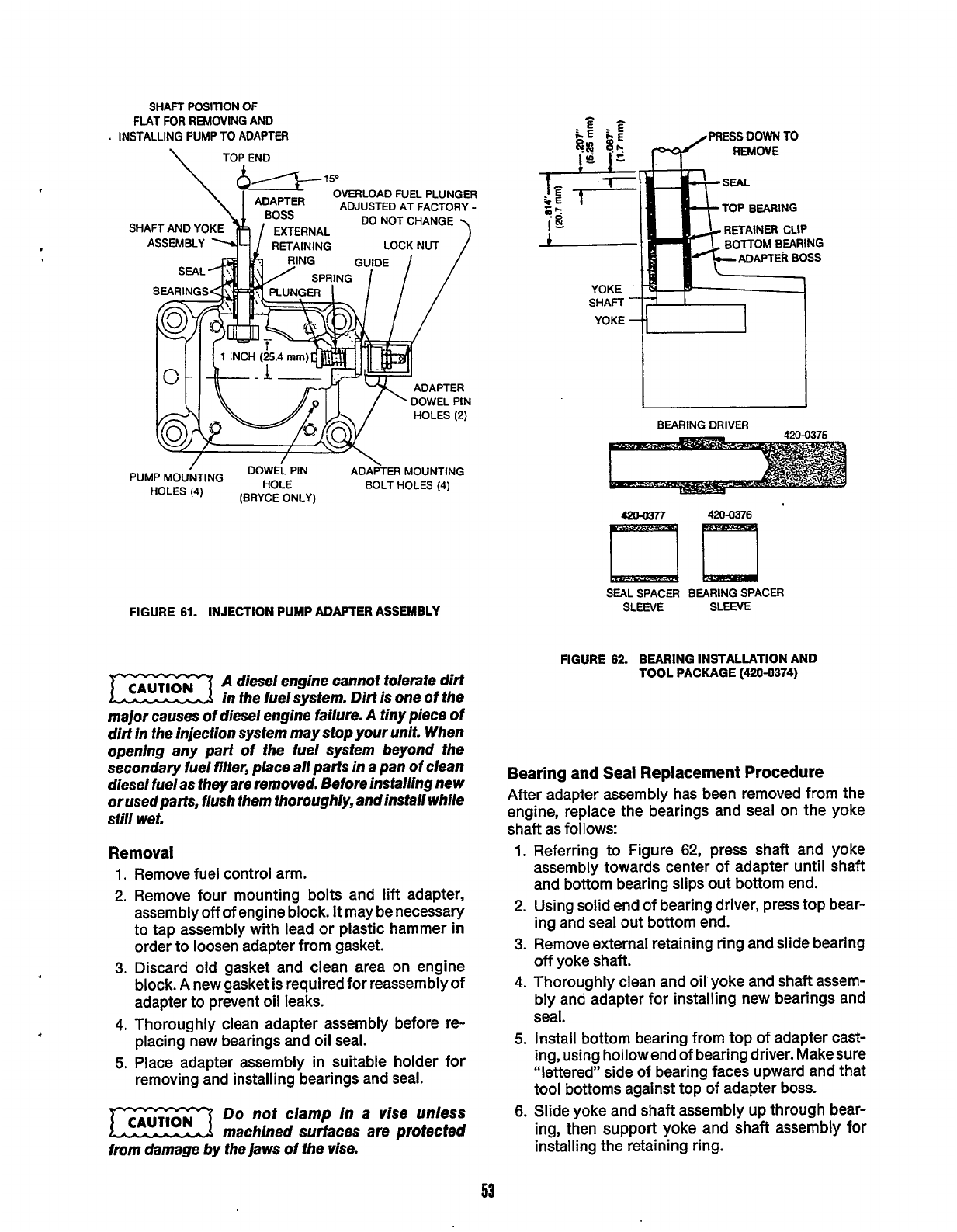
SHAFT
POSITION
OF
FLAT
FOR
REMOVING AND
. INSTALLING PUMP
TO
ADAPTER
TOP END
FUEL PLUNGER
DO
NOT CHANGE
EXTERNAL
ASSEMBLY
RETAINING LOCK NUT
DOWEL PIN
ADA~TER
MOUNTING
BOLT HOLES (4)
PUMP MOUNTING
HOLE
"OLE'
(4)
(BRYCE ONLY)
FIGURE
61.
INJECTION
PUMP
ADAPTER
ASSEMBLY
I
E-
LE
LE
PRESS
DOWN
TO
88
1"
'h
c=
T"f
REMOVE
BEARING
DRIVER
4XJ-0376
SEAL SPACER BEARING SPACER
SLEEVE
SLEEVE
FIGURE
62.
BEARING
INSTALLATION
AND
TOOL
PACKAGE
(420-0374)
A
diesel engine cannof tolerate dirt
in the fuel system.
Dirt
is one of the
major causes of diesel engine failure.
A
tiny piece
of
dirt in fhe injection system may stop your unif. When
opening any part of fhe fuel system beyond the
diesel fuelas they are removed. Before installing new
orusedparts, flush them thoroughly, andinsfallwhile
sfill wet.
secondary fuel filter, place all parts in a pan of clean
Bearing and Seal Replacement Procedure
After
adapter bly
has
been
removed from
the
engine, replace the bearings and seal on the yoke
shaft as follows:
Removal
1.
Remove fuel control arm.
2.
Remove four mounting bolts and
lift
adapter,
assembly
off
of engine block.
It
may be necessary
to tap assembly with lead or plastic hammer
in
order to loosen adapter from gasket.
3.
Discard old gasket and clean area on engine
block.
A
new gasket is required for reassembly of
adapter to prevent oil leaks.
1.
Referring to Figure
62,
press shaft and yoke
assembly towards center of adapter until shaft
and bottom bearing slips
out
bottom end.
2.
Using solid end of bearing driver, press top bear-
ing and seal out bottom end.
3.
Remove external retaining ring and slide bearing
off
yoke shaft.
4.
Thoroughly clean and oil yoke and shaft assem-
bly and adapter for installing new bearings and
seal.
5.
Install bottom bearing from top of adapter cast-
ing, using hollow end of bearing driver. Makesure
"lettered" side of bearing faces upward and that
tool bottoms against top
of
adapter boss.
6.
Slide yoke and shaft assembly up through bear-
ing,
then
support
yoke and shaft assembly
for
installing the retaining ring.
4.
Thoroughly clean adapter assembly before re-
5.
Place adapter assembly in suitable holder for
Do
not clamp in a vise unless
machined surfaces are protected
placing new bearings and oil seal.
removing and installing bearings and seal.
from damage by thejaws of the vise.
53
Redistribution or publication of this document,
by any means, is strictly prohibited.
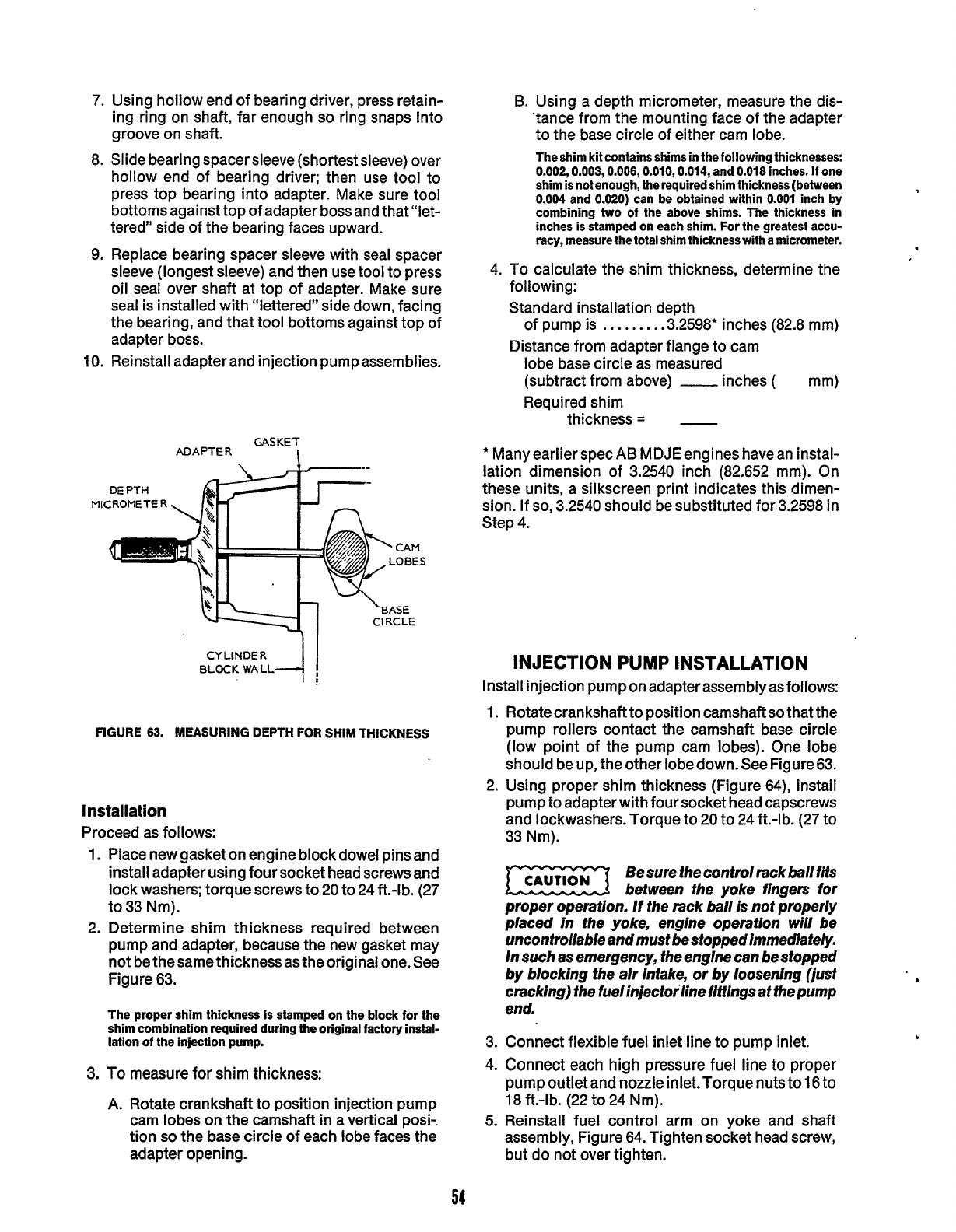
7.
Using hollow end of bearing driver, press retain-
ing ring on shaft, far enough
so
ring snaps into
groove on shaft.
8. Slide bearing spacer sleeve (shortest sleeve) over
hollow end of bearing driver; then use tool to
press top bearing into adapter. Make sure tool
bottoms against top of adapter boss and that "let-
tered" side of the bearing faces upward.
9. Replace bearing spacer sleeve with seal spacer
sleeve (longest sleeve) and then use tool to press
oil seal over shaft at top of adapter. Make sure
seal is installed with "lettered" side down, facing
the bearing, and that tool bottoms against top of
adapter boss.
10.
Reinstall adapter and injection pump assemblies.
GASKET
I
ADAPTER
\
*--
BLOCK
WALL
FIGURE
63.
MEASURING
DEPTH FOR SHIM THICKNESS
Installation
Proceed as follows:
1.
Place new gasket
on
engine block dowel pins and
install adapter using four socket head screws and
lock washers; torque screws to 20 to 24 ft.-lb. (27
to 33 Nm).
2.
Determine shim thickness required between
pump and adapter, because the new gasket may
not be the same thickness as the original one. See
Figure 63.
3.
B.
Using
a
depth micrometer, measure the dis-
'tance from the mounting face of the adapter
to the base circle of either cam lobe.
The shim kit contains shims in the following thicknesses:
0.002,0.003,0.006,0.010,0.014,
and
0.018
inches.
If
one
shim isnotenough, the required shim thickness(between
0.004
and
0.020)
can be obtained within
0.001
inch by
combining
two
of
the above shims. The thickness in
inches is stamped on each shim. For the greatest accu-
racy, measure the total shim thickness with a micrometer.
4. To calculate the shim thickness, determine the
following:
Standard installation depth
Distance from adapter flange to cam
of pump is .
.
.
. .
.
. .
.3.2598* inches (82.8 mrn)
lobe base circle as measured
(subtract from above)
-
inches
(
Required shim mrn)
thickness=
-
* Manyearlierspec
AB
MDJEengines have an instal-
lation dimension
of
3.2540 inch (82.652 mm). On
these units, a silkscreen print indicates this dimen-
sion. If
so,
3.2540 should be substituted for 3.2598 in
Step 4.
INJECTION
PUMP
INSTALLATION
Install injection pump on adapterassemblyasfollows:
1. Rotate crankshaft to position camshaft
so
that the
pump rollers contact the camshaft base circle
(low point of the pump cam lobes). One lobe
should be up, the other lobe down. See Figure63.
2. Using proper shim thickness (Figure 64), install
pump to adapter with four socket head capscrews
and lockwashers. Torque to 20 to 24 ft.-lb. (27 to
33 Nm).
Be sure the controi rack bail fits
between the yoke fingers for
proper operation. If the
rack
ball is not properly
placed in the yoke, engine operation
will
be
uncontrollable and must be stopped immediately.
In
such as emergency, the engine can be stopped
by blocking the air intake,
or
by loosening
(just
cracking) the fueiinjector line fittings at the pump
The proper shim thickness is
stamped
on the block for the
lation
of
the injection pump.
end.
shim combination required during the original factory instal-
3. Connect flexible fuel inlet line to pump inlet.
To
measure for shim thickness:
4.
Connect each high pressure fuel line to proper
pump outlet and nozzle inlet.Torque nuts to
16
to
A.
Rotate crankshaft to position injection pump
cam lobes on the camshaft in a vertical posi-.
tion
so
the base circle of each lobe faces the
adapter opening.
18 ft.-lb. (22 to 24 Nm).
5.
Reinstall fuel control arm on yoke and shaft
assembly, Figure 64. Tighten socket head screw,
but
do
not over tighten.
54
Redistribution or publication of this document,
by any means, is strictly prohibited.
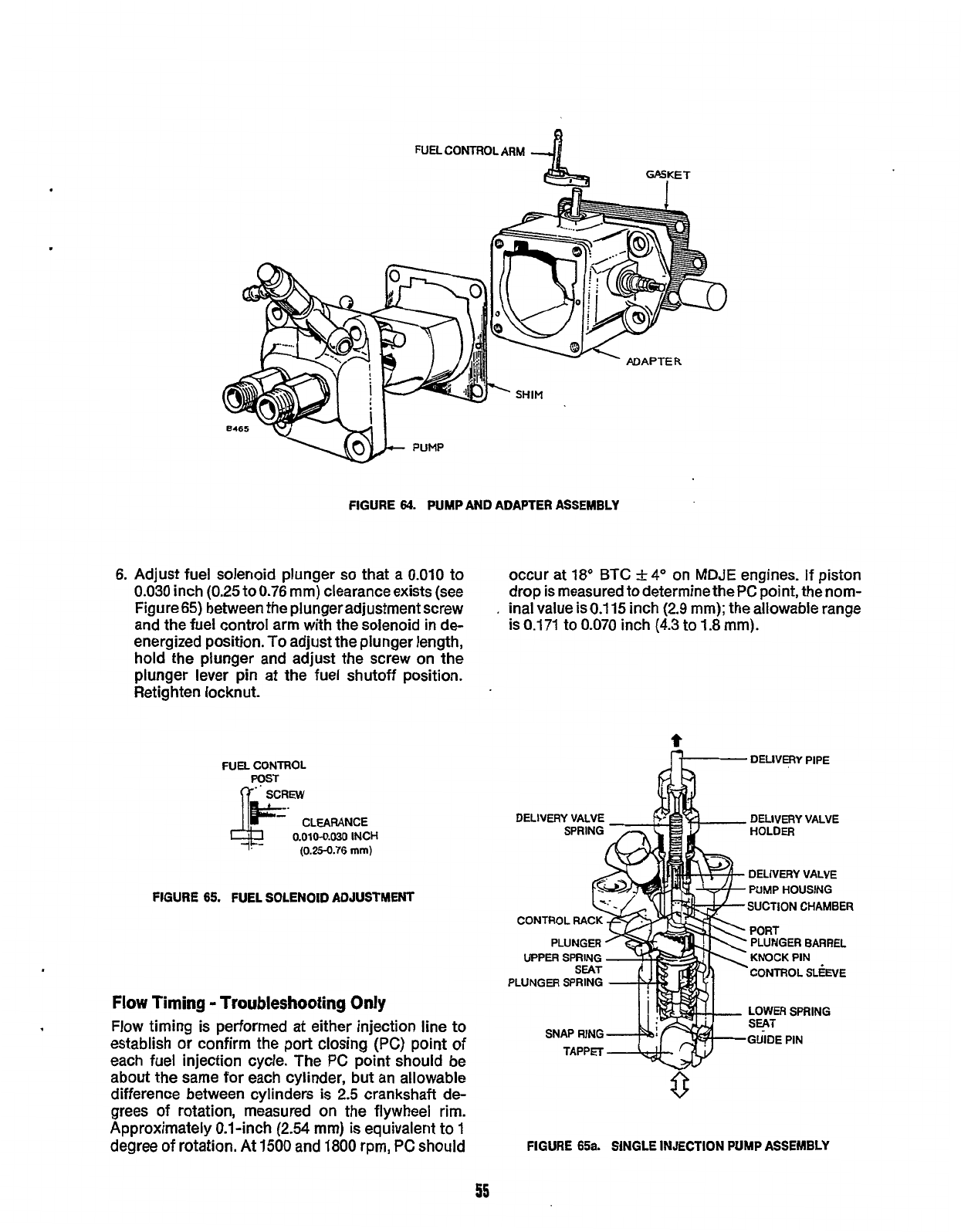
FIGURE
64.
PUMP AND ADAPTER
ASSEMBLY
6.
Adjust fuel solenoid plunger
so
that a
0.010
to
0.030
inch
(0.25
to 0.76 mm) clearance exists (see
Figure65) between the plunger adjustment screw
and the fuel control arm with the solenoid
in
de-
energized position.
To
adjust the plunger length,
hold the plunger and adjust the screw on the
plunger lever pin at the fuel shutoff position.
Retighten locknut.
occur at 18"
BTC
+4"
on
MDJE
engines. If piston
drop is measured to determine the PC point, the nom-
.
inal value is
0.1
15
inch (2.9 mm); the allowable range
is 0.171 to 0.070 inch
(4.3
to 1.8 mm).
FUEL
CONTROL
CLEARANCE
0.010-0.030
INCH
(0.25-0.76
mm)
FIGURE
65.
FUEL SOLENOID ADJUSTYEW
Flow
Timing
-
Troubleshooting Only
Flow timing is performed at either injection line to
establish
or
confirm the port closing (PC) point
of
each fuel injection cycle. The PC point should be
about
the
same for each cylinder, but an allowable
difference between cylinders is
2.5
crankshaft
de-
grees of rotation, measured
on
the flywheel rim.
Approximately 0.1-inch
(2.54
mm)
is
equivalent to
1
degree
of
rotation.
At
1500
and
1800
rpm, PC should
t
DELIVERY
PIPE
DELIVERY VALVE
DELIVERY
VALVE
HOLDER
DELIVERY
VALVE
PUMP
HOUSING
SUCTION
CHAMBER
PORT
PLUNGER BARREL
KNOCK
PIN
UPPER
SPRING
PLUNGER
SPRING
CONTROL
SL&E
LOWER
SPRING
SEAT
GUIDE
PIN
FIGURE
65a.
SINGLE INJECTION PUMP ASSEMBLY
55
Redistribution or publication of this document,
by any means, is strictly prohibited.
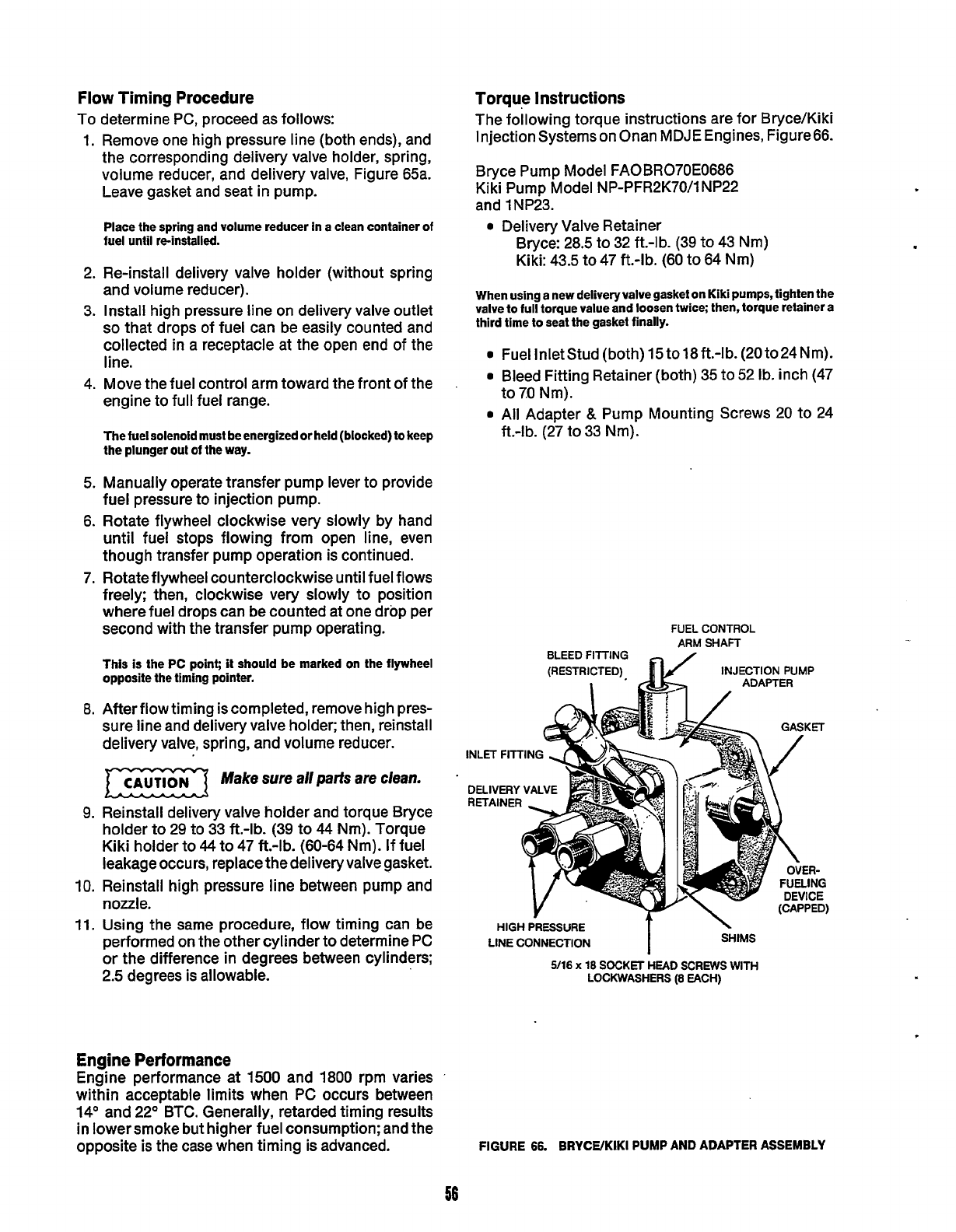
Flow
Timing Procedure
To
determine PC, proceed as follows:
1.
Remove one high pressure line (both ends), and
the corresponding delivery valve holder, spring,
volume reducer, and delivery valve, Figure 65a.
Leave gasket and seat in pump.
Place the spring and volume reducer in a clean container
of
fuel until re-installed.
2. Re-install delivery valve holder (without spring
and volume reducer).
3.
Install high pressure line
on
delivery valve outlet
so
that drops of fuel can be easily counted and
collected in a receptacle at the open end
of
the
line.
4.
Move the fuel control arm toward the front of the
engine to full fuel range.
The fuel solenoid must be energized or held (blocked) to keep
the plunger
out
of the way.
5.
Manually operate transfer pump lever to provide
fuel pressure to injection pump.
6. Rotate flywheel clockwise very slowly by hand
until fuel stops flowing from open line, even
though transfer pump operation is continued.
7. Rotate flywheel counterclockwise until fuel flows
freely; then, clockwise very slowly to position
where fuel drops can be counted at one drop per
second with the transfer pump operating.
This is the PC point;
it
should be marked on the flywheel
opposite the timing pointer.
8.
After flow timing iscompleted, remove high pres-
sure line and delivery valve holder; then, reinstall
delivery valve, spring, and volume reducer.
Make sure all parts are
clean.
9. Reinstall delivery valve holder and torque Bryce
holder to 29 to 33 ft.-lb. (39 to 44 Nm). Torque
Kiki holder to
44
to 47 ft.-lb.
(60-64
Nm). If fuel
leakage occurs, replace the delivery valve gasket.
10.
Reinstall high pressure line between pump and
nozzle.
11.
Using the same procedure, flow timing can be
performed on the other cylinder to determine PC
or the difference in degrees between cylinders;
2.5 degrees is allowable.
Torque Instructions
The following torque instructions are for Bryce/Kiki
Injection Systemson Onan MDJE Engines, Figure66.
Bryce Pump Model FAOBR070E0686
Kiki Pump Model NP-PFR2K70/1NP22
and
1
NP23.
0
Delivery Valve Retainer
Bryce: 28.5 to 32 ft.-lb. (39 to 43 Nm)
Kiki: 43.5 to 47 ft.-lb. (60 to 64 Nm)
When using a new deliveryvalvegasket
on
Kiki
pumps,
tighten the
valve
lo
full torque value and loosen twice; then, torque retainer a
third time to seat the gasket finally.
0
Fuel Inletstud (both)
15
to18ft.-lb. (20to24Nm).
0
Bleed Fitting Retainer (both) 35 to 52 Ib. inch (47
0
All
Adapter
&
Pump Mounting Screws 20 to 24
to
7.0
Nm).
ft.-lb. (27 to 33 Nm).
FUEL
CONTROL
ARM
SHAFT
BLEED
FITTING
(RESTRICTED)
fl/
INJECTION
PUMP
INLET FITTING
DELIVERY
VALVE
RETAINER
SHIMS
T
HIGH
PRESSURE
LINE
CONNECTION
5/16
x
18
SOCKET
HEAD
SCREWS
WITH
LOCKWASHERS
(8
EACH)
Engine Performance
Engine performance
at
1500
and 1800 rpm varies
within acceptable limits when
PC
occurs between
14' and 22' BTC. Generally, retarded timing results
in lower smoke but higher fuel consumption; and the
opposite is the case when timing is advanced.
FIGURE
66.
BRYCWKIKI
PUMP AND ADAPTER ASSEMBLY
56
Redistribution or publication of this document,
by any means, is strictly prohibited.
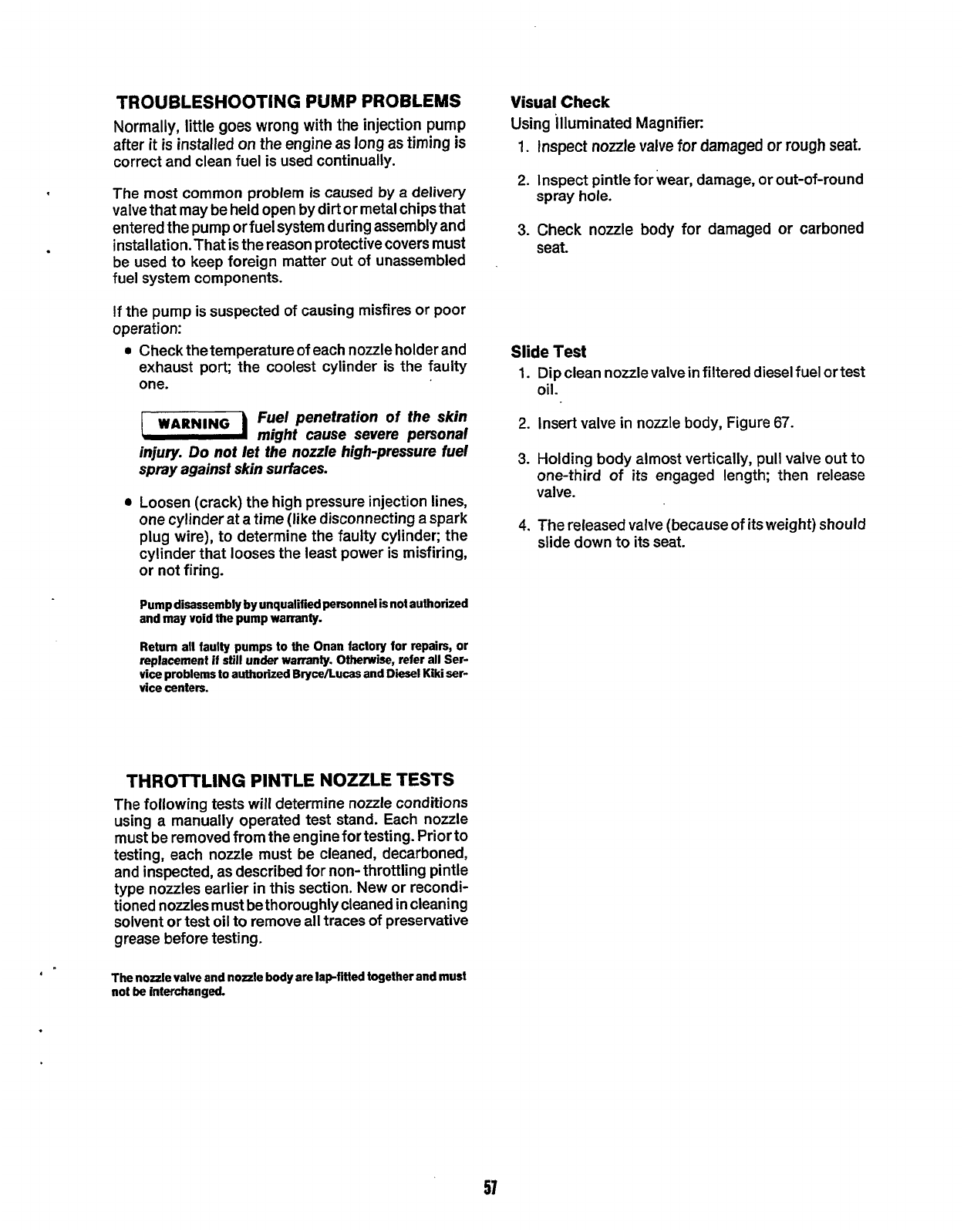
TROUBLESHOOTING
PUMP
PROBLEMS
Normally, little goes wrong with the injection pump
after
it
is installed on the engine as long
as
timing
is
correct and clean fuel is used continually.
The
most
common problem is caused
by
a
delivery
valve that may be held open by dirt or metal chipsthat
entered the pump
or
fuel system during assembly and
installation.That is the reason protectivecovers must
be used to keep foreign matter out of unassembled
fuel system components.
If the pump is suspected of causing misfires or poor
operation:
0
Check the temperature of each nozzle holder and
exhaust port; the coolest cylinder is the faulty
one.
Fuel penefration
of
the skin
might cause severe personal
injury.
Do
not
let the nozzle high-pressure fuel
spray
against skin
surfaces.
Loosen (crack) the high pressure injection lines,
one cylinder at a time (like disconnecting a spark
plug wire), to determine the faulty cylinder; the
cylinder that looses the least power is misfiring,
or not firing.
Pump disassembly
by
unqualified personnel
is
not authorized
and may void the pump warranty.
Return all faulty pumps
to
the Onan factory for repairs, or
replacement
if
still
under
warranty.
Otherwise,
refer all Ser-
vice
problems
to
authorized
B~yceRucas
and
Diesel
Kiki
ser-
vice centers.
THROTTLING PINTLE NOZZLE TESTS
The following tests will determine nozzle conditions
using a manually operated test stand. Each nozzle
must be removed from the engine for testing. Prior to
testing, each nozzle must be cleaned, decarboned,
and inspected, as described for non- throttling pintle
type nozzles earlier
in
this section. New or recondi-
tioned nozzles must be thoroughly cleaned in cleaning
solvent or test oil to remove
all
traces of preservative
grease before testing.
Visual
Check
Using illuminated Magnifier:
1.
Inspect nozzle valve for damaged
or
rough seat.
2.
Inspect pintle for wear, damage, or out-of-round
3.
Check nozzle body for damaged or carboned
spray hole.
seat.
Slide
Test
oil.
1.
Dip clean nozzle valve
in
filtered diesel fuel or test
2.
Insert valve in nozzle body, Figure
67
3.
Holding body almost vertically, puli valve out to
one-third of its engaged length; then release
valve.
4.
The released valve (becauseof its weight) should
slide down to its seat.
The nozzle valve and nozzle
body
are
lapfitted
together and must
not
be
interchanged.
57
Redistribution or publication of this document,
by any means, is strictly prohibited.
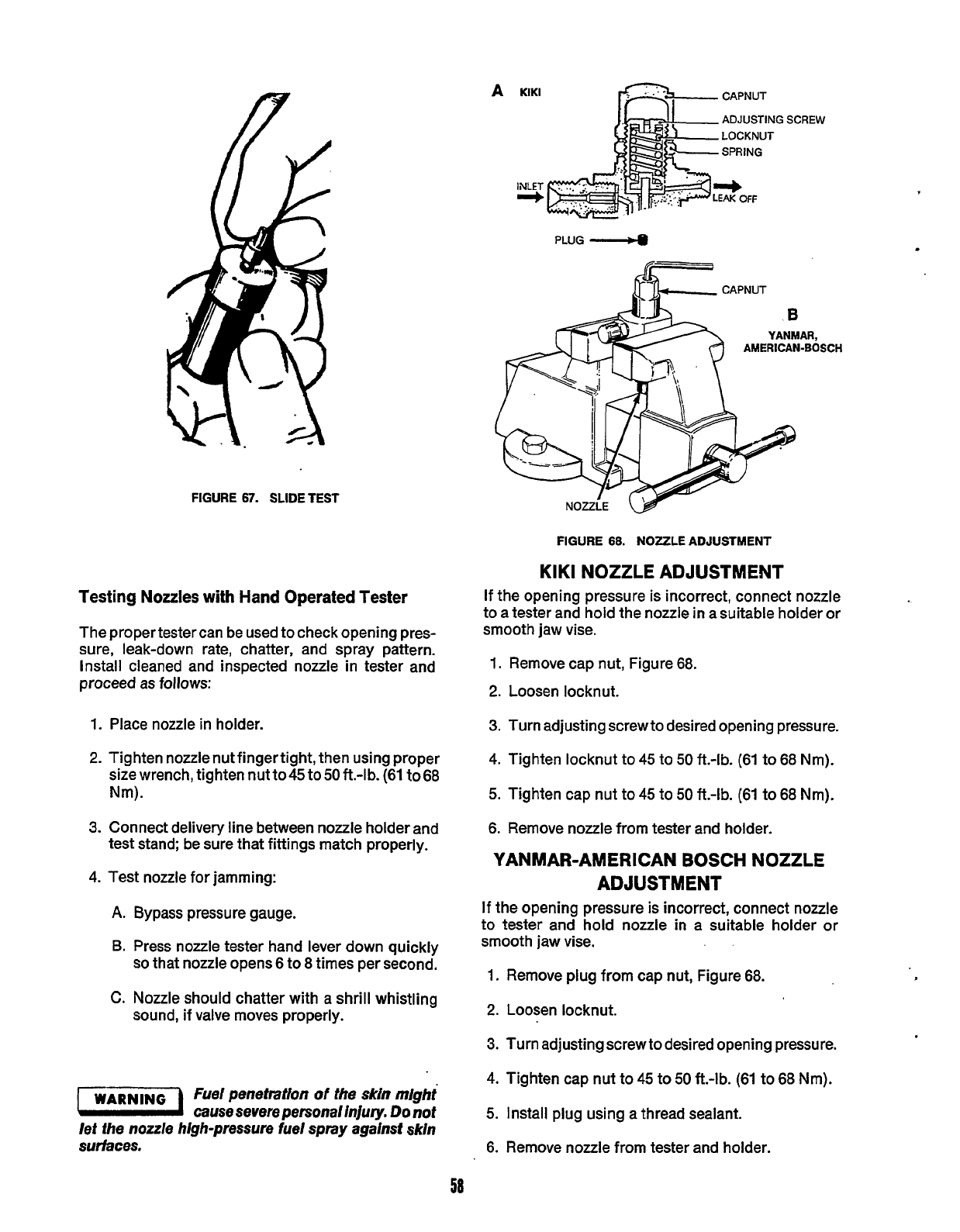
FIGURE
67.
SLIDETEST
Testing Nozzles with
Hand
Operated Tester
The proper tester can be used to check opening pres-
sure, leak-down rate, chatter, and spray pattern.
Install cleaned and inspected nozzle in tester and
proceed as follows:
1.
Place nozzle in holder.
2.
Tighten nozzle nutfingertight, then using proper
size wrench, tighten nut to45 to
50
ft.-lb.
(61 to68
Nm).
3.
Connect delivery line between nozzle holder and
test stand; be sure that fittings match properly.
4. Test nozzle for jamming:
A.
Bypass pressure gauge.
B.
Press nozzle tester hand lever down quickly
so
that nozzle opens
6
to
8
times per second.
C.
Nozzle should chatter with a shrill whistling
sound, if valve moves properly.
Fuel
penetrirffon
of
the
skln
might
cause severe personaiinjury.
Do
not
let fhe nozzle high-pressure fuel
spray
against
skin
surfaces.
A
KlKl
CAPNUT
Lu
ADJUSTING
SCREW
-
LOCKNUT
-SPRING
MERICAN-BOSCH
FIGURE
68.
NOZZLE ADJUSTMENT
KlKl
NOZZLE
ADJUSTMENT
If the opening pressure is incorrect, connect nozzle
to a tester and hold the nozzle
in
a suitable holder
or
smooth jaw vise.
1.
Remove cap nut, Figure
68.
2.
Loosen locknut.
3.
Turn adjusting screwto desired opening pressure.
4. Tighten locknut to
45
to
50
ft.-lb.
(61
to
68
Nrn).
5.
Tighten cap nut
to
45
to
50
ft.-lb.
(61
to
68
Nrn).
6.
Remove nozzle from tester and holder.
YANMAR-AMERICAN
BOSCH
NOZZLE
ADJUSTMENT
If
the opening pressure is incorrect, connect nozzle
to tester and hold nozzle in a suitable holder or
smooth jaw vise.
1.
Remove plug from cap nut, Figure
68.
2.
Loosen locknut.
3.
Turn adjusting screw to desired opening pressure.
4.
Tighten cap nut to
45
to
50
ft.-lb.
(61
to
68
Nm).
5.
Install plug using a thread sealant.
6.
Remove nozzle from tester and holder.
58
Redistribution or publication of this document,
by any means, is strictly prohibited.
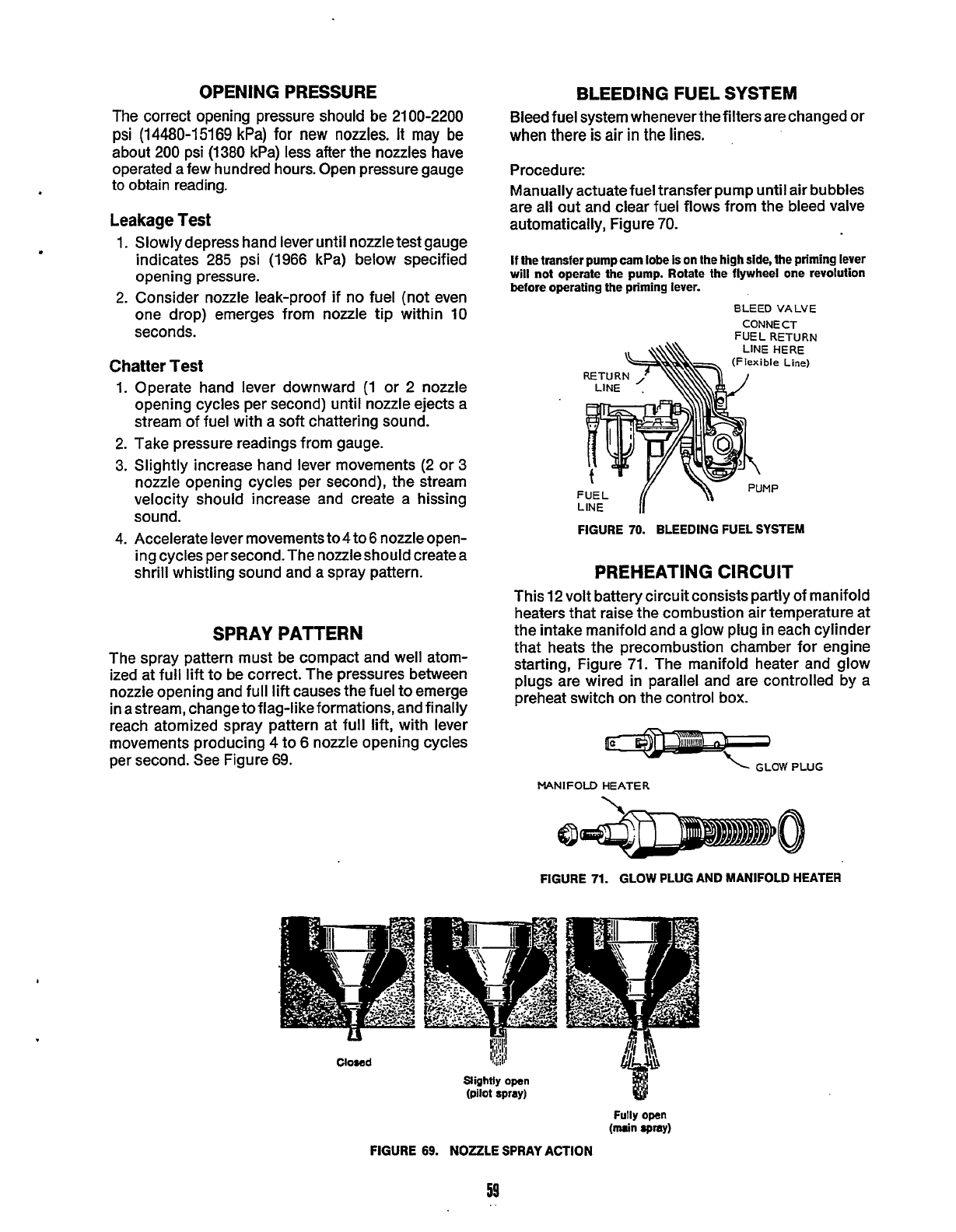
OPENING
PRESSURE
The correct opening pressure should be 21 00-2200
psi
(14480-15169
kPa)
for
new
nozzles.
It
may
be
about
200
psi (1380 kPa) less after the nozzles have
operated a few hundred hours. Open pressure gauge
to obtain reading.
Leakage Test
1.
Slowly depress hand lever until nozzle test gauge
indicates 285 psi (1966 kPa) below specified
opening pressure.
2. Consider nozzle leak-proof if no fuel (not even
one drop) emerges from nozzle tip within
10
seconds.
Chatter Test
Operate hand lever downward (1 or 2 nozzle
opening cycles per second) until nozzle ejects a
stream of fuel with a soft chattering sound.
Take pressure readings from gauge.
Slightly increase hand lever movements (2 or
3
nozzle opening cycles per second), the stream
velocity should increase and create a hissing
sound.
Accelerate lever movements to4 to
6
nozzle open-
ing cycles persecond.The nozzleshould createa
shrill whistling sound and a spray pattern.
SPRAY PATTERN
The spray pattern must be compact and well atom-
ized at full
lift
to be correct. The pressures between
nozzle opening and full
lift
causes the fuel to emerge
in a stream, changetoflag-likeformations, and finally
reach atomized spray pattern at full lift, with lever
movements producing 4 to
6
nozzle opening cycles
per second. See Figure
69.
Closed
FIGURE
BLEEDING
FUEL
SYSTEM
Bleed fuel system whenever the filters are changed or
when
there
is
air
in
the
lines.
Procedure:
Manually actuate fuel transfer pump until air bubbles
are all out and clear fuel flows from the bleed valve
automatically, Figure
70.
If
the transfer pump cam lobe
is
on the high side, the priming lever
will
not operate the pump. Rotate the flywheel one revolution
before
operating the priming lever.
BLEED
VALVE
FUEL
RETURN
CONNECT
FIGURE
70.
BLEEDING FUEL SYSTEM
PREHEATING
CIRCUIT
This 12 volt battery circuit consists partly of manifold
heaters that raise the combustion air temperature at
the intake manifold and a glow plug in each cylinder
that heats the precombustion chamber for engine
starting, Figure 71. The manifold heater and glow
plugs are wired in parallel and are controlled by a
preheat switch on the control box.
GLOW PLUG
MANIFOLD
HEATER
FIGURE
71.
GLOW PLUG AND MANIFOLD HEATER
Slightly
open
(pilot spray)
69.
NOZZLE
SPRAY
ACTION
59
Redistribution or publication of this document,
by any means, is strictly prohibited.
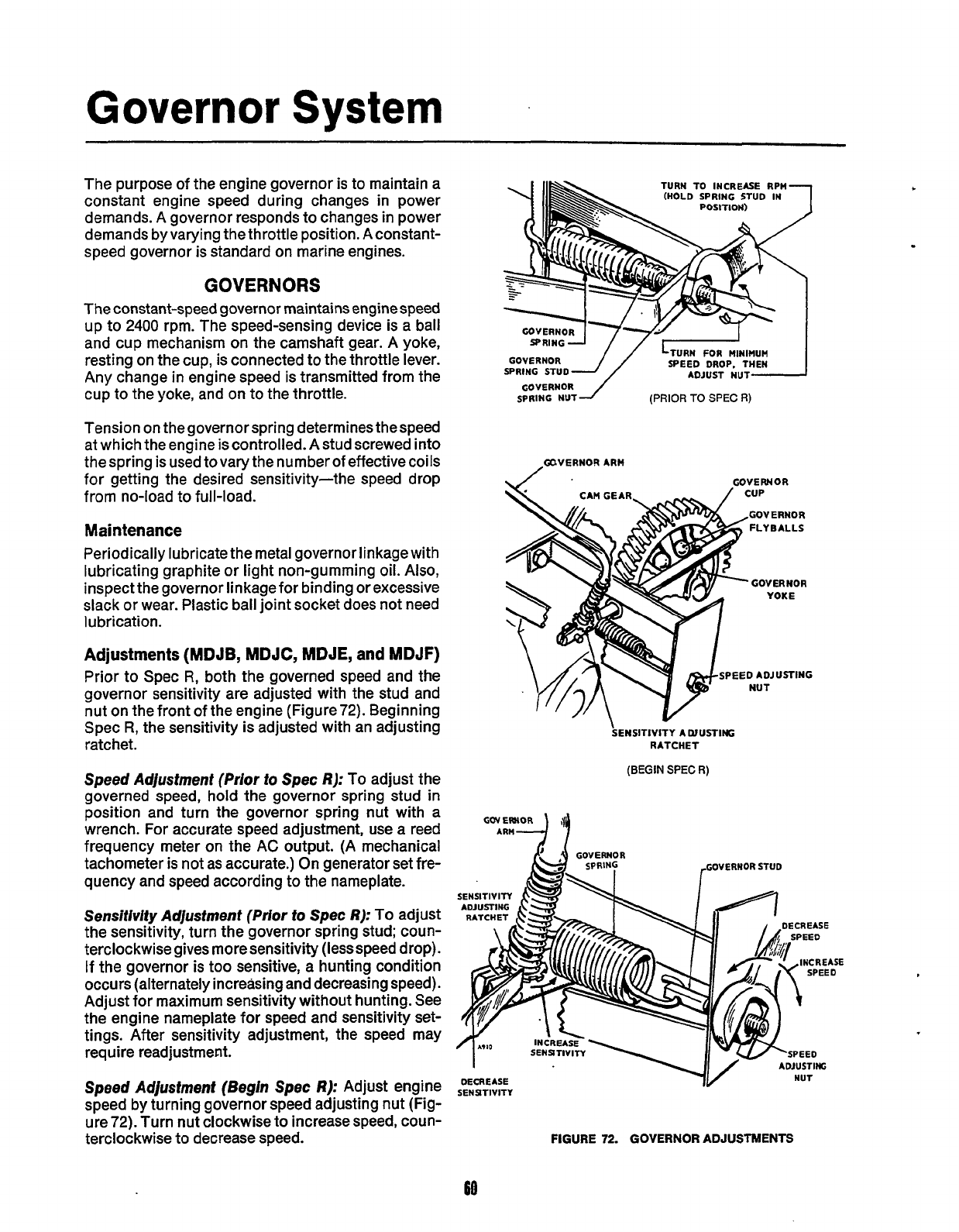
Governor
System
The purpose of the engine governor
is
to maintain a
constant engine speed during changes in power
demands.
A
governor responds to changes in power
demands by varying the throttle position.
A
constant-
speed governor is standard on marine engines.
GOVERNORS
The constant-speed governor maintains enginespeed
up to
2400
rpm. The speed-sensing device is a ball
and cup mechanism on the camshaft gear. A yoke,
resting on the cup, is connected to the throttle lever.
Any change in engine speed is transmitted from the
cup to the yoke, and on to the throttle.
Tension on thegovernor spring determines thespeed
at which the engine is controlled. Astud screwed into
thespring isused tovarythenumberofeffectivecoils
for getting the desired sensitivity-the speed drop
from no-load to full-load.
Maintenance
Periodically lubricate the metal governor Iinkagewith
lubricating graphite or light non-gumming oil. Also,
inspect the governor linkage for binding or excessive
slack or wear. Plastic ball joint socket does not need
lubrication.
Adjustments (MDJB, MDJC, MDJE, and MDJF)
Prior to Spec
R,
both the governed speed and the
governor sensitivity are adjusted with the stud and
nut on the front of the engine (Figure72). Beginning
Spec
R,
the sensitivity is adjusted with an adjusting
ratchet.
Speed Adjustment
(Prior
to
Spec
R):
To
adjust the
governed speed, hold
the
governor spring stud in
position and turn the governor spring nut with a
wrench. For accurate speed adjustment, use a reed
frequency meter on the
AC
output.
(A
mechanical
tachometer is not as accurate.) On generator set fre-
quency and speed according to the nameplate.
Sensiflvity
Adjustment
(Prior
to
Spec
R):
To
adjust
the sensitivity, turn the governor spring stud; coun-
terclockwise gives more sensitivity (lessspeed drop).
If
the governor is too sensitive, a hunting condition
occurs (alternately increasing and decreasing speed).
Adjust for maximum sensitivity without hunting. See
the engine nameplate for speed and sensitivity set-
tings. After sensitivity adjustment, the speed may
require readjustment.
Speed
Adjustment (Begln
Spec
R):
Adjust engine
speed by turning governor speed adjusting nut (Fig-
ure
72).
Turn nut clockwise to increase speed, coun-
terclockwise to decrease speed.
TURN
TO
INCREASE RPM
(HOLD SPRING
STUD
IN
LTURN
FOR
MINIMUM
SPEED DROP. THEN
ADJUST
NUT-
GOVERNOR-
J/
SPRING
STUD
GOVERNOR
1
SPRING
NUT
(PRIOR
TO
SPEC
R)
GUVERNORARH
\/
’
GOVERNOR
GOVERNOR
YOKE
PEED ADJUSTING
NUT
SENSITIVITY
A
CUUSTlffi
RATCHET
(BEGIN
SPEC
R)
ARM
9
GOVERHOR
STUD
SENSTIVITY
FIGURE
72.
GOVERNOR ADJUSTMENTS
Redistribution or publication of this document,
by any means, is strictly prohibited.
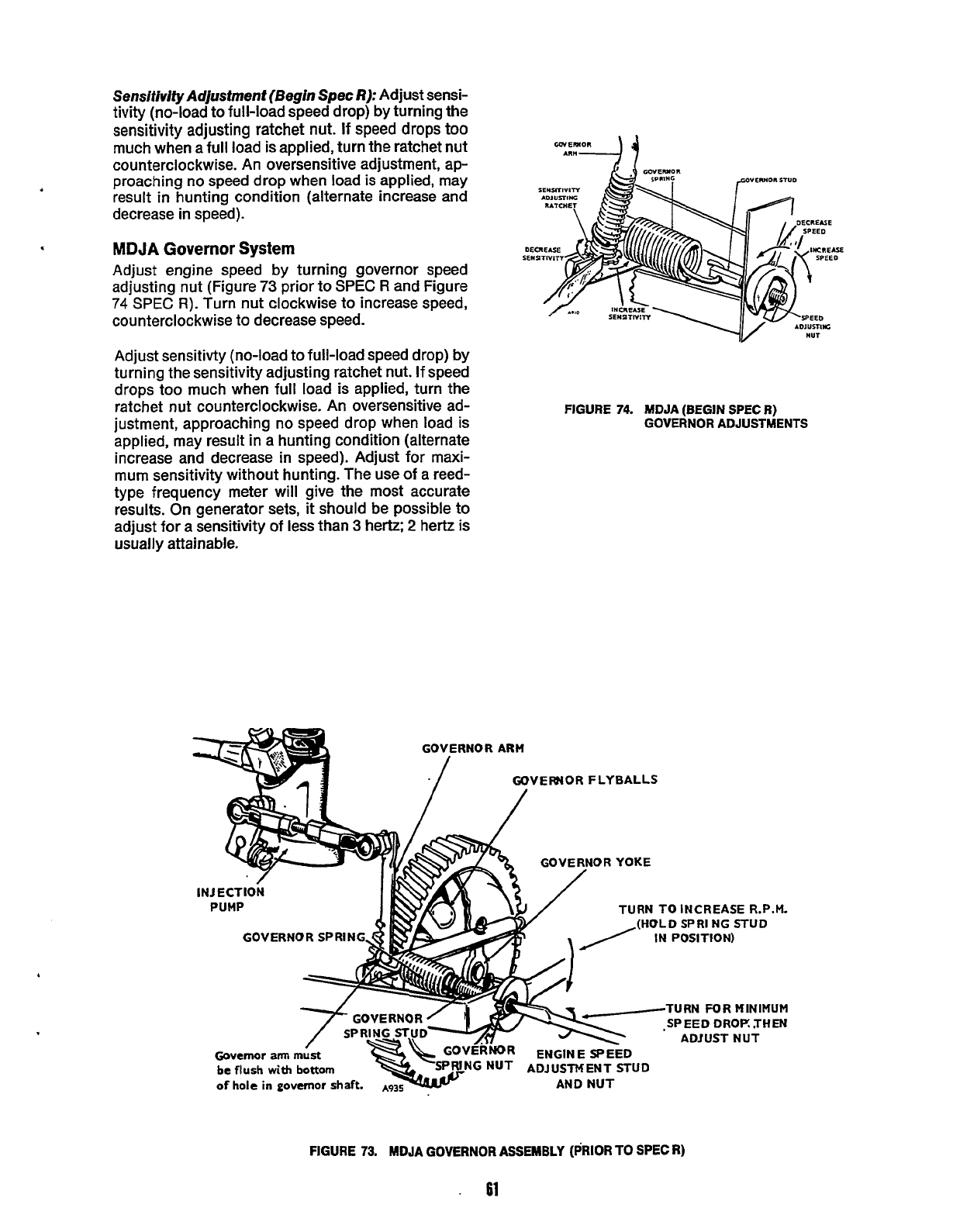
I
Sensitiwity
Adjustment
(Begin
Spec
R):
Adjust sensi-
tivity (no-load to full-load speed drop) by turning the
sensitivity adjusting ratchet nut.
If
speed drops
too
much when a full load is applied, turn the ratchet nut
counterclockwise. An oversensitive adjustment, ap-
proaching no speed drop when load is applied, may
result
in
hunting condition (alternate increase and
decrease
in
speed).
MDJA
Governor
System
Adjust engine speed
by
turning governor speed
adjusting nut (Figure
73
prior to
SPEC
R
and Figure
74
SPEC
R).
Turn nut clockwise to increase speed,
counterclockwise to decrease speed.
Adjust sensitivty (no-load to full-load speed drop) by
turning the sensitivity adjusting ratchet nut. If speed
drops too much when full load is applied, turn the
justment, approaching no speed drop when load is
applied, may result in a hunting condition (alternate
increase and decrease in speed). Adjust for maxi-
mum sensitivity without hunting. The use of a reed-
type frequency meter will give the most accurate
results. On generator sets, it should be possible to
adjust for a sensitivity of less than
3
hertz;
2
hertz is
usually attainable.
ratchet nut counterclockwise. An oversensitive ad-
FIGURE
74.
MDJA
(BEGIN
SPEC
R)
GOVERNOR ADJUSTMENTS
PUMP (HUL
D
SP
RI
NG
STUD
GOVERNOR SPRING
*-TURN
FOR
MINIMUM
.SPEED
DROETHEN
ADJUST NUT
ADJUSTMENT STUD
n1
\L/
TURN TO INCREASE R.P.M.
of
hole
in
governor
shaft.
A9
AND NUT
3-
FIGURE
73.
MDJA GOVERNOR
ASSEMBLY
(PRIOR
TO
SPEC
R)
.
61
Redistribution or publication of this document,
by any means, is strictly prohibited.
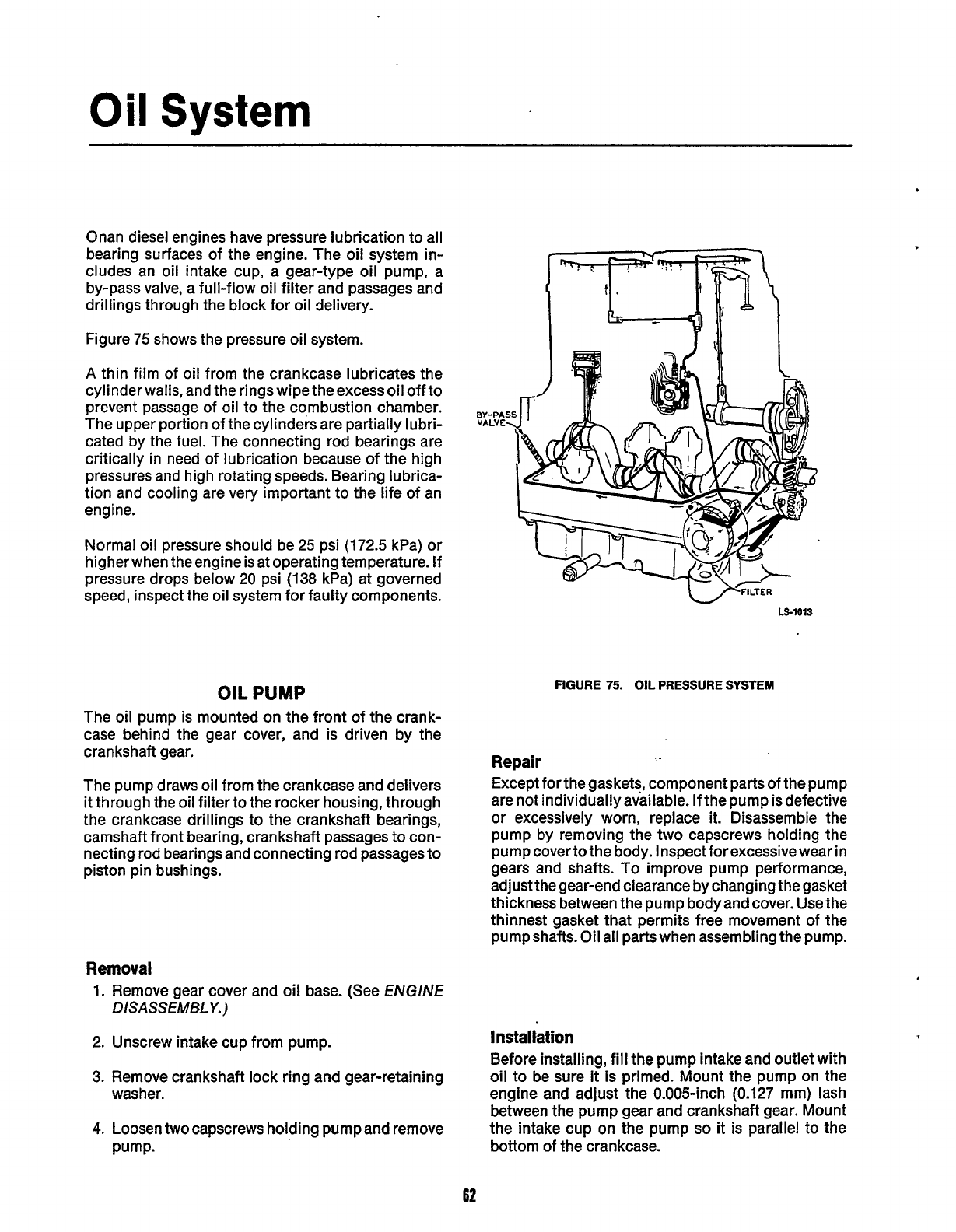
Oil
System
Onan diesel engines have pressure lubrication to all
bearing surfaces of the engine. The oil system in-
cludes an oil intake cup, a gear-type oil pump, a
by-pass valve, a full-flow oil filter and passages and
drillings through the block for oil delivery.
Figure
75
shows the pressure oil system.
A
thin film of oil from the crankcase lubricates the
cylinder walls, and the rings wipe the excess oil off to
prevent passage of oil to the combustion chamber.
The upper portion of the cylinders are partially lubri-
cated by the fuel. The connecting rod bearings are
critically in need of lubrication because of the high
pressures and high rotating speeds. Bearing lubrica-
tion and cooling are very important to the life
of
an
engine.
Normal oil pressure should be
25
psi
(172.5
kPa) or
higher when the engine is at operating temperature. If
pressure drops below
20
psi
(138
kPa) at governed
speed, inspect the oil system for faulty components.
OIL
PUMP
The oil pump is mounted on the front of the crank-
case behind the gear cover, and is driven by the
crankshaft gear.
The pump draws oil from the crankcase and delivers
it through the oil filter to the rocker housing, through
the crankcase drillings to the crankshaft bearings,
camshaft front bearing, crankshaft passages to con-
necting rod bearings and connecting rod passages to
piston pin bushings.
c
-FILTER
LS-1013
FIGURE
75.
OIL
PRESSURE
SYSTEM
Repair
Except for the gaskets, component parts of the pump
are not individually available.
If
the pump is defective
or excessively worn, replace it. Disassemble the
pump by removing the two capscrews holding the
pump coverto the body. Inspect forexcessive wear in
gears and shafts. To improve pump performance,
adjust the gear-end clearance by changing the gasket
thickness between the pump body and cover. Use the
thinnest gasket
that
permits free movement of
the
pumpshafts. Oil all parts when assembling the pump.
Removal
1.
Remove gear cover and oil base. (See
ENGINE
2.
Unscrew intake cup from pump.
3.
Remove crankshaft lock ring and gear-retaining
4.
Loosen
two
capscrews holding pump and remove
DISASSEMBLY.)
Installation
Before installing, fill the pump intake and outlet with
oil to be sure
it
is primed. Mount the pump on
the
engine and adjust the 0.005-inch
(0.127
mm) lash
between the pump gear and crankshaft gear. Mount
the intake cup
on
the pump
so
it
is
parallel to the
washer.
Pump-
bottom
of the crankcase.
62
Redistribution or publication of this document,
by any means, is strictly prohibited.
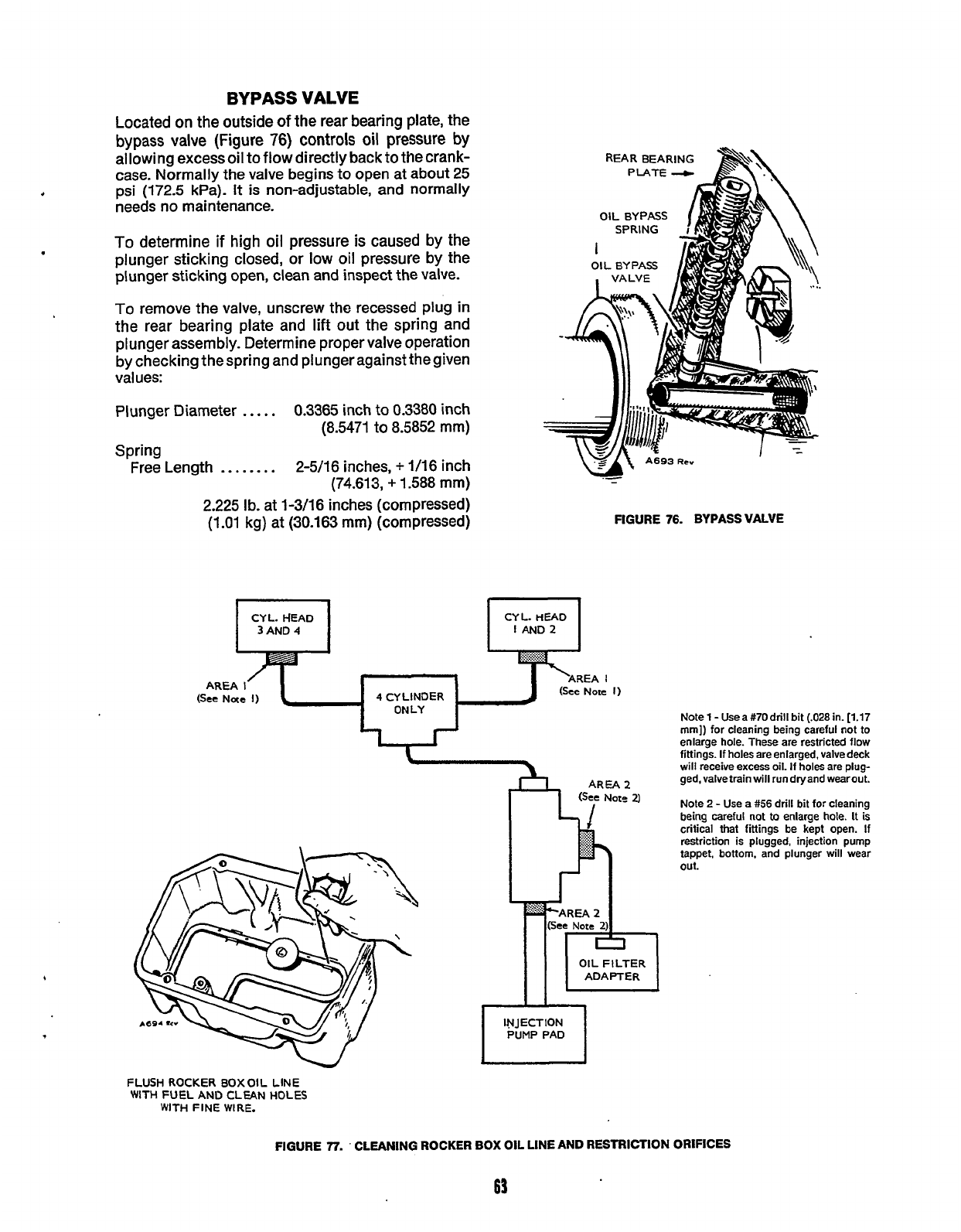
BYPASS
VALVE
Located
on
the outside of the rear bearing plate, the
bypass valve (Figure
76)
controls
oil
pressure
by
allowingexcessoil toflow directly backtothecrank-
case. Normally the valve begins to open at about 25
psi
(172.5
kPa).
It
is
non-adjustable, and normally
needs no maintenance.
To
determine if high oil pressure is caused by the
plunger sticking closed, or
low
oil pressure by the
plunger sticking open, clean
and
inspect the valve.
To
remove the valve, unscrew the recessed plug
in
the rear bearing plate and lift out the spring and
plunger assembly. Determine proper valve operation
by checking thespring and plunger against thegiven
values:
Plunger Diameter
.
.
. .
.
Spring
0.3365
inch
to
0.3380
inch
(8.5471
to 8.5852
mrn)
2-5/16
inches,
+
1/16
inch
(74.613,
+
1.588 mm)
2.225
Ib.
at
1-3/16
inches (compressed)
(1.01
kg) at
(30.163
rnm)
(compressed)
Free Length
.
.
. .
. .
.
.
FIGURE
76.
BYPASS
VALVE
CYL. HEAD
CY
L.
HEAD
3
AND
4
lAND2
4
CY
LINDER
ONLY
W
FLUSH ROCKER BOXOIL LINE
WITH FUEL
AND
CLEAN HOLES
WITH
FINE
WIRE.
Pjee
Note
2)
OIL FILTER
ADAPTER
I
1
J
ECTlON
PUMP PAD
Note
1
-Usea#70drill bit (.028in. [1.17
mm])
for cleaning being careful not to
enlarge hole.
These
are restricted flow
fittings. If holes are enlarged, valve deck
will receive excess oil. If
holes
are plug-
ged.valvetrain will rundryand wearout.
Note
2
-
Use a
#56
drill bit for cleaning
being careful not
to
enlarge hole.
It
is
critical that fittings be kept open.
If
restriction is plugged, injection pump
tappet, bottom, and plunger will wear
out.
FIGURE
77.
CLEANING
ROCKER BOX OIL LINE AND RESTRICTION ORIFICES
63
Redistribution or publication of this document,
by any means, is strictly prohibited.
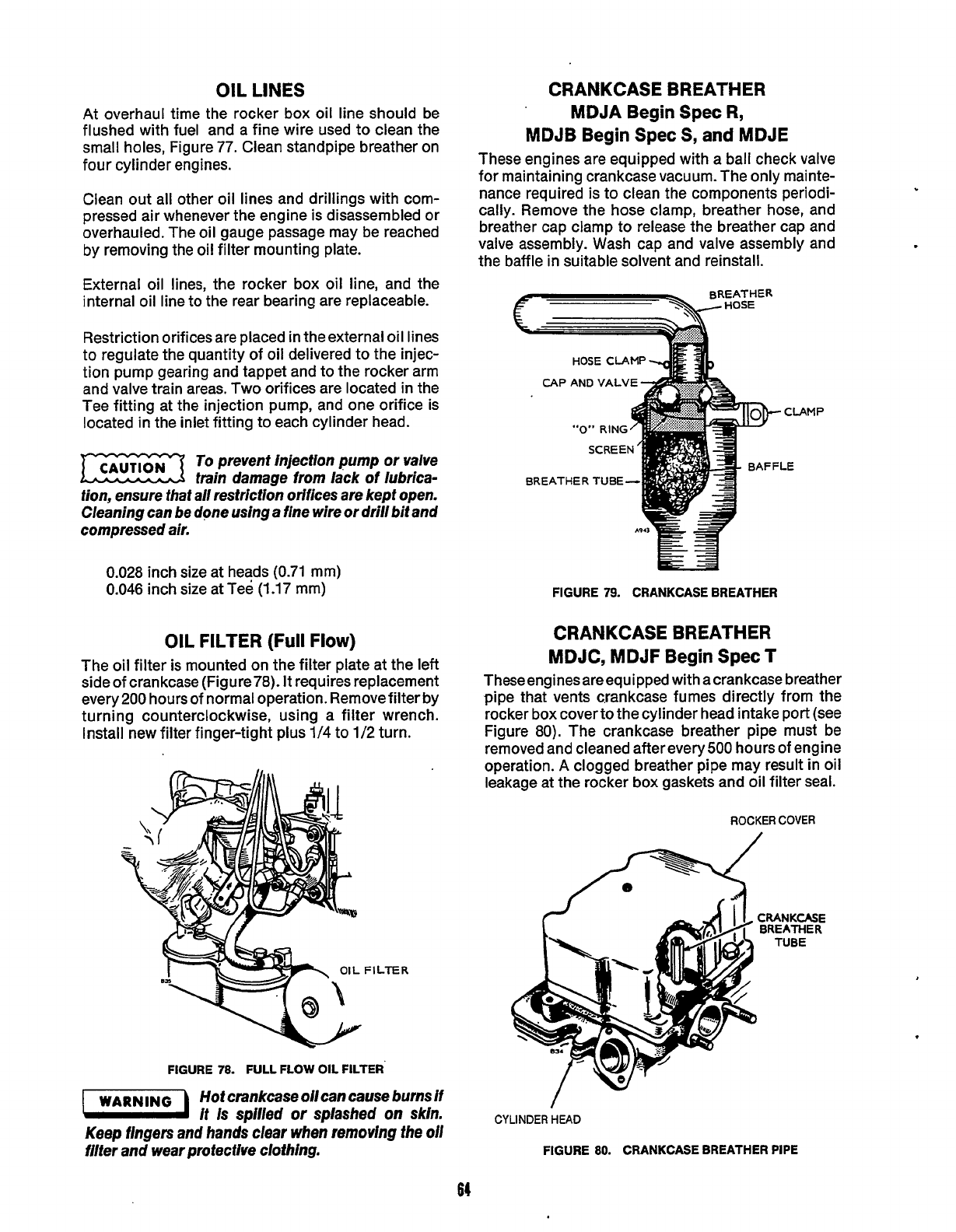
OIL LINES
At overhaul time the rocker box oil line should be
flushed with fuel and a fine wire used to clean the
small holes, Figure
77.
Clean standpipe breather on
four cylinder engines.
Clean out all other oil lines and drillings with com-
pressed air whenever the engine is disassembled or
overhauled. The oil gauge passage may be reached
by removing the oil filter mounting plate.
External oil lines, the rocker box oil line, and the
internal oil line to the rear bearing are replaceable.
Restriction orifices are placed
in
theexternal oil lines
to regulate the quantity of oil delivered to the injec-
tion pump gearing and tappet and to the rocker arm
and valve train areas. Two orifices are located
in
the
Tee fitting at the injection pump, and one orifice is
located in the inlet fitting to each cylinder head.
To
prevenf injection pump or valve
train damage from lack of iubrica-
fion,
ensure fhaf ail restriction orifices are kept open.
Cleaning can be done using
a
fine wire or drill bit and
compressed air.
0.028 inch size at heads
(0.71
mm)
0.046
inch size at Tee
(1
.I
7
mm)
OIL FILTER (Full Flow)
The oil filter is mounted on the filter plate at the left
side of crankcase (Figure78). It requires replacement
every 200 hours of normal operation. Remove filter by
turning counterclockwise, using a filter wrench.
Install new filter finger-tight plus
1/4
to
1/2
turn.
FILTER
FIGURE
78.
FULL FLOW OIL FILTER
Hot crankcase
011
can cause burns if
if is spilled
or
splashed on skin.
Keep flngers and hands clear when removing
fhe
oil
filter and wear profecfive clothing.
CRANKCASEBREATHER
'
MDJA Begin Spec
R,
MDJB Begin Spec
S,
and
MDJE
These engines are equipped with a ball check valve
for maintaining crankcase vacuum. The only mainte-
nance required is to clean the components periodi-
cally. Remove the hose clamp, breather hose, and
breather cap clamp to release the breather cap and
valve assembly. Wash cap and valve assembly and
the baffle in suitable solvent and reinstall.
CAP
AND
VALVE
BREATHER TUBE
FIGURE
79.
CRANKCASE BREATHER
AMP
CRANKCASEBREATHER
MDJC, MDJF Begin Spec
T
These eng
i
nes are equ
i
pped with a crankcase breather
pipe that vents c,rankcase fumes directly from the
rocker box coverto the cylinder head intake port (see
Figure 80). The crankcase breather pipe must be
removed and cleaned after every500 hours of engine
operation.
A
clogged breather pipe may result in oil
leakage at the rocker box gaskets and oil filter seal.
ROCKER
COVER
CYLINDER HEAD
FIGURE
80.
CRANKCASE BREATHER PIPE
64
Redistribution or publication of this document,
by any means, is strictly prohibited.
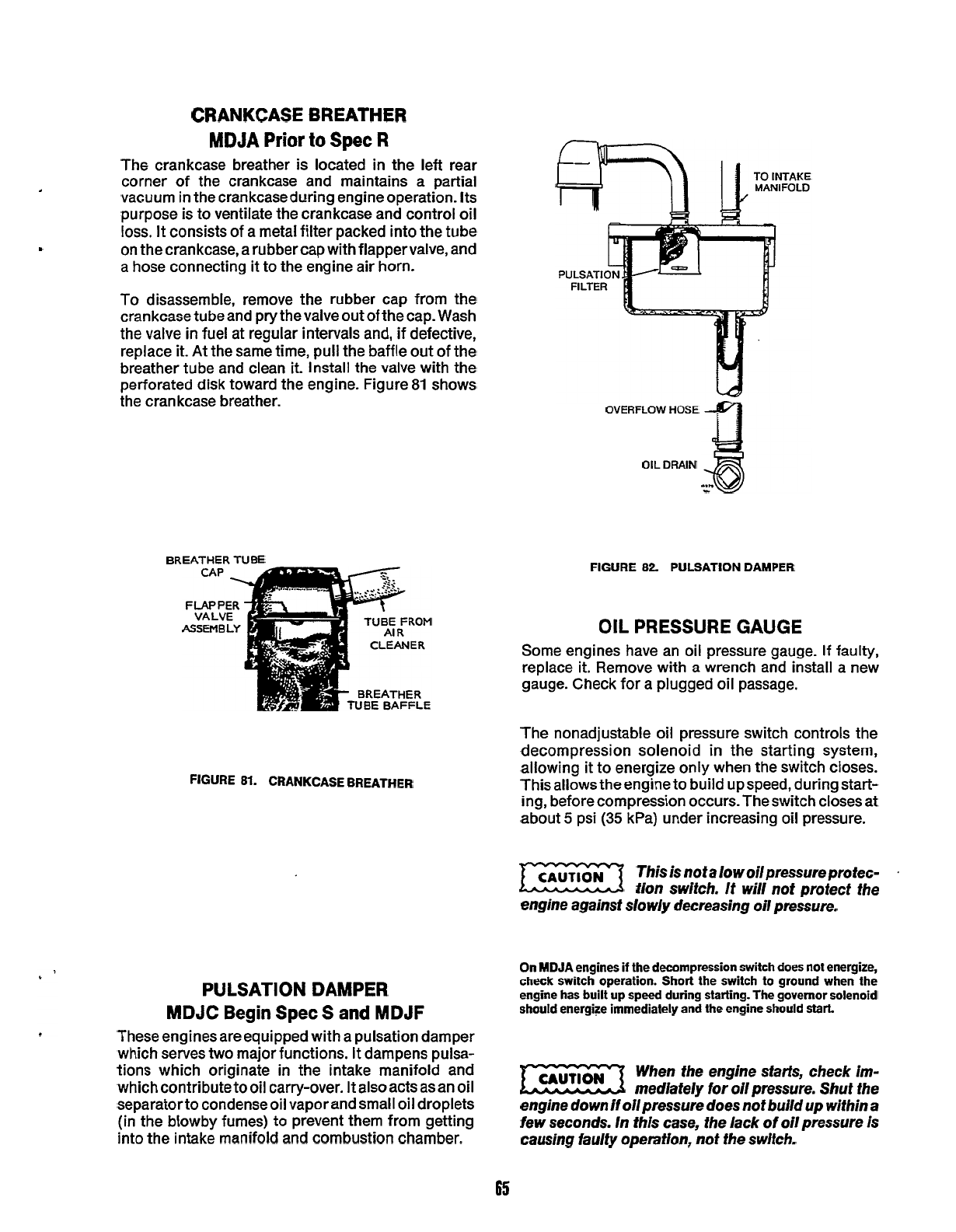
CRANKCASE BREATHER
.
MDJA
Prior
to
Spec
R
The crankcase breather is located
in
the left rear
corner
of
the crankcase and maintains
a
partial
vacuum in the crankcase during engine operation. Its
purpose is to ventilate the crankcase and control oil
loss.
It
consists of a metal filter packed
into
the tube
on the crankcase, a rubber cap with flapper valve, and
a
hose connecting it to the engine air horn.
To
disassemble, remove the rubber cap from the
crankcasetubeand prythevalveoutofthecap. Wash
the valve in fuel at regular intervals and, if defective,
replace
it.
At
the same time, pull the baffle out of the
breather tube and clean
it.
Install the valve with the
perforated disk toward the engine. Figure
81
shows
the crankcase breather.
BREATHER TUBE
FIGURE
81.
CRANKCASE BREATHER
PULSATION DAMPER
MDJC
Begin
Spec
S
and
MDJF
These enginesareequipped with a pulsation damper
which serves two major functions.
It
dampens pulsa-
tions which originate in the intake manifold and
which contribute to oil carry-over.
It
also acts as an oil
separatorto condense oil vapor and small oil droplets
(in the blowby fumes) to prevent them from getting
into the intake manifold and combustion chamber.
OVERFLOW
HOSE
OIL
DRAIN
FIGURE
82
PULSATION DAMPER
OIL
PRESSURE GAUGE
Some engines have an oil pressure gauge. If faulty,
replace
it.
Remove with a wrench and install
a
new
gauge. Check for a plugged oil passage.
The nonadjustable oil pressure switch controls the
decompression solenoid
in
the starting system,
allowing it to energize only when the switch closes.
This allows theengine
to
build upspeed, during start-
ing, before compression occurs. The switch closes at
about
5
psi
(35
kPa) under increasing oil pressure.
This is not a lowoilpressure profec-
.
fion swlfch.
If
will not profecf the
engine against slowly decreasing oil pressure.
On
MDJA
engines
if
the decompression switch does not energize,
check switch operation. Short the switch to ground when the
engine has built
up
speed during starting. The governor solenoid
should energize immediately and the engine should
start.
When fhe engine starts, check im-
mediafely for oil pressure. Shuf fhe
engine down iiollpressure does nof build up within a
few seconds. in this case, the lack
of
oil pressure
is
causing iaulfy operation, not fhe swifch.
65
Redistribution or publication of this document,
by any means, is strictly prohibited.
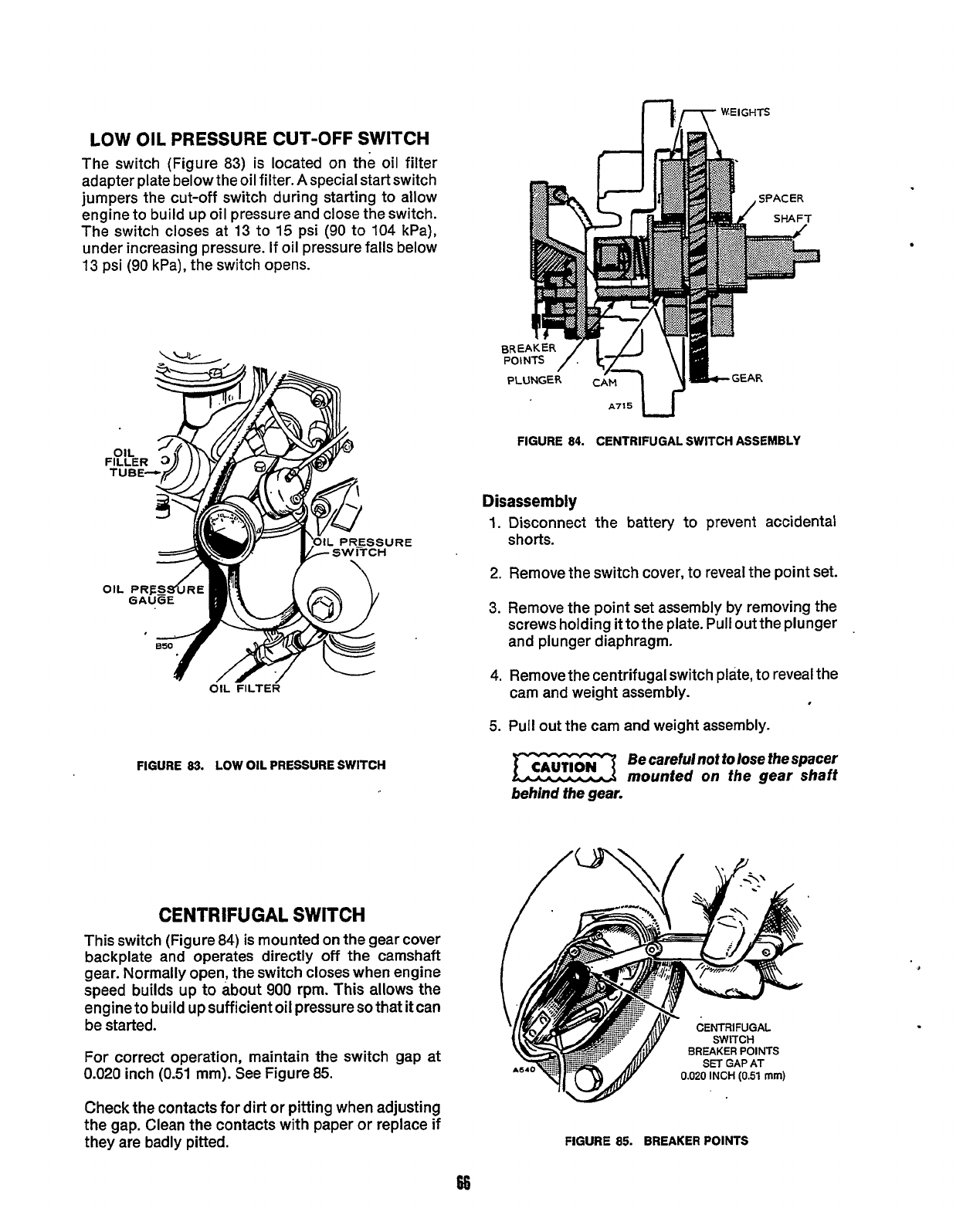
mm
WEIGHTS
LOW
OIL
PRESSURE
CUT-OFF SWITCH
The switch (Figure 83)
is
located on the oil filter
adapter plate below the oil filter. Aspecial start switch
jumpers
the
cut-off switch during starting to allow
engine to build up oil pressure and close the switch.
The switch closes at 13 to
15
psi (90 to 104 kPa),
under increasing pressure. If oil pressure falls below
13 psi
(90
kPa), the switch opens.
IRE
FIGURE
83.
LOW OIL PRESSURE SWITCH
CENTRIFUGAL
SWITCH
This switch (Figure 84)
is
mounted on the gear cover
backplate and operates directly
off
the camshaft
gear. Normally open, the switch closes when engine
speed builds up to about
900
rpm. This allows the
engine
to
build up sufficient oil pressure
so
that
it
can
be started.
For correct operation, maintain the switch gap at
0.020
inch (0.51 mm). See Figure
85.
Check the contacts for dirt
or
pitting when adjusting
the
gap.
Clean the contacts with paper or replace if
they are badly pitted.
A715
u
FIGURE
84.
CENTRIFUGAL SWITCH ASSEMBLY
Disassembly
1.
2.
3.
4.
5.
Disconnect the battery
to
prevent accidental
shorts.
Remove the switch cover, to reveal the point set.
Remove the point set assembly by removing the
screws holding
it
to the plate. Pull out the plunger
and plunger diaphragm.
Remove the centrifugal switch plate,
to
reveal the
cam and weight assembly.
Pull out the cam and weight assembly.
Be
carefulnot
to
lose thespacer
mounted
on
the gear shaft
behind the gear.
CENTRIFUGAL
FIGURE 85. BREAKER POINTS
Redistribution or publication of this document,
by any means, is strictly prohibited.
Repair
Thoroughly clean the gear and cam assembly, the
bearing surfaces
in
the gear case and breaker plate,
and the oil trickle holes to these bearings. Check the
oil spray hole in the gear case to be sure
it
is open.
Check for wear in the spacer, fiber plunger, and the
spring loaded shaft plunger. The spacer must be at
least
0.35
inch
(8.89
mm) long.
If
it
is not, replace
it
immediately. Push the weights outward; they should
move freely. If they do not,
or
if any part of the assern-
bly
is
sticking or worn, replace the cam and weight
assembly.
If
the cam
is
loose
on
the gear
shaft,
replace the assembly.
If
the breaker gap cannot be maintained at
.020
inch
(0.51
mm), check the fiber plunger and spacer for
wear.
Assembly
1.
Install thespacer on the shaft and install the shaft
assembly into the gear case, Match
it
with the
cam gear.
2.
Install the spring and plunger into the end of the
shaft.
3.
Install the breaker plate.
4.
Install the plunger and diaphragm.
5. Install the breaker pointson the breaker plateand
6.
Install the switch cover and reconnect the battery.
set the gap at
0.020
inch
(0.51
mm).
67
Redistribution or publication of this document,
by any means, is strictly prohibited.
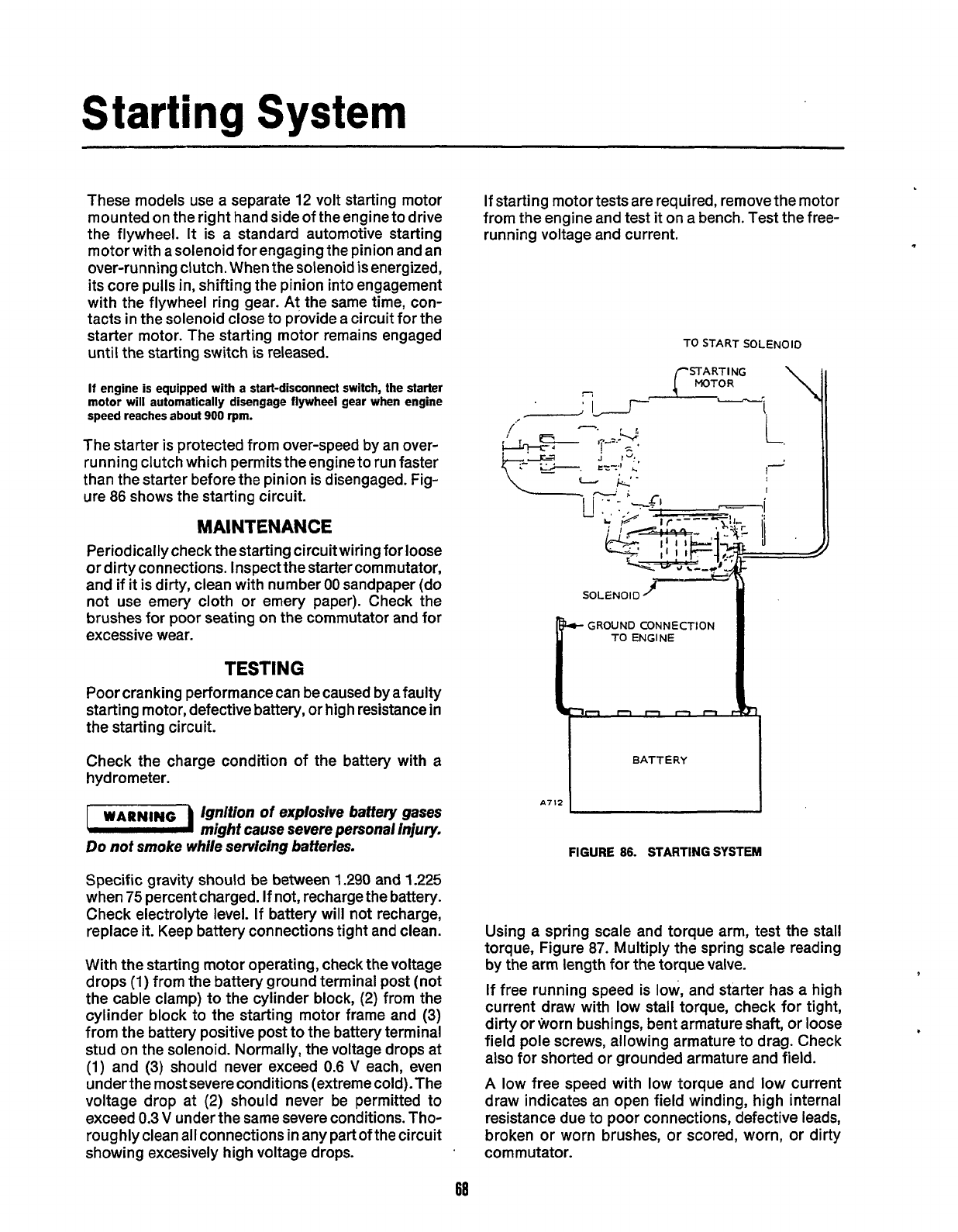
Starting
System
These models use a separate
12
volt starting motor
mounted on the right hand side of the engine to drive
the flywheel.
It
is a standard automotive starting
motor with a solenoid for engaging the pinion and an
over-running clutch.
When
the solenoid is energized,
its core pulls in, shifting the pinion into engagement
with the flywheel ring gear.
At
the same time, con-
tacts in the solenoid close to provide a circuit for the
starter motor. The starting motor remains engaged
until the starting switch
is
released.
If
engine
is
equipped with a start-disconnect switch, the starter
motor will automatically disengage flywheel gear when engine
speed reaches
about
900
rpm.
The starter is protected from over-speed by an over-
running clutch which permits theengine to run faster
than the starter before
the
pinion
is
disengaged. Fig-
ure
86
shows the starting circuit.
MAlNTENANCE
Periodically check thestarting circuitwiring for loose
or dirty connections. Inspect the starter commutator,
and if it is dirty, clean with number
00
sandpaper (do
not use emery cloth or emery paper). Check the
brushes for poor seating
on
the commutator and for
excessive wear.
TESTING
Poor cranking performance can be caused by afaulty
starting motor, defective battery, or high resistance in
the starting circuit.
Check the charge condition of the battery with a
hydrometer.
Ignition
of
explosive battery gases
might cause severe personal injury.
Do
not
smoke while servicing batteries.
Specific gravity should be between
1.290
and
1.225
when
75
percent charged. If not, recharge the battery.
Check electrolyte level. If battery will not recharge,
replace
it.
Keep battery connections tight and clean.
With the starting motor operating, check the voltage
drops (1) from the battery ground terminal post (not
the cable clamp) to the cylinder block,
(2)
from the
cylinder block to the starting motor frame and
(3)
from
the
battery positive post to the battery terminal
stud on the solenoid. Normally, the voltage drops at
(1)
and
(3)
should never exceed
0.6
V
each, even
underthe most severeconditions (extremecold).The
voltage drop at
(2)
should never be permitted to
exceed
0.3
V
under
the
same severe conditions. Tho-
roughly clean all connections
in
any part of the circuit
showing excesively high voltage drops.
If starting motor tests are required, remove the motor
from the engine and test it on a bench. Test the free-
running voltage and current.
TO
START SOLENOID
PSTARTl
NG
L.
I-
I
SOLENOID
/r
GROUND CONNECTION
TO ENGINE
nnnnn
FIGURE
86.
STARTING
SYSTEM
Using a spring scale and torque arm, test the stall
torque, Figure
87.
Multiply the spring scale reading
by the arm length for the torque valve.
If free running speed is low, and starter has a high
current draw with low stall torque, check for tight,
dirty or Worn bushings, bent armature shaft, or loose
field pole screws, allowing armature to drag. Check
also for shorted or grounded armature and field.
A
low free speed with low torque and
low
current
draw indicates an open field winding, high internal
resistance due to poor connections, defective leads,
broken or worn brushes, or scored, worn, or dirty
commutator.
Redistribution or publication of this document,
by any means, is strictly prohibited.
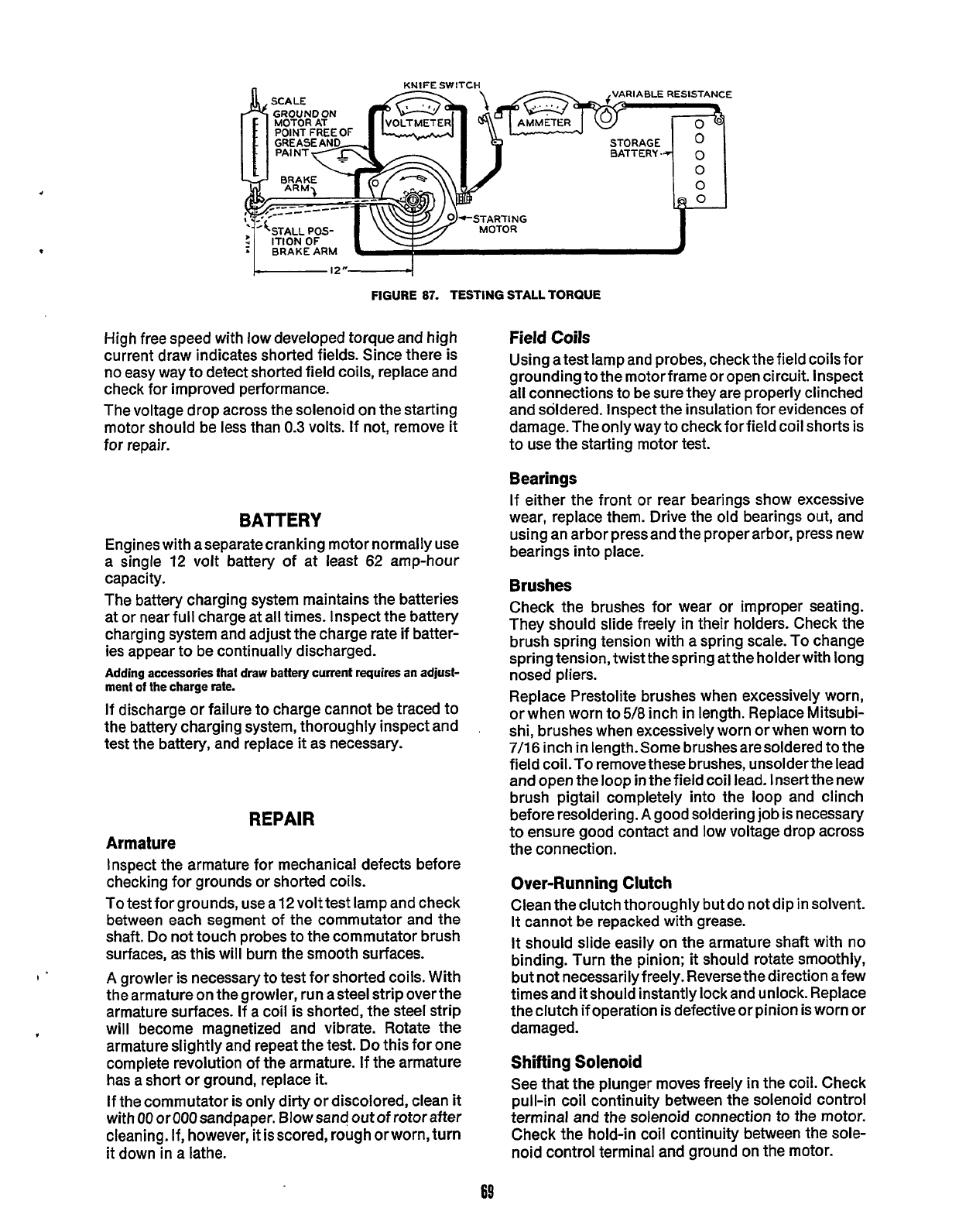
IQ”d
FIGURE
87.
TESTING
STALL
TORQUE
High free speed with low developed torque and high
current draw indicates shorted fields. Since there is
no easy way to detect shorted field coils, replace and
check for improved performance.
The voltage drop across the solenoid on the starting
motor should be less than
0.3
volts. If not, remove it
for repair.
BATTERY
Engines with aseparatecranking motor normally use
a single 12 volt battery of at least
62
amp-hour
capacity.
The battery charging system maintains the batteries
at or near full charge at all times. Inspect the battery
charging system and adjust the charge rate if batter-
ies appear to be continually discharged.
Adding accessories that draw battery current requires an adjust-
ment
of
the
charge
rate.
If discharge or failure to charge cannot be traced to
the battery charging system, thoroughly inspect and
test the battery, and replace
it
as necessary.
REPAIR
Armature
Inspect the armature for mechanical defects before
checking for grounds or shorted coils.
To
test for grounds, use a 12volt test lamp and check
between each segment of the commutator and the
shaft. Do not touch probes to the commutator brush
surfaces, as this will burn
the
smooth surfaces.
A
growler is necessary to test for shorted coils. With
the armature on the growler, run asteel strip over the
armature surfaces. If a coil
is
shorted, the steel strip
will become magnetized and vibrate. Rotate the
armature slightly and repeat the test. Do this for one
complete revolution of the armature. If the armature
has a short or ground, replace
it.
If the commutator is only dirty or discolored, clean
it
with
00
or
000
sandpaper. Blowsand out
of
rotor after
cleaning. If, however,
it
isscored, rough orworn, turn
it down
in
a lathe.
Field Coils
Using atest lamp and probes, check the field coilsfor
grounding to themotorframe or open circuit. Inspect
all connections to be sure they are properly clinched
and soldered. Inspect the insulation for evidences of
damage.Theonlywayto check forfield coilshorts is
to use the starting motor test.
Bearings
If either the front or rear bearings show excessive
wear, replace them. Drive the old bearings out, and
using an arbor press and the proper arbor, press new
bearings into place.
Brushes
Check the brushes for wear or improper seating.
They should slide freely in their holders. Check the
brush spring tension with a spring scale. To change
spring tension, twist thespring at the holder with long
nosed pliers.
Replace Prestolite brushes when excessively worn,
or when worn to
5/8
inch in length. Replace Mitsubi-
shi, brushes when excessively worn or when worn to
7/16
inch
in
1ength.Some brushesaresoldered to the
field coil. To remove these brushes, unsolderthe lead
and open theloop
in
the field coil lead. lnsertthe new
brush pigtail completely into the loop and clinch
before resoldering.
A
good soldering job is necessary
to ensure good contact and low voltage drop across
the connection.
Over-Running Clutch
Clean the clutch thoroughly but do not dip
in
solvent.
It
cannot be repacked with grease.
It
should slide easily on
the
armature shaft with no
binding. Turn
the
pinion;
it
should rotate smoothly,
but not necessarily freely. Reverse the direction afew
times and
it
should instantly lock and unlock. Replace
the
clutch
if
operation is defective
or
pinion is worn or
damaged.
Shifting Solenoid
See that the plunger moves freely
in
the coil. Check
pull-in coil continuity between the solenoid control
terminal and the solenoid connection to the motor.
Check the hold-in coil continuity between
the
sole-
noid control terminal and ground on the motor.
Redistribution or publication of this document,
by any means, is strictly prohibited.
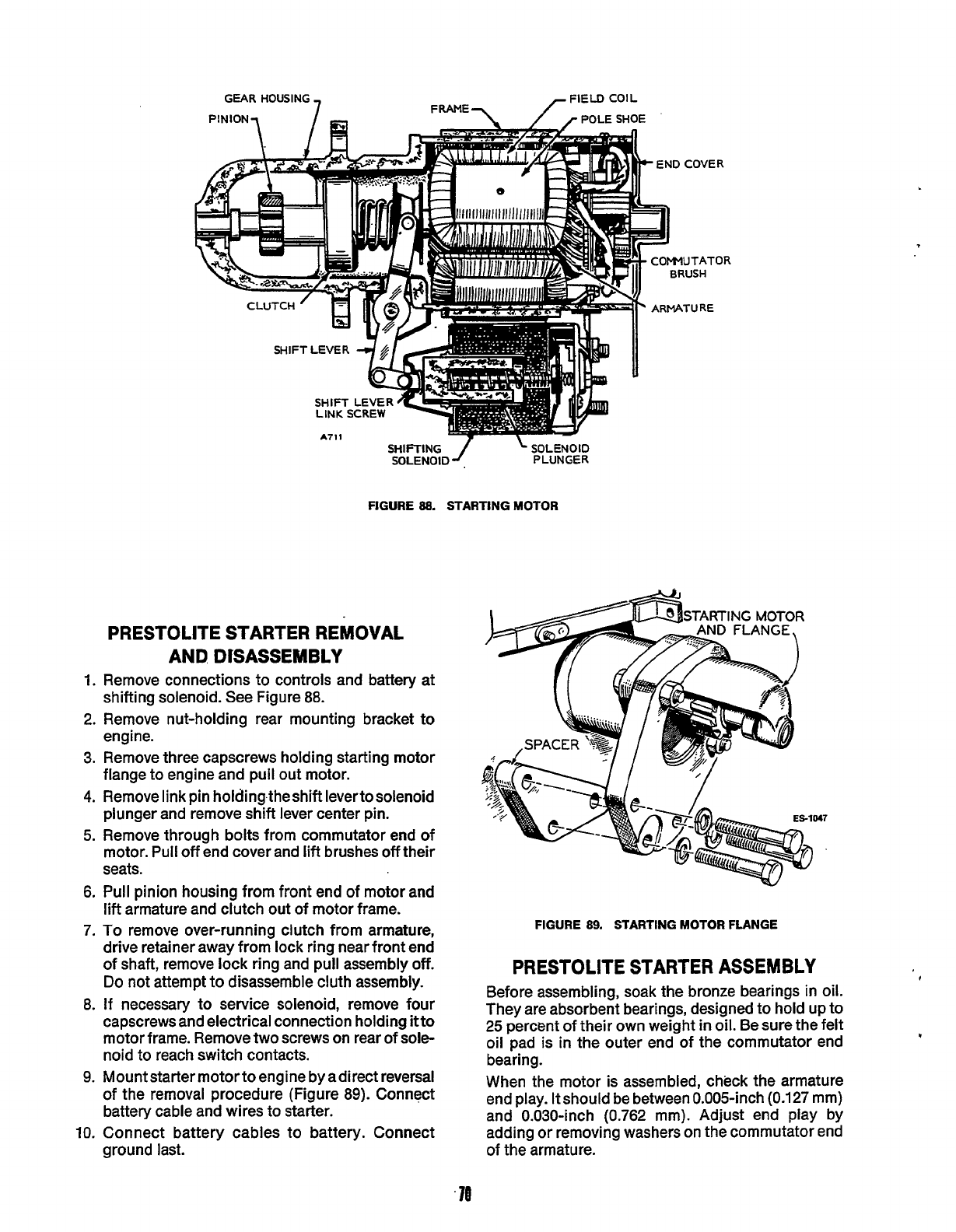
SHIFTING
1
\SOLENOID
PLUNGER
SOLENOID
,
FIGURE
88.
STARTING MOTOR
PRESTOLITE STARTER REMOVAL
AND
DlSASSEMBLY
1. Remove connections
to
controls and battery at
shifting solenoid. See Figure
88.
2. Remove nut-holding rear mounting bracket to
engine.
3.
Remove three capscrews holding starting motor
flange to engine and pull out motor.
4.
Remove link pin holding theshift levertosolenoid
plunger and remove shift lever center pin.
5.
Remove through bolts from commutator end of
motor. Pull
off
end cover and lift brushes
off
their
seats.
6.
Pull pinion housing from front end of motor and
lift
armature and clutch out of motor frame.
7.
To
remove over-running clutch from armature,
drive retainer away from lock ring nearfront end
of shaft, remove lock ring and pull assembly off.
Do
not attempt to disassemble cluth assembly.
8.
If necessary to service solenoid, remove four
capscrews and electrical connection holding itto
motor frame. Remove two screws on rear of
sole-
noid to reach switch contacts.
9.
Mount starter motortoengine byadirectreversal
of the removal procedure (Figure
89).
Connect
battery cable and wires to starter.
10. Connect battery cables to battery. Connect
ground last.
FIGURE
89.
STARTING MOTOR FLANGE
PRESTOLITE STARTER ASSEMBLY
Before assembling, soak the bronze bearings in oil.
They are absorbent bearings, designed to hold up to
25
percent of their own weight
in
oil. Be sure the felt
oil pad
is
in
the outer end of the commutator end
bearing.
When the motor is assembled, check the armature
end play.
It
should be between 0.005-inch (0.127 mm)
and 0.030-inch (0.762 mm). Adjust end play by
adding or removing washers on the commutator end
of the armature.
Redistribution or publication of this document,
by any means, is strictly prohibited.
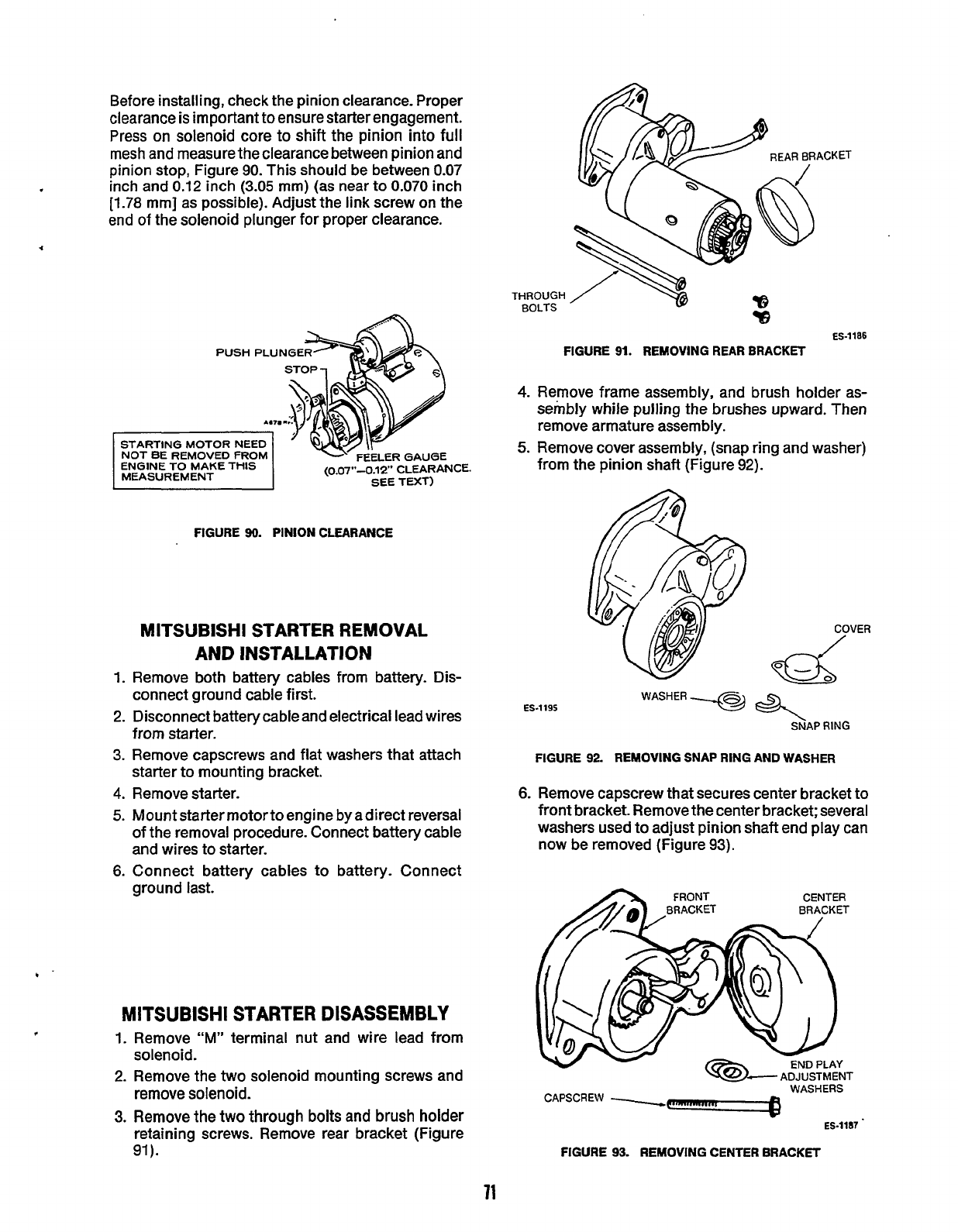
Before installing, check the pinion clearance. Proper
clearance is important
to
ensure starter engagement.
Press on solenoid core to shift
the
pinion into full
mesh and measure the clearance between pinion and
pinion stop, Figure
90.
This should be between
0.07
inch and
0.12
inch
(3.05
mm) (as near
to
0.070
inch
[1.78
mm] as possible). Adjust
the
link screw on the
end
of
the solenoid plunger for proper clearance.
PUSH
PLUNGE
NOT BE REMOVED
FROM
ENGINE
TO
MAKE THIS
~EMENT
(0.07”-0.12”
CLEARAI
SEE
TEXT)
UCE.
FIGURE
90.
PINION CLEARANCE
MlTSUBlSHl STARTER REMOVAL
AND INSTALLATION
1.
Remove both battery cables from battery. Dis-
2.
Disconnect battery cable and electrical lead wires
3.
Remove capscrews and flat washers that attach
4.
Remove starter.
5.
Mount starter motortoengine byadirect reversal
of
the removal procedure. Connect battery cable
and wires to starter.
6.
Connect battery cables to battery. Connect
ground last.
connect ground cable first.
from starter.
starter to mounting bracket.
MlTSUBlSHl
STARTER
DISASSEMBLY
1.
Remove
“M”
terminal nut and wire lead from
solenoid.
2.
Remove the
two
solenoid mounting screws and
remove solenoid.
3. Remove the two through
bolts
and brush holder
retaining screws. Remove rear bracket (Figure
91).
THROUGH
BOLTS
7
REAR BRACKET
W
EM186
FIGURE
91.
REMOVING REAR BRACKET
4.
Remove frame assembly, and brush holder as-
sembly while pulling the brushes upward. Then
remove armature assembly.
5.
Remove cover assembly, (snap ring and washer)
from the pinion shaft (Figure
92).
COVER
d
ES-1195
SNAP
RING
FIGURE
92.
REMOVING SNAP RING AND WASHER
6.
Remove capscrew that secures center bracket to
front bracket. Remove the center bracket; several
washers used to adjust pinion shaft end play can
now be removed (Figure 93).
ADJUSTMENT
~..~
WASHERS
--
CAPSCREW
-
ES-1187
’
FIGURE
93.
REMOVING CENTER BRACKET
71
Redistribution or publication of this document,
by any means, is strictly prohibited.
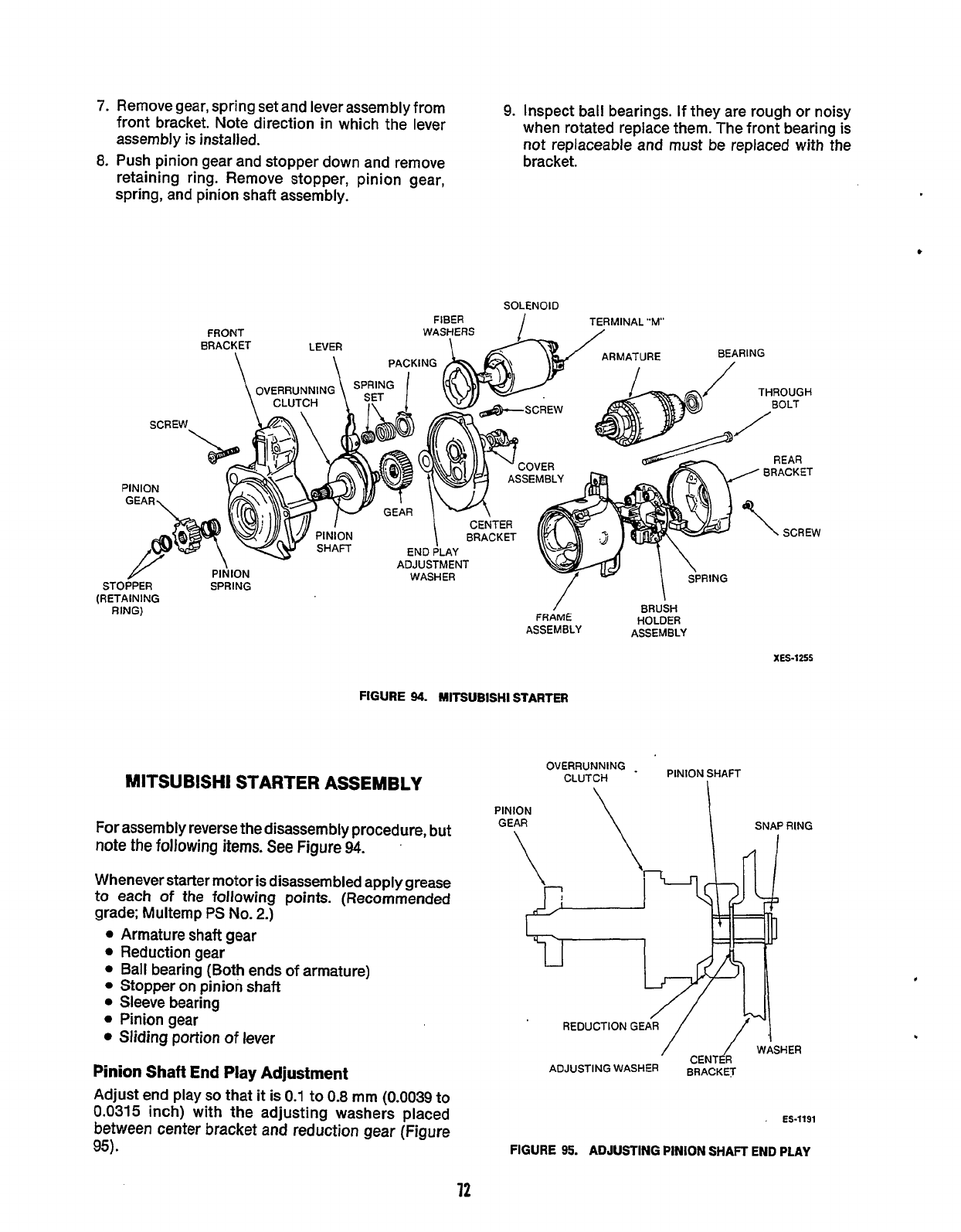
7.
Removegear, spring
set
and lever assembly from
front bracket. Note direction
in
which
the
lever
assembly
is
installed.
8.
Push pinion gear and stopper down and remove
retaining ring. Remove stopper, pinion gear,
spring, and pinion shaft assembly.
9.
Inspect
ball
bearings.
If
they are rough
or
noisy
when rotated replace them. The front bearing
is
not replaceable and must
be
replaced with the
bracket.
SOLENOID
TERMINAL
"M'
BEARING
(RETAIN
I
NG
RING)
BRUSH
FHAME HOLDER
ASSEMBLY ASSEMBLY
xw-1255
FIGURE
94.
MlTSUBlSHl
STARTER
oVERRUNNING
-
PINION SHAFT
MlTSUBlSHl STARTER ASSEMBLY
CLUTCH
PIN
GE
For
assembly reverse the disassembly procedure, but
note
the following
items.
See
Figure
94.
Whenever starter motor
is
disassembled apply
grease
to
each
of
the following points. (Recommended
grade: Multemp
PS
No.
2.)
Armature
shaft
gear
Reduction gear
Ball bearing (Both ends
of
armature)
Stopper on pinion
shaft
Sleeve bearing
Sliding portion
of
lever
Pinion gear
'
REDUCTION GE
Pinion
Shaft
End
Play
Adjustment
Adjust end play
so
that
it
is
0.1
to
0.8
mm
(0.0039
to
0.031
5
inch) with the adjusting washers placed
between
center
bracket
and
reduction
gear
(Figure
ES-1191
95).
FIGURE
95.
ADJUSTING PINION
SHAFT
END
PLAY
,
72
Redistribution or publication of this document,
by any means, is strictly prohibited.

With pinion gear removed, install reduction gear onto
pinion shaft. Place pinion shaft into center bracket
and
secure
with
washer
and
snap
ring.
Measure
the
end play with a feeler gauge between center bracket
and gear.
If
necessary, adjust end play by adding or
FRONT
c
removing adjusting washers.
If
Dinion clear has not been removed, place pinion
PACKING
\
shaft and7eduction gear between front bracket and
center bracket. With lever spring removed and bolt
tightened, push pinion shaft
out
and measure end
play. Adjust end play, if necessary, by adding
or
re-
moving shims.
CENl
BRAC
Pinion Gear installation
Place spring and pinion gear onto pinion shaft. Slide
stop ring onto pinion shaft and install retaining ring
in
groove. Pull stop ring over retaining ring (Figure
96).
\
I
STOP
RING
STOP RING
I
-1
I
SNAP RING
ES-1194
FIGURE
96.
PINION GEAR INSTALLATION
Lever Assembly Installation
Figure
97
shows the correct method of installing the
lever assembly, spring, and packing. Note direction
of lever.
LEVER
LEVER
SPRING
ES-1185
FIGURE
97.
LEVER INSTALLATION
Pinion Gap Adjustment
After assembling starter motor, adjust pinion gap.
1. Remove"M" terminal nut and wire from solenoid.
2.
Connect positive terminal of battery to
"S"
termi-
nal on solenoid and negative terminal to starter
body. With battery connected pinion gear will
shift into the cranking position.
3.
Gently push pinion shaft back towards front
bracket and measure the amount
of
travel (Figure
98).
'
PINION
I
AMCUNT
OF
TRAVEL
I
I
A
(PINION GAP)
-
ES-1192
FIGURE
98.
PINION GAP ADJUSTMENT
4.
The pinion gap should be
0.3
to
2.0
mm
(0.018
to
0.0787 inch). Adjust
by
changing the number
of
fiber washers used on solenoid mounting sur-
face, increasing the number of fiber washers
decreases clearance. Decreasing the number
of
washers increases clearance.
73
Redistribution or publication of this document,
by any means, is strictly prohibited.
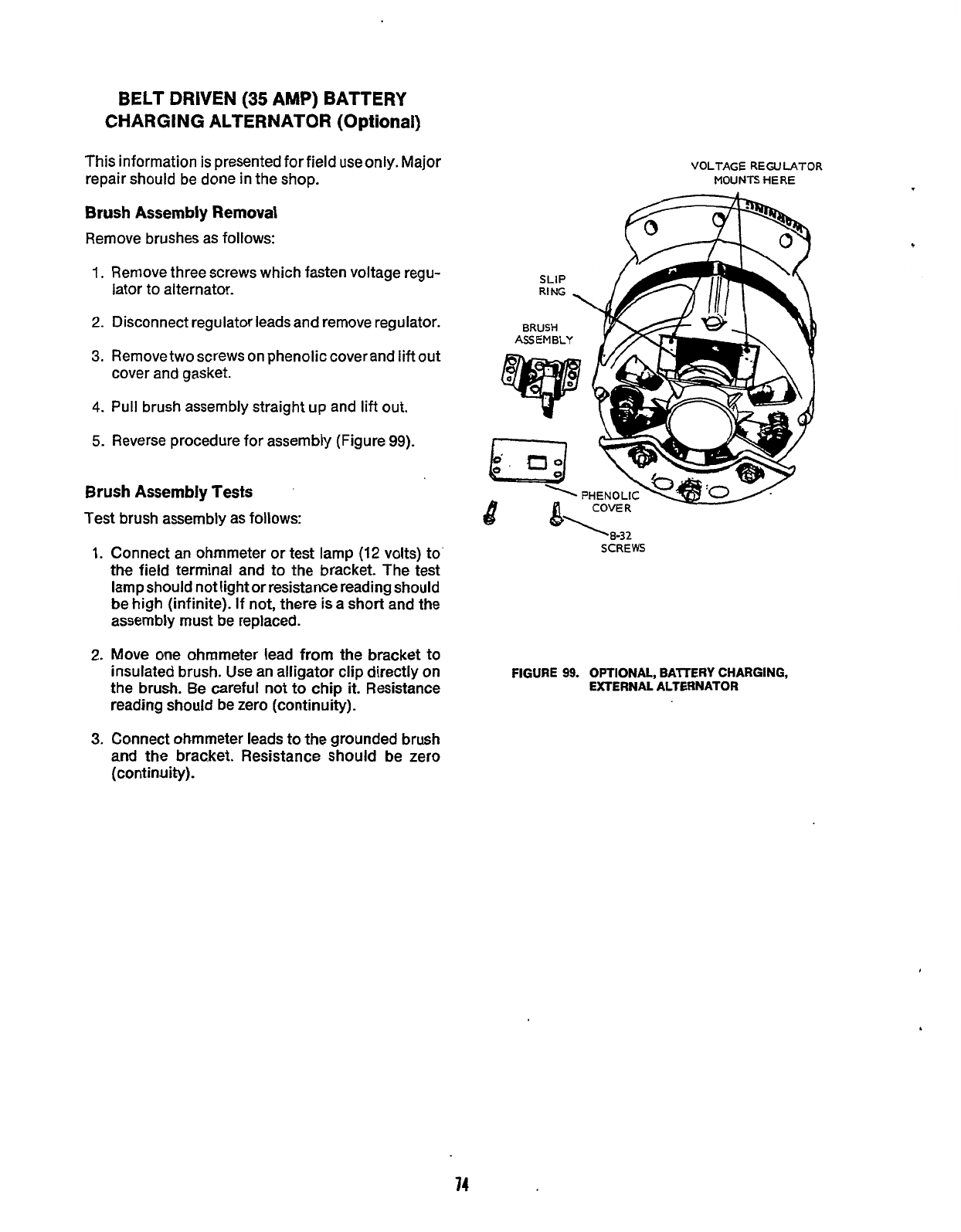
BELT DRIVEN
(35
AMP) BATTERY
CHARGING ALTERNATOR
(Optional)
This information is presented for field useonly. Major
repair should be done in the shop.
Brush
Assembly Removal
Remove brushes as follows:
1.
Remove three screws which fasten voltage regu-
lator to alternator.
2.
Disconnect regulator leads and remove regulator.
3.
Remove two screws on phenolic cover and lift out
4.
Pull brush assembly straight up and lift out.
cover and gasket.
5.
Reverse procedure for assembly (Figure
99).
Brush
Assembly
Tests
Test brush assembly as
follows:
1.
Connect an ohmmeter or test lamp (12 volts) to
the field terminal and
to
the bracket. The test
lamp should not light or resistance reading should
be
high (infinite). If not, there
is
a short and the
assembly must be replaced.
VOLTAGE REGULATOR
MOUNTS HERE
‘8-32
SCREWS
2.
Move one ahrnmeter lead from the bracket to
insulated brush. Use an alligator clip directly on
the brush.
Be
careful not to chip
it.
Resistance
FIGURE
99.
OPTIONAL, BAlTERY
CHARGING,
EXTERNAL ALTERNATOR
reading should be zero (continuity).
3.
Connect ohmmeter leads to the grounded brush
and the brac.ket. Resistance should
be
zero
(continuity).
74
Redistribution or publication of this document,
by any means, is strictly prohibited.
Engine
Disassembly
4.
As
each internal engine part
is
assembled, coat it
During
first
few
critical moments of operation, the
engine
will
depend on this lubrication.
5.
After
you have internal engine parts reassembled,
the
engine
should turn freely.
If
reasonable care
+
heavily with oil (same grade
used
in
crankcase).
ENGINE REBUILDING
When engine disassembly
is
necessary, remove
complete assemblies (tear down individual compo-
nents like fuel
pump,
breaker mechanism, etc., as
bench
jobs).
Use special
tools
available.
Disassembly
Common sense
will
dictate proper order of
disas-
sem
bly.
As
disassembly progresses, the order may be
changed, as
will
become self-evident.
A
suggested procedure would be as follows:
1.
Radiator, water
pump.
2.
Flywheel-using puller
or
pry-bar method.
3.
Gear Cover-protect oil seal from keyway
4.
Crank Gear-use puller and gear puller
ring.
5.
Loosen accessories such as
fuel
pumps
and oil
6.
Starter motor.
7.
Drain oil-discard
oil
removed.
8.
Cylinder head.
9.
Valves,
springs,
rocker arms.
damage.
filter.
10. Camshaft and gear, rear bearing plate, oil
pump.
11. Piston, connecting rod bearings.
12. Crankshaft.
13.
Try
to
analyze reasons for any parts failure and
necessity
of
the repair.
14.
Cleanliness and neat, orderly work area makes
job
easier to do.
15.
Use
proper meters and gauges. Observe
if
cylinder requires boring, crankshaft needs grind-
ing,
or
if
other major shop work
is
necessary.
Assembly (Use Genuine Onan
Parts)
1.
Engine assembly procedure
is
normally the
reverse of disassembly
-
observing proper
clearances of bearings, connecting rod, proper
fitting
and
sizing
of
piston,
rings,
etc..
2.
Follow proper recommended procedure for fit of
valves, adjusting clearances, and torque
of
all
special items. Use a torque wrench to assure
proper tightness without danger of stripping
threads.
3.
As
each internal engine part
is
assembled, use a
wrench to rotate crankshaft, making certain it
turns freely.
If
tightness
is
noted
after
any opera-
tion,
you
then
know
your
last
step
is
responsible.
and attention have been given, the engine
will
operate efficiently.
6.
At this point, it
is
a matterof mechanically adding
outside accessory items to the block assembly.
Order
of
assembly
is
reverse
of
disassembly.
7.
When engine
is
complete, install controls. Check
the tagged wires. Use wiring diagram to connect
leads to control and leadsfrom control to engine.
All
wires are marked for correct identification.
If
the
unit
is
to work properly,
wires
must
be con-
nected correctly.
8.
The engine
is
now ready for starting. Before final
adjustments,
run
the engine about 15 minutes
under
light load to reach normal operating
temperature.
ASSEMBLY
SUGGESTIONS (Things
to
Keep
in
Mind
During
Engine
Assembly)
1. See Onan Tool Catalog (900-0019)
-
many items
require a special
tool
for correct installation.
Some of these tools are:
Oil
seal
driver
and
guide,
bearing driver.
Valve spring compressor, valve lock replacer,
valve
guide
driver,
and valve seat remover.
Gear
puller
and gear puller
rings.
Piston
ring
spreader and compressor.
Flywheel
puller,
pry bar, armature puller.
Torque wrench, plastigauge (for correct bear-
ing
clearance).
Armature growler, gas pressure gauge (or
manometer).
2.
Wet holes
in
crankcase (holes through crank-
case)
-
always
use
copper (gasket) washers.
3.
Nuts, bolts
and
screws that do not require exact
torque should be tightened
snugly,
then 1/4 extra
turn.
4.
Select proper length
of
any screw or bolt and
position
in
hole. Make
sure
they do not
bottom.
5.
Gasket kits sometimes cover more than one
engine. Therefore, select gasket of correct size
and shape for part being used. Always
use
new
gaskets.
75
Redistribution or publication of this document,
by any means, is strictly prohibited.
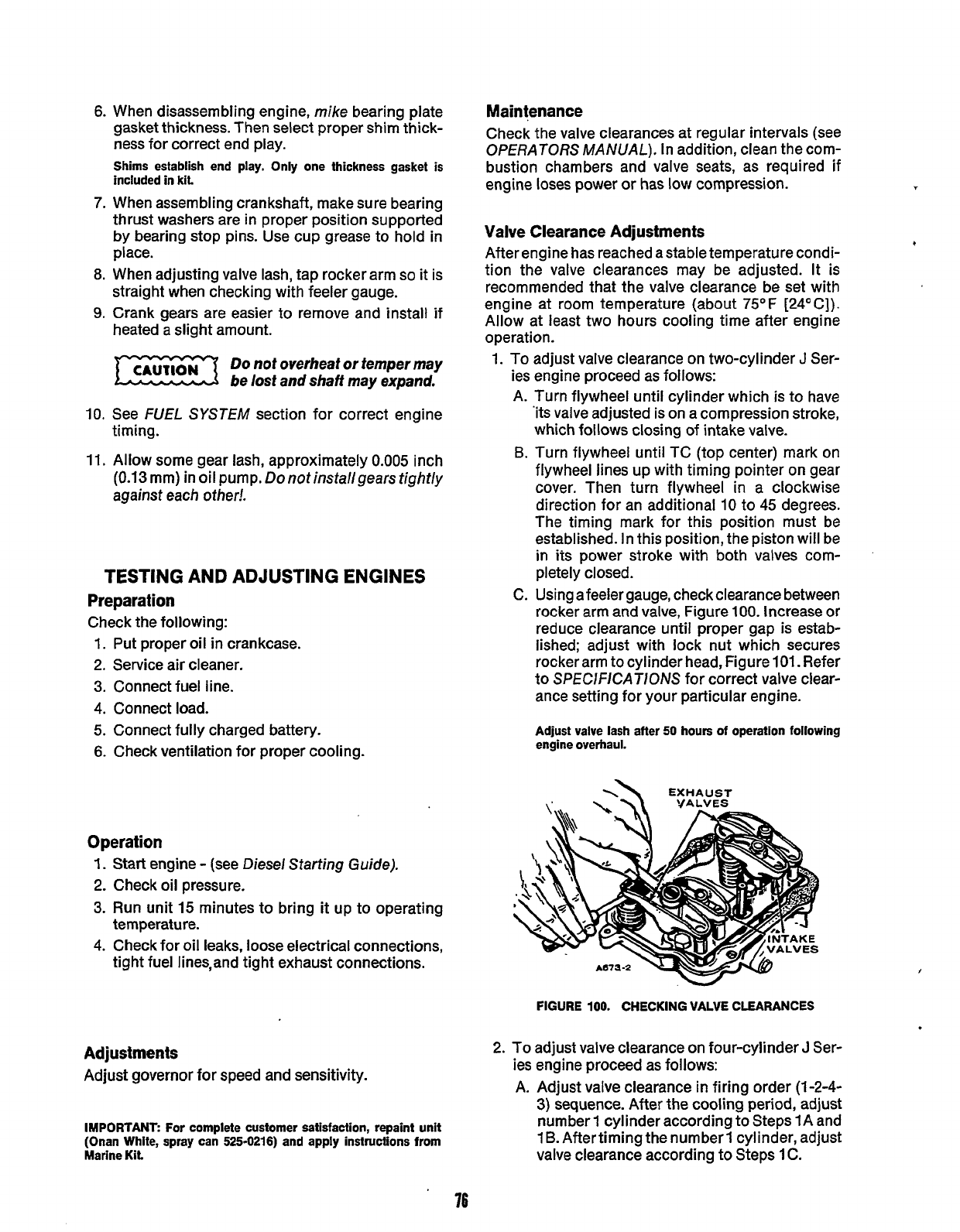
6.
7.
8.
9.
10.
11.
When disassembling engine, mike bearing plate
gasket thickness. Then select proper shim thick-
ness for correct end play.
Shims establish end play. Only one thickness gasket
is
included in kit.
When assembling crankshaft, make sure bearing
thrust washers are in proper position supported
by bearing stop pins. Use cup grease to hold in
place.
When adjusting valve lash, tap rocker arm
so
it is
straight when checking with feeler gauge.
Crank gears are easier
to
remove and install if
heated a slight amount.
Do
not
overheat
or
temper
may
be
lost
and shaft may expand.
See
FUEL
SYSTEM
section for correct engine
timing.
Allow some gear lash, approximately
0.005
inch
(0.13mm) in oil pump.
Donot
installgears tightly
against each other!.
Maintenance
Check the valve clearances at regular intervals (see
OPERATORS
MANUAL).
In addition, clean the com-
bustion chambers and valve seats, as required if
engine loses power or has low compression.
Valve Clearance Adjustments
After engine has reached a stable temperature condi-
tion the valve clearances may be adjusted. It is
recommended that the valve clearance be set with
engine at room temperature (about
75OF
[24O
C]).
Allow at least two hours cooling time after engine
operation.
1.
To
adjust valve clearance on two-cylinder
J
Ser-
ies engine proceed as follows:
A.
Turn flywheel until cylinder which
is
to have
'its valve adjusted is on a compression stroke,
which follows closing
of
intake valve.
B.
Turn flywheel until TC (top center) mark
on
flywheel lines up with timing pointer on gear
cover. Then turn flywheel in
a
clockwise
direction for an additional 10 to 45 degrees.
The timing mark for this position must be
established. In this position, the piston will be
in its Dower stroke with both valves com-
TESTING AND ADJUSTING ENGINES
pletely closed.
C.
Using a feeler gauge, check clearance between
rocker arm and valve, Figure 100. Increase or
reduce clearance until proper gap is estab-
lished; adjust with lock nut which secures
rocker arm to cylinder head, Figure
101.
Refer
to
SPECIFICATIONS
for correct valve clear-
ance setting for your particular engine.
Preparation
Check the following:
1. Put proper oil in crankcase.
2.
Service air cleaner.
3.
Connect fuel line.
4.
Connect load.
5.
Connect fully charged battery.
6.
Check ventilation for proper cooling.
Operation
1.
Start engine
-
(see Diesel Starting Guide).
2.
Check oil pressure.
3.
Run unit 15 minutes to bring
it
up to operating
temperature.
4.
Check for oil leaks, loose electrical connections,
tight fuel lines,and tight exhaust connections.
Adjust valve lash after
50
hours
of
operation following
engine overhaul.
\\
EXHAUST
A67a-2
'
FIGURE
100. CHECKING VALVE CLEARANCES
Adjust
men
ts
Adjust governor for speed and sensitivity.
2.
To
adjust valve clearance on four-cylinder
J
Ser-
ies engine proceed as follows:
A.
Adjust valve clearance
in
firinn order (1-2-4-
3)
sequence. After the coolinfperiod,'adjust
number
1
cylinder according to Steps 1A and
1
B.
After timing the number
1
cylinder, adjust
valve clearance according to Steps
1
C.
IMPORTANT: For complete customer satisfaction, repaint unit
(Onan White, spray can 5259216) and apply insfructions from
Marine Kit.
Redistribution or publication of this document,
by any means, is strictly prohibited.
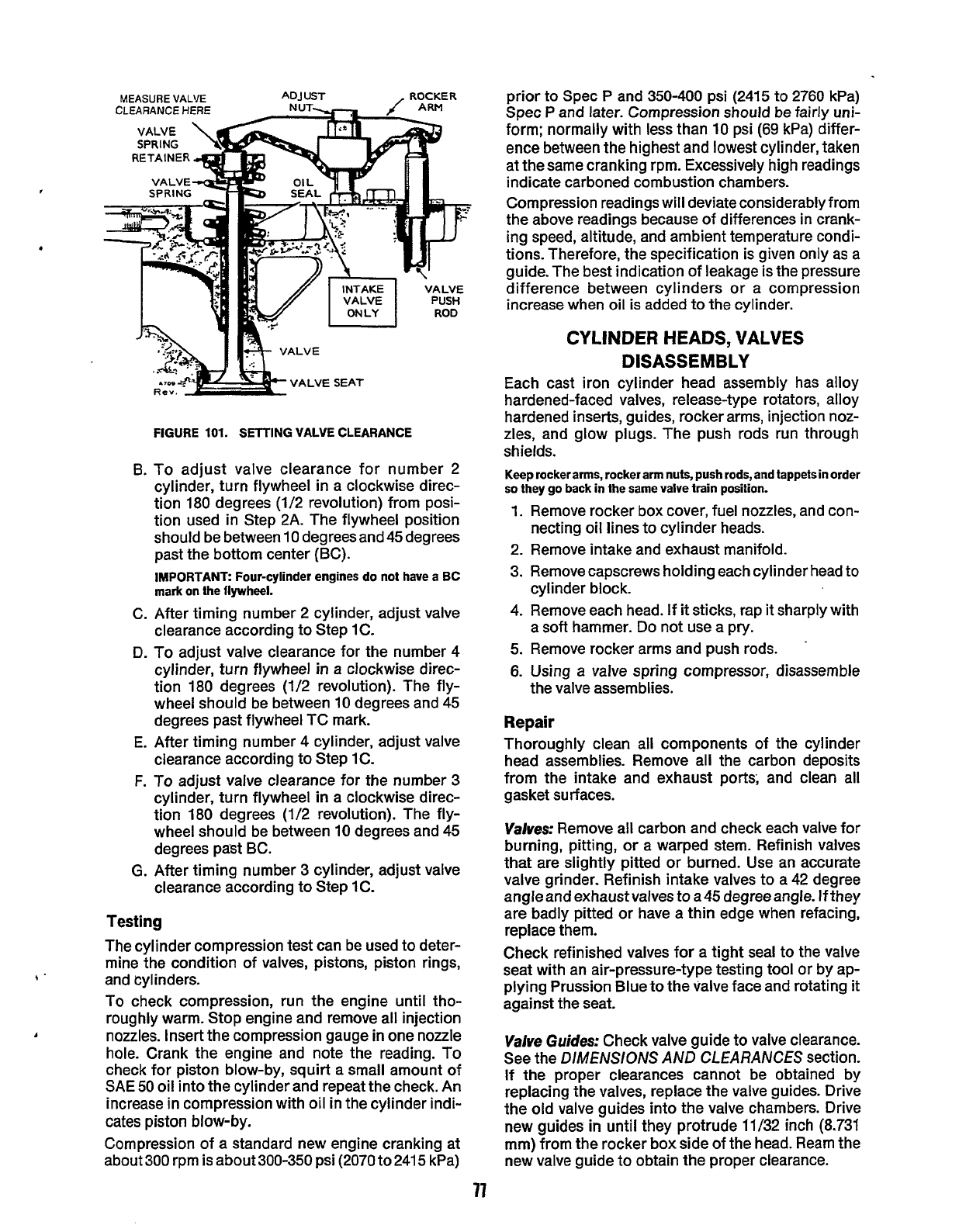
.
B.
C.
D.
E.
F.
G.
VALVE
VALVE SEAT
Rev.
FIGURE
101.
SETTING
VALVE
CLEARANCE
To adjust valve clearance for number 2
cylinder, turn flywheel
in
a clockwise direc-
tion 180 degrees (1/2 revolution) from posi-
tion used in Step 2A. The flywheel position
should be between 10 degrees and 45 degrees
past the bottom center (BC).
IMPORTANT:
Four-cylinder engines
do
not have a
BC
mark on the
flywheel.
After timing number 2 cylinder, adjust valve
clearance according to Step 1C.
To adjust valve clearance for the number 4
cylinder, turn flywheel
in
a clockwise direc-
tion 180 degrees (1/2 revolution). The fly-
wheel should be between 10 degrees and 45
degrees past flywheel TC mark.
After timing number 4 cylinder, adjust valve
clearance according
to
Step IC.
To
adjust valve clearance for the number
3
cylinder, turn flywheel
in
a clockwise direc-
tion 180 degrees (1/2 revolution). The fly-
wheel should be between
10
degrees and 45
degrees past BC.
After timing number
3
cylinder, adjust valve
clearance according to Step
1
C.
Testing
The cylinder compression test can be used to deter-
mine the condition of valves, pistons, piston rings,
and cylinders.
To check compression, run the engine until tho-
roughly warm. Stop engine and remove all injection
nozzles. Insert the compression gauge
in
one nozzle
hole. Crank the engine and note the reading. To
check for piston blow-by, squirt a small amount of
SAE
50
oil into the cylinder and repeat the check. An
increase in compression with oil in the cylinder indi-
cates piston blow-by.
Compression of a standard new engine cranking at
about
300
rpm is about 300-350 psi (2070 to 241
5
kPa)
77
prior to Spec P and 350-400 psi (2415 to 2760 kPa)
Spec
P
and later. Compression should be fairly uni-
form; normally with less than 10 psi
(69
kPa) differ-
ence between
the
highest and lowest cylinder, taken
at the same cranking rpm. Excessively high readings
indicate carboned combustion chambers.
Compression readings
will
deviate considerably from
the above readings because of differences in crank-
ing speed, altitude, and ambient temperature condi-
tions. Therefore,
the
specification is given only
as
a
guide. The best indication of leakage is the pressure
difference between cylinders or a compression
increase when oil
is
added to the cylinder.
CYLINDER
HEADS,
VALVES
DISASSEMBLY
Each cast iron cylinder head assembly has alloy
hardened-faced valves, release-type rotators, alloy
hardened inserts, guides, rocker arms, injection noz-
zles, and glow plugs. The push rods run through
shields.
Keep
rockerarms, rocker arm nuts, push
rods,
and tappets in order
so
they
go
back in the same
valve
train position.
1.
Remove rocker box cover, fuel nozzles, and con-
necting oil lines to cylinder heads.
2. Remove intake and exhaust manifold.
3.
Remove capscrews holding each cylinder head
to
cylinder block.
4.
Remove each head. If
it
sticks, rap
it
sharply with
a
soft
hammer. Do not use a pry.
5.
Remove rocker arms and push rods.
6.
Using a valve spring compressor, disassemble
'
the valve assemblies.
Repair
Thoroughly clean all components of the cylinder
head assemblies. Remove all the carbon deposits
from
the
intake and exhaust ports, and clean all
gasket surfaces.
Valves:
Remove all carbon and check each valve for
burning, pitting, or a warped stem. Refinish valves
that are slightly pitted or burned. Use an accurate
valve grinder. Refinish intake valves to a 42 degree
angle and exhaust valves to a45 degree angle. If they
are badly pitted or have a
thin
edge when refacing,
replace them.
Check refinished valves for a tight seal to the valve
seat with an air-pressure-type testing tool or by ap-
plying Prussion Blue to the valve face and rotating
it
against the seat.
Valve
Guides:
Check valve guide to valve clearance.
See the DIMENSIONS AND CLEARANCES section.
If the proper clearances cannot be obtained by
replacing the valves, replace
the
valve guides. Drive
the old valve guides into the valve chambers. Drive
new guides
in
until they protrude
11/32
inch (8.731
mm) from the rocker box side of the head. Ream the
new valve guide to obtain the proper clearance.
Redistribution or publication of this document,
by any means, is strictly prohibited.
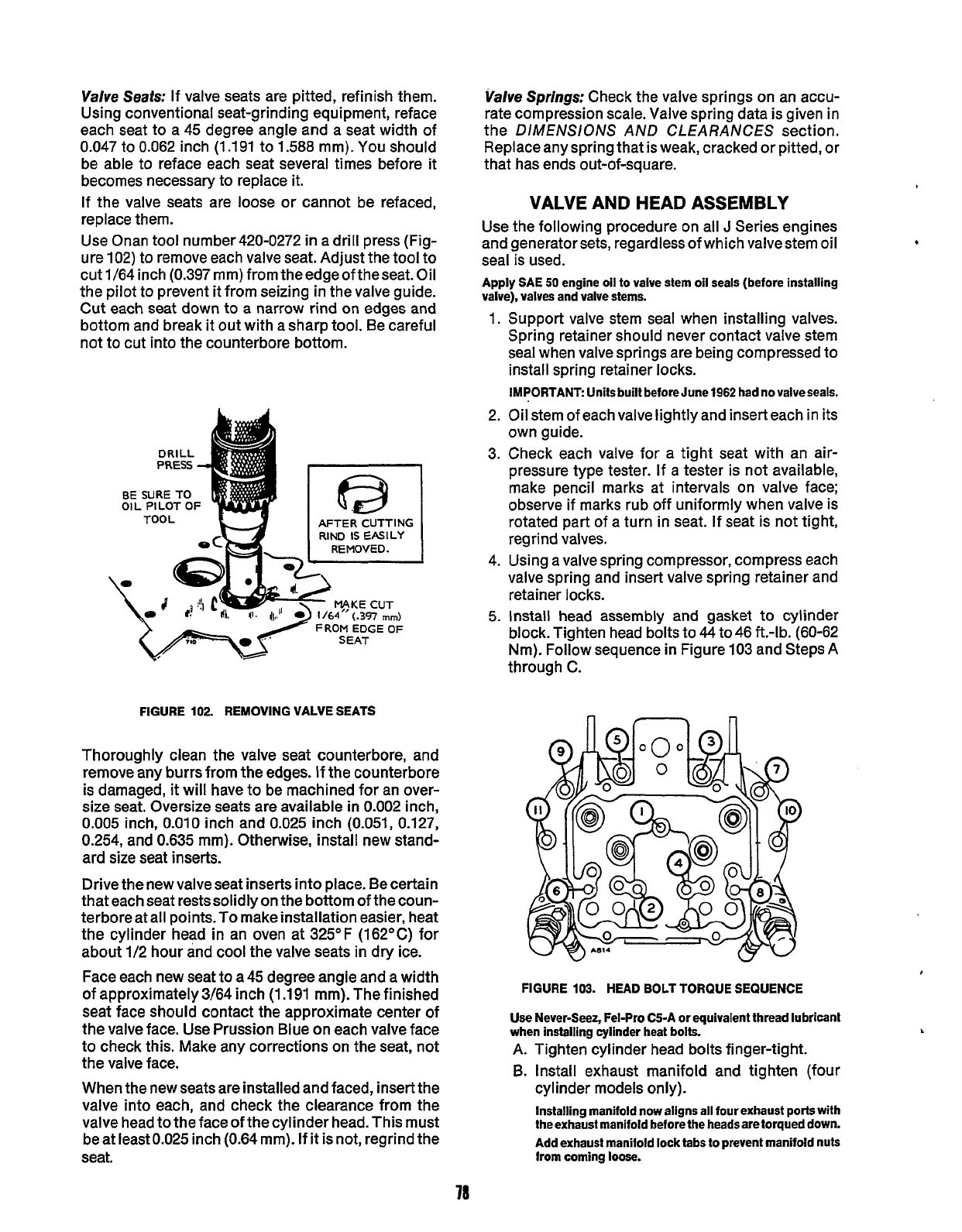
Valve
Seafs:
If valve seats are pitted, refinish them.
Using conventional seat-grinding equipment, reface
each seat to a 45 degree angle and a seat width of
0.047
to 0.062 inch
(1.191
to 1.588 mm). You should
be able to reface each seat several times before it
becomes necessary to replace it.
If the valve seats are loose or cannot be refaced,
replace them.
Use Onan tool number420-0272
in
a drill press (Fig-
ure 102) to remove each valve seat. Adjust the tool to
cut 1/64inch (0.397mm)fromtheedgeoftheseat.Oil
the pilot to prevent it from seizing in the valve guide.
Cut each seat down to a narrow rind
on
edges and
bottom and break it out with a sharp tool. Be careful
not to cut into the counterbore bottom.
BE
SURE
TO
FROM
EDGE
OF
FIGURE
102.
REMOVING VALVE SEATS
Thoroughly clean the valve seat counterbore, and
remove any burrs from the edges. If
the
counterbore
is damaged,
it
will have to be machined for an over-
size seat. Oversize seats are available
in
0.002
inch,
0.005
inch, 0.010 inch and 0.025 inch (0.051, 0.127,
0.254, and 0.635 mm). Otherwise, install new stand-
ard size seat inserts.
Drive the new valve seat inserts into place. Be certain
that each seat restssolidly on the bottom of the coun-
terbore at all points.
To
make installation easier, heat
the cylinder head in an oven at 325°F (162OC) for
about 1/2 hour and cool the valve seats
in
dry
ice.
Face each new seat to a 45 degree angle and a width
of approximately 3/64 inch (1.191 mm). The finished
seat face should contact the approximate center of
the valve face. Use Prussion Blue on each valve face
to check this. Make any corrections on the seat, not
the valve face.
When the new seats are installed and faced, insert the
valve into each, and check the clearance from the
valve head to the face
of
the cylinder head.This must
be at least0.025 inch (0.64 mm). If
it
is not, regrind the
seat.
Valve
Springs:
Check the valve springs on an accu-
rate compression scale. Valve spring data is given in
the DIMENSIONS AND CLEARANCES section.
Replace any spring that is weak, cracked or pitted, or
that has ends out-of-square.
VALVE AND HEAD
ASSEMBLY
Use the following procedure on all
J
Series engines
and generator sets, regardless of which valvestem oil
seal
is
used.
Apply SAE
50
engine oil to valve stem oil seals (before installing
valve), valves and valve stems.
1.
2.
3.
4.
5.
Support valve stem seal when installing valves.
Spring retainer should never contact valve stem
seal when valve springs are being compressed to
install spring retainer locks.
IMPORTANT: Units built before June
1962
had
no
valveseals.
Oil stem of each valve lightly and insert each in its
own guide.
Check each valve for a tight seat with an air-
pressure type tester. If a tester is not available,
make pencil marks at intervals on valve face;
observe if marks rub off uniformly when valve is
rotated part of a turn
in
seat. If seat is not tight,
regrind valves.
Using a valve spring compressor, compress each
valve spring and insert valve spring retainer and
retainer locks.
Install head assembly and gasket to cylinder
block. Tighten head bolts to
44
to46 ft.-lb. (60-62
Nm). Follow sequence
in
Figure 103 and Steps A
through C.
n
n
FIGURE
103.
HEAD
BOLT TORQUE SEQUENCE
Use
Never-Seez, Fel-Pro C5-A
or
equivalent thread lubricant
when installing cylinder heat bolts.
A. Tighten cylinder head bolts finger-tight.
B.
Install exhaust manifold and tighten (four
cylinder models only).
Installing manifold now aligns all four exhaust
ports
with
the exhaust manifold heforethe heads are torqued down.
Add exhaust manifold lock tabs to prevent manifold nuts
from coming
loose.
.
78
Redistribution or publication of this document,
by any means, is strictly prohibited.
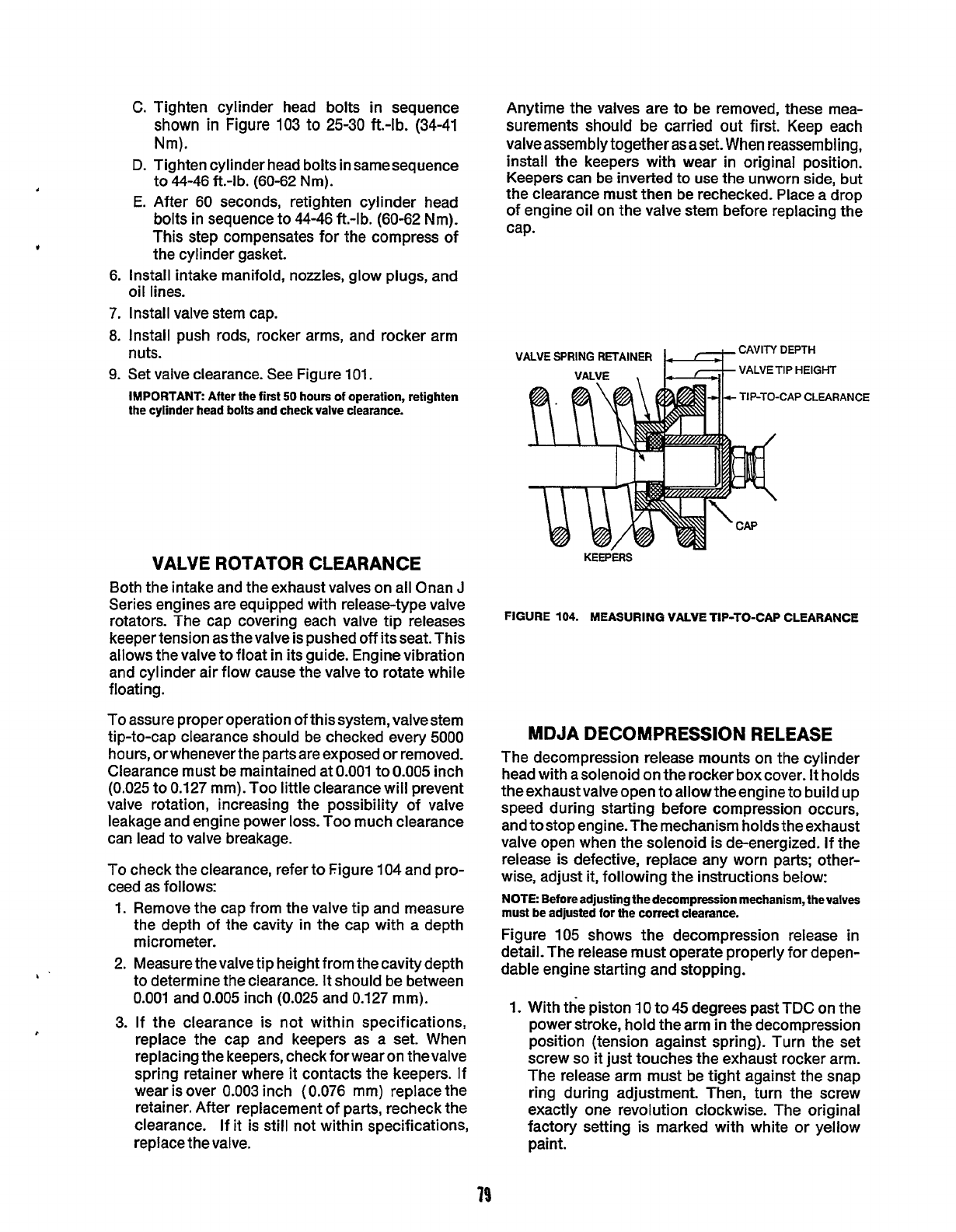
C.
Tighten cylinder head bolts in sequence
shown in Figure 103 to
25-30
ft.-lb. (34-41
Nm).
D.
Tighten cylinder head bolts in samesequence
to
44-46
ft.4
b.
(60-62
N
m) .
E.
After
60
seconds, retighten cylinder head
bolts in sequence to 44-46
ft.-lb.
(60-62
Nm).
This step compensates for the compress of
the
cylinder gasket.
Install intake manifold, nozzles, glow plugs, and
oil lines.
Install valve stem cap.
Install push rods, rocker arms, and rocker arm
nuts.
Set valve clearance. See Figure
101.
IMPORTANT: Afler the first
50
hours of operation, retighten
the cylinder head bolts and check valve clearance.
VALVE ROTATOR CLEARANCE
Both the intake and the exhaust valves on all Onan
J
Series engines are equipped with release-type valve
rotators. The cap covering each valve
tip
releases
keeper tension as thevalve is pushed
off
itsseat.This
allows the valve to float
in
its guide. Engine vibration
and cylinder air flow cause the valve to rotate while
floating.
To assure proper operation of thissystem,valvestem
tip-to-cap clearance should be checked every
5000
hours, or whenever the parts are exposed or removed.
Clearance must be maintained at
0.001
to
0.005
inch
(0.025 to 0.127 mm). Too
little
clearance will prevent
valve rotation, increasing the possibility of valve
leakage and engine power
loss.
Too much clearance
can lead to valve breakage.
To
check the clearance, refer to Figure
104
and pro-
ceed as follows:
1. Remove the cap from the valve tip and measure
the depth of the cavity in the cap with a depth
micrometer.
2. Measure thevalve tip height from thecavity depth
to determine the clearance. It should be between
0.001 and
0.005
inch
(0.025
and 0.127 mm).
3.
If the clearance is not within specifications,
replace the cap and keepers as a set. When
replacing the keepers, check for wear on thevalve
spring retainer where it contacts the keepers. If
wear is over 0.003 inch (0.076 mm) replace the
retainer. After replacement of parts, recheck the
clearance. If it is still not within specifications,
replace the valve.
Anytime the valves are to be removed, these mea-
surements should be carried out first. Keep each
valveassembly together as aset.
When
reassembling,
install the keepers with wear in original position.
Keepers can be inverted to use the unworn side, but
the clearance must then be rechecked. Place a drop
of engine oil on the valve stem before replacing the
cap.
VALVE
SPRING
RETAINER
DEPTH
HEIGHT
LP
CLEARANCE
FIGURE
104.
MEASURING VALVE TIP-TO-CAP CLEARANCE
MDJA DECOMPRESSION RELEASE
The decompression release mounts on the cylinder
head with a solenoid on the rocker box cover.
It
holds
the exhaust valve open to allow the engine to build up
speed during starting before compression occurs,
and tostop engine.The mechanism holds the exhaust
valve open when the solenoid is de-energized. If the
release is defective, replace any worn parts; other-
wise, adjust
it,
following the instructions below:
NOTE
Beforeadjusting thedecompression mechanism, thevalves
must be adjusted
for
the
correct
clearance.
Figure 105 shows the decompression release in
detail. The release must operate properly for depen-
dable engine starting and stopping.
1.
With the piston
10
to
45
degrees past TDC on the
power stroke, hold the arm
in
the decompression
position (tension against spring). Turn the set
screw
so
it
just touches the exhaust rocker arm.
The release arm must be tight against the snap
ring during adjustment. Then, turn the screw
exactly one revolution clockwise. The original
factory setting is marked with white or yellow
paint.
79
Redistribution or publication of this document,
by any means, is strictly prohibited.
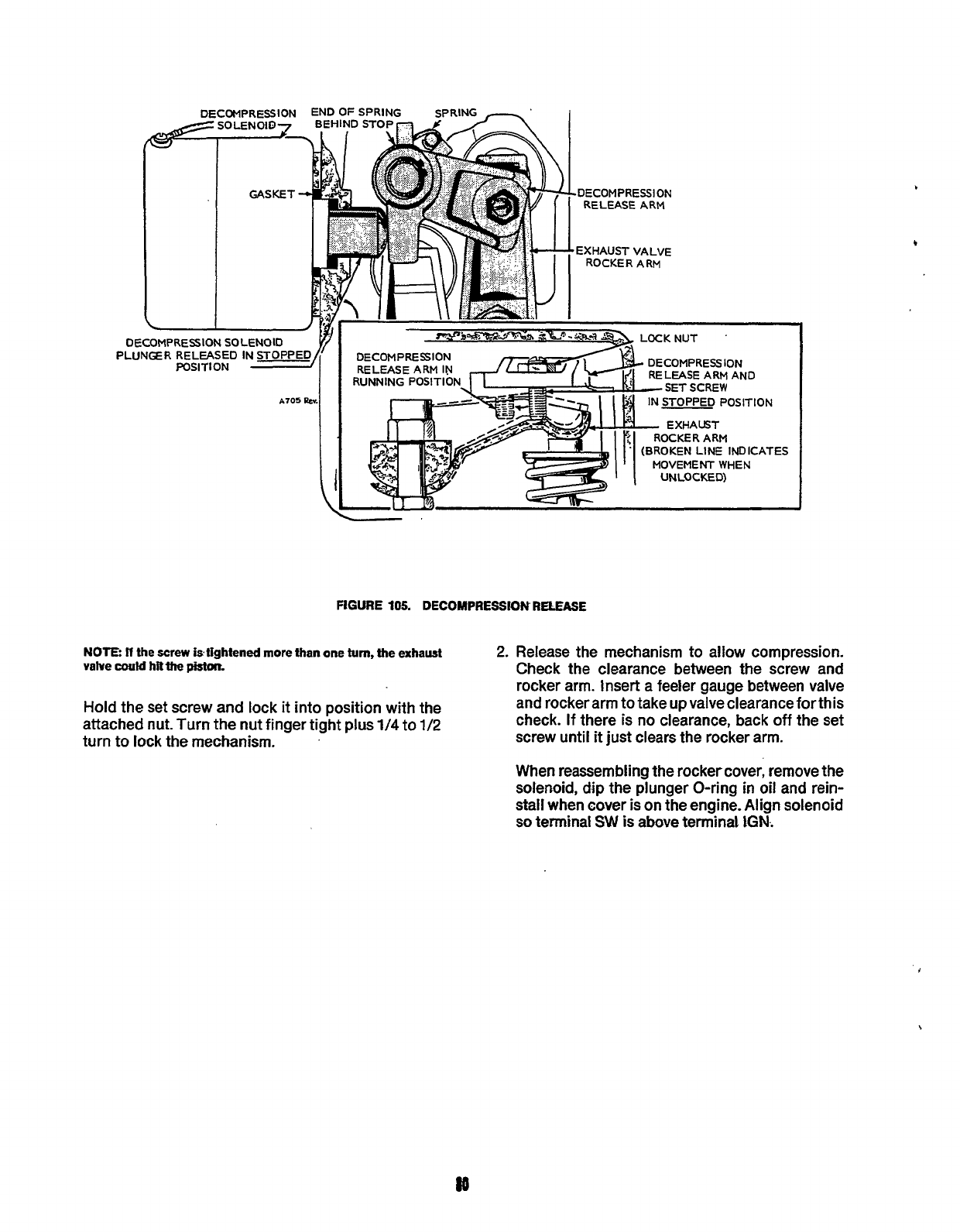
DECOMPRESS1
ON
RELEASE
ARM
EXHAUST VALVE
LOCK NUT
'
P
I
A705
pw.
DECOM
P
RE
SI
ON
RELEASE ARM
ltJ
RUNNING
POSIT10
OKEN
LINE
INDICATES
OVEMEMWHEN
FIGURE
105.
DECOMPRESSION
RELEASE
NOTE:
If
the
screw
is
lightened
more
than
one
turn,
the
exhaust
vahre
could
hitthe
pistar.
Hold the set screw
and
lock it into position with the
attached nut. Turn the nut finger tight plus
1/4
to
1/2
turn to lock the mechanism.
2.
Release the mechanism to allow compression.
Check the clearance between the screw and
rocker arm. Insert a feeler gauge between valve
and rocker arm to take up valve clearance forthis
check.
If
there is no clearance, back
off
the set
screw until
it
just clears the rocker arm.
When reassembling the rockercover, remove the
solenoid,
dip
the plunger O-ring
in
oil
and rein-
stall when cover
is
on the engine. Align solenoid
so
terminal
SW
is
above terminal
1GN.
Redistribution or publication of this document,
by any means, is strictly prohibited.
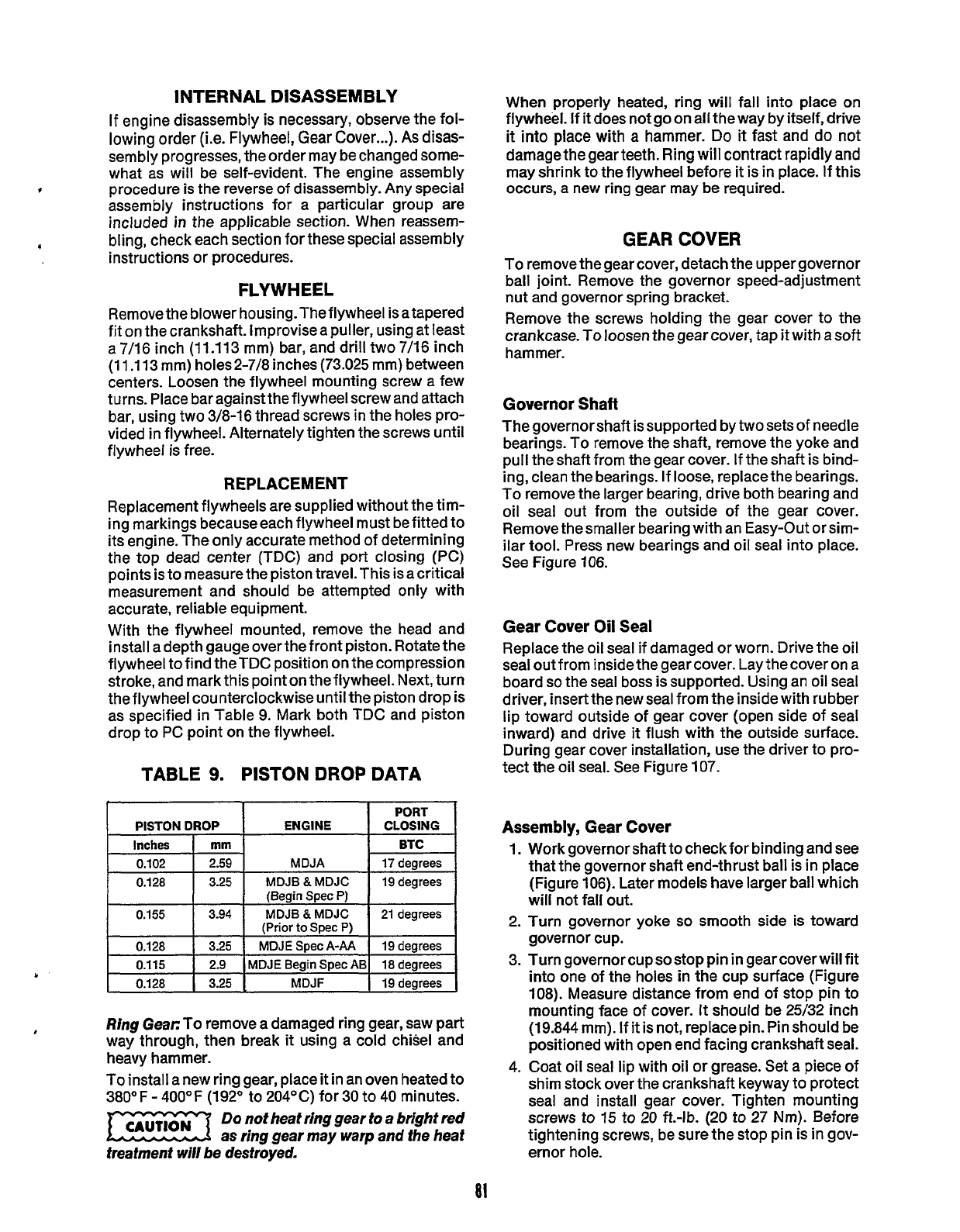
INTERNAL DISASSEMBLY
If
engine disassembly is necessary, observe the fol-
lowing order (Le. Flywheel, Gear Cover...).
As
disas-
sembly progresses, the order may be changed some-
what as will be self-evident. The engine assembly
procedure
is
the reverse of disassembly. Any special
assembly instructions for a particular group are
included
in
the applicable section. When reassem-
bling, check each section for these special assembly
instructions or procedures.
FLYWHEEL
Remove the blower housing.Theflywhee1 isatapered
fit on the crankshaft. Improvise a puller, using at least
a 7/16 inch (11.113 mm) bar, and drill two 7/16 inch
(1 1.1 13 mm) holes2-7/8 inches
(73.025 mm) between
centers. Loosen the flywheel mounting screw a few
turns. Place bar againstthe flywheelscrew and attach
bar, using two 3/8-16 thread screws in the holes pro-
vided in flywheel. Alternately tighten the screws until
flywheel
is
free.
PISTON
DROP
Inches
I
mm
REPLACEMENT
Replacement flywheels are supplied without the tim-
ing markings becauseeach flywheel must befitted to
its engine. The only accurate method of determining
the top dead center (TDC) and port closing
(PC)
points is to measure the piston travel. This is acritical
measurement and should be attempted only with
accurate, reliable equipment.
With the flywheel mounted, remove the head and
install a depth gauge over the front piston. Rotate the
flywheel to find theTDC position on the compression
stroke, and markthis point on theflywheel. Next, turn
the flywheel counterclockwise until the piston drop is
as specified in Table 9. Mark both TDC and piston
drop to PC point on the flywheel.
PORT
BTC
ENGINE CLOSING
TABLE
9.
PISTON DROP DATA
0.102
I
2.59
I
MDJA
I
17degrees
0.128
I
3.25
I
MDJB&MDJC
I
19degrees
(Begin Spec
P)
(Prior
to
Spec
P)
0.155
0.128
0.115
0.128 3.25
MDJF
19 degrees
Ring Gear:
To
remove a damaged ring gear, saw part
way through, then break
it
using a cold chisel and
heavy hammer.
To install a new ring gear, place
it
in an oven heated to
380°
F
-
400OF (192O to 204OC) for
30
to
40
minutes.
Do
not heat ring gear to a bright red
as ring gear may warp and the beat
treatment wiN be destroyed.
When properly heated, ring will fall into place
on
flywheel. If
it
does not go on all theway by itself, drive
it
into
place with
a
hammer.
Do
it
fast and do not
damagethe gear teeth. Ring will contract rapidly and
may shrink to the flywheel before
it
is
in
place. If this
occurs,
a
new
ring gear may be required.
GEAR
COVER
To remove the gear cover, detach the upper governor
ball joint. Remove the governor speed-adjustment
nut and governor spring bracket.
Remove the screws holding the gear cover to the
crankcase. To loosen the gear cover, tap
it
with asoft
hammer.
Governor Shaft
The governor shaft is supported by
two
sets of needle
bearings. To remove the shaft, remove the yoke and
pull the shaft from the gear cover. If the shaft is bind-
ing, clean the bearings. If loose, replacethe bearings.
To remove
the
larger bearing, drive both bearing and
oil seal out from the outside of the gear cover.
Remove thesmaller bearing with an Easy-Out orsim-
ilar tool. Press new bearings and oil seal into place.
See Figure
106.
Gear
Cover
Oil
Seal
Replace the oil seal if damaged or worn. Drive the oil
seal out from inside
the
gear cover. Lay the cover on a
board
so
the seal boss is supported. Using an oil seal
driver, insertthe new seal from
the
inside with rubber
lip toward outside of gear cover (open side of seal
inward) and drive
it
flush with the outside surface.
During gear cover installation, use the driver to pro-
tect the oil seal. See Figure
107.
Assembly, Gear Cover
1.
2.
3.
4.
Work governor shaft to check for binding and see
that the governor shaft end-thrust ball is in place
(Figure 106). Later models have larger ball which
will not fall out.
Turn governor yoke
so
smooth side is toward
governor cup.
Turn governorcupsostop pin
in
gearcoverwill fit
into one of the holes in
the
cup surface (Figure
108). Measure distance from end of stop pin to
mounting face of cover.
It
should be 25/32 inch
(19.844 mm).
If
it
is not, replace
pin.
Pin should be
positioned with open end facing crankshaft seal.
Coat oil seal lip with oil or grease. Set a piece of
shim stock over the crankshaft keyway to protect
seal and install gear cover. Tighten mounting
screws to
15
to
20
ft.-lb.
(20
to 27
Nm).
Before
tightening screws, be sure
the
stop pin is in gov-
ernor hole.
Redistribution or publication of this document,
by any means, is strictly prohibited.
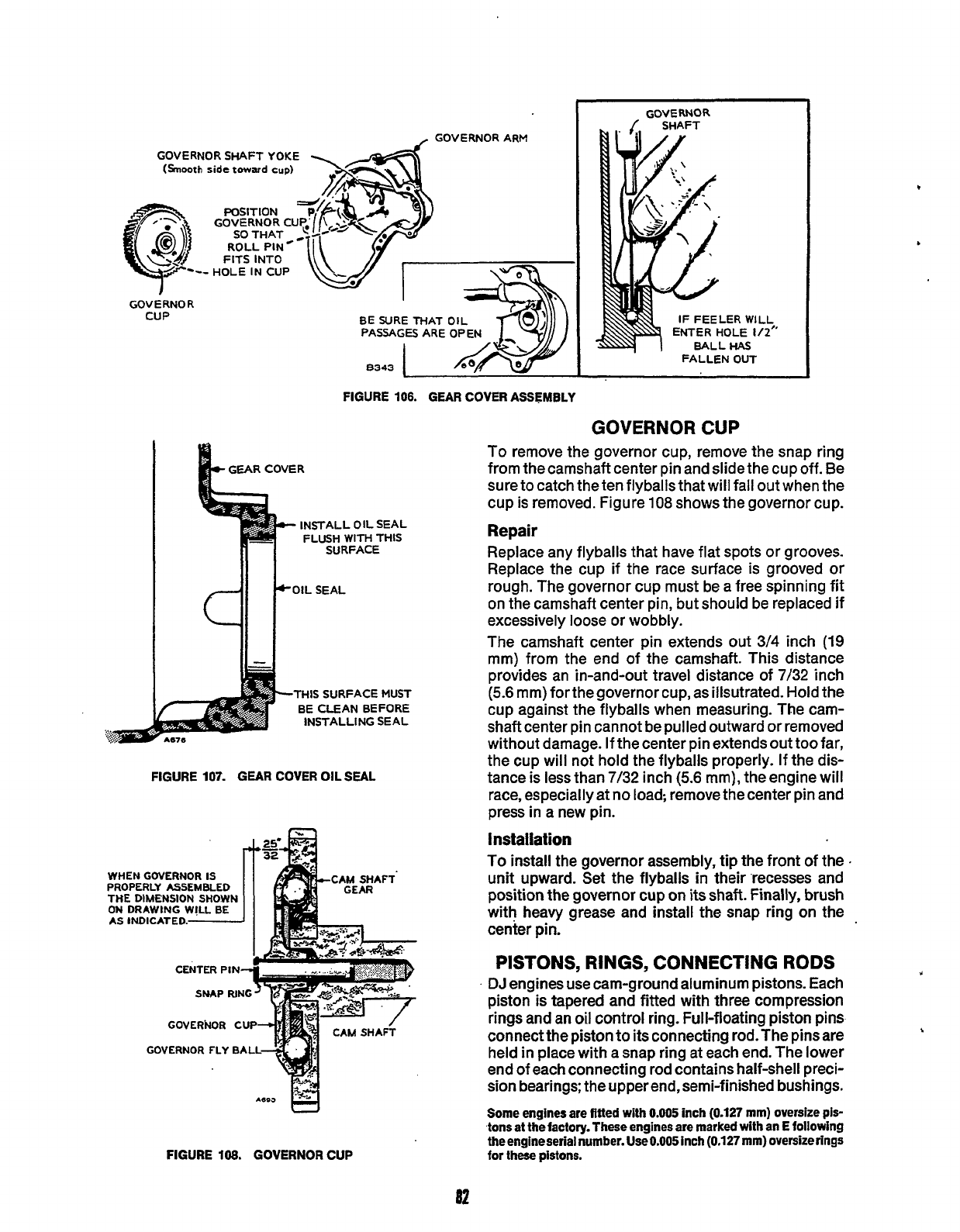
GOVERNOR ARM
GOVERNOR SHAFT YOKE
(%moth
side
toward
cup)
ROLL
PIN
FITS INTO
HOLE
IN
CUP
BE SURE THAT
OIL
PASSAGES ARE OPEN
GOVERNOR
CUP
8343
GOVERNOR
LL
/2"
FALLEN OUT
FIGURE 106. GEAR COVER ASSEMBLY
GOVERNOR
CUP
INSTALL OIL SEAL
FLUSH WITH THIS
SURFACE
THIS
SURFACE MUST
BE CLEAN BEFORE
INSTALLING SEAL
FIGURE 107.
GEAR
COVER OILSEAL
m
WHEN
GOVERNOR
IS
GOVERkOR CU
GOVERNOR FLY
BAL
Aeo=
El
FIGURE 108. GOVERNOR CUP
To remove the governor cup, remove
the
snap ring
from the camshaft center pin and slide the cup off. Be
sure to catch the ten flyballs that will fall out when the
cup is removed. Figure
108
shows the governor cup.
Repair
Replace any flyballs that have flat spots or grooves.
Replace the cup
if
the race surface is grooved or
rough. The governor cup must be a free spinning fit
on the camshaft center pin, but should be replaced
if
excessively loose or wobbly.
The camshaft center pin extends
out
3/4
inch
(19
mm) from the end of the camshaft. This distance
provides an in-and-out travel distance of
7/32
inch
(5.6 mm) forthe governor cup, as illsutrated. Hold the
cup against the flyballs when measuring. The cam-
shaft center pin cannot be pulled outward or removed
without damage. If the center pin extends out too far,
the cup will not hold the flyballs properly. If
the
dis-
tance is less than
7/32
inch
(5.6
mm), the engine will
race, especially at no load; remove the center pin and
press in a new pin.
Installation
To install the governor assembly, tip the front
of
the
,
unit upward. Set the flyballs in their recesses and
position the governor cup on its shaft. Finally, brush
with heavy grease and install
the
snap ring on the
center
pin.
PISTONS,
RINGS, CONNECTING
RODS
DJ
engines use cam-ground aluminum pistons. Each
piston is tapered and fitted with three compression
rings and an
oil
control ring. Full-floating piston pins
connect the piston to its connecting rod. The pinsare
held
in
place with a snap ring at each end. The lower
end of each connecting rod contains half-shell preci-
sion bearings; the upper end, semi-finished bushings.
Some engines are fitted with
0.005
inch (0.127 mm) oversize pis-
tons at the factory. These engines are marked with an
E
following
the
engineserial number.
Use0.005
inch (0.127 mm) oversize rings
for
these pistons.
82
Redistribution or publication of this document,
by any means, is strictly prohibited.
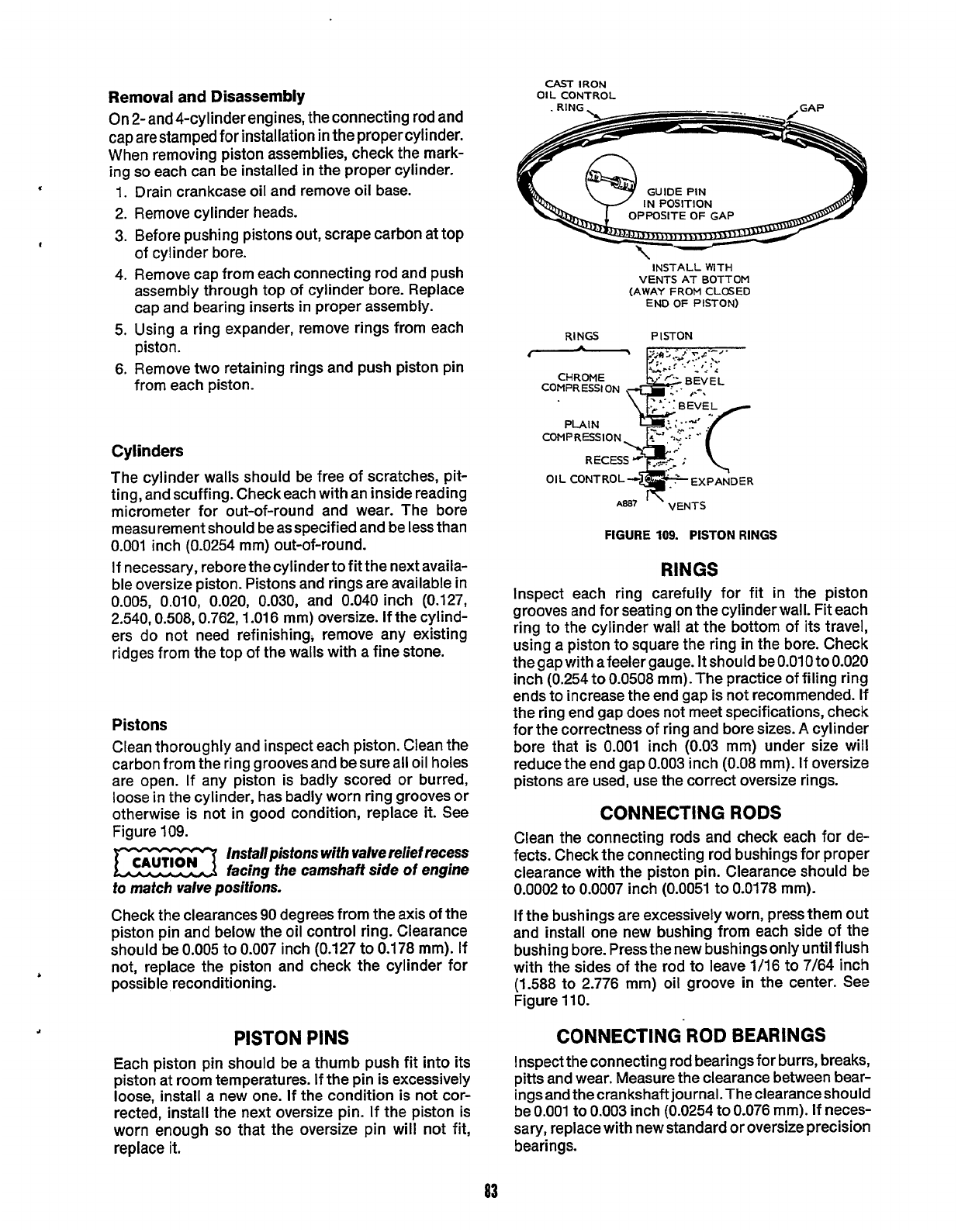
Removal and Disassembly
On 2- and 4-cylinder engines, the connecting rod and
cap arestamped for installation in the proper cylinder.
When removing piston assemblies, check the mark-
ing
so
each can be installed in the proper cylinder.
1.
Drain crankcase oil and remove oil base.
2. Remove cylinder heads.
3.
Before pushing pistons out, scrape carbon at top
of cylinder bore.
4.
Remove cap from each connecting rod and push
assembly through top of cylinder bore. Replace
cap and bearing inserts in proper assembly.
5.
Using a ring expander, remove rings from each
piston.
6. Remove two retaining rings and push piston pin
from each piston.
Cylinders
The cylinder walls should be free of scratches, pit-
ting, and scuffing. Check each with an inside reading
micrometer for out-of-round and wear. The bore
measurement should beasspecified and be less than
0.001 inch (0.0254 mm) out-of-round.
If necessary, rebore the cylinder to fit the next availa-
ble oversize piston. Pistons and rings are available in
0.005, 0.010, 0.020, 0.030, and 0.040 inch (0.127,
2.540,0.508,0.762,1.016 mm) oversize. If the cylind-
ers do not need refinishing; remove any existing
ridges from
the
top of the walls with a fine stone.
Pistons
Clean thoroughly and inspect each piston. Clean the
carbon from the ring grooves and be sure all oil holes
are open. If any piston is badly scored or burred,
loose in the cylinder, has badly worn ring grooves or
otherwise is not in good condition, replace
it.
See
Figure
109.
Install pistons with valve relief recess
facing the camshaft side of engine
to match valve positions.
Check the clearances 90 degrees from the axis of the
piston pin and below the oil control ring. Clearance
should be
0.005
to 0.007 inch (0.127 to
0.178
mm).
If
not, replace the piston and check the cylinder for
possible reconditioning.
PISTON PINS
Each piston pin should be a thumb push fit into its
piston at room temperatures. If the pin is excessively
loose, install a new one. If
the condition is not cor-
rected, install the next oversize pin. If
the
piston is
worn enough
so
that the oversize pin will not fit,
replace it.
CAST
IRON
OIL CONTROL
IN
POSITION
-\--
~
INSTALL WITH
VENTS AT BOTTOM
(AWAY
FROM
CLOSED
END
OF
PISTON)
RINGS
PISTON
'
'
VENTS
FIGURE
109.
PISTON
RINGS
RINGS
Inspect each ring carefully for fit in the piston
grooves and for seating on the cylinder wall. Fit each
ring to the cylinder wall at the bottom of its travel,
using a piston to square the ring
in
the bore. Check
thegap with afeeler gauge.
It
should beO.O1O to0.020
inch (0.254 to
0.0508
mm). The practice of filing ring
ends to increase the end gap is not recommended. If
the ring end gap does not meet specifications, check
for the correctness of ring and bore sizes.
A
cylinder
bore that is
0.001
inch
(0.03
mm) under size will
reduce the end gap
0.003
inch
(0.08
mm). If oversize
pistons are used, use the correct oversize rings.
CONNECTING RODS
Clean the connecting rods and check each for de-
fects. Check the connecting rod bushings for proper
clearance with the piston pin. Clearance should be
0.0002 to 0.0007 inch (0.0051 to 0.0178 mm).
If the bushings are excessively worn, press them out
and install one new bushing from each side
of
the
bushing bore. Pressthenew bushingsonly until flush
with the sides of
the
rod to leave 1/16 to 7/64 inch
(1.588 to 2.776 mm) oil groove in the center. See
Figure 110.
CONNECTING ROD BEARINGS
Inspect the connecting rod bearings for burrs, breaks,
pitts and wear. Measure the clearance between bear-
ings and thecrankshaftjournaLThe clearanceshould
be
0.001
to
0.003
inch (0.0254 to 0.076 mm).
If
neces-
sary, replace with new standard or oversize precision
bearings.
83
Redistribution or publication of this document,
by any means, is strictly prohibited.
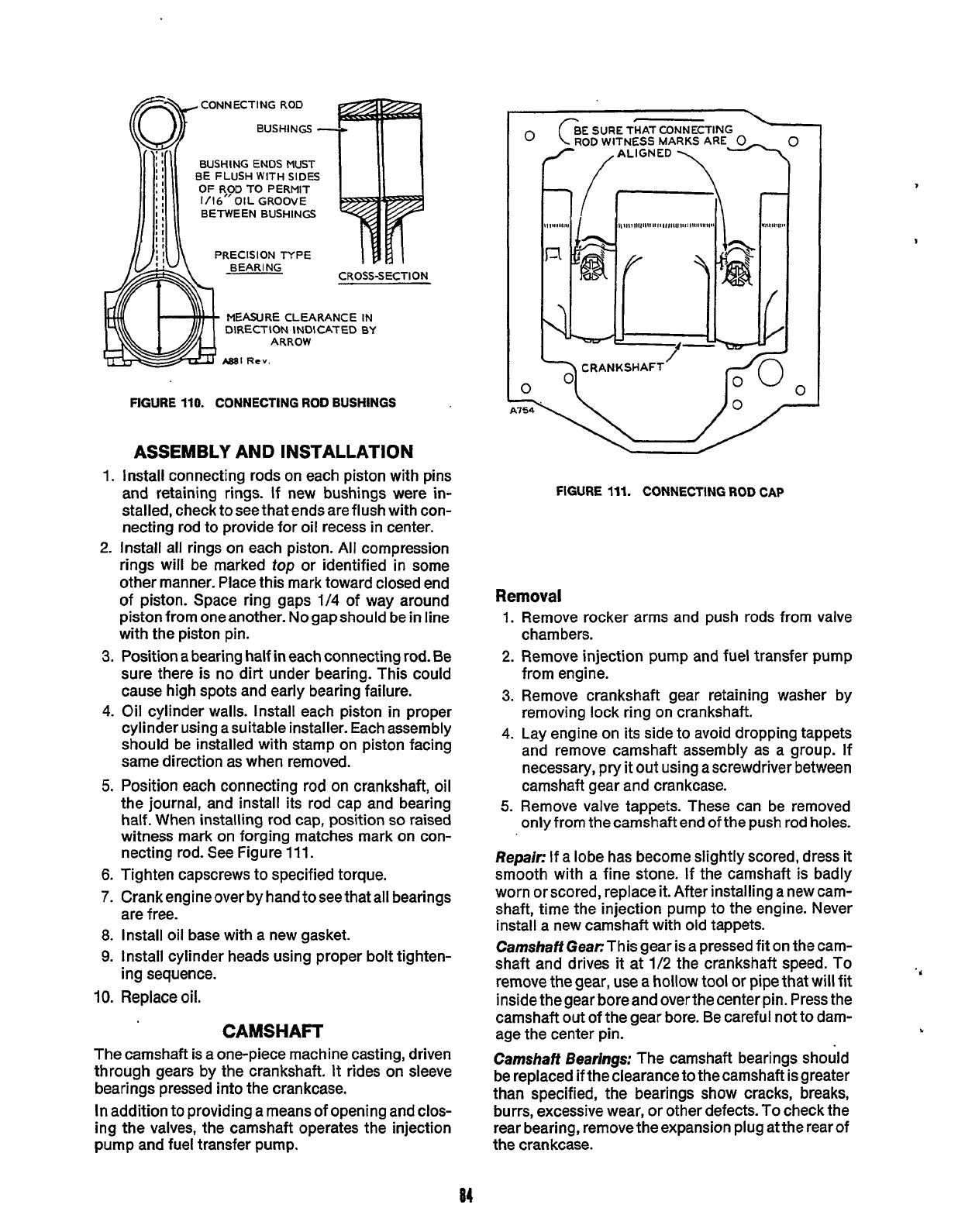
CONNECTING
ROD
BUSHINGS
BUSHING ENDS MUST
BE FLUSH WITH
SIDES
OF
ROD
TO PERMIT
I/lb”OlL
GROOVE
BETWEEN BUSHINGS
MEASURE CLEARANCE
IN
ABBl
Rev.
FIGURE
110.
CONNECTING
ROD
BUSHINGS
ASSEMBLY AND INSTALLATION
1.
Install connecting rods on each piston with pins
and retaining rings. If new bushings were
in-
stalled, check to see that ends are flush with con-
necting rod to provide for oil recess in center.
2.
Install all rings on each piston. All compression
rings will be marked
top
or identified in some
other manner. Place this mark toward closed end
of piston. Space ring gaps 1/4 of way around
piston from oneanother. Nogapshould be
in
line
with the piston pin.
3.
Position
a
bearing half
in
each connecting rod.
Be
sure there is no dirt under bearing. This could
cause high spots and early bearing failure.
4. Oil cylinder walls. Install each piston
in
proper
cylinder using a suitable installer. Each assembly
should be installed with stamp on piston facing
same direction as when removed.
5.
Position each connecting rod on crankshaft, oil
the journal, and install its rod cap and bearing
half. When installing rod cap, position
so
raised
witness mark on forging matches mark on con-
necting rod. See Figure
111.
6.
Tighten capscrews to specified torque.
7.
Crank engine over by hand to see that all bearings
8.
Install oil base with a new gasket.
9.
Install cylinder heads using proper bolt tighten-
are free.
ing sequence.
10.
Replace oil.
CAMSHAFT
The camshaft is a one-piece machine casting, driven
through gears by the crankshaft.
It
rides on sleeve
bearings pressed into the crankcase.
In
addition to providing a meansof opening and clos-
ing the valves,
the
camshaft operates the injection
pump and fuel transfer pump.
FIGURE
111.
CONNECTING ROD CAP
Removal
1.
Remove rocker arms and push rods from valve
chambers.
2.
Remove injection pump and fuel transfer pump
from engine.
3.
Remove crankshaft gear retaining washer by
removing lock ring on crankshaft.
4.
Lay engine on its side to avoid dropping tappets
and remove camshaft assembly as a group. If
necessary,
pry
it
out using ascrewdriver between
camshaft gear and crankcase.
5.
Remove valve tappets. These can be removed
only from the camshaft end of the push rod holes.
Repair:
If a lobe has become slightly scored, dress
it
smooth with a fine stone. If the camshaft
is
badly
worn or scored, replace
it.
After installing a new cam-
shaft, time the injection pump to the engine. Never
install a new camshaft with old tappets.
Camshaft Gear:
This gear is a pressed fit on the cam-
shaft and drives
it
at 1/2 the crankshaft speed.
To
remove the gear, use a hollow tool or pipe that
will
fit
inside thegear boreand overthe center pin. Press the
camshaft out of the gear bore. Be careful not to dam-
age the center pin.
Camshaft Bearings:
The camshaft bearings should
be replaced if the clearance to thecamshaft is greater
than specified, the bearings show cracks, breaks,
burrs, excessive wear, or other defects.
To
check the
rear bearing, remove the expansion plug at the rear of
the crankcase.
Redistribution or publication of this document,
by any means, is strictly prohibited.
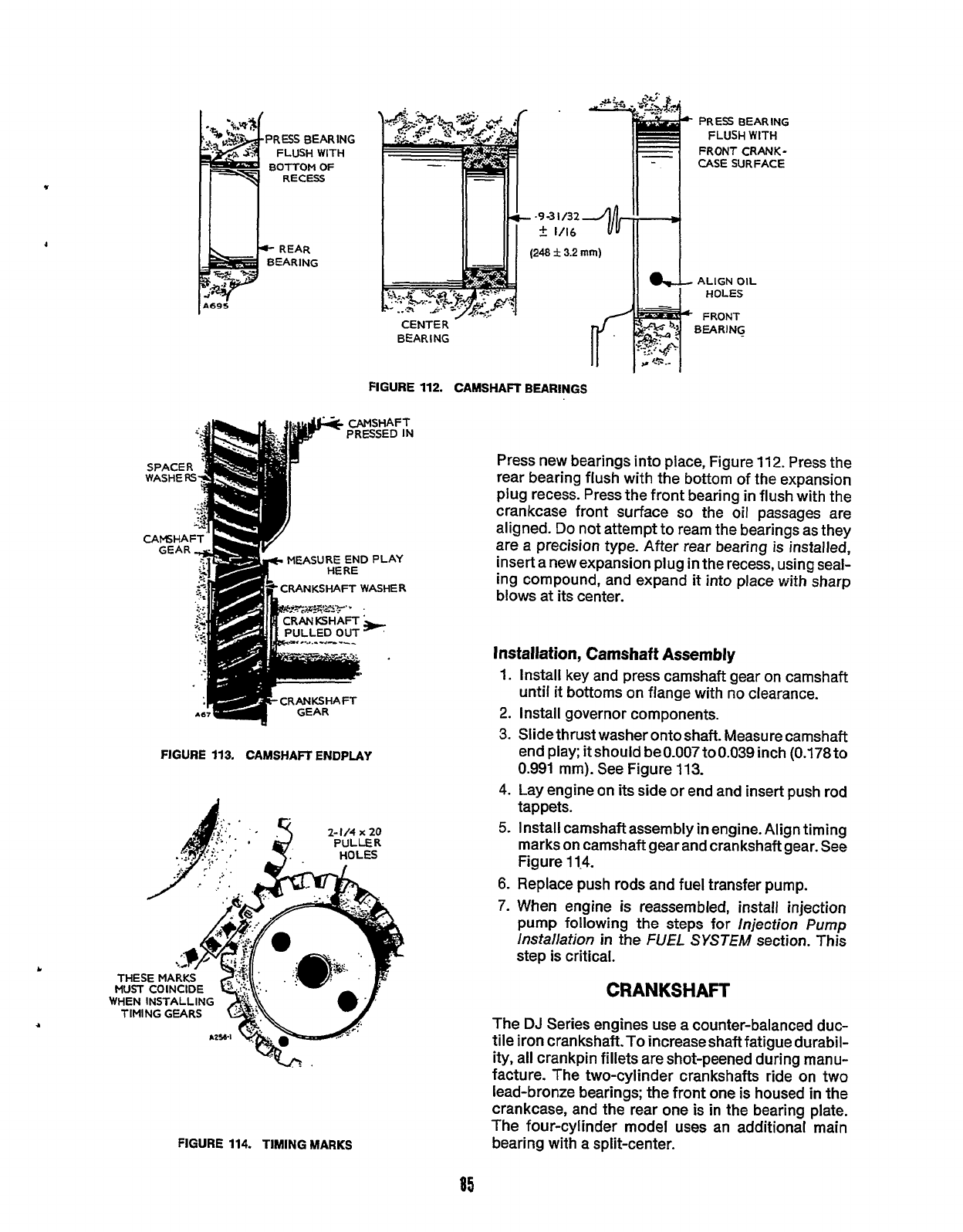
V
PRESS
BEARING
FLUSH
WITH
BOTTOM
OF
RECESS
REAR
EARING
PRESS
BEARING
FLUSH
WITH
FRONT
CRANK-
CASE
SURFACE
ALIGN
OIL
HOLES
FRONT
BEARING
BEARING
FIGURE
112.
CAMSHAFT BEARINGS
NKSHAFT
WASHER
E
FIGURE
113.
CAMSHAFT ENDPLAY
FIGURE
114.
TIMING
MARKS
Press new bearings into place, Figure
112.
Press the
rear bearing flush with the bottom of the expansion
plug recess. Press the front bearing in flush with the
crankcase front surface
so
the oil passages are
aligned.
Do
not attempt to ream the bearings as they
are a precision type. After rear bearing is installed,
insert a new expansion plug
in
the recess, using seal-
ing compound, and expand
it
into place with sharp
blows at its center.
Installation,
Camshaft
Assembly
1. Install key and press camshaft gear on camshaft
until
it
bottoms on flange with no clearance.
2.
Install governor components.
3.
Slide thrust washer ontoshaft. Measure camshaft
end play;
it
should be0.007 to0.039 inch
(0.178
to
0.991
mm). See Figure
113.
4.
Lay engine on its side
or
end and insert push rod
tappets.
5.
Install camshaft assembly
in
engine. Align timing
marks on camshaft gear and crankshaft gear. See
Figure
11.4.
6.
Replace push rods and fuel transfer pump.
7.
When engine is reassembled, install injection
pump following the steps for
Injection
Pump
Installation
in
the
FUEL
SYSTEM
section. This
step is critical.
CRANKSHAFT
The
DJ
Series engines use a counter-balanced duc-
tile iron crankshaft. To increase shaft fatigue durabil-
ity, all crankpin fillets are shot-peened during manu-
facture. The two-cylinder crankshafts ride on two
lead-bronze bearings; the front one is housed
in
the
crankcase, and
the
rear one is in the bearing plate.
The four-cylinder model uses an additional main
bearing with a split-center.
85
Redistribution or publication of this document,
by any means, is strictly prohibited.
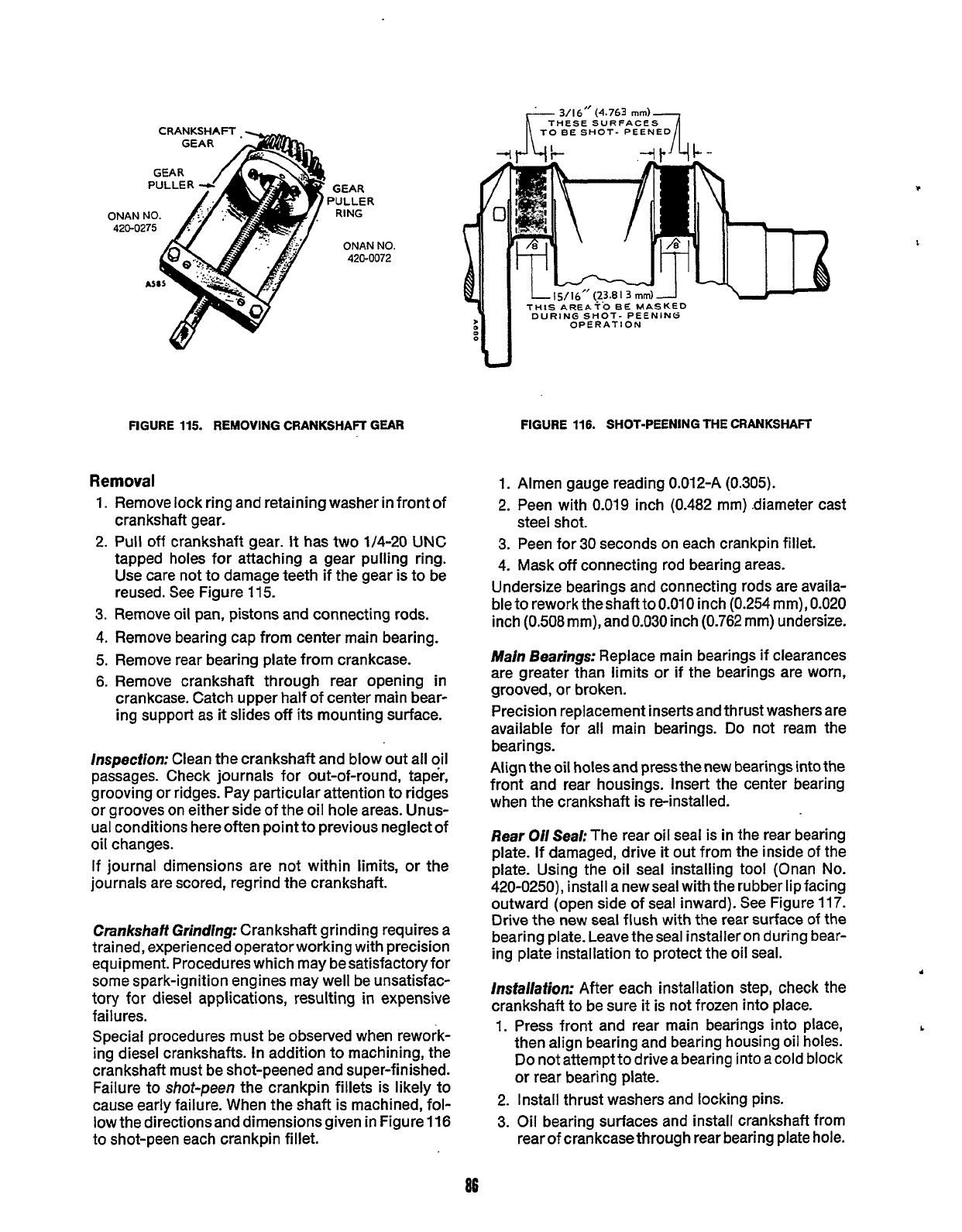
CRANKSHAFT
.
-
.
3/16" (4.763
mrn)
TO
BE
SHOT- PEENED
4
ONANNO.
//
420-0275
.
FIGURE
115.
REMOVING
CRANKSHAFT GEAR
Removal
1.
2.
3.
4.
5.
6.
Remove lock ring and retaining washer in front of
crankshaft gear.
Pull off crankshaft gear.
It
has two 1/4-20 UNC
tapped holes for attaching a gear pulling ring.
Use care not to damage teeth if the gear is to be
reused.
See
Figure 115.
Remove oil pan, pistons and connecting rods.
Remove bearing cap from center main bearing.
Remove rear bearing plate from crankcase.
Remove crankshaft through rear opening in
crankcase. Catch upper half of center main bear-
ing support as
it
slides
off
its mounting surface.
inspecfion:
Clean the crankshaft and blow out all oil
passages. Check journals for out-of-round, taper,
grooving or ridges. Pay particular attention to ridges
or grooves on either side of the oil hole areas. Unus-
ual conditions here often point to previous neglect of
oil changes.
If journal dimensions are not within limits, or the
journals are scored, regrind the crankshaft.
Crankshaft Grinding:
Crankshaft grinding requires a
trained, experienced operator working with precision
equipment. Procedures which may besatisfactoryfor
some spark-ignition engines may well be unsatisfac-
tory for diesel applications, resulting
in
expensive
f ai
I
ures.
Special procedures must be observed when rework-
ing diesel crankshafts.
In
addition to machining, the
crankshaft must be shot-peened and super-finished.
Failure to
shot-peen
the crankpin fillets is likely to
cause early failure. When the shaft is machined, fol-
low the directionsand dimensions given in Figure 116
to shot-peen each crankpin fillet.
THIS
AREATO
BE
MASKED
DURING
SHOT-
PEENIN6
OPERATION
I
FIGURE
116.
SHOT-PEENING THE CRANKSHAFT
1. Almen gauge reading 0.012-A
(0.305).
2.
Peen with 0.019 inch (0.482 rnm) .diameter cast
3. Peen for
30
seconds on each crankpin fillet.
4. Mask
off
connecting rod bearing areas.
Undersize bearings and connecting rods are availa-
bleto
reworktheshaftto0.010inch
(0.254rnm),0.020
inch (0.508 rnm), and
0.030
inch
(0.762
mrn) undersize.
steel shot.
Main Bearings:
Replace main bearings if clearances
are greater than limits or if the bearings are worn,
grooved, or broken.
Precision replacement inserts and thrust washers are
available for all main bearings.
Do
not ream the
bearings.
Align the oil holes and press the new bearings into the
front and rear housings. Insert the center bearing
when the crankshaft is reinstalled.
Rear
Oil
Seal;
The rear oil seal is in the rear bearing
plate. If damaged, drive
it
out from the inside of the
plate. Using the oil seal installing tool (Onan
No.
420-0250), install a newsealwith the rubber lip facing
outward (open side of seal inward). See Figure 117.
Drive the new seal flush
with
the rear surface of the
bearing plate. Leave the seal installer on during bear-
ing plate installation to protect the oil seal.
Installation:
After each installation step, check the
crankshaft to be sure
it
is not frozen into place.
1. Press front and rear main bearings into place,
then align bearing and bearing housing oil holes.
Do
not attempt to drivea bearing into a cold block
or
rear bearing plate.
2. Install thrust washers and locking pins.
3.
Oil bearing surfaces and install crankshaft from
rear of crankcase through rear bearing plate hole.
Redistribution or publication of this document,
by any means, is strictly prohibited.
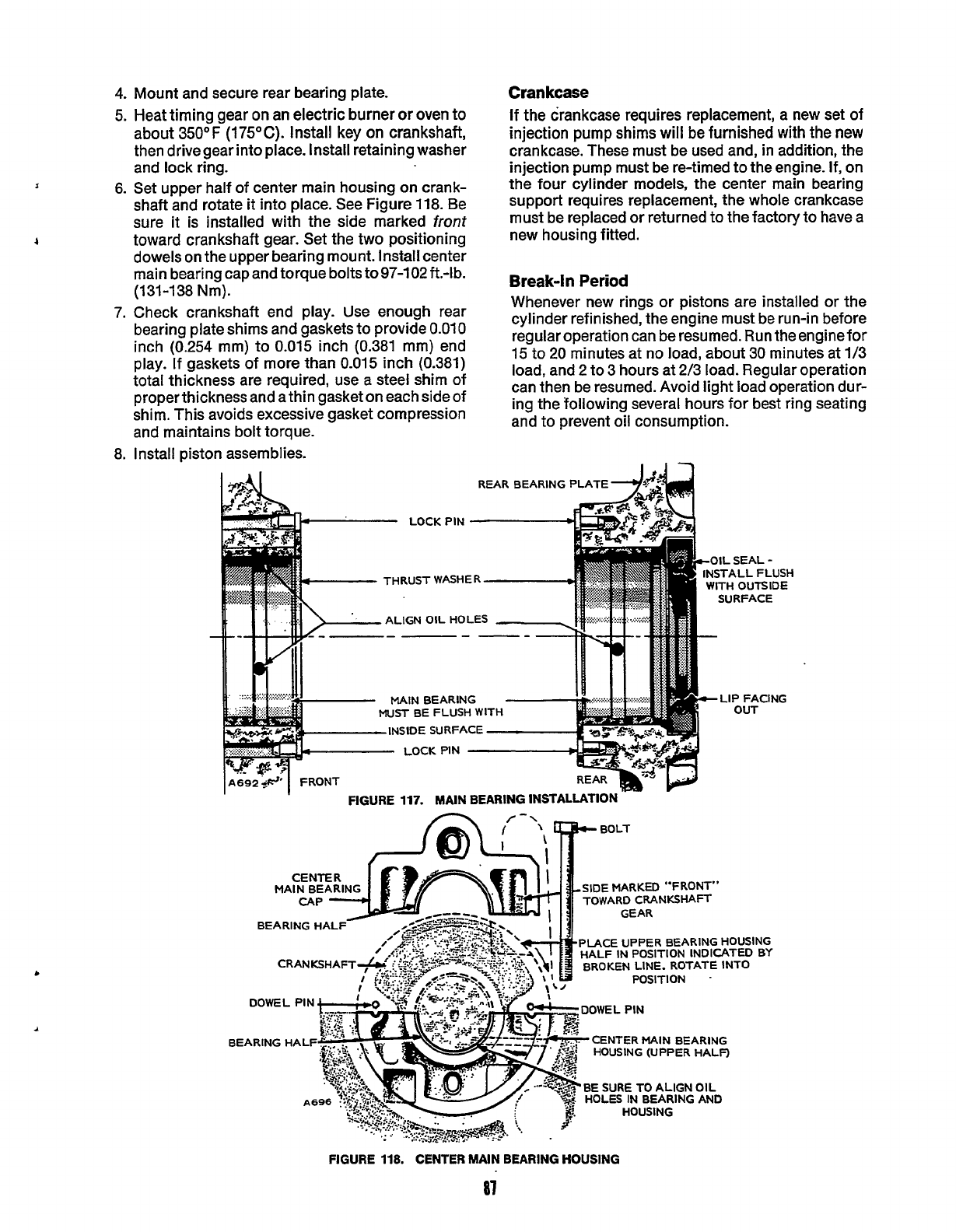
4. Mount and secure rear bearing plate.
Crankcase
5.
Heat timing gear
on an
electric burner or oven to
about
35OOF
(175°C).
Install
key on crankshaft,
then drivegear into place. Install retaining washer
and lock ring.
6.
Set upper half of center main housing on crank-
shaft and rotate it into place. See Figure 118. Be
sure it is installed with the side marked
front
toward crankshaft gear. Set the two positioning
dowels on the upper bearing mount. Install center
main bearing capand torque bolts to97-102ft.-lb.
(131-138 Nm).
7.
Check crankshaft end play. Use enough rear
bearing plate shims and gaskets to provide
0.010
inch (0.254 mm) to
0.015
inch (0.381 mm) end
play. If gaskets of more than 0.015 inch (0.381)
total thickness are required, use a steel shim of
proper thickness and a thin gasket on each side of
shim. This avoids excessive gasket compression
and maintains bolt torque.
If
the
crankcase requires replacement, a new set of
injection pump shims
will
be furnished with the new
crankcase. These must be used and, in addition,
the
injection pump must be re-timed to the engine. If, on
the four cylinder models, the center main bearing
support requires replacement, the whole crankcase
must be replaced or returned to the factory to have a
new housing fitted.
Break-In Period
Whenever new rings or pistons are installed or the
cylinder refinished, the engine must be run-in before
regular operation can be resumed. Run
the
engine for
15 to
20
minutes at no load, about
30
minutes at 1/3
load, and
2
to 3 hours at 2/3 load. Regular operation
can then be resumed. Avoid light load operation dur-
ing the following several hours for best ring seating
and to prevent oil consumption.
8. Install
.
*-
piston assemblies.
BEARING HALF
PLACE UPPER BEARING
HOUSl
HALF IN POSITION INDICATED
CRANKSHAFT BROKEN LINE. ROTATE INTO
BEARING HALF CENTER
MAIN
BEARING
HOUSING (UPPER HALR
BE
SURE
TO
ALIGN
OIL
HOLES
IN
BEARING AND
HOUSING
ING
BY
FIGURE
118.
CENTER MAIN
BEARING
HOUSING
87
Redistribution or publication of this document,
by any means, is strictly prohibited.
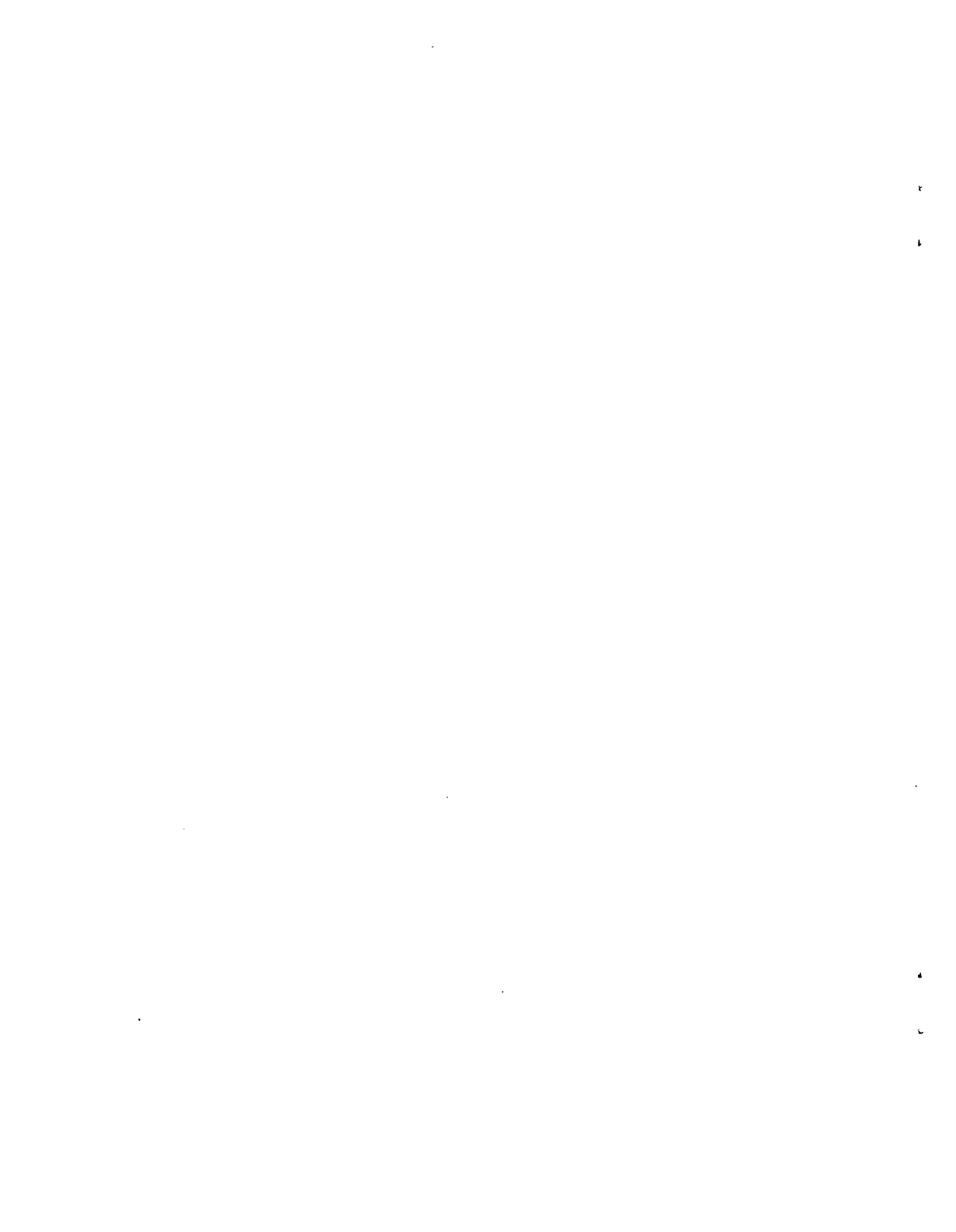
Redistribution or publication of this document,
by any means, is strictly prohibited.
Redistribution or publication of this document,
by any means, is strictly prohibited.
Onan Corporation
1400 73rd Avenue
N.E.
Minneapolis, MN 55432
612-574-5000 International
Use
Telex: 275477
Fax: 61 2-574-8087
Onan
is
a
registered trademark
of
Onan Corporation
1-800-888-ON AN
Redistribution or publication of this document,
by any means, is strictly prohibited.
