How To Buff And Polish Buffbook
User Manual: Buffbook
Open the PDF directly: View PDF ![]() .
.
Page Count: 20

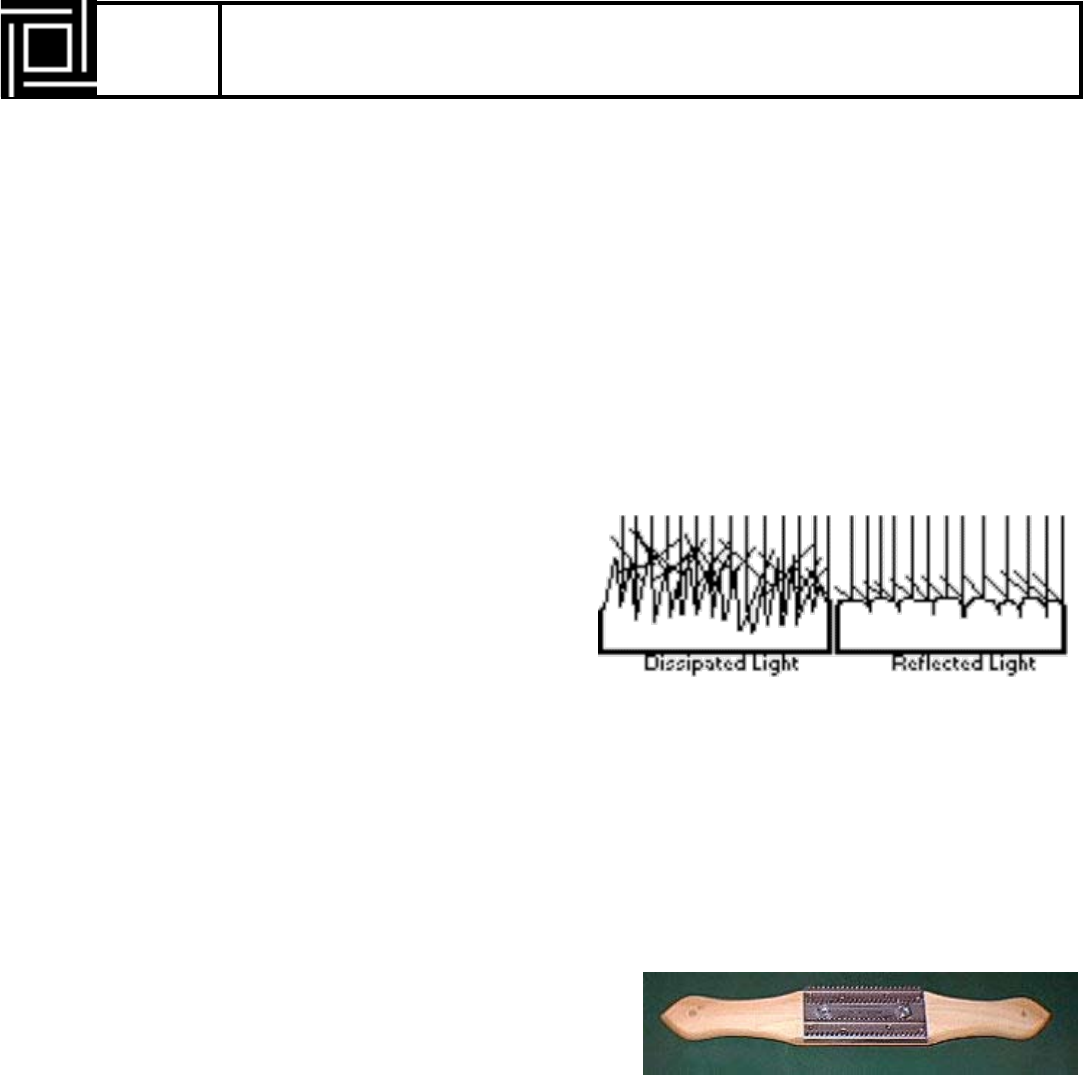
ged mountains and valleys. By repeated abrasion, you are going to wear down those mountains
until they are old, soft, rolling hills! Then they will not dissipate the light, but reect it. It is the
reection that makes the buffed part appear shiny.
TRICKS OF THE TRADE
Repairing small dents.
Sand the inside of the part with emery paper. This will show you exactly where the dent is. Us-
ing a piece of end grain wood as a block, gently beat out the dent with a hammer.
AN INTRODUCTION TO BUFFING & POLISHING
Bufng and polishing using wheels and ‘compounds’ is somewhat like using wet and dry sanding
paper, only much faster. Instead of using ‘elbow grease’ you will be using the power and speed
of an electric motor.
The edge, or face, of the wheel is the ‘sanding block’, which carries a thin layer of compound’
which is the sandpaper. Varying types of wheel are available, and the different grades of com-
pound are scaled similar to sandpaper. The compounds are made from a wax substance which
has the different abrasive powders added to it. When this hard block is applied to the edge of a
spinning bufng wheel, the heat from the friction melts the wax, and both wax and abrasive are
applied in a thin slick to the face of the wheel.
Page 1 To Order Call: 315-946-1213
The objective of bufng and polishing is to make
a rough surface into a smooth one and, of course,
each work piece will be in a different condition, so
will need different procedures. Imagine the surface
magnied thousands of times, it will look like jag-
Clean your bufng wheels with a WHEEL RAKE
Offer the jagged blade to the edge of the spinning
wheel, and work it across the face until the wheel looks
bright and uffy once more. This action, done periodically, will remove entrapped metal par-
ticles, which could scratch a more delicate part.
Eliminating ‘Swirl’ Marks
Swirl marks caused by bufng in the nal stages can easily be removed by wetting the part with
a damp cloth, then dusting with a powder such as:- Whiting, Talcum Powder or Corn Starch,
then buff on your wheel again until the swirls disappear.
One Wheel For One Compound
Applying different compounds to the same wheel only causes problems, because you end up
with a mixture of abrasive surfaces, and metal deposits left over from the more abrasive opera-
tion. These microscopic particles only scratch the surface, destroying any benet gained by the
ner compound.

To remove excess compound from the work, apply a small amount of talc to the work and the
wheel, then rebuff.
Applying Compound
LITTLE & OFTEN is the rule. Too much compound will reduce the effectiveness of the cutting
action, because the surface will become TOO greasy and over lubricated. This can often be seen
by the prescence of a black slick of compound that seems to reveal around the work piece. Ap-
ply compound to the wheel for approx 1 second. Any more is wasted.
CHOOSING THE RIGHT WHEEL
There are different types of wheels and these have different effects on the compound they are
used with. For example, the SISAL wheel is a coarse ‘rope like’ ber, which frays out to make
a sort of brush. These bers have a very benecial effect on scratched and rougher surfaces, al-
most stroking them smooth. When used with a course ‘EMERY’ compound, they ‘cut’ the metal
down very rapidly. You could use this compound on a SPIRAL SEWN wheel and it would
work, but the job would take much longer because the softer SPIRAL SEWN wheel is not going
to thrash the metal so aggressively.
As you progress through the bufng compounds, you will change your bufng wheel, ending
up using the softest polishing wheel, the CANTON FLANNEL with the least abrasive BLUE or
RED compound which only polishes, it has no cutting action.
So, depending on the job in hand, you will determine which abrasive compound and wheel you
are going to use rst, then step down through the stages until YOU are satised with the results.
Compounds are made from a mixture of ne abrasive llers and a sort of greasy wax. The com-
pound is melted, by friction heat, as the bar is pressed to the revolving wheel. This applies a thin
layer of abrasive, ‘glued’ onto the cloth wheel, making it similar to an emery paper, only much
faster!
Do not apply the compound after the workpiece, or on its own. This wastes material and is
much less efcient.
By applying the material before the workpiece, you actually use the workpiece to force the
compound into the buff. This is much less wasteful, more efcient and will actually speed up
your bufng times.
www.caswellplating.com Page 2
Figures show the THICKNESS of wheels. You may use multiple wheels to make up total
permissible width.
Page 3 To Order Call: 315-946-1213
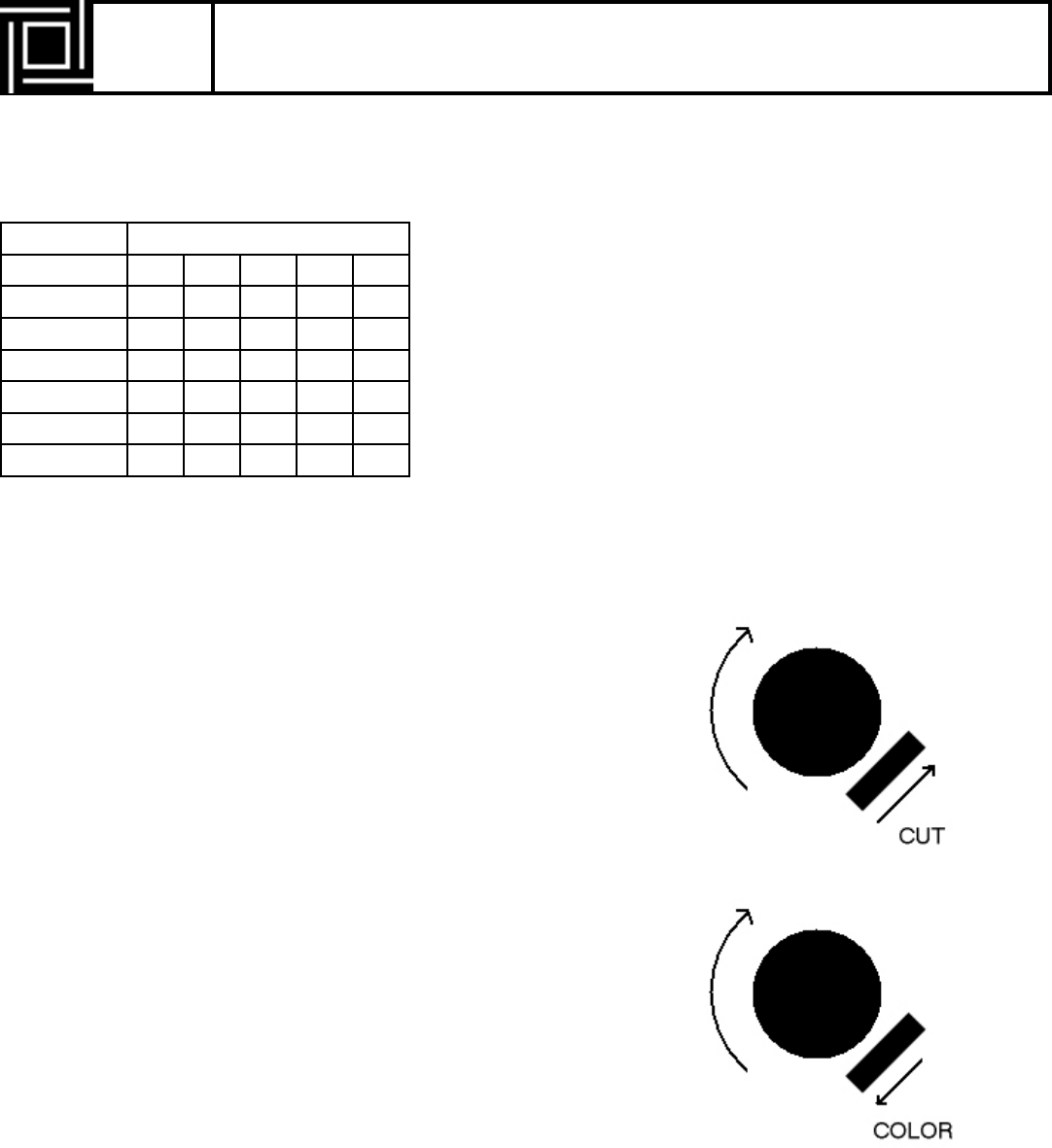
CUT AND POLISH MOTIONS
There are two basic bufng motions you should use.
1. CUT MOTION gives you:- SMOOTH SURFACE,
SEMI-BRIGHT & UNIFORM.
The workpiece should be moved AGAINST the
direction of the wheel, using a MEDIUM to HARD
pressure.
2. COLOR MOTION gives you:- BRIGHT, SHINY
& CLEAN SURFACE. The workpiece should be
moved TOWARD the direction of the wheel, using a
MEDIUM to LIGHT pressure.
BUFFING SPEED AND PRESSURE
The correct pressure must be applied to the workpiece to provide the best nish economically
and safely. Inadequate pressure will give NO bufng action.
Excessive pressure will cause the bufng wheel to slow down or actually collapse. This can also
result in burn marks on the workpiece.
Apply small quantities of compound, by approx. 1/2 - 1 second applications to the wheel. An
old washing machine motor (1/8hp @ 1800 rpm) is ideal as the slower rpm lessens the chance
of burning or melting the plastic.
Motor Size Wheel Diameter
4” 6” 8” 10” 12”
1/6 hp 1” 5” - - -
1/4 hp 1.5” 1” 5” - -
1/3 hp 2.5” 2” 1” - -
1/2 hp 3” 2.5” 2” 1” -
3/4 hp 4.5” 3.5” 2.5” 2” 1”
2 hp 4.5” 4.5” 4.5” 3” 1.5”
BUFF RUNNING SPEEDS
For best results your wheel should maintain a surface speed of between 3600 & 7500 Surface
Feet Per Minute. (SFPM). The higher your speed, the better and quicker your results.
www.caswellplating.com Page 4
Formula for calculating surface speed of wheel
in SFPM.
SFPM = 1/4 x diameter of Wheel x RPM (revs of
spindle per min.)
Therefore an 8” wheel @ 3600 RPM =2 x 3600 =
7200SFPM.
Spindle speeds can be increased by a step pulley on a motor shaft.
For the workshop where only the occasional piece of work needs to be buffed, an economic
alternative to purchasing a special machine is to simply adapt a bench grinder. Whilst this
does not have the extended shaft, it can still do a formidable job.
All the guards need to be taken off and the grinder mounted on the edge of a workbench.
This will allow access to the wheel from many angles. Alternatively, a small used washing ma-
chine motor can be used. With access to a lathe, a simple pointed taper can be made to t over
the shaft. Then the bufng wheels can be aimed on to the point. On smaller pieces, an electric
drill with one of our shank mounted buffs will do an excellent job.
Some of our customers have even placed a large hand grinder in a vice, then changed the
grinding wheel for a buff. These machines usually have very high speeds with good power,
so they should be considered as another option.
Whenever you are making up something to do a bufng job, your prime consideration
should be your safety.
If the buff pulls the piece from your hands, you should consider where it is likely to go.
Remember it will be traveling at a fair speed, so no one should be in its way!
Is the machine mounted safely? It will have to stand a fair amount of abuse, so make sure it
is WELL fastened down.
DISCLAIMER - Bufng machines can be dangerous. We accept no liability for their
use/misuse or for accidents caused by the removal of guards.
Page 5 To Order Call: 315-946-1213
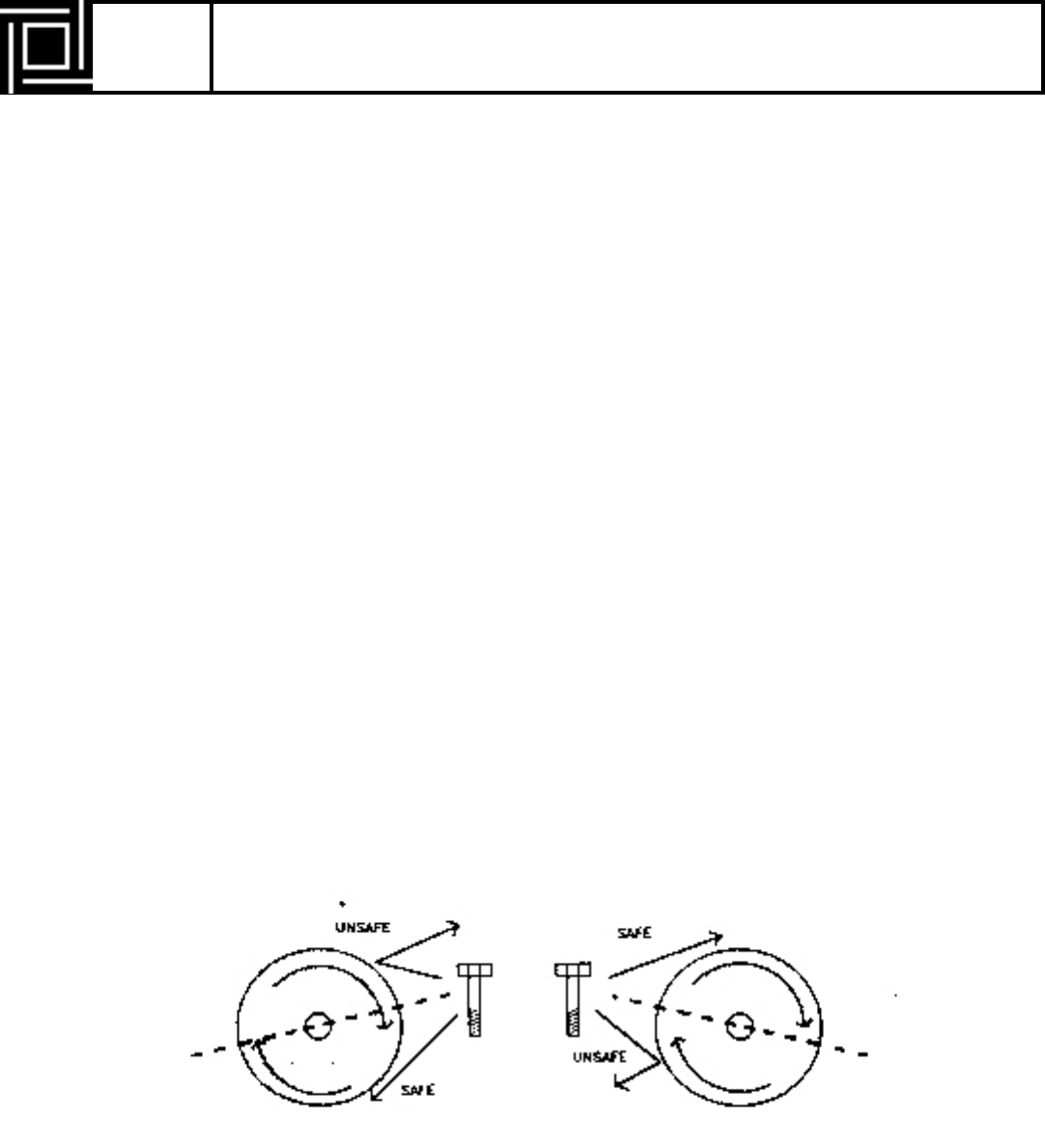
SAFETY FIRST
There are two distinct areas on a bufng wheel -
THE UNSAFE AREA which is rotating towards the workpiece.
THE SAFE AREA which is rotating away from the workpiece.
The division of these two areas is marked with the dotted line on the above drawings.
The workpiece must only be applied to the area of the buff that is rotating AWAY from the
workpiece.
You should ensure that you are completely aware which area is which, otherwise you could
have a serious accident. Objects being thrown away from a bufng wheel can be traveling
at very high speeds, which can result in some very unpleasant and potentially deadly
accidents!
When bufng parts have sharp corners, edges or hooks, they should be offered to the wheel
with the edge owing away from the buff, so the part does not catch.
Operators should ALWAYS wear SAFETY GOGGLES, APRON, GLOVES and DUST MASK.
DETERMINING GRIT SIZES of SANDPAPERS and BUFFING COMPOUNDS
We often get asked, ‘Which grit should I use rst?” Unfortunately, there is no cut and dried
answer to this, because it really depends on the condition of the part. So, lets discuss some
examples:
1) Aluminum Side Cover with one deep scratch.
To successfully remove the scratch, ALL of the material around the scratch has to be
disposed of. In our example, this means a lot of aluminum! Initially, we are concerned with
getting as much aluminum sanded off as quickly as possible, so we would use the coarsest
abrasive available, say a 40 grit sandpaper.on a at block. It would be of NO USE to try to
buff out this deep scratch with a bufng wheel, because the wheel would remove more
material from the hole, as well as the surrounding areas. By keeping the abrasive on a at block,
no further material can be removed from the hole.
Surface removed to:
As the scratch is lessened, the grit size of paper is reduced from 40, to 80, 120, 240, 320 and
nally 600.Once the surrounding material is removed, then the actual polishing can be started.
Bufng compounds will be determined by the size of the scratches. If you have used a 600
grit paper, you may like to proceed directly to a white bufng compound. If ne scratches
are visible, then you’ll need to ‘back off’ and go to the black compound before retrying the
white.
2. Aluminum Side Cover - just dull.
Obviously, it would be a step backwards to start treating this piece by using the technique in
our rst example. As there is no large metal content to be removed, you could virtually dispense
with the sandpapers and move directly to the polishing aspect of the part. The Brown bufng
compound with a spiral sewn wheel could be employed to see if the shine is good enough. If
not, then use a black compound, and then rework the part using the brown compound.
www.caswellplating.com Page 6
3. Aluminum Wheel Casting.
Many wheels are prepainted, directly over a rough sand casting. Remove the paint using
VHT Stripfast, to expose the aluminum. The ‘pimples’ caused by the sand cast have to be
removed to atten the metal ready for polishing. Because of the difcult contours of the
wheel, it is virtually impossible to sand with a at block, so this is where Greaseless
Compound comes in. Start off with the 80 grit, using a spiral sewn wheel or, for the
awkward areas, a felt bob. Then proceed through the various grit sizes of Greaseless, until the
metal is smooth , all ‘pimples’ are removed and an even ‘at’ nish is achieved. The
polishing should only begin once all traces of ‘pimples’ are gone. Use Black Compound for
most of the polishing work, and nally, on a fresh or cleaned wheel, buff lightly with the
Brown compound.
Page 7 To Order Call: 315-946-1213
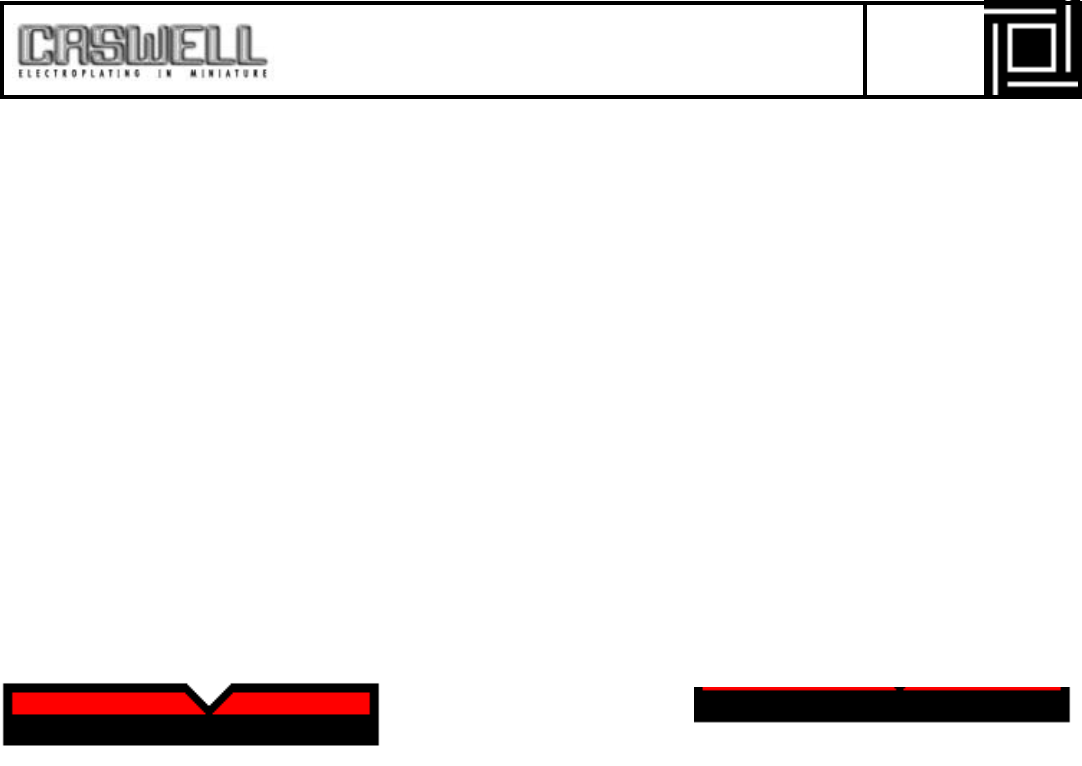
FLAP WHEELS
These tightly packed and bonded sheets of resin
bonded aluminum oxide are great for sanding, shap-
ing and polishing all types of materials.
Especially good for removing paint and rust. Best
used on an electric drill or the Flexible Shaft.
SANDING DRUMS
Sanding drums are self expanding rubber spindles
with hardened metal arbors and nuts. Precision
manufactured to close tolerance, providing smooth
and even performance. Use for: sanding, shaping,
grinding, nishing, polishing. Use on: wood, metal,
plastic, berglass, rubber, glass or stone. Use with:
portable drill or grinder, drill press, lather, exible
shaft, bench grinder. Especially useful for surfaces
that are curved or irregularly shaped.
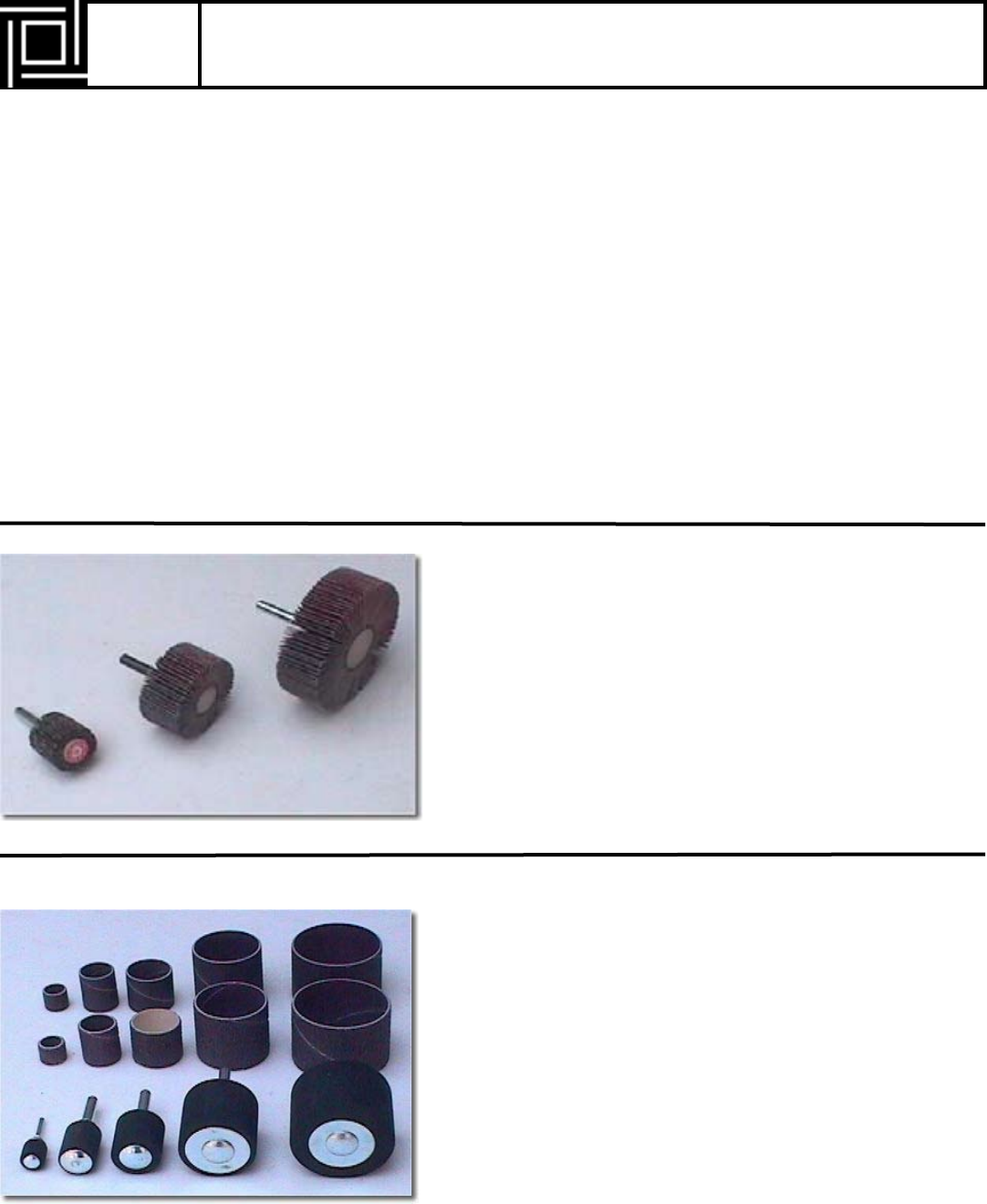
ABRASIVE NYLON WHEELS
Strands of nylon impregnated with a tough aluminum oxide
abrasive. Removes old paint, rust, weld scale and burns. Cleans
and polishes. Is ideal for wood because it cleans without
gouging. It never loses its abrasive power, or its shape. Safe on
skin! Max 2500 rpm
Generally speaking, you will start off with a course abrasive
compound, then change to a medium compound and nally a
ne compound, just as you would using sandpaper.
THE SCRUBBER WHEEL
SCRUBBER wheels are constructed from a type of material, impregnated
with a ne abrasive powder. The resulting combination being very ex-
ible, yet very aggressive.
SCRUBBER wheels remove rust, paint, scratches, minor blemishes and
old paint.
A ‘featherlite’ touch is required with these wheels, unlike an ordinary
bufng wheel. Heavy pressure will result in premature wear of the wheel.
THE SISAL BUFFING WHEEL
Sisal is a slender, hard, cellular strand of ber that has demonstrated its
great strength and tough resiliency in the form of binder twine, cord &
rope for many years. These qualities, along with its natural abrading and
grease absorbing characteristics, provide an ideal bufng wheel fabric.
Sisal bufng wheels will provide both polishing and cutting action. They
will remove stretcher strains, orange peel, polishing wheel grit lines, light
die marks, etc. To effect a fast cut, use a sisal wheel with the Black Emery
compound or any of the greaseless compounds.
www.caswellplating.com Page 8
Page 9 To Order Call: 315-946-1213
THE SPIRAL SEWN WHEEL
Spiral sewn wheels are the workhorse of most bufng and polishing
jobs. Because the plies of cotton cloth are sewn together spirally, the
wheel becomes much harder and more pressure can be exerted on it.
This is especially useful when ‘cutting’ the metal. The faces of these
wheels are pre-raked to accept compound immediately.
THE LOOSE COTTON WHEEL
The main purpose of a loose cotton wheel is to polish and cut in a
similar manner to the Spiral sewn wheel, except that this wheel, not
being tightly stitched together, will ‘mush’ or collapse, allowing the
cotton to get into awkward places more easily. If you have an object
with ne details and awkward crevices, then this is the wheel to use.
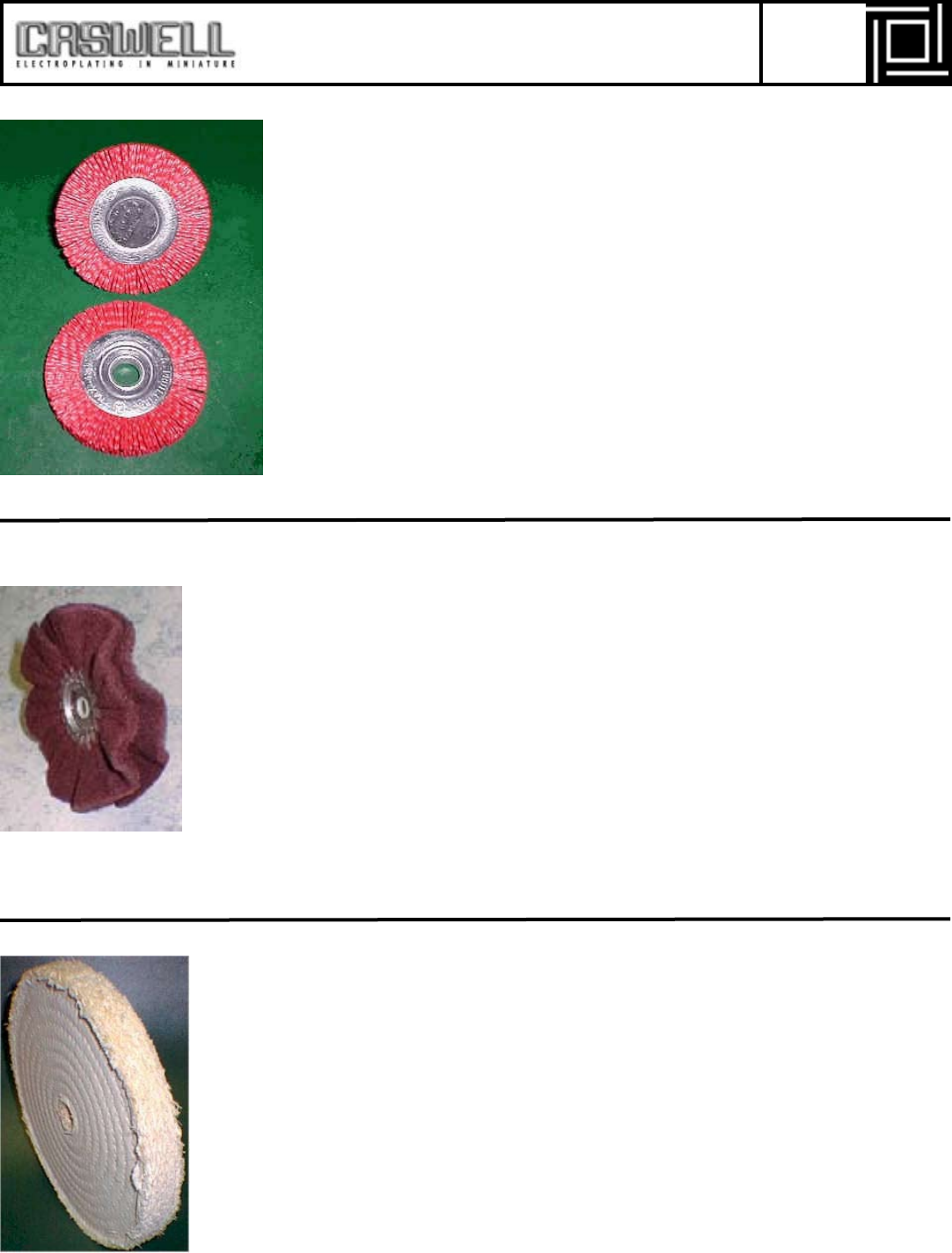
THE FINGER BUFF
An aggressive wheel, designed to buff irregular con-
toured metals, especially useful for bufng of check-
er plate. The treated sewn cloth ngers penetrate into
crevices etc. and at the same time reduce friction eat
buildup, so reduces the possibility of distorting thin
metal panels etc. Use with Greaseless or black emery
compounds The wheel comes with a 5/8” hole in the metal center. ½” inserts are available.
Fits the Makita type Buffer/Polishers for ultra fast bufng of large surface areas, such as RV’s,
boats, trailers, trucks, etc.
www.caswellplating.com Page 10
SISAL ROPE BUFF
With a thickness of 2”, this long lasting wheel is an economic
alternative to stacking sisal wheels on a shaft.
The bers are treated and stiff, giving an excellent hard surface for
the initial cut to de-burr etc.
Use with Greaseless compounds or Black Emery
MUSHROOM BUFF
Diameters are 2.5, 3.5 & 4.5 inches.
Ideal for bufng contoured shapes such as
wheels. Use with any compound on a drill
or exible shaft.
FACER BUFF
Diameters are 2.5, 3.5 & 4.5 inches.
Ideal for bufng the atter areas, espe-
ciall wheels. Use with any compound.
Good for using greaseless for removing
cast casting marks in aluminum.
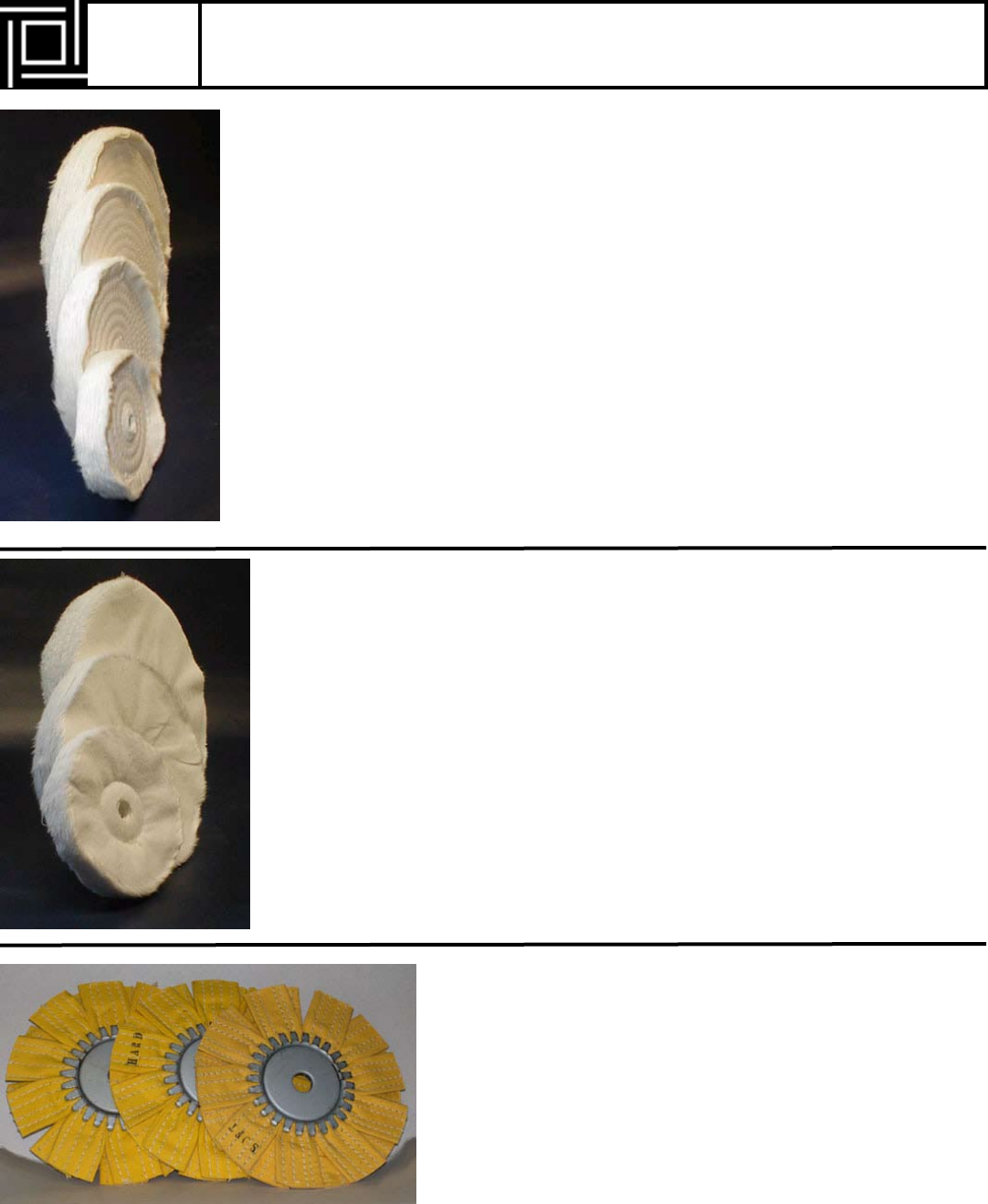
TREATED VENTED BUFFS
These buffs are specially treated to give
longer life than standard buffs. They cut
and color faster and are vented to keep
the workpiece cooler. Hard center allows
fast mounting to tapered spindle for
quick change. Use with any compound.
UNTREATED VENTED BUFFS
The folded pleats hold more compound and
keep the part cooler, resulting in a being twice
as fast as a Spiral Sewn wheel. 10” wheels re-
quire 3” washers. These wheels are softer than
their yellow cousins.

www.caswellplating.com Page 11
SCRUBBING MUSHROOM BUFFS
Ideal for bufng contoured shapes such as
wheels. Scrubber wheels remove rust, scratches,
minor blemishes, old paint, and plating.
Use a light touch. No compound is required, as
the abrasive is already impregnated in the wheel.
Gives metal a “satin” appearance.
1/4” Shaft.
DENIM BUFFING WHEELS
Our newest bufng wheel, the denim bufng
wheel, is soft enough for any bufng application
that calls for cotton wheels, but, because of the
sturdy denim construction, it lasts much, much
longer than a cotton buff.
The faces of these wheels are pre-raked to accept
compound immediately.
Use With Any Compound
CUSHION BUFFS
These buffs are sewn with two rows to slight-
ly stiffen the buff.
This improves the speed of the nal coloring
operation, giving you performance some-
where between a spiral sewn and a loose
wheel.
Page 12 To Order Call: 315-946-1213
TREATED SPIRAL SEWN WHEELS
These buffs are specially treated to give longer life than
standard buffs. This treatment makes them much harder
than regular cotton buffs, which allows the user to exert
STRING BUFF
Thousands of thin cotton string strands will buff all types of plas-
tics, including bacolite, to a shiny surface. The buff is specially
designed to keep the plastic cool.
Bring side markers, turn signals, tail light lenses to shiny, like-
new condition. Thousands of 1-3/4” long cotton strands reach
deep into details to gently polish and shine without overheat-
ing and melting plastic. Use in conjunction with our Plastic Glo
Compound.
more pressure onto the wheel and gets the job done faster. Use with any compound just like
standard spiral sewn wheels.
FELT BOBS
Felt Bobs come in a multitude of shapes for all those
difcult places to buff and polish. Ideal for polishing
carbs, wheels, and heads. Made of a medium hardness
felt, these bobs are ideal for use in die grinders, electric
drills and air drills. Use with greaseless, or standard bufng
compounds, or even convert the bob into a tough
Sander by treating it with the Abrasive Wheel Cement system.
CHUCK ADAPTER
This handy accessory turns an ordinary motor into a
bench mounted drill. Just attach this adapter any 1/2”
right threaded shaft or one of our shaft extenders. The
Chuck Adapter is seen here tted to a shaft extender.
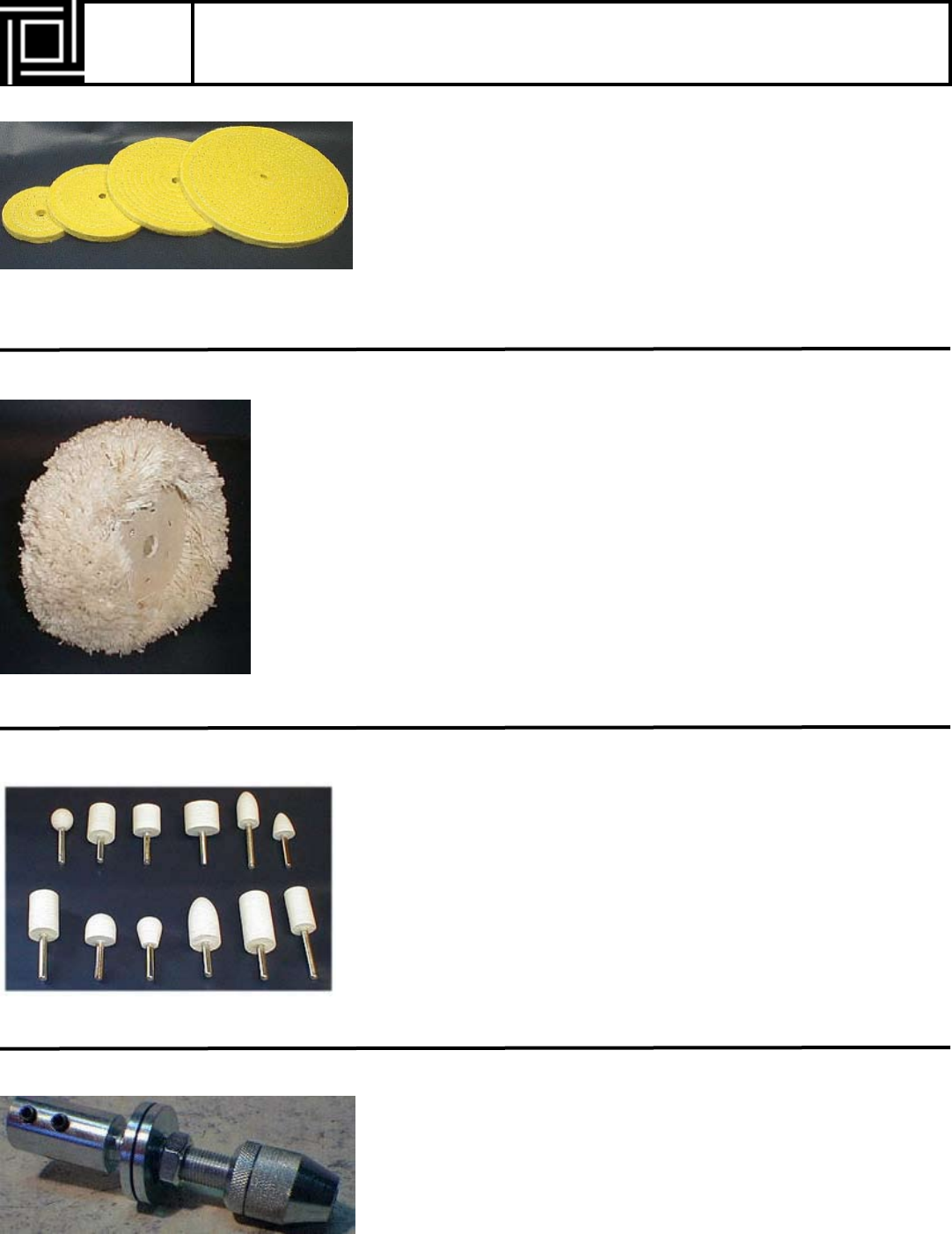
THE ABRASIVE WHEEL SYSTEM
Comprises of a special adhesive, and a tough 80 grit
aluminum oxide powder.
Once the adhesive has hardened on the wheel of your
choice, (usually a spiral sewn bufng wheel) the wheel
is transformed into a tough, yet somewhat exible grind-
ing wheel, capable of grinding of plating, paint, rust, and
smoothing out all metals.
The system is ideal for making felt bobs more abrasive. Using a knife or spatula, the thixotropic
adhesive is spread evenly around the face of your wheel. Finally, (see picture) roll the wheel
into the abrasive using light pressure, ensuring a heavy pickup of the adhesive
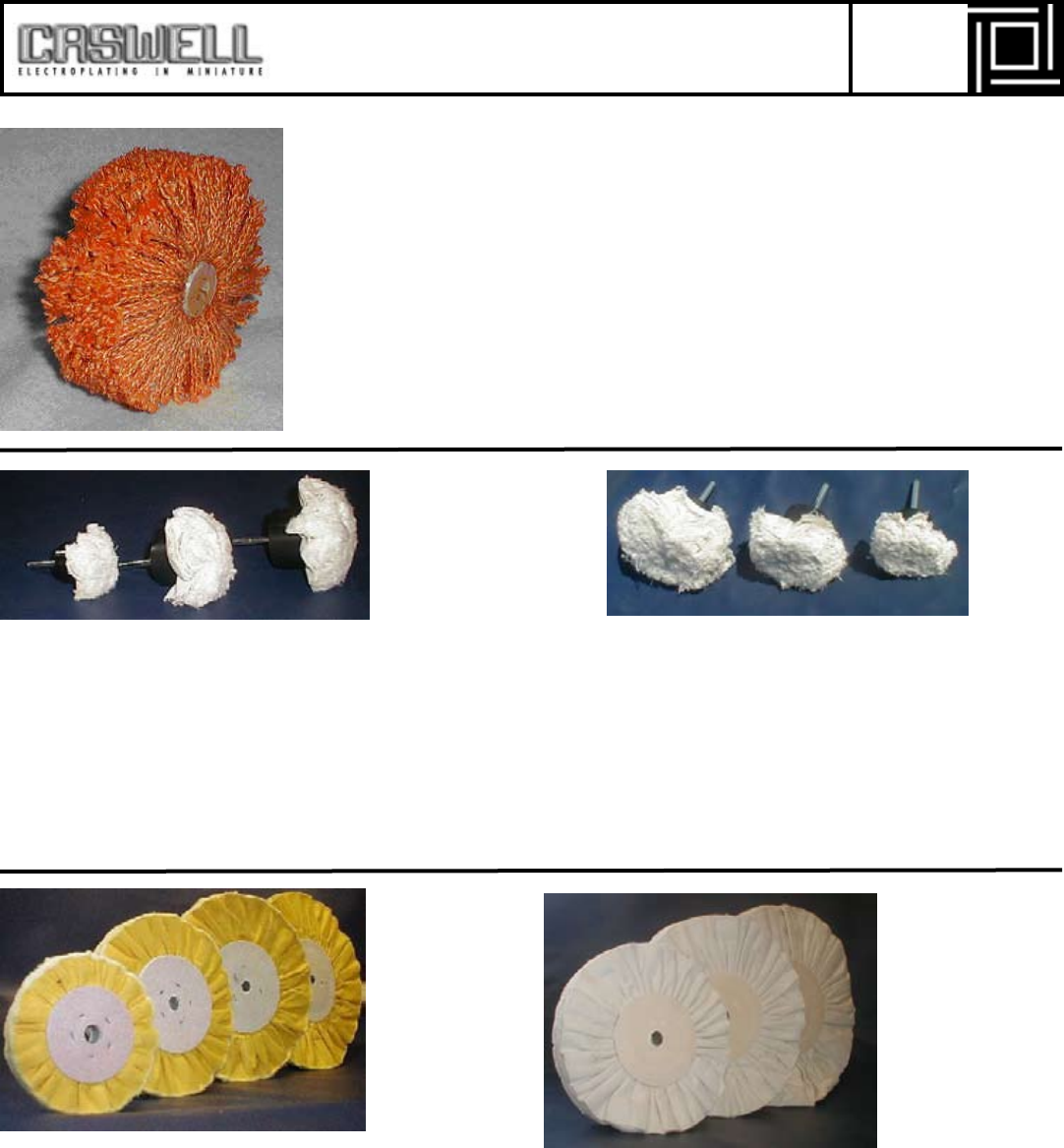
EXPANDER SANDING WHEEL
Cleverly designed to accommodate a sanding belt, the Expander Sanding Wheel allows the user
to sand large areas quickly and uniformly. Ideal for sanding engine castings to remove the sand
mold marks prior to polishing. The center of this wheel has special adapters to t shafts of ½”,
5/8”, ¾” & 1” diameter.
The wheel comes with:
• 2 x 40 Grit Belts
• 2 x 80 Grit Belts
• 2 x 120 Grit Belts
The wheel has a 6 inch diameter, with a 1.25 inch face.
HOURGLASS BUFF
We developed a special bufng wheel that ts straight into a
drill chuck. The unique shape allows the buff to rest on the
pipe without spinning off.
By simply rotating the drill, all angles of the pipe can be buffed
rapidly. The tapered end allows you to get into difcult corners.
This buff is ideal for almost any tubing, such as handrails
on boats, handlebars, tail pipes etc.
Use with almost any bufng compound, but is especially useful with Blue Begone liquid polish.
www.caswellplating.com Page 13
Page 14 To Order Call: 315-946-1213
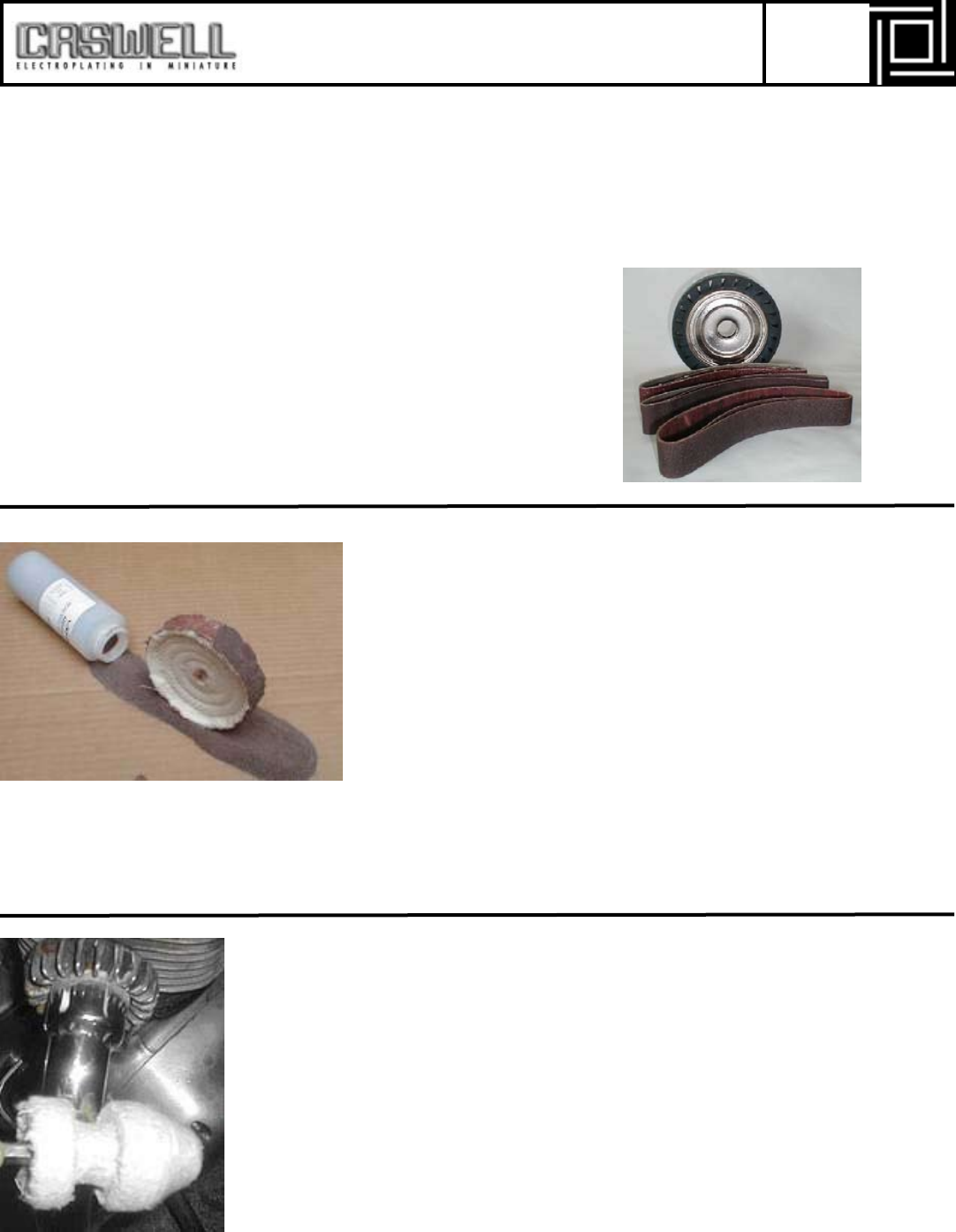
INDUSTRIAL FLEXIBLE SHAFTS
The “Ferrari” of the Flexible Shaft. These shafts are
crafted to exacting standards by a team of engineers.
Turns a bench grinder or bufng machine into a high
powered rotary tool. These industrial strength exible
shafts will perform the toughest of jobs. Ideal for bufng
aluminum vehicle wheels.
VIBRATORY TUMBLERS
Vibratory tumbling is an economical mass nishing technique
which gives you a more uniform nish on large quantities of
parts in much less time than standard hand nishing, without the
mess. It holds the overall shape of the pieces better and allows
you to check the progress of the work without stopping the unit.
Compact, yet durable, these vibratory tumblers are donut shaped
for uniform polishing & maximum coverage. The heavy polyeth-
ylene bowls remove easily and quickly for emptying.
This method of nishing gives a virtual full automation to the bufng process. It is ideal for nu-
merous small items. There are various types of media available, depending on the job required.
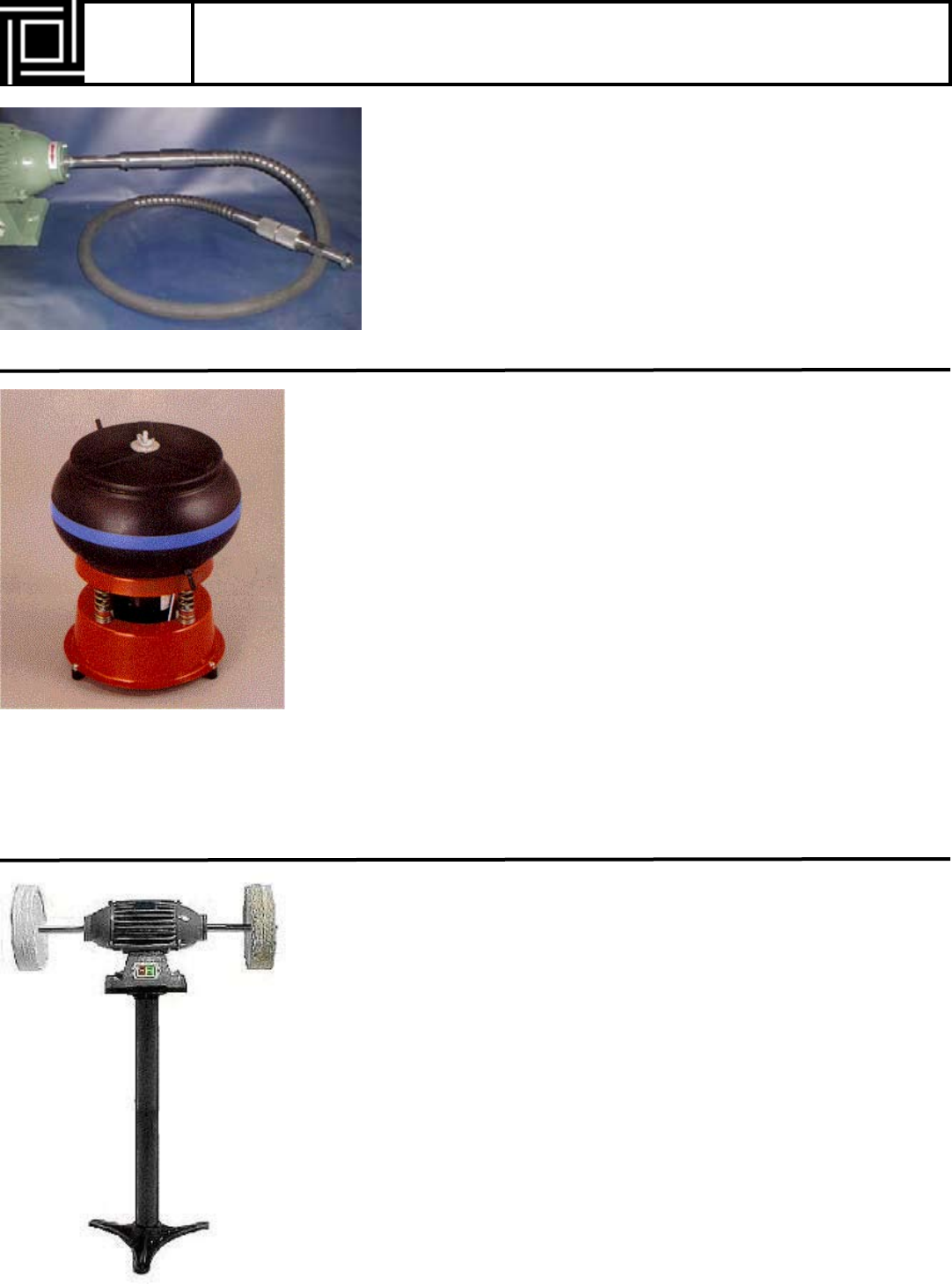
BUFFING MACHINES
Bufng machines used for larger items should ideally be
mounted on a stand and bolted to the oor. Long shafts extend-
ing out from the motor casing give greater access to the bufng
wheels.
If these motors are bench mounted, consider the overall diam-
eter of the wheels, so they do not touch the bench top.
Wear GLOVES, GOGGLES, DUST MASK and NO LOOSE
CLOTHING.
REMOVE ALL JEWELRY such as RINGS & WATCHES
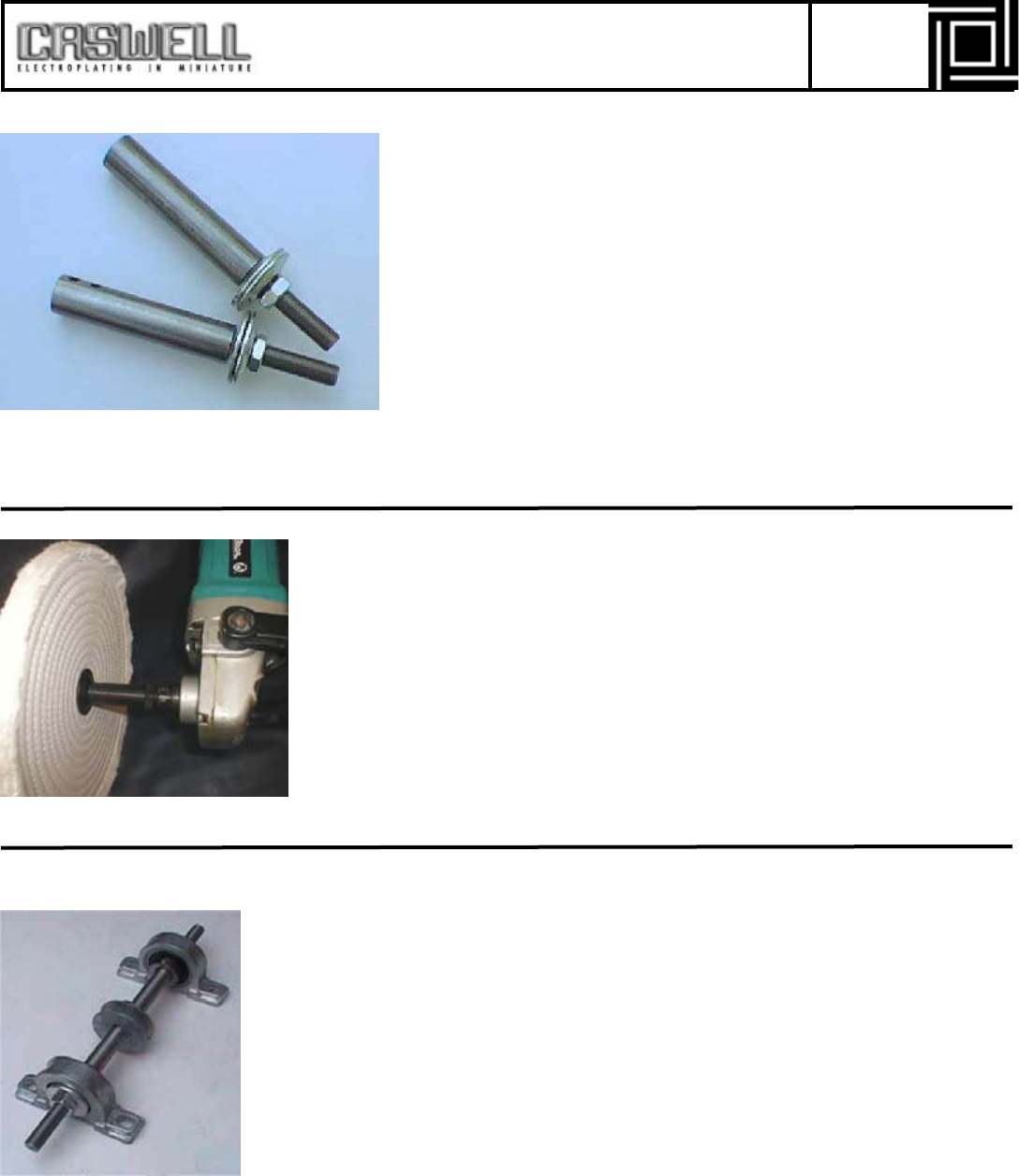
SHAFT ADAPTERS
Designed especially for larger bufng & polishing units.
The wide shoulder provides plenty of clearance plus
ample space for easy movement & positioning of work
pieces. Great for mounting larger sized wheels. 6- 1/2”
Long. Fits 1/2” Wheel Hole.
These units can be mounted on almost any electric motor,
turning it into a bufng machine. Some wheels need
to run slowly, at 1800 rpm, so an old washing machine
motor and one of these adapters would make an ideal
setup, for say, a string bufng unit.
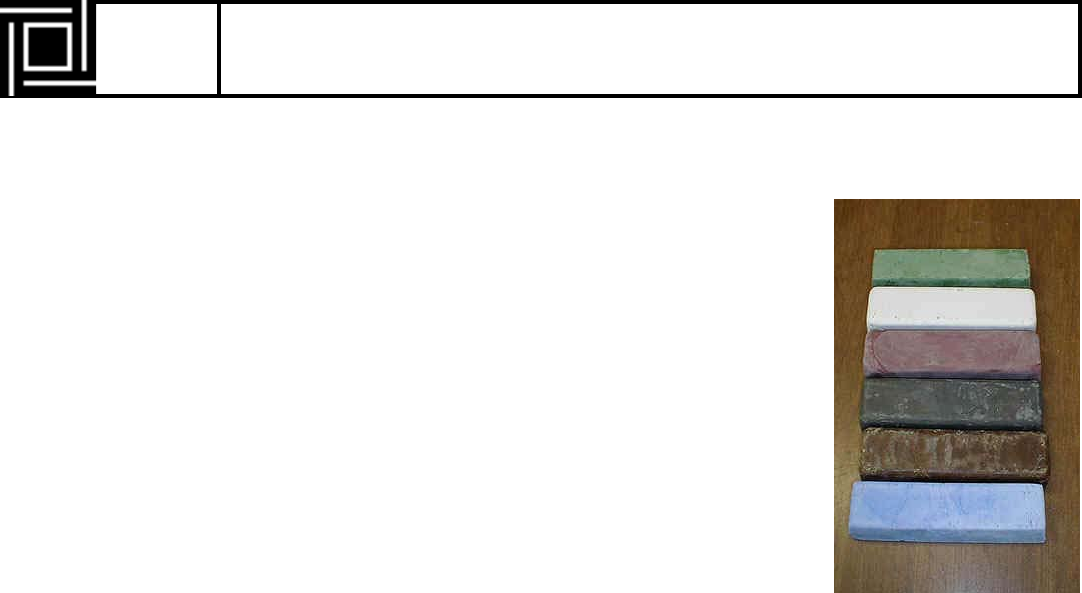
GRINDER BUFFER ADAPTER
This handy accessory ts a 5/8” shaft to extend the stubby shaft
out 3” further from the motor body. Shaft size = 1/2” diam. Ideal
for Makita machines.
Use for bufng large surface areas such as RV’s boats etc.
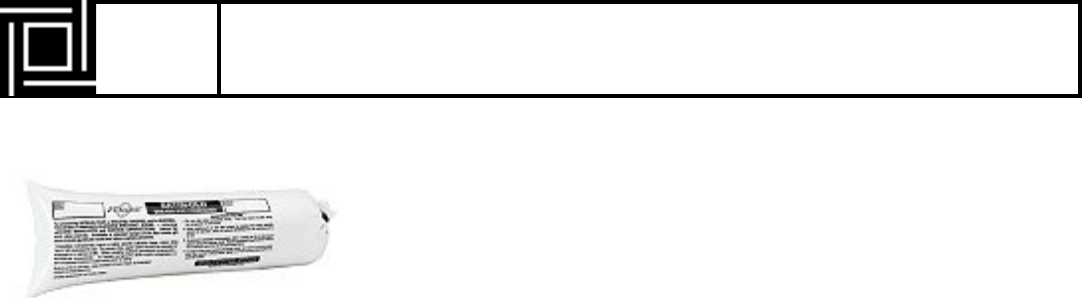
BENCH MANDREL
Attach these mandrels to an electric motor with a V Belt to make a
HIGH QUALITY, low cost work station for various sanding,
polishing and bufng operations. Will run wheels up to 1” thick.
Features high quality precision grade die cast ball bearing pillow
blocks, permanently sealed and lubricated. Threaded shaft ends
L/H & R/H
2” diam V pulley (for 1/2 belts) & hex nuts with anged washers
for shaft ends.
www.caswellplating.com Page 15
Page 16 To Order Call: 315-946-1213
BUFFING COMPOUNDS AND THEIR USES
BLACK/EMERY BAR
An emery lled compound which has excellent cutting qualities.
Ideal for removing scratches, small pits, thin plate, paint, lacquer etc.
We recommend you start almost every job with this material, it will
save you hours of work rather than using the less abrasive materials
rst. It will produce a fair shine. Use with a SISAL wheel for best
results.
BROWN/TRIPOLI BAR
A tripoli compound, known well for its general purpose use for bufng
and polishing on soft metals such as, brass, copper, aluminum,
pot metal.
WHITE ROUGE BAR
This compound will cut lightly, bringing most harder metals to a brilliant shine. Designed for
polishing chrome and nickel plate, stainless steel and ordinary steels.
BLUE ROUGE BAR
This compound is a drier, less greasy version, of what is commonly known as jeweler’s
rouge. It had no cutting action, and can therefore be used on thin gold and silver plates
without damage. It is ideal for bringing up an extremely high quality polish on you nest
pieces. It is also the perfect compound for polishing Bakelite. Ideal for use after the white
bar.
STAINLESS STEEL BAR
Use this compound exclusively to bring stainless steel to a high quality shine.
JEWELER’S ROUGE
High quality coloring rouge for treating gold, silver, pewter, nickel and almost all precious
metals. Use with a Canton Flannel Wheel to bring out the true colors of your metals.

SPECIALIZED BUFFING COMPOUNDS
Once the basics of bufng have been mastered, using the standard bufng compounds,
consideration should be given to using more specialized compounds for particular applications.
The Caswell catalog and webpage show details of some 20 specialized compounds, from
bufng plastics to stainless.
If you are doing the same job over and over, then you should experiment with different
wheels and compounds to tailor make your own system. What suits one person’s application,
won’t suit another.
www.caswellplating.com Page 17
Greaseless Compound
Produces a semi-dull/bright appearance commonly referred to
as satin, silk, butler or scratch nish. Use for burring, polishing,
trimming, blending, breaking edges and removing machine marks, pits and surface imperfec-
tions. Excellent for cleaning rusty surfaces and welding burns. The descriptive word “grease-
less” is applied to this type of polishing compound because it is made completely free of grease,
oil or wax. The formulations are composed of abrasive grits blended into a mixture of animal
hide glue and water, which serves as the adhesive binder. When the solid stick compound is ap-
plied to a revolving bufng wheel, frictional heat softens the compound - transferring a coating
to the wheel face. The coating dries immediately, forming a exible and resilient abrasive cut-
ting surface that is ready for instant use. When the abrasive head is worn down, polishing action
is renewed by again applying compound over the worn head. The work surface is left dry - re-
quiring no cleaning should a subsequent painting or plating operation follow.
Greaseless Bufng compounds may be applied to almost any cloth bufng wheel, (sisal, spiral
sewn cotton & loose cotton) turning it into a tough exible grinding wheel. The roughest casting
edges can quickly removed. These materials do an excellent job of leveling highly contoured
surfaces quickly.
Currently, Greaseless Compounds come in 5 grit sizes: 80, 120, 180, 240, 400.
Ideal for removing sand casting marks from manifold, wheels, etc.
For storage, the compound should be sealed in its plastic sleeve, or in a Ziplock bag, and stored
in a cool location. If the compound has hardened, place 1/4 cup of water with it in the bag, and
leave it for 24-48 hours to re-absorb the water.
Page 18 To Order Call: 315-946-1213
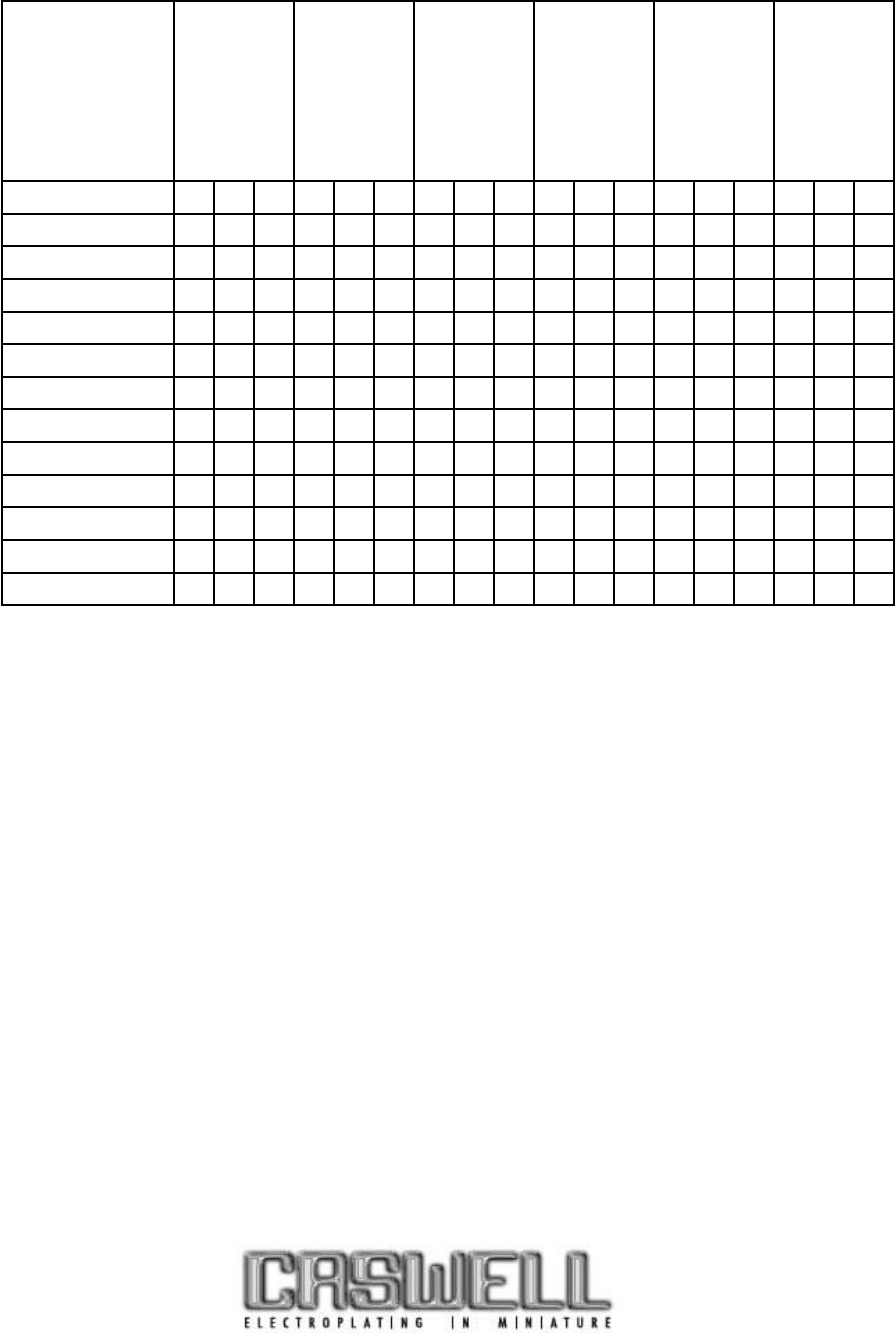
BLACK = Emery Compound, a course abrasive material for removal of scratches, pits, paint,
rust etc.
BROWN = Tripoli compound used for general purpose cut and color on most soft metals.
WHITE = Blizzard compound, used for color and nal nish of harder metals, has a cutting ac-
tion.
RED = Jeweller’s Rouge, designed to polish without any cutting action. Safe on thin plates. Use
on its own wheel.
BLUE = A dryer, almost greaseless wheel - designed to polish without any cutting action. Safe
on thin plates. Use on its own wheel.
GREEN = Used exclusively for Stainless Steel.
THE THREE BUFFING STAGES
A = Rough Cut To Remove Scratches B = Final Cut & Initial Polish* C = Final Polish (or lus-
ter)
* - At Stage B, you should rst use your wheel with a cutting action, then nish with a color ac-
tion. See the page on Cut & Color.
Plastics
Silver, gold
& thin plates
Nickel and
Chrome Plate
Copper, Brass,
Aluminum, Pot
Metal & Other
Soft Metals
Steel and
Iron
Stainless
Steel
Buff Type ABCABCABCABCABCABC
Sisal X X X
Spiral Sewn X X X X
Loose X X X
Canton Flannel X X
String X X X
Compound ABCABCABCABCABCABC
Black XXX
Brown X
White X X X
Blue X X X X X X
Green X X
Red X X X
Wheel & Compound Chart
7696 Route 31, Lyons NY 14489
http://www.caswellplating.com
(315) 946-1213
