CNC Tool Sensor TS 01 User Manual Viking Machinery Ltd
User Manual:
Open the PDF directly: View PDF ![]() .
.
Page Count: 8
Page 1 of 8
Version 1.1 – October 2018
-
-
Page 2 of 8
Version 1.1 – October 2018
All machinery, especially CNC or automated machinery, has inherent dangers and risks. It is the
responsibility of the system designer to ensure that any systems built using any Viking Machinery
Ltd. products are safe for use. Any technical information is provided as a reference only, and does
not constitute a recommendation as to the fitness of use in any particular application.
Viking Machinery Ltd. strongly urges customers to seek expert advice when dealing with potentially
dangerous electrical voltages and sources of mechanical energy. Information contained in this
document does not constitute a substitute for expert advice.
Under no circumstances should this product ever be used in a safety critical application.
This tool sensor is designed to be used with zero spindle speed. Touching off with a rotating tool will
damage both the sensor and tool. Moving a tool laterally while in contact with the sensor will also
damage both the tool and touch off surface.
• Supply Voltage – 12-24VDC
• Operating Current – 20mA
• Current Ripple – 10% peak to peak maximum
• Output – Normally Closed (NC) contacts
• Maximum Output Voltage – 24VDC
• Maximum Output Current – 100mA
• Tool Approach MAXIMUM SPEED – 200mm/min
• Operating temperature – 5°C - 40°C
• Response Frequency – 800Hz
This document is designed to give an overview of the wiring options for the CNC-TS-01 tool sensor.
Wiring examples are given for typical CNC and microcontroller examples. These are by no means
exhaustive, but are a good starting point for beginners.
Page 3 of 8
Version 1.1 – October 2018
-
Your proximity sensor comes with a 2000mm flylead attached. This is mechanically shielded and
contains four Ø0.42mm wires. 1 Red, 1 Orange, 1 Blue and 1 Green.
The red wire is to be connected to a 12-24V DC supply, and the orange is to be connected to the
common DC 0V rail. It is important that all 0V terminals are connected in common between all
devices used in the system, or else you risk damaging the sensor and equipment as well as getting
poor device performance.
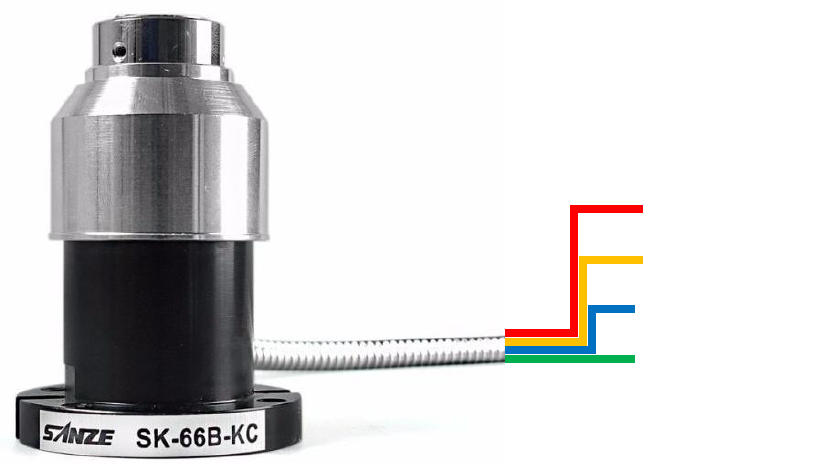
The blue and green wires are our signal wires. We will use these wires to switch our device later. For
now we can test the switch by connecting our multimeter on the Ohms - Ω (resistance) setting
between the blue wire and the green wire. Connect the sensor to power on the Red and Orange
wires next.
In its normal state the multimeter should read “1.0Ω” or very close to it. Pressing the touch off
surface down will break the optical sensor inside the device and interupt the continuity between the
blue and green wires. Your multimeter will now read “O.L” (or however your meter shows an open
circuit).
12-24V DC Supply
0V DC Supply
Signal 1
Signal 2
Page 4 of 8
Version 1.1 – October 2018
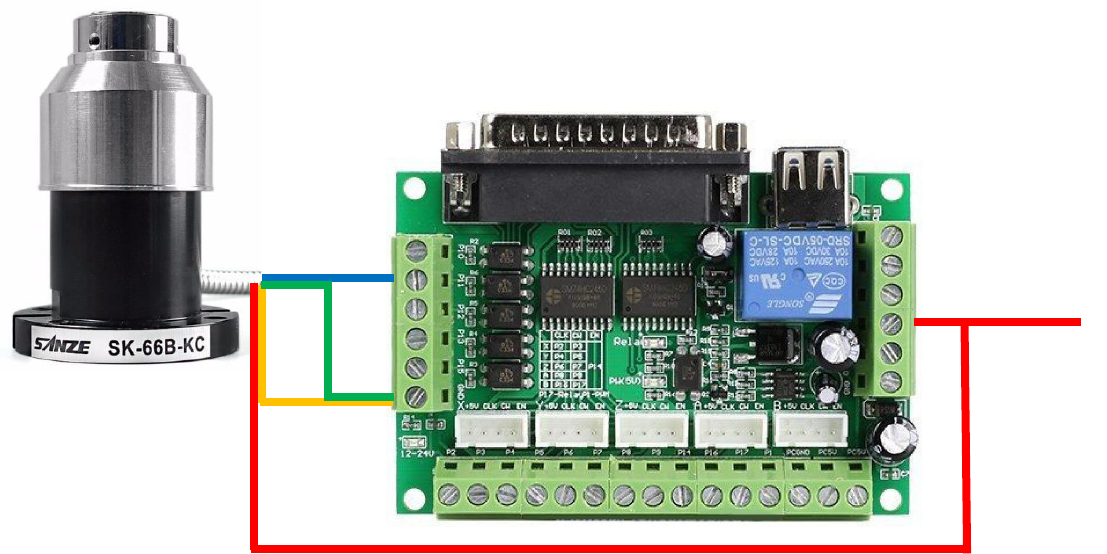
The 5 axis CNC breakout board that Viking Machinery supplies can be wired as shown. This breakout
board has the correct voltages across all input pins for the voltage that the sensor is supplying. For
this particular board, we need to connect the input to ground to create a signal. Your board may be
different and require you to connect the green wire to a +ve voltage rail to crate a signal. Please
refer to your breakout boards manual and wire the blue & green wires exactly as you would a
normally closed limit switch.
Pin 11
0V Common
Rail
12-24V DC Supply
Page 5 of 8
Version 1.1 – October 2018
--
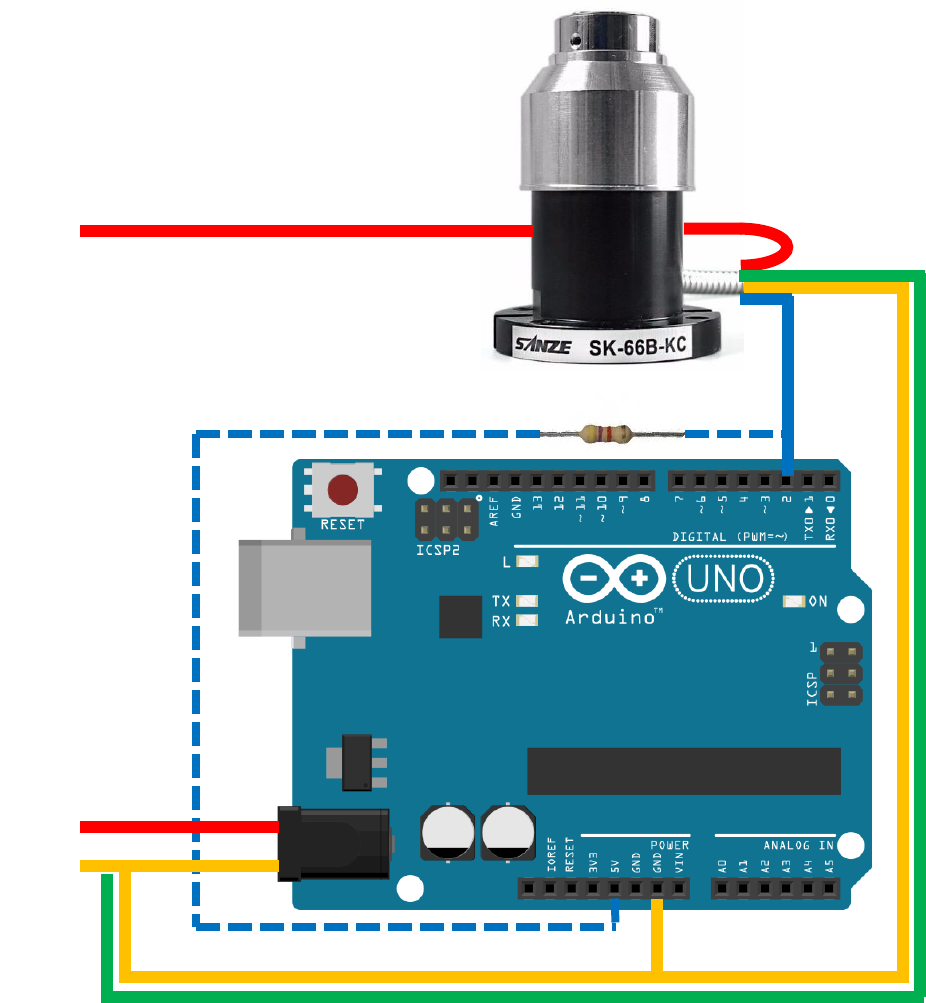
For this example, we will use the popular Arduino micro controller.
The principle is the same for most 5V TTL input devices.
If your board does not have an onboard pull-up resistor
you will need to wire one between the input pin you are
using and the 5V common on the micro controller
(example shown in dashed blue below).
5kΩ or 10kΩ are good pull-up resistor values.
For this example, within the Arduino sketch, we would need to set pin 2 to INPUT (with external pull-
up resistor wired) or INPUT_PULLUP to use the onboard pullup resistor.
When the sensor is not being activated it provides a low impedance path between the Arduino pin 2
and the 0V common rail through the blue and orange wires. This holds the voltage on the pin at
almost 0V.
When the sensor is activated, it will block the continuity of pin 2 to earth. The pull-up resistor now
does its magic and gives us a nice clean 5V signal on the pin.
0V Common Rail
10-30V DC Supply V+
Optional Pull-Up Resistor
Micro Controller V+
Page 6 of 8
Version 1.1 – October 2018
-
There are several ways you may wish to use your tool probe with your CNC system. We will not try
to cover them in detail, but will instead try to provide enough information to assist with your own
DIY electrical engineering.
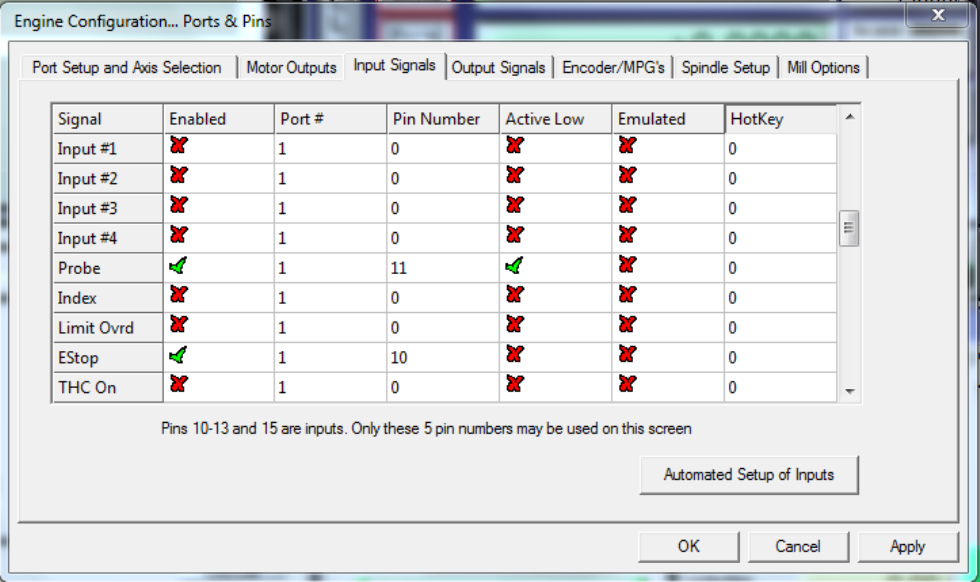
Setting the tool probe up in your software is much the same as setting a normally closed limit switch.
As you can see in this image, we have enabled the Probe input, assigned it to the port and pin
number it is wired to, and selected “Active Low” as appropriate for the particular Break Out Board
being used.
If in doubt don’t hesitate to use the “Automated Setup of Inputs” utility – this is a simple way to get
your touch probe configured.
You can check that your tool sensor is working on the Diagnostics page. Simply toggle the switch on
and off by hand and watch the Pin state LED’s change to reflect the input.
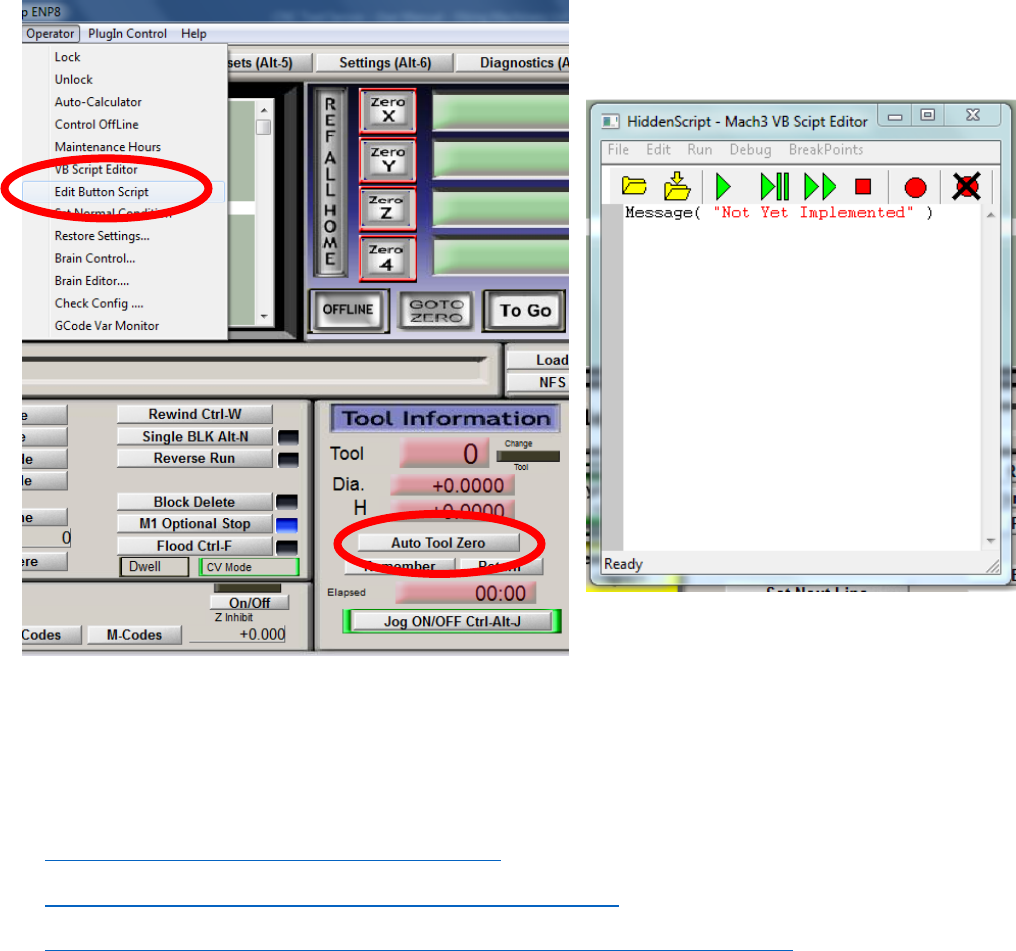
Now you’re wired and configured, you will need a macro for Mach3 to do what you want it to with
the hardware. Depending on your end goal you will need to approach your macro differently - for
example, if you are planning to probe as part of a tool change to automatically update tool length
offsets you may wish to insert your macro into your M6Start.m1s (tool change) macro. If you want to
use the “Auto Tool Zero” button on the 1024 screen set you will need to assign the macro VB script
to it.
Page 7 of 8
Version 1.1 – October 2018
To modify the VB script attached to a particular button, you will need to click Operator->Edit Button
Script from your menu bar. This will then cause every editable button on the screen you are in to
flash. Clicking the “Auto Tool Zero” button will open the VB Script Editor window associated with
that button. You will need to insert your macro into this window in the place of the existing
message.
Due to wide range of screen sets, configurations, intents, and the possibility of causing damage to
customers machines, we do not provide sample Macro scripts. However, you may wish to view the
following links and use their examples as the basis for your coding.
https://www.youtube.com/watch?v=uY9FloqrEW8
https://www.machsupport.com/forum/index.php?topic=3483.0
https://www.cnczone.com/forums/cnc-wood-router-project-log/36099-forum.html
Viking Machinery is able to offer Macro Programming as a service to customers. If this is of use to
you please send us an email to discuss your requirements and let us provide pricing for your project.
Page 8 of 8
Version 1.1 – October 2018
www.vikingmachinery.co.nz
https://www.trademe.co.nz/Members/Listings.aspx?member=4906214
-
vikingmachinerynz@gmail.com
-
https://www.instagram.com/james_viking_machinery/
https://www.cgtrader.com/viking-nz
https://www.youtube.com/channel/UCgnl_7dUO9MeNOyI_jWO5QQ
https://www.thingiverse.com/VikingNZ/about
https://grabcad.com/james.hussey-3
