Full User Guide
User Manual:
Open the PDF directly: View PDF ![]() .
.
Page Count: 70
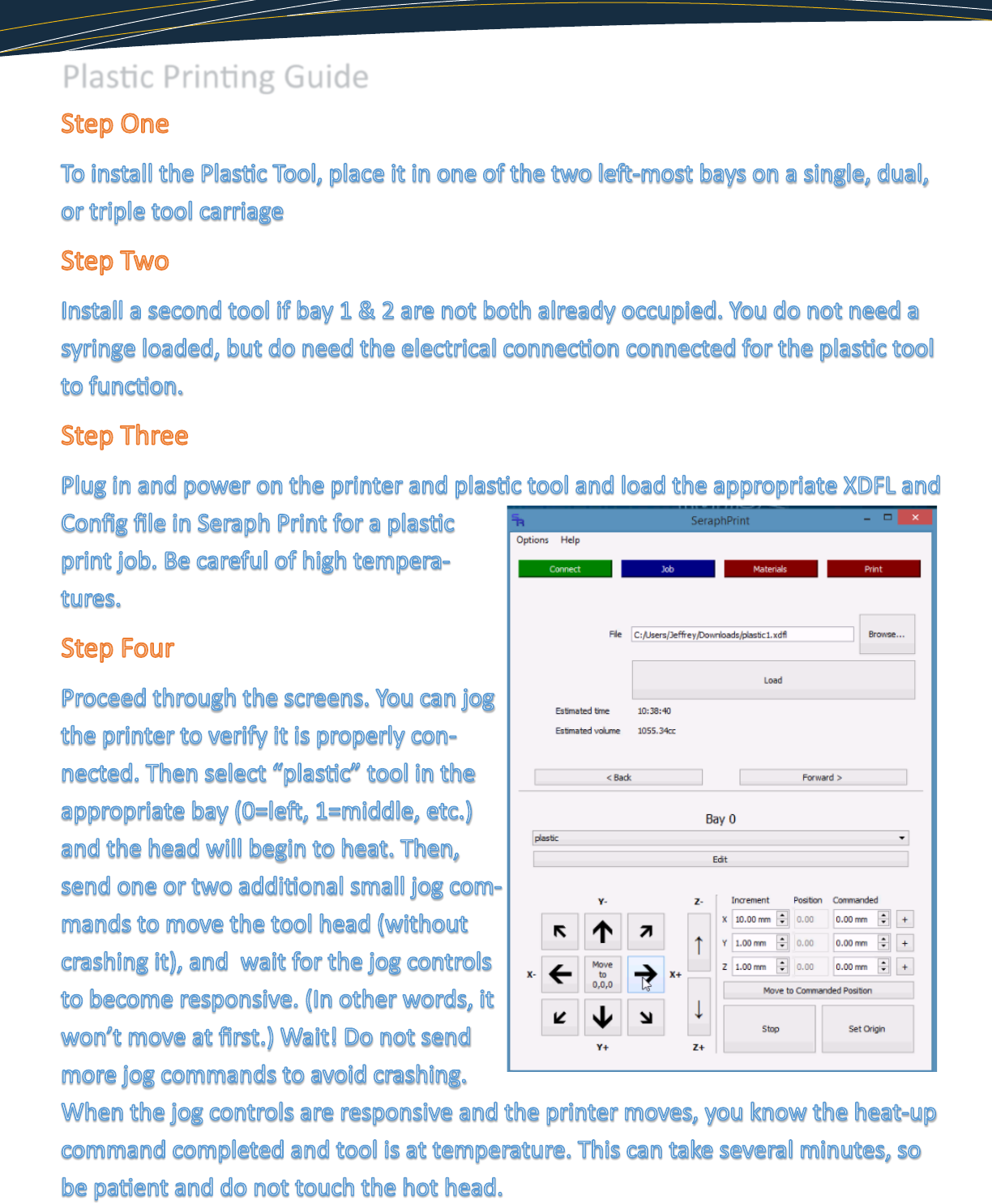
1
Seraph Scientist™
3D Printing Platform
USER GUIDE
2
Guide Edition 1.0 | Scientist v1.0
Copyright © 2015 Seraph Robotics, Inc.
All rights reserved. No part of this document may be repro-
duced in any form without express written permission by
the company. Please also be advised that several of the
items, names, topics listed in this document may be the
subject of various trademark, patent, and implied or ex-
pressed agreements, including confidentiality and nondis-
closure agreements. Please direct all questions regarding
company policies related to this document to
sales@seraphrobotics.com.

3
Please do not operate the equipment it unless you are able to ensure that it is
safe. You are wholly and solely responsible for all safety inspecon and safe
operaon of the equipment. Please take all necessary and proper precau-
ons, such as safety goggle use, gloves, enclosures, UV shielding, etc. Improp-
er use of the printer could result in INJURY OR DEATH.

4
2 February 2015
To Our Valued New Customers:
First, let me congratulate you on the decision to purchase the Scienst 3-D Printer from Seraph Robocs! You have taken
the rst step in a journey toward experiencing the very latest in 3-D prinng technology. Building on the legacy of the
Fab@Home 3-D printers developed at Cornell University, Seraph Robocs has taken 3-D prinng research technology to
the next level with the introducon of the Scienst.
You’ll noce the ne crasmanship that went into building your Scienst the moment you take it out of the box. The fully
assembled printer encased in high-quality brushed aluminum represents the very highest standards in American manu-
facturing. With an ever-expanding array of tools and accessories, you will be able to enjoy the full advantages of a cus-
tomizable 3-D printer built just for you that can survive the test of me and connue to meet your evolving demands
with versale soware and well-built hardware.
Owning a Scienst places you in a league of professionals and academics commied to pushing the boundaries of 3-D
prinng with powerful tools for tradional and nontradional material prototyping, as well as cung-edge experiments
and research. Whether your unit has been congured to produce high-quality rigid prototypes, so or edible material
objects, advanced material science experiments, pushing the boundaries of ssue prinng in organ research, or to be
used for the rapid producon of 3-D cell cultures, you now have the equipment to achieve your goals with alacrity and
precision.
On behalf of all of us that Seraph Robocs, I would like to wish you luck in your 3-D prinng endeavors and hope that you
enjoy using our hardware and soware as you achieve your goals.
Sincerely,
Adam Perry Tow, MBA
Co-Founder and CEO
Seraph Robocs, Inc.
Adam Tow

5
19 June 2015
To Our Valued Users:
I would like to welcome you to the Seraph Robocs family and applaud your choice of the Scienst™ 3D Printer. You have
made a decision which puts you in league with the most cung edge academic and professional 3D prinng researchers
and developers on the planet. Whether you are doing simple prinng in plasc laments, novel mul-material prinng,
or bioprinng, the Scienst™ will be an invaluable asset to any academic or professional user, doing prototyping or R&D
work.
Having worked as a 3D prinng engineer both at Seraph and in the academy before, I am personally honored to have
been a central part of developing and manufacturing this amazing technology. Each Scienst™ we make is truly a ne
piece of machinery that far exceeds the standards for quality and reliability that preceded it. The work of calibrang new
materials is made much simpler on this latest machine and soware and the robustness of the hardware plaorm is
something you will benet from immensely.
I would like to wish you the best of luck as you calibrate your new materials and learn the in’s-and-out’s of the prinng
process. We hope that you will take advantage of the educaonal resources we have made available to make your rst
forays into the excing world of 3D prinng with the Scienst™ and we thank you for choosing Seraph Robocs.
Sincerely,
Jerey I. S. Lipton, Ph.D.
Co-Founder and CTO
Seraph Robocs, Inc.
Jeffrey Lipton
6
About Scienst…………………………………………………..5
Technical Specicaons………………………………………6
Standard Terms & Condions……………………..………8
Limited Warranty …………………………………...…………9
Soware License…………………..……………………………11
Safety Noce…...…………………..……………………………12
Packing List...…...…………………..……………………………13
Unpacking the Box...……………..……………………………14
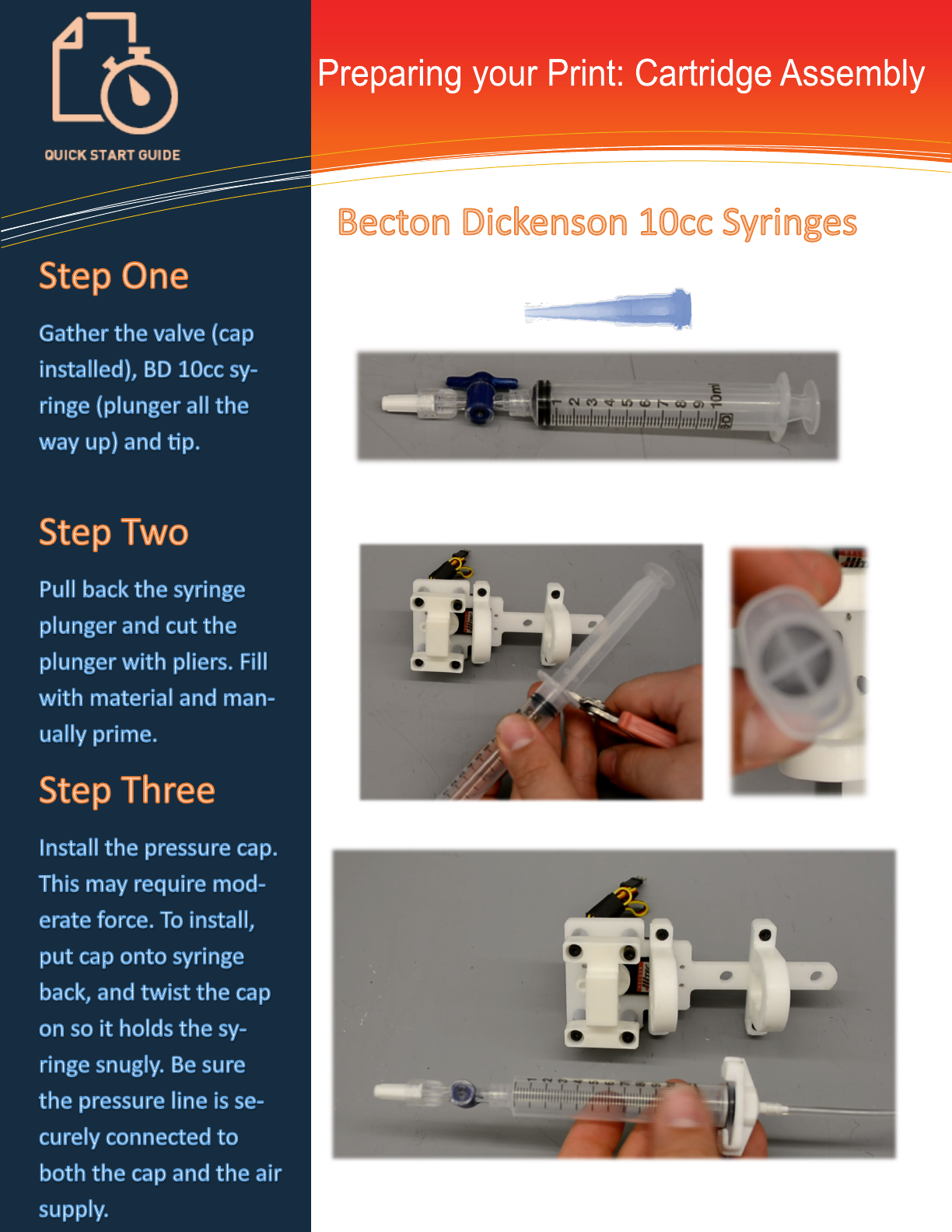
Filling Syringe Cartridges ….…..……………………………15
Disposables Suppliers …………..……………………………16
Loading Cartridges ………………..……………………………17
Soware Guide…………………………………………………...18
Technical Support & Troubleshoong…………………..37

7
For your research needs
that don’t require engineering or computer science
degrees to operate.
The Seraph Scientist™ expands the capabilities of the Fab@Home Model
3 Research Platform and allows professionals and researchers, both aca-
demic and private, to use our powerful technology to utilize or develop
innovative techniques in additive manufacturing and three-dimensional
printing. Whether you’d like to culture cells in 3d, print living organs, exper-
iment in material science, or just print plastics, ceramics, or foods, the
Scientist™ will allow professional research users the ability to easily push
the limits of additive manufacturing technology. Combine new or existing
materials, experiment with unique deposition patterns, or manufacture
specialty, custom products, the Scientist™ Research Platform will give you
the tools to develop your product or run your experiments. Our research
platform will allow you to precisely control every aspect of your digital fabri-
cation research – from materials, to depositions patterns and geometries.
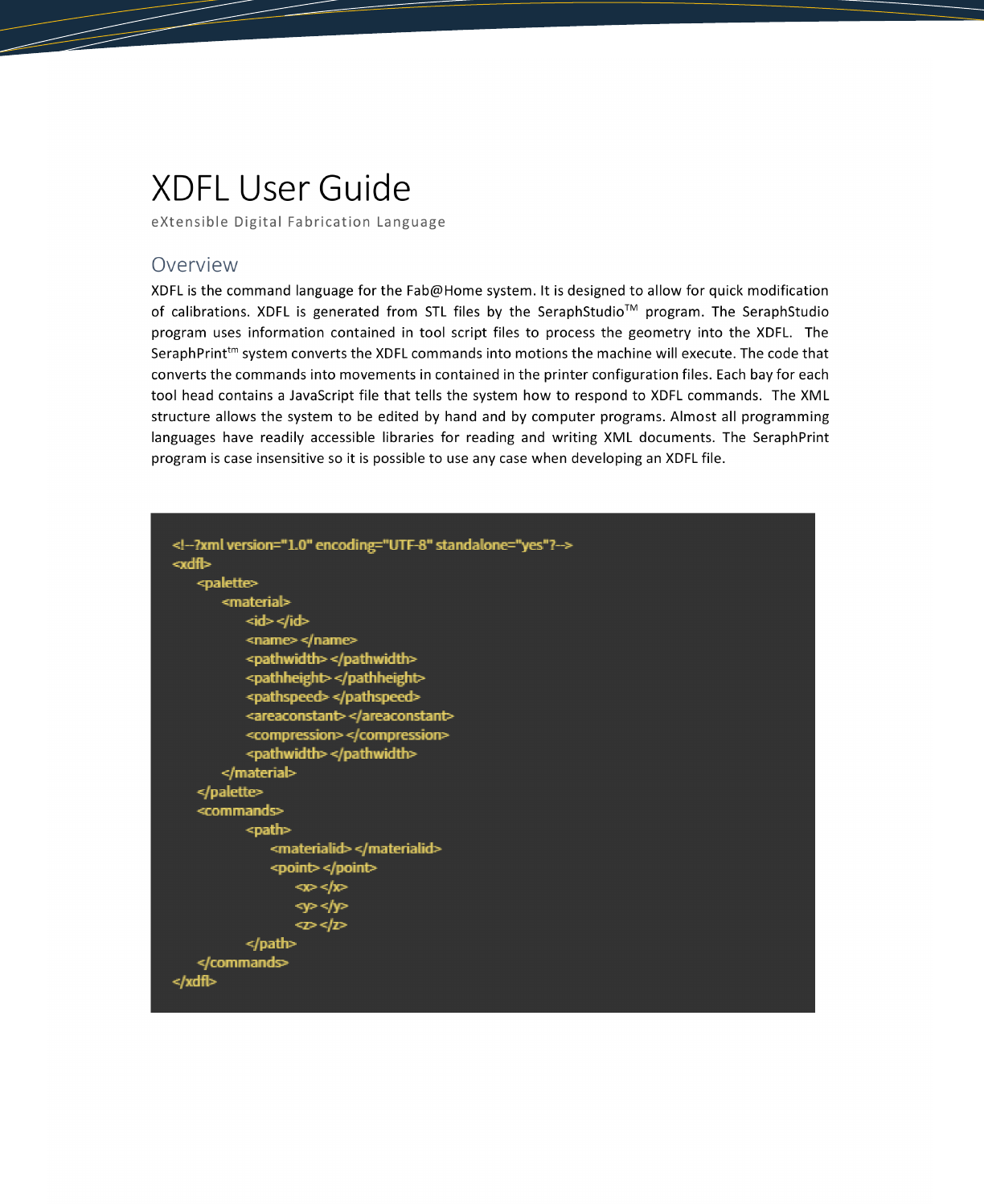
ADVANCED FEATURES AND CONTROL
Manually create simple print jobs or write custom printer control software
using our novel XDFL command language, a simple, intuitive and human-
readable XML language for controlling 3D printers. XDFL allows precise
control over the movement of the printer and the operation of its extrusion
heads, affording the researcher machine-level control during experiments.
Further, XDFL files are transferable and shareable among printers, making
research protocols easy to document.
The fully assembled Seraph Scientist™ Platform requires no engineering
or programming experience. Like all our products, it’s designed for the non
-technical user, making it ideal for scientists and professionals whose
expertise is in fields other than engineering (e.g. biology) and simplifying
the research of engineers without sacrificing control.
Our system uses Standard STL files which most modern CAD programs
can generate. Calibrate Materials and automatically process STL files into
CUSTOMIZATION COMES STANDARD
The Scientist™ platform allows you to select the number and type of tool head
that’s right for your project.
Use heated or cooled build trays to control the temperature of the build surface
below ambient temperature and up to 150 degrees Celsius. Control the syringe
temperature, using our heating or cooling cartridges.
Use our UV light source to cross-link your materials. Available in 365 nm and
385 nm wavelengths.
8
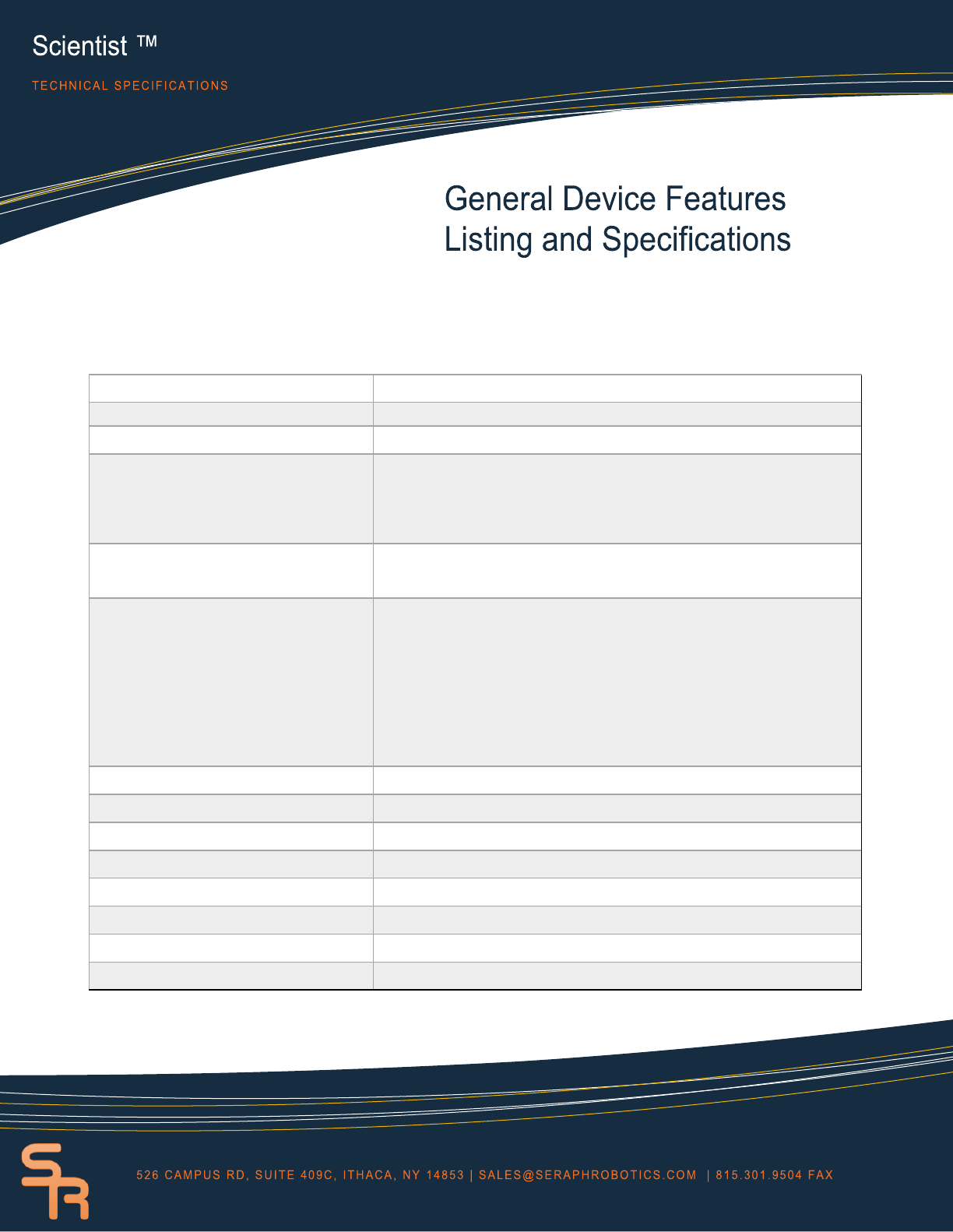
External Dimensions 54 cm width x 50 cm depth x 40 cm height
Prinng Technologies Syringe and/or Filament
Number of Tool/Material Bays 1,2, 3, or 4
Primary Fields of Use Material Science, Tissue Engineering, 3D Cell Culture, Food Science,
General Prototyping with soware packages for each, as appropriate
Exemplary Materials plascs, ceramics, silicones, food pastes, hydrogels, organic material,
and novel research materials
Usability
Point and click soware oers access to fundamental prinng process
at 'research level' without need for advanced coding or engineering
knowledge. Unit is pre-assembled with no training required to oper-
ate. Uses standard wall outlet. Disposable and sterilized cartridges
available, sterilizable work surface.
Posioning Accuracy 10 μm
Maximum travel speed 130 mm/s
Typical travel speed 80 mm/s
Build Dimensions (x/y/z)** 127mm, 200mm, 65mm
Reservoir volume Nordson EFD or Becton Dickenson Syringes 3-55 mL
Minimum p diameter 0.004”/ 0.1 mm / 32 gauge (or any lure lock p)
Maximum p diameter 0.06”/ 1.54 mm/ 14 gauge (or any lure lock p)
File Types STL and XDFL
*Specicaons may vary based on your unit’s specic conguraon.
9
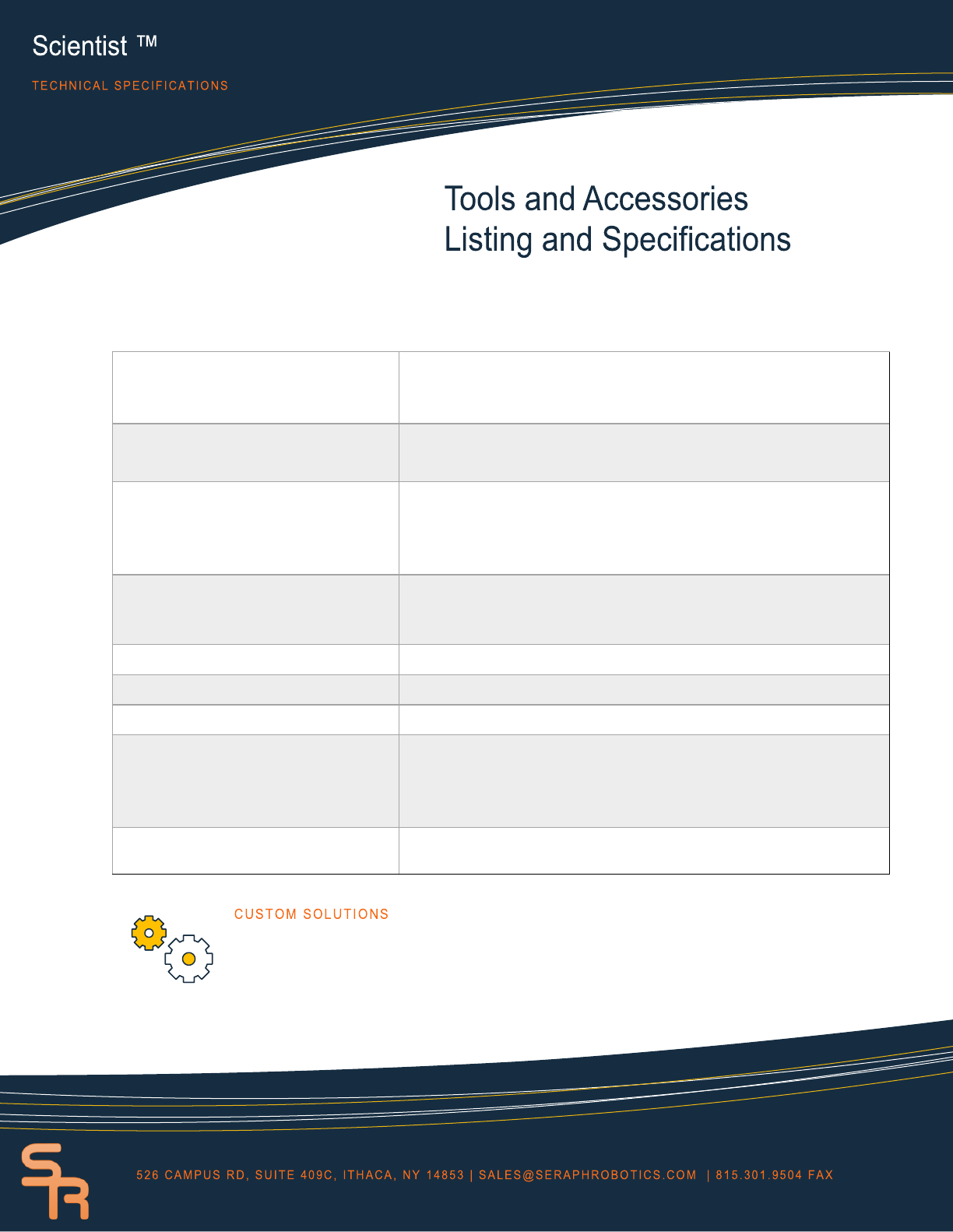
Syringe Tools
Use 3-55mL Nordson EFD or 10ml Becton Dickenson syringes, nee-
dles, or taper ps to extrude material using pressure drive. 1,2, 3, or 4
syringe capacity tools available.
Plasc Filament Tool tradional plasc 3d prinng tool (1.75mm or 3mm lament opons);
Bowden Drive; 80 - 260C range
3D Cell Culture/Well Plang
use a specialized tool head and point-and-click soware to easily run,
design, or share complex cell culture protocols for automac 3D cell
culture in standard well plates without CAD or complex soware/
procedures.
Heated build tray External control (150 C max); useful in plasc prinng, cell tempera-
ture regulaon, and collagen crosslinking.
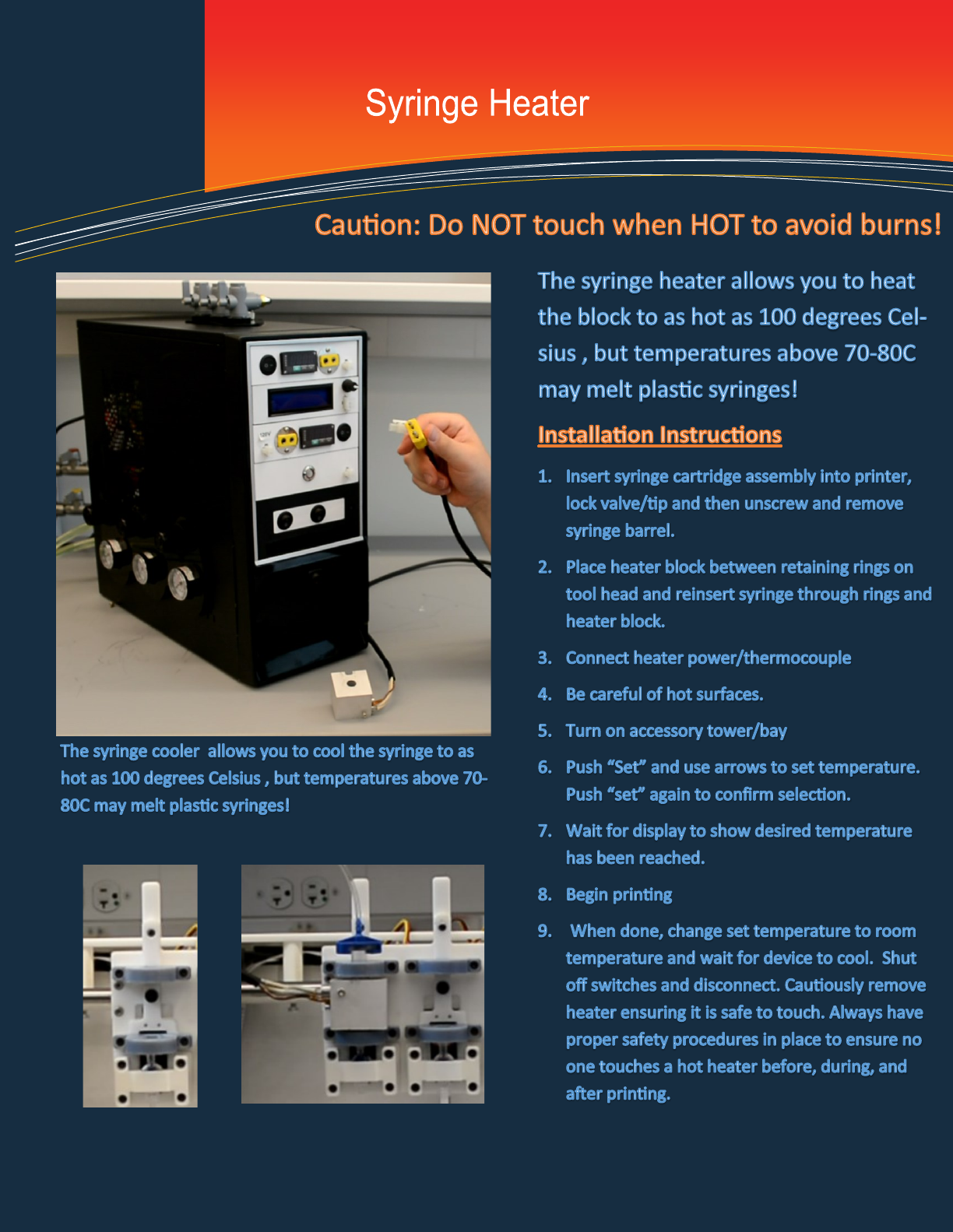
Syringe Head Heater Regulate the syringe temperature (80 C max)
Cooled build tray Peler juncon cooling system (-3.6 C min, 18.4C max)
Syringe Head Cooler Regulate the syringe temperature (-3.6 C min, 18.4C max)
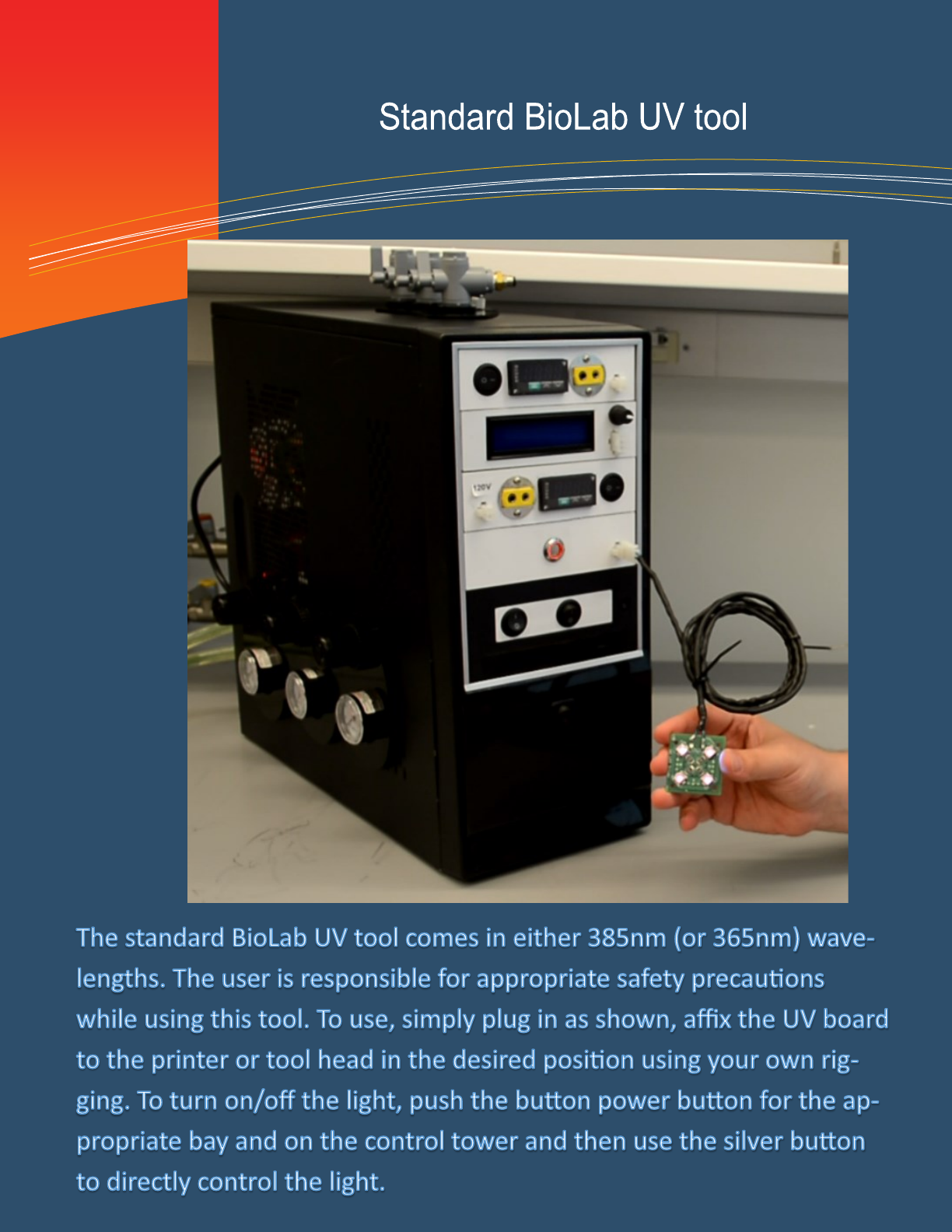
(UV) LED light tools
LED light source of selected source (e.g. 365 or 385nm), mountable in
several conguraons. Useful for hydrogel cross linking, among other
uses. Illuminaon coordinated with prinng process automacally or
manually, depending on tool selected.
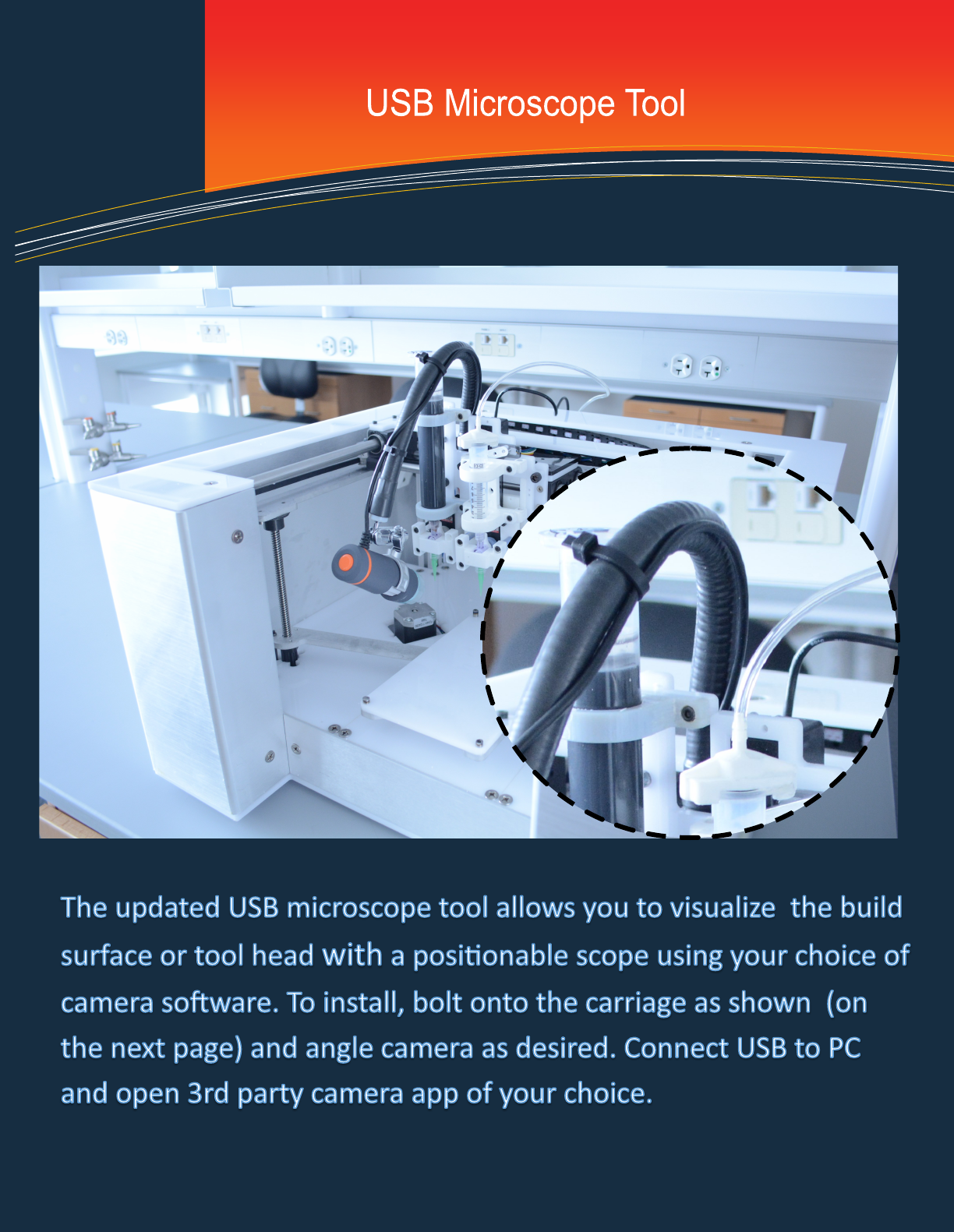
USB microscope tool 2 MP camera with 10-40x zoom; can be posioned to view work sur-
face or tool head during prinng. (May use mulple per printer.)
Custom tools are available upon request for users needing specialized functionality. Help others cite
your work by requesting that your custom tool is added to our standard accessories list, allowing others
to easily build from your research.
10
Item Quanty
Scienst Base Unit Per Order
Power Cable One
Accessory Tower / Requested accessories Per Order; may be in separate boxes
Pressure Lines 0-5 depending on order
Item Where to Find
USB Cable Online or Local Retailer
Computer Online or Local Retailer (PC Only)
Soware Visit web link provided to download
Syringes & Tips Purchase from Nordson EFD/Becton Dickenson
Plasc Filament Online or Local Retailer
Spare Parts Contact us for more informaon

11
Each order is dierent, depending on the tools/
accessories you've ordered. You may also receive the
items in mulple boxes/deliveries. Each order will con-
tain the two items below in separate boxes.
Scienst Printer Base Unit (w/o tool) Accessory / Control Tower (bay conguraon may
vary) - large orders may contain two units.
You will receive one or
more carriages (le)
and one or more tool
head aachments
(examples on the right).
Depending on your order, you may also receive addional accessories and their corresponding bays in the accessory tower.
Some examples are shown below.
UV (LED) Tool Heated build tray USB Microscope

12
Tool Head
Syringe-
cartridge
assembly
Carriage X-axis rods
Z-table Build surface
Chassis
Pressure Dials
Heater bay 4
Cooled bay 3
Heater bay 2
UV LED bay 1
Coolant
Lines
Heang
120V
Power
Syringe air supplies
Front Panel
Power Supply
On Switch
Bay 3 power
control
Bay 1 power
control
Master Power Supply
Input switch & cord Master Air
Supply input

13
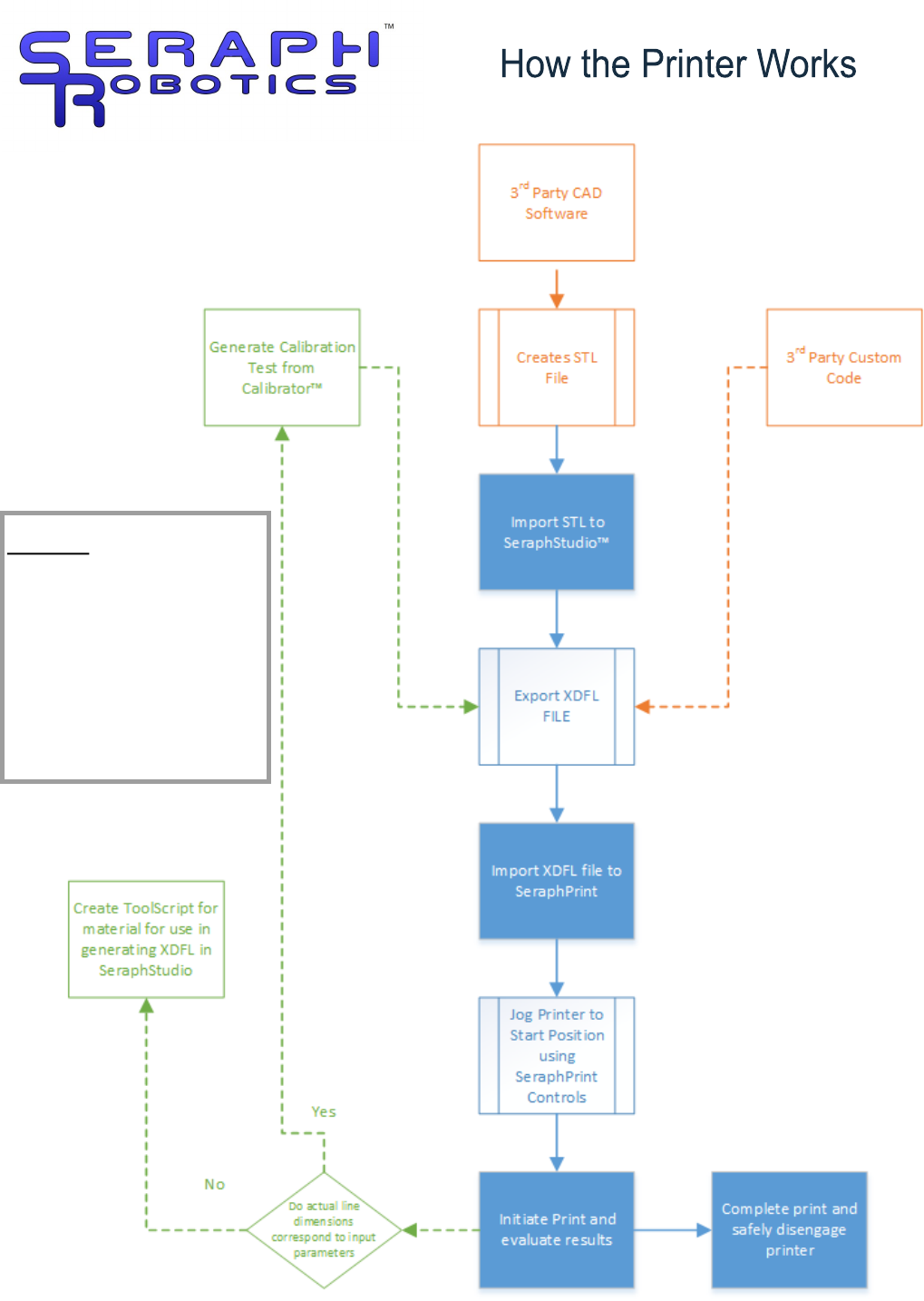
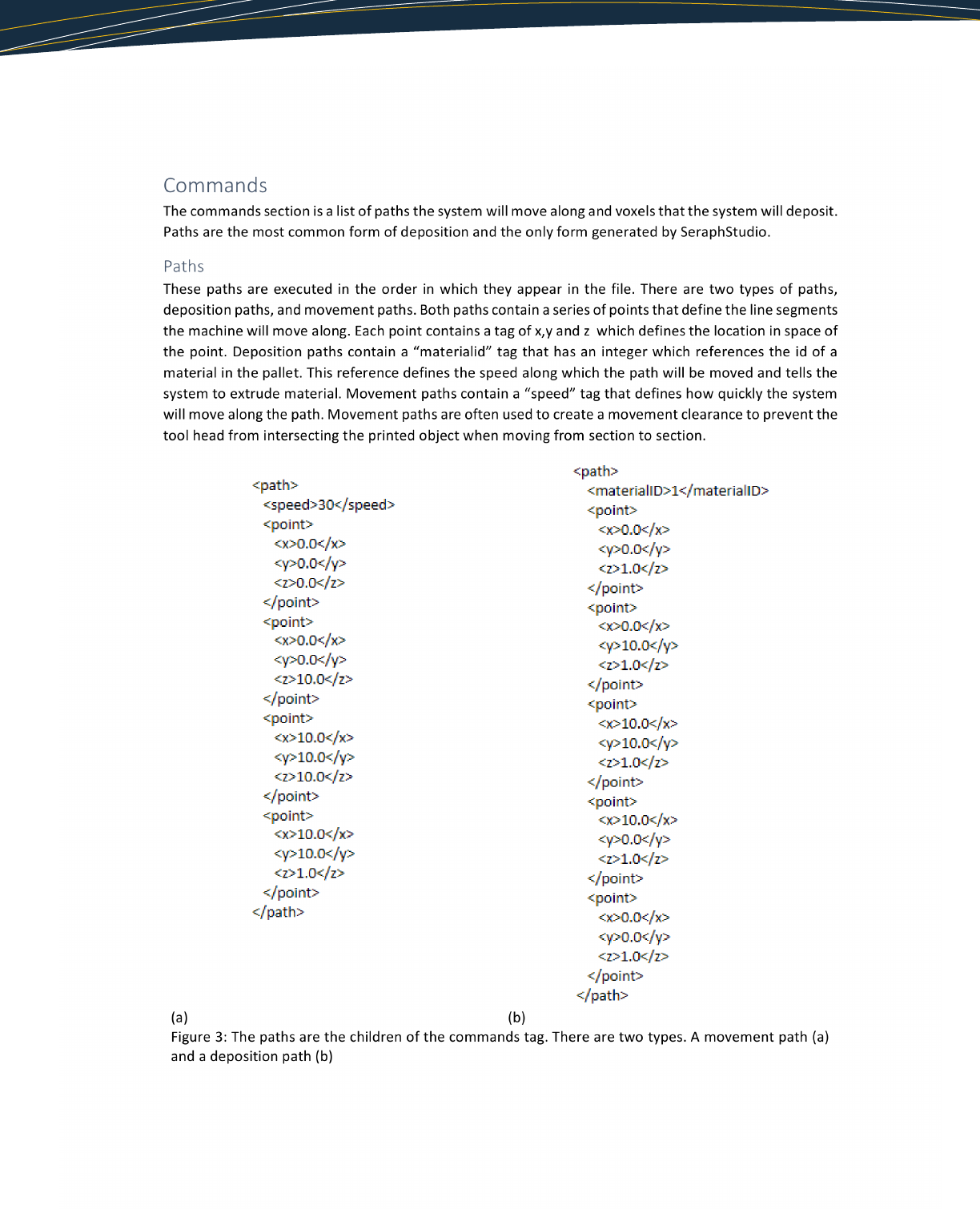
A Scienst 3-D printer works by moving the tool head around in the X-Y plane and moving the build
tray down in the Z-direcon with each successive layer. The printer control soware, SeraphPrint™,
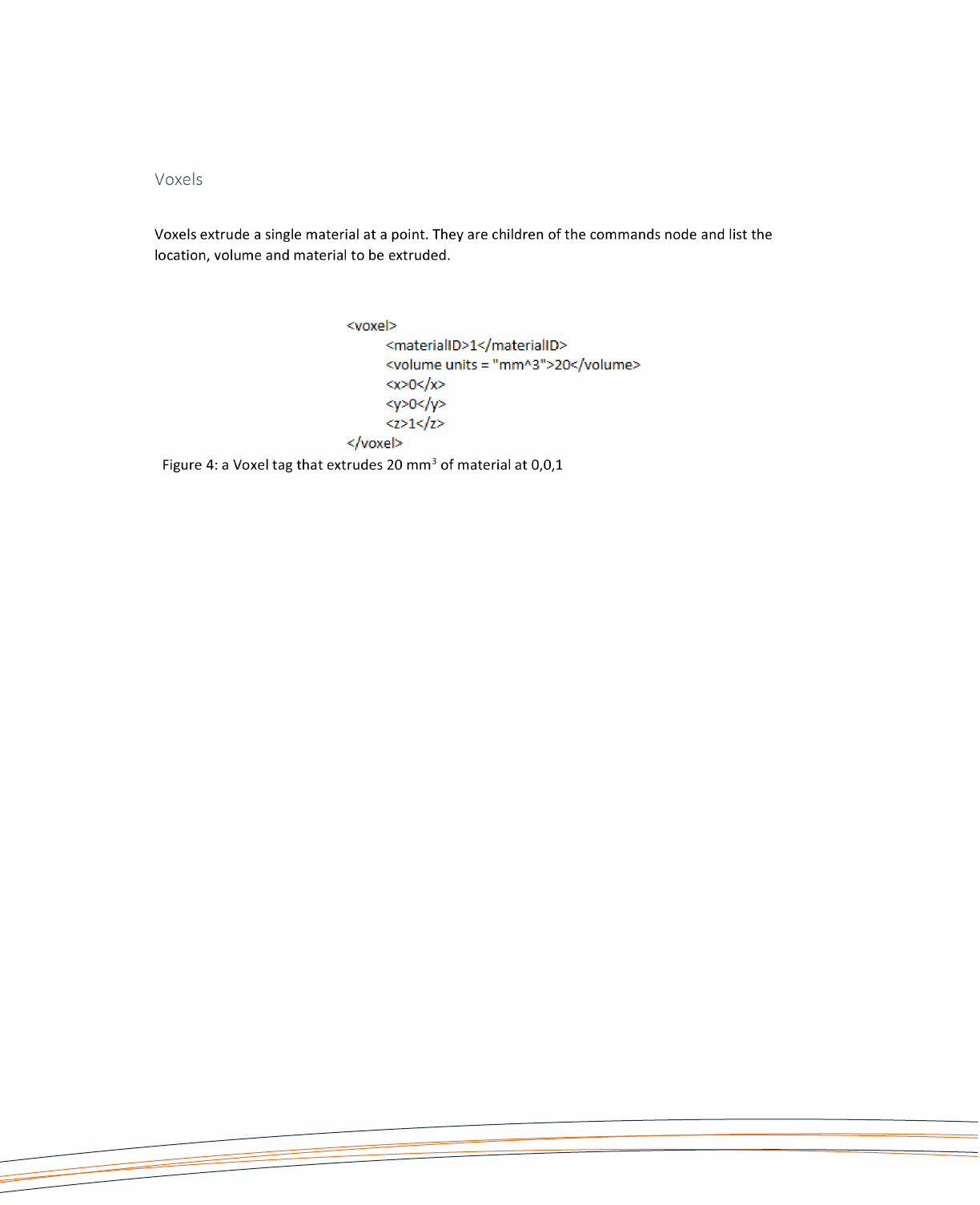
works by interpreng a language called Extensible Digital Fabricaon Language, or XDFL. XDFL con-
sists of a series of commands: XYZ points and material idencaons.
A third party Computer Aided Design (CAD) program creates a le called a stereolithography (STL)
le. The print job-processing soware, SeraphStudio™, takes an STL le of a three-dimensional ob-
ject, slices it into layers, and draws paths to ll in each of those layers. Each layer is assigned a Z-
height, according to the height of a single layer of the material used, (i.e. path height). Each XY path
within a layer has a width corresponding to the material idencaon , much like the path height
(layer height). The path width, height, and several other parameters are set in the Calibrator™ pro-
gram which creates ToolScript™ les that instruct SeraphStudio on the geometric characteriscs of
the material you want to print with. (See Diagram on next page).
To begin a print job, move the build tray to a Z-height such that the p just barely rests on the build
tray and place the p at the back corner. Load the XDFL le generated by SeraphStudio
(Calibrator™, or your own code) into SeraphPrint™ and connect to the printer. The printer will begin
drawing each 2D layer in the XY plane, complete the layer, move the Z-table down by one path
(layer) height, and start the next path unl you print the whole object out!
14
Legend:
Material Calibraon
Typical Prinng
3rd Party Soware Steps
(right path is oponal
and rarely used).

15
Pressure Dials
Heater bay 4
Cooled bay 2
Heater bay 2
UV LED bay 1
Coolant
Lines
Heang
120V
Power
Syringe air supplies
Front Panel
Power Supply
On Switch
Heater bay 3
power control
Heater bay 1
power control
Master Power Supply
Input switch & cord Master Air
Supply input
Most Scienst printers are congured to use a Control/Accessory Tower. The Control Tower is
where you hook up the external air pressure source, i.e. lab output or portable compressor
up to 100 PSI. Accessories are also typically operated from one or more towers.
The lab or compressor air supply is connected at the “Master Air Supply input.” Each syringe
is connected via the “Syringe air supplies.” Pressure is connected when the switch is directed
toward the hose (and away from the air release ports), which must always be uncovered for
safety. Pressure can be adjusted for each syringe using the pressure dial directly beneath the
syringe air supply with which you are working. Remember, each calibrated material has a
parcular pressure which the material should be run at to extrude the paths at the correct
dimensions (i.e. the dimensions the computer is expecng based on calibrated ToolScript).
16
You may not have ordered all of the accessories shown here! You
may not even have a valved air pressure tool. Some congura-
ons don’t use them, (e.g. the mechanical piston driven tools and
lament tools don’t use air pressure, so you wouldn’t have re-
ceived air pressure hook ups in your setup). We also oen ship in
separate boxes, so make sure you checked all the boxes.
If you want to order more tools or accessories, we can help!
Email us at sales@seraphrobocs.com and we’ll get you set up.
Does your
unit look
dierent?
Don’t panic!
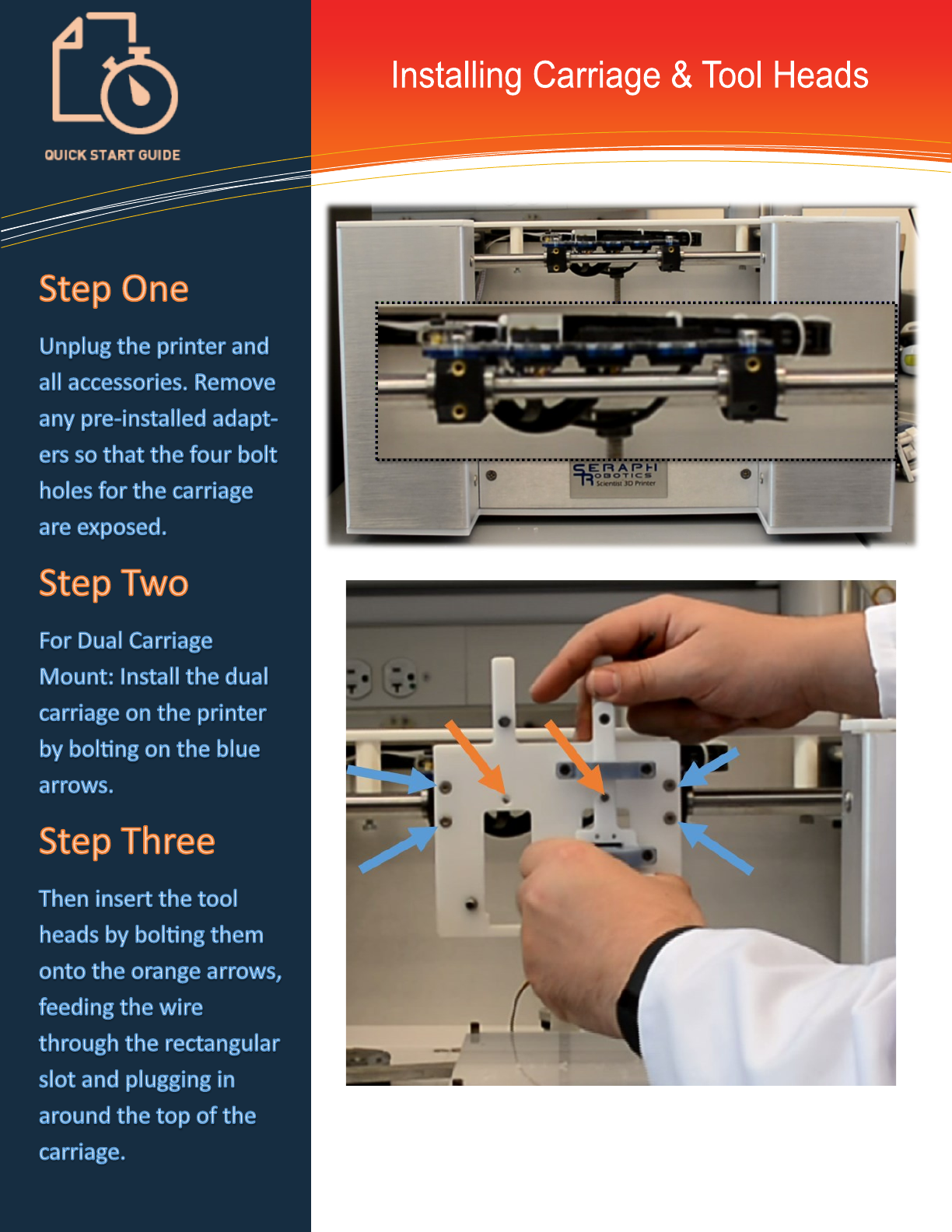
17
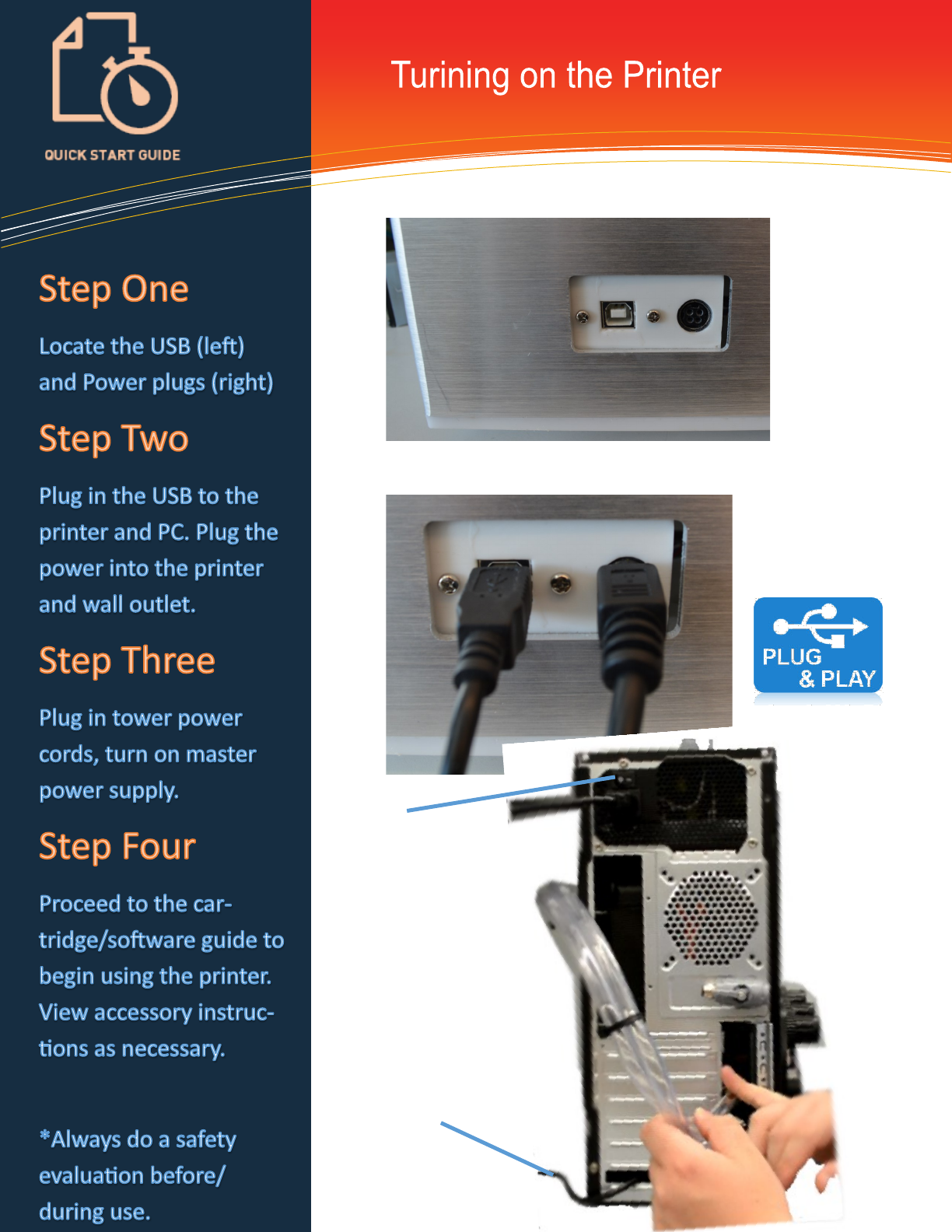
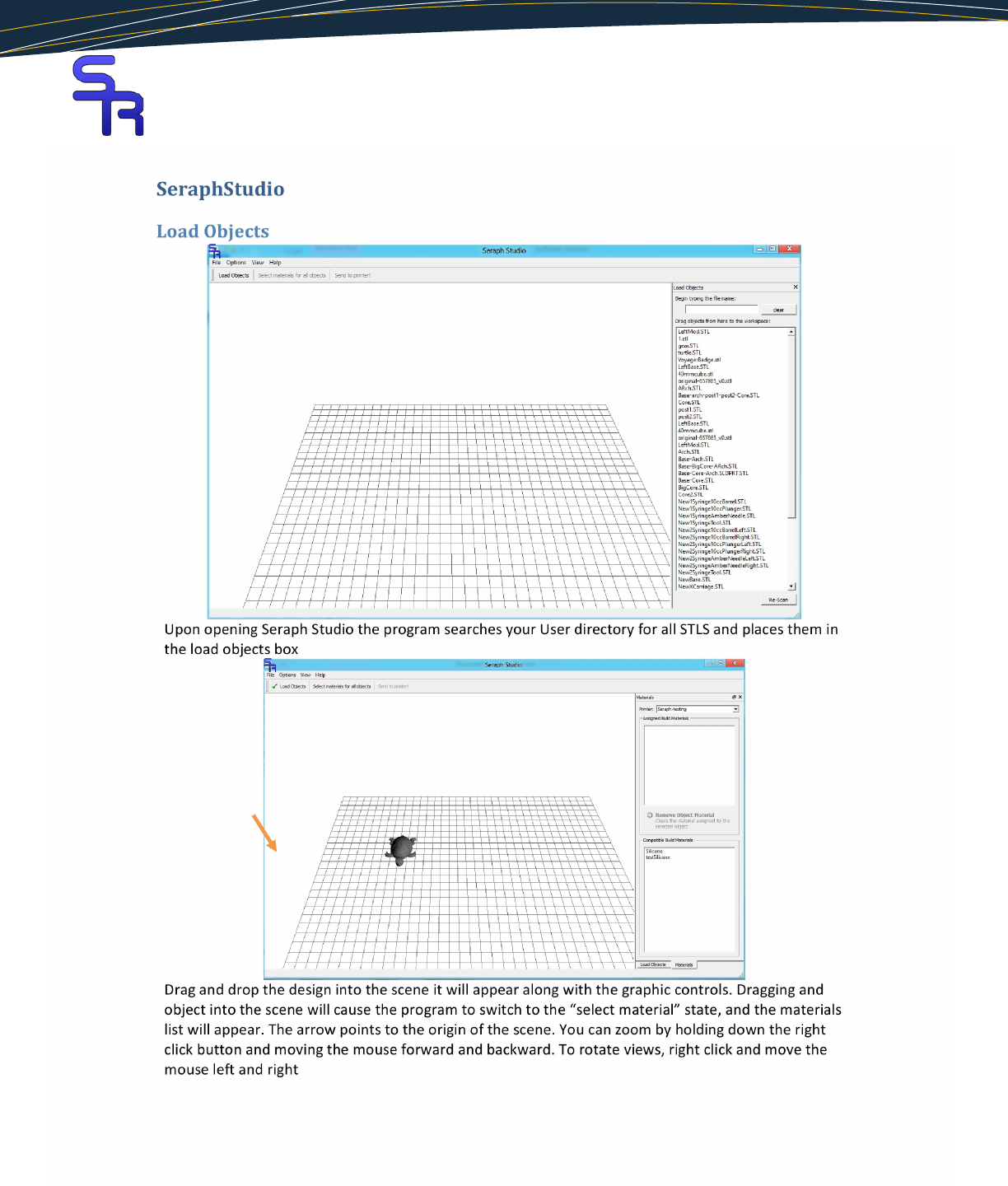
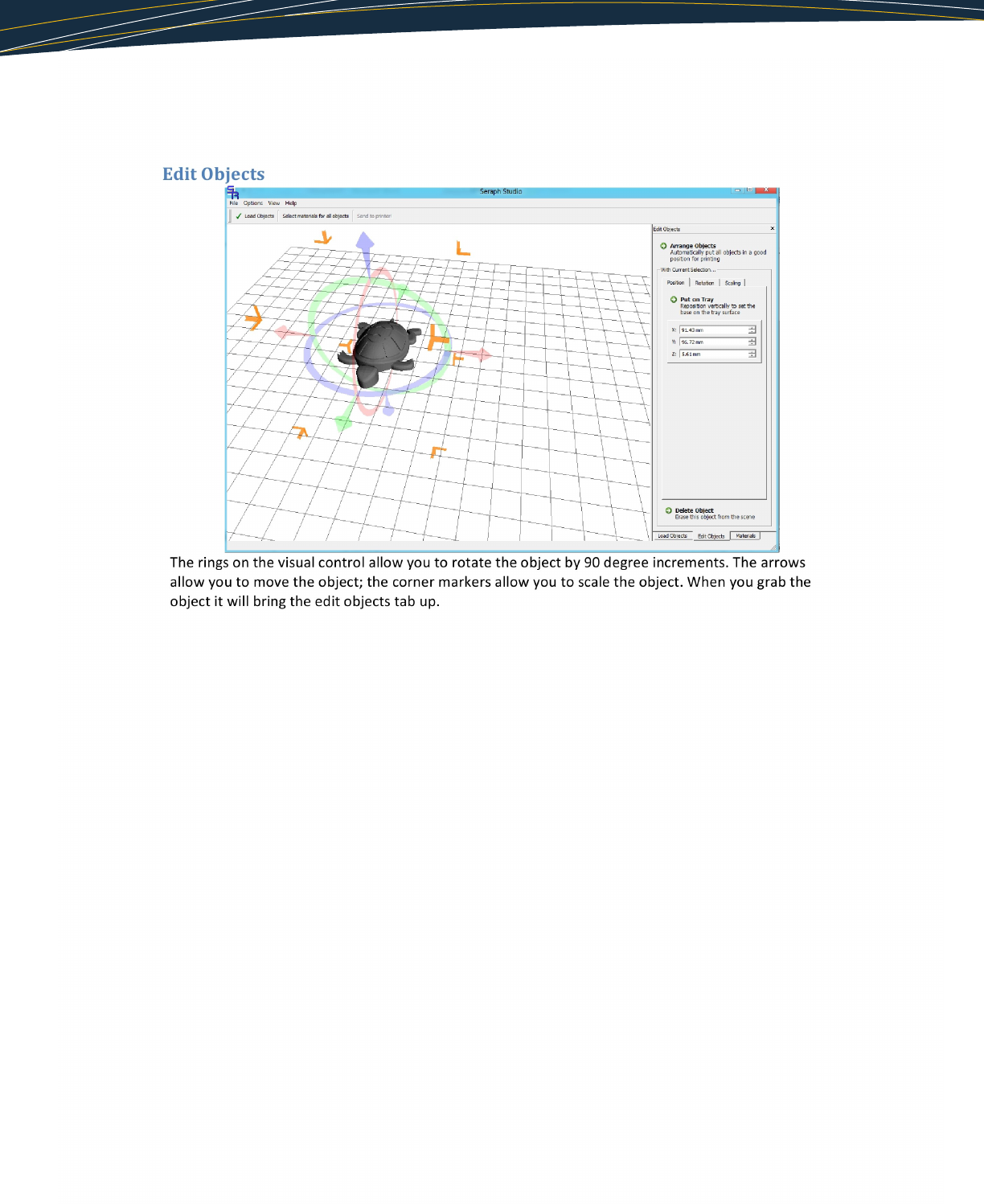
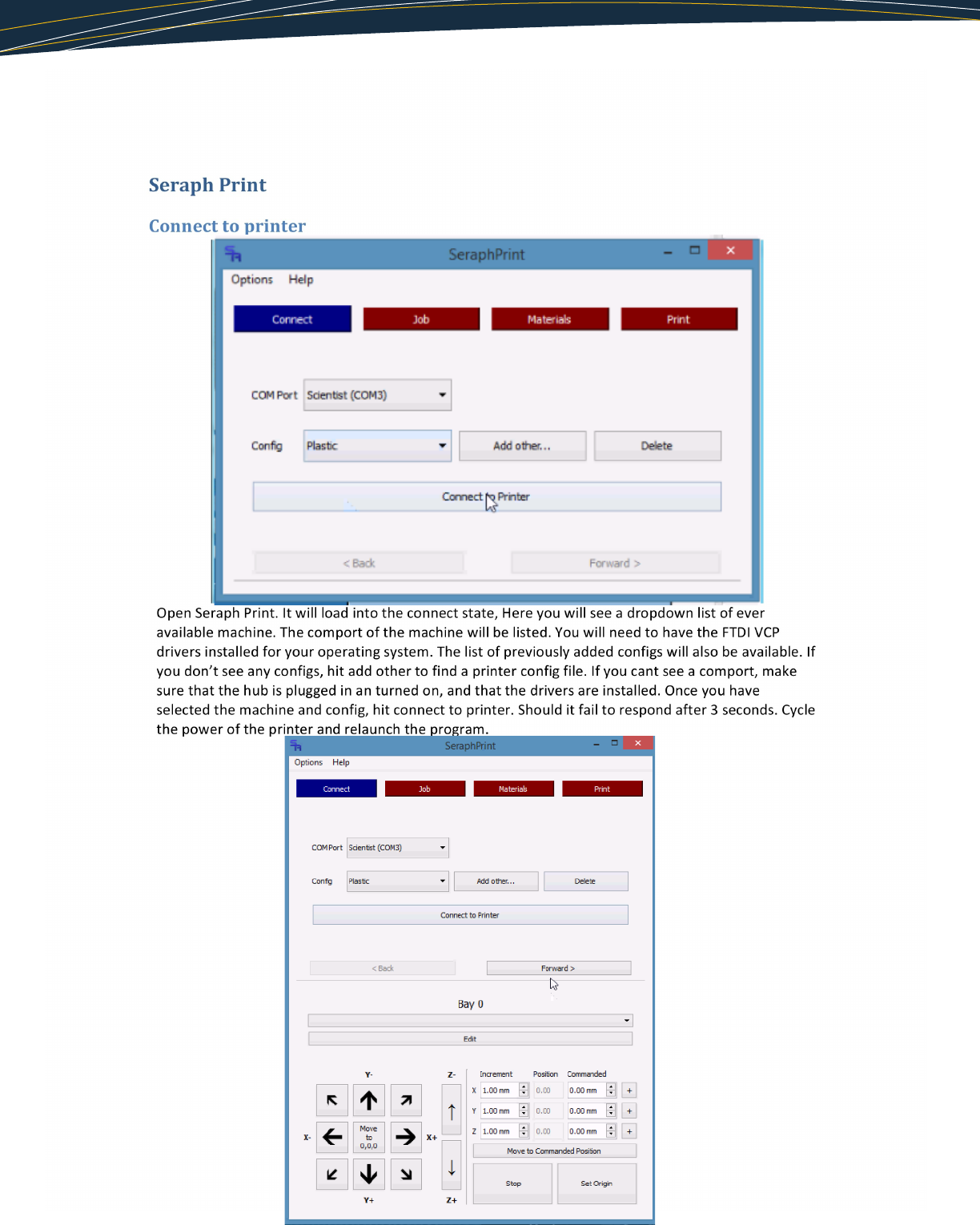
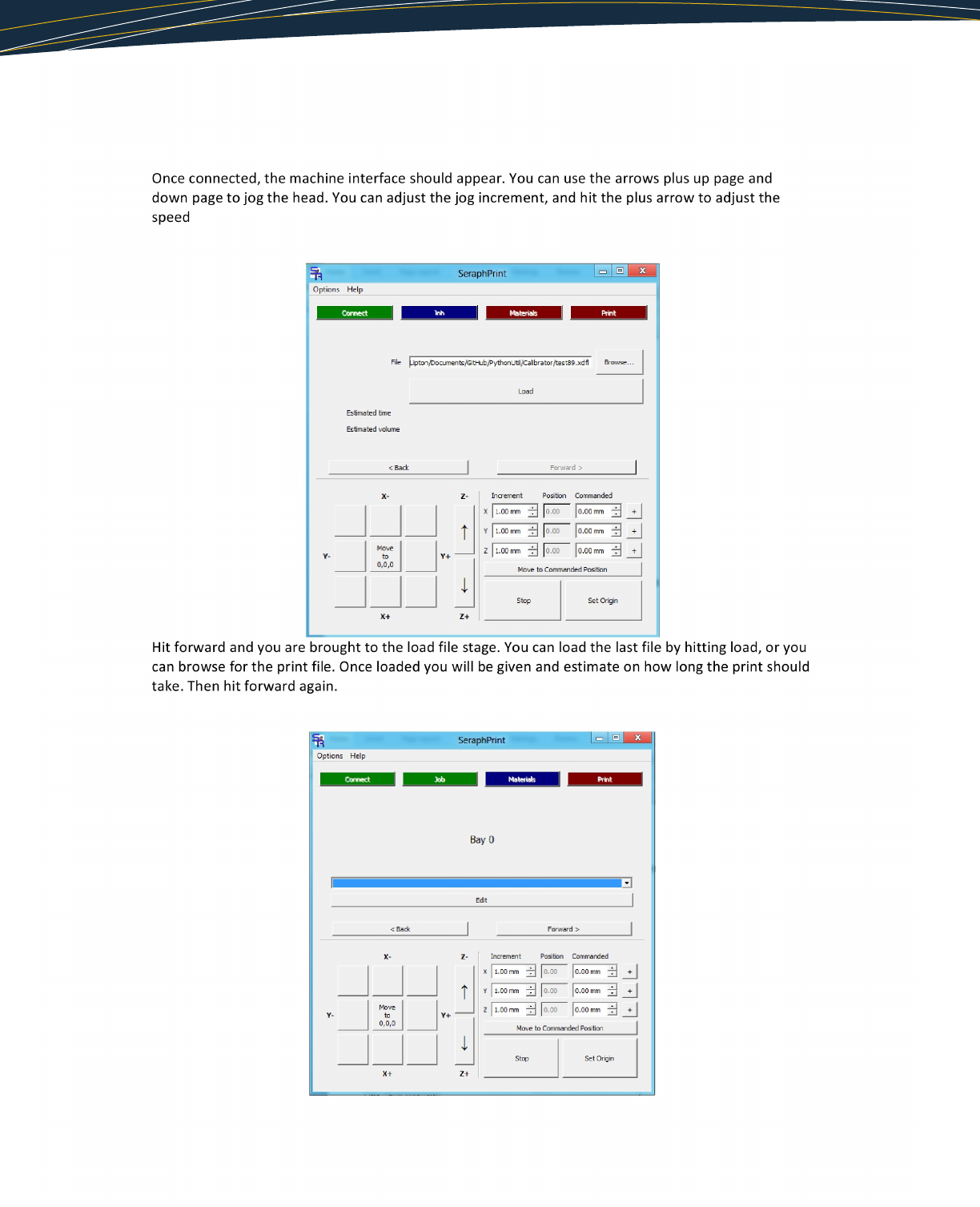
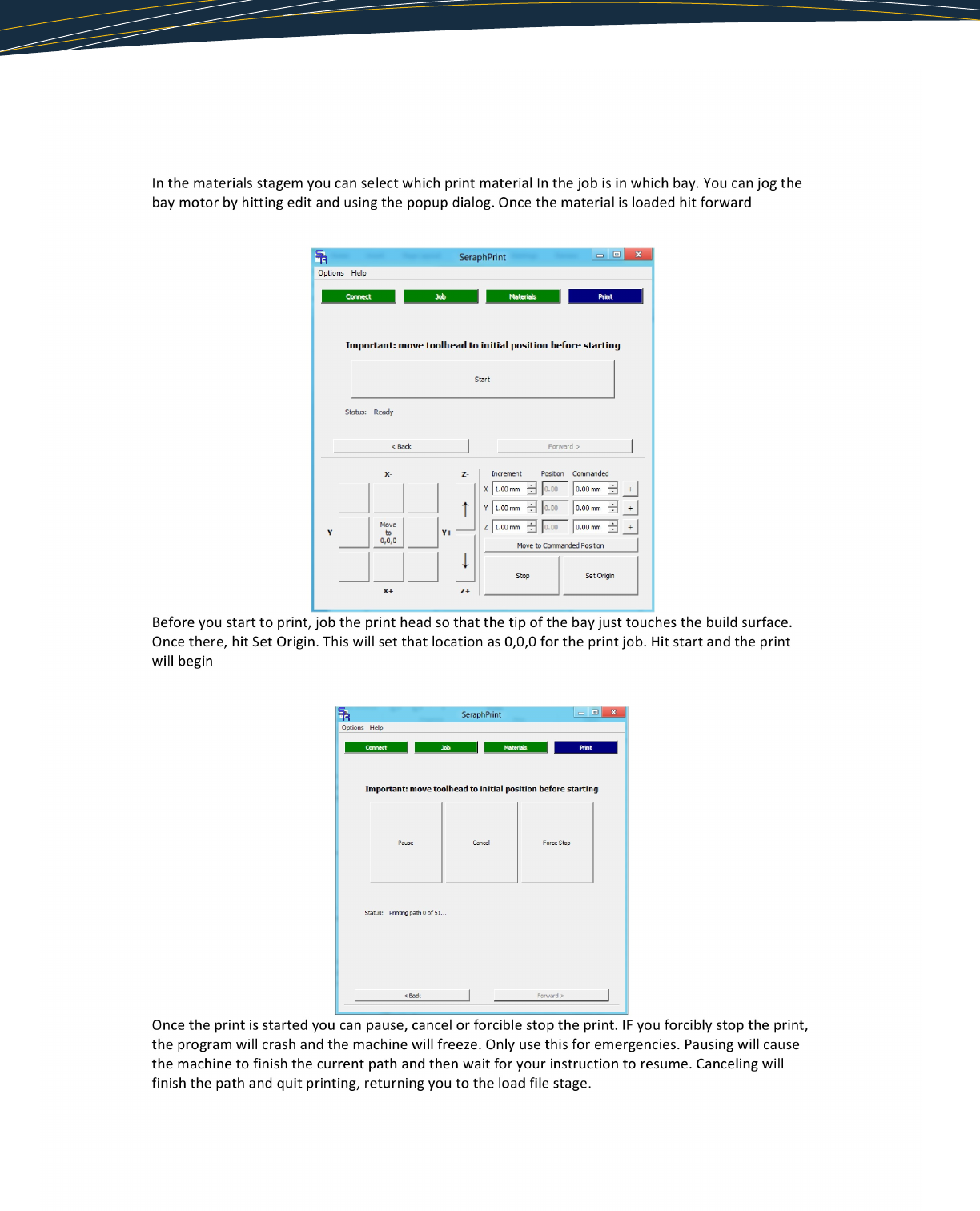
18

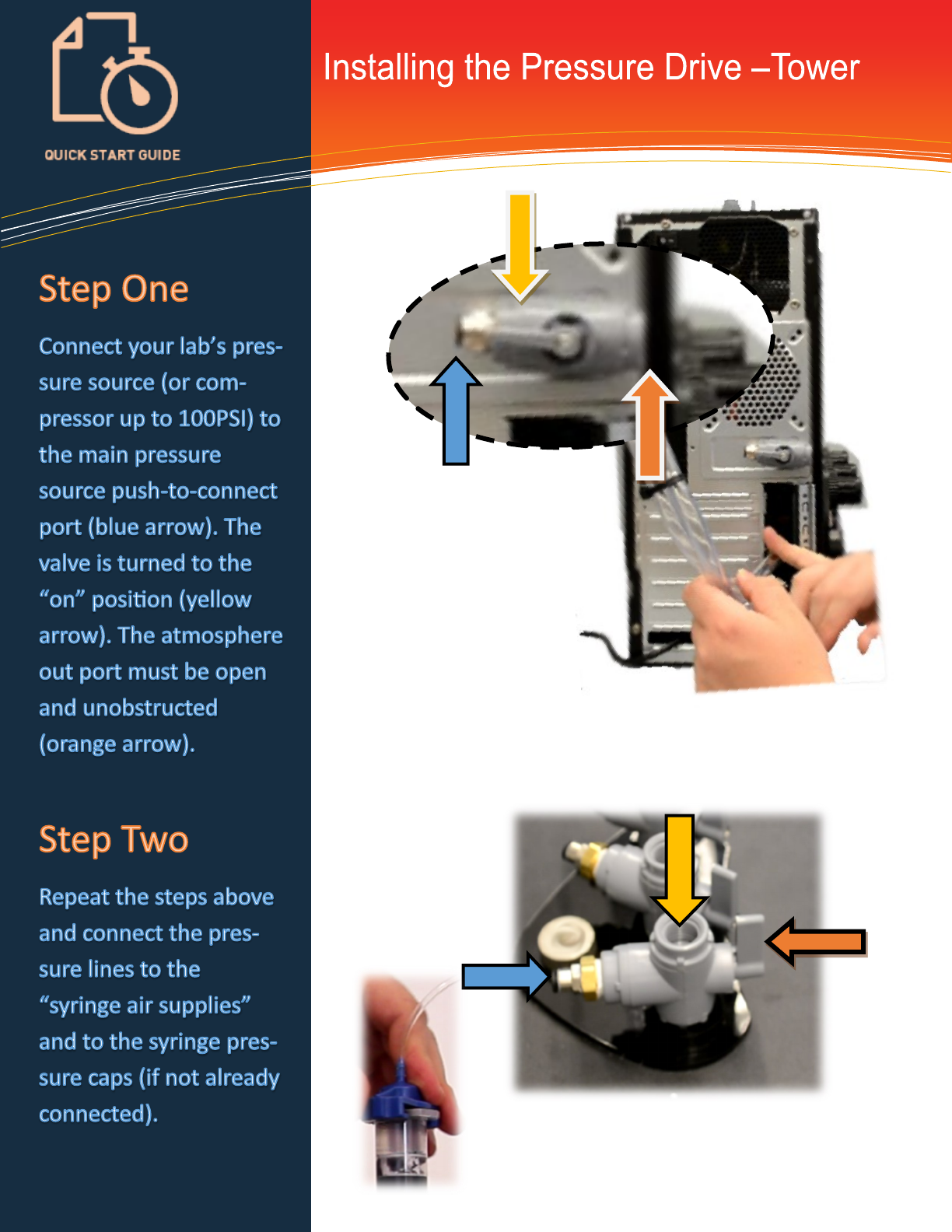
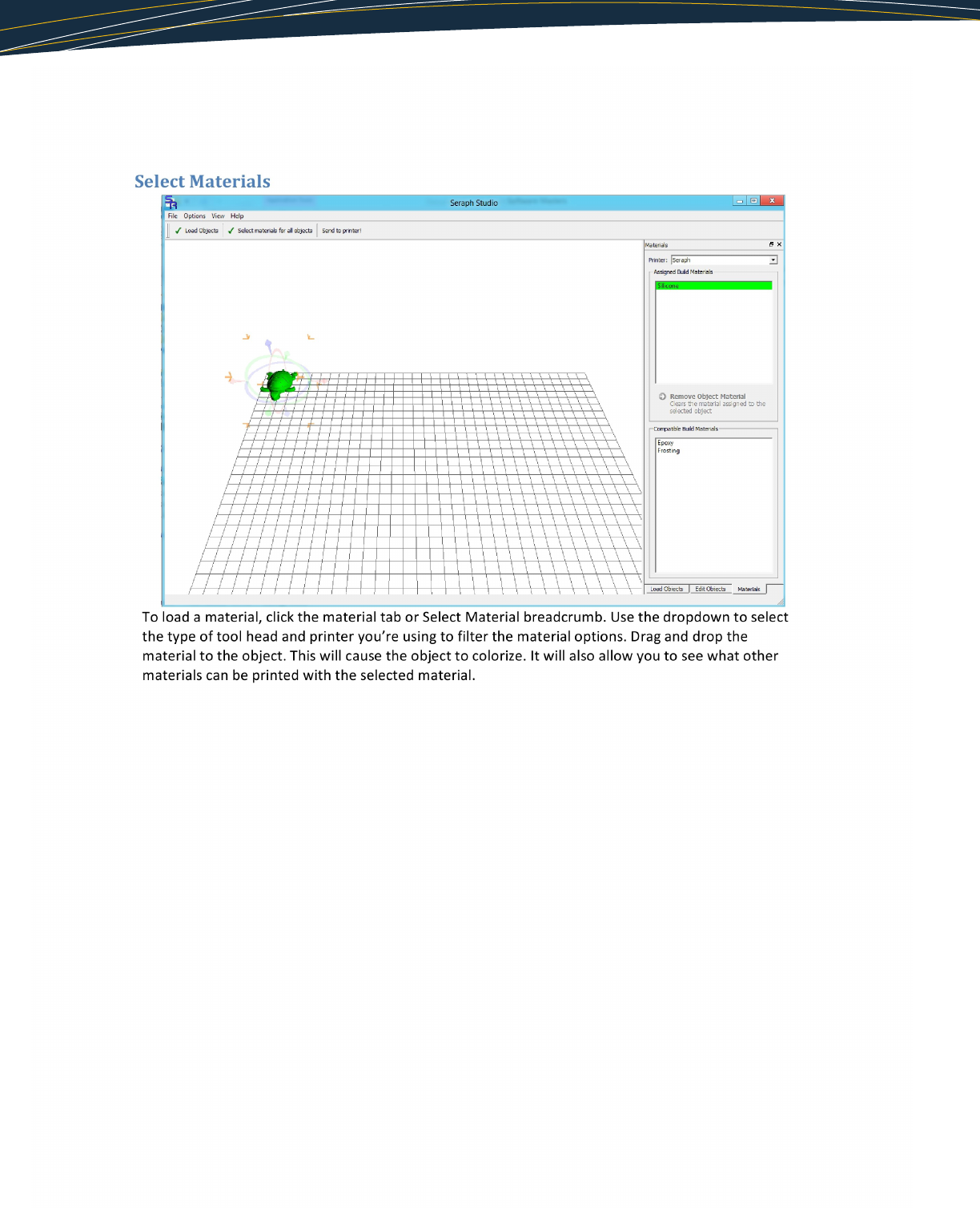
19
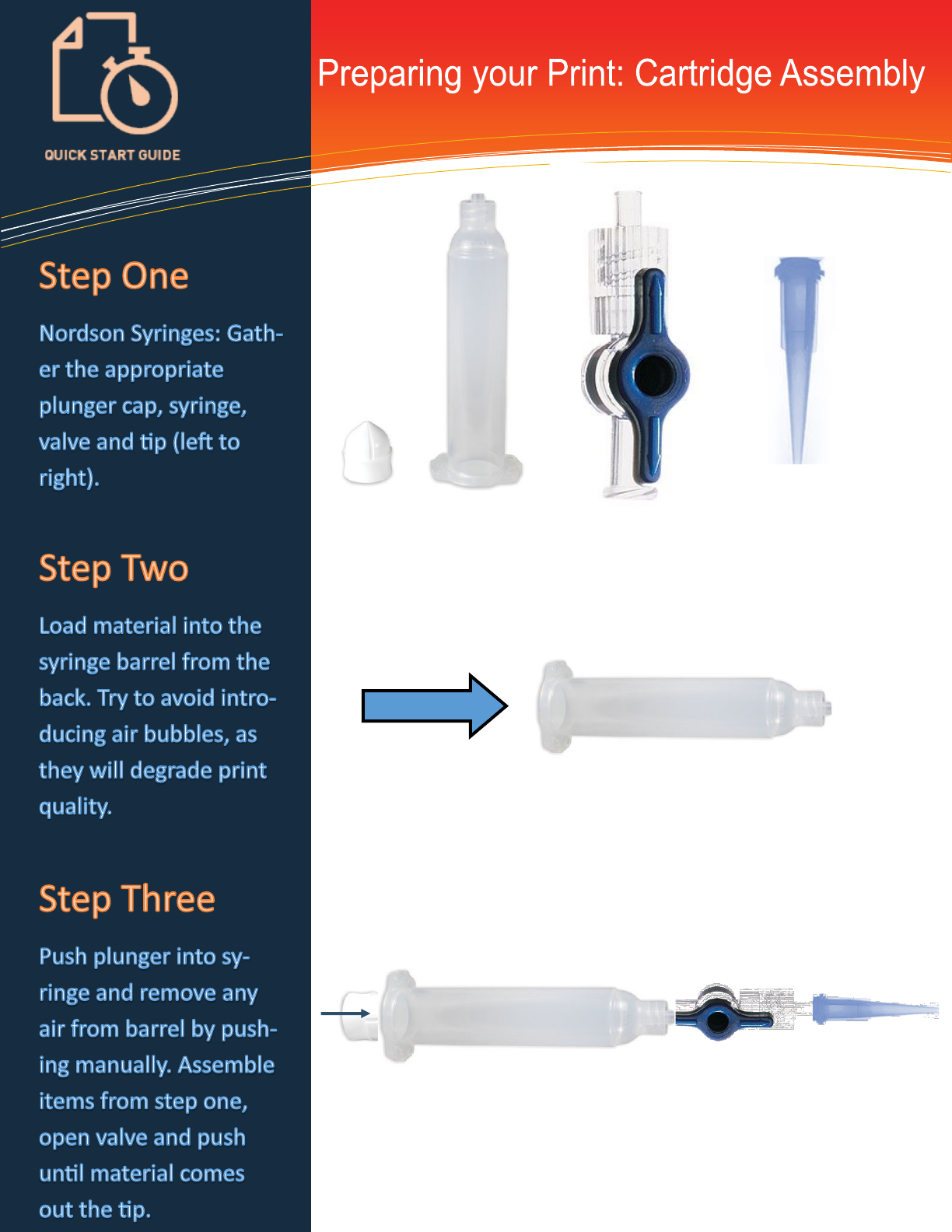
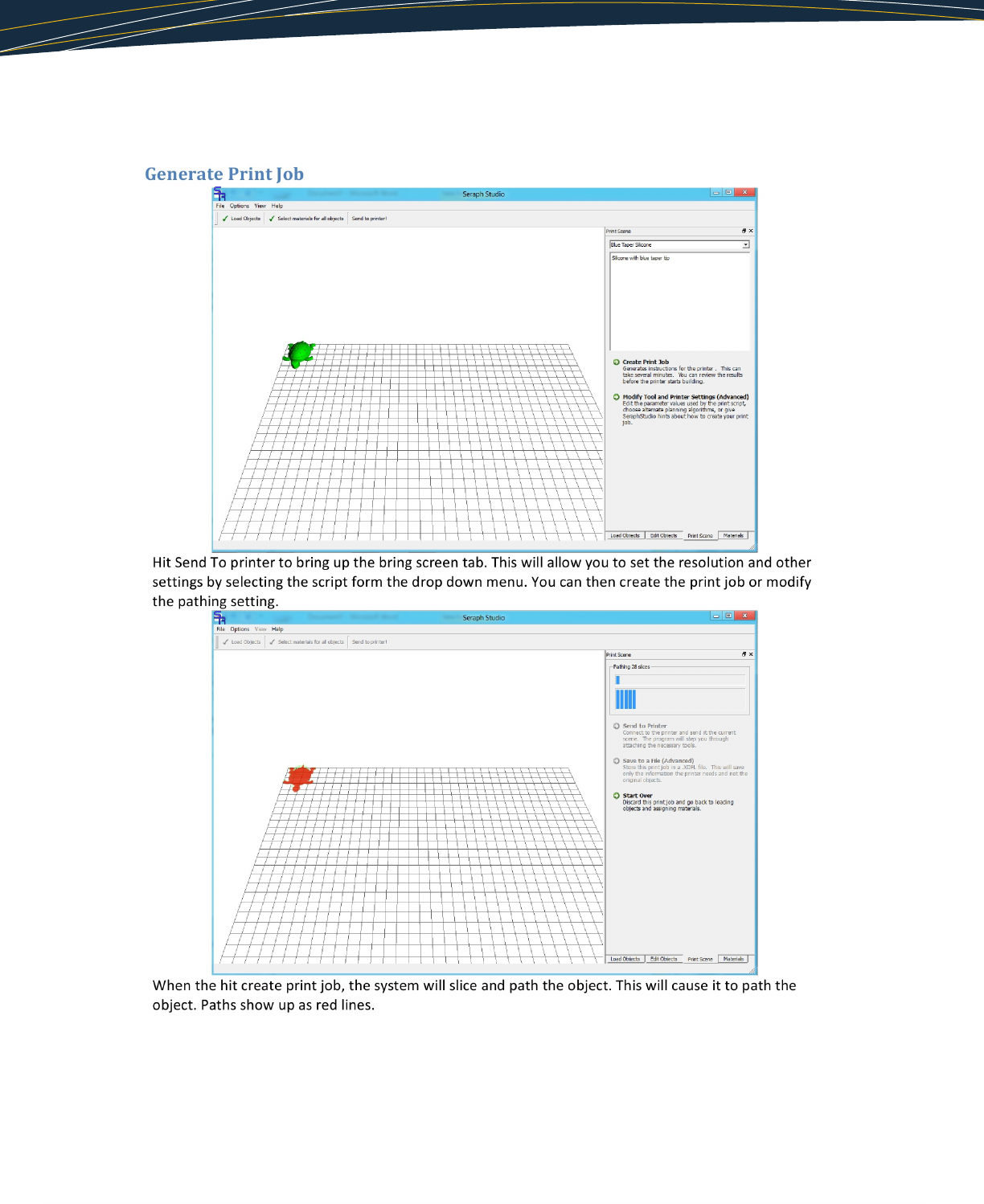
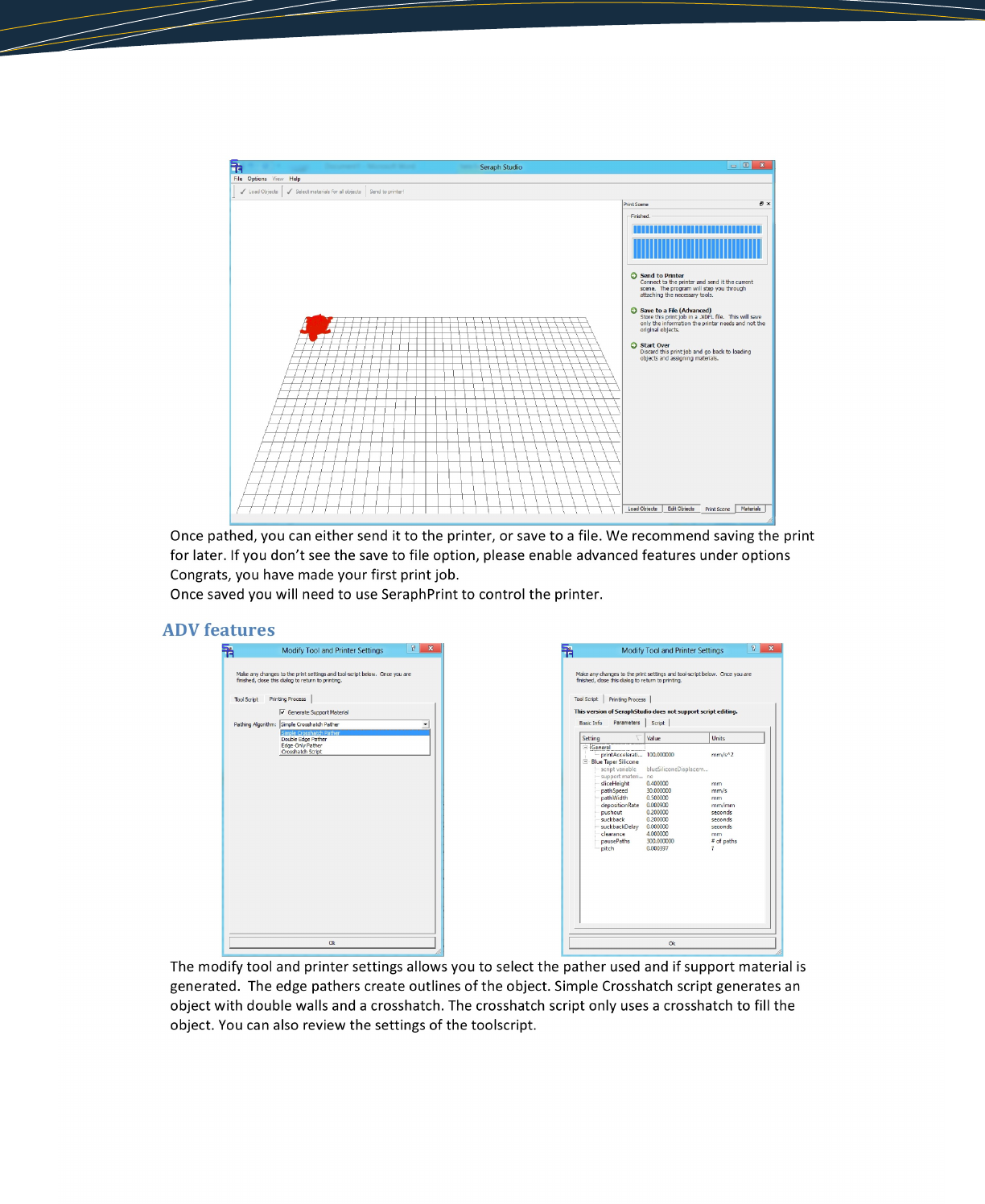
20
Heang
120V
Power
Master Power Supply
Input switch & cord
21
Insert the tube into the push-to-connect port, push it in, and tug gently to ensure it is
secure. If you need to move the tower and release the connecon, disconnect the tube.
To release the tube, push inwards and then pull out to remove.

22
23
24
25
List of compable disposables and suppliers
Item Where to Find
55cc Non-sterile Syringe Nordson EFD
30cc Non-sterile Syringe Nordson EFD
10cc Non-sterile Syringe Nordson EFD
Taper Tips (assorted sizes) Nordson EFD
10cc Becton Dickenson Syringe Becton Dickenson
Replacement Pressure Cap Nordson EFD or Seraph Robocs for BD Caps
Web addresses
Company Website
Nordson EFD hp://www.nordson.com/en-us/divisions/efd/
products/opmum-components/pages/
Becton Dickenson hp://www.bd.com/
Seraph Robocs www.seraphrobocs.com
Distributor (Becton Dickenson) hp://www.coleparmer.com/Category/
BD_Disposable_Sterilized_Syringes/15116
*Please carefully monitor the pressure used and take necessary safety precauons when
working with syringes under pressure to avoid serious injury or death. Seraph makes no
representaons or warranes about the suitability of these syringes for use in our printers.
Please independently evaluate the risks and needed safety precauons.
*Each tool head is dierent. Please use the syringe barrel which corresponds to the tool head(s) you have on your printer.

26
Installaon Instrucons
Visit the provided web link
Or scan this QR Code to download our soware.
Double click the installer and then the SR icon to
launch Lab Manager ™

27
With the Scienst™ , Seraph
introduces Lab Manager™ ,
our centralized 3-D prinng
control suite. Use the Lab
Manager ow chart to guide
your 3-D prinng experi-
ments from computer con-
cept to printed reality.
Begin by using the Calibrator ™ tool to
calibrate your material and generate a
"tool script" le unique to that material's
sengs.
Then, launch SeraphStudio ™ to import
STL les for processing.
For most users, the easy-to-use, ad-
vanced features of SeraphStudio™ will
provide all of the tools they need to con-
duct both simple and complex 3-D
prinng procedures. However, for more
advanced users, Seraph introduces Ma-
nipulator™ which allows for the batch
combinaon and eding of mulple pro-
cessed STL les (XDFL les).
If you've created a complex prinng job
and would like to view a digital represen-
taon of the past the printer tool head
will follow, launch the XDFL Viewer to
scroll through the various layers in your
print job.
Whether you create the print job le
right from SeraphStudio or you further
process it with Manipulator, launch
SeraphPrint ™ to connect to the Scienst
and load your print job.
Even though we think we've thought of
nearly every possible tool you might wish
to use to modify the XDFL printer instruc-
ons, the unique design of Seraph Print
allows you to print any XDFL le, regard-
less of whether was originally generated
in SeraphStudio. With this feature, ad-
vanced users can write their own XDFL
manually or using custom soware. We
encourage users choosing this opon to
contact us to let us know what you've
come up with!
28
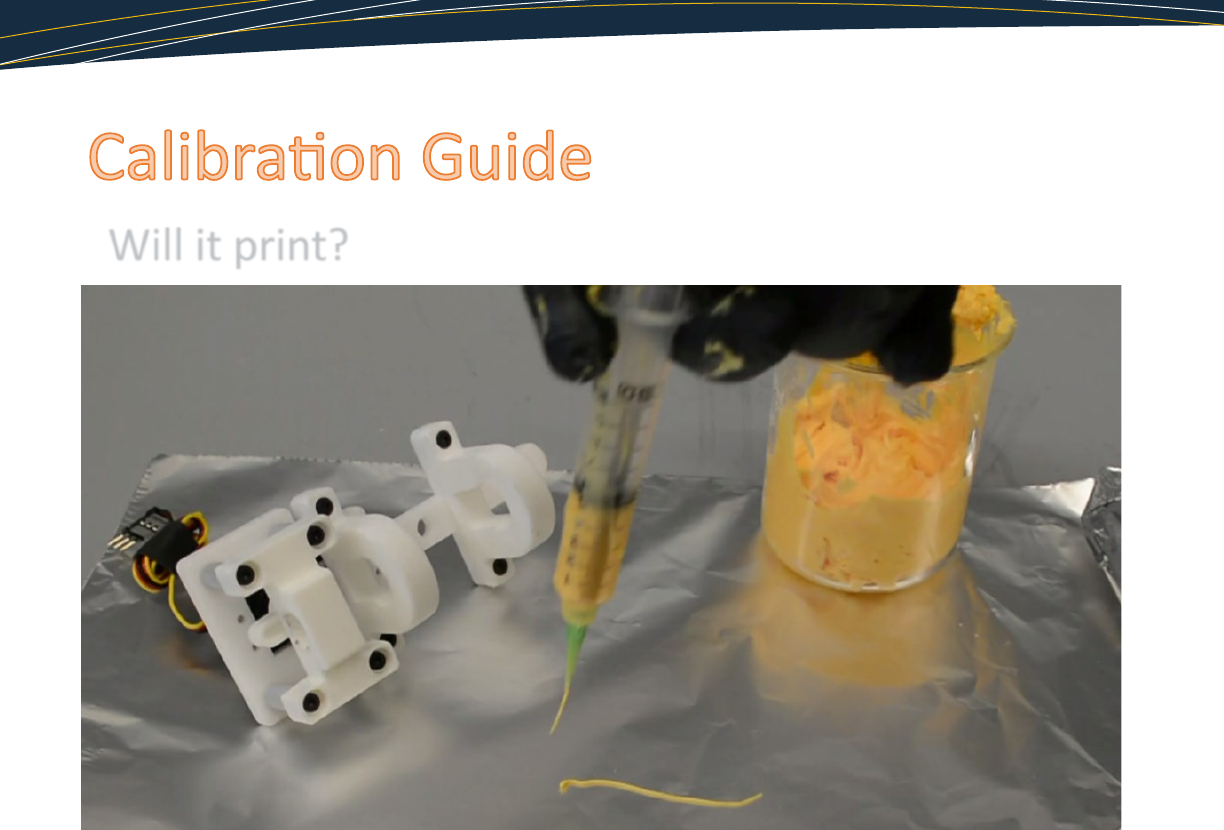
Will it print?
If you can manually extrude the material, and it passes the
test of:
1. Being extruded through the syringe
2. Creang lines that hold their shape and
3. can be stacked,
it is probably going to work. If it doesn’t work right away, you
may need to chemically or physically modify the material by
adding an addive or by using temperature or UV accessories.

29
30
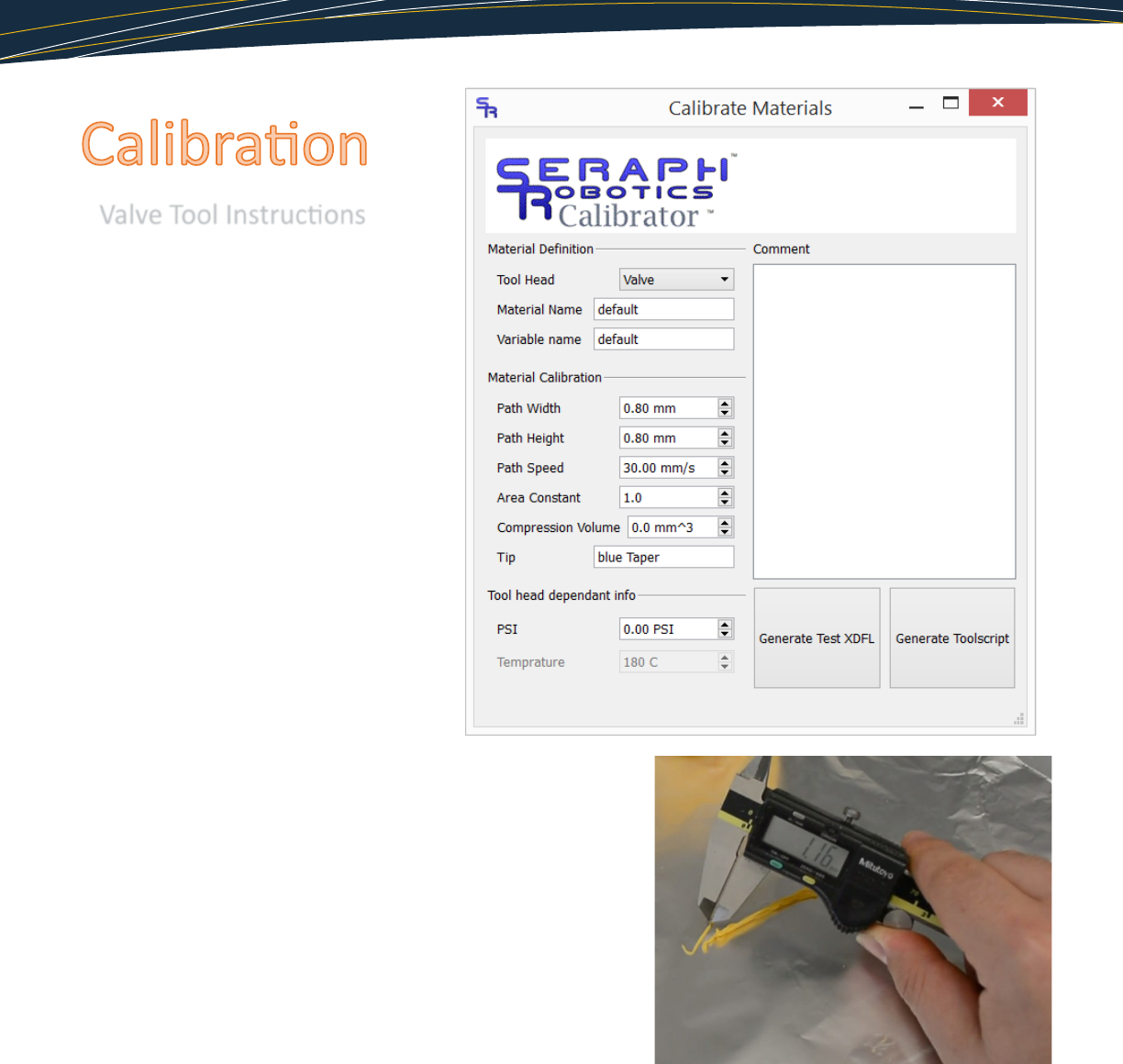
Valve Tool Instrucons
The steps for calibraon using Calibrator™
and the valve tool can be summarized in
these steps:
1. Aer successfully manually tesng materi-
al, connect the syringe to the pressure
source, but don’t load into the printer. If
you do load it into the printer, be sure to
use the controls on SeraphPrint™ to open
the valve. Otherwise, hold the syringe
barrel and slowly increase pressure. Aer
you’ve found a “sweet spot” pressure that
seems to give a nice material ow out of
the p, record the PSI reading. This is an
art, but not a terribly dicult one. Watch
some of our demo videos if you want to
get an idea of how good ow should look.
2. Launch LabManager™ and select Calibra-
tor ™. Provide the material name (you
can reuse the name in mulple calibra-
ons and a unique “variable name’ to
idenfy this calibraon.
3. Input your best guess for inial sengs.
You can manually extrude some lines of
material and measure them with calipers
to get starng path width/height.
4. The valve tool requires accurate path
height and width to calibrate the print le
appropriately. Choose a print speed that
is appropriate. Start with 30mm/s and
move up slowly, as needed. Area con-
stant and compression volume should
remain at their default 1.0 and 0.0 mm^3
values.
5. Generate a Test XDFL le and make sure
to name it with the “lename.xd” syntax.
Load into Seraph Print and the test le
will extrude a line which you can measure
again to more accurately congure the
material.
6. When you are happy
with the correlaon
between the input
values and printed
values, click Generate
ToolScript and save
the tool script in the
Seraph Studio system
directory on your com-
puter. Make sure the
syntax is
“lename.xml”
7. Load a Test Cube in SeraphStudio™ using the ToolScript to create the XDFL
and send outpued XDFL to SeraphPrint™ to ensure you’re happy with
your results. (You may try a more complex print rst, if you choose, but we
don’t recommend it. If the rst couple layers of the test print go well, you
can always cancel it. The idea is to try stacking the material with an easy
print of a geometry that is known to print well, a cube being a great shape.)
***Always be aware of safety when working with pressurized items—you are
always responsible for your own acons and we make no warranes or repre-
sentaons as to the suitability of 3rd party syringes for use with your materials
or our printers.****
**NOTE: TIP name must not have any numbers 123 or special characters .,*@#$%
31
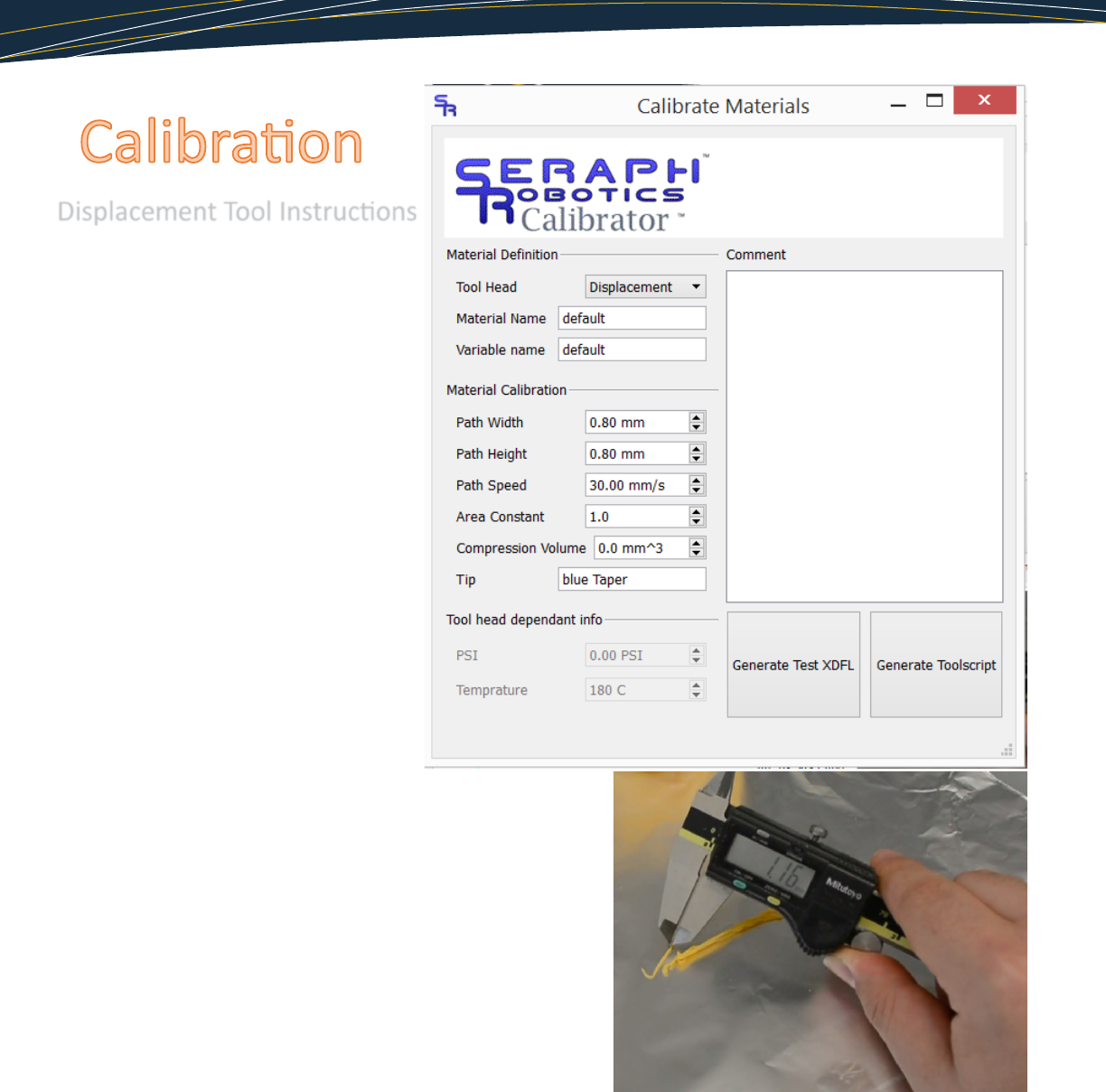
Displacement Tool Instrucons
The steps for calibraon using Calibrator™
and the displacement tool can be summa-
rized in these steps:
1. Aer successfully manually tesng ma-
terial, install the syringe the printer. Be
sure to use the controls on
SeraphPrint™ to prime the p.
2. Launch LabManager™ and select Cali-
brator ™. Provide the material name
(you can reuse the name in mulple
calibraons and a unique “variable
name’ to idenfy this calibraon.
3. Input your best guess for inial sengs.
You can manually extrude some lines of
material and measure them with cali-
pers to get starng path width/height.
4. The displacement tool requires accu-
rate path height and width to calibrate
the print le appropriately. Choose a
print speed that is appropriate. Start
with 30mm/s and move up slowly, as
needed. Area constant should remain
at its default 1.0 , but can be used for
quick adjustments to the ow equaon,
if desired. The and compression volume
is the amount of “extra push” needed to
compress the material to start its ow
from standsll. The default value is 0.0
mm^3 , and can be adjusted up for vis-
cous materials.
5. Generate a Test XDFL le and make sure
to name it with the “lename.xd” syn-
tax. Load into Seraph Print and the test
le will extrude a line which you can
measure again to more accurately con-
gure the material.
6. When you are happy with the correla-
on between the input values and print-
ed values, click
Generate
ToolScript and
save the tool
script in the Ser-
aph Studio system
directory on your
computer. Make
sure the syntax is
“lename.xml”
7. Load a Test Cube
in SeraphStudio™ using the ToolScript to create the XDFL and send out-
pued XDFL to SeraphPrint™ to ensure you’re happy with your results.
(You may try a more complex print rst, if you choose, but we don’t recom-
mend it. If the rst couple layers of the test print go well, you can always
cancel it. The idea is to try stacking the material with an easy print of a ge-
ometry that is known to print well, a cube being a great shape.)
**NOTE: TIP name must not have any numbers 123 or special characters .,*@#$%
32
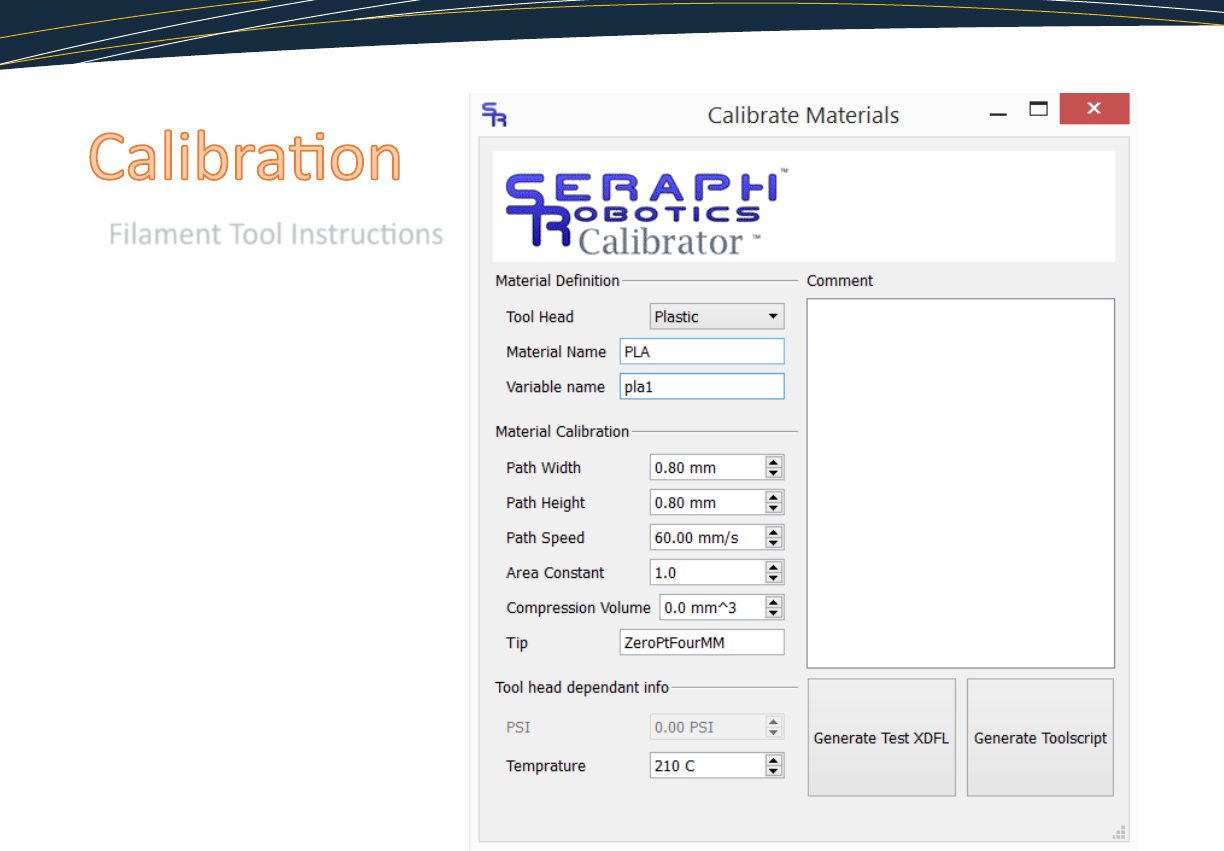
Filament Tool Instrucons
The steps for calibraon using Calibrator™
and the plasc lament tool can be summa-
rized in these steps:
1. Load the lament into the tool accord-
ing to the instrucons in this document.
Read those instrucons before cali-
brang any materials with the steps
below.
2. Launch LabManager™ and select Cali-
brator ™. Provide the material name
(you can reuse the name in mulple
calibraons and a unique “variable
name’ to idenfy this calibraon.
3. Input your best guess for inial sengs.
4. The lament tool requires accurate path
height and width to calibrate the print
le appropriately. A guideline is that a
0.4mm p would have a starng guess
of a 0.4mm path width and a 0.2mm
path height. Choose a print speed that is
appropriate. Start with 60mm/s and
move up slowly, as needed. Area con-
stant and compression volume should
remain at their default 1.0 and 0.0
mm^3 values. It is crical that you in-
put a temperature. Each material is
dierent and you may need to tweak
this value. A guide is that PLA usually
prints at 180-210C, ABS prints around
230C and Nylon prints around 270C.
Please note that temperatures above
280C may damage the tool head or melt
it. Always supervise printer and do safe-
ty checks!
5. Generate a Test XDFL le and make sure
to name it with the “lename.xd” syn-
tax. Load into Seraph Print and the test
le will extrude a line which you can
measure again to more accurately con-
gure the material.
6. When you are happy with the correlaon between the input values and
printed values, click Generate ToolScript and save the tool script in the Ser-
aph Studio system directory on your computer. Make sure the syntax is
“lename.xml”
7. Load a Test Cube in SeraphStudio™ using the ToolScript to create the XDFL
and send outpued XDFL to SeraphPrint™ to ensure you’re happy with
your results. (You may try a more complex print rst, if you choose, but we
don’t recommend it. If the rst couple layers of the test print go well, you
can always cancel it. The idea is to try stacking the material with an easy
print of a geometry that is known to print well, a cube being a great shape.)
***Always be aware of safety when working with heated items—you are always
responsible for your own acons and for inspecng the printer for safety****
**NOTE: TIP name must not have any numbers 123 or special characters .,*@#$%
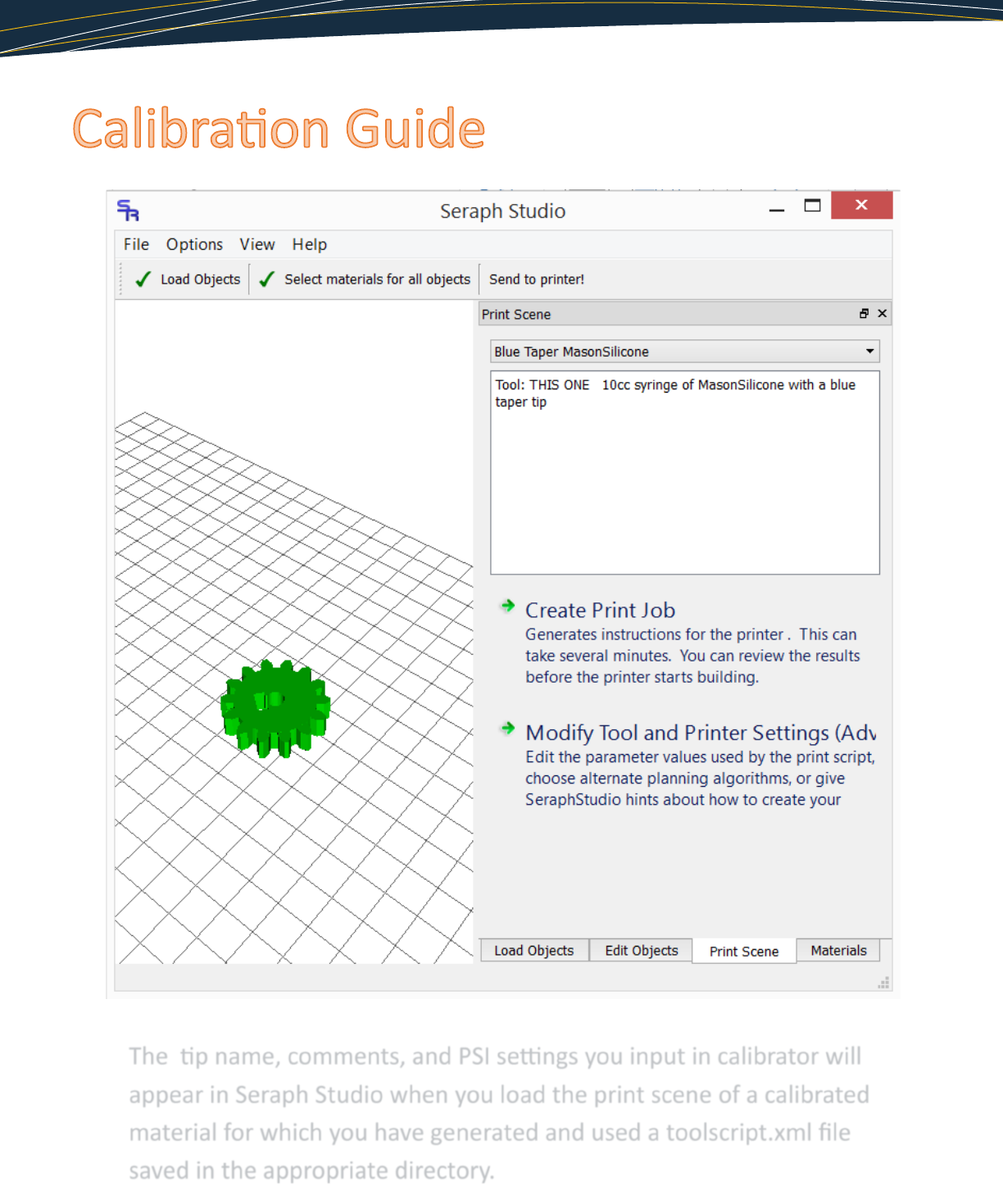
33
The p name, comments, and PSI sengs you input in calibrator will
appear in Seraph Studio when you load the print scene of a calibrated
material for which you have generated and used a toolscript.xml le
saved in the appropriate directory.
34
Use Seraph Studio to Process STL les created in your CAD soware of choice into XDFL les, specialized les
containing instrucons for the 3D Printer. (See XDFL Guide to understand how XDFL works and how you can
by pass SeraphStudio to write your own XDFL code to control the Scienst, if you wish.)
35
36
37
38
39
40
41
42

43

44
45
46
47
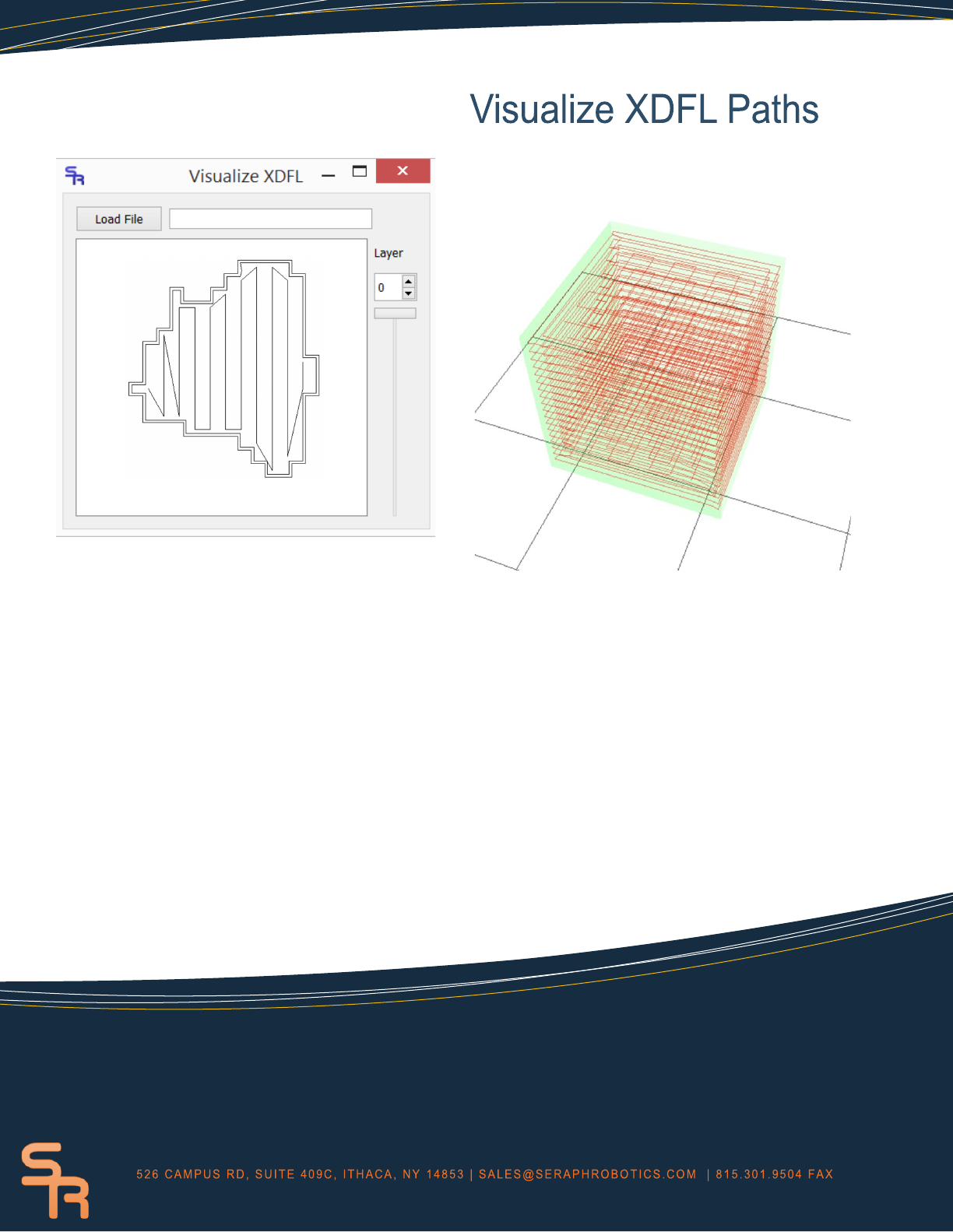
Use the visualizer to load an XDFL le and scroll through its layers.
Within each layer, the individual paths the printer will follow are
shown. This tool will help you design prinng experiments as well as
verify the pathing of a processed STL le or custom XDFL le to en-
sure there are no errors.
48
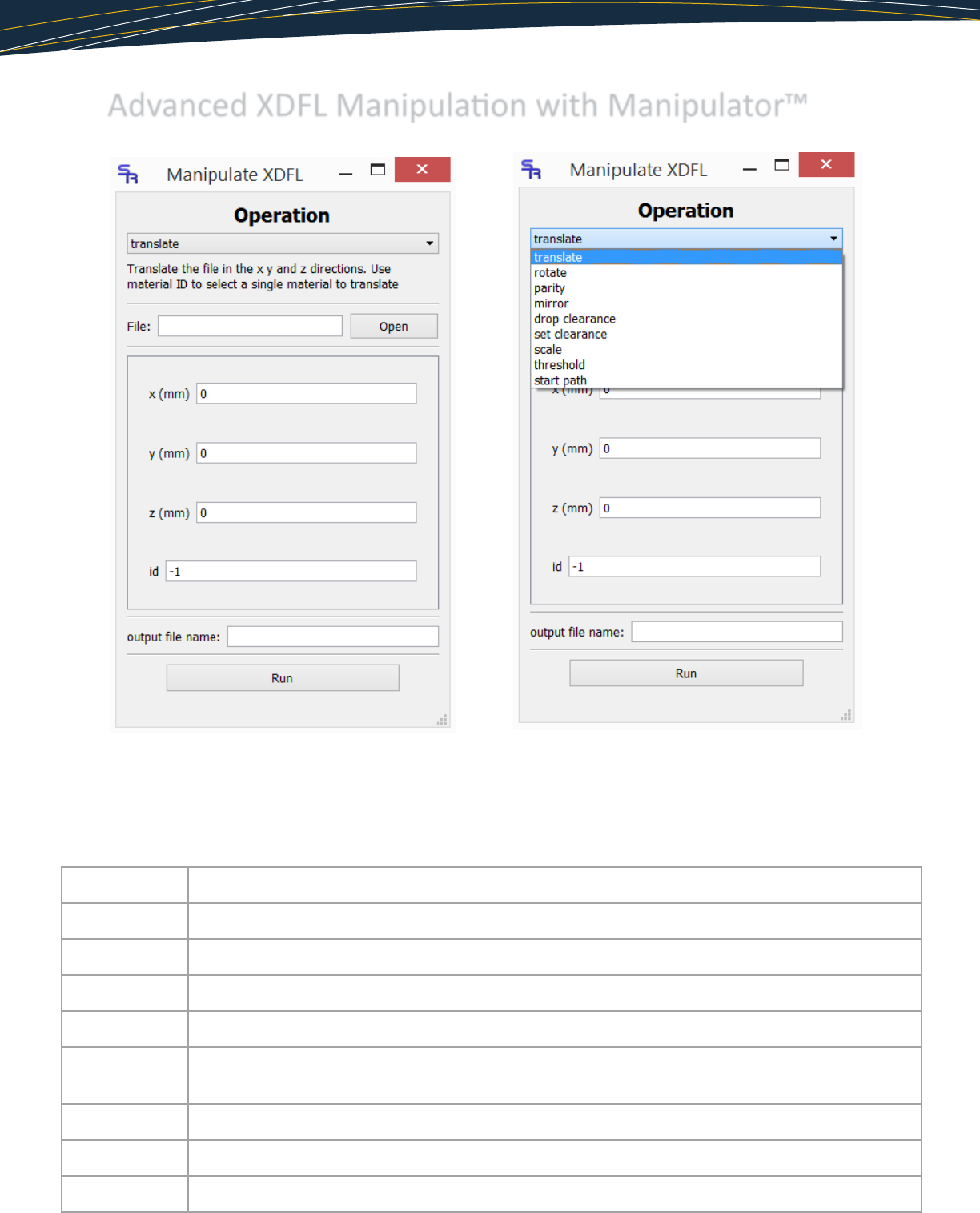
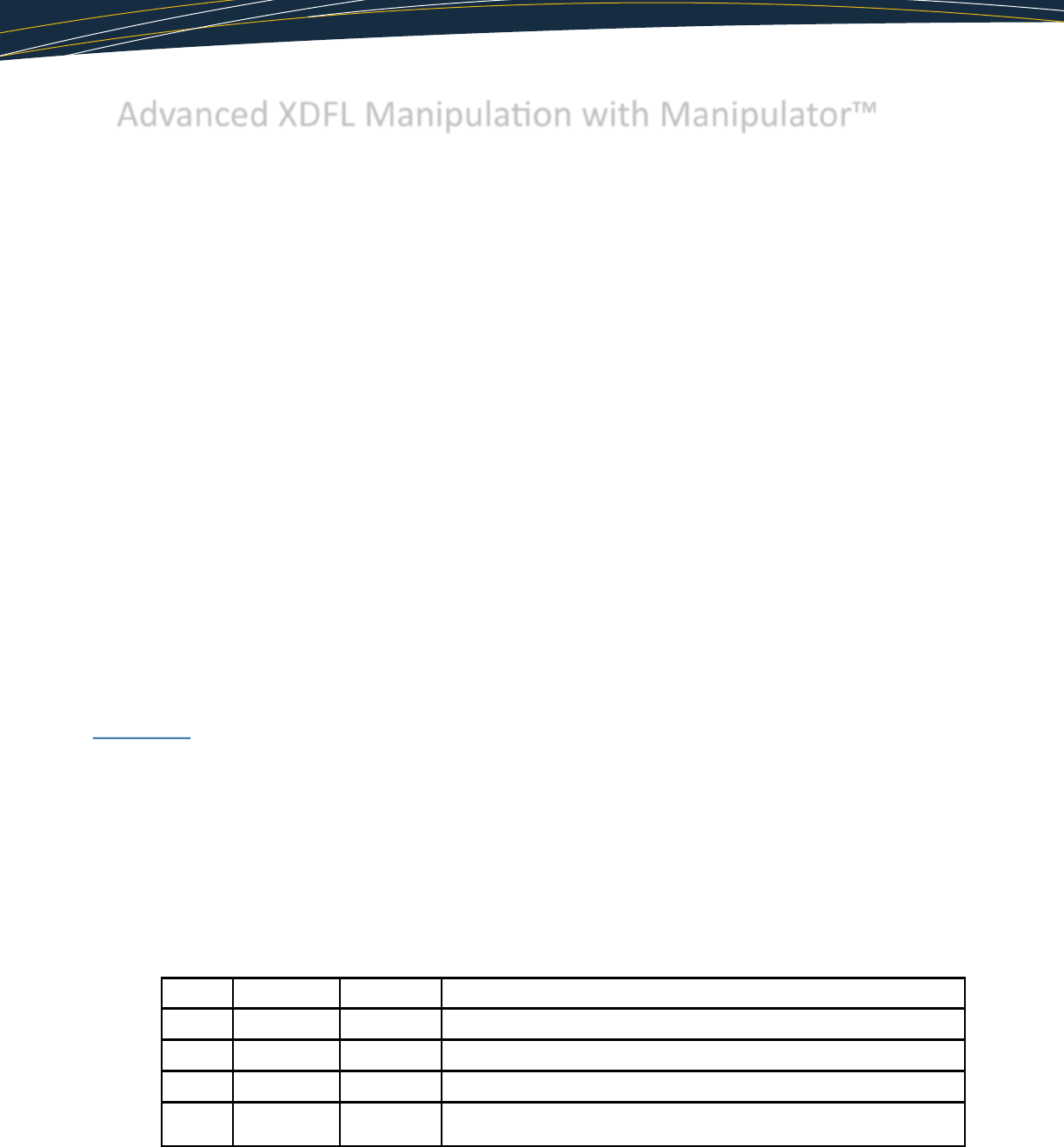
Advanced XDFL Manipulaon with Manipulator™
Use the Manipulator™ to translate, rotate, parity transform, mirror, drop/set clearance paths, scale, threshold, or reset
start path of an XDFL le. Use the dropdown menu to see a brief descripon of each funcon. When you select a func-
on, the necessary parameters will appear below it. Fill out the sengs, type a name for the output le, and click run to
create a new XDFL le in the directory containing the original le.
Translate Translate the le in the x y and z direcons. Use material ID to select a single material to translate
Rotate Rotate the le about an axis
Parity Perform a parity transform on the le (x->y, y->x)
mirror Mirror the le about an axis
Drop clearance Remove all clearance paths from the le
Set clearance Set the amount the head will move up between paths and the speed of the movement between
paths
scale Scale the le by a percentage along the x y and z dimensions
Threshold Remove all paths bellow 0 height
Start path Remove all paths up unl and including the path number specied
49
Advanced XDFL Manipulaon with Manipulator™
Overview
The Manipulaon tool for XDFL is designed to let you edit your print jobs and to customize your prinng process. The tool
has several funcons that can change your XDFL print job. The print job is loaded by typing in the le locaon and name into
the line underneath the explaining text or by hing the open buon. Each funcon has a set of arguments (inputs) that are
needed to perform their task. They are loaded into the box beneath the input le name. Each argument is given a default
value. You can edit some or all of the arguments. The output of the funcon is sent to the output le. By default, the input
le is overwrien by the funcon, but you can specify a new le to be wrien.
The rest of this document will be used to describe the dierent funcons and how to use them. The funcons are broken
into three groups, geometric, clearance, and edits. Geometric funcons change the locaon and orientaon of print jobs.
Clearance funcons change the behavior of the printer between extrusion paths. Edit funcons truncate a print job or
merge print jobs together.
Functions
Geometric
Geometric funcons change the locaon and orientaon of print jobs. The printer uses X Y and Z coordinates. The XDFL le
coordinate will be the coordinates referenced for the enre print job. The Printer bays will moved in order to align the ex-
trusion heads for the correct material to the locaons in the print job.
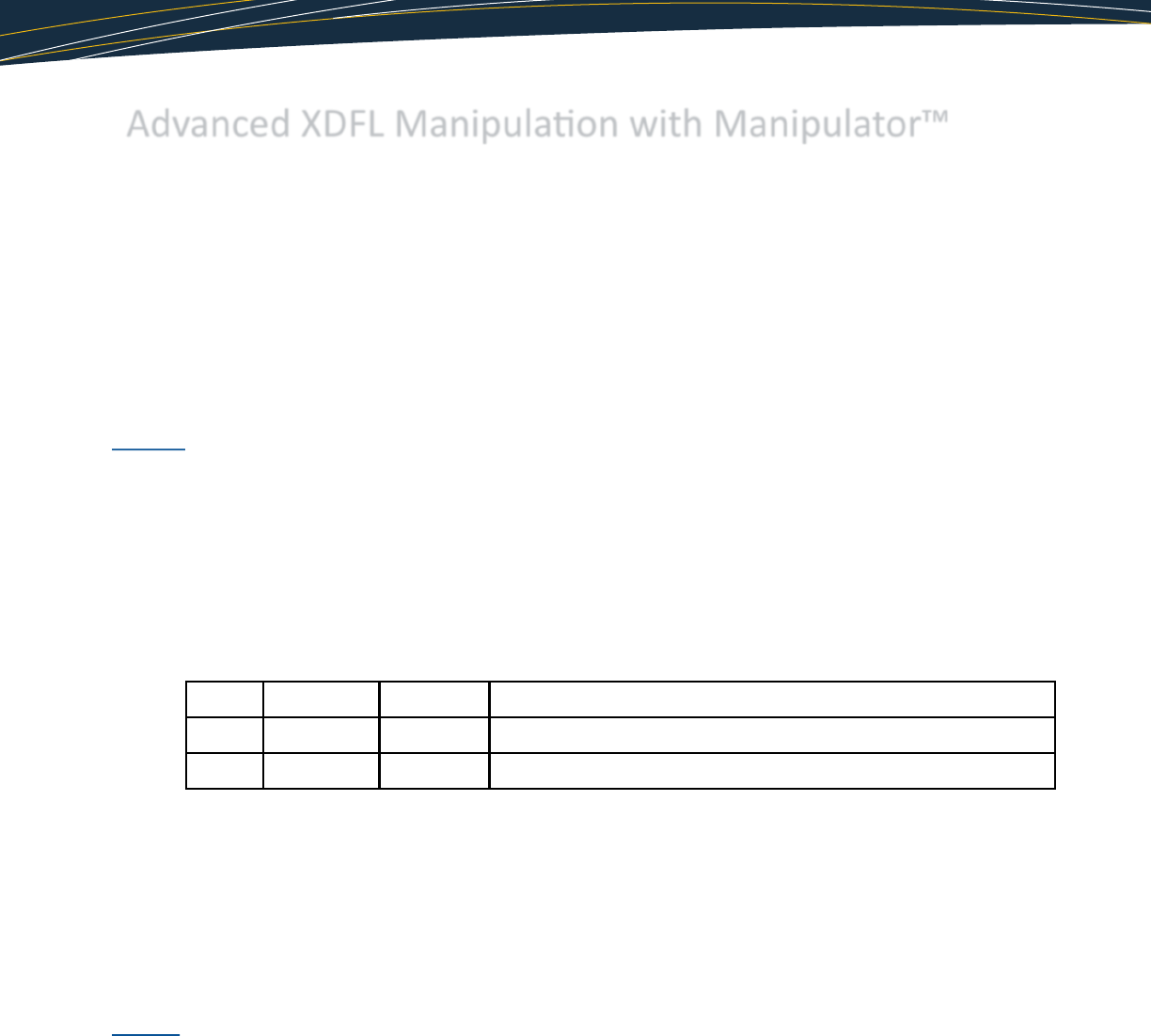
Translate
Function
The Translate tool moves the paths of one or all of the materials in a print to move the object on the build surface. If you
use a material ID only that material is shied, none of the clearance paths and none of the other extrusion paths are shied
to match it. You can used the clearance funcon to update the clearance paths to match the ends of extrusion paths aer
shiing one material.
Arguments
Name Units Default Descripon
X mm 0 The amount in mm to shi the print job in the X direcon
Y mm 0 The amount in mm to shi the print job in the Y direcon
Z mm 0 The amount in mm to shi the print job in the Z direcon
Id -1 The ID of the material to shi, use -1 to shi all materials and the
clearance paths, use 0 to shi the non-extrusion paths
50
Advanced XDFL Manipulaon with Manipulator™
Example
Lets sat you have a mul-material print and you placed one of the STLs in the wrong locaon, you can use this tool to make
a correcon. Aer your rst aempt prinng, if you measured that you were o by 5mm in the y direcon on the STL for
material two, you can enter 5 for Y and 2 for ID. Then when you are done use the clearance funcon to update the clearanc-
es.
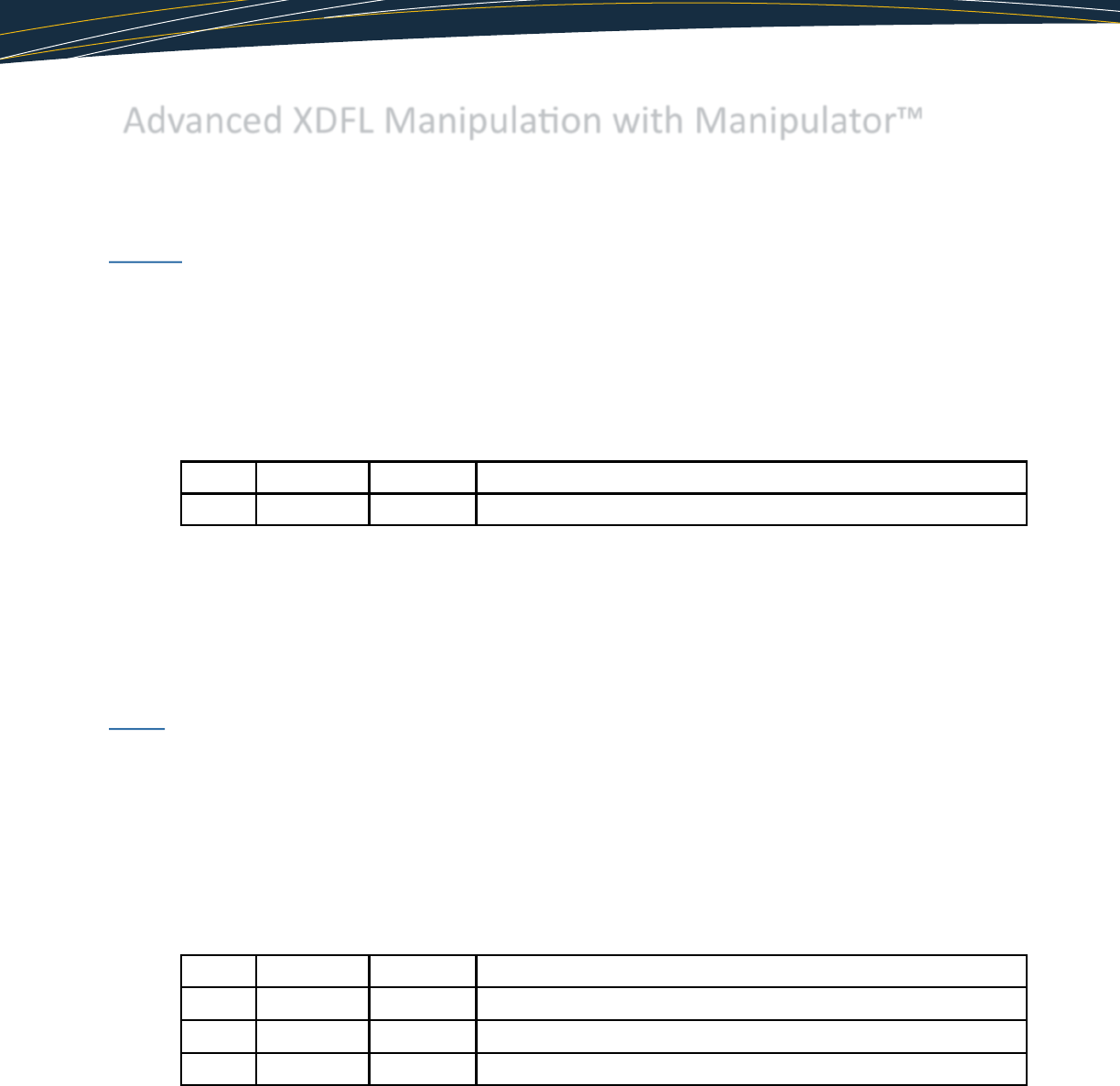
Rotate
Function
The rotate funcon turns the enre print job about the X Y or Z axis This funcon can put parts below the XY plane (the
build surface), make sure to shi your prints up to prevent the tool head from crashing into the build plate if you rotate it
about the X or Y plane.
Arguments
Example
Lets say you made a print job that is too long for the X axis but can t on the printer if your rotated it. Use the tool to rotate
the print 90 degrees around the Z axis
Parity
Function
The parity funcon performs a parity transform. Parity transforms turn right hands into le hands. This is similar to mirror-
ing the print through the build tray and rotang up to original posion on the build surface.
Arguments
None
Example
Lets say you want to turn and le ear into a right ear, use the parity funcon to make a new print job.
Name Units Default Descripon
Angle Degrees 0 The angle to rotate the print around an axis
Axis z The axis to rotate around X Y or Z
51
Advanced XDFL Manipulaon with Manipulator™
Mirror
Function
This mirrors the print job through a plane. The planes are dened by the axis that is perpendicular to them. IE the Z axis is
perpendicular to the XY plane (build surface). If you mirror about it, it will put the print jobs below the build surface.
Arguments
Example
Let’s say you want to print an object upside down. Use the mirror tool to mirror about the Z axis and then use the translate
tool to shi the print up back above the build surface.
Scale
Function
This funcon will scale the print in the X Y and/or Z direcons. It will not ll in areas, it will only change the spacing of the
points in the paths. 1 is equivalent to 100%. This tool is rarely used, but it can be used to make solid objects into sparse lled
scaolds.
Arguments
Example
lets say you want to make a sparse scaold. Take a print with solid inl and scale it in the x and y direcons.
Name Units Default Descripon
Axis z The axis to rotate around X Y or Z
Name Units Default Descripon
X - 1 The amount to scale the print job in the X direcon
Y - 1 The amount to shi the print job in the Y direcon
Z - 1 The amount to shi the print job in the Z direcon
52
Advanced XDFL Manipulaon with Manipulator™
Clearance
Clearance paths are the non-extruding movements between extrusion paths. These paths lower the build tray, and then
move the head to the XY posion of the start of the next path, and then move the tray back up.
Drop clearance
Function
This funcon removes all of the clearance paths from a print. This will cause the head to move in a straight line between the
end of one path and the beginning of the next path. You will want to drop clearance to make a print faster or if you plan on
making a series of edits to the XDFL and seng the clearance at the end.
Arguments
There are no arguments for the funcon other than input and output le name
Example
Lets say you a prinng with plasc with a single plasc material, removing clearance paths can speed up the print process.
You would not want to remove clearance paths when using two materials with dierent heights which might cause the ma-
terials to drag into each other.
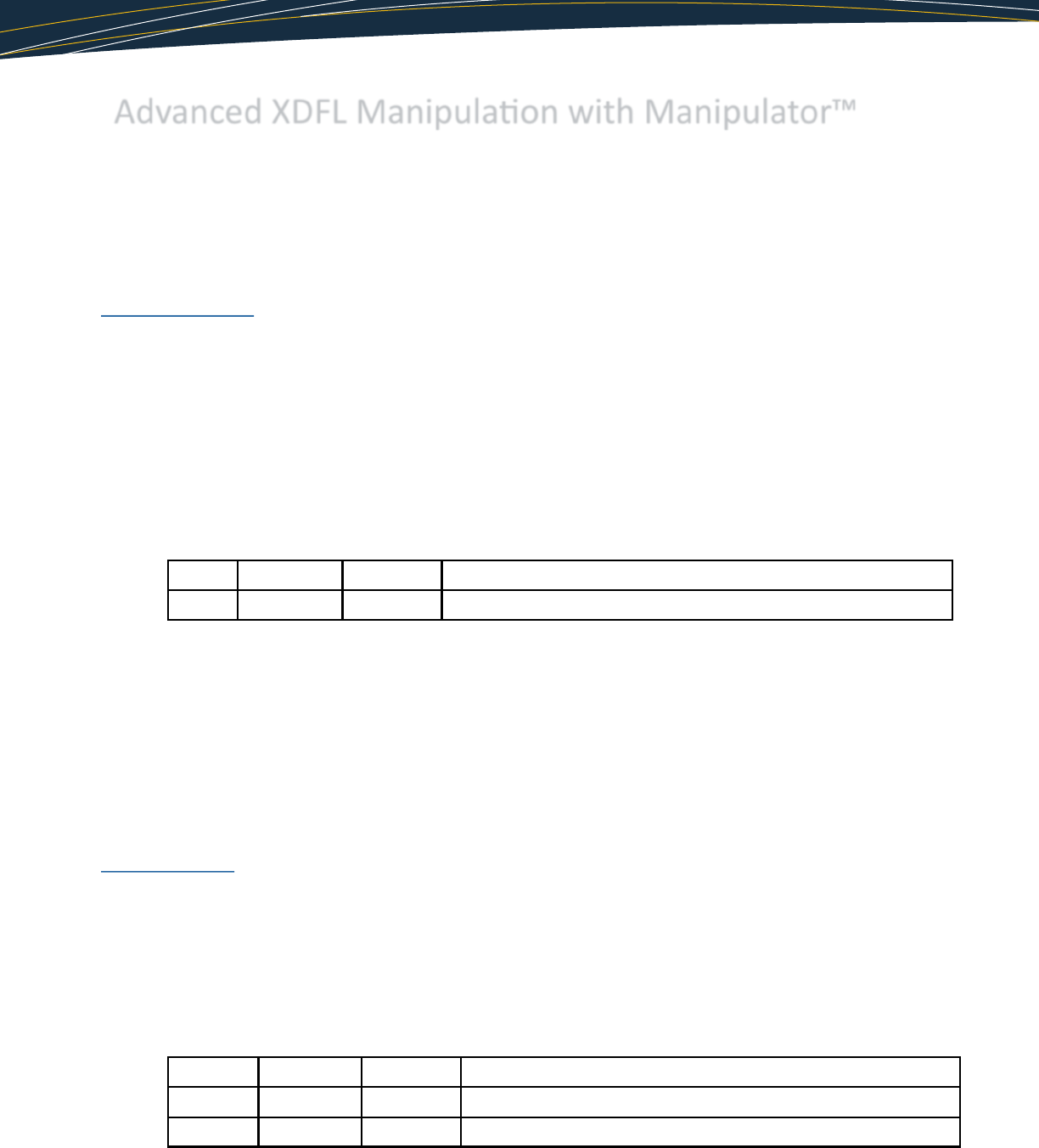
Set clearance
Function
This funcon sets the clearance paths between all paths in the print process. You can set the Z movement amount to ensure
either a breaking of the strand from the p or to avoid dragging the p into another region of material.
Arguments
Example
Let’s say you have a print with a single material that needs a movement to break its connecon between the path and the
Name Units Default Descripon
- - - -
Name Units Default Descripon
clearance mm 0.1 The amount to drop the tray before moving in XY
speed Mm/s 10 The speed along the print pass
53
Advanced XDFL Manipulaon with Manipulator™
nozzle. Set a 0.1mm clearance and 50mm/s speed to ensure that the head jerks away from the path and breaks the material
connecon.
Let’s say you have a two material print where one material has a 1mm path height and the other has a 2mm path height,
seng a 1.1mm clearance will ensure that the nozzles do not crash into printed materials.
Edits
Threshold
Function
This funcon removes all paths bellow the build surface (XY plane) from the print to prevent the head from crashing to the
build surface. This funcon is needed because there is nothing to stop you from pung an object bellow the build surface
using one of the other manipulaon funcons.
Arguments
There are no arguments for the funcon other than input and output le name
Example
Let’s say you have rotated a print using the X axis and it now has the rst 5 paths bellow the build surface, but these paths
are un needed to print the object, this funcon can remove those paths.
Start path
Function
This is a debugging funcon useful for resuming a print from a specic path number if your print fails and you want to recov-
er the print from a specic path. This funcon removed all paths before this specied number from the print job.
Arguments
Name Units Default Descripon
- - - -
Name Units Default Descripon
Path number - 1 The number of the path to start the print from
54
Advanced XDFL Manipulaon with Manipulator™
Example
Let’s say a 5 hour print fails are path 190 because you ran out of material or the p clogged. Write down the number of the
path it is on in Seraph Print, cancel the print. Move the print to X=0 Y=0 and the current layer height. Then use this tool to
make a new print job from that path, and run this new print job.
Merge (for Multi-Material Printing)
Function
This funcon merges mulple XDFL les together to make a new mul-material XDFL le. All of the materials are kept, even
if they are unused in the le. The system assumes that both les are aligned to the same origin. The merged le will be sort-
ed by layer height to make the print order for the layers.
Arguments
There are mulple arguments of the same name, you only need to ll a value for as many les as you are merging together.
Example
Let’s say you want to make a combinaon of two materials, but don’t have a toolscript for the combinaon. You can align
the STLs in seraph studio and record their XYZ posions form the menu on the right. Then remove the STLs for material 2
and path material 1 and save an XDFL le. Then remove the STLs and place the STLs using the corrdinate you recorded be-
fore and make a new XDFL le for material 2 and save it. Then merge the two les together into a new le using this tool.
Let’s say you have an STL le and a set of paths you generated from code in matlab. You can use the XDFL from the STL le
and the XDFL wrien in matlab code to make a new print job. Use this tool to merge the two sets of paths together.
Name Units Default Descripon
File name - - The locaon of the le to merge
55
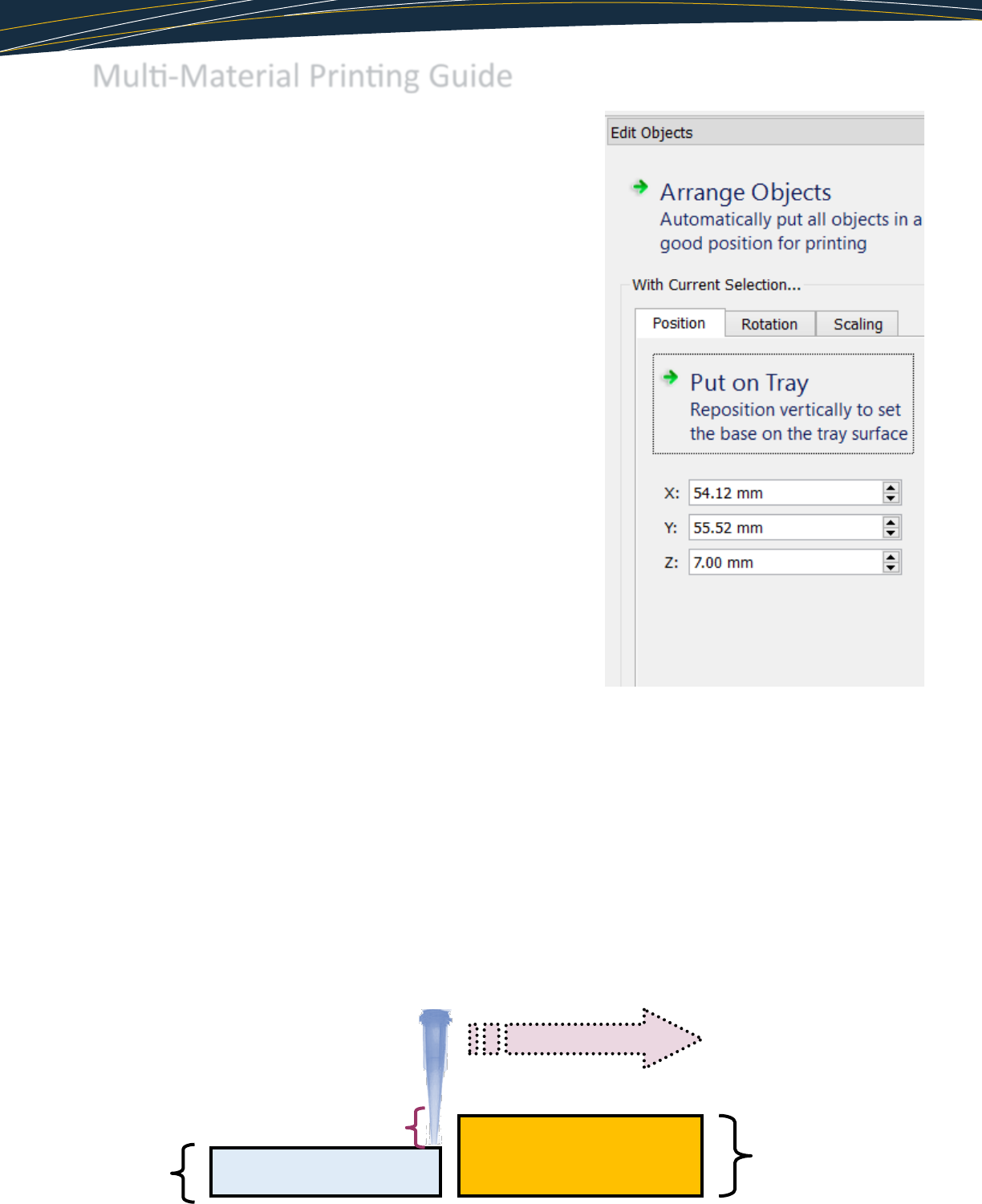
Mul-Material Prinng Guide
Let's say that you want to print a multi-material object. The
simplest way to do this using Seraph software is to create two
separate XDFL files and merge them.
The first file would contain the geometry of all areas of the
print using material number one, and the second file would
contain geometry of the print using all areas of material num-
ber two. Of course, it is possible to extend this prototypical
case and use more than two STL files to accommodate two or
more materials in this fashion.
The process begins by selecting the first material's STL file
and placing it on the build surface using Seraph Studio. The
user should make note of the X, Y, and Z positions of the first
STL object and create an XDFL file.
Using this information, the user should then clear the build sur-
face on Seraph Studio and on to an empty virtual build sur-
face, import the second material STL object. Then, place the
second STL object in the appropriate position relative to the
first, using the "Edit" tab on the program to manually input the
correctly offset XYZ position. A second XDFL file should then
be created containing only the information regarding the path-
ing instructions for the second STL file. The user should now
have two XDFL files, each containing the respective paths for
their object and material.
With the to appropriately positioned XDFL files created, the user must now launch the "Manipulator" from
Lab Manager and select the "Merge" tool. This tool will merge the two separate XDFL files into a single
XDFL file containing all of the instructions for the printer to simultaneously print both materials. Unlike print-
ing these two XDFL files in succession, using the merge tool will sort their XDFL commands by layer, allow-
ing a successful print comprised of multiple materials per layer.
Please refer to the instructions in the section discussing the Manipulator Tool for more detailed information
on the Merge tool. Also note that for your print to be successful the z-heights of the two or more materials
should be the same or nearly the same to ensure that one syringe does not interfere with printed material of
another. See diagram below, which illustrates how a big z-height (path/layer height) difference is problem-
atic because the tool will crash. To avoid this problem, tell the Merge program a “clearance height” and it
will lift the head by that amount between materials to avoid crashing. This will allow you to circumvent the
problem described below.
Material 1
Material 2
Z-Height 1 Z-Height 2
Tool head moon
Z-height dierence

56
57

58
59

60
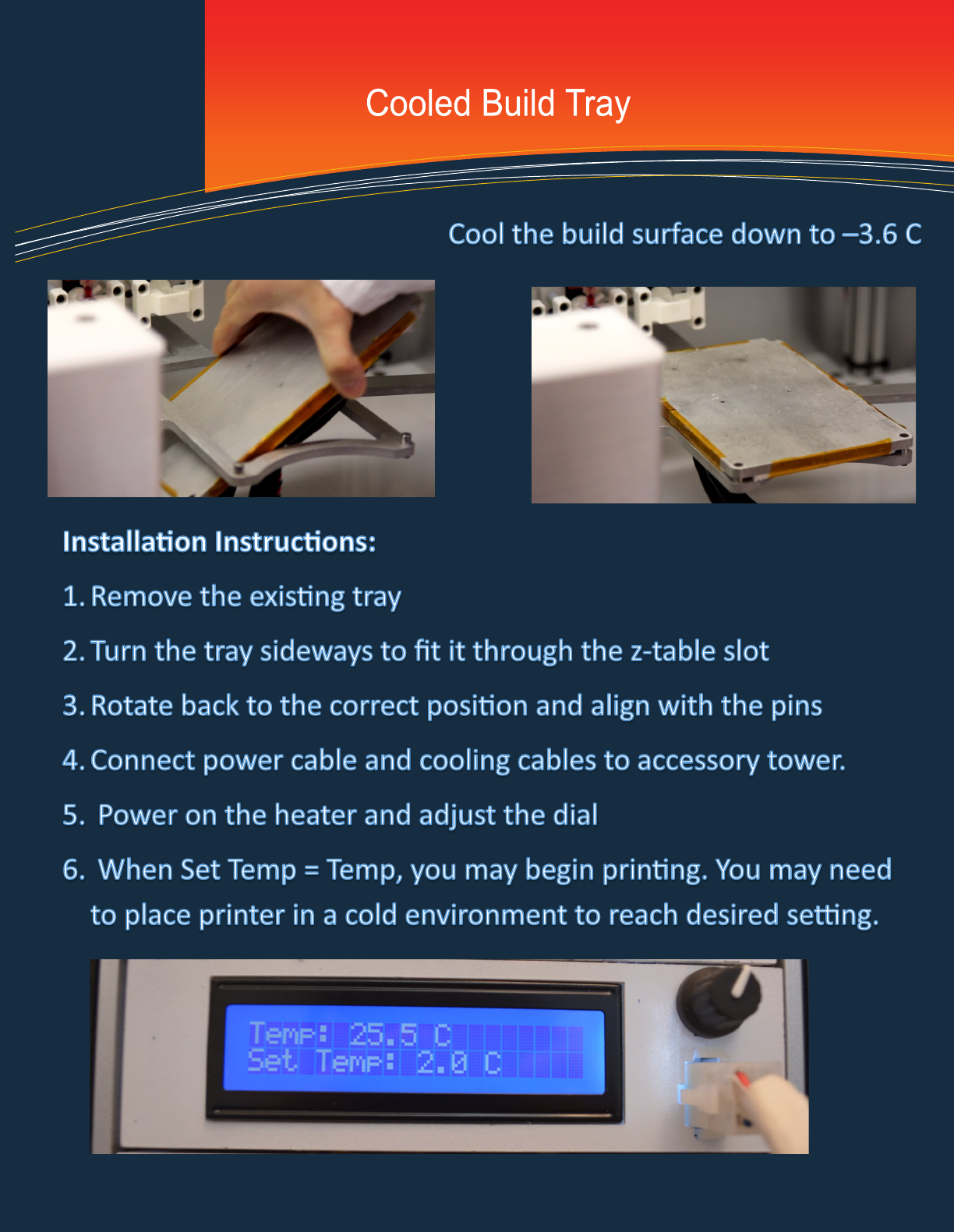
1) Install the tray by the sliding it underneath the Z table at 90° to its final position pulling it through the
rectangular hole, and turning it another 90° to its proper orientation, and resting it on the appropriate pegs. The
cord should exit the tray through the rectangular hole in the Z-table. (See cooling tray for reference.)
2) Connect to Accessory Tower. Grab the thermocouple by the yellow plastic connector and plug it into
the appropriate bay on the accessories tower, and connect the white power supply connector alongside it. Do
not connect or disconnect by pulling on the wires, as they are 120 V connections. (Never touch exposed wire
when the unit is plugged in!)
3) To use the heater, turn on the accessory tower power supply and then turn on the heating bay power supply.
4) Press “set” and use the arrow keys to set the desired temperature. Press “set” again, to confirm selection.
5) The current temperature will appear on the display and rise to your selected temperature. The green
light on the controls indicates that the heater is active.
6) Begin Use. When the temperature reaches your desired temperature, proceed cautiously with your
experiments.
7). When done you may select a new lower desired temperature or shut off the device power. Be sure to
allow the tray to cool to room temperature before touching it to avoid burns! Ensure you have proper procedures
in place to prevent others from touching printer while any hazardous parts (e.g. heating, UV, or toxic chemicals)
61
62

63
64
Recommended Materials: ABS/PLA lament
65
Plasc Prinng Guide
66
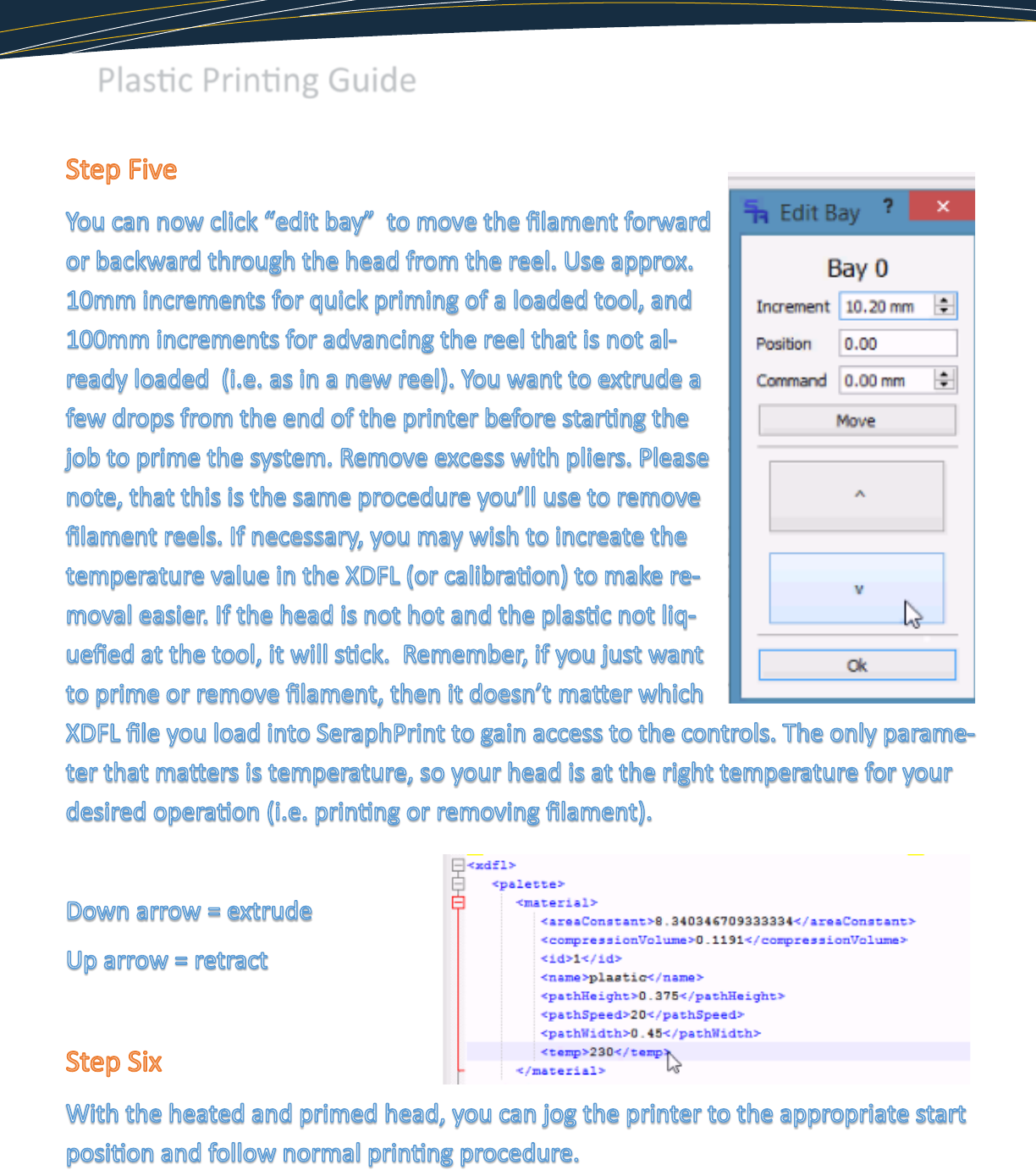
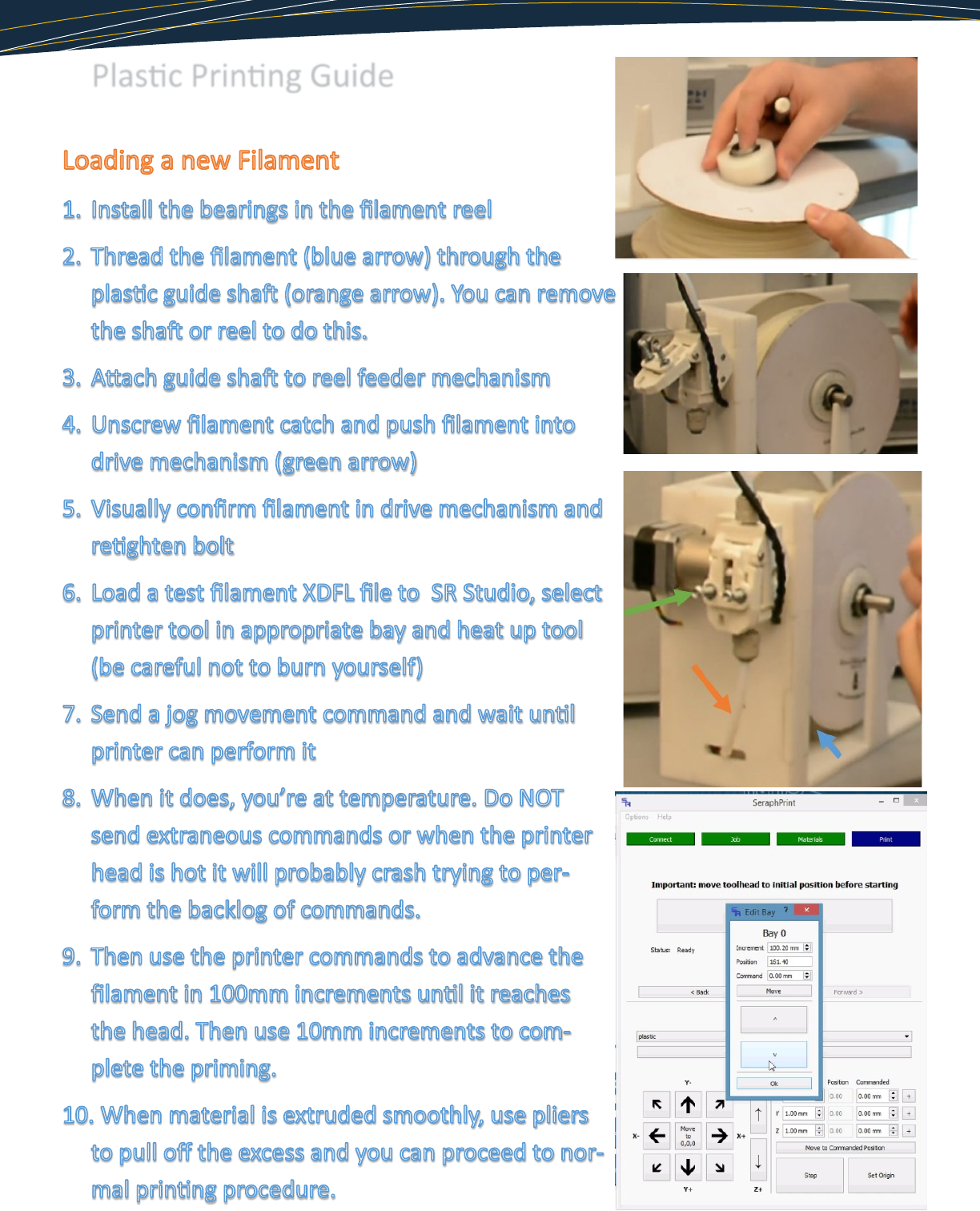
Plasc Prinng Guide
67
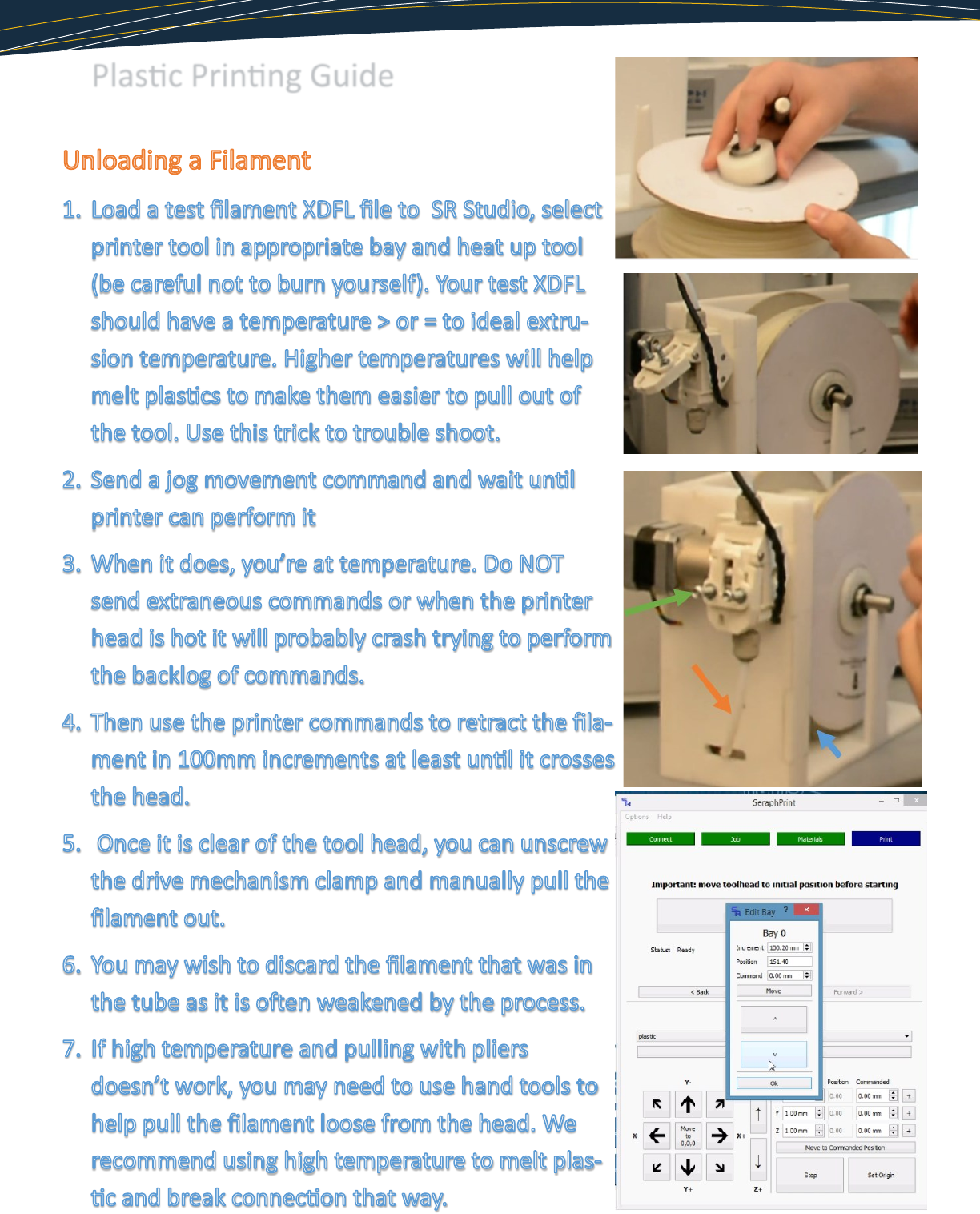
Plasc Prinng Guide
68
Plasc Prinng Guide

69

70
Any commercial document or technical
information provided to you is confi-
dential and should not be shared or
used without the express written per-
mission of Seraph Robotics, Inc. All
orders subject to Seraph Robotics’
Terms and Conditions which override
any standard conditions provided by
buyer at any time. Please ask for a
copy of our standard terms and condi-
tions, if not provided. Each purchased
unit entitles user to only one license to
software to be used as contemplated
by seller solely for the operation of
Scientist™ printer purchased. Buyer is
solely and wholly responsible for the
safe operation of any equipment pur-
chased. No returns, refunds, exchang-
es. In an effort to provide the best
customer service, we offer paid tech
support based on availability. Buy is
responsible for all taxes and fees,
whether levied on buyer or seller.
Payment is typically due prior to ship-
ment of a unit by check or wire trans-
fer.
