HN Series Technical Procedure, Lit. No. 17730 227 Rev. C 4490 Procedure.aspx,
User Manual: 4490 Series
Open the PDF directly: View PDF ![]() .
.
Page Count: 56

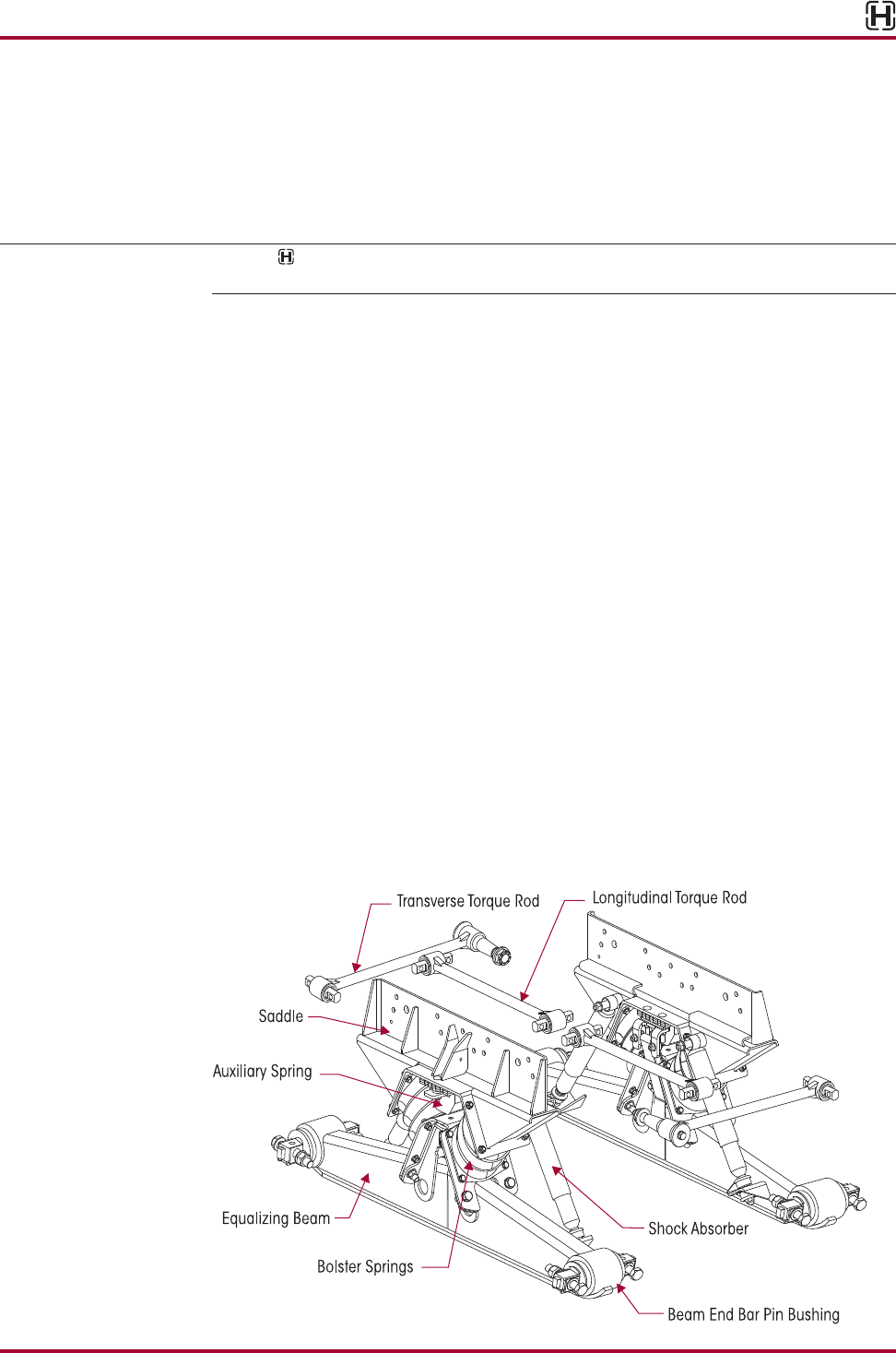
HN® Series Rear Suspension
SUBJECT: Service Instructions
LIT NO: 17730-227
DATE: August 2013 REVISION: C
TABLE OF CONTENTS
Section 1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . 2
Section 2 Product Description . . . . . . . . . . . . . . . . . . 2
Section 3 Important Safety Notice. . . . . . . . . . . . . . . 4
Section 4 Special Tools . . . . . . . . . . . . . . . . . . . . . . . . 7
Section 5 Parts Lists . . . . . . . . . . . . . . . . . . . . . . . . . . 8
Section 6 Preventive Maintenance . . . . . . . . . . . . . 16
Hendrickson Recommended Preventive
Maintenance Intervals . . . . . . . . . . . . . . . 16
Component Inspection . . . . . . . . . . . . . . . . . 17
Axle Bracket . . . . . . . . . . . . . . . . . . . . . . . . . 18
Equalizing Beam End Connection . . . . . . . . . 18
Bar Pin End Bushing . . . . . . . . . . . . . . . . . . 20
Bar Pin Shim . . . . . . . . . . . . . . . . . . . . . . . . 20
Longitudinal and Transverse Torque Rod . . . . 21
Bolster Spring . . . . . . . . . . . . . . . . . . . . . . . . 21
Auxiliary Spring . . . . . . . . . . . . . . . . . . . . . . 22
Shock Absorber . . . . . . . . . . . . . . . . . . . . . . 23
Rebound Strap . . . . . . . . . . . . . . . . . . . . . . . 24
Section 7 Alignment & Adjustments . . . . . . . . . . . . 25
Drive Axle Alignment Inspection Procedure . . 25
Bar Pin Alignment . . . . . . . . . . . . . . . . . . . . . 26
Bar Pin Alignment Shim . . . . . . . . . . . . . . . . 28
Auxiliary Spring Shim Evaluation. . . . . . . . . . 29
Auxiliary Spring Shim Adjustment . . . . . . . . . 30
Section 8 Component Replacement . . . . . . . . . . . . 31
Fasteners . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
Saddle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
Auxiliary Spring . . . . . . . . . . . . . . . . . . . . . . 33
Rebound Strap . . . . . . . . . . . . . . . . . . . . . . . 34
Bolster Spring . . . . . . . . . . . . . . . . . . . . . . . . 35
Vee Bracket . . . . . . . . . . . . . . . . . . . . . . . . . 36
Shock Absorber . . . . . . . . . . . . . . . . . . . . . . 37
Equalizing Beam . . . . . . . . . . . . . . . . . . . . . 38
Bar Pin End Bushing . . . . . . . . . . . . . . . . . . . 43
Longitudinal Torque Rod . . . . . . . . . . . . . . . . 46
Transverse Torque Rod . . . . . . . . . . . . . . . . . 46
Torque Rod Bushing . . . . . . . . . . . . . . . . . . . 47
Section 9 Troubleshooting Guide . . . . . . . . . . . . . . 49
Section 10 Torque Speci cations . . . . . . . . . . . . . . . 50
HN® Series
Introduction 2 17730-227
SECTION 1
Introduction
This publication is intended to acquaint and assist maintenance personnel in the preven-
tive maintenance, service, repair and rebuild of the HN® Series suspension system. Refer to
Hendrickson Technical Publication 17730-285 for Fire/Rescue vehicles.
NOTE Use only Hendrickson parts for servicing this suspension system, see the Parts List Section of
this publication for component replacement parts.
It is important to read and understand the entire Technical Procedure publication prior to per-
forming any maintenance, service, repair, or rebuild of this product. The information in this
publication contains parts lists, safety information, product specifications, features, proper main-
tenance and rebuild instructions for the HN Series suspension system.
Hendrickson reserves the right to make changes and improvements to its products and
publications at any time. Contact Hendrickson Tech Services for information on the latest ver-
sion of this manual at 1-866-755-5968 (toll-free U.S. and Canada), 1-630-910-2800 (outside
U.S. and Canada) or e-mail: techservices@hendrickson-intl.com.
The latest revision of this publication is also available online
at www.hendrickson-intl.com.
SECTION 2
Product Description
The HN 402/462/522 suspension systems uses VariRate® spring system which delivers a com-
bination of superior stability, articulation and ride. Proven with extensive lab & vehicle durability
testing, suspension weight has been reduced through innovative suspension design.
The vehicle manufacturer determines the vehicle capacity. To help determine the vehicle capac-
ity, use the VIN number and contact the vehicle manufacturer. See the Parts List Section of this
publication to assist with identifying replacement parts.
FIGURE 2-1 HN 462

HN® Series
17730-227 3 Product Description
■ Auxiliary springs — Engages while loaded to provide added stability when dumping or
maneuvering.
■ Bar pin end connection — Rugged axle connection extends bushing life and allows easy
axle alignment capability for accurate wheel tracking, improved tire life and serviceability.
■ Equalizing beam — Formed and robotically-welded equalizing beam design eliminates
center bushings and lubrication requirements — significantly reducing scheduled mainte-
nance. It provides a narrow profile for weight savings; distributes load equally between both
axles for improved traction; lowers the center of gravity to increase stability and establishes
a solid axle connection for improved handling.
■ Rubber bolster springs — Lightweight, diagonally mounted rubber bolster springs deliver
a smooth ride and outstanding articulation in empty or lightly loaded conditions. The wide
spring centers enhance stability and eliminate need for cross tube.
■ Saddle and frame brackets — Weight-saving, high-strength design increases carrying
capacity and durability.
■ Shock absorbers — Integrated design reduces axle hop and enhances ride quality.
■ ULTRA RODS® — Heavy duty forgings reduce weight; yet provide improved durability over
conventional rods. Transverse rods ensure maximum lateral axle control and straight line
suspension stability and Longitudinal rods are engineered to optimize resistance to wind
up during acceleration and braking hence improve cornering by controlling lateral forces.
ULTRA ROD’s unique bonded bushing greatly increases its service life. By eliminating the
outer metal sleeve, Hendrickson made re-bushing faster and easier.
■ VariRate® Spring System — Delivers a combination of superior stability, articulation and
ride. System can be tailored to meet the specific needs of unique vehicle applications
HN® SERIES SPECIFICATIONS
HN 402 HN 462 HN 522
Installed Weight1 935 lbs. 948 lbs. 955 lbs.
(54 inch axle spacing)
Suspension Rating 40,000 lbs. 46,000 lbs. 52,000 lbs.
GVW Approval2 73,000 lbs. 80,000 lbs. 80,000 lbs.
GCW Approval 160,000 lbs. 190,000 lbs. 245,000 lbs.
Site Travel Rating3 55,000 lbs. 60,000 lbs. 65,000 lbs.
Diagonal Articulation4 17" 17" 17"
Lift Axles3 Approved Approved Approved
Axle Spacing 52", 54", 60", 72.5" 54", 60", 72.5" 54", 60"
Wheel Base Restriction None None None
HN Series suspensions are intended for a wide range of applications*, including dump, refuse, mixer and logging . If you
have any questions, contact Hendrickson or your local truck dealer.
1 Installed weight includes complete suspension, torque rods, axle brackets, shock absorbers and frame brackets.
2 Contact Hendrickson for applications that may exceed GVW approval ratings.
3 Site Travel Rating — Operators using vehicles equipped with liftable pusher or tag axles must not exceed published rat-
ings. Ratings are limited to no more than 5 percent of vehicle operation at speed not to exceed 5 mph. Liftable pusher or
tag axles should only be raised (or unloaded) to improve vehicle maneuverability in off-road use or when vehicle is empty.
Site trave ratings are consistent with published axle manufacturer’s limitations. Axle and suspension site travel specifica-
tions must not be exceeded.
4 Suspension articulation may exceed vehicle’s capability and may be limited by vehicle manufacturer; vehicle manufac-
turer installed axle stops may restrict suspension’s articulation.
* Not approved for tractor applications.
HN® Series
Important Safety Notice 4 17730-227
SECTION 3
Important Safety Notice
Proper maintenance, service and repair is important to the reliable operation of the suspension.
The procedures recommended by Hendrickson and described in this technical publication are
methods of performing such maintenance, service and repair.
The warnings and cautions should be read carefully to help prevent personal injury and to
assure that proper methods are used. Improper maintenance, service or repair may damage
the vehicle, cause personal injury, render it unsafe in operation, or void manufacturer’s warranty.
Failure to follow the safety precautions in this manual can result in personal injury and/or
property damage. Carefully read and understand all safety related information within this pub-
lication, on all decals and that provided by the vehicle manufacturer before conducting any
maintenance, service or repair.
EXPLANATION OF SIGNAL WORDS
Hazard “Signal Words” (Danger-Warning-Caution) appear in various locations throughout this
publication. Information accented by one of these signal words must be observed to help mini-
mize the risk of personal injury to service personnel, or possibility of improper service methods
which may damage the vehicle or render it unsafe.
This is the safety alert symbol. It is used to alert you to potential personal injury
hazards. Obey all safety messages that follow this symbol to avoid possible injury
or death.
Additional Notes or Service Hints are utilized to emphasize areas of procedural importance and
provide suggestions for ease of repair. The following definitions indicate the use of these signal
words as they appear throughout the publication.
INDICATES AN IMMINENTLY HAZARDOUS SITUATION WHICH, IF NOT AVOIDED, WILL RESULT IN
SERIOUS INJURY OR DEATH.
INDICATES A POTENTIAL HAZARDOUS SITUATION WHICH, IF NOT AVOIDED, CAN RESULT IN SERIOUS
INJURY OR DEATH.
INDICATES A POTENTIAL HAZARDOUS SITUATION WHICH, IF NOT AVOIDED, MAY RESULT IN MINOR OR
MODERATE INJURY.
NOTE An operating procedure, practice condition, etc. which is essential to emphasize.
SERVICE HINT A helpful suggestion that will make the servicing being performed a little easier and/or faster.
Also note that particular service operations may require the use of special tools designed for spe-
cific purposes. These special tools can be found in the Special Tools Section of this publication.
The torque symbol alerts you to tighten fasteners to a specified torque value. Refer to Torque
Specifications Section of this publication.
HN® Series
17730-227 5 Important Safety Notice
SAFETY PRECAUTIONS
FASTENERS
DISCARD USED FASTENERS. ALWAYS USE NEW FASTENERS TO COMPLETE A REPAIR. FAILURE TO DO
SO COULD RESULT IN FAILURE OF THE PART, OR MATING COMPONENTS, LOSS OF VEHICLE CONTROL,
PERSONAL INJURY, OR PROPERTY DAMAGE.
LOOSE OR OVER TORQUED FASTENERS CAN CAUSE COMPONENT DAMAGE, LOSS OF VEHICLE
CONTROL, PROPERTY DAMAGE, OR SEVERE PERSONAL INJURY. MAINTAIN CORRECT TORQUE
VALUES AT ALL TIMES. CHECK TORQUE VALUES ON A REGULAR BASIS AS SPECIFIED USING A
TORQUE WRENCH THAT IS REGULARLY CALIBRATED. TORQUE VALUES SPECIFIED IN THIS TECHNICAL
PUBLICATION ARE FOR HENDRICKSON SUPPLIED FASTENERS ONLY. IF NON-HENDRICKSON
FASTENERS ARE USED, FOLLOW TORQUE SPECIFICATION LISTED IN THE VEHICLE MANUFACTURER’S
SERVICE MANUAL.
LOAD CAPACITY
ADHERE TO THE PUBLISHED CAPACITY RATINGS FOR THE SUSPENSION. ADD-ON AXLE ATTACHMENTS
AND OTHER LOAD TRANSFERRING DEVICES CAN INCREASE THE SUSPENSION LOAD ABOVE ITS
RATED AND APPROVED CAPACITIES, WHICH CAN RESULT IN COMPONENT DAMAGE AND LOSS OF
VEHICLE CONTROL, POSSIBLY CAUSING PERSONAL INJURY OR PROPERTY DAMAGE.
MODIFYING COMPONENTS
DO NOT MODIFY OR REWORK PARTS WITHOUT AUTHORIZATION FROM HENDRICKSON. DO NOT
SUBSTITUTE REPLACEMENT COMPONENTS NOT AUTHORIZED BY HENDRICKSON. USE OF MODIFIED,
REWORKED, SUBSTITUTE OR REPLACEMENT PARTS NOT AUTHORIZED BY HENDRICKSON MAY NOT
MEET HENDRICKSON’S SPECIFICATIONS, AND CAN RESULT IN FAILURE OF THE PART, LOSS OF
VEHICLE CONTROL, POSSIBLE PERSONAL INJURY OR PROPERTY DAMAGE, AND WILL VOID ANY
APPLICABLE WARRANTIES. USE ONLY HENDRICKSON AUTHORIZED REPLACEMENT PARTS.
TORCH/WELDING
DO NOT USE A CUTTING TORCH TO REMOVE ANY FASTENERS. THE USE OF HEAT ON SUSPENSION
COMPONENTS WILL ADVERSELY AFFECT THE STRENGTH OF THESE PARTS. A COMPONENT DAMAGED
IN THIS MANNER CAN RESULT IN THE LOSS OF VEHICLE CONTROL AND POSSIBLE PERSONAL INJURY
OR PROPERTY DAMAGE.
EXERCISE EXTREME CARE WHEN HANDLING OR PERFORMING MAINTENANCE IN THE AREA OF THE
EQUALIZING BEAM. DO NOT CONNECT ARC WELDING GROUND LINE TO THE EQUALIZING BEAM. DO
NOT STRIKE AN ARC WITH THE ELECTRODE ON THE EQUALIZING BEAM AND AXLE. DO NOT USE HEAT
NEAR THE EQUALIZING BEAM ASSEMBLY. DO NOT NICK OR GOUGE THE EQUALIZING BEAM. SUCH
IMPROPER ACTIONS CAN DAMAGE THE EQUALIZING BEAM ASSEMBLY, AND CAN CAUSE LOSS OF
VEHICLE CONTROL AND POSSIBLE PERSONAL INJURY OR PROPERTY DAMAGE.
PERSONAL PROTECTIVE EQUIPMENT
ALWAYS WEAR PROPER EYE PROTECTION AND OTHER REQUIRED PERSONAL PROTECTIVE
EQUIPMENT TO HELP PREVENT PERSONAL INJURY WHEN PERFORMING VEHICLE MAINTENANCE,
REPAIR OR SERVICE.
PROCEDURES AND TOOLS
A TECHNICIAN USING A SERVICE PROCEDURE OR TOOL WHICH HAS NOT BEEN RECOMMENDED
BY HENDRICKSON MUST FIRST SATISFY HIMSELF THAT NEITHER HIS SAFETY NOR THE VEHICLE’S
SAFETY WILL BE JEOPARDIZED BY THE METHOD OR TOOL SELECTED. INDIVIDUALS DEVIATING IN
ANY MANNER FROM THE INSTRUCTIONS PROVIDED WILL ASSUME ALL RISKS OF CONSEQUENTIAL
PERSONAL INJURY OR DAMAGE TO EQUIPMENT INVOLVED.
SUPPORT THE VEHICLE PRIOR TO SERVICING
DO NOT AT ANY TIME WORK AROUND OR UNDER A VEHICLE SUPPORTED ONLY ON LIFTING DEVICES.
THE VEHICLE MUST BE SECURELY CHOCKED AND SUPPORTED ON RIGID STANDS OF SUFFICIENT
STRENGTH BEFORE WORK MAY COMMENCE.
HN® Series
Important Safety Notice 6 17730-227
TRANSVERSE RODS
THE HN 402/462/522 SUSPENSION INCORPORATE TRANSVERSE RODS FOR VEHICLE STABILITY. IF
THESE COMPONENTS ARE DISCONNECTED OR ARE NON-FUNCTIONAL, THE VEHICLE SHOULD NOT
BE OPERATED. FAILURE TO DO SO CAN RESULT IN ADVERSE VEHICLE HANDLING, LOSS OF VEHICLE
CONTROL, POSSIBLE TIRE CONTACT WITH THE FRAME, PREMATURE COMPONENT DAMAGE, OR
SEVERE PERSONAL INJURY.
PARTS CLEANING
SOLVENT CLEANERS CAN BE FLAMMABLE, POISONOUS, AND CAUSE BURNS. TO HELP AVOID
SERIOUS PERSONAL INJURY, CAREFULLY FOLLOW THE MANUFACTURER’S PRODUCT INSTRUCTIONS
AND GUIDELINES AND THE FOLLOWING PROCEDURES:
1. WEAR PROPER EYE PROTECTION.
2. WEAR CLOTHING THAT PROTECTS YOUR SKIN.
3. WORK IN A WELL-VENTILATED AREA.
4. DO NOT USE GASOLINE OR SOLVENTS THAT CONTAIN GASOLINE. GASOLINE CAN EXPLODE.
5. HOT SOLUTION TANKS OR ALKALINE SOLUTIONS MUST BE USED CORRECTLY. FOLLOW THE
MANUFACTURER’S RECOMMENDED INSTRUCTIONS AND GUIDELINES CAREFULLY TO HELP
PREVENT PERSONAL ACCIDENT OR INJURY.
DO NOT USE HOT SOLUTION TANKS OR WATER AND ALKALINE SOLUTIONS TO CLEAN GROUND OR
POLISHED PARTS. DOING SO WILL CAUSE DAMAGE TO THE PARTS AND VOID WARRANTY.
HN® Series
17730-227 7 Special Tools
SECTION 4
Special Tools
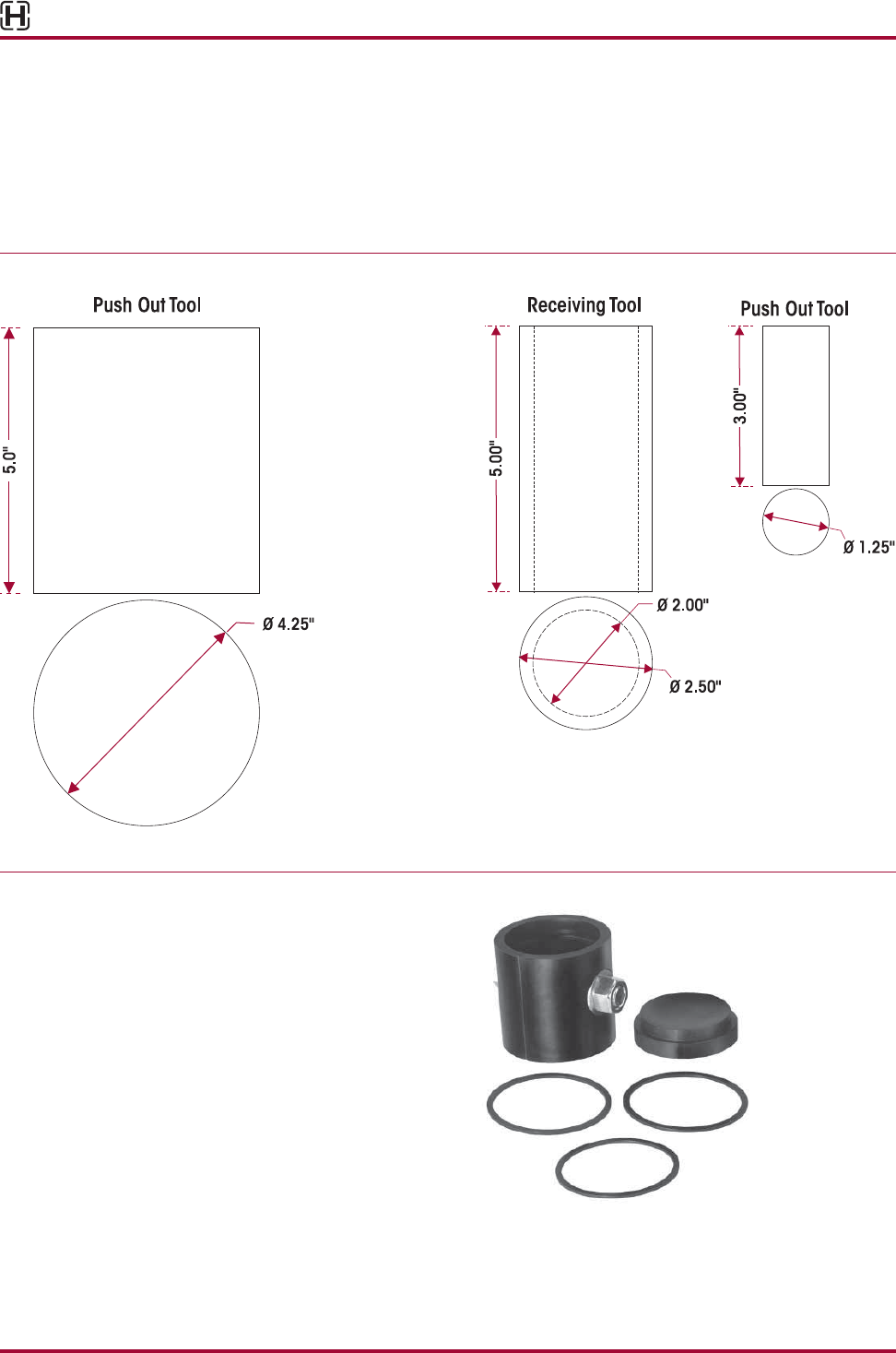
These shop made tools are designed to remove and install rubber mounted torque rod bushings. The shop made tool set will
service both the straddle mount and the tapered stud bushings. Bushing tools are made from cold rolled steel or equivalent.
Drawings are for reference only. Hendrickson does not supply these tools.
BAR PIN END BUSHING TOOL TORQUE ROD BUSHING TOOLS
BAR PIN ADAPTER SET TOOL
OTC Tool No. 1757
Servicing bar pin end bushings used on Hendrickson HN
equalizing beam suspensions requires the use of special
tooling.
OTC’s No. 1757 adapter set is used with the equalizing beam
removed from the truck, and in conjunction with OTC No.
51100 press plate and a 100 ton hydraulic shop press.
To order, contact OTC, 507.455.7000 or
visit: www.otctools.com for an OTC distributor.
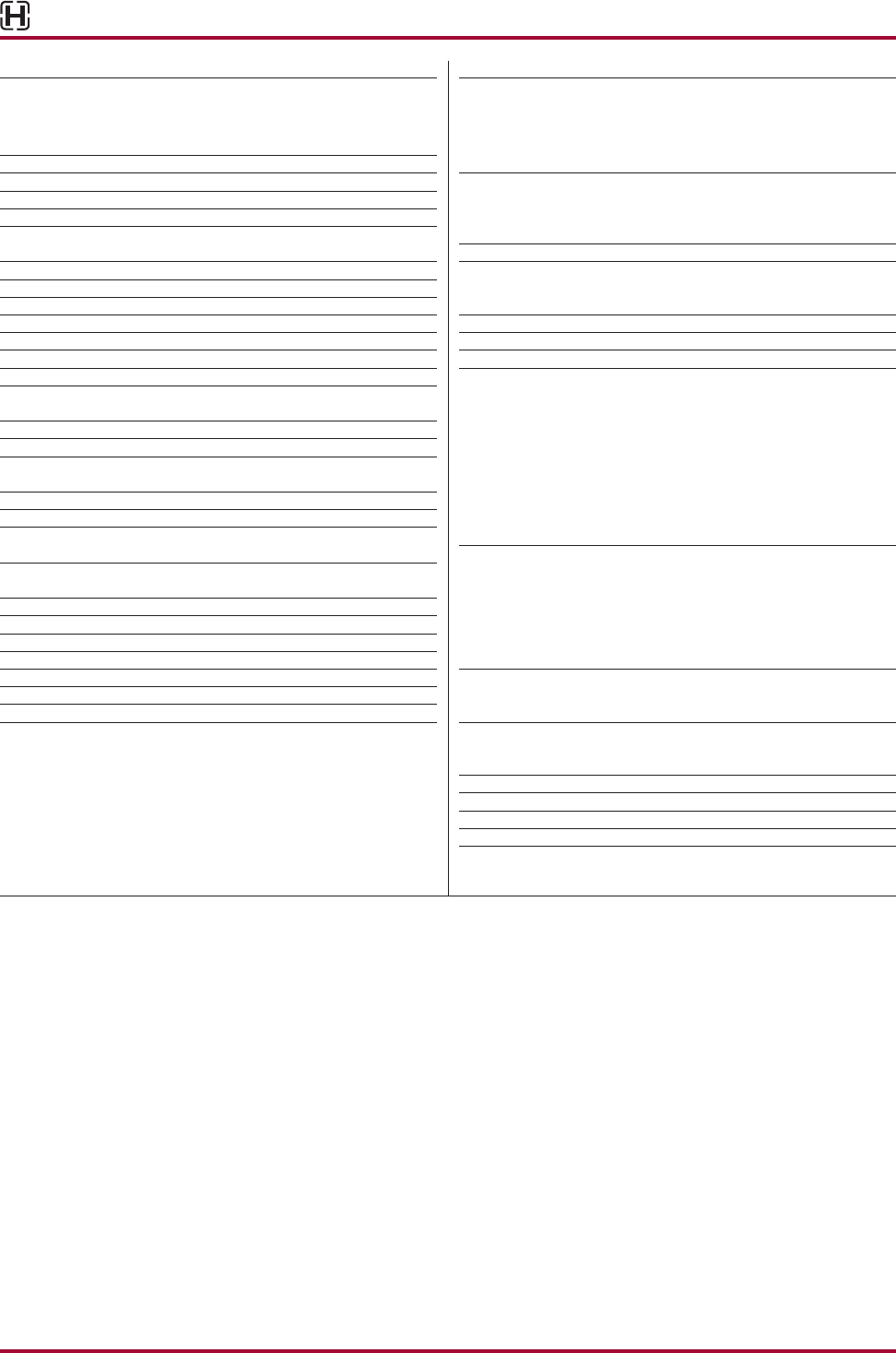
Parts Lists 8 17730-227
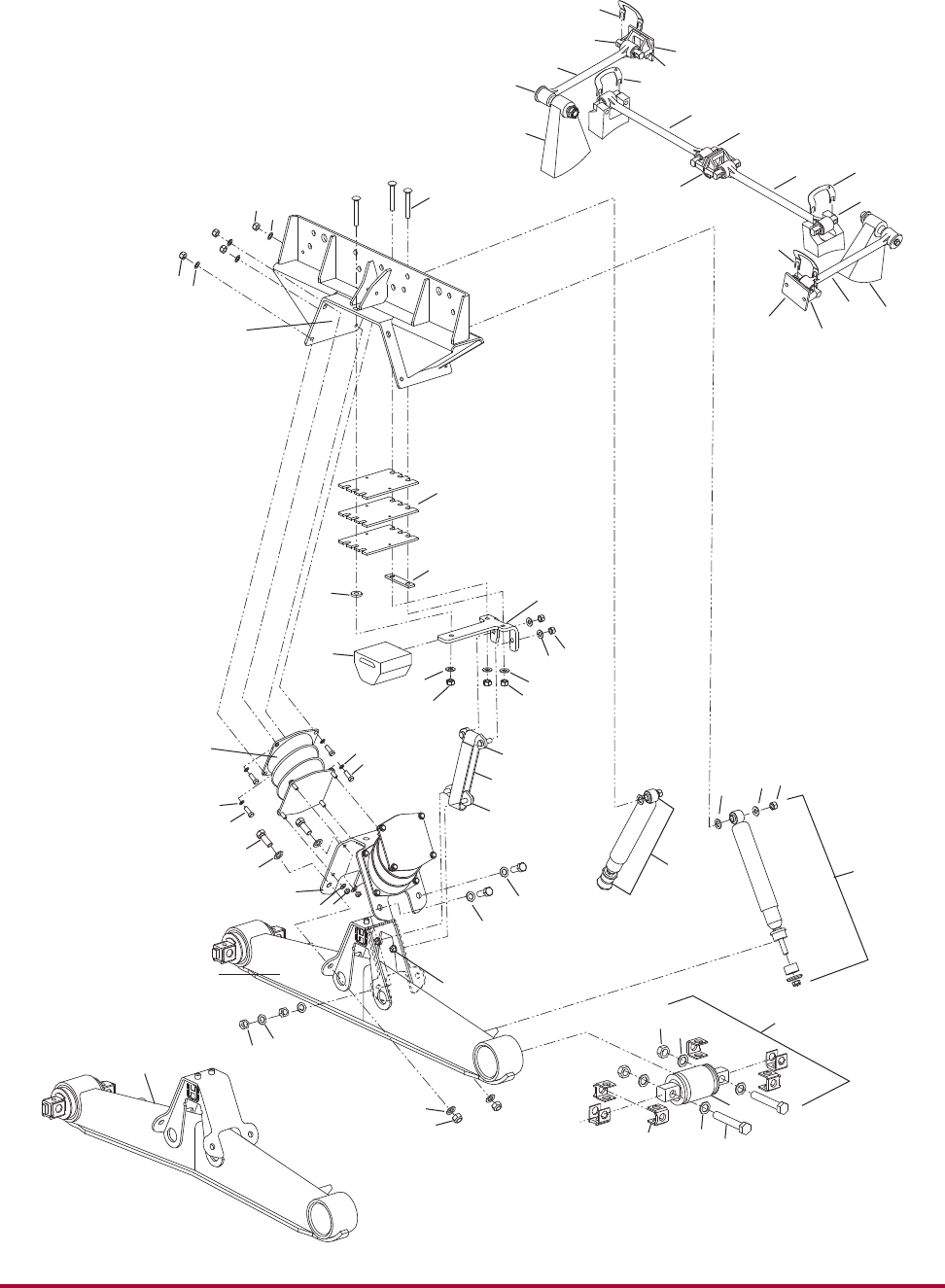
SECTION 5
Parts Lists
HN® 402/462/522 – Vehicles built after 11/00
45
1
8
37
37
38
33
33
38 37
34 39
7
16
17
6
9
53
10
2
5
3
19
20
18 54
26c
26a,b
20
21
20
21
15
14
13
11
12
23 25 24
22 22
20
19
13,14
45
35a,b
35a,b
34
35a,b
36a,b
39
28
29 30
31
31
32 27
40
40
40
40
9
10
12
17730-227 9 Parts Lists
KEY NO. PART NO. DESCRIPTION NO.REQ. KEY NO. PART NO. DESCRIPTION NO.REQ.
HN® 402/462/522 – Vehicles built after 11/00
1 HN 402/462/522 Saddle Assembly, 2
See Figure 1 below, Includes Key Nos. 2-18
60686-0XX 16½",17½", or 18½"
58650-0XX 20¼" or 22½"
60879-000L Bolster Spring Kit, One Set, (2 pc)
Includes Key No. 3
2 *Bolster Spring 4
3 25114-011
7
/
16
"-20 UNF 1.25" Bolt 32
4 48949-000
7
/
16
"-20 UNF-2B Locknut 32
5 22962-027
7
/
16
" Washer 64
6 60314-000 Auxiliary Spring 2
7 58960-003 Auxiliary Spring Shim 6
8 58196-005 ½"-13 UNC Round Head Square Neck 3.25" Bolt 6
9 22962-011 ½" Washer 6
10 49846-000 ½"-13 UNC-2A Locknut 6
11 57878-003 Rebound Strap 2
60639-000 Anchor Plate Assembly, Includes Key Nos. 12-14 4
12 *Anchor Plate 4
13 *½" Washer 8
14 *½"-13 UNC-2A Locknut 8
15 58948-001 Auxiliary Spring Mounting Plate 2
16 58949-000 Auxiliary Spring Mounting Plate Shim 2
(Inboard - ¼" thick)
17 22962-020 Outboard Spacer (¼" thick) 2
18 58343-001 Saddle Vee Bracket 2
58440-001 Vee Bracket Fastener Kit, One Side,
Includes Key Nos. 19-21
19 50764-006 ¾"-10 UNC-2A Hex Head Bolt 8
20 22962-001 ¾" Washer 16
21 49842-000 ¾"-10 UNC-2B Locknut 8
22 60680-003L Shock Absorber 4
23 22962-001 ¾" Washer 4
24 30585-000
5
/
8
" Upper Shock Locknut 4
25 22962-004
5
/
8
" Upper Shock Washer 4
26 a Equalizing Beam Assembly 2
58494-001 HN 462, 54" Non-Shim Type
58494-002 HN 462, 54" Shim Type
58494-005 HN 402/462, 60" Non-Shim Type
58494-006 HN 402/462, 60" Shim Type
58494-009 HN 402/462, 72.5" Non-Shim Type
58494-010 HN 402/462, 72.5" Shim Type
b 59973-003 HN 522, 54" Shim Type
c Equalizing Beam Assembly 2
57889-004 HN 402, 52" Non-Shim Type
57889-005 HN 402, 52" Shim Type
57889-001 HN 402, 54" Non-Shim Type
57889-002 HN 402, 54" Shim Type
27 Bar Pin End Bushing Service Kit, One Wheel End,
Includes Key Nos. 28-32
34013-088L Shim Type
34013-188L Rotating, Shim Type
28 *Bar Pin End Bushing 4
29 Bar Pin Shim 8
50130-000 0.19" /0.19"
50131-000 0.25"/0.12" (Not shown)
30 48941-000 1"-8 UNC 6.0" Hex Bolt 4
31 22962-008 1" Hardened Washer 8
32 48942-000 1"-8 UNC Locknut 4
33 Longitudinal Torque Rod Assembly
**One-piece Straddle/Straddle
• ULTRA ROD®, Includes Key No. 35a
62000-XXX Front, Specify Length in mm 1
62001-XXX Rear, Specify Length in mm 1
• ULTRA ROD® PLUS™, Includes Key No. 35b
72000-XXX Front, Specify Length in mm 1
72001-XXX Rear, Specify Length in mm 1
**Two-Piece Straddle/Straddle Kit
60218-000 • ULTRA ROD, Includes Key No. 35a
34 ***Transverse Torque Rod Assembly 2
**One-piece Straddle/Taper, Specify Length in mm
62350-XXX • ULTRA ROD, Includes Key No. 35a-36a
72350-XXX • ULTRA ROD PLUS, Includes Key No. 35b-36b
**Two-Piece Straddle/Taper Kit,
60215-000 • ULTRA ROD, Includes Key No. 35a-36a
65781-000 • ULTRA ROD PLUS, Includes Key No. 35b-36b
35 Straddle Bushing 4
a 47691-000 ULTRA ROD
b 64400-002L ULTRA ROD PLUS
36 Taper Bushing 2
a 64697-000H ULTRA ROD
b 64400-004L ULTRA ROD PLUS
37 22186-000 Torque Rod Frame Bracket 4
38 45045-003 Backup Plate 2
39 ****Torque Rod Axle Bracket 2
40 49689-000 Torque Rod Shim (As Required)
Not Shown 70867-001 Torque Rod Bushing P-80 Lubricant -10 ml.
(per each bushing)
NOTE: Equalizing beam axle brackets for drive axles are supplied by the axle manufacturer.
* Item included in assembly/kit only, part not sold separately.
** Hendrickson’s part number is stamped on the torque rod for identi cation. Be sure to include the suf x number when ordering, this number indicates torque
rod length. The Hendrickson 2-piece torque rods can be used to create the desired length, see Torque Rod Selection Guide Literature No. 45745-148.
*** Transverse torque rods are mandatory for HN Suspension regardless of axle spacing, see Literature No. 59310-004 for more information.
**** Not supplied by Hendrickson, used for reference only, refer to the vehicle manufacturer for more information. Hendrickson is not responsible for
components supplied by the vehicle manufacturer.
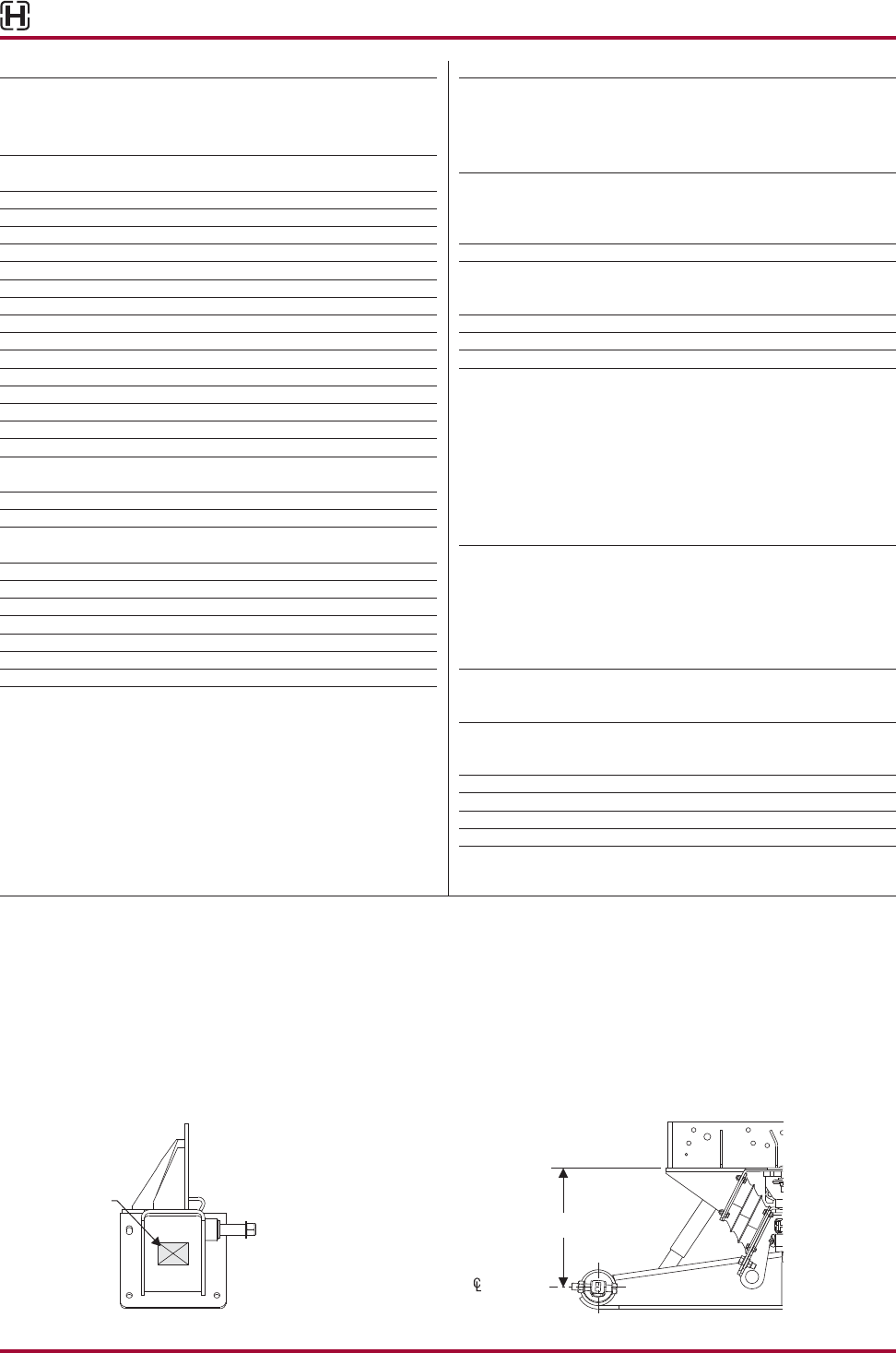
Bottom of Frame
of End Hub
Saddle Height
SIDE VIEW
Location of
Saddle Assembly
Part Number
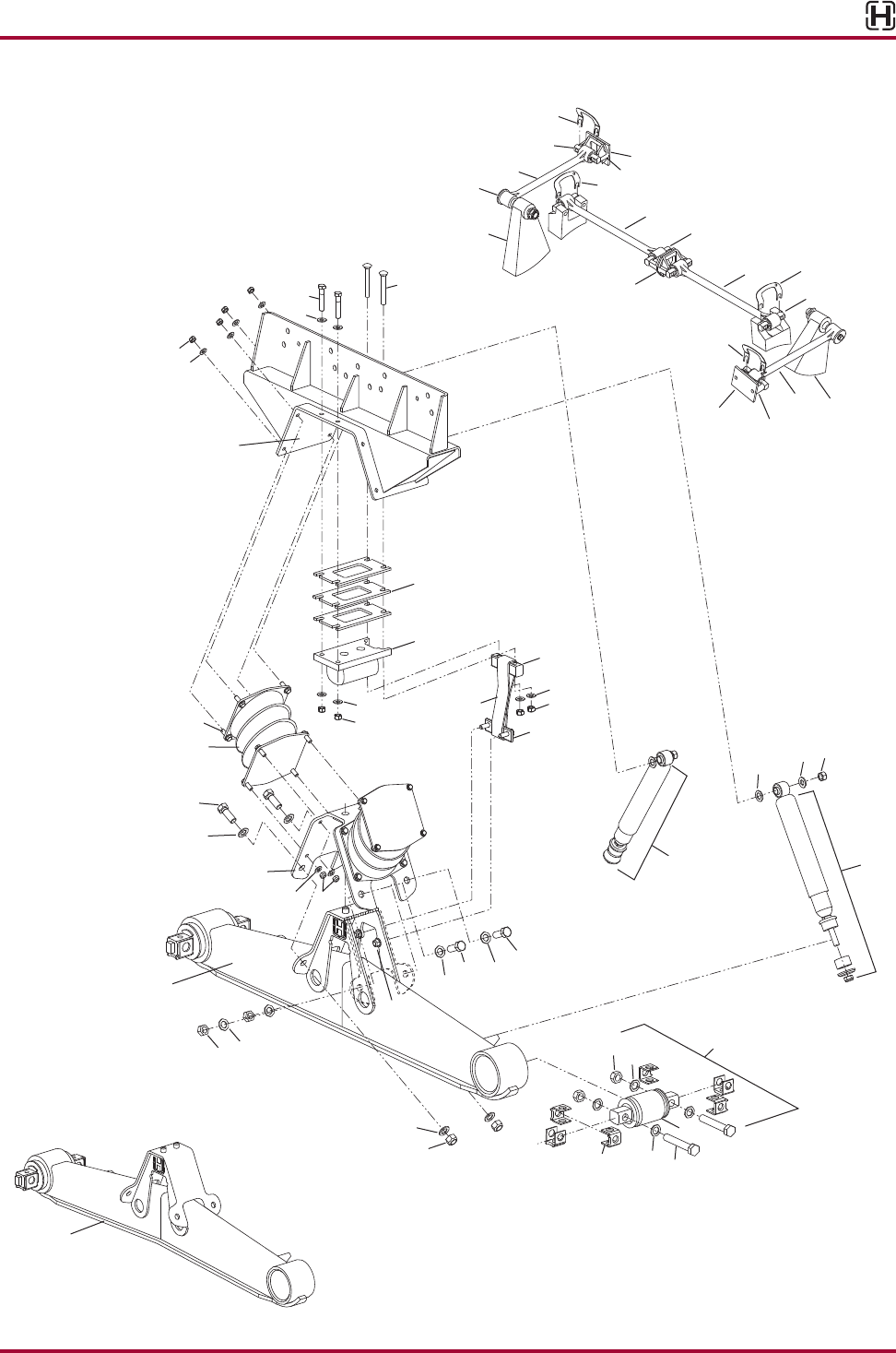
FIGURE 1 SADDLE ASSEMBLY (KEY NO. 1) Locate the part number on the saddle assembly have the VIN number and saddle height (for part verification)OR
if the saddle assembly number is not legible or available and contact vehicle manufacturer for part number. Questions? Contact Hendrickson Truck Parts
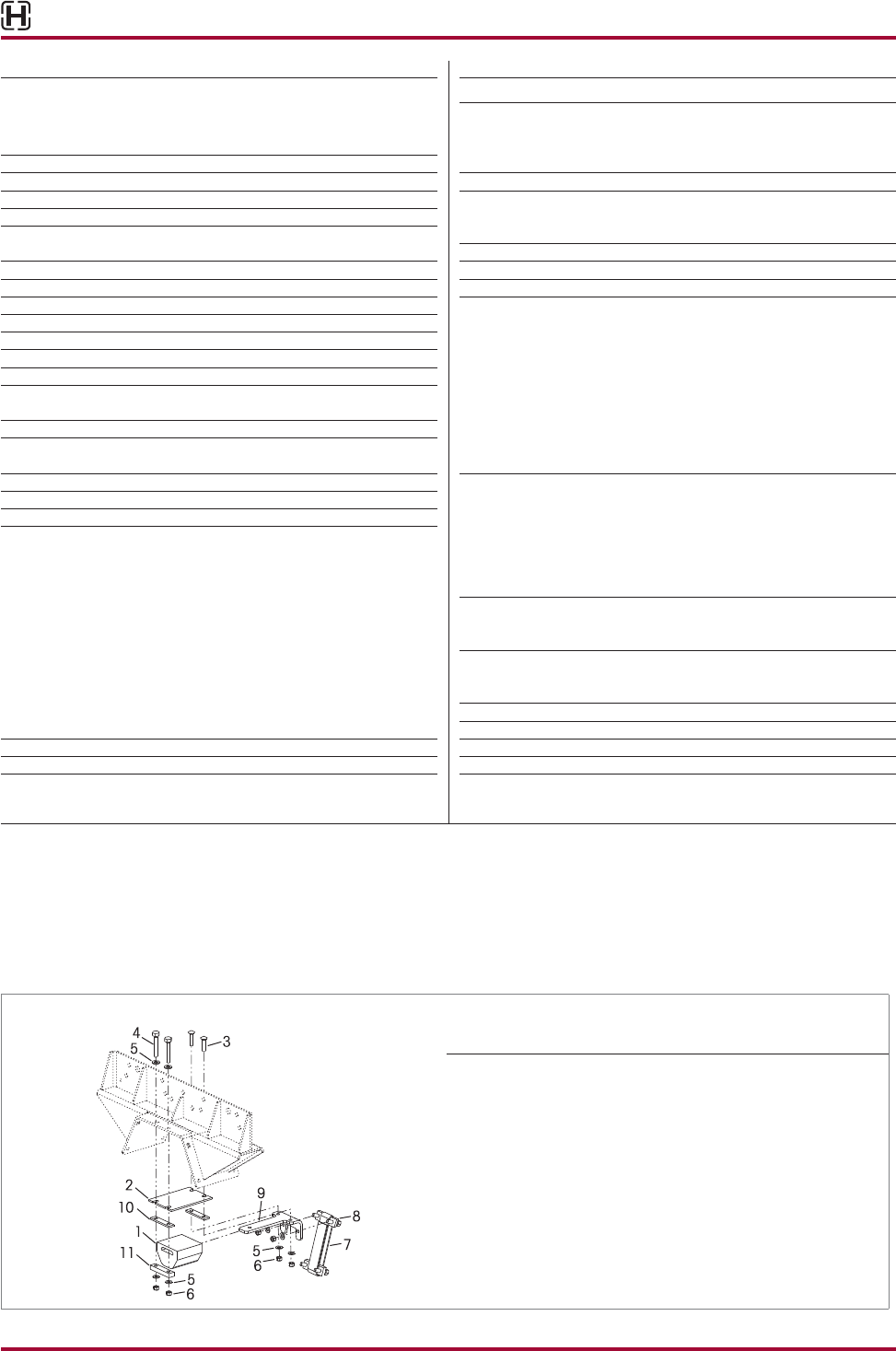
Parts Lists 10 17730-227
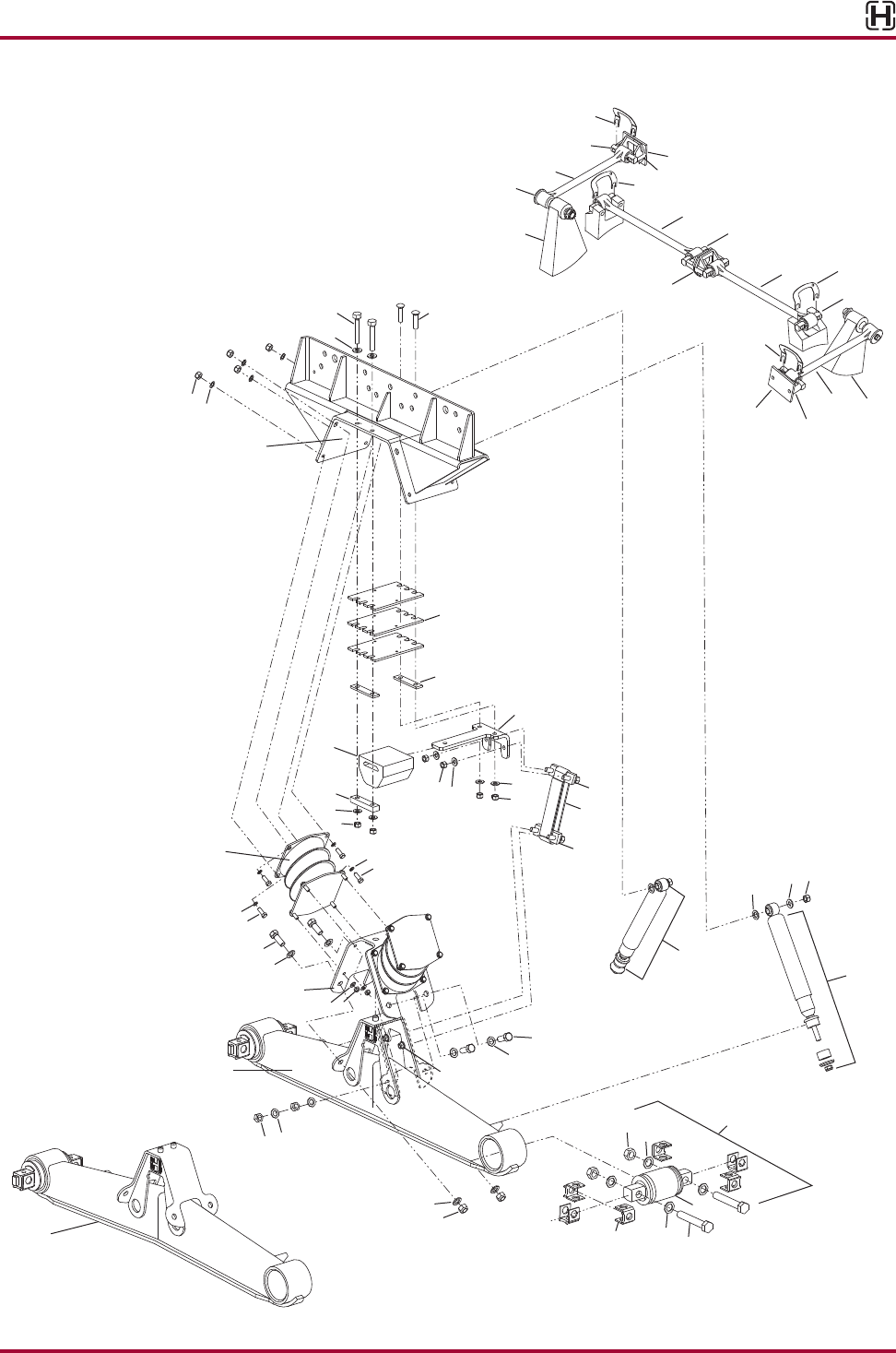
HN® 402/462/522
Vehicles built between 9/98 and 11/00
45
1
98
10
7
17
6
18
10
53
11
16
1514 12
13
13
23
23
2
5
20
3
21
19 54
27a,b
27c
21
22
21
22
21
20
14,15
10
11
38
39
34
36a,b
34
39 38
35 40
36a,b
35
37a,b
40
24 26 25
29
30 31
32
32
33 28
41
41 38
36a,b
41
41
17730-227 11 Parts Lists
KEY NO. PART NO. DESCRIPTION NO.REQ. KEY NO. PART NO. DESCRIPTION NO.REQ.
HN® 402/462/522 – Vehicles built between 9/98 and 11/00
1 HN 402/462/522 Saddle Assembly, See 2
Figure 1 on page 9, Includes Key Nos. 2-19
60686-0XX 16½", 17½", or 18½"
58650-0XX 20¼" or 22½"
2 60879-000L Bolster Spring Kit, One Set (2 pc)
3 25114-011
7
/
16
"-20 UNF 1.25" Bolt 32
4 48949-000
7
/
16
"-20 UNF-2B Locknut 32
5 22962-027
7
/
16
" Washer 64
57974-012 Auxiliary Spring Service Kit, Axle Set
Includes Key Nos. 6, 9-11
6 58947-000 Auxiliary Spring 2
7 58960-001 Auxiliary Spring Shim 6
8 58196-004 ½"-13 UNC Round Head 2.25" Bolt 4
9 24531-016 ½"-13 UNC 3.50" Bolt 4
10 22962-011 ½" Washer 12
11 49846-000 ½"-13 UNC-2A Locknut 8
12 57878-003 Rebound Strap 2
13 60639-000 Anchor Plate Assembly, Includes Key Nos. 14-15 4
Replaces 59779-000
14 *½" Washer 8
15 *½"-13 UNC-2A Locknut 8
16 58948-001 Auxiliary Spring Mounting Plate 2
Replaces 58948-000
17 58949-000 ¼" Auxiliary Spring Mounting Plate Shim 4
18 58524-000
7
/
8
" Rebound Strap Mounting Plate 2
19 58343-001 Saddle Vee Bracket 2
Replaces 58343-000
58440-001 Vee Bracket Fastener Kit, One Side,
Includes Key Nos. 20-22
20 50764-006 ¾"-10 UNC-2A Hex Head Bolt 8
21 22962-001 ¾" Washer 16
22 49842-000 ¾"-10 UNC-2B Locknut 8
23 60680-003L Shock Absorber 4
24 22962-001 ¾" Washer 4
25 30585-000
5
/
8
" Upper Shock Locknut 4
26 22962-004
5
/
8
" Upper Shock Washer 4
27 a Equalizing Beam Assembly 2
58494-001 HN 462, 54" Non-Shim Type
58494-002 HN 462, 54" Shim Type
58494-005 HN 402/462, 60" Non-Shim Type
58494-006 HN 402/462, 60" Shim Type
58494-009 HN 402/462, 72.5" Non-Shim Type
58494-010 HN 402/462, 72.5" Shim Type
b 59973-003 HN 522, 54" Shim Type
c Equalizing Beam Assembly 2
57889-004 HN 402, 52" Non-Shim Type
57889-005 HN 402, 52" Shim Type
57889-001 HN 402/462, 54" Non-Shim Type
57889-002 HN 402/462, 54" Shim Type
28 Bar Pin End Bushing Service Kit, One Wheel End,
Includes Key Nos. 29-33
34013-088L Shim Type
34013-188L Rotating, Shim Type
29 *Bar Pin End Bushing 4
30 Bar Pin Shim 8
50130-000 0.19"/0.19"
50131-000 0.25"/0.12"
31 48941-000 1"-8 UNC 6.0" Hex Bolt 4
32 22962-008 1" Hardened Washer 8
33 48942-000 1
"
-8 UNC Locknut 4
34 Longitudinal Torque Rod Assembly
**One-piece Straddle/Straddle
• ULTRA ROD®, Includes Key No. 36a
62000-XXX Front, Specify Length in mm 1
62001-XXX Rear, Specify Length in mm 1
• ULTRA ROD® PLUS™, Includes Key No. 36b
72000-XXX Front, Specify Length in mm 1
72001-XXX Rear, Specify Length in mm 1
**Two-Piece Straddle/Straddle Kit
60218-000 • ULTRA ROD, Includes Key No. 36a
35 ***Transverse Torque Rod Assembly 2
**One-piece Straddle/Taper, Specify Length in mm
62350-XXX • ULTRA ROD, Includes Key No. 36a-37a
72350-XXX • ULTRA ROD PLUS, Includes Key No. 36b-37b
**Two-Piece Straddle/Taper Kit,
60215-000 • ULTRA ROD, Includes Key No. 36a-37a
65781-000 • ULTRA ROD PLUS, Includes Key No. 36b-37b
36 Straddle Bushing 4
a 47691-000 ULTRA ROD
b 64400-002L ULTRA ROD PLUS
37 Taper Bushing 2
a 64697-000H ULTRA ROD
b 64400-004L ULTRA ROD PLUS
38 22186-000 Torque Rod Frame Bracket 4
39 45045-003 Backup Plate 2
40 ****Torque Rod Axle Bracket 2
41 49689-000 Torque Rod Shim (As Required)
Not Shown 70867-001 Torque Rod Bushing P-80 Lubricant -10 ml.
(per each bushing)
NOTE: Equalizing beam axle brackets for drive axles are supplied by the axle manufacturer.
* Item included in assembly/kit only, part not sold separately.
** Hendrickson’s part number is stamped on the torque rod for identi cation. Be sure to include the suf x number when ordering, this number indicates torque
rod length. The Hendrickson 2-piece torque rods can be used to create the desired length, see Torque Rod Selection Guide Literature No. 45745-148.
*** Transverse torque rods are mandatory for HN Suspension regardless of axle spacing, see Literature No. 59310-004 for more information.
**** Not supplied by Hendrickson, used for reference only, refer to the vehicle manufacturer for more information. Hendrickson is not responsible for
components supplied by the vehicle manufacturer.
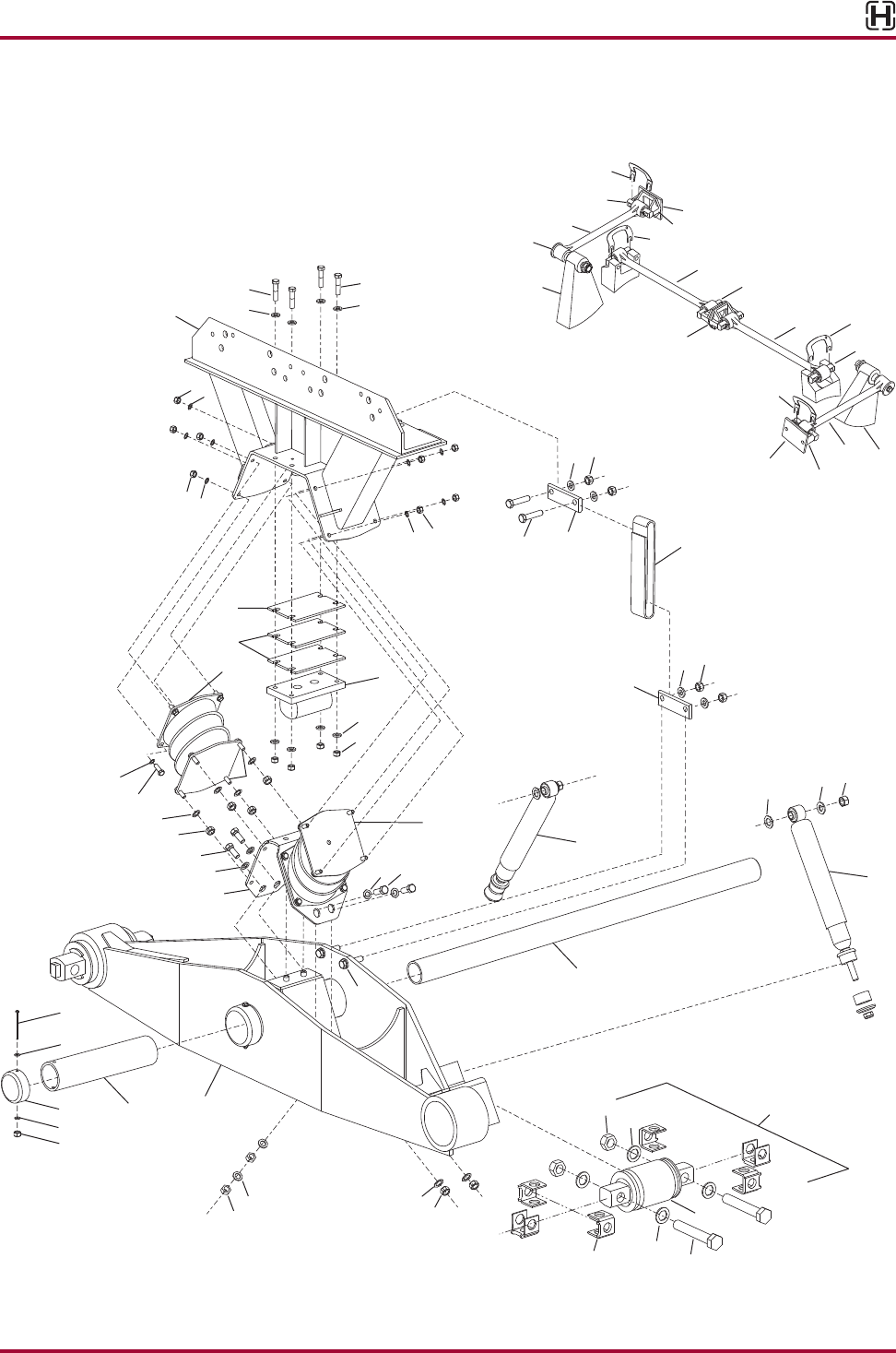
Parts Lists 12 17730-227
HN® 402/462/522
Vehicles built between 4/96 and 8/98
19c
4
5
8
9
10
10
11
1
7
6
3
2
16
17
10
11
12
13
14
17 16 17 16
15
4
5
19a,b
17
18
17
18
34
34
35
30
32a,b
30
35 34
31 36
32a,b
31
32a,b
33a,b
36
20 20
21 23 22
25
26 27
28
28
29 24
37
37
37
37
10,11
17730-227 13 Parts Lists
KEY NO. PART NO. DESCRIPTION NO.REQ. KEY NO. PART NO. DESCRIPTION NO.REQ.
HN® 402/462/522 – Vehicles built between 4/96 and 8/98
1 HN 402/462/522 Saddle Assembly, See 2
Figure 1 on Page 9, Includes Key Nos. 2-15
60686-0XX 16½",17½", or 18½"
58650-0XX 20¼" or 22½"
2 60879-000L Bolster Spring, One Set (2 pc)
3 25114-011
7
/
16
"-20 UNF 1.25" Bolt 32
4 48949-000
7
/
16
"-20 UNF-2B Locknut 32
5 22962-027
7
/
16
" Washer 64
6 Auxiliary Spring (58189-000 no longer 2
available, see conversion kit 57974-011 below)
7 57993-002 Auxiliary Spring Shim 6
8 58196-002 ½"-13 UNC-2A Round Head Square Neck Bolt 4
9 24531-017 ½"-13 UNC-2A Hex Head Bolt 4
10 22962-011 ½" Washer 16
11 49846-000 ½"-13 UNC-2A Locknut 12
12 57878-003 Rebound Strap 2
13 58524-000 Rebound Strap Mounting Plate 2
14 60639-000 Anchor Plate Assembly, Includes Fasteners 2
Replaces 59779-000
15 58343-001 Saddle Vee Bracket 2
58440-001 Vee Bracket Fastener Kit, One Side,
Includes Key Nos. 16-18
16 50764-006 ¾"-10 UNC-2A Hex Head Bolt 8
17 22962-001 ¾" Washer 16
18 49842-000 ¾"-10 UNC-2B Locknut 8
19 a Equalizing Beam Assembly 2
58494-001 HN 462, 54" Non-Shim Type
58494-002 HN 462, 54" Shim Type
58494-005 HN 402/462, 60" Non-Shim Type
58494-006 HN 402/462, 60" Shim Type
58494-009 HN 402/462, 72.5" Non-Shim Type
58494-010 HN 402/462, 72.5" Shim Type
b 59973-003 HN 522, 54" Shim Type
c 57889-004 HN 402, 52" Non-Shim Type
57889-005 HN 402, 52" Shim Type
57889-001 HN 402/462, 54" Non-Shim Type
57889-002 HN 402/462, 54" Shim Type
20 60680-003L Shock Absorber 4
21 22962-001 ¾" Washer 4
22 30585-000
5
/
8
" Locknut 4
23 22962-004
5
/
8
" Washer 4
24 Bar Pin End Bushing Service Kit, One Wheel End,
Includes Key Nos. 25-29
34013-088L Shim Type
34013-188L Rotating, Shim Type
25 *Bar Pin End Bushing 4
26 Bar Pin Shim 8
50130-000 0.19" /0.19"
50131-000 0.25"/0.12"
27 48941-000 1"-8 UNC 6.0" Hex Bolt 4
28 22962-008 1" Hardened Washer 8
29 48942-000 1"-8 UNC Locknut 4
30 Longitudinal Torque Rod Assembly
**One-piece Straddle/Straddle
• ULTRA ROD®, Includes Key No. 32a
62000-XXX Front, Specify Length in mm 1
62001-XXX Rear, Specify Length in mm 1
• ULTRA ROD® PLUS™, Includes Key No. 32b
72000-XXX Front, Specify Length in mm 1
72001-XXX Rear, Specify Length in mm 1
**Two-Piece Straddle/Straddle Kit
60218-000 • ULTRA ROD, Includes Key No. 32a
31 ***Transverse Torque Rod Assembly 2
**One-piece Straddle/Taper, Specify Length in mm
62350-XXX • ULTRA ROD, Includes Key No. 32a-33a
72350-XXX • ULTRA ROD PLUS, Includes Key No. 32b-33b
**Two-Piece Straddle/Taper Kit,
60215-000 • ULTRA ROD, Includes Key No. 32a-33a
65781-000 • ULTRA ROD PLUS, Includes Key No. 32b-33b
32 Straddle Bushing 4
a 47691-000 ULTRA ROD
b 64400-002L ULTRA ROD PLUS
33 Taper Bushing 2
a 64697-000H ULTRA ROD
b 64400-004L ULTRA ROD PLUS
34 22186-000 Torque Rod Frame Bracket 4
35 45045-003 Backup Plate 2
36 ****Torque Rod Axle Bracket 2
37 49689-000 Torque Rod Shim (As Required)
Not Shown 70867-001 Torque Rod Bushing P-80 Lubricant -10 ml.
(per each bushing)
NOTE: Equalizing beam axle brackets for drive axles are supplied by the axle manufacturer.
* Item included in assembly/kit only, part not sold separately.
** Hendrickson’s part number is stamped on the torque rod for identi cation. Be sure to include the suf x number when ordering, this number indicates torque
rod length. The Hendrickson 2-piece torque rods can be used to create the desired length, see Torque Rod Selection Guide Literature No. 45745-148.
*** Transverse torque rods are mandatory for HN Suspension regardless of axle spacing, see Literature No. 59310-004 for more information.
**** Not supplied by Hendrickson, used for reference only, refer to the vehicle manufacturer for more information. Hendrickson is not responsible for
components supplied by the vehicle manufacturer.
Key No. 6 Auxiliary Spring Conversion Kit No. 57974-011
Axle Set – Includes Part Nos. 1-11
1 60314-000 Auxiliary Spring 2
2 58960-003 Auxiliary Spring Shim 6
3 58196-006 ½"-13 UNC 2.75" Round Head Bolt 4
4 24531-016 ½"-13 UNC 3.50" Bolt 4
5 22962-011 ½" Hardened Washer 14
6 49846-000 ½"-13 UNC Locknut 14
7 57878-003 Rebound Strap 2
8 64700-000 Anchor Plate Assembly 4
9 58948-001 Auxiliary Spring Mounting Plate 2
10 58949-000 ¼" Auxiliary Spring Mounting Plate Shim 4
11 58524-000
7⁄8" Rebound Strap Mounting Plate 4
Parts Lists 14 17730-227
HN® 400/460
Vehicles built between 3/96 and 9/97
11
11
10
10
1
5
5
8
7
2
11
2
16
36
18
18 17
17
25
28
26
18
19
24
15
18 19
29
27
25
4
5
3
4
12
6
414 13
11
14
20
20
12
12
11
59
4
4
41
42
37
39a,b
37
42 38 43
39a,b
38
39a,b
40a,b
43
41
21 23 22
41
31
32 33
34
34
35 30
44
44
44
44
17730-227 15 Parts Lists
KEY NO. PART NO. DESCRIPTION NO.REQ. KEY NO. PART NO. DESCRIPTION NO.REQ.
HN® 400/460 – Vehicles built between 3/96 and 9/97
1 58223-0XX Saddle Assembly, See Figure 1 on Page 9 2
Includes Key Nos. 2-9
2 60879-000L Bolster Spring Kit, One Set (2 pc) 2
3 25114-011
7
/
16
"-20 UNF 1.25" Bolt 32
4 22962-027
7
/
16
" Hardened Washer 64
5 48949-000
7
/
16
"-20 UNF Locknut 32
6 57962-000 Auxiliary Spring 2
7 57993-002 Auxiliary Spring Shim 4
8 57993-003 Auxiliary Spring Shim 6
9 24531-018 ½"-13 UNC 1.75" Bolt 4
10 24531-019 ½"-13 UNC 2.75" Bolt 8
11 22962-014 ½" Hardened Washer 40
12 49846-000 ½"-13 UNC Locknut 16
13 57878-003 Rebound Strap 2
14 57787-000 Anchor Plate 2
15 24531-017 ½"-13 UNC 2.25" Bolt 4
16 57461-000 Saddle Vee Bracket 2
58440-001 Vee Bracket Fastener Kit, One Side,
Includes Key Nos. 17-19
17 50764-006
3
/
4
"-10 UNC-2A Hex Head Bolt 8
18 22962-001
3
/
4
" Washer 16
19 49842-000
3
/
4
"-10 UNC-2B Locknut 8
20 60680-003L Shock Absorber 4
21 22962-001 ¾" Washer 4
22 30585-000
5
/
8
" Upper Shock Locknut 4
23 22962-004
5
/
8
" Upper Shock Washer 4
24 58227- Beam Assembly, Specify Length, 2
Includes Key Nos. 11-15, 25-31
25 22962-028 ¼" Washer 4
26 49972-000 Nylon Bushing 2
27 49983-000 ¼"-20 UNC Locknut 2
28 50698-000 ¼"-20 UNC 4.50" Bolt 2
29 56910-000 Center End Cap 2
30 Bar Pin End Bushing Service Kit, One Wheel End,
Includes Key Nos. 31-35
34013-088L Shim Type
34013-188L Rotating, Shim Type
31 *Bar Pin End Bushing 4
32 Bar Pin Shim 8
50130-000 0.19" /0.19"
50131-000 0.25"/0.12"
33 48941-000 1"-8 UNC 6.0" Hex Bolt 4
34 22962-008 1" Hardened Washer 8
35 48942-000 1"-8 UNC Locknut 4
36 44643-011 Cross Tube 1
37 Longitudinal Torque Rod Assembly
**One-piece Straddle/Straddle
• ULTRA ROD®, Includes Key No. 39a
62000-XXX Front, Specify Length in mm 1
62001-XXX Rear, Specify Length in mm 1
• ULTRA ROD® PLUS™, Includes Key No. 39b
72000-XXX Front, Specify Length in mm 1
72001-XXX Rear, Specify Length in mm 1
**Two-Piece Straddle/Straddle Kit
60218-000 • ULTRA ROD, Includes Key No. 39a
38 ***Transverse Torque Rod Assembly 2
**One-piece Straddle/Taper, Specify Length in mm
62350-XXX • ULTRA ROD, Includes Key No. 39a-40a
72350-XXX • ULTRA ROD PLUS, Includes Key No. 39b-40b
**Two-Piece Straddle/Taper Kit,
60215-000 • ULTRA ROD, Includes Key No. 39a-40a
65781-000 • ULTRA ROD PLUS, Includes Key No. 39b-40b
39 Straddle Bushing 4
a 47691-000 ULTRA ROD
b 64400-002L ULTRA ROD PLUS
40 Taper Bushing 2
a 64697-000H ULTRA ROD
b 64400-004L ULTRA ROD PLUS
41 22186-000 Torque Rod Frame Bracket 4
42 45045-003 Backup Plate 2
43 ****Torque Rod Axle Bracket 2
44 49689-000 Torque Rod Shim (As Required)
Not Shown 70867-001 Torque Rod Bushing P-80 Lubricant -10 ml.
(per each bushing)
NOTE: Equalizing beam axle brackets for drive axles are supplied by the axle manufacturer.
* Item included in assembly/kit only, part not sold separately.
** Hendrickson’s part number is stamped on the torque rod for identi cation. Be sure to include the suf x number when ordering, this number indicates
torque rod length. The Hendrickson 2-piece ULTRARODS® can be used to create the desired length, see Torque Rod Selection Guide Literature No.
45745-148.
*** Transverse torque rods are mandatory for HN Suspension regardless of axle spacing. See Literature No. 59310-004 for more information.
**** Not supplied by Hendrickson, used for reference only, refer to the vehicle manufacturer for more information. Hendrickson is not responsible for
components supplied by the vehicle manufacturer.

HN® Series
Preventive Maintenance 16 17730-227
SECTION 6
Preventive Maintenance
Hendrickson recommends that preventive maintenance be performed on a regular basis to
ensure all components function to their highest efficiency. Proper preventive maintenance pro-
grams will help control repair costs, reduce downtime, and provide safe and reliable operation.
All new equipment should be given an initial pre-service inspection.
HENDRICKSON RECOMMENDED PREVENTIVE MAINTENANCE INTERVALS
■ PRE-DELIVERY INSPECTION – First 100 Miles / 150 Kilometers
Total Suspension Miles / Kms.
1. Visually inspect suspension for proper assembly.
2. Check all fasteners for proper torque with special attention to the equalizing beam end
connections.
3. Set auxiliary spring shims to required specifications, the number of shims is dependent on
the following criteria:
■ Vehicle empty weight
■ Vehicle application
■ Roll stability versus ride requirements
4. Verify the lateral alignment of axles are within the vehicle manufacturer’s tolerances (con-
sult the applicable vehicle manufacturer’s instructions).
■ INSPECTION – First 1,000 Miles / 1,600 Kilometers of Pre-delivery or
Suspension Service
1. Visually inspect suspension components. Check for:
■ Proper suspension function
■ Signs of unusual movement, loose or missing components
■ Signs of abrasive or adverse contact with other components
■ Damaged, bent or cracked parts
2. Check all fasteners for proper torque with special attention to the equalizing beam end
connections.
■ PREVENTIVE MAINTENANCE
1. Every three months inspect auxiliary springs and bolster springs.
2. Every six months inspect equalizing beam end connections.
3. Every twelve months:
a. Visually inspect suspension for proper assembly
b. Check all fasteners for proper torque with special attention to the equalizing beam end
connections.
c. Verify the lateral alignment of axles are within the vehicle manufacturer’s tolerances
(consult the applicable vehicle manufacturer’s instructions).
d. Visually inspect suspension components. Check for all of the following and replace
components as necessary:
■ Proper suspension function
■ Signs of unusual movement, loose or missing components
■ Signs of abrasive or adverse contact with other components
■ Damaged, bent or cracked parts
HN® Series
17730-227 17 Preventive Maintenance
COMPONENT INSPECTION
The following inspections should be performed at vehicle pre-delivery and other intervals as
may be specified. Visually inspect all parts of the suspension for signs of wear, damage or move-
ment. Look for bent or cracked parts. Replace all worn or damaged parts.
IMPORTANT NOTE Replace all worn or damaged parts.
■ Auxiliary spring and Bolster spring — See auxiliary spring and bolster spring inspection
in this section.
■ Equalizing beam assembly — Check the overall condition of the equalizing beam for
cracks, dents, dings, or other damage on the outer edges of the beam. Check the beam end
connections every six months for tearing or extreme bulging. Check for any metal-to-metal
contact in the bushed joints. Replace all worn or damaged parts.
■ Fasteners — All fasteners must be inspected at vehicle pre-delivery, first 1,000 miles, and
every twelve months thereafter. Look for any loose or damaged fasteners on the entire sus-
pension. Make sure all fasteners are tightened to a torque value within the specified torque
range. See Torque Specification Chart in this publication for Hendrickson recommended
torque requirements. Use a calibrated torque wrench to check torque in the tightening
direction. As soon as the fastener starts to move, record the torque. Correct the torque if
necessary. Replace any worn or damaged fasteners.
NOTE Hendrickson recommends the use of Grade 8 bolts, Grade C locknuts and hardened washers for
all suspension component attachments.
■ Saddle assembly — Check all attaching fasteners for proper torque. Visually inspect the
saddle for signs of movement on the frame rail or damage. Inspect the area around the
saddle gussets for cracks. Saddles with a single center gusset may have the center gusset
weld repaired and a center reinforcing bracket installed. Refer to Hendrickson Literature
Number 59310-006 for specific details.
■ Shock absorber — Look for any signs of dents or leakage. Misting is not considered a leak.
See Shock Absorber Inspection in this section.
■ Torque rod — All torque rods must be inspected every six months for looseness, torn or
shredded rubber, bushing walk-out, and for proper fastener torque. Inspect for bent, cracked
or broken torque rods and also for end hubs that have an elongated “oval” shape. If there is
metal-to-metal contact in the bushing joint, this is a sign of excessive bushing wear and the
bushing needs to be replaced. Replace all worn or damaged parts.
■ Vee Bracket — Raise the vehicle frame and visually inspect the Vee bracket for wear or
damage. Look for excessive wear or cracks on the Vee bracket’s auxiliary spring contact
surface. Replace all worn or damaged parts.
■ Wear and Damage — Inspect all parts of the suspension for wear and damage. Look for
bent or cracked parts. Replace all worn or damaged parts.
See vehicle manufacturer’s applicable publications for other preventive maintenance
requirements.
HN® Series
Preventive Maintenance 18 17730-227
AXLE BRACKET
The axle brackets are furnished and welded into position by the vehicle or axle manufacturer.
FIGURE 6-1 FIGURE 6-2
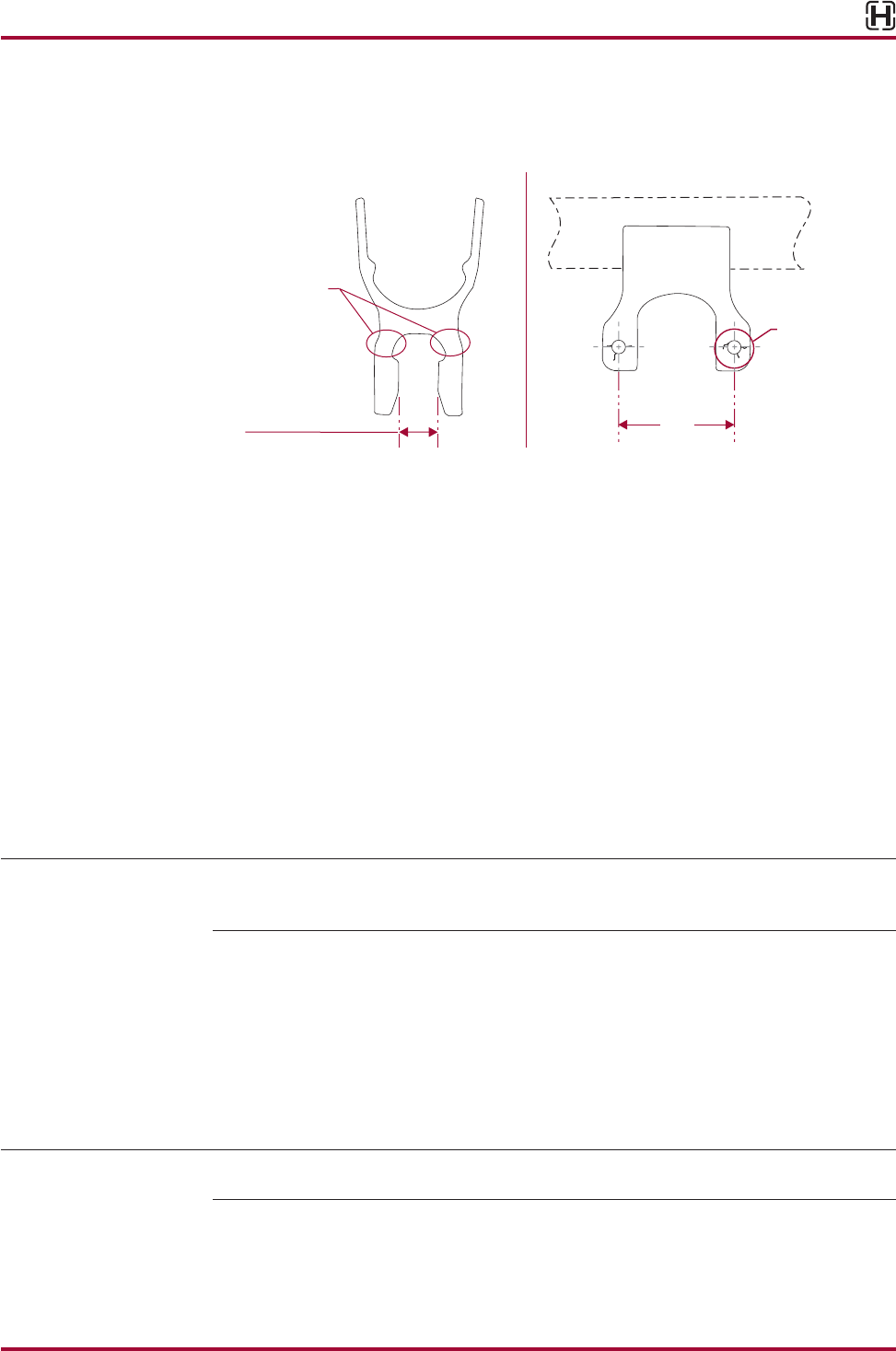
■ When inspecting the equalizing beam end connection also inspect the axle brackets for
damage or cracks, see Figure 6-1. Measure the dimension as shown in Figure 6-1, any axle
bracket that is found damaged or cracked must be repaired or replaced. Consult the vehicle
manufacturer for inspection, component repair and replacement instructions.
■ When an equalizing beam is removed for repair, or an inspection of the equalizing
beam end connection reveals movement, measure the distance between the axle bracket
legs for correct width. Refer to Figure 6-2 for measurement location and dimensions. An
axle bracket outside of the measurement range must be repaired or replaced. Consult the
vehicle manufacturer for inspection, component repair and replacement instructions.
EQUALIZING BEAM END CONNECTION
An inspection of the beam end connection is necessary when a vehicle is in the shop for major
repair work or every six months, whichever comes first. Periodic visual inspection by the driver
and service personnel is also recommended. Off-highway and severe service operating condi-
tions require more frequent inspections than on-highway service operation.
NOTE The equalizing beam end connection requires that the fasteners are tightened to torque
specifications to maintain the clamp load of the axle bracket legs to the bar pin. All bushing
motion is accommodated by rubber deflection.
VISUAL INSPECTION
1. Chock the wheels.
2. Visually inspect suspension components for signs of movement or excessive wear.
■ Inspect alignment shims in equalizing beam end for looseness. Lightly tap on the
alignment shims to see if they can be moved. If the movement is detected, refer to the
bar pin fastener re-torque in the Equalizing Beam Component Replacement Section.
■ Inspect equalizing beam end connection for signs of excessive wear or looseness.
SERVICE HINT An equalizing beam end connection, which is visibly cleaner than the other connections, may
indicate a loose connection.
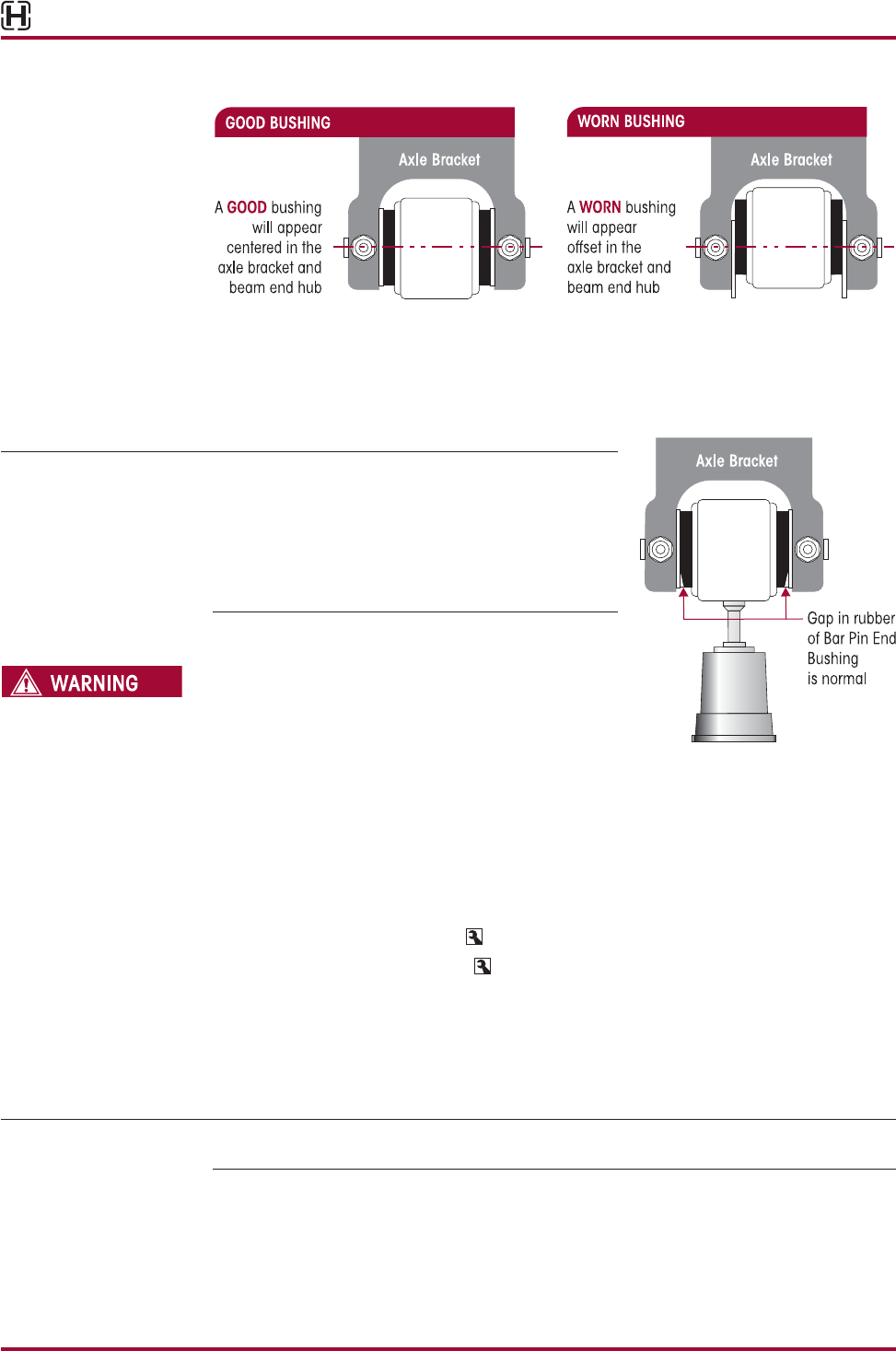
■ Look for worn, frayed or distorted rubber in the beam end bushing, see Figure 6-3.
■ Look for the equalizing beam to be lower in the beam hanger, see Figure 6-3.
Axle Bracket* Leg Dimensions Axle Bracket* Leg
Axle
Typical Crack
Look for cracks
in these locations
2.313" (58.74 mm)
2.263" (57.48 mm)
8.5"
216 mm *Typical axle bracket shown
HN® Series
17730-227 19 Preventive Maintenance
FIGURE 6-3
■ If it is visually offset a jack test should be performed. Place a jack under each beam
end as shown. Raise the jack to check for movement in the connection or rubber
components, see Figure 6-4.
FIGURE 6-4
NOTE The gap at each side of the visible rubber on the lower
part of the end bushing is normal, see Figure 6-4, and
is not an indication to replace the bushing. Because all
rubber end bushings are in compression, with the load
bearing on the top side, the lower side of the rubber is
slightly relieved, allowing the rubber to move inward, and
a gap appears.
PHYSICAL INSPECTION
IF BAR PIN MOVEMENT OR LOOSENESS IS NOTED IN
THE EQUALIZING BEAM END HUB, DO NOT OPERATE THE
VEHICLE. REPLACE THE RUBBER END BUSHINGS AND ALL
CONNECTING PARTS. THE ABOVE CONDITION CAN RESULT
IN COSTLY REPAIR, DOWNTIME, POSSIBLE SEPARATION OF COMPONENTS, LOSS OF VEHICLE
CONTROL, PROPERTY DAMAGE, OR PERSONAL INJURY.
1. If bar pin movement or looseness is detected in the equalizing beam end hub, DO NOT
operate vehicle. Replace the equalizing beam end bushings and all connecting parts. Refer
to the Component Replacement Section of this publication.
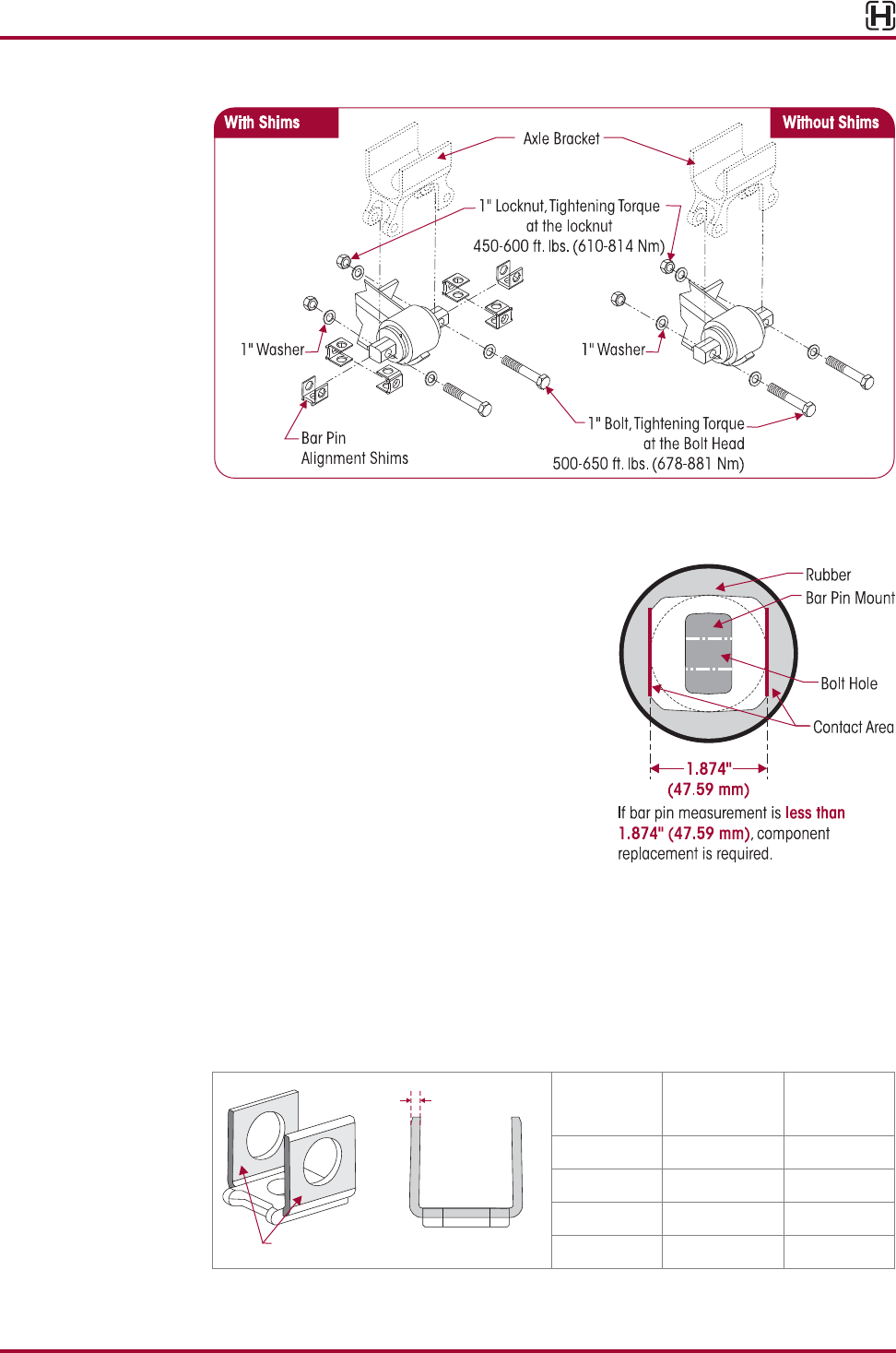
2. Check and record torque values, as received, for each 1" bar pin fastener, see Figure 6-5.
Correct torque values as required making sure all fasteners are tightened to:
■ At the locknuts tighten to 450-600 foot pounds torque or
■ At the bolt head tighten to 500-650 foot pounds torque
3. Recheck equalizing beam end connections for signs of looseness.
■ Inspect alignment shims in equalizing beam end for looseness. Lightly tap on the
alignment shims to see if they can be moved. If the movement is detected, refer to the
bar pin fastener re-torque in the Equalizing Beam Component Replacement Section.
■ Inspect equalizing beam end connection for signs of excessive wear or looseness.
NOTE An equalizing beam end connection, which is visibly cleaner than the other connections, may
indicate a loose connection.
4. If bar pin looseness is still detected in the equalizing beam end hub, DO NOT operate the
vehicle. One or more components will require replacement, see Component Replacement
Section of this publication.
HN® Series
Preventive Maintenance 20 17730-227
FIGURE 6-5
BAR PIN END BUSHING
FIGURE 6-6
An indication that the bar pin end bushing requires
replacement is when one or more of the following
conditions apply:
■ Visual inspection of contact areas (the flat face
areas where bar pin contacts the axle bracket)
on the bar pin reveals signs of excessive wear. If
the thickness between the bar pin contact areas
measures less than 1.874", bar pin end bushing
requires replacement, see Figure 6-6.
■ Visual inspection of the bolt holes in the bar pin
reveals signs of elongation or wear, see Figure 6-6.
BAR PIN SHIM
An indication that the bar pin shims require replacement is when one or more of the following
conditions apply:
■ Visual inspection of contact areas, see Figure 6-7, on the shim reveals signs of excessive
wear.
■ The thickness of any single leg on the shim, is less than the measurement shown in Figure
6-7, replacement of bar pin shim is required.
FIGURE 6-7
Thickness
of the
Shim Leg
Contact Areas Part No. 50130-000 shown
Original
Thickness
of Shim Leg
Minimum
Thickness
Required
Part Number
1⁄8" 0.123" (3.1 mm) 50131-000
3⁄16" 0.186" (4.7 mm) 50130-000
¼" 0.248" (6.3 mm) 50131-000
3⁄8" 0.371" (9.4 mm) 57026-000
HN® Series
17730-227 21 Preventive Maintenance
LONGITUDINAL AND TRANSVERSE TORQUE ROD
HN SUSPENSIONS INCORPORATE LONGITUDINAL AND TRANSVERSE RODS FOR VEHICLE STABILITY.
IF THESE COMPONENTS ARE DISCONNECTED OR ARE NON-FUNCTIONAL, THE VEHICLE SHOULD NOT
BE OPERATED. FAILURE TO DO SO CAN RESULT IN ADVERSE VEHICLE HANDLING, LOSS OF VEHICLE
CONTROL, POSSIBLE TIRE CONTACT WITH THE FRAME, PREMATURE COMPONENT DAMAGE, OR
SEVERE PERSONAL INJURY.
All torque rods need to be inspected for looseness by one of the following methods.
■ Method 1 — For Tractor applications only with brakes applied, slowly rock the empty
vehicle with power while a mechanic visually checks the action at both ends.
■ Method 2 — with the vehicle shut down, a lever check can be made with a long pry bar
placed under each rod end and pressure applied.
Visually inspect torque rod bushings for torn or shredded rubber, inspect for bent, cracked, or
broken torque rods and also for end hubs that have an elongated “oval” shape. Any of these
conditions require component replacement.
NOTE Refer to vehicle manufacturer’s service instructions for proper torque rod length.
The length of the torque rods is determined by the truck manufacturer for optimum drive line
angles. The longitudinal torque rods control these angles and also absorb acceleration and
braking forces. The mounting brackets at the axle ends of the torque rods are furnished and
welded into position on the axle housings by vehicle manufacturer or the axle manufacturer. A
two-piece torque rod is also available to cut and weld to the desired length, see Hendrickson
publication 45745-148.
Straddle mount torque rod end attaching fasteners are furnished by the vehicle manufacturer.
It is important that the tightening torque of the locknuts be checked during preventive mainte-
nance service. Follow the vehicle manufacturer’s specifications for torque values.
NOTE Hendrickson Suspension recommends Grade 8 bolts, hardened flat washer and Grade C
locknuts be used for all straddle mount torque rod attachments.
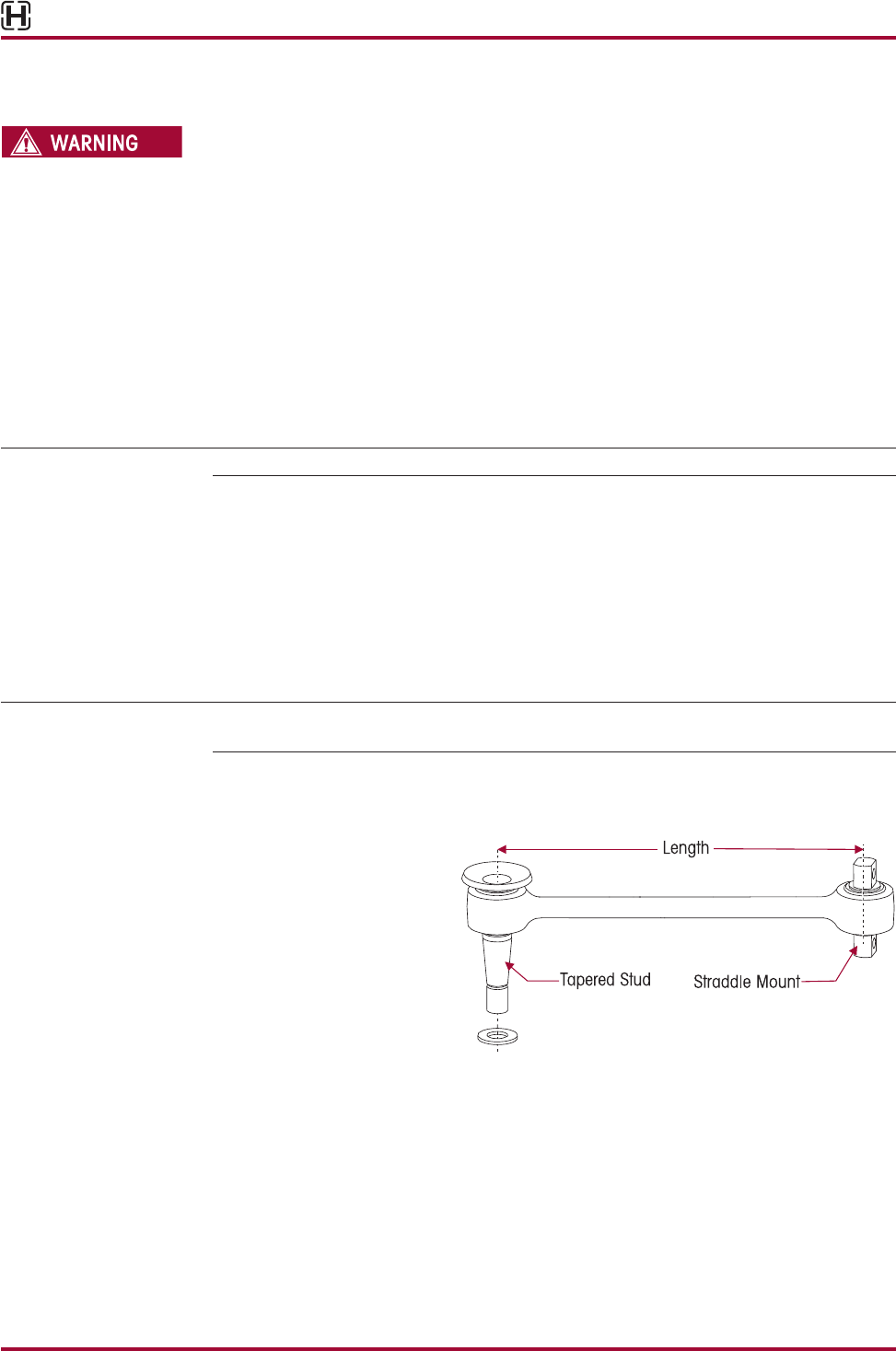
The longitudinal rod is straddle/straddle mount, and the transverse rod is straddle mount / taper
pin mount, as shown in Figure 6-8.
FIGURE 6-8
Whether the bushings are
straddle mount or taper pin
mount, (see Figure 6-8) they
can be replaced by press-
ing out the worn bushing
and installing a new genuine
Hendrickson bushing. Refer to
the Component Replacement
Section of this publication.
BOLSTER SPRING
Inspect all four bolster springs on a periodic basis. Actual bolster spring service condition and
performance may vary depending upon suspension and vehicle configuration, operation,
service and other factors. The following inspection guidelines are intended to assist vehicle
operators and maintenance personnel in examining the bolster springs and determining when
replacements may be needed. In the event one bolster spring on one equalizing beam assem-
bly shows signs of damage or excessive wear, Hendrickson recommends that both bolster
springs installed on that equalizing beam assembly be replaced. When the bolster springs are
replaced on one side only, the vehicle may lean slightly. The new bolster springs will tend to
settle to some degree, and return the vehicle to its original condition. The following procedure is
recommended for proper inspection.
HN® Series
Preventive Maintenance 22 17730-227
1. Chock the front wheels to prevent movement of the vehicle during inspection of the
suspension.
2. Raise rear of vehicle approximately 4.0" - 5.0", (102 mm - 127 mm) just prior to lifting
wheels off ground, and support with stands.
3. Inspect all bolster springs using the following criteria. If cuts, splits, or bonding separa-
tion are detected in the rubber, measure the depth of the damaged area using a six-inch
machinist scale to determine if replacement is required.
■ Bent, burred or overhanging edges of the bolster spring metal plates may occur due
to mishandling in service. If the rubber is not trapped, and there are no sharp metal
edges in contact with the free surface of the rubber, this condition is acceptable.
■ Creases formed by folding of the rubber surface under load are acceptable. These creas-
es appear as stripes on the surface, polished by wear or covered with tacky rubber.
■ Minor oil and grease contamination in the rubber due to vehicle operation is accept-
able. A slight change in shape of the rubber due to permanent set should not be
mistaken for oil and grease contamination. Certain softening of the rubber surface
is acceptable. However, unacceptable swelling due to contamination will require bol-
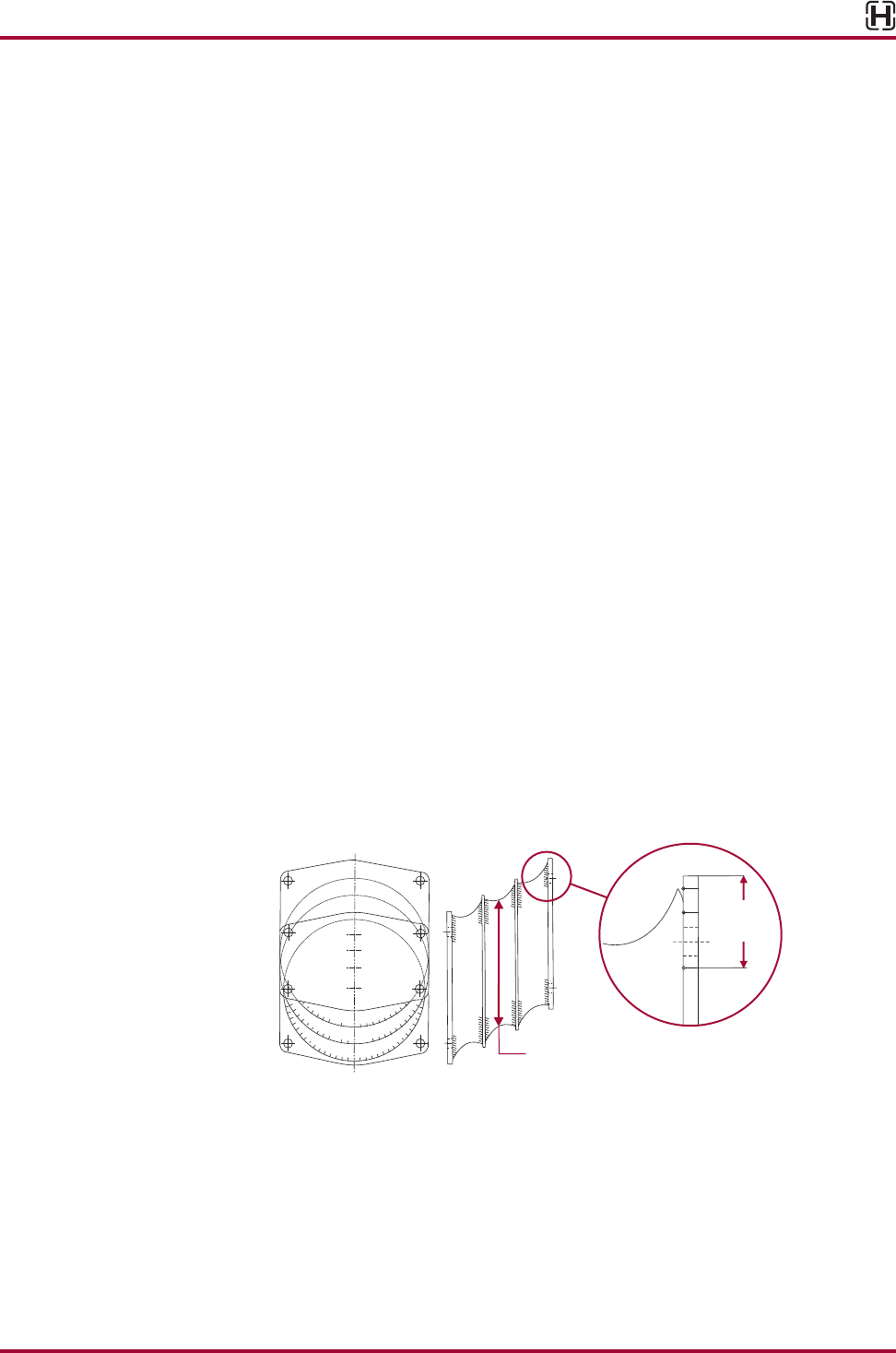
ster spring replacement. Measure bolster springs in the unloaded state. If the rubber
diameter of the bolster spring exceeds 8¾" (222.25 mm), see Figure 6-9, then bolster
spring replacement is necessary.
■ Cuts or Splits in the rubber of over 3.0" (76 mm) in length and an average depth of
1.0" (25.4 mm) are not acceptable and require bolster spring replacement. In par-
ticular, look for signs of cuts or splits in the rubber at points indicated in Figure 6-9 as
“///////”.
■ Bonding separation of the rubber from a bonded metal surface to a depth of up to
1½" (38 mm) is acceptable. If any bonding separation is more than 1½" (38 mm)
deep, both bolster springs should be replaced on the affected side of the vehicle (see
Figure 6-9). An unloaded bolster spring may be inspected for any bonding separa-
tion by measuring at points indicated in Figure 6-9 as “///////”. Any thin film or other
residual rubber material on the metal plates resulting from the molding process may
be ignored during inspection.
FIGURE 6-9
8¾" (222.25 mm) Maximum
1½"
(38 mm)
AUXILIARY SPRING
A visual inspection of the auxiliary spring is required every three months. It is acceptable to have
some scuffing on the bottom edges of the auxiliary spring due to contact with the bolster springs
and/or Vee bracket. If the auxiliary spring is damaged, replace the auxiliary spring as outlined in
the Component Replacement Section of this publication.
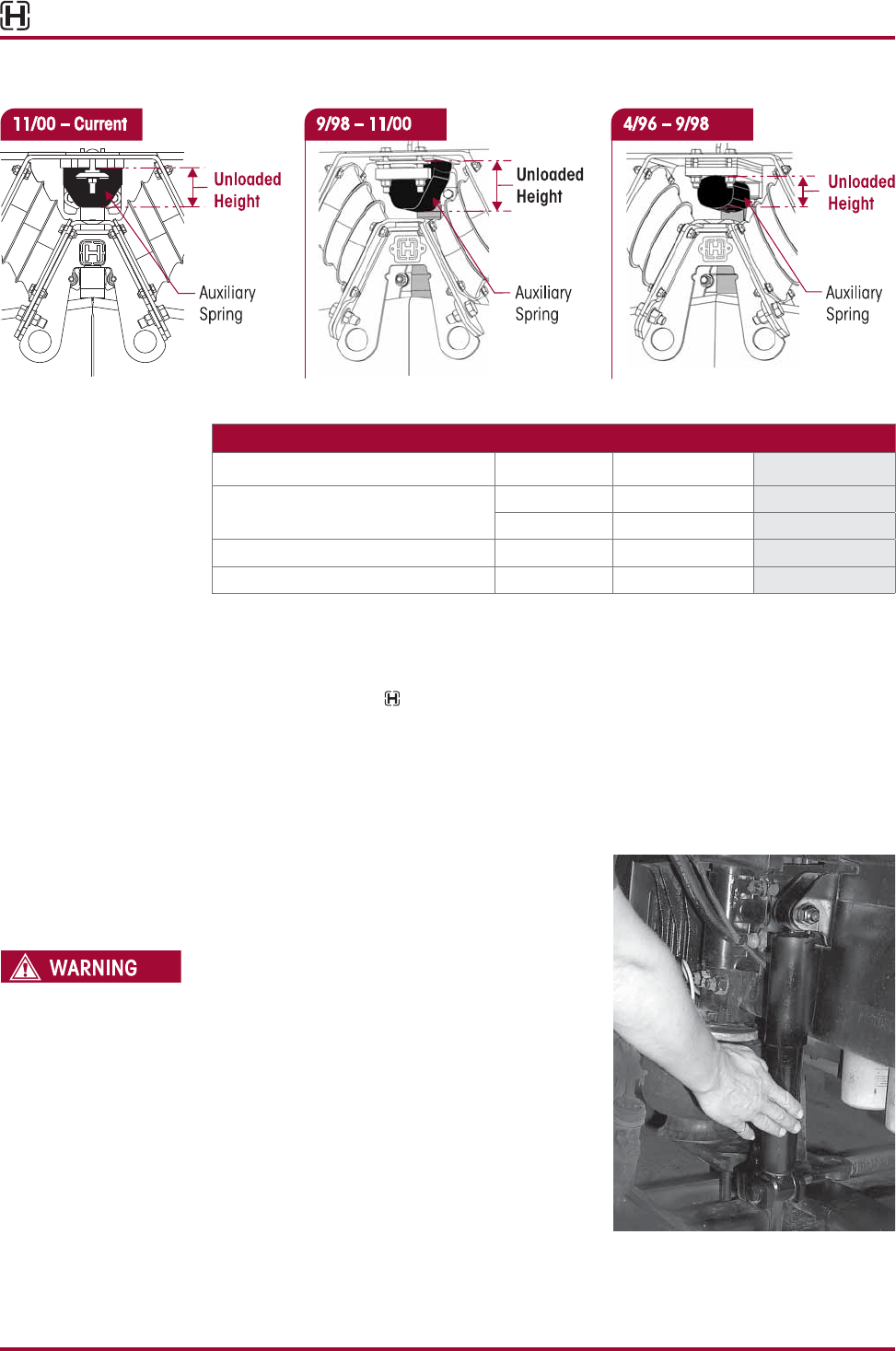
See Table 6-1 for the normal and minimum unloaded auxiliary spring height. If the unloaded
height decreases below the minimum unloaded height as shown in the Table 6-1, replacement is
required, see Figure 6-10.
HN® Series
17730-227 23 Preventive Maintenance
FIGURE 6-10
Table 6-1
Auxiliary Spring Unloaded Height
Vehicles built between Part No. NORMAL MINIMUM
November 2000-Current 60314-000 33⁄8" (85.7 mm) 3" (76 mm)
65902-003 21⁄8" (53.9 mm) 115⁄16" (49.2 mm)
September 1998-November 2000 58947-000 4" (101.6 mm) 3½" (88.9 mm)
April 1996-September 1998 58189-000 2¾" (70.1 mm) 2" (50.8 mm)
SHOCK ABSORBER
Hendrickson uses a long service life, premium shock absorber on all HN suspensions. If shock
absorber replacement is necessary, Hendrickson recommends that the shock absorbers be
replaced with identical Hendrickson Genuine parts for servicing. Failure to do so will affect
the suspension performance, durability, and will void the warranty. Inspection of the shock
absorber can be performed by doing a heat test, and a visual inspection. For instructions on
shock absorber replacement see the Component Replacement Section of this publication. (It is
not necessary to replace shock absorbers in pairs if one shock absorber requires
replacement.)
FIGURE 6-11
HEAT TEST
1. Drive the vehicle at moderate speeds on rough
road for minimum of fifteen minutes.
DO NOT GRAB THE SHOCK AS IT COULD POSSIBLY
CAUSE PERSONAL INJURY.
2. Lightly touch the shock body carefully below the
dust cover, see Figure 6-11.
3. Touch the frame to get an ambient reference.
A warm shock absorber is acceptable, a cold
shock absorber should be replaced.
4. To inspect for an internal failure, remove and
shake the suspected shock. Listen for the sound
of metal parts rattling inside. Rattling of metal
parts can indicate that the shock has an internal
failure.
VISUAL INSPECTION
Look for these potential problems when doing a visual inspection. Inspect the shock absorbers
fully extended. Replace as necessary.

HN® Series
Preventive Maintenance 24 17730-227
FIGURE 6-12
LEAKING VS. MISTING SHOCK VISUAL INSPECTION
The inspection must not be conducted after driving in wet weather or a vehicle wash; shocks
need to be free from water. Many shocks are often misdiagnosed as failures. Misting is the
process whereby very small amounts of shock fluid evaporate at a high operating tempera-
ture through the upper seal of the shock. When the “mist” reaches the cooler outside air, it
condenses and forms a film on the outside of the shock body. Misting is perfectly normal and
necessary function of the shock. The fluid which evaporates through the seal area helps to lubri-
cate and prolong the life of the seal.
FIGURE 6-13
A shock that is truly leaking and needs to be
replaced will show signs of fluid leaking in streams
from the upper seal. These streams can easily be
seen when the shock is fully extended, under-
neath the main body (dust cover) of the shock.
Look for these potential problems when doing a
visual inspection. Inspect the shock absorbers fully
extended. Replace as necessary.
NOTE The HN suspension is equipped with a premium
seal on the shock, however this seal will allow for
misting to appear on the shock body (misting is
not a leak and is considered acceptable).
If the shock is damaged, install a new shock
absorber as detailed in the Component Replace-
ment Section of this publication.
REBOUND STRAP
The rebound strap, see Figure 6-14, helps prevent the overextension of the bolster springs during
normal vehicle operation. Periodic visual inspection of the rebound strap is required every six
months. If the rebound strap is torn, frayed or not intact, replace as outlined in the Component
Replacement Section of this publication.
FIGURE 6-14
Rebound
Strap
Anchor
Plate
Assembly
Rebound Strap
Mounting Plate
Anchor Plate
Assembly
Rebound
Strap
4/96 – 9/989/98 – 11/0011/00 – Current
Rebound
Strap
Anchor
Plate
Assembly
HN® Series
17730-227 25 Alignment & Adjustments
SECTION 7
Alignment & Adjustments
DRIVE AXLE ALIGNMENT INSPECTION PROCEDURE
Proper alignment is essential for maximum ride quality, performance, and tire service life. The
following recommended alignment procedure as described below, should be performed if
excessive or irregular tire wear is observed.
NOTE Proper vehicle alignment can only be achieved when all axles are aligned to the vehicle’s
centerline and the steering axle’s caster, camber and toe-in settings are within specifications.
If, however, axle alignment equipment is not available the alignment of the drive axles may be
checked by performing the following steps.
1. Use a work bay with a level, flat surface.
2. Relax the suspension by slowly moving the vehicle back and forth several times in a straight
line without using the brakes. This will slacken or loosen the suspension as the vehicle is
positioned. End with all wheels positioned straight ahead.
3. DO NOT set the parking brake. Chock the front wheels of the vehicle.
4. Verify all suspension components are in good condition. Repair or replace any worn or
damaged suspension components before proceeding with the alignment process.
5. Ensure all drive axle tires are the same size.
FIGURE 7-1
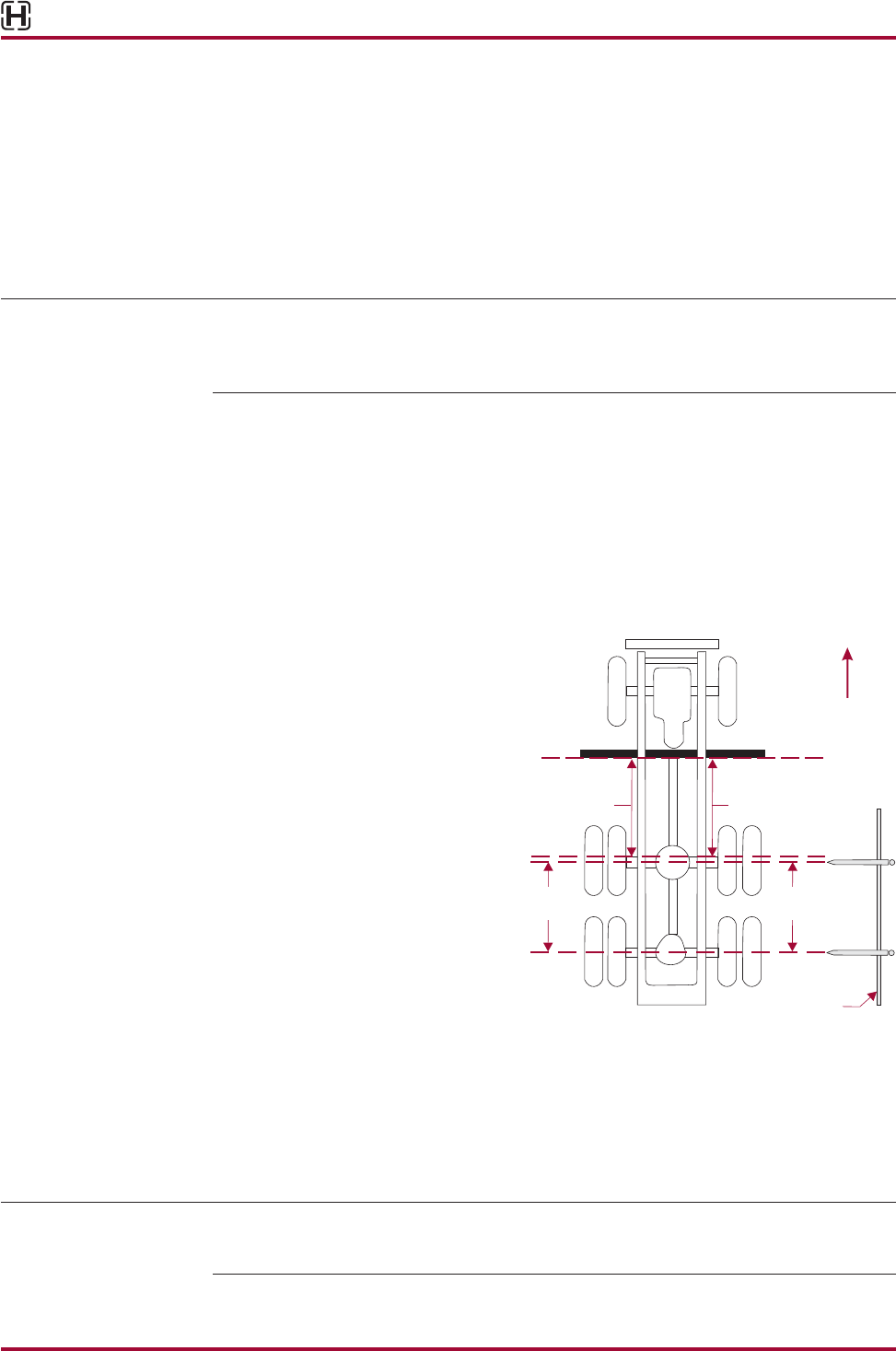
6. Securely clamp a six-foot piece of
STRAIGHT bar stock or angle iron
across the lower frame flange as
shown in Figure 7-1. Select a loca-
tion for the bar stock or angle iron
as far forward of the drive axle as
possible where components will not
interfere.
7. Accurately square the bar stock or
angle iron to the frame using a car-
penter’s square.
8. Using a measuring tape, measure
from the straight edge to the forward
face of the front drive axle arms on
both sides of the vehicle as shown
in Figure 7-1, A and B.
9. Calculate the difference between measurements A and B.
a. If the front drive axle is within vehicle manufacturer’s specifications, proceed to check
the rear drive axle (Step 11).
b. If alignment of the front drive axle IS NOT within the vehicle manufacturer’s specifica-
tions, then the alignment of this axle MUST be corrected BEFORE measuring the rear
drive axle alignment (Step 11). Correct the alignment of this axle by following the bar
pin alignment instructions.
NOTE Since the remaining drive axle will be aligned relative to the front drive axle, it is essential
that the front drive axle is aligned within the vehicle manufacturer’s specifications prior to the
alignment of the remaining drive axle.
10. Using a trammel bar, measure the distance from the spindle center of the front drive axle to
the spindle center of the rear drive axle on both sides of the vehicle; see Figure 7-1, Cand D.
FRONT
Trammel Bar
AB
CD
HN® Series
Alignment & Adjustments 26 17730-227
11. Calculate the difference between measurements Cand D.
a. If the measurements are within the vehicle manufacturer’s specifications, then the rear
drive axle alignment is acceptable.
b. If alignment of the rear drive axle IS NOT within the vehicle manufacturer’s specifica-
tions, then the alignment of this axle MUST be corrected. Correct the alignment of this
axle by following the bar pin alignment instructions.
12. Recheck measurements to confirm adjustments. Repeat Steps 9 through 12 until the cor-
rect alignment is achieved.
13. When all drive axle alignments are within the vehicle manufacturer’s specifications then
the alignment procedure is complete.
BAR PIN ALIGNMENT
FIGURE 7-2
The alignment feature consists of
specially designed, tightly tolerance
steel shims which fill the 3⁄8" (9.5
mm) total gap between the bushing’s
bar pin and the axle bracket legs. The
gap must be filled by placing the
shims on the bushing assembly in
one of the positions shown in Figures
7-2 or 7-3. Hendrickson has three
shim designs options for alignment,
part number 50130-000 (provided),
50131-000 and 57026-000, see
Figure 7-5.
A BAR PIN SHIM MUST BE INSTALLED
AT EACH BOLT LOCATION. THE SAME
PART NUMBER SHIM IN THE SAME
ORIENTATION MUST BE USED AT BOTH
BOLT LOCATIONS ON ANY ONE END
BUSHING. DO NOT INSTALL OR STACK
MORE THAN ONE SHIM AT EACH BOLT LOCATION. USE GENUINE HENDRICKSON BAR PIN SHIMS, DO
NOT USE STANDARD WASHERS. FAILURE TO FOLLOW THESE WARNINGS MAY RESULT IN IMPROPER
VEHICLE ALIGNMENT, FRACTURE OF THE AXLE BRACKET OR BAR PIN WHICH COULD RESULT IN THE
LOSS OF VEHICLE CONTROL AND POSSIBLE PERSONAL INJURY OR PROPERTY DAMAGE.
ALIGNMENT ADJUSTMENT
If alignment of the drive axles is required, as determined by an alignment inspection procedure,
the following steps will need to be performed.
1. Determine direction of axle thrust angle. Figure 7-4 illustrates the forward drive axle with a
thrust angle to the left (-negative thrust).
SERVICE HINT Axle movement is in the same direction as whichever side of the bar pin receives an increase in
shim thickness, see Figure 7-3.
2. To determine where to adjust shim thickness use measurement A and B for front drive axle
or C and D for rear drive axle, see Figure 7-1.
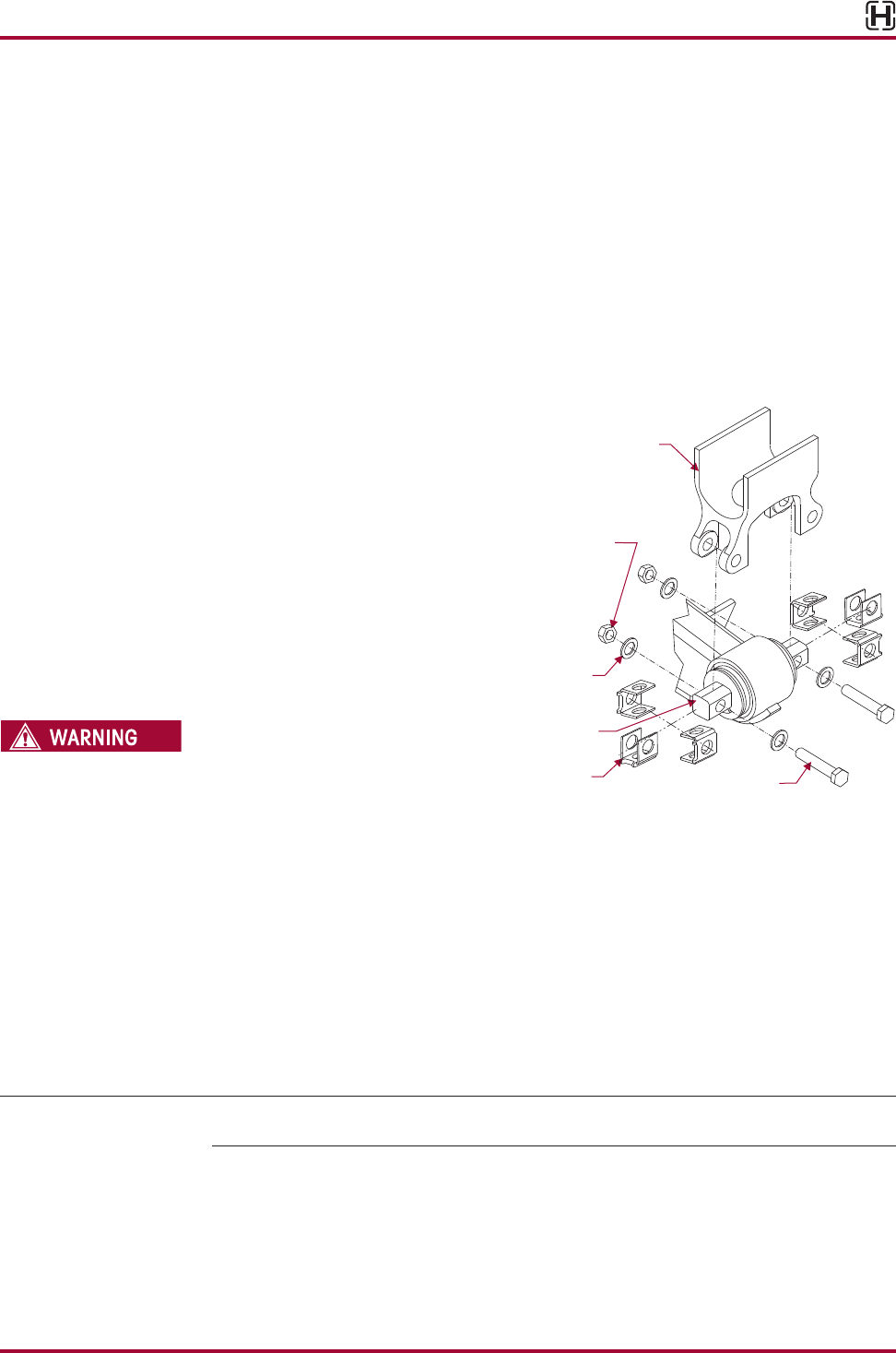
Axle Bracket
Supplied by vehicle
manufacturer
1" Locknut
Tightening Torque
450-600 ft. lbs.
1" Washer
1" Bolt
Tightening Torque
500-650 ft. lbs.
Bar Pin
Alignment
Shim
Bar Pin
HN® Series
17730-227 27 Alignment & Adjustments
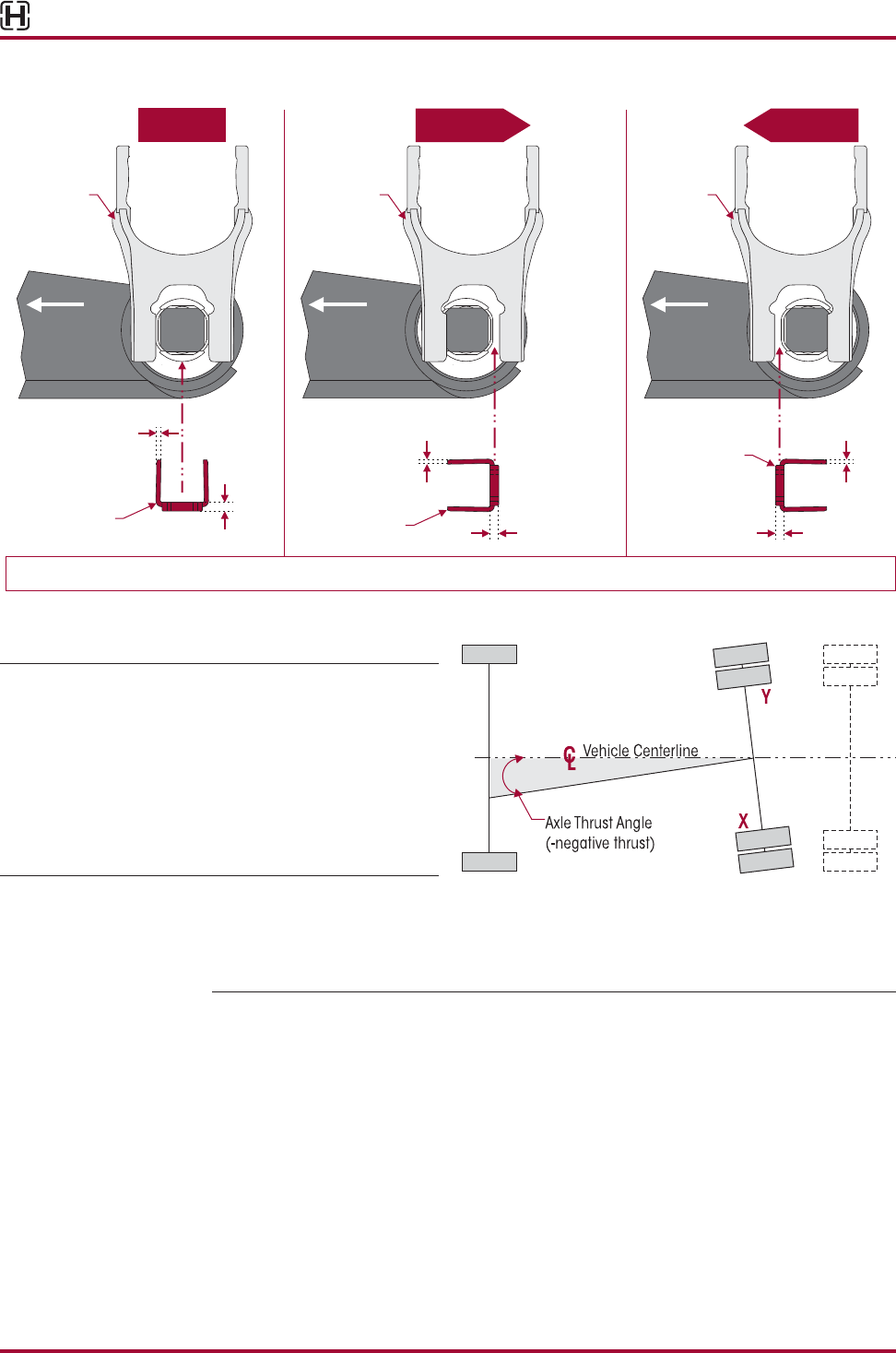
FIGURE 7-3
FIGURE 7-4
SERVICE HINT Axle movement will be on the
side of the bar pin where shim
thickness is increased. For
example, to correct the axle
thrust angle illustrated in Figure
7-4, shim thickness will need to
be increased at the front of the
bar pin (Location X) and/or the
rear of the bar pin (Location Y).
NOTE Computerized alignment
equipment, such as a Hunter
WT100 series, is the preferred method of alignment. Laser alignment equipment may be used,
however, to calculate the shim thickness required the target offset must be converted to thrust
angle, see alignment equipment manufacturer for procedures.
3. Chock the wheels of the front axles to prevent vehicle movement during service.
4. Raise the frame of the vehicle to remove the load from the suspension. Support the frame
at this height with frame stands.
5. Support the equalizing beam and remove the fasteners from the end bushing where the
bar pin alignment shim adjustment is being made.
Nominal Axle Moves
Axle
Bracket
*Alignment Shim *Alignment Shim
*Alignment Shim
Axle Moves
Bar
Pin
Axle
Bracket
Axle
Bracket
Bar
Pin
Bar
Pin
38
/ (9.5 mm)
"
316/" (4.8 mm)
Equalizing
Beam
Center
Equalizing
Beam
Center
Equalizing
Beam
Center
38
/ (9.5 mm)
"38
/ (9.5 mm)
"
316
/" (4.8 mm) 316/" (4.8 mm)
Toward Rear Toward Front
* Alignment shim P/N 50130-000 is shown. Refer to Figure 7-5 for leg and back dimensions on shim P/Ns 50131-000 and 57026-000
HN® Series
Alignment & Adjustments 28 17730-227
6. Adjust shim thickness to move the axle in the desired direction, see Figure 7-3.
EACH BAR PIN END BUSHING HAS ONE INBOARD AND ONE OUTBOARD ALIGNMENT SHIM, FOR
A TOTAL OF FOUR SETS OF TWO ALIGNMENT SHIMS PER SUSPENSION. EACH SET OF ALIGNMENT
SHIMS ON A BAR PIN END BUSHING MUST BE INSTALLED IN THE SAME ORIENTATION. EACH OF
THE FOUR BAR PIN END BUSHING SHIM LOCATIONS CAN DIFFER IN ORIENTATION. SEE FIGURE 7-2.
FAILURE TO FOLLOW THESE WARNINGS MAY RESULT IN THE FRACTURE OF EITHER THE AXLE BRACKET
OR BAR PIN WHICH COULD RESULT IN THE LOSS OF VEHICLE CONTROL AND POSSIBLE PERSONAL
INJURY OR PROPERTY DAMAGE.
THE BAR PIN ALIGNMENT SHIM (P/N 50130-000) MUST BE INSTALLED WITH THE FOLDED EDGE
FACING AWAY FROM THE BUSHING, SEE FIGURE 7-5. FAILURE TO DO SO MAY RESULT IN SHIM DAMAGE,
IMPROPER ALIGNMENT, DAMAGE OR FRACTURE OF THE AXLE BRACKET OR BAR PIN WHICH COULD
RESULT IN THE LOSS OF VEHICLE CONTROL AND POSSIBLE PERSONAL INJURY OR PROPERTY DAMAGE.
7. Install new end bushing fasteners and tighten to:
■ At the locknut to 450-600 foot pounds torque, or
■ At the bolt head to 500-650 foot pounds
8. Remove support and lower the vehicle.
9. Verify the axle’s alignments are within the vehicle manufactures tolerance.
10. Set brakes and remove wheel chocks.
BAR PIN ALIGNMENT SHIM
The following service notes will help when performing Hendrickson equalizing beam bar pin alignment
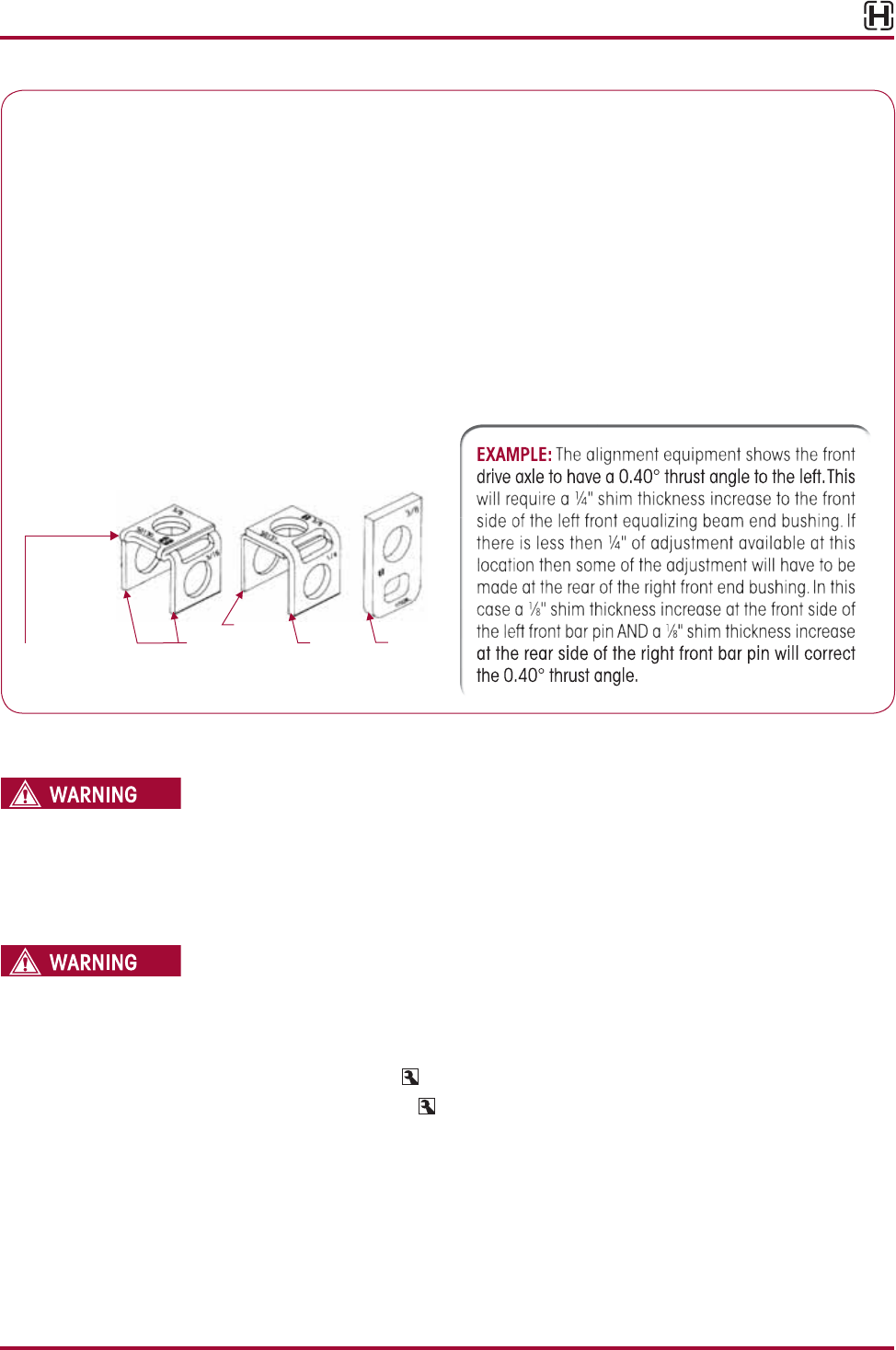
■ The standard alignment shims supplied with each sus-
pension (P/N 50130-000) have two 3⁄16" legs and a 3⁄8"
back, see Figure 7-5. Rotating the shim pairs 90° will
change the axle alignment in ± 3⁄16" increments.
■ If finer adjustments are required use an optional align-
ment shim (P/N 50131-000). This alignment shim has
one 1⁄8" leg, one ¼" leg, and a 3⁄8" back, see Figure 7-5. A
total of ¾" adjustment is achievable to the axle.
■ An optional 3⁄8" flat shim is also available (P/N
57026-000), see Figure 7-5.
FIGURE 7-5
■ Shim thickness of 1⁄16" increases 0.10° of thrust angle.
■ To accomplish a thrust angle adjustment rotate the
alignment shims on the bar pin of the end bushing.
Axle movement will be in the same direction as which-
ever side of the bar pin receives a shim thickness
increase.
■ Axle thrust angle may be adjusted at either wheel end
on an axle. If insufficient adjustment is available at
one wheel end, the opposing wheel end will also need
to be adjusted, but in the opposite direction.
Part Number
50130-000
Part Number
50131-000
Part Number
57026-000
316
/ " Leg
18
/ " Leg
NOTE:
Folded edge
in 50130-000
shim must be
positioned away
from bushing
38
/ " Leg
¼" Leg
HN® Series
17730-227 29 Alignment & Adjustments
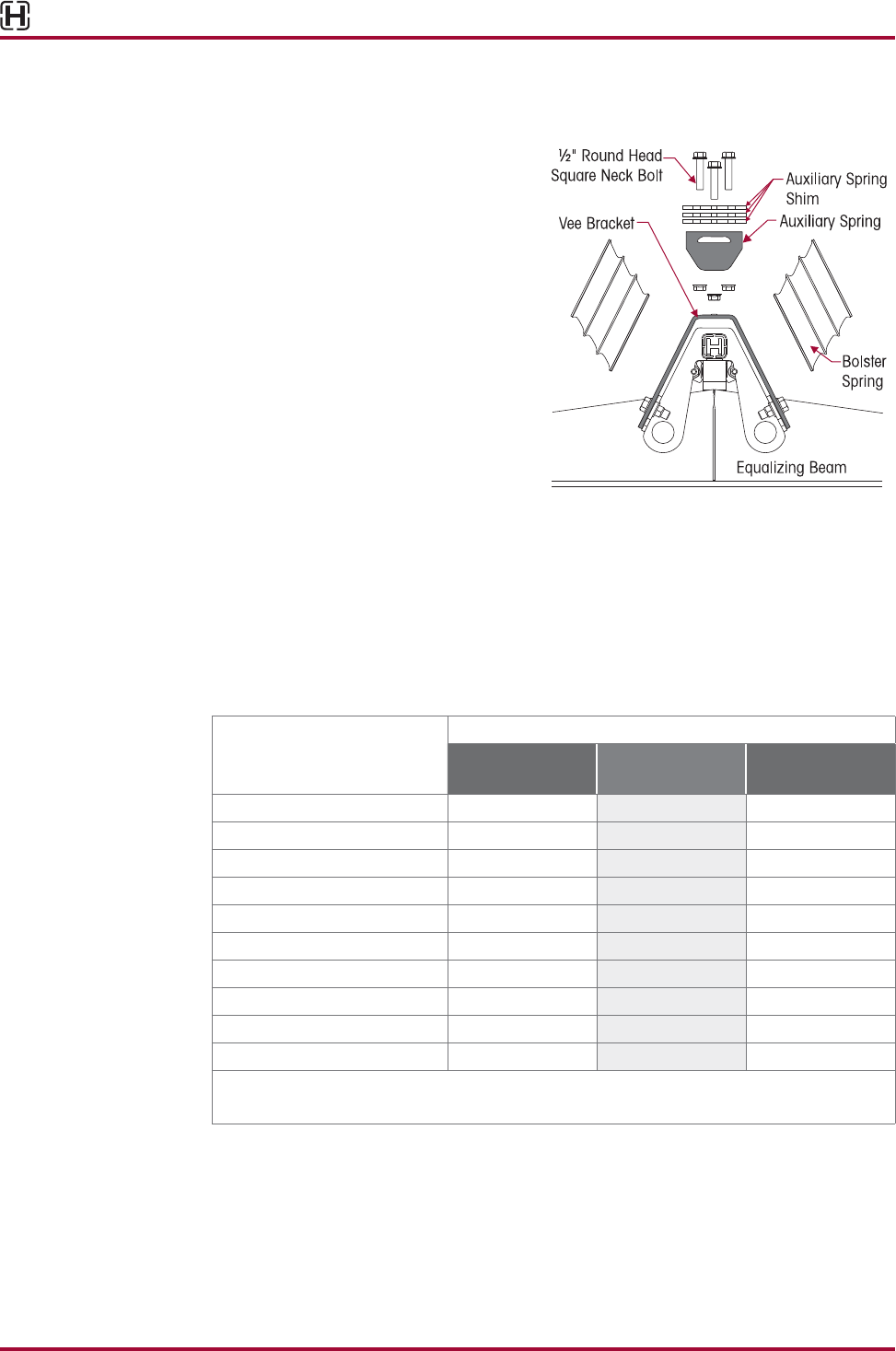
AUXILIARY SPRING SHIM EVALUATION
FIGURE 7-6
The HN suspension uses a dual spring
design to achieve a good empty ride while
maintaining a stable ride when loaded.
When empty, the vehicle rides on the bol-
ster springs and there is an air gap between
the auxiliary springs and the vee brackets.
When loaded, the weight of the vehicle
compresses the bolster springs so the auxil-
iary spring engages the vee bracket thereby
increasing roll stability. Vehicles with a low
unladen tandem weight or a high center of
gravity may require increased roll stability.
On these vehicles, auxiliary spring shims
can be added above the auxiliary spring
so the auxiliary spring and the vee bracket
engage sooner. This may eliminate any gap
between the auxiliary springs and the vee bracket.
Production vehicles specified with the HN suspension are typically equipped with three (3)
auxiliary spring shims, see Figure 7-6. Some vehicles are manufactured with less shims to
minimize the need for adjustment after the body equipment is installed.
To achieve optimal ride quality and stability the unladen tandem weight of some vehicles will
dictate the auxiliary spring shim arrangement, see Table 7-1.
TABLE 7-1
RECOMMENDED NUMBER OF AUXILIARY SPRING SHIMS FOR THE FOLLOWING APPLICATIONS
**Vehicle / Application
*Unladen Tandem Weight With Body / Equipment Installed
Normal
10,000-18,000 lbs.
Medium
18,001-23,000 lbs.
Heavy
23,001-28,000 lbs.
Dump Truck 3 Shims 2 Shims 2 Shims
Refuse Front Load Dump 3 Shims 5 Shims 5 Shims
Refuse Front Load Eject 3 Shims 2 Shims 1 Shim
Refuse Rear Load Eject 3 Shims 2 Shims 1 Shim
Refuse Side Loader 3 Shims 2 Shims 1 Shim
Refuse Side Loader Dump 3 Shims 5 Shims 5 Shims
Refuse Recycler Dump 3 Shims 5 Shims 5 Shims
Refuse Recycler Eject 3 Shims 2 Shims 1 Shim
Transit Mixer 3 Shims 3 Shims 1 Shim
Crane Carrier 3 Shims 5 Shims 5 Shims
* Matrix based on extensive eld testing under varying conditions.
** Contact Hendrickson Tech Services for applications not listed.
ADJUSTMENT NOTES
1. Both sides of the HN suspension MUST have an equal number of auxiliary spring shims, in
place or a vehicle lean may result.
2. A maximum of five (5) and a minimum of one (1) auxiliary shim(s) may be installed per
side above the auxiliary spring.
3. After determining the proper amount of shims required, install or remove the shims as
needed, see Auxiliary Spring Shim Adjustment in this Section.
HN® Series
Alignment & Adjustments 30 17730-227
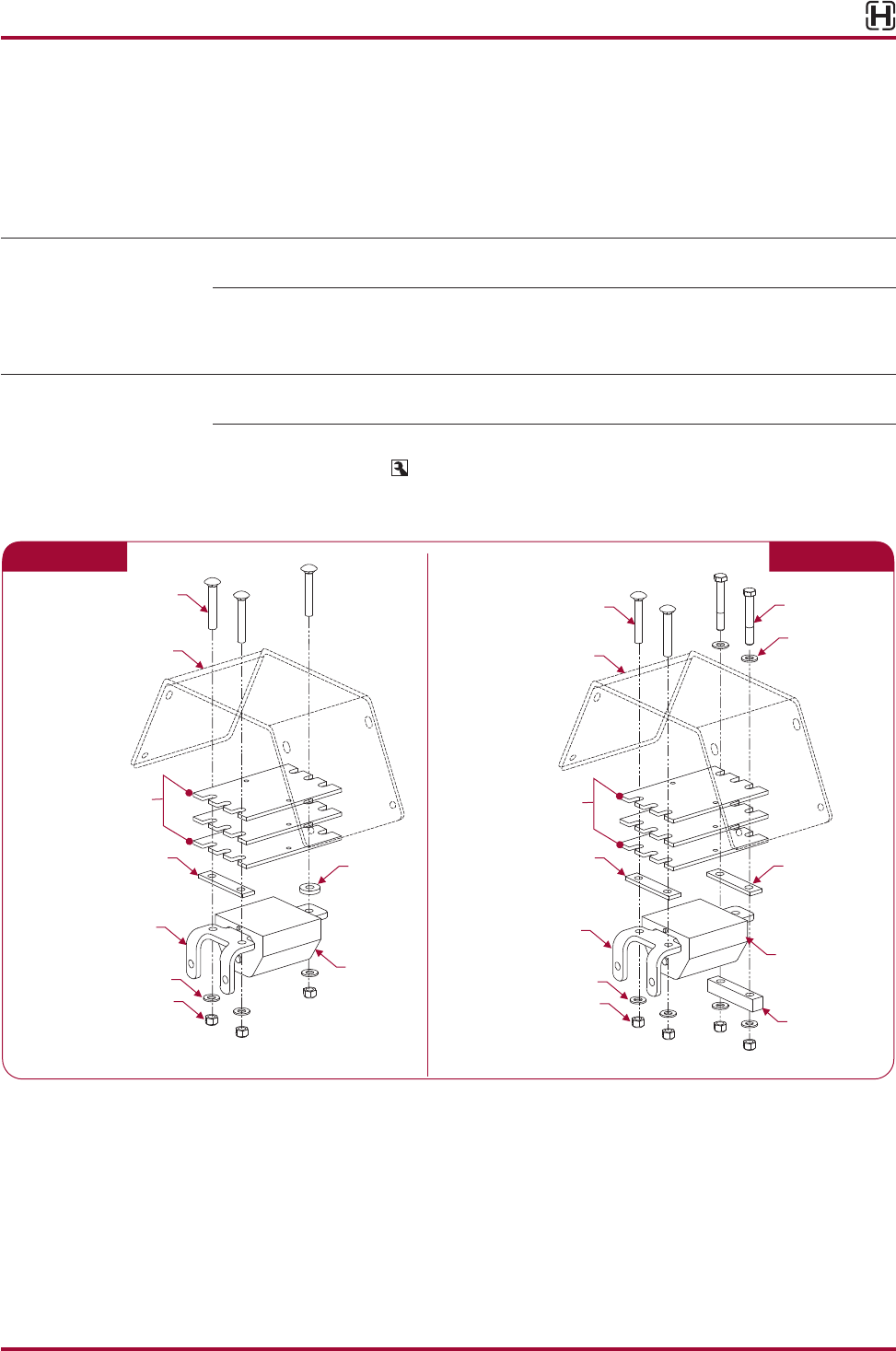
AUXILIARY SPRING SHIM ADJUSTMENT
DISASSEMBLY
1. Chock the front wheels of the vehicle.
2. Remove the fasteners that attach the auxiliary spring shims to the auxiliary spring mounting
plate, see Figure 7-7.
SERVICE HINT If the auxiliary spring is in contact with the auxiliary spring shims, it will be necessary to raise the
frame of the vehicle to service the auxiliary spring shims.
3. Remove or install additional shims as per the guidelines detailed in Table 7-1.
ASSEMBLY
NOTE The bolt length varies with the amount of shims installed. Ensure there is at least three (3)
threads exposed past the locknut.
1. Install the fasteners that attach the auxiliary spring shims to the auxiliary spring mounting
plate and tighten to 75-105 foot pounds torque, see Figure 7-7.
2. Remove wheel chocks.
FIGURE 7-7
11/00-CURRENT 9/98-11/00
½" Round Head Bolt
Outboard
¼" Thick
Spacer
Auxiliary Spring
Mounting Plate
¼" Thick Shim
Auxiliary
Spring
Auxiliary Spring
Mounting Plate
½" Locknut
Tightening Torque
75-105 ft. lbs.
½" Washer
Saddle Assembly
Auxiliary Spring Shims
(as required)
½" Round Head Bolt
Saddle Assembly
Auxiliary Spring Shims
(as required)
Auxiliary Spring
Mounting Plate
¼" Thick Shim
Auxiliary Spring
Mounting Plate
½" Locknut
Tightening Torque
75-105 ft. lbs.
½" Washer
½" Bolt
½" Washer
Auxiliary Spring
Mounting Plate
¼" Thick Shim
Auxiliary Spring
78
/ " Rebound
Strap Mounting
Plate
HN® Series
17730-227 31 Component Replacement
SECTION 8
Component Replacement
FASTENERS
When servicing a vehicle Hendrickson recommends replacing all removed fasteners with new
equivalent fasteners. Maintain correct torque values at all times. Check torque values as specified,
see Hendrickson’s Torque Specifications Section of this publication. If non-Hendrickson fasteners
are used, follow torque specifications listed in the vehicle manufacturer’s service manual.
SERVICE HINT When replacing components on the HN suspension, work one side of the vehicle at a time
and only lift the vehicle enough to remove load and component. This will help maintain axle
orientation and help reduce labor time and effort.
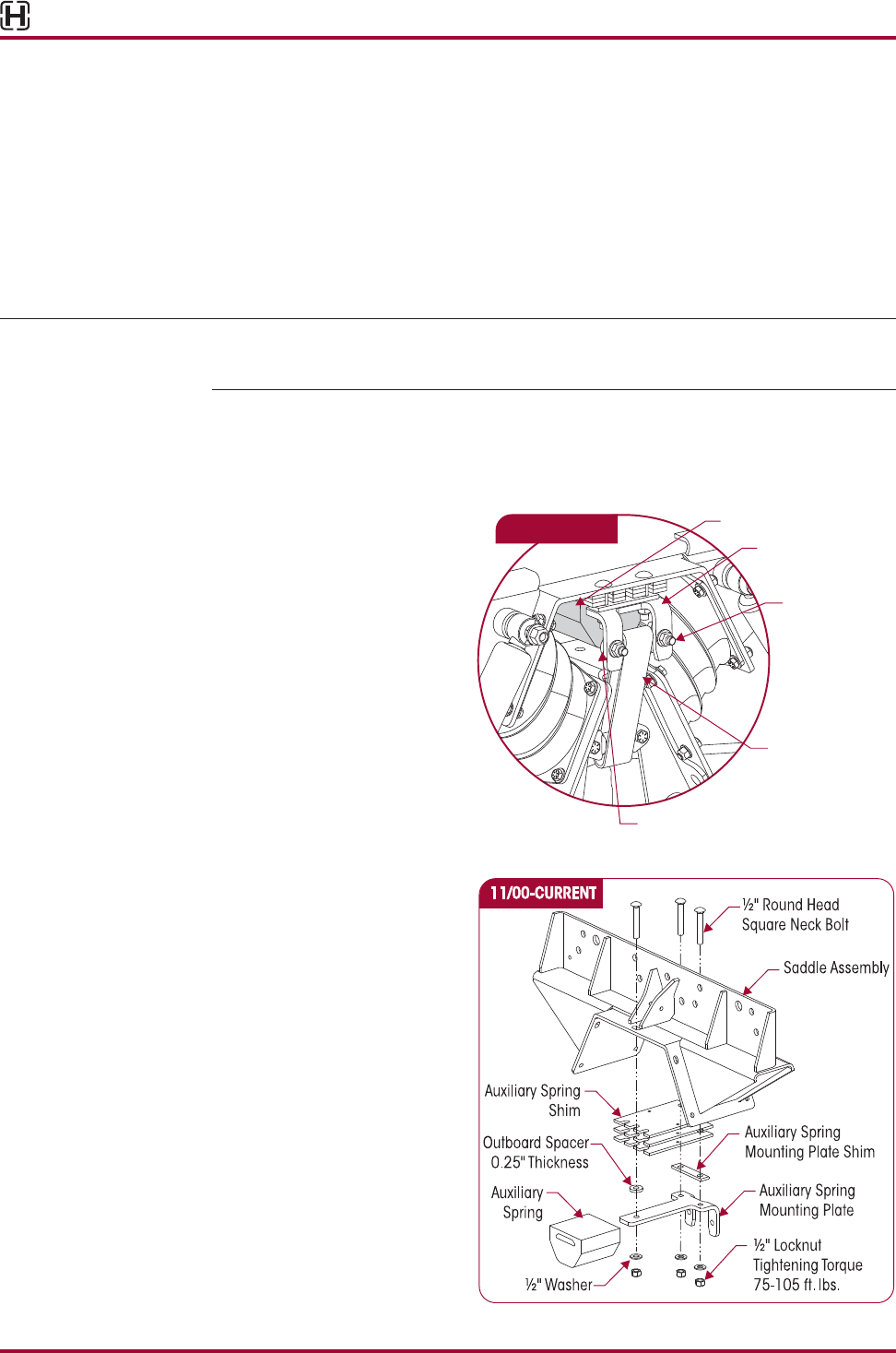
SADDLE
DISASSEMBLY
FIGURE 8-1
1. Chock the front wheels of the
vehicle.
2. Remove the fasteners from
the upper anchor plate
assembly and auxiliary
spring mounting plate, see
Figure 8-1.
3. Remove the fasteners con-
necting the auxiliary spring
to the saddle and the auxil-
iary spring outboard spacer,
see Figure 8-2. Remove the
auxiliary spring.
FIGURE 8-2
4. Loosen, DO NOT remove,
the eight (8) 7⁄16" fas-
teners connecting the
bolster springs to the sad-
dle assembly.
5. Remove the eight (8) 7⁄16"
fasteners connecting the
bolster springs to the vee
bracket.
6. Remove the four (4) ¾" fas-
teners from the vee bracket
and the equalizing beam.
Remove the vee bracket.
7. Remove the upper shock
absorber fasteners, from the
upper shock brackets. Push
the shock absorbers down
and clear of the upper shock
brackets.
Auxiliary Spring
Rebound Strap
Upper Anchor Plate Assembly
Auxiliary Spring
Mounting Plate
½" Anchor Plate
Fasteners
Tightening Torque
75-105 ft. lbs.
11/00-CURRENT
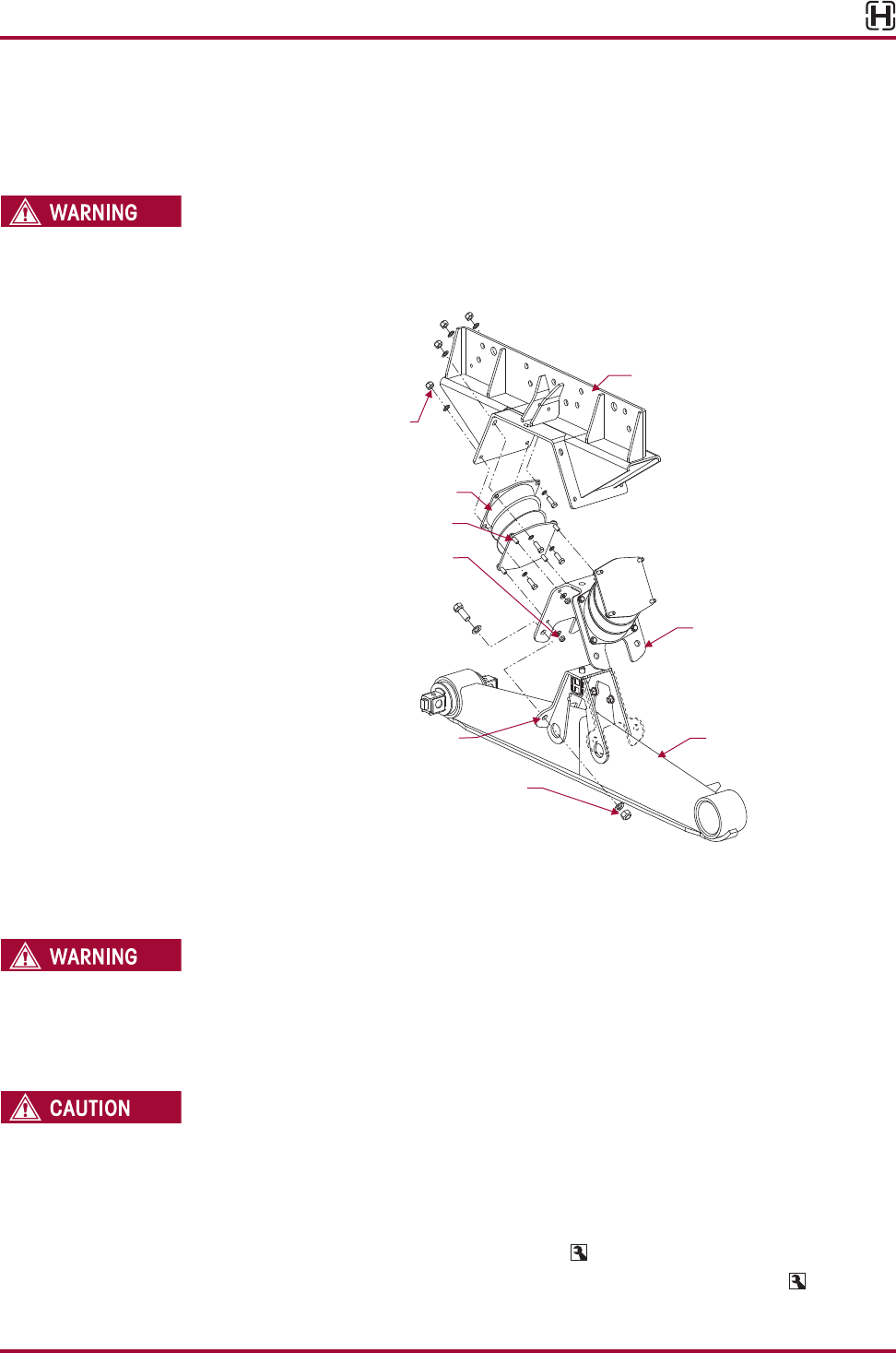
HN® Series
Component Replacement 32 17730-227
8. Raise the rear of the vehicle to clear the bolster springs from the equalizing beam. Support
the vehicle at this height.
9. Remove the eight (8) 7⁄16" fasteners that connect the bolster springs to the saddle, and
remove the bolster springs, see Figure 8-3.
THE WEIGHT OF THE SADDLE IS APPROXIMATELY 175 POUNDS. CARE SHOULD BE TAKEN AT REMOVAL
AND INSTALLATION TO PREVENT PERSONAL INJURY OR DAMAGE TO COMPONENTS.
10. Remove saddle to frame fasteners per the vehicle manufacturer’s specifications.
11. Remove the saddle.
FIGURE 8-3
ASSEMBLY
1. Mount the saddle to frame and tighten fasteners per the vehicle manufacture’s
specifications.
THE BOLSTER SPRING BOLT HEADS MUST BE POSITIONED AT THE RUBBER SIDE OF THE BOLSTER
SPRINGS TO PREVENT THE BOLSTER SPRINGS FROM BEING DAMAGED BY THE THREADED ENDS
OF BOLTS.
2. Mount the bolster springs to the saddle and loosely install the eight (8) 7⁄16" fasteners on the
bolster spring. Ensure the bolt heads are positioned to at the rubber side of the bolster springs.
DO NOT tighten at this time.
IF THE VEE BRACKET LOCATED BETWEEN THE EQUALIZING BEAM AND THE BOLSTER SPRINGS IS
DAMAGED, IT MUST BE REPLACED. FAILURE TO DO SO CAN CAUSE DAMAGE TO MATING COMPONENTS.
3. Remove the frame supports and lower the vehicle, guide the eight (8) lower bolster spring
studs into the vee brackets. Ensure the vee bracket sits at the bottom of the mounting slots
on the beam, see Figure 8-3.
4. Install the eight (8) lower 7⁄16" fasteners on the bolster spring.
5. Tighten all sixteen bolster spring fasteners to 33-45 foot pounds torque.
6. Mount the lower anchor plate assembly on the equalizing beam. Tighten to 75-105 foot
pounds torque, see Figure 8-3.
Saddle Assembly
716
/ " Locknut
Tightening Torque 33-45 ft. lbs.
Bolster Spring
Bolster Spring Stud
Vee Bracket
Equalizing Beam Mounting Slots
¾" Locknut
Tightening Torque 220-300 ft. lbs.
Equalizing Beam
716
/ " Locknut
Tightening Torque 33-45 ft. lbs.
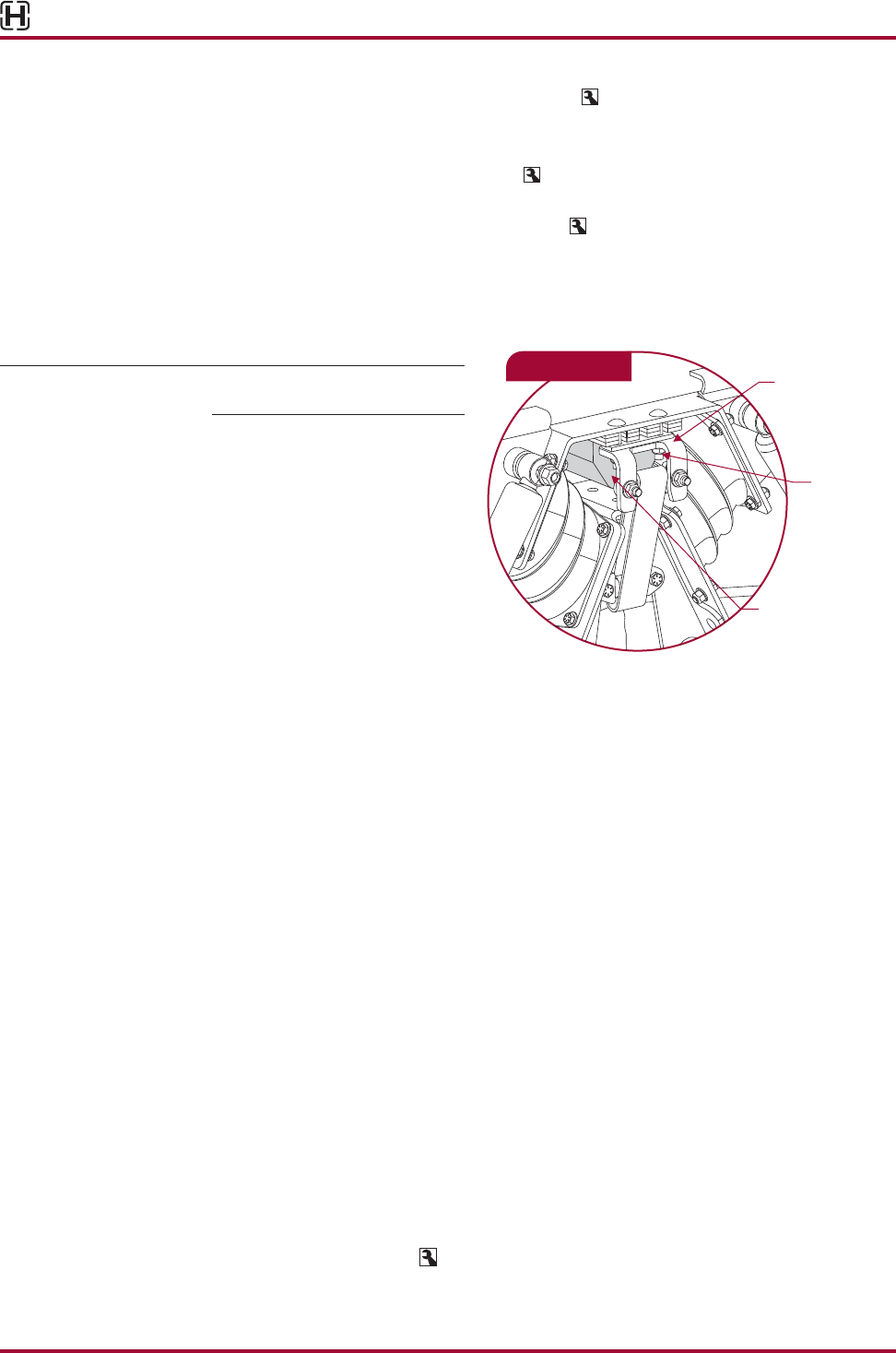
HN® Series
17730-227 33 Component Replacement
7. Install the shock absorber fasteners, tighten to 70-90 foot pounds torque.
8. Mount auxiliary spring and auxiliary spring shims to saddle by installing the ½" bolts and
fasteners, see Figure 8-2.
9. Tighten to auxiliary spring fasteners to 90-105 foot pounds torque.
10. Mount the upper anchor plate assembly to auxiliary spring mounting plate by installing the
two (2) ½" bolts and fasteners and tighten to 75-105 foot pounds torque, see Figure 8-1.
11. Remove wheel chocks.
AUXILIARY SPRING
FIGURE 8-4
NOTE Tire removal is not necessary to
service the auxiliary spring.
DISASSEMBLY
1. Chock the front wheels of the
vehicle.
2. Raise the frame of the vehicle
just enough to remove the
load from the bolster springs.
Support the frame at this
height.
3. Remove the fasteners secur-
ing the auxiliary spring
mounting plate to the saddle, see Figure 8-4.
4. Slide the auxiliary spring off the auxiliary spring mounting plate.
ASSEMBLY
1. Slide the auxiliary spring onto the auxiliary spring mounting plate.
2. Install the auxiliary spring mounting plate to the saddle.
a. Auxiliary Spring (11/00-Current)
i. Install the auxiliary spring shim(s) if removed, auxiliary spring mounting plate and
auxiliary spring mounting plate shim onto the inboard fasteners. Loosely install
the washers and locknuts, see Figure 8-5.
ii. Install the outboard fasteners through the saddle, auxiliary spring shim(s), 0.25"
thick outboard spacer, and auxiliary spring mounting plate.
b. Auxiliary Spring (9/98-11/00)
i. Install the auxiliary spring shim(s) if removed; one of the auxiliary spring mounting
plate shims, and the auxiliary spring mounting plate onto the inboard fasteners.
Loosely install the washers and locknuts, see Figure 8-6.
ii. Install the outboard fasteners through the saddle, the auxiliary spring shim(s), the
other auxiliary spring mounting plate shim, and the rebound strap mounting plate.
Loosely install the washers and locknuts on the outboard fasteners, see Figure 8-6.
c. Auxiliary Spring (4/96-8/98)
i. Auxiliary spring is no longer available. Use conversion kit no. 57974-011, see Parts
Lists Section of this publication, or contact Hendrickson Tech Services.
3. Tighten the fasteners to 75-105 foot pounds torque.
4. Remove the frame supports and lower the vehicle completely.
5. Remove the wheel chocks.
Auxiliary Spring
Mounting Plate
Auxiliary Spring
Assembly
Part No. 60314-000
½" Locknuts
and Washers
11/00-CURRENT
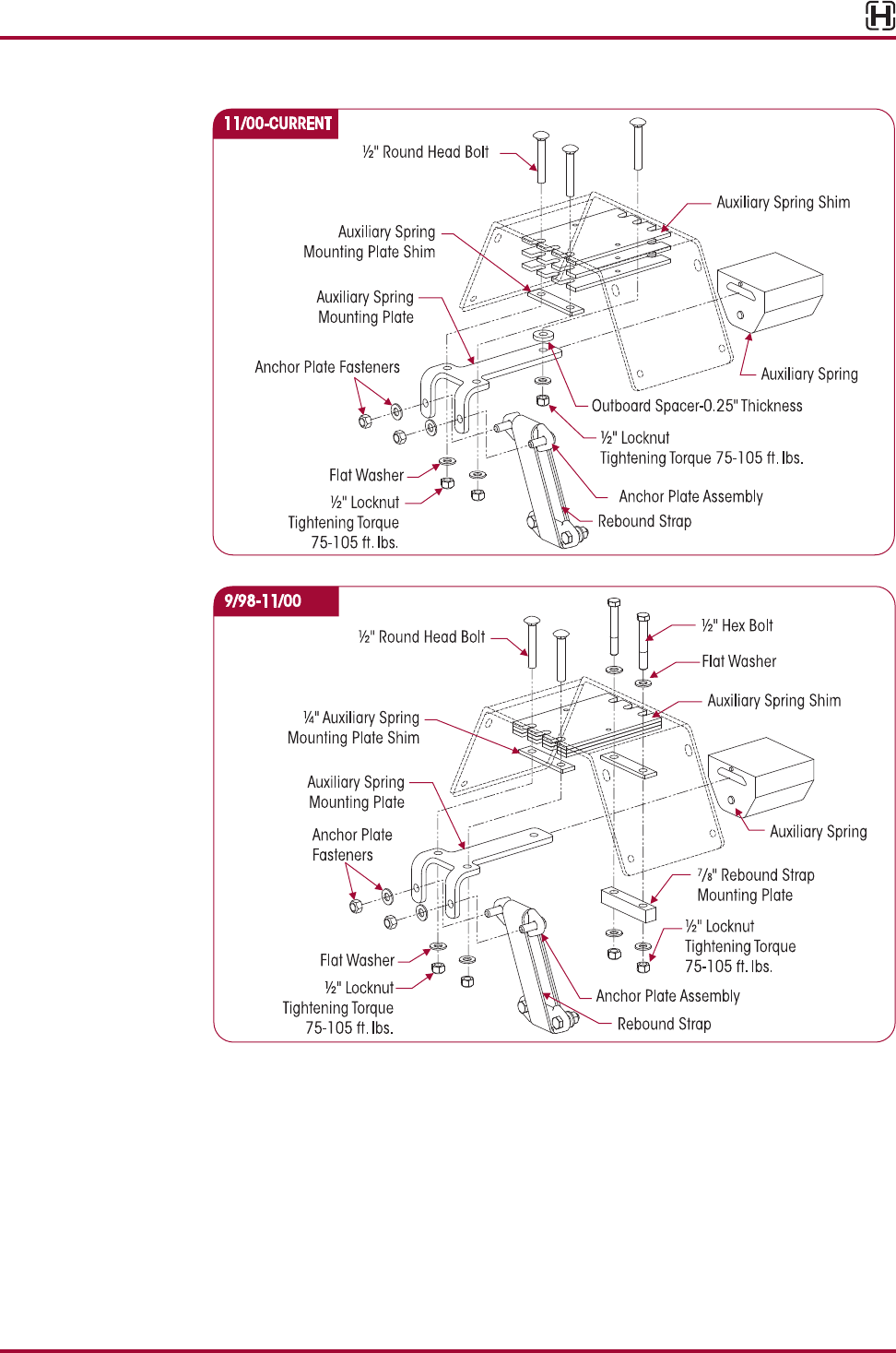
HN® Series
Component Replacement 34 17730-227
FIGURE 8-5
FIGURE 8-6
REBOUND STRAP
DISASSEMBLY
1. Chock the front wheels.
2. Vehicle should be in the loaded condition for the rebound strap to be slack enough for
removal.
3. From the inboard side of the saddle remove the ½" locknuts and ½" flat washers from the
top of the rebound strap anchor plate assembly (11/00-current and 9/98-11/00) or the
rebound strap mounting plate (4/96-9/98).
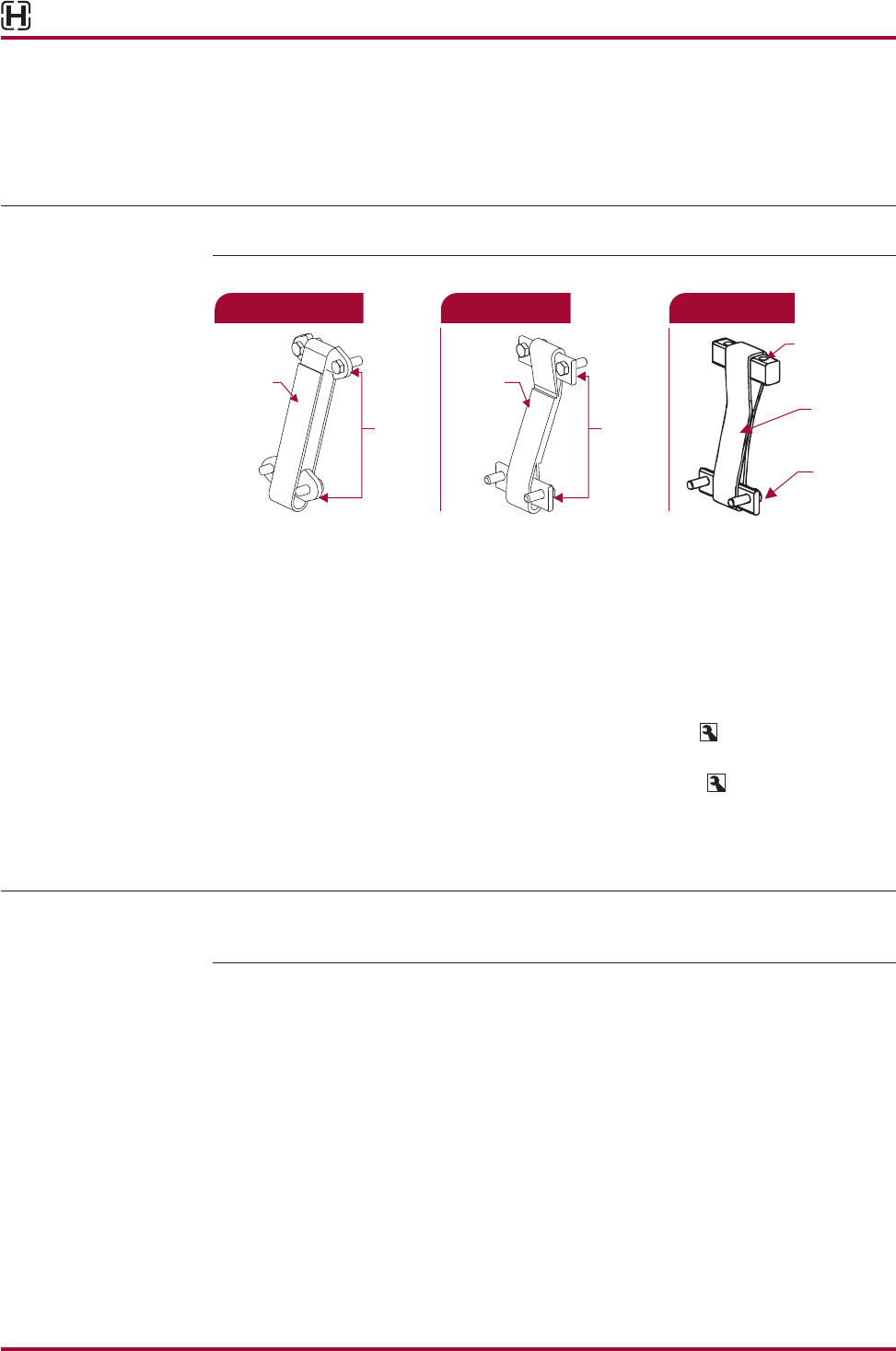
HN® Series
17730-227 35 Component Replacement
4. From the outboard side remove the ½" locknuts and ½" flat washers from the anchor plate
assembly of the rebound strap. This will free the rebound strap, anchor plate assembly and
if applicable (4/96-9/98) rebound strap mounting plate. Slide off and free both ends of
rebound strap from the anchor plate assembly and if applicable (4/96-9/98) the rebound
strap mounting plate, see Figure 8-7.
SERVICE HINT The anchor plate assembly welds of bolt heads do not need to be cut or separated to replace
rebound strap.
FIGURE 8-7
ASSEMBLY
1. Replace rebound strap by reversing procedure.
■ Vehicles built AFTER 9/98: Slide one strap end loop over each end of anchor plate
assembly, see Figure 8-7.
■ Vehicles built PRIOR TO 9/98: Slide one strap end loop over the mounting plate and
the other over the anchor plate assembly, see Figure 8-7.
2. From the inboard side of the saddle, place the rebound strap back to its original position.
3. From the inboard side reinstall ½" flat washers and locknuts to 75-105 foot pounds.
4. From the outboard side reinstall the ½" flat washers and locknuts of the anchor plate
assembly to the equalizing beam and torque the ½" locknuts to 75-105 foot pounds.
5. Remove the wheel chocks.
BOLSTER SPRING
NOTE Replacement of bolster springs is possible from under the vehicle without the removal of the
tires, rims or wheels. Hendrickson recommends that both bolster springs on one side of vehicle
be replaced even if only one shows wear.
DISASSEMBLY
1. Chock the front wheels of the vehicle.
2. From the outboard side, remove the fasteners securing the anchor plate assembly to the
auxiliary spring mounting plate. Remove the anchor plate.
3. Remove the fasteners securing the bolster springs to the saddle and vee bracket (8 per
bolster).
4. Raise the frame of the vehicle just enough to remove the load from the bolster springs.
Support the frame at this height.
5. Remove the bolster springs.
Rebound
Strap
Anchor
Plate
Assembly
Rebound Strap
Mounting Plate
Anchor Plate
Assembly
Rebound
Strap
4/96 – 9/989/98 – 11/00
11/00 – Current
11/00 – Current
Rebound
Strap
Anchor
Plate
Assembly
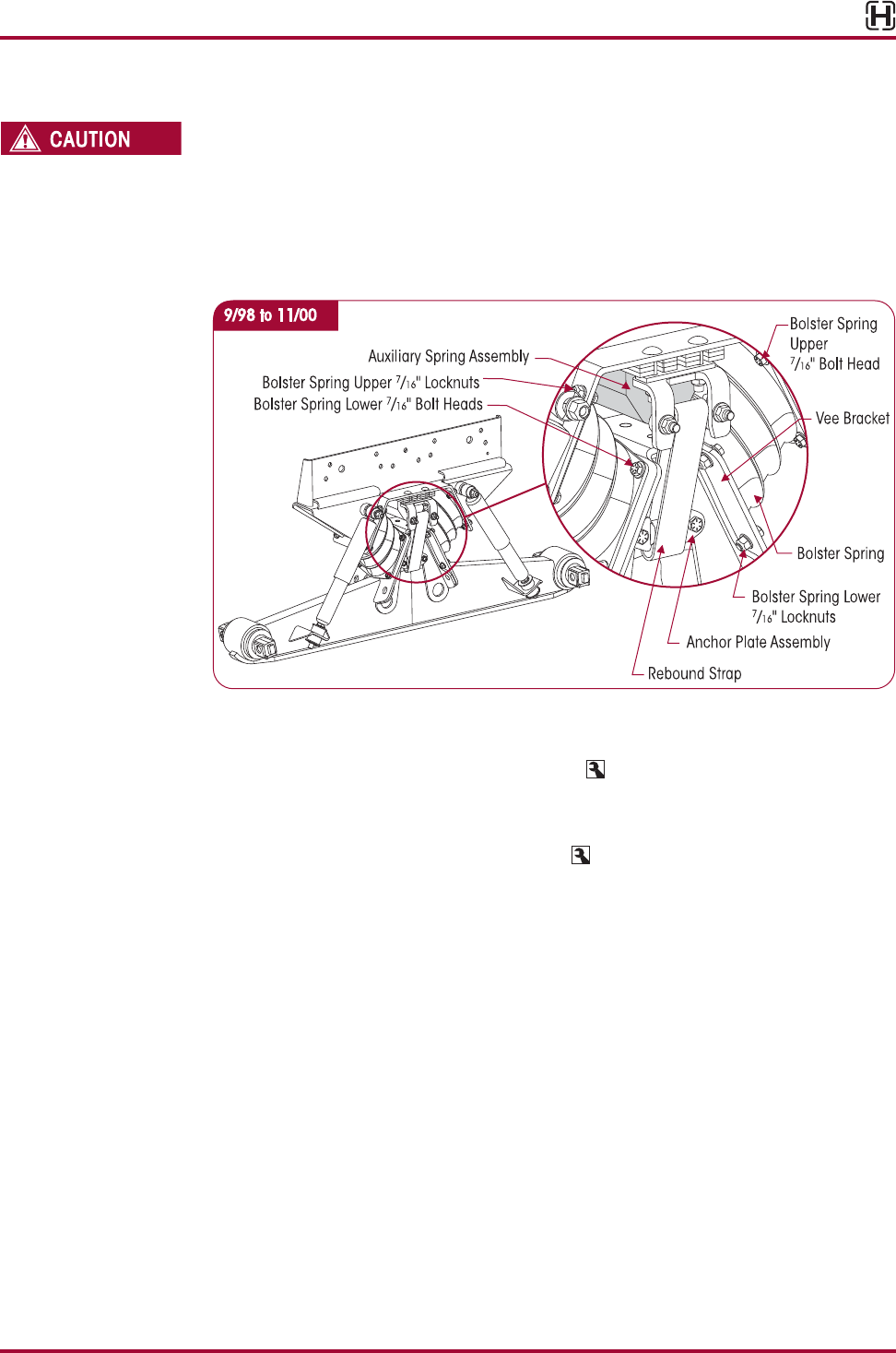
HN® Series
Component Replacement 36 17730-227
ASSEMBLY
THE BOLSTER SPRING MOUNTING BOLT HEADS MUST BE POSITIONED AT THE RUBBER SIDE OF THE
BOLSTER SPRINGS TO PREVENT THE BOLSTER SPRINGS FROM BEING DAMAGED BY THE THREADED
ENDS OF BOLTS.
1. Install the bolster springs between the vee bracket and saddle.
2. Loosely install the fasteners securing the bolsters to the saddle and the vee bracket assem-
bly making sure the fastener heads are on the rubber side of the bolsters, see Figure 8-8.
FIGURE 8-8
3. Once all fasteners have been loosely installed remove the frame supports and lower the
vehicle to place the full load of the vehicle on the suspension.
4. Tighten the bolsters spring fastener locknuts to 33-45 foot pounds.
5. Install the anchor plate through the rebound strap loop.
6. Install the anchor plate and fasteners to the auxiliary spring mounting plate.
7. Tighten the anchor plate fastener locknuts to 75-105 foot pounds.
VEE BRACKET
DISASSEMBLY
1. Chock the wheels.
2. Remove the
5
/
8
" locknut, retainer washer, and rubber bushing from the bottom of both shock
absorbers.
3. To remove the lower anchor plate fasteners, gain access from the outboard side through
the opening of the vee-plate, see Figure 8-9. Remove the rebound strap anchor plate
assembly and free the lower section of the rebound strap and anchor plate assembly from
the equalizing beam.
4. Remove the lower bolster spring fasteners on the side being serviced (4 fasteners per
bolster).
5. Raise the frame enough to clear the vee bracket from the equalizing beam aligning pins,
see Figure 8-9.
6. Remove the four vee bracket ¾" fasteners.
7. Remove the vee bracket from the equalizing beam.
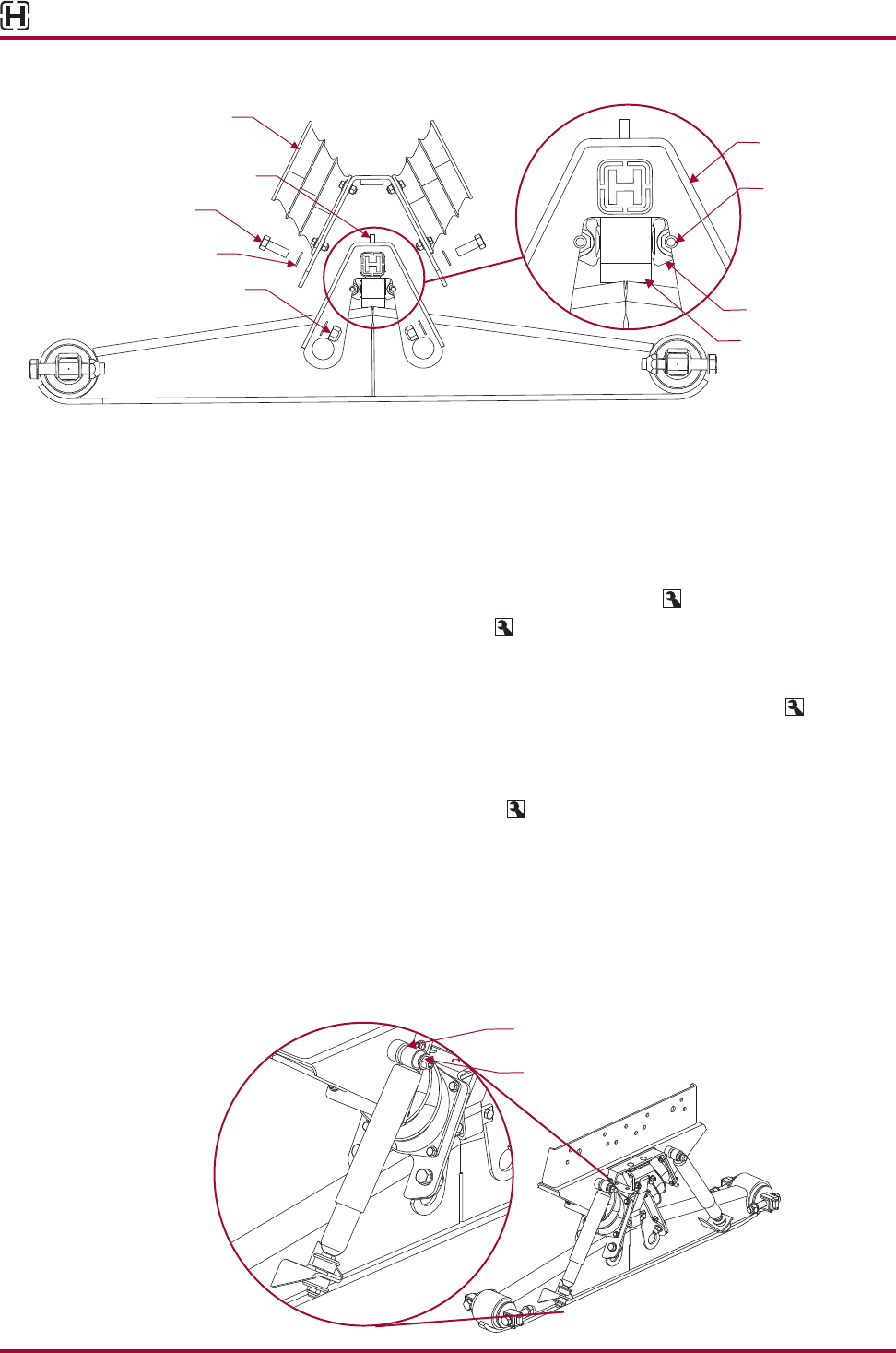
HN® Series
17730-227 37 Component Replacement
FIGURE 8-9
ASSEMBLY
1. Mount vee bracket over aligning pins on equalizing beam, see Figure 8-9.
2. Install the four vee bracket fasteners. DO NOT tighten at this time.
3. Lower the frame enough to align the four lower bolster spring holes to the vee bracket.
4. Install the
7
/
16
" lower bolster spring fasteners.
5. Completely lower the vehicle.
6. Torque all loosened or removed bolster spring fasteners to 33-45 foot pounds torque.
7. Torque vee bracket ¾" fasteners to 220-300 foot pounds torque.
8. Reattach the lower end of the rebound strap and anchor plate to the equalizing beam.
9. Install the lower anchor plate assembly fasteners, gain access from the outboard side
through the opening of the vee-plate, see Figure 8-9. Tighten fasteners to 75-105 foot
pounds torque.
10. Reinstall the rubber bushing,
5
/
8
" retainer washer, and locknut at the bottom of both shock
absorbers to the equalizing beam.
11. Tighten shock absorber fasteners to 70-90 foot pounds torque.
SHOCK ABSORBER
DISASSEMBLY
1. Remove the shock absorbers by loosening and removing the
5
/
8
" locknuts, retainer washers,
flat washers, and rubber bushings from the bottom and top of both shock absorbers, see
Figure 8-10.
FIGURE 8-10
Equalizing Beam
Bolster Spring with
Vee Bracket Assembly
¾" Hex Head Bolt
¾" Vee Bracket Locknut
Tightening Torque 220-300 ft. lbs.
Equalizing Beam Aligning Pins
¾" Washer
Rebound Strap
Anchor Plate Assembly
Vee-Plate
½" Anchor Plate
Fasteners
Tighening Torque
75-205 ft. lbs.
Larger Washer 0.81 I.D.
Smaller Washer 0.66 I.D.
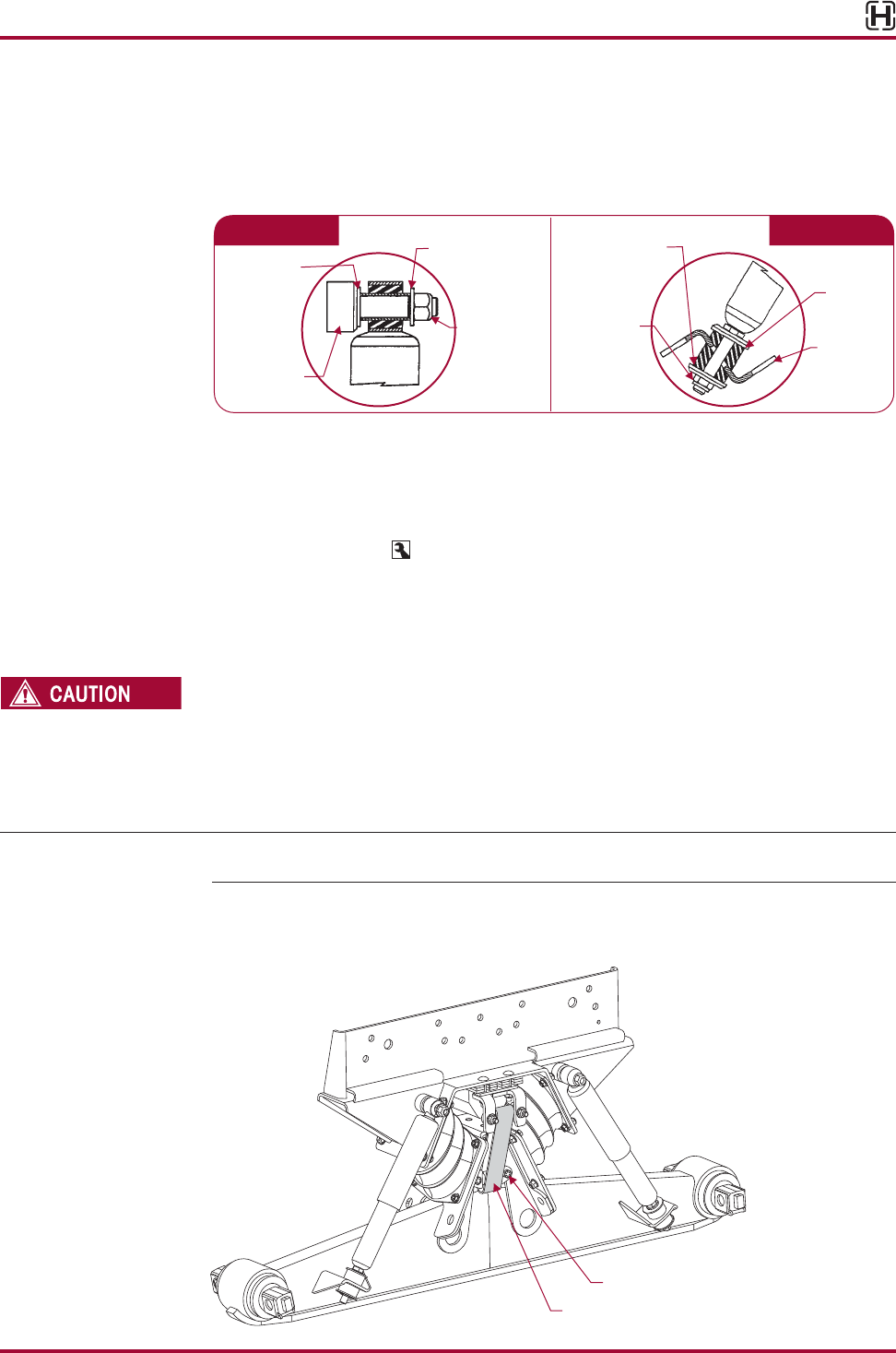
HN® Series
Component Replacement 38 17730-227
ASSEMBLY
1. Replace the shock absorbers by installing the
5
/
8
" UNF locknuts, retainer washers, flat wash-
ers and rubber bushings from the bottom and top of both shock absorbers as shown in
Figures 8-11 and 8-12.
FIGURE 8-11 FIGURE 8-12
2. The larger 0.81" I.D. flat washers fit over the shoulder of the upper mount shock stud, and
the smaller 0.66" I.D. flat washers are then installed over the threaded end of the upper
mount shock stud, see Figure 8-11.
3. Install on lower shock a retainer washer, rubber bushing above shock mount, then install a
rubber bushing, retainer washer and
5
/
8
" locknut below the shock mount, see Figure 8-12.
Tighten fasteners to 70-90 foot pounds torque.
EQUALIZING BEAM
DISASSEMBLY
IF THE VEE BRACKET LOCATED BETWEEN THE EQUALIZING BEAM AND THE BOLSTER SPRINGS IS
DAMAGED, IT MUST BE REPLACED. FAILURE TO DO SO CAN CAUSE DAMAGE TO MATING COMPONENTS.
IF REPLACEMENT IS NEEDED, REFER TO VEE BRACKET REPLACEMENT IN THIS SECTION.
1. Chock the FRONT wheels of the vehicle.
2. If both equalizing beams need replacement repeat Steps 3 through 9 for removal of the
opposing equalizing beam AFTER the first equalizing beam is reassembled.
SERVICE HINT Access to the lower anchor plate assembly fasteners can be gained from the outboard side of
the equalizing beam.
3. Remove the lower end of the rebound strap from the equalizing beam by removing the
lower anchor plate and fasteners, see Figure 8-13.
FIGURE 8-13
Larger
Flat Washer
0.81 I.D.
Small Flat Washer
0.66 I.D.
Upper Mount
Shock Stud
58
/ "-18 UNF
Locknut
Tightening
Torque
70-90 ft.lbs.
Retainer Washer
Rubber
Bushing
Lower
Mount
Shock
Bracket
58
/ "-18 UNF
Locknut
Tightening
Torque
70-90 ft.lbs.
UPPER SHOCK LOWER SHOCK
Lower Anchor Plate Assembly
Rebound Strap
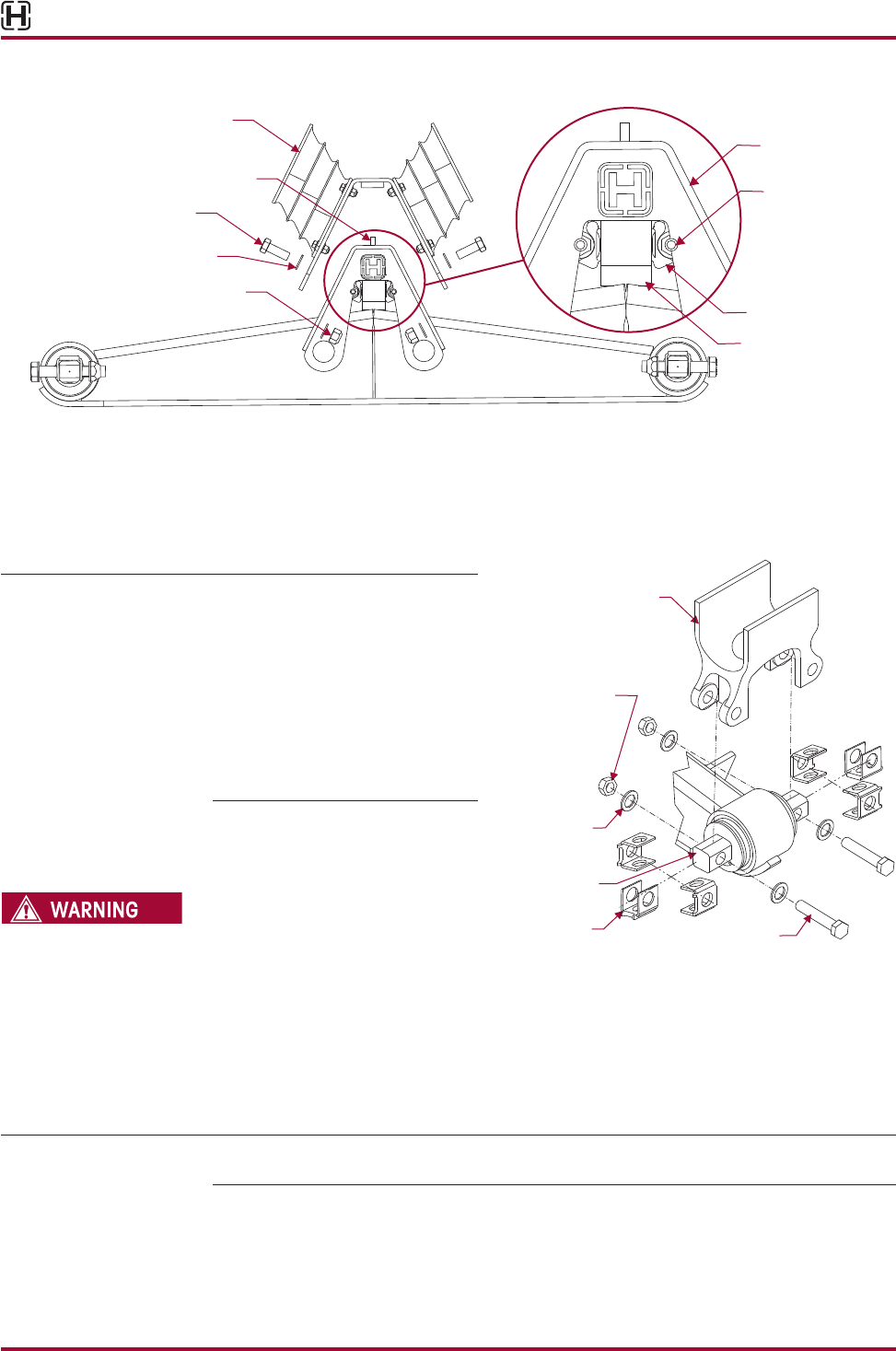
HN® Series
17730-227 39 Component Replacement
FIGURE 8-14
Equalizing Beam
Bolster Spring with
Vee Bracket Assembly
¾" Hex Head Bolt
¾" Vee Bracket Locknut
Tightening Torque 220-300 ft. lbs.
Equalizing Beam Aligning Pins
¾" Washer
Rebound Strap
Anchor Plate Assembly
Vee-Plate
½" Anchor Plate
Fasteners
Tighening Torque
75-205 ft. lbs.
4. Remove the (4) fasteners that connect the Vee bracket to the equalizing beam, see
Figure 8-14.
5. Raise the frame of the vehicle until the Vee bracket is 2"-3" above the equalizing beam.
Support the frame at this height with frame stands.
FIGURE 8-15
NOTE Prior to disassembly of the equal-
izing beam bar pin fasteners, note
the orientation of the bar pin align-
ment shims, see Figure 8-15. It is
required that the bar pin alignment
shims are installed in the same ori-
entation and location as removed to
preserve the existing vehicle align-
ment. Improper vehicle alignment
can increase tire wear.
6. Note the orientation and loca-
tion of the bar pin shims, see
Figure 8-15.
THE WEIGHT OF THE EQUALIZING
BEAM ASSEMBLY IS APPROXIMATELY
155 POUNDS. PRIOR TO REMOVING
THE BAR PIN BOLTS FROM THE
EQUALIZING BEAM, SUPPORT THE END
OF THE EQUALIZING BEAM TO PREVENT FROM DROPPING. CARE SHOULD BE TAKEN AT REMOVAL
AND INSTALLATION TO PREVENT PERSONAL INJURY OR DAMAGE TO COMPONENTS.
7. Support the center of the equalizing beam being serviced.
8. Remove and discard bar pin fasteners that connect the end bushing bar pin to the axle
bracket.
NOTE Prior to removing both equalizing beams, support the pinion of each drive axle. Failure to do so
can result in personal injury or allow the axles to shift making reassembly more difficult.
9. Lower the beam support and remove the equalizing beam from the axle brackets.
Axle Bracket
Supplied by vehicle
manufacturer
1" Locknut
Tightening Torque
450-600 ft. lbs.
1" Washer
1" Bolt
Tightening Torque
500-650 ft. lbs.
Bar Pin
Alignment
Shim
Bar Pin
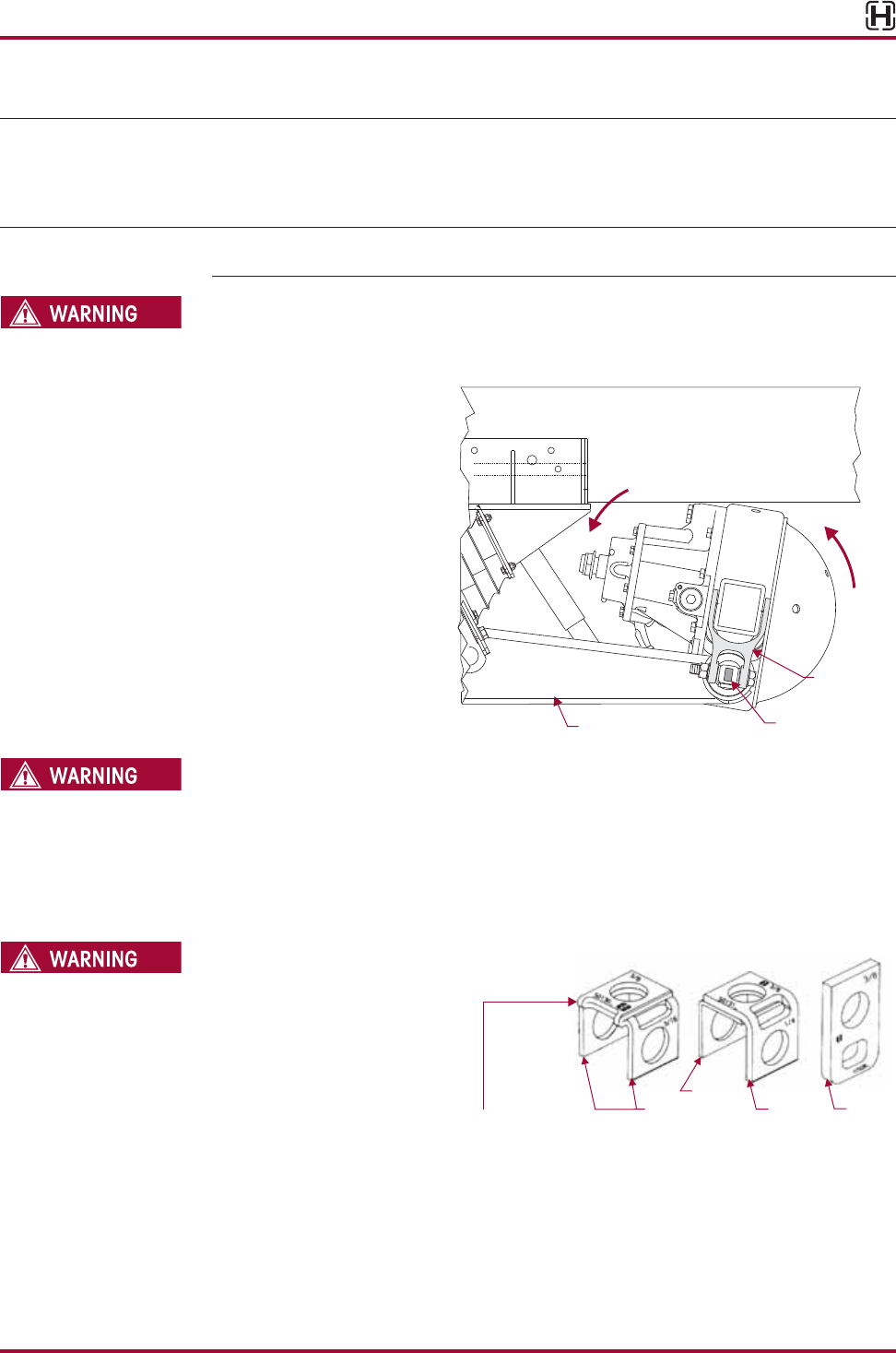
HN® Series
Component Replacement 40 17730-227
ASSEMBLY
NOTE All equalizing beams are manufactured with the bar pin flats perpendicular to the equalizing
beam’s axis. It is not necessary to adjust the bar pins to the same pinion angle as prior to
disassembly. The rubber in the bushings will gradually allow the bar pins to adapt to the pinion
angles of the drive axles. This is a normal function of the bar pin bushings.
SERVICE HINT Installing the front bar pins prior to the rear bar pins will ease in the installation of the
equalizing beam.
THE WEIGHT OF THE EQUALIZING BEAM ASSEMBLY IS APPROXIMATELY 155 POUNDS. CARE
SHOULD BE TAKEN AT REMOVAL AND INSTALLATION TO PREVENT PERSONAL INJURY OR DAMAGE TO
COMPONENTS.
FIGURE 8-16
1. Mount the equalizing
beam into the FRONT
drive axle brackets. DO
NOT install the alignment
shims at this time.
2. Slide a ¾" bolt through
both front axle brackets
and the bar pin holes to
temporarily support the
beams.
3. Lift the REAR of the beam
until the front bar pin flats
are parallel to the front
drive axle bracket legs,
see Figure 8-16.
A BAR PIN SHIM MUST BE INSTALLED AT EACH BOLT LOCATION. THE SAME PART NUMBER SHIM IN THE
SAME ORIENTATION MUST BE USED AT BOTH BOLT LOCATIONS ON ANY ONE END BUSHING. DO NOT
INSTALL OR STACK MORE THAN ONE SHIM AT EACH BOLT LOCATION. USE GENUINE HENDRICKSON BAR
PIN SHIMS, DO NOT USE STANDARD WASHERS. FAILURE TO FOLLOW THESE WARNINGS MAY RESULT IN
IMPROPER VEHICLE ALIGNMENT, FRACTURE OF THE AXLE BRACKET OR BAR PIN WHICH COULD RESULT
IN THE LOSS OF VEHICLE CONTROL AND POSSIBLE PERSONAL INJURY OR PROPERTY DAMAGE.
FIGURE 8-17
THE BAR PIN ALIGNMENT SHIM
(PART NO. 50130-000) MUST BE
INSTALLED WITH THE FOLDED EDGE
FACING AWAY FROM THE BUSHING,
SEE FIGURE 8-17. FAILURE TO DO
SO MAY RESULT IN SHIM DAMAGE,
IMPROPER ALIGNMENT, DAMAGE OR
FRACTURE OF THE AXLE BRACKET OR
BAR PIN WHICH COULD RESULT IN
THE LOSS OF VEHICLE CONTROL AND POSSIBLE PERSONAL INJURY OR PROPERTY DAMAGE.
4. Partially install the FRONT INBOARD bar pin alignment shim and verify that the shim is in
the same orientation as prior to disassembly, see Figure 8-15.
5. To complete installation of the alignment shim, remove the temporary ¾" bolt from the
inboard bar pin hole and complete installation of the inboard alignment shim.
6. Install the NEW 1" inboard bar pin fasteners. DO NOT tighten at this time.
7. Repeat Steps 4 through 6 for the FRONT OUTBOARD alignment shim.
Rear
Axle Bracket
Equalizing Beam Bar Pin
Lower Pinion
Part Number
50130-000
Part Number
50131-000
Part Number
57026-000
316
/ " Leg
18
/ " Leg
NOTE:
Folded edge
in 50130-000
shim must be
positioned away
from bushing
38
/ " Leg
¼" Leg
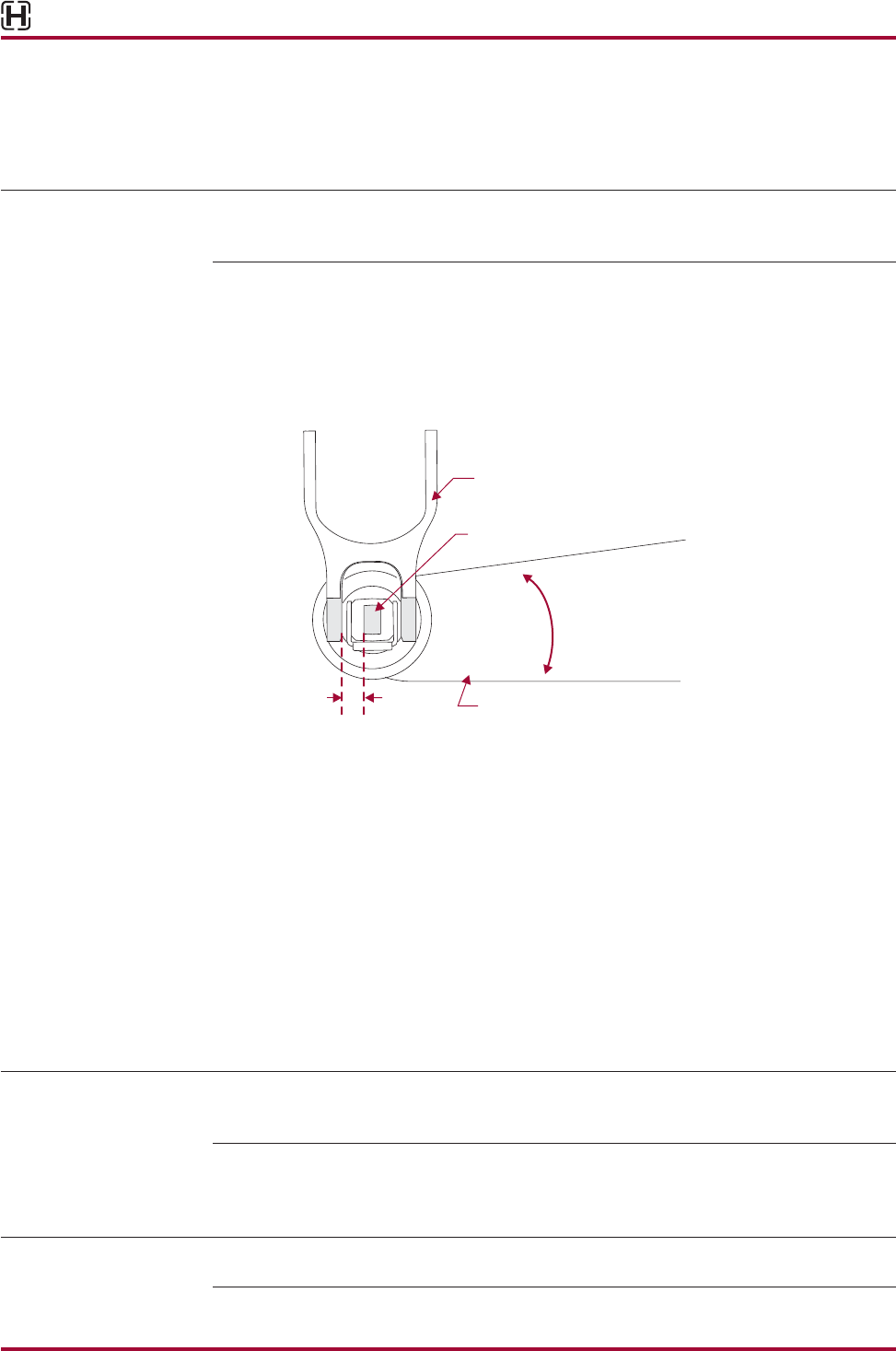
HN® Series
17730-227 41 Component Replacement
8. Chock the REAR drive axle wheels to prevent movement while installing the rear bar pin
into the axle bracket.
9. Support the current axle position of the rear axle pinion with a jack to assist with the instal-
lation of the rear bar pin.
NOTE Prior to disassembly of the longitudinal torque rod, note the quantity and orientation of the
longitudinal torque rod shims. It is required that the longitudinal torque rod shims are installed in the
same orientation and location as removed to preserve the existing pinion angle.
10. Disconnect the longitudinal torque rod from the axle bracket, see vehicle manufacturer’s
specifications.
11. Release the rear parking brakes, this will allow the rear axle to rotate without rotating the tires.
12. Lower the rear drive pinion until the rear drive axle bracket legs are parallel to the rear bar
pin flats, see Figure 8-18.
FIGURE 8-18
13. Mount the equalizing beam into the REAR drive axle brackets. DO NOT install the bar pin
alignment shims at this time.
14. Slide a ¾" bolt through all rear axle bracket and the bar pin holes to temporarily support
the beams.
15. Partially install the REAR INBOARD bar pin alignment shim and verify that the shim is in the
same orientation as prior to disassembly, see Figure 8-15.
16. To complete installation of the alignment shim, remove the temporary ¾" bolt from the
inboard bar pin hole and complete installation of the inboard alignment shim.
17. Install NEW 1" inboard bar pin fasteners. DO NOT tighten at this time.
18. Repeat Steps 15 through 17 for the REAR OUTBOARD bar pin alignment shim.
19. Install the longitudinal torque rod as per the vehicle manufacturer’s specifications.
20. Re-apply rear parking brake.
NOTE Prior to assembly of the longitudinal torque rod, note the quantity and orientation of the
longitudinal torque rod shims. It is required that the longitudinal torque rod shims are installed
in the same orientation and location as removed to preserve the existing alignment.
21. Install the longitudinal torque rod and any longitudinal torque rod shims in the same orienta-
tion as prior to disassembly. Tighten the fasteners to the vehicle manufacturer’s specifications.
22. Re-apply rear parking brake.
NOTE Prior to assembly of the rear fasteners, ensure that all the bar pin shims are installed in the same
orientation as prior to disassembly.
Parallel
Raise or lower the rear of
the equalizing beam until
the front bar pin and axle
bracket legs are parallel
Front Axle Bracket
Equalizing Beam
Bar Pin
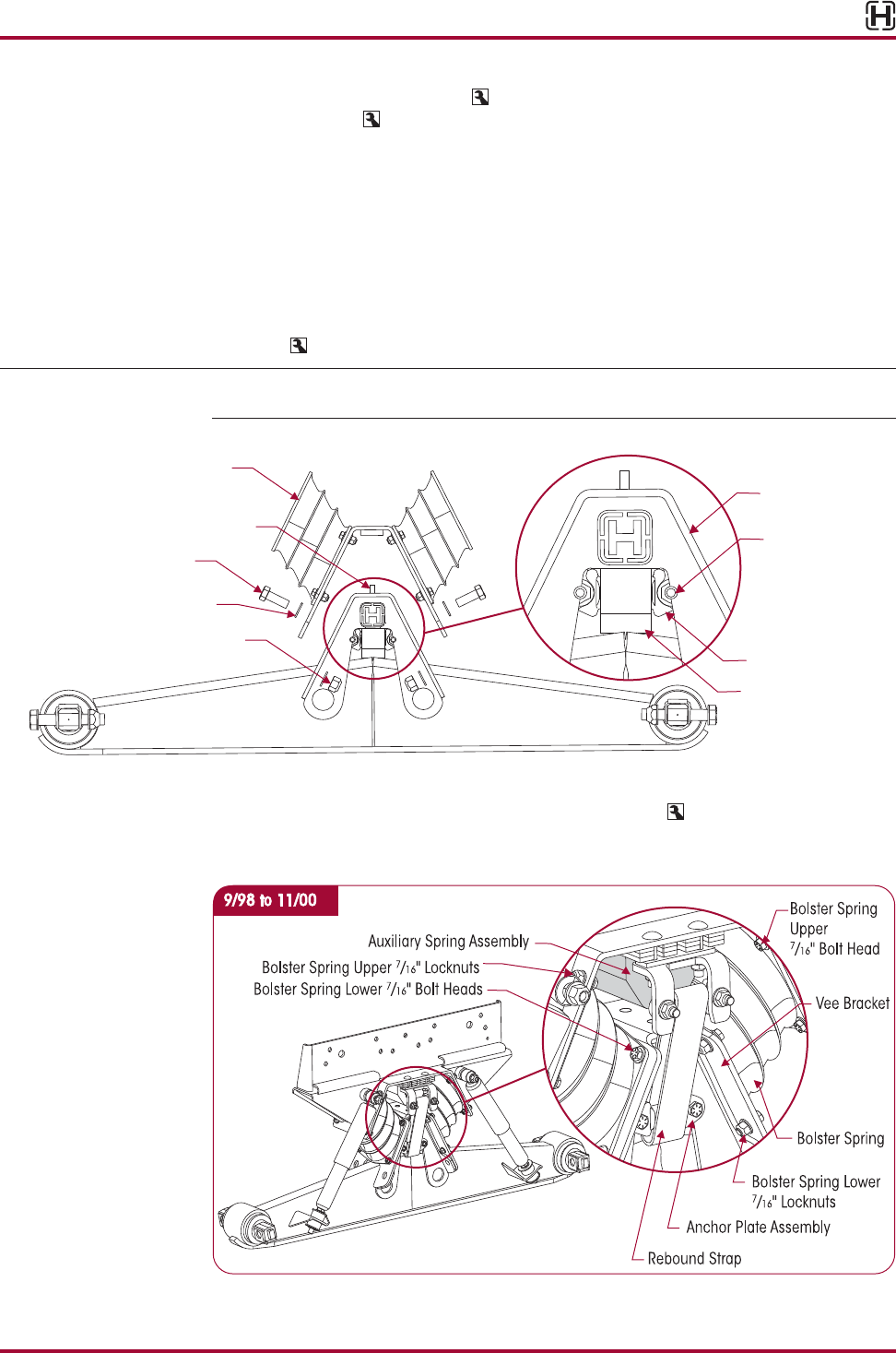
HN® Series
Component Replacement 42 17730-227
23. Tighten the bar pin locknuts to 450-600 foot pounds torque, or if tightening on the bolt
head, tighten to 500-650 foot pounds torque.
24. Remove the frame supports and lower the frame until the Vee bracket lightly touches the
equalizing beam.
25. Slowly lower the frame while ensuring the alignment pins on the top of the equalizing
beam engage the hole in the Vee bracket. Lower the frame until the weight of the vehicle is
supported by the suspension.
26. Ensure the Vee bracket is fully seated on the equalizing beam and the alignment pins on
the top of the equalizing beam are fully engaged in the Vee bracket holes, see Figure 8-19.
27. Install the fasteners that attach the Vee bracket to the equalizing beam. Tighten the fasten-
ers to 220-300 foot pounds torque.
SERVICE HINT Access to the lower anchor plate assembly fasteners can be gained from the outboard side of
the equalizing beam.
FIGURE 8-19
Equalizing Beam
Bolster Spring with
Vee Bracket Assembly
¾" Hex Head Bolt
¾" Vee Bracket Locknut
Tightening Torque 220-300 ft. lbs.
Equalizing Beam Aligning Pins
¾" Washer
Rebound Strap
Anchor Plate Assembly
Vee-Plate
½" Anchor Plate
Fasteners
Tighening Torque
75-205 ft. lbs.
28. Install the lower anchor plate assembly through the rebound strap and attach it to the
equalizing beam, see Figure 8-20. Tighten the fasteners to 90-105 foot pounds torque.
29. Remove the wheel chocks
FIGURE 8-20
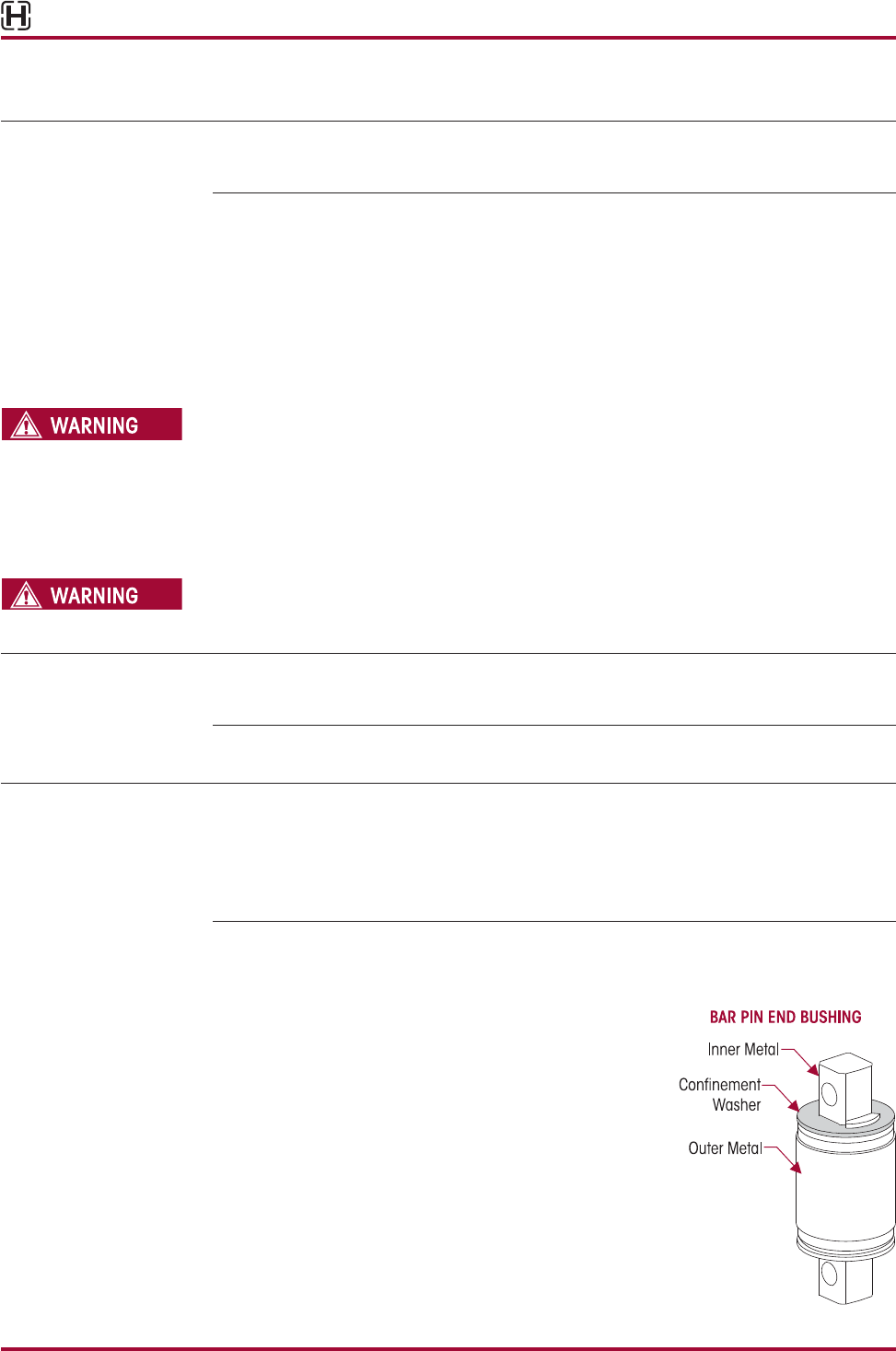
HN® Series
17730-227 43 Component Replacement
BAR PIN END BUSHING
NOTE Hendrickson bar pin service kits containing alignment shims, (Kit No. 34013-088L) or (Rotating
Bar Pin Bushing Kit No. 34013-188) contain all the components required for one equalizing
beam end, see Parts List Section of this publication.
YOU WILL NEED:
■ A shop press with a capacity of at least 100 tons
■ Bar pin adapter set tool – Refer to Special Tools Section of this publication for the tools to
remove and install the bar pin style rubber end bushings
■ Receiving tool – The receiving tool is a shop made tool which completely supports the
beam hub being serviced and is tall enough to receive the bushing as it is being pressed in
or out, see Special Tools Section of this publication
WHEN REMOVING AND INSTALLING BUSHINGS IN THE EQUALIZING BEAMS, FOLLOW THE
PROCEDURES OUTLINED IN THIS PUBLICATION. DO NOT USE A CUTTING TORCH TO REMOVE THE
BUSHING OUTER METALS PRESSED IN THE EQUALIZING BEAM BORES. WELDING, TORCHING OR
ATTACHING MATERIAL TO THE EQUALIZING BEAM MUST NEVER BE PERFORMED. THE USE OF HEAT
CAN ADVERSELY AFFECT THE STRENGTH OF THE EQUALIZING BEAMS AND CAN CAUSE DAMAGE TO
THE EQUALIZING BEAM ASSEMBLY, LOSS OF VEHICLE CONTROL AND POSSIBLE PERSONAL INJURY
OR PROPERTY DAMAGE.
DISCARD USED FASTENERS. ALWAYS USE NEW FASTENERS TO COMPLETE A REPAIR. FAILURE TO
DO SO COULD RESULT IN FAILURE OF THE PART OR MATING PARTS, LOSS OF VEHICLE CONTROL,
PERSONAL INJURY, OR PROPERTY DAMAGE.
NOTE Hendrickson recommends the use of Grade 8 bolts and Grade C locknuts. If flange head bolts
and locknuts are not used then hardened structural washers must be used under bolt heads
and locknuts.
BAR PIN END BUSHING REMOVAL
NOTE Whenever an equalizing beam is removed for repair, or inspection of the equalizing beam
end connection reveals movement, measure the distance between the axle bracket legs for
correct width. Refer to Axle Bracket in Preventive Maintenance Section of this publication for
measurement location and dimensions. An axle bracket outside of the measurement range
must be repaired or replaced. Consult the vehicle manufacturer for inspection, component
repair and replacement instructions.
1. Remove equalizing beam assembly from vehicle as detailed in the equalizing beam disas-
sembly instructions in this section.
FIGURE 8-21
2. Place the equalizing beam in the shop press with the
beam end hub squarely supported on the press bed.
3. If possible, mark the bar pin angle on the equaliz-
ing beam using a paint pen or marker. This will ease
installation.
4. Press on the end bushing inner metal, see Figure 8-21,
of the end bushing until the inner metal is flush with the
top of the equalizing beam end hub. This will dislodge
the confinement washer and move the bushing rubber
away from the outer metal of the bushing so the push
out tool can be installed, see Special Tools Section of this
publication.
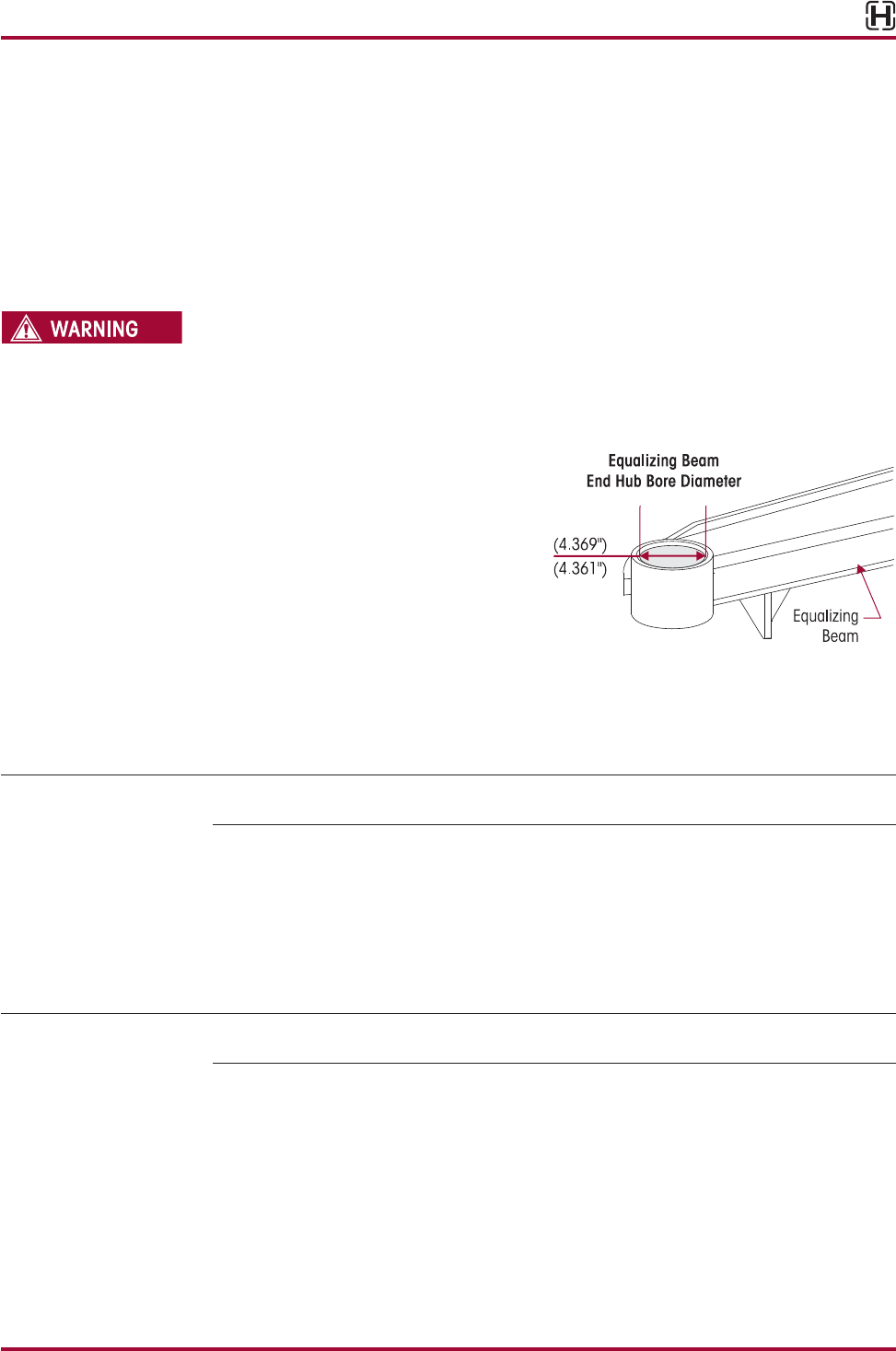
HN® Series
Component Replacement 44 17730-227
5. Center the bushing push out tool directly on the bushing’s outer metal and press the bush-
ing out of the equalizing beam end hub.
6. After removing the bar pin end bushings, thoroughly inspect each end hub bore.
INSPECTION
After removing the bar pin end bushings, thoroughly inspect the beam bores. If the equalizing
beam is damaged from end bushing removal, replacement of the equalizing beam is required,
replace with a new equalizing beam. DO NOT re-bush or otherwise use an equalizing beam that
has been damaged.
FAILURE TO REPLACE AN EQUALIZING BEAM THAT HAS BEEN DAMAGED FROM BUSHING REMOVAL
CAN RESULT IN THE FAILURE OF THAT BEAM, LEADING TO LOSS OF VEHICLE CONTROL AND POSSIBLE
PERSONAL INJURY OR PROPERTY DAMAGE.
When installing bar pin end bushings the following steps will minimize the chance of damaging
a new bushing:
FIGURE 8-22
1. Clean the end hub bores with emery
cloth or hone, removing any nicks or
metal buildup from bushing removal.
2. Measure the equalizing beam end hub
bore inner diameter and the bushing
outer diameter. The Hendrickson speci-
fication for the equalizing beam end
hub bore diameter of equalizing beam
is 4.369" / 4.361", see Figure 8-22. If components are NOT within the specified range,
replacement is required.
3. The end hub bore may have a more substantial leading chamfer at one end of the bore
than the other. Take advantage of the larger chamfer by pressing in the new bushing from
this end.
NOTE Always use the bushing’s outer metal for pressing operations, unless otherwise instructed.
Pressing on the bushings inner metal may damage the bushing requiring bushing replacement.
BAR PIN END BUSHING INSTALLATION
1. Place the equalizing beam in a shop press with the end hub (see Figure 8-23) squarely
supported on the press bed or receiving tool, see Special Tools Section of this publication.
2. Install OTC 1757 end bushing installation tool (refer to Special Tools Section of this publica-
tion) on the new end bushing as shown in Figure 8-23.
3. Tighten the through bolt until the two halves of the tool close.
NOTE The installation tool compresses the rubber between the inner and outer metal of the bushing
to allow press force to be transmitted only to the outer metal of the bushing.
4. Lubricate the equalizing beam end hub inside diameter AND the bar pin end bushing’s
outer metal with a heavy layer of NLGI #2 – EP (Extreme Pressure) lithium base grease, see
Figure 8-23.
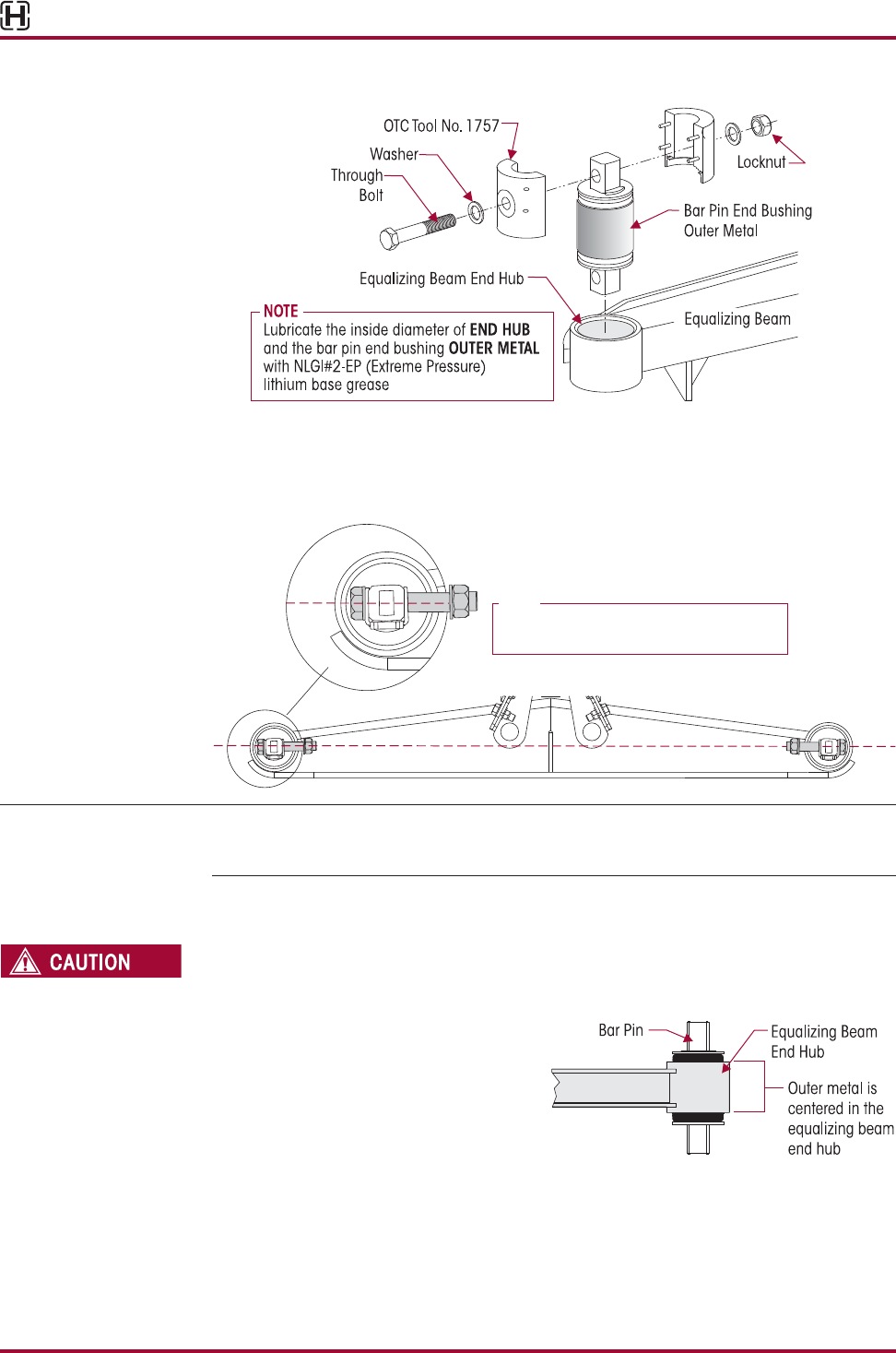
HN® Series
17730-227 45 Component Replacement
FIGURE 8-23
5. Position the equalizing beam end bushing and installation tool on the end hub. Verify the
new bushing lines up with the alignment marks made earlier or if no marks were made,
make sure the bolt holes in the end bushing are in line with the beam axis, see Figure 8-24.
FIGURE 8-24
NOTE
Press in bar pin bushing with bar pin holes
in line with the centerline of beam.
NOTE The end bushing must be square with the equalizing beam end hub before pressing the end
bushing into the equalizing beam. End bushings pressed in at an angle will damage the end
bushing and the equalizing beam.
6. Verify the end bushing’s outer metal is square with the end hub. Equalizing beam and end
bushing damage will result if the bushings are pressed in at an angle.
CARE MUST BE TAKEN DURING THE INSTALLATION OF THE BUSHING. DO NOT PUSH ON THE INNER
METAL OF THE BUSHING, DOING SO WILL CAUSE DAMAGE TO THE BUSHING AND VOID WARRANTY.
FIGURE 8-25
7. Install the end bushing into the end hub
by pressing on the installation tool until
the installation tool contacts the end
hub. This will center the bushing in the
end hub, see Figure 8-25.
8. Install the equalizing beam assembly
into vehicle as detailed in Equalizing Beam Assembly in this Section.
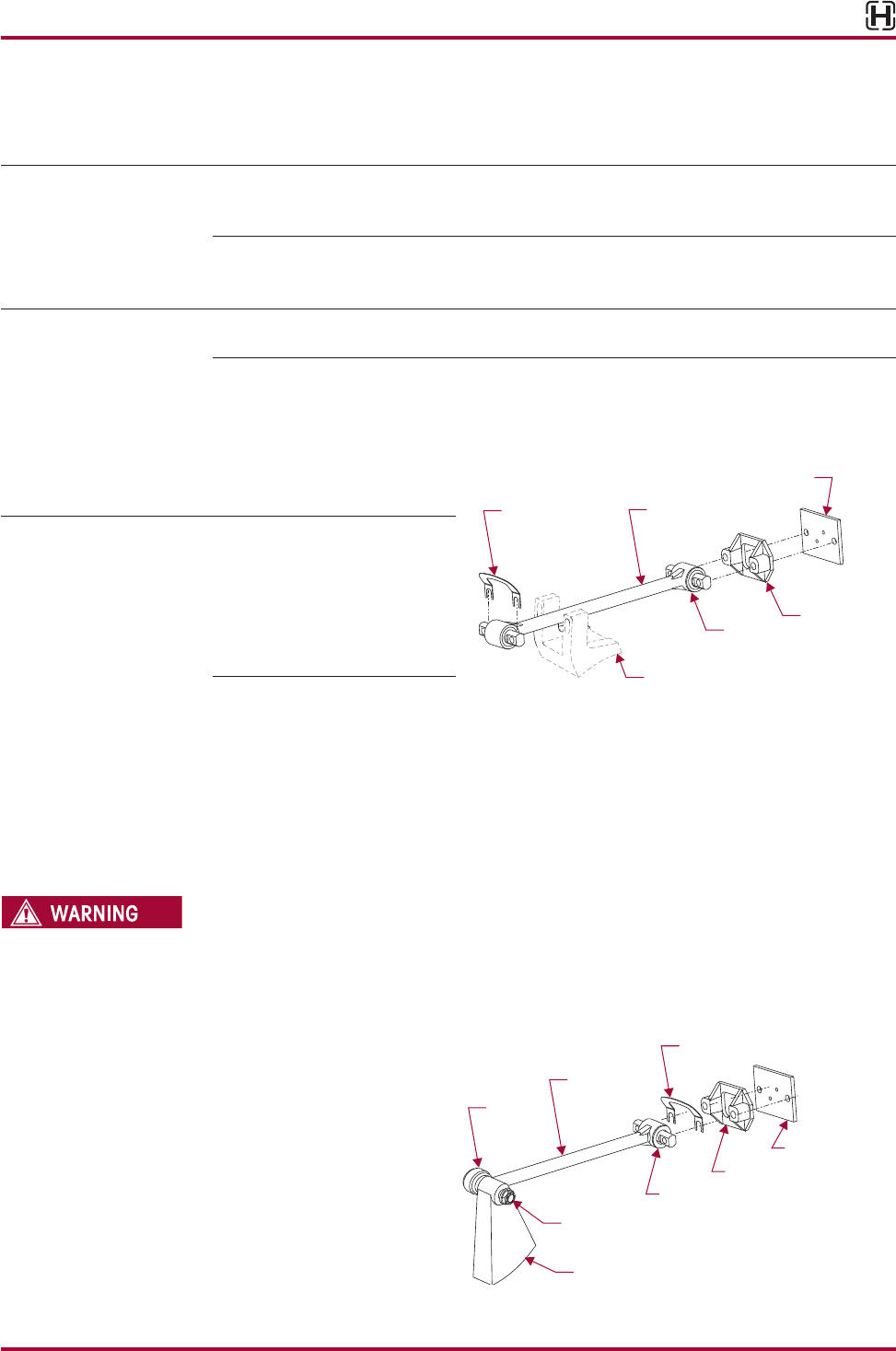
HN® Series
Component Replacement 46 17730-227
LONGITUDINAL TORQUE ROD
DISASSEMBLY
NOTE Prior to disassembly of the longitudinal torque rod, note the quantity and orientation of the
longitudinal torque rod shims. It is required that the longitudinal torque rod shims are installed
in the same orientation and location as removed to preserve the existing alignment.
1. Chock the front wheels of the vehicle.
2. Support the pinion on the axle being serviced.
SERVICE HINT To remove all the load from the longitudinal torque rod, raise or lower the pinion as needed. This
will ease the removal of the longitudinal torque rod.
3. Remove and discard the fasteners that connect the longitudinal torque rod to the cross
member and torque rod axle brackets.
4. Remove longitudinal torque rod, see Figure 8-26.
FIGURE 8-26
ASSEMBLY
NOTE Hendrickson recommends the
use of grade 8 bolts and grade
C locknuts. If flange head bolts
and locknuts are not used then
hardened structural washers must
be used under bolt heads and
locknuts.
1. Install longitudinal torque rod
by attaching the fasteners to the cross member and torque rod axle brackets, see manufac-
turer’s specification’s for tightening torque requirements.
2. Verify proper pinion angle, and correct with drop in shims between the torque rod bar pin
and the cross member or torque rod axle bracket depending on the direction of adjustment
needed. Contact the vehicle manufacturer for proper pinion angle specifications.
TRANSVERSE TORQUE ROD
HN SUSPENSIONS INCORPORATE TRANSVERSE RODS FOR VEHICLE STABILITY. IF THESE
COMPONENTS ARE DISCONNECTED OR ARE NON-FUNCTIONAL, THE VEHICLE SHOULD NOT BE
OPERATED. FAILURE TO DO SO CAN RESULT IN ADVERSE VEHICLE HANDLING, LOSS OF VEHICLE
CONTROL, POSSIBLE TIRE CONTACT WITH THE FRAME, PREMATURE COMPONENT DAMAGE, OR
SEVERE PERSONAL INJURY.
FIGURE 8-27
DISASSEMBLY
1. Chock the front wheels of
the vehicle.
2. Remove the fasteners that
connect the transverse
torque rod to the frame
bracket, and the 1¼"
nylon locknut and washer
from the tapered stud and
torque rod axle bracket.
3. Remove the transverse torque rod, see Figure 8-27.
Straddle
Bushing
Longitudinal
Torque Rod
Torque Rod
Shim
(if equipped)
Torque Rod
Frame Bracket
Backup Plate
Torque Rod Axle Bracket
Taper
Bushing
Transverse
Torque Rod
Torque Rod Shim (if equipped)
Torque Rod Frame Bracket
Backup Plate
Torque Rod Axle Bracket
1 / " Taper Stud Locknut
118
Tightening Torque 175-225 ft. lbs.
Straddle Bushing
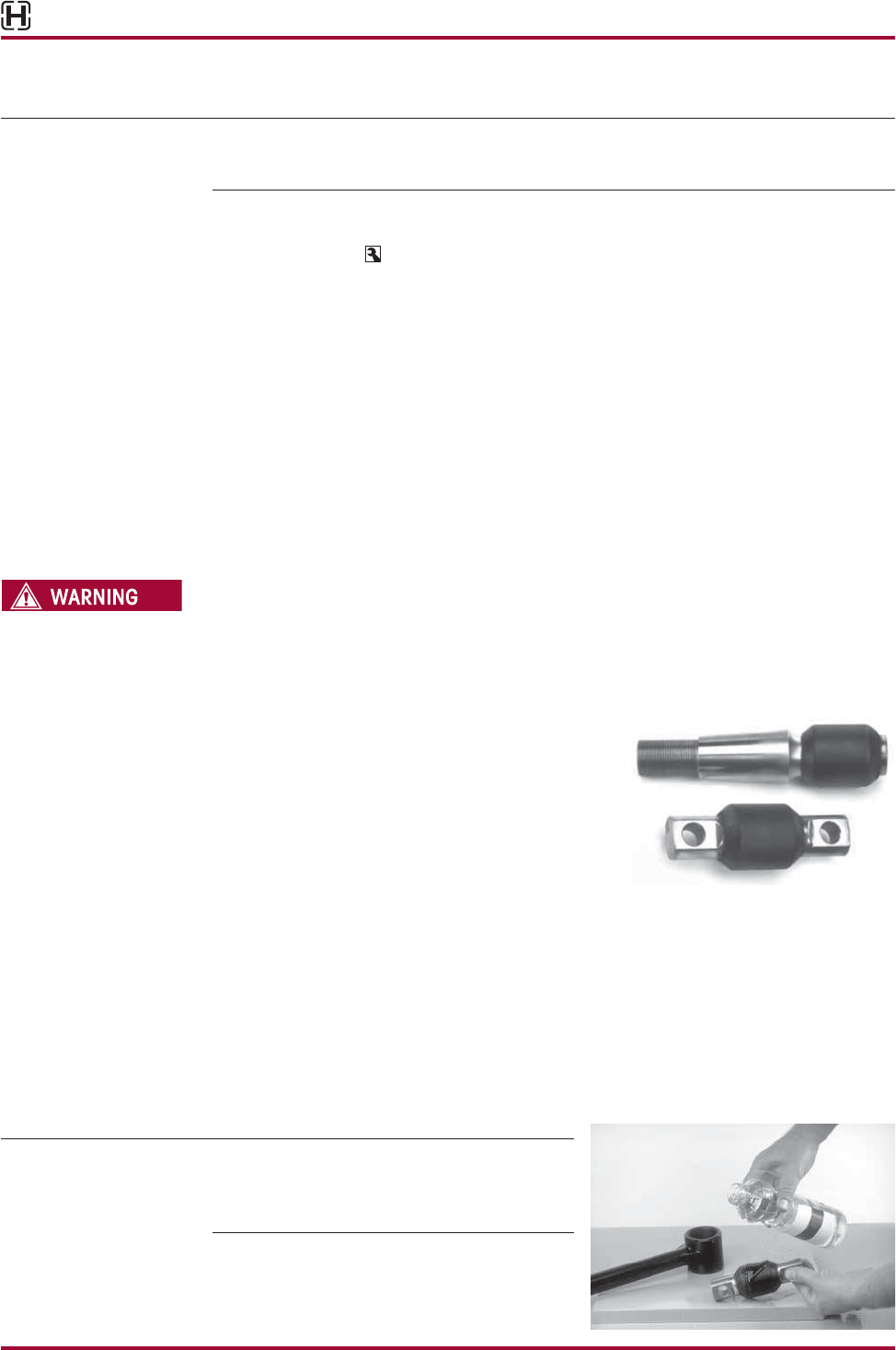
HN® Series
17730-227 47 Component Replacement
ASSEMBLY
NOTE Hendrickson recommends the use of grade 8 bolts and grade C locknuts. If flange head bolts
and locknuts are not used then hardened structural washers must be used under bolt heads
and locknuts.
1. Install the transverse torque rod to the frame bracket and the torque rod axle bracket. See
manufacturer specifications for torque requirements of the frame fasteners. Tighten the 1¼"
nylon locknut to 175–225 foot pounds torque.
2. Verify the vehicle’s lateral axle alignment is correct (centered ± ¼"). Correct as needed with
drop in shims between the torque rod bar pin and the frame bracket, see Figure 8-27.
3. Remove the wheel chocks.
TORQUE ROD BUSHING
■ TAPERED AND STRADDLE MOUNT
You will need
■ A vertical press with a capacity of at least 10 tons, a receiving tool, and a push out tool, see
the Special Tools Section of this publication for more information.
1. Remove torque rods as detailed in Torque Rod Disassembly instructions in this section.
DO NOT USE HEAT OR USE A CUTTING TORCH TO REMOVE THE BUSHINGS FROM THE TORQUE ROD.
THE USE OF HEAT WILL ADVERSELY AFFECT THE STRENGTH OF THE TORQUE ROD, HEAT CAN CHANGE
THE MATERIAL PROPERTIES. A COMPONENT DAMAGED IN THIS MANNER CAN RESULT IN THE LOSS
OF VEHICLE CONTROL AND POSSIBLE PERSONAL INJURY OR PROPERTY DAMAGE.
FIGURE 8-28
Taper Pin and Straddle Bushing
BUSHING REMOVAL
1. Support the torque rod end tube centered on the
receiving tool. Be sure the torque rod is squarely
supported on the press bed for safe ty.
2. Push directly on the straddle mount bar pin, see
Figure 8-28, until the top of the pin is level with the
top of torque rod end tube. Place the push out tool
directly on top of the bar pin and press until the bushing clears the torque rod end tube.
3. Remove the fasteners from the tapered bar pin bushing, and support the torque rod end on
the receiving tool with the tapered stud pointing up and the end tube centered on the tool.
Be sure the torque rod is squarely supported on the press bed for safety.
4. Push directly on the tapered stud until the bushing clears the torque rod end tube.
BUSHING INSTALLATION
1. Clean and inspect the inner diameter of the torque rod end tubes.
FIGURE 8-29
NOTE DO NOT use a paraffinic oil, or soap base lubricant.
Such lubricants can cause adverse reactions with
the bushing, such as deterioration of the rubber,
causing premature failure.
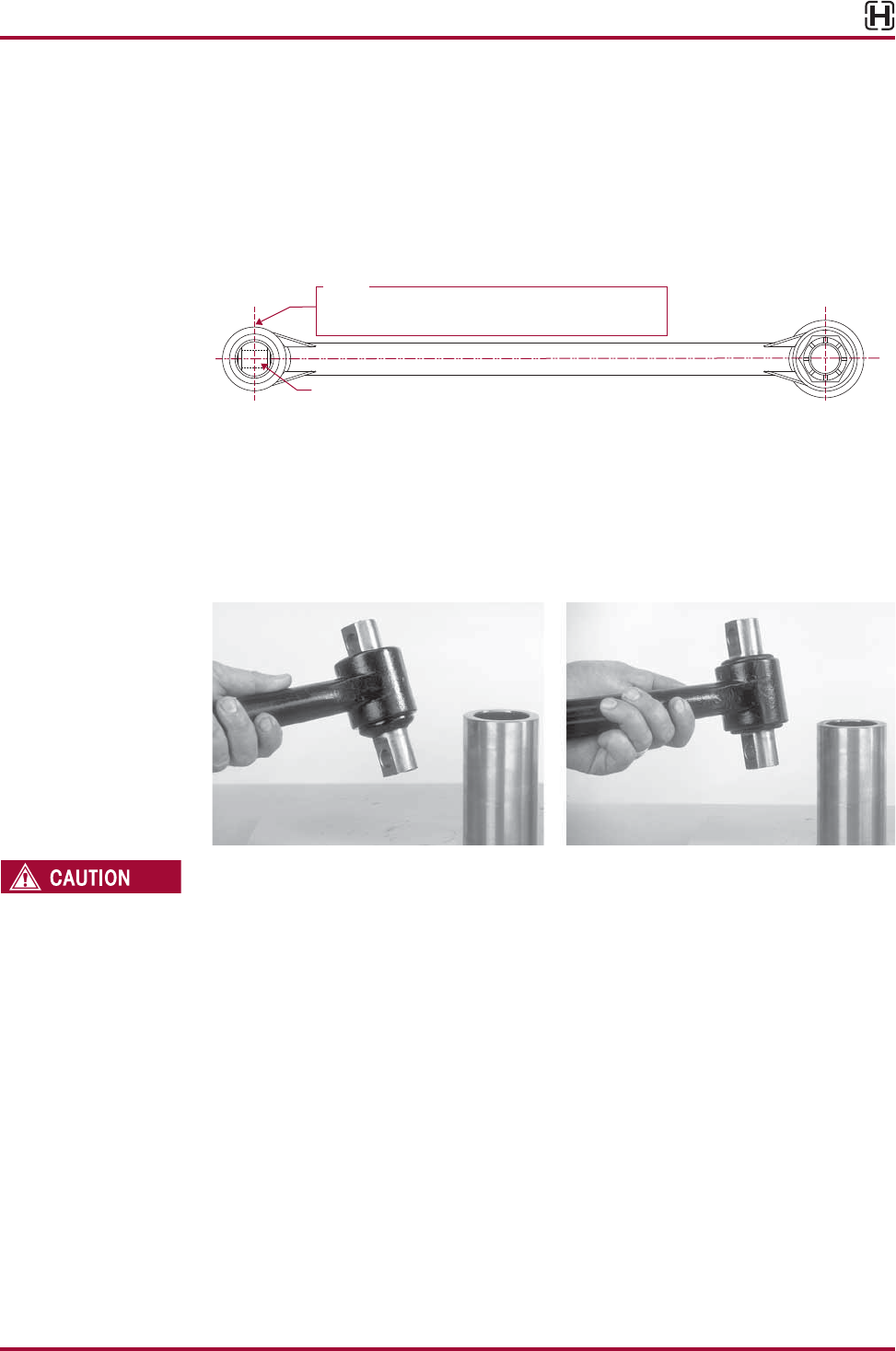
HN® Series
Component Replacement 48 17730-227
2. Lubricate the inner diameter of the torque rod end hub and the new rubber bushing with
P-80 Lubricant (refer to Parts List Section of this publication) or light Naphthenic Base Oil,
such as 60 SUS at 100°F, see Figure 8-29.
3. Support the torque rod end tube centered on the receiving tool. Be sure the torque rod is
squarely supported on the press bed for safety. The straddle mount bar pin bushings must
have the mounting flats positioned at zero degrees to the shank of the torque rod, see
Figure 8-30.
FIGURE 8-30
4. Push directly on the straddle mount bar pin, or the tapered stud. The bushing must be cen-
tered within the end tubes of the torque rod.
■ When pushing in the new bushings, overshoot the desired final position by approxi-
mately 3/16", see Figure 8-31.
■ Push the bushing again from the opposite side to center the bar pin, or tapered stud
within the end tube, see Figure 8-32.
FIGURE 8-31 FIGURE 8-32
IF THE TORQUE ROD ASSEMBLY IS NOT ALLOWED THE ALLOTTED TIME FOR THE LUBRICANT TO
DISSIPATE, THE BUSHING MAY SLIDE FROM THE TORQUE ROD END TUBE CAUSING THE BUSHING TO
BE REMOVED AND A NEW BUSHING RE-INSTALLED.
5. Wipe off the excess lubricant. Allow the lubricant four hours to dissipate prior to operating
the vehicle.
6. Replace torque rod assembly as detailed in the Transverse Torque Rod Assembly in this
section.
Torque Rod Bar Pin
NOTE
The bar pin must have the mounting flats positioned
at 0º to the shank of the torque rod.
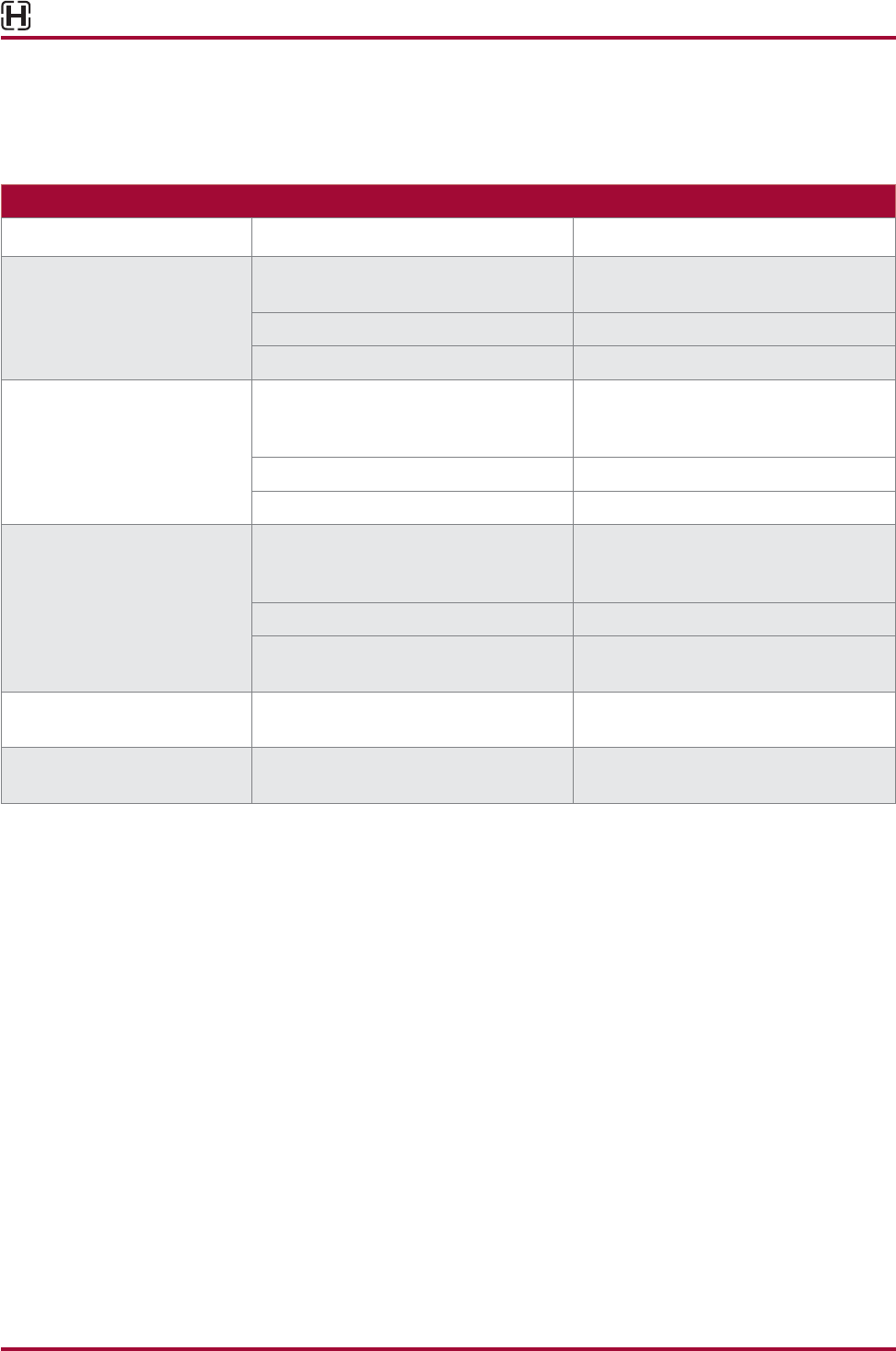
HN® Series
17730-227 49 Troubleshooting Guide
SECTION 9
Troubleshooting Guide
HN SERIES
TROUBLESHOOTING GUIDE
CONDITION POSSIBLE CAUSE CORRECTION
Vehicle bouncing excessively
No shock absorber installed Install shock absorbers. See Component
Replacement Section of this publication.
Leaking shock absorber Replace shock absorber.
Damaged shock absorber Replace shock absorber.
Suspension has harsh or
bumpy ride
Incorrect auxiliary spring adjustment
Adjust auxiliary spring to proper setting. See
Auxiliary Spring Adjustment in the Alignment &
Adjustments Section of this publication.
Damaged auxiliary spring Replace auxiliary spring.
Damaged bolster spring assembly Replace bolster spring assembly.
Vehicle leans
Incorrect auxiliary spring adjustment
Adjust auxiliary spring to proper setting. See
Auxiliary Spring Adjustment in the Alignment &
Adjustments Section of this publication.
Damaged auxiliary spring(s) assembly Replace auxiliary spring(s) assembly.
Damaged bolster spring(s) assembly Replace bolster spring(s) assembly.
Irregular tire wear Incorrect axle alignment Align axles. Refer to vehicle manufacturer’s
specifications.
Bolster springs rubbing beam Incorrect lateral axle alignment Align axles. Refer to vehicle manufacturer’s
specifications.
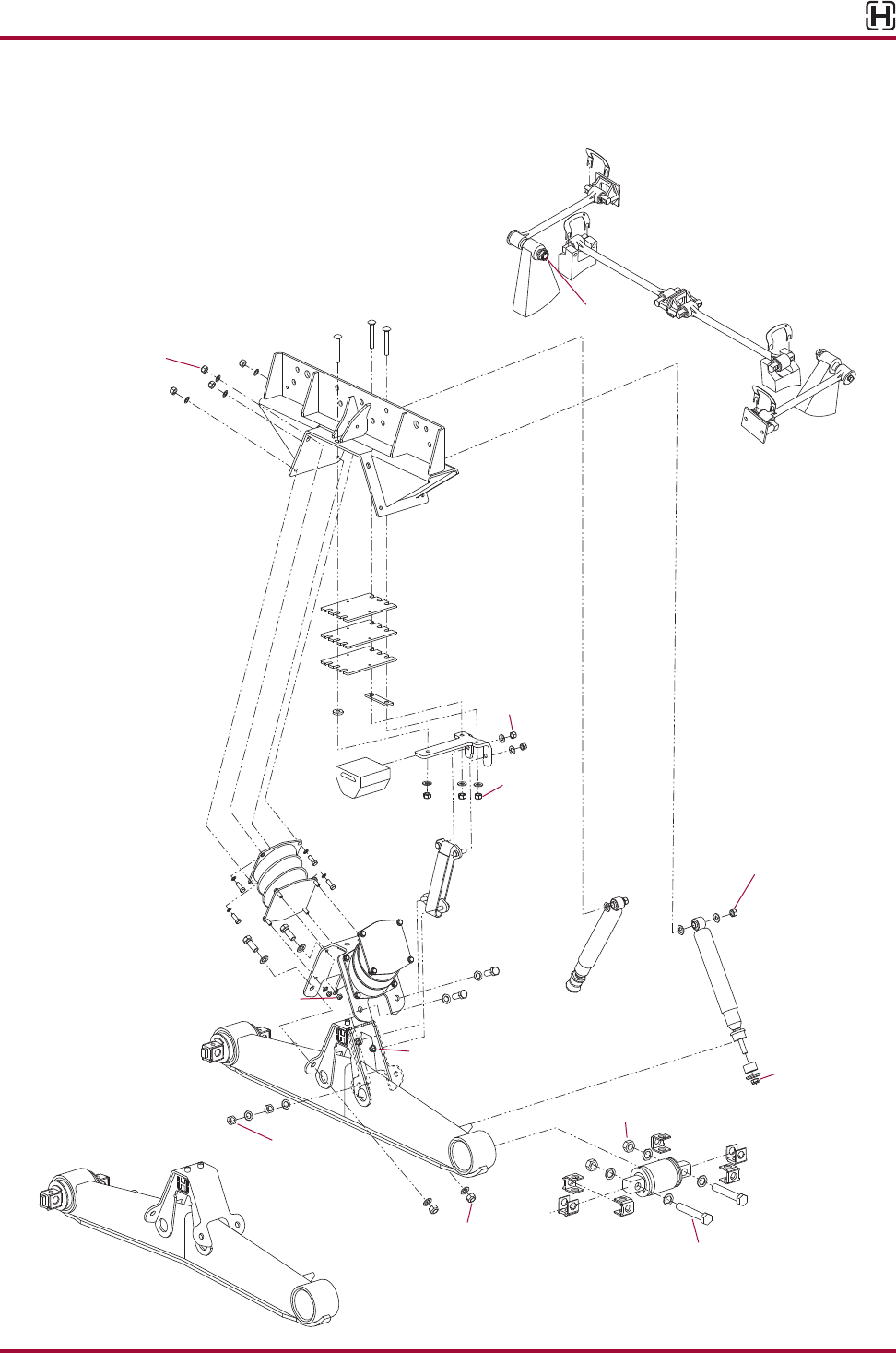
HN® Series
Torque Speci cations 50 17730-227
SECTION 10
Torque Specifications
HN® 402/462/522 – Vehicles built after 11/00
2.
33-45
4.
75-105
1.
70-90
1.
70-90
7b.
500-650
7a.
450-600
6.
220-300
6.
220-300
2.
33-45
3.
75-105
8.
175-225
5.
75-105
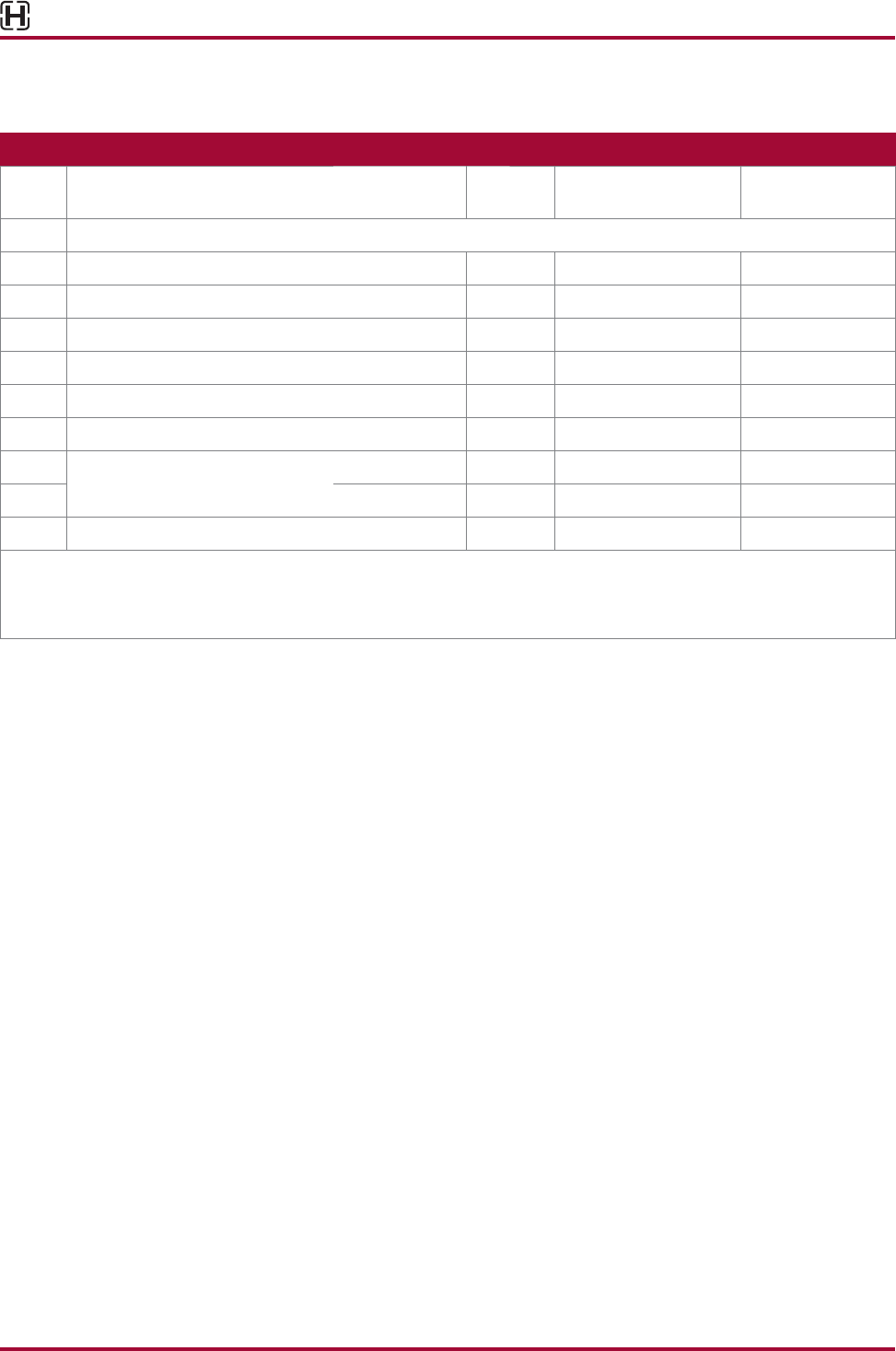
HN® Series
17730-227 51 Torque Speci cations
HN® 402/462/522 – Vehicles built after 11/00
HENDRICKSON RECOMMENDED TORQUE SPECIFICATIONS
NO. COMPONENT QUANTITY SIZE *TORQUE VALUE
in foot pounds
Frame fasteners are furnished and installed by the vehicle manufacturer.
1 Shock Absorber Upper and Lower Locknut 4
5
/
8
"-18 UNF-2B Grade C 70-90
2 Bolster Spring Locknut 32
7
/
16
"-20 UNF-2B Grade C 33-45
3 Saddle Assembly to Auxiliary Spring Mounting Plate 6 ½"-13 UNC-2B Grade C 75-105
4 Auxiliary Spring Mounting Plate to Anchor Plate 4 ½"-13 UNC-2B Grade C 75-105
5 Anchor Plate to Equalizing Beam Assembly 4 ½"-13 UNC-2B Grade C 75-105
6Vee Bracket Locknut 8 ¾"-10 UNC-2B Grade C 220-300
7a Bar Pin Bushing at the Locknut 4 1"-8 UNC Grade C 450-600
7b at the Bolt Head 4 1"-8 UNC-2A Grade 8 500-650
8 Transverse Torque Rod Tapered Stud Locknut 2 1¼"-12 UNC-2B Grade 5 175-225
NOTE: * If non Hendrickson fasteners are used, follow torque speci cation listed in vehicle manufacturer’s service manual. Torque
values listed above apply only if Hendrickson supplied fasteners are used.
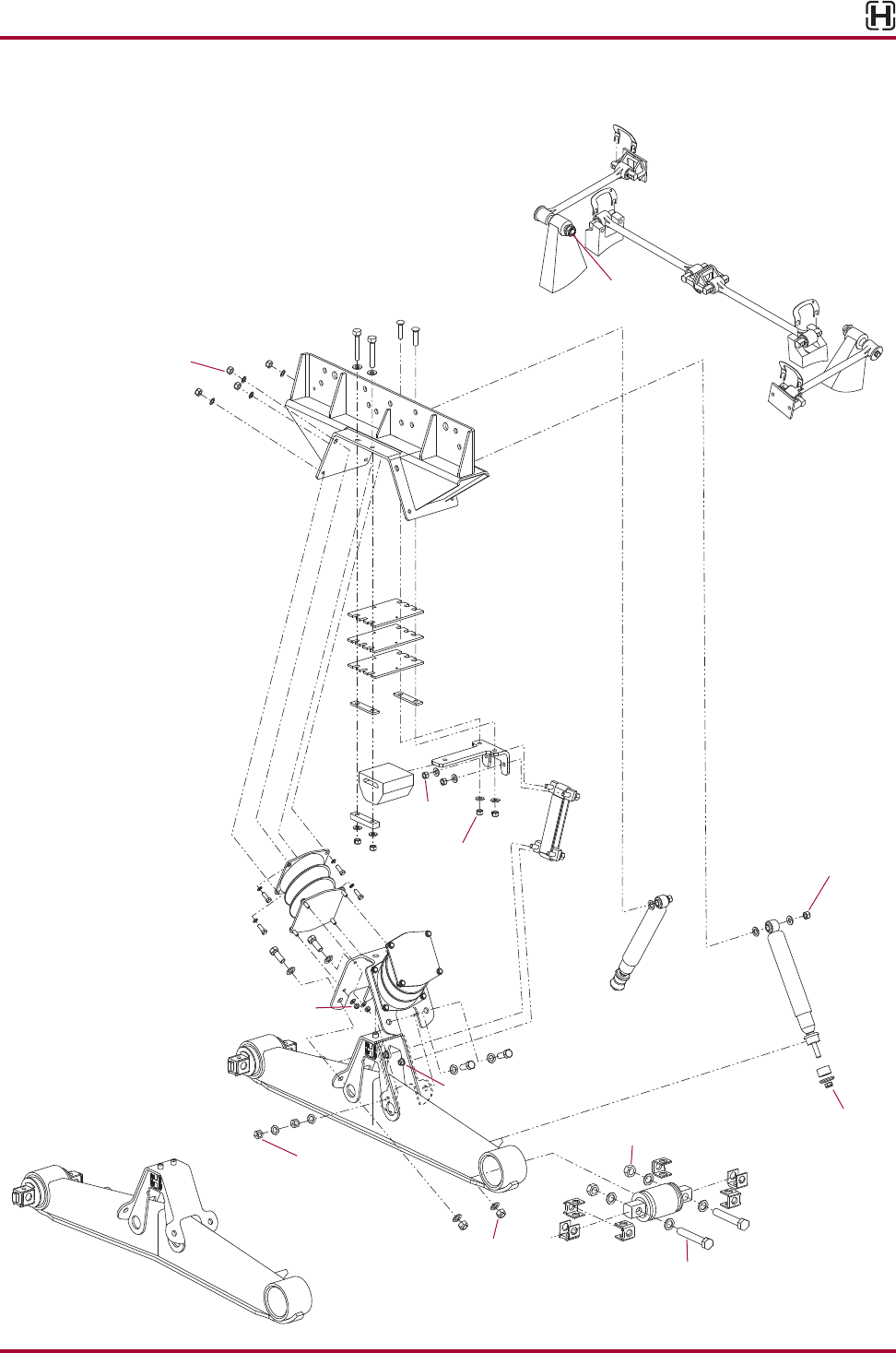
HN® Series
Torque Speci cations 52 17730-227
HN® 402/462/522 – Vehicles built between 9/98-11/00
2.
33-45
4.
75-105
1.
70-90
1.
70-90
7b.
500-650
7a.
450-600
6.
220-300
6.
220-300
2.
33-45
3.
75-105
8.
175-225
5.
75-105
HN® Series
17730-227 53 Torque Speci cations
HN® 402/462/522 – Vehicles built between 9/98-11/00
HENDRICKSON RECOMMENDED TORQUE SPECIFICATIONS
NO. COMPONENT QUANTITY SIZE *TORQUE VALUE
in foot pounds
Frame fasteners are furnished and installed by the vehicle manufacturer.
1 Shock Absorber Upper and Lower Locknut 4
5
/
8
"-18 UNF-2B Grade C 70-90
2 Bolster Spring Locknut 32
7
/
16
"-20 UNF-2B Grade C 33-45
3 Saddle Assembly to Auxiliary Spring Mounting Plate 4 ½"-13 UNC-2B Grade C 75-105
4 Auxiliary Spring Mounting Plate to Anchor Plate 4 ½"-13 UNC-2B Grade C 75-105
5 Anchor Plate to Equalizing Beam Assembly 4 ½"-13 UNC-2B Grade C 75-105
6Vee Bracket Locknut 8 ¾"-10 UNC-2B Grade C 220-300
7a Bar Pin Bushing at the Locknut 4 1"-8 UNC Grade C 450-600
7b at the Bolt Head 4 1"-8 UNC-2A Grade 8 500-650
8 Transverse Torque Rod Tapered Stud Locknut 2 1¼"-12 UNC-2B Grade 5 175-225
NOTE: * If non Hendrickson fasteners are used, follow torque speci cation listed in vehicle manufacturer’s service manual. Torque
values listed above apply only if Hendrickson supplied fasteners are used.
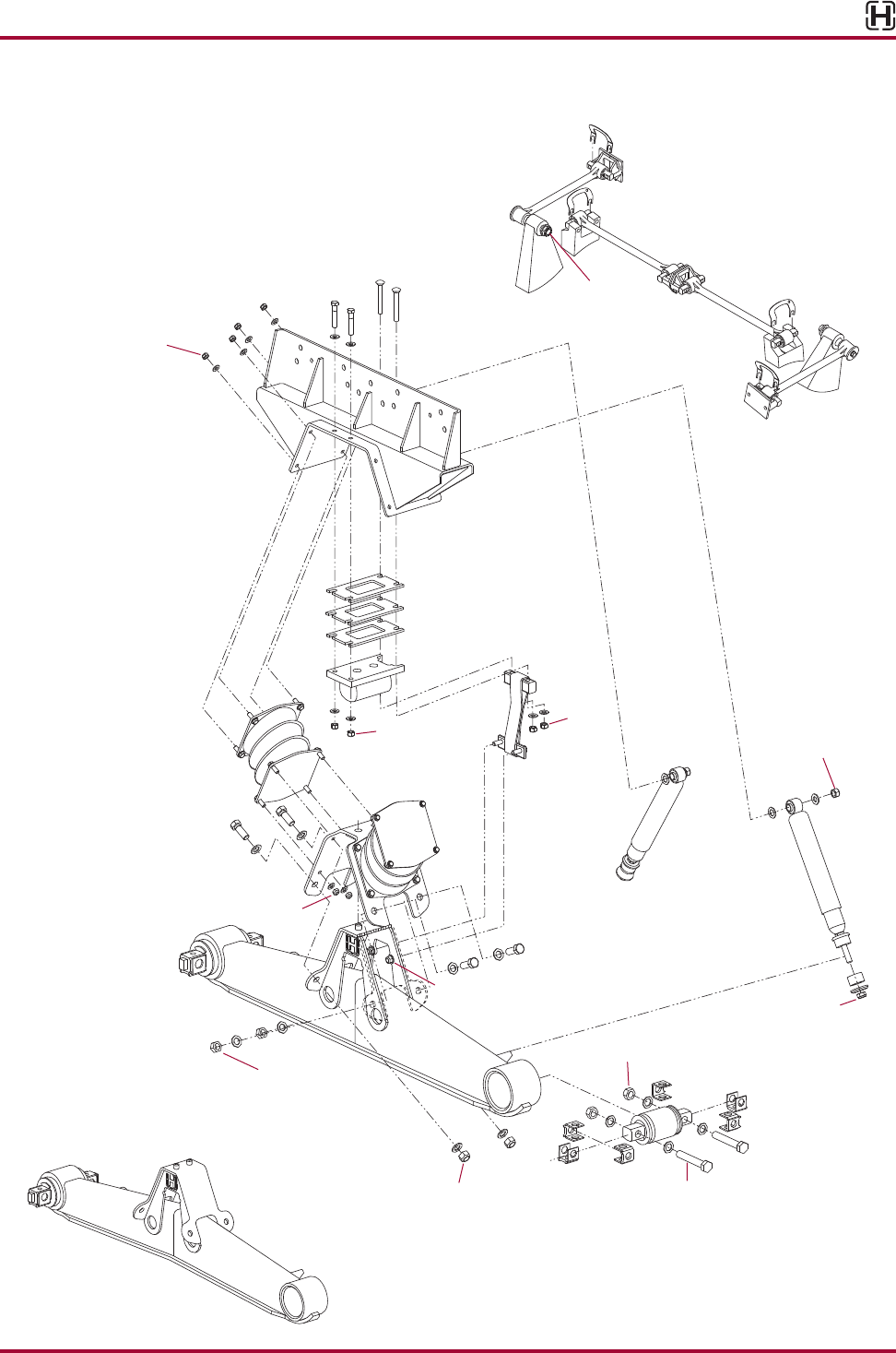
HN® Series
Torque Speci cations 54 17730-227
HN® 402/462/522 – Vehicles built between 4/96-8/98
2.
33-45
4.
75-105 1.
70-90
1.
70-90
7b.
500-650
7a.
450-600
6.
220-300
6.
220-300
2.
33-45
3.
75-105
8.
175-225
5.
75-105
HN® Series
17730-227 55 Torque Speci cations
HN® 402/462/522 – Vehicles built between 4/96-8/98
HENDRICKSON RECOMMENDED TORQUE SPECIFICATIONS
NO. COMPONENT QUANTITY SIZE *TORQUE VALUE
in foot pounds
Frame fasteners are furnished and installed by the vehicle manufacturer.
1 Shock Absorber Upper and Lower Locknut 4
5
/
8
"-18 UNF-2B Grade C 70-90
2 Bolster Spring Locknut 32
7
/
16
"-20 UNF-2B Grade C 33-45
3 Saddle Assembly to Auxiliary Spring 2 ½"-13 UNC-2B Grade C 75-105
4Auxiliary Spring to Rebound Strap Mounting Plate 2 ½"-13 UNC-2B Grade C 75-105
5Anchor Plate to Equalizing Beam 2 ½"-13 UNC-2B Grade C 75-105
6 Vee Bracket to Equalizing Beam Locknut 8 ¾"-10 UNC-2B Grade C 220-300
7a Bar Pin End Bushing at the Locknut 4 1"-8 UNC Grade C 450-600
7b at the Bolt Head 4 1"-8 UNC-2A Grade 8 500-650
8 Transverse Torque Rod Taper Stud Locknut 2 1¼"-12 UNC-2B Grade 5 175-225
NOTE: * If non Hendrickson fasteners are used, follow torque speci cation listed in vehicle manufacturer’s service manual. Torque
values listed above apply only if Hendrickson supplied fasteners are used.

www.hendrickson-intl.com
Information contained in this literature was accurate at the time of publication. Product changes may have been made after the copyright date that are not re ected.
17730-227 Rev C 08-13 © 1998 – 2013 Hendrickson USA, L.L.C. All Rights Reserved Printed in United States of America
Truck Commercial Vehicle Systems 1.866.755.5968 (Toll-free U.S. and Canada)
800 South Frontage Road 1.630.910.2800 (Outside U.S. and Canada)
Woodridge, IL 60517-4904 USA Fax 1.630.910.2899
