OFE 341 22.0kW Large Capacity Fyer Performance Henny Penny 22kw Fryer
User Manual: OFE-341
Open the PDF directly: View PDF ![]() .
.
Page Count: 56
Henny Penny OFE-341 22.0 kW
Electric Fryer Performance Tests
Application of ASTM Standard
Test Method F 1361-99
FSTC Report 5011.05.17
Food Service Technology Center
November 2005
Prepared by:
David Cowen
David Zabrowski
Fisher-Nickel, Inc.
Contributors:
Scott Miner
Fisher-Nickel Inc.
Prepared for:
Pacific Gas & Electric Company
Customer Energy Efficiency Programs
P.O. Box 770000
San Francisco, California 94177
Mark Bramfitt
Senior Program Manager
© 2005 by Pacific Gas & Electric Company All rights reserved.
The information in this report is based on data generated at the PG&E Food Service Technology Center.
Acknowledgments
California consumers are not obligated to purchase any full service or
other service not funded by this program. This program is funded by
California utility ratepayers under the auspices of the California Public
Utilities Commission.
Los consumidores en California no estan obligados a comprar servicios completos o adi-
cionales que no esten cubiertos bajo este programa. Este programa esta financiado por los
usuarios de servicios públicos en California bajo la jurisdiccion de la Comision de Servicios
Públicos de California.
A National Advisory Group provides guidance to the Food Service
Technology Center Project. Members include:
Applebee’s International Group
California Energy Commission (CEC)
Denny’s Corporation
East Bay Municipal Utility District
Enbridge Gas Distribution Inc.
EPA Energy Star
Gas Technology Institute (GTI)
In-N-Out Burger
National Restaurant Association
Safeway, Inc.
Southern California Edison
Underwriters Laboratories (UL)
University of California at Berkeley
University of California at Riverside
US Department of Energy, FEMP
Specific appreciation is extended to Henny Penny for supplying the
FSTC with an electric fryer, Model OFE-341 for controlled testing in the
appliance laboratory.
Policy on the Use of Food Service Technology Center
Test Results and Other Related Information
• Fisher-Nickel, inc. and the Food Service Technology Center
(FSTC) do not endorse particular products or services from any
specific manufacturer or service provider.
• The FSTC is strongly committed to testing food service equipment
using the best available scientific techniques and instrumentation.
• The FSTC is neutral as to fuel and energy source. It does not, in
any way, encourage or promote the use of any fuel or energy
source nor does it endorse any of the equipment tested at the
FSTC.
• FSTC test results are made available to the general public through
technical research reports and publications and are protected under
U.S. and international copyright laws.
• In the event that FSTC data are to be reported, quoted, or referred
to in any way in publications, papers, brochures, advertising, or any
other publicly available documents, the rules of copyright must be
strictly followed, including written permission from Fisher-Nickel,
inc. in advance and proper attribution to Fisher-Nickel, inc. and the
Food Service Technology Center. In any such publication, sufficient
text must be excerpted or quoted so as to give full and fair repre-
sentation of findings as reported in the original documentation from
FSTC.
Legal Notice
This report was prepared as a result of work sponsored by the California
Public Utilities Commission (Commission). It does not necessarily repre-
sent the views of the Commission, its employees, or the State of Califor-
nia. The Commission, the State of California, its employees, contractors,
and subcontractors make no warranty, express or implied, and assume
no legal liability for the information in this report; nor does any party rep-
resent that the use of this information will not infringe upon privately
owned rights. This report has not been approved or disapproved by the
Commission nor has the Commission passed upon the accuracy or ade-
quacy of the information in this report.
Disclaimer
Neither Fisher-Nickel, inc. nor the Food Service Technology Center nor
any of its employees makes any warranty, expressed or implied, or as-
sumes any legal liability of responsibility for the accuracy, completeness,
or usefulness of any data, information, method, product or process dis-
closes in this document, or represents that its use will not infringe any
privately-owned rights, including but not limited to, patents, trademarks,
or copyrights.
Reference to specific products or manufacturers is not an endorsement
of that product or manufacturer by Fisher-Nickel, inc., the Food Service
Technology Center or Pacific Gas & Electric Company (PG&E).
Retention of this consulting firm by PG&E to develop this report does not
constitute endorsement by PG&E for any work performed other than that
specified in the scope of this project.

Contents
5011.05.17 i
Food Service Technology Center
Page
Executive Summary ........................................................................... iii
1 Introduction .................................................................................. 1-1
Background ............................................................................. 1-1
Objectives ............................................................................... 1-2
Appliance Description ............................................................. 1-3
2 Methods ........................................................................................ 2-1
Setup and Instrumentation ...................................................... 2-1
Measured Energy Input Rate .................................................. 2-2
Chicken Tests ......................................................................... 2-3
French Fry Tests...................................................................... 2-4
3 Results .......................................................................................... 3-1
Energy Input Rate ................................................................... 3-1
Preheat and Idle Tests ............................................................ 3-1
Chicken Tests ......................................................................... 3-3
French Fry Tests...................................................................... 3-5
Energy Cost Model................................................................... 3-10
4 Conclusions ................................................................................. 4-1
5 References ................................................................................... 5-1
Appendix A: Glossary
Appendix B: Appliance Specifications
Appendix C: Results Reporting Sheets
Appendix D: Cooking-Energy Efficiency Data
Appendix E: Energy Cost Model

List of Figures and Tables
5011.05.17 ii
Food Service Technology Center
Page
1-1 Henny Penny OFE-341 Frypot ............................................
.
1-3
2-1 Equipment configuration ......................................................
.
2-1
2-2 Thermocouple placement for testing ...................................
.
2-2
3-1 Henny Penny OFE-341 Preheat characteristics ..................
.
3-2
3-2 Chicken cook cycle temperature signature ..........................
.
3-4
3-3 Frying medium temperature during a heavy-load test for
the OFE-341 fryer.................................................................
.
3-6
3-4 Fryer cooking cycle temperature signature ..........................
.
3-7
3-5 Fryer part-load cooking-energy efficiency.............................
.
3-9
3-6 Fryer cooking energy consumption profile............................
.
3-10
Page
1-1 Appliance Specifications ......................................................
.
1-3
2-1 Chicken Load Size ...............................................................
.
2-3
3-1 Input, Preheat, and Idle Test Results ..................................
.
3-2
3-2 Chicken Cooking Test Results .............................................
.
3-5
3-3 French Fry Test Results.......................................................
.
3-10
3-4 Energy Cost Model...............................................................
.
3-11
Figures
Tables

Executive Summary
5011.05.17 iii
Food Service Technology Center
Henny Penny’s OFE-341 large-vat electric fryer features low watt density
ribbon elements, stainless steel construction, and a programmable cooking
computer that controls the input to the fryer and provides for a more consis-
tent product. Figure ES-1 illustrates the OFE-341 fryer, as tested at the Food
Service Technology Center (FSTC).
FSTC engineers tested the fryer under the tightly controlled conditions of the
American Society for Testing and Materials’ (ASTM) standard test method.1
Fryer performance is characterized by preheat time and energy consumption,
idle energy consumption rate, cooking-energy efficiency, and production
capacity.
Cooking performance was determined by cooking breaded 8-piece cut 2 ¾
pound frying chicken under three load scenarios: heavy—48 pieces per load,
medium—24 pieces per load, and light—8 pieces per load. The OFE-341’s
heavy-load cook time was 15.4 minutes. Production capacity includes the
cooking time and the time required for the frying medium to recover to
320°F (recovery time).
Cooking-energy efficiency is a measure of how much of the energy that an
appliance consumes is actually delivered to the food product during the
cooking process. Cooking-energy efficiency is therefore defined by the fol-
lowing relationship:
Appliance toEnergy
Food toEnergy
EfficiencyEnergy - Cooking =
1 American Society for Testing and Materials. 2000. Standard Test Method for the Perform-
ance of Large Open, Deep Fat Fryers. ASTM Designation F 2144-01, in Annual Book of
ASTM Standards, West Conshohocken, PA.
Figure ES-1.
Henny Penny OFE-341 Fryer.

Executive Summary
5011.05.17 iv
Food Service Technology Center
A summary of the test results is presented in Table ES-1.
Table ES-1. Summary of Fryer Performance.
Rated Energy Input Rate (kW) 22.0
Measured Energy Input Rate (kW) 21.1
Preheat Time to 325°F (min) 9.93
Preheat Energy to 325°F (kWh) 2.10
Idle Energy Rate @ 325°F (kW) 1.08
Heavy-Load Cooking-Energy Efficiency (%)a 73.0 ± 2.4
Medium-Load Cooking-Energy Efficiency (%)a 72.8 ± 3.6
Light-Load Cooking-Energy Efficiency (%)a 51.0 ± 3.9
Production Capacity (lb/h)a 68.9 ± 4.3
a This range indicates the experimental uncertainty in the test result based on a minimum of three test runs.
The fryer’s 22.0 kW input provided the necessary horsepower to produce a
very competitive heavy-load (48 pieces) cooking-energy efficiency of 73.0%
and a production capacity of 68.9 lbs/h. During testing, the OFE-341 was
able to cook the heavy-load of chicken in a very fast 15.4 minutes.
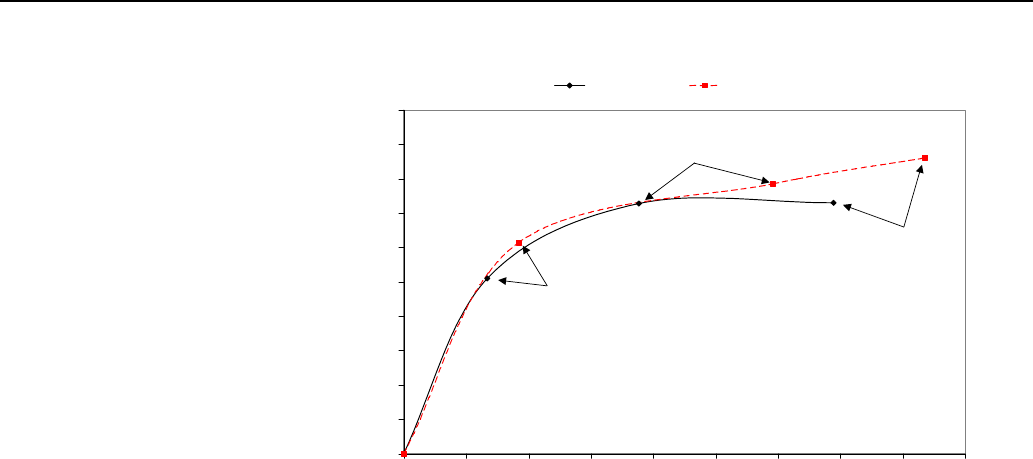
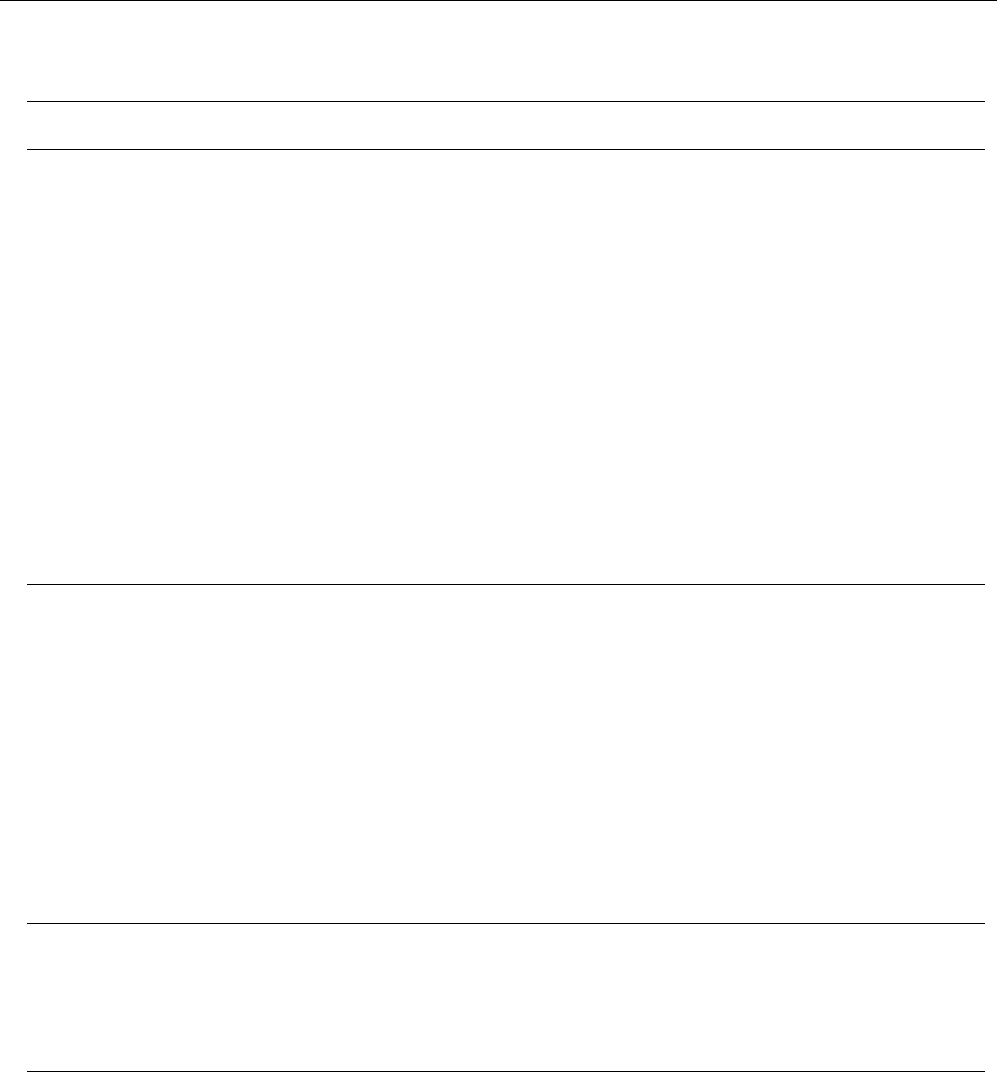
Figure ES-2 illustrates the relationship between cooking-energy efficiency
and production rate for the fryer.
Executive Summary
5011.05.17 v
Food Service Technology Center
0
10
20
30
40
50
60
70
80
90
100
0 102030405060708090
Production Rate (lb/h)
Cooking-Energy Efficiency (%) .
Chicken French Fries
Heavy Load
Light Load
Medium Load
Note: Light-load = 8 pieces/load; Medium-load = 24 pieces/load; Heavy-load = 48 pieces/load.
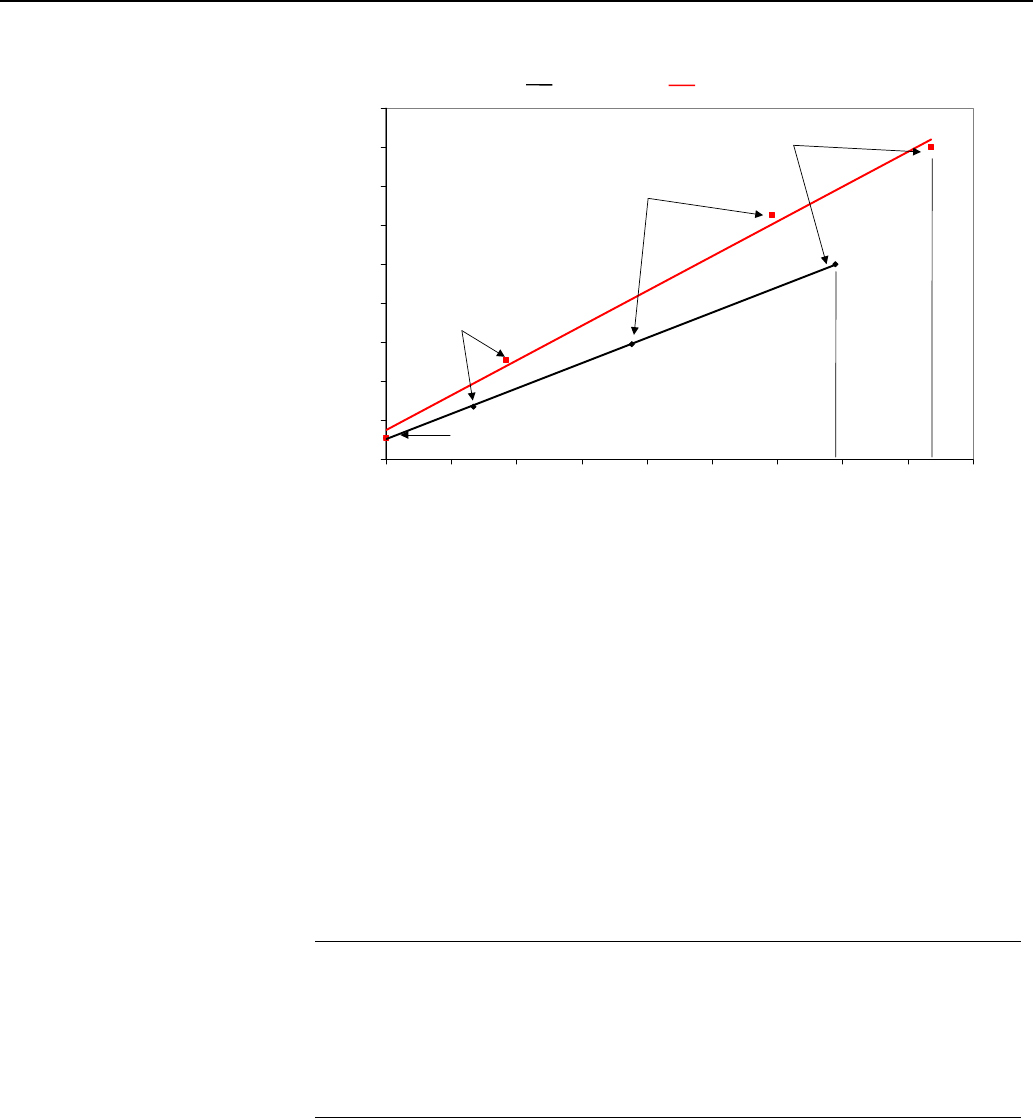
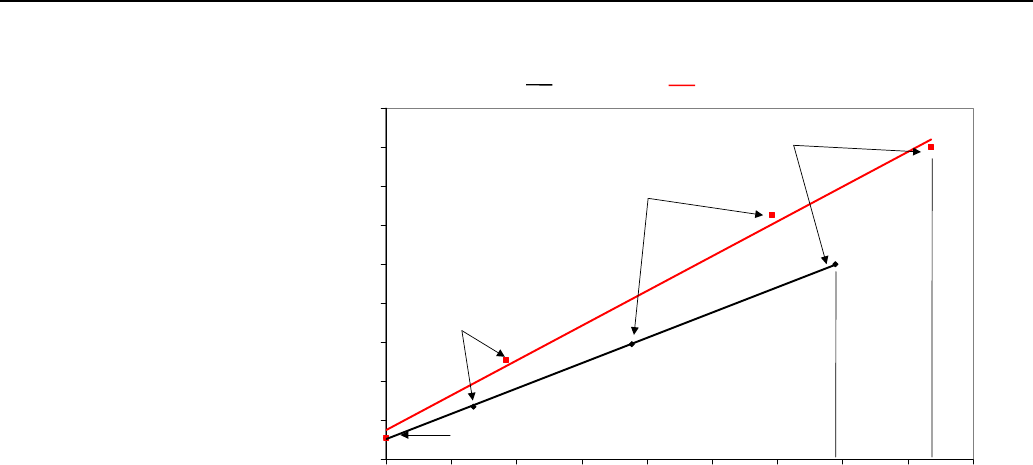
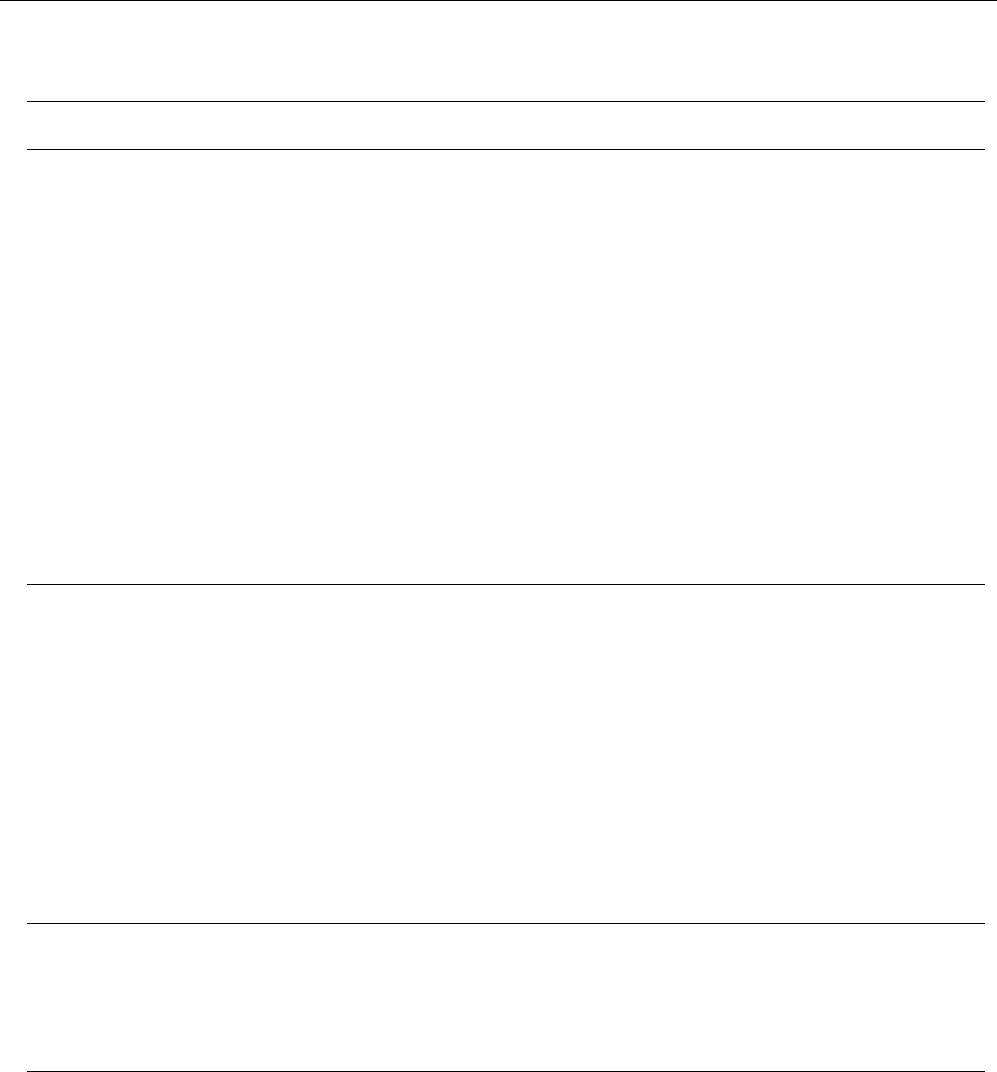
Figure ES-3 illustrates the relationship between the fryer’s average energy
consumption rate and the production rate. This graph can be used as a tool to
estimate the daily energy consumption and probable demand contribution for
the fryer in a real-world operation. Average energy consumption rates at 10,
30, and 50 pounds per hour for the OFE-341 fryer are 2.3 kW, 4.9 kW, and
7.5 kW respectively. For an operation cooking an average of 15 pounds of
food per hour over the course of the day (e.g., 150 lb of food over a ten hour
day), the probable demand contribution for the OFE-341 fryer would be 3.0
kW.
Figure ES-2.
Fryer part-load cooking-
energy efficiency.
Executive Summary
5011.05.17 vi
Food Service Technology Center
0
2
4
6
8
10
12
14
16
18
0 102030405060708090
Production Rate (lb/h)
Cooking Energy Rate (kW) .
ASTM Production Capacities
Heavy Load
Light Load
Idle Energy Rate
Medium Load
Chicken French Fries
Note: Light-load = 8 pieces/load; Medium-load = 24 pieces/load; Heavy-load = 48 pieces/load.
The classic open deep fat fryer design allows this large vat fryer to be used in
a traditional fashion. FSTC researchers conducted additional French fry tests
on the Henny Penny fryer. Based on the size of the fry vat, the heavy-load
was changed from 3 to 5 pounds. The fryer exhibited an impressive produc-
tion capacity of 83.6 lbs/hr of frozen French fries, with a cooking-energy
efficiency of 86.1%.
Table ES-3. French Fry Heavy-Load Test Results
Load Size (lbs) 5.0
Production Capacity (lb/h)a 83.6 ± 3.3
Energy per Pound of Food Cooked (Btu/lb) 651
Electric Cooking Energy Rate (kW) 16.0
Cooking-Energy Efficiency (%)a 86.1 ± 0.9
a This range indicates the experimental uncertainty in the test result based on a minimum of three test runs.
Figure ES-3.
Fryer cooking energy
consumption profile.
Executive Summary
5011.05.17 vii
Food Service Technology Center
The test results can be used to estimate the annual energy consumption for
the fryer in a real-world operation. A simple cost model was developed to
calculate the relationship between the various cost components (e.g., preheat,
idle and cooking costs) and the annual operating cost, using the ASTM test
data. For this model, the fryer was used to cook 150 pounds of chicken over
a 12-hour day, with one preheat per day, 365 days per year.
Table ES-4. Estimated Fryer Energy Consumption and Cost.
Preheat Energy (kWh/day) 2.10
Idle Energy (kWh/day) 7.94
Cooking Energy (kWh/day) 23.9
Annual Energy (kWh/year) 12,374
Annual Cost ($/year)a 1,237
a Fryer energy costs are based on $0.10/kWh
Henny Penny's OFE-341 fryer established itself as a versatile open deep fat
electric fryer. Its large vat size provides a restaurateur with the option of
cooking large quantities of breaded product such as fried chicken or tradi-
tional French fries. The low watt-density ribbon style elements transfer heat
into the frying medium easily and effectively. Quick response times and
rapid oil temperature recovery during cooking provide a food service opera-
tor with a workhorse fryer that can handle seriously high volume.

1 Introduction
5011.05.17 1-1
Food Service Technology Center
Fried foods continue to be popular on the restaurant scene. Fryers of a larger
vat size and input typically are used for cooking foods such as chicken and
fish. Recent advances in equipment design have produced fryers that operate
more efficiently, quickly, safely and conveniently.
Dedicated to the advancement of the food service industry, the Food Service
Technology Center (FSTC) has focused on the development of standard test
methods for commercial food service equipment since 1987. The primary
component of the FSTC is a 10,000 square-foot appliance laboratory
equipped with energy monitoring and data acquisition hardware, 60 linear
feet of canopy exhaust hoods integrated with utility distribution systems, ap-
pliance setup and storage areas, and a state-of-the-art demonstration and
training facility.
The test methods, approved and ratified by the American Society for Testing
and Materials (ASTM), allow benchmarking of equipment such that users
can make meaningful comparisons among available equipment choices. By
collaborating with the Electric Power Research Institute (EPRI) and the Gas
Technology Institute (GTI) through matching funding agreements, the test
methods have remained unbiased to fuel choice. End-use customers and
commercial appliance manufacturers consider the FSTC to be the national
leader in commercial food service equipment testing and standards, sparking
alliances with several major chain customers to date.
FSTC researchers modified ASTM (F 1964-99) Standard Test Method for
the Performance of Pressure and Kettle Fryers1 to apply to large open vat,
deep fat fryers, which was accepted as a Standard Test Method for Perform-
ance of Large Open Vat Fryers (Designation F 2144-01).2
Background

Introduction
5011.05.17 1-2
Food Service Technology Center
Fryer performance is characterized by preheat time and energy consumption,
idle energy consumption rate, pilot energy, consumption rate, cooking energy
efficiency and production capacity.
Henny Penny's OFE-341 electric fryer features low watt-density ribbon ele-
ments submerged in the frying oil with a stainless steel frypot, backsplash,
and a programmable cooking computer. An integrated melt cycle prevents
solid frying medium from scorching during preheat.
This report presents the results of applying the ASTM test method1 to the
Henny Penny OFE-341 electric fryer. The glossary in Appendix A is pro-
vided so that the reader has a quick reference to the terms used in this report.
The objective of this report is to examine the operation and performance of
Henny Penny’s OFE-341, 18-inch electric fryer at an input rating of 22.0
kW, under the controlled conditions of the ASTM standard test method.1 The
scope of this testing is as follows:
1. Verify that the appliance is operating at the manufacturer’s rated
energy input.
2. Determine the time and energy required to preheat the appliance
from room temperature to 325°F.
3. Characterize the idle energy use with the thermostat set at a
calibrated 325°F.
4. Document the cooking energy consumption and efficiency under
three fry loading scenarios: heavy (48 piece load), medium (24
piece load) and light (8 piece per load).
5. Determine the production capacity during the heavy-load test.
6. Document the cooking energy consumption and efficiency under
three French fry loading scenarios at 350°F: heavy (5 pounds
per load), medium (2 ½ pounds per load), and light (¾ pound
per load).
7. Determine the production capacity and frying medium tempera-
ture recovery time during the heavy-load test.
Objectives

Introduction
5011.05.17 1-3
Food Service Technology Center
8. Estimate the annual operating cost for the fryer using a standard
cost model.
Henny Penny’s OFE-341, 18-inch electric fryer has a power rating of 22.0
kW. The fry pot is of a stainless steel construction and contains submerged
low watt-density ribbon elements that provide a cooking platform within the
fry vat (see Figure 1-1). The elements can lift up to allow for easy cleaning
of the fry vat. A cooking computer allows for individualized programming
for multiple food products. An integrated melt cycle prevents solid frying
medium from scorching during preheat.
Appliance specifications are listed in Table 1-1, and the manufacturer’s lit-
erature is in Appendix B.
Appliance
Description
Figure 1-1.
Henny Penny OFE-341
frypot.
Introduction
5011.05.17 1-4
Food Service Technology Center
Table 1-1. Appliance Specifications.
Manufacturer Henny Penny
Model OFE-341
Generic Appliance Type Open Deep Fat Fryer
Rated Input 22.0 kW
Frying Area 18” x 18” x 15”
Oil Capacity 80 lb
Controls Programmable cooking computer
Construction Stainless Steel
2 Methods
5011.05.17 2-1
Food Service Technology Center
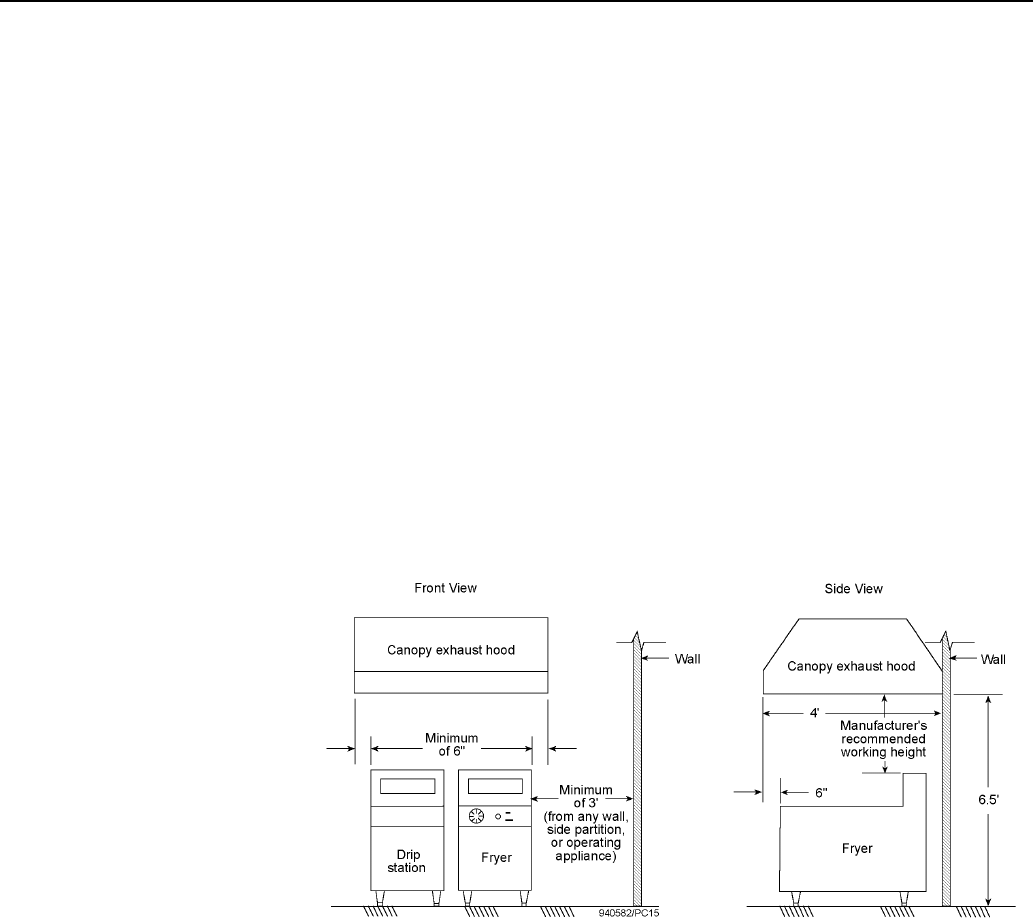
FSTC researchers installed the fryer on a tiled floor under a 4-foot-deep can-
opy hood that was 6 feet, 6 inches above the floor. The hood operated at a
nominal exhaust rate of 300 cfm per linear foot of hood. There was at least 6
inches of clearance between the vertical plane of the fryers and the edge of
the hood. All test apparatus was installed in accordance with Section 9 of the
ASTM test method.2 See Figure 2-1.
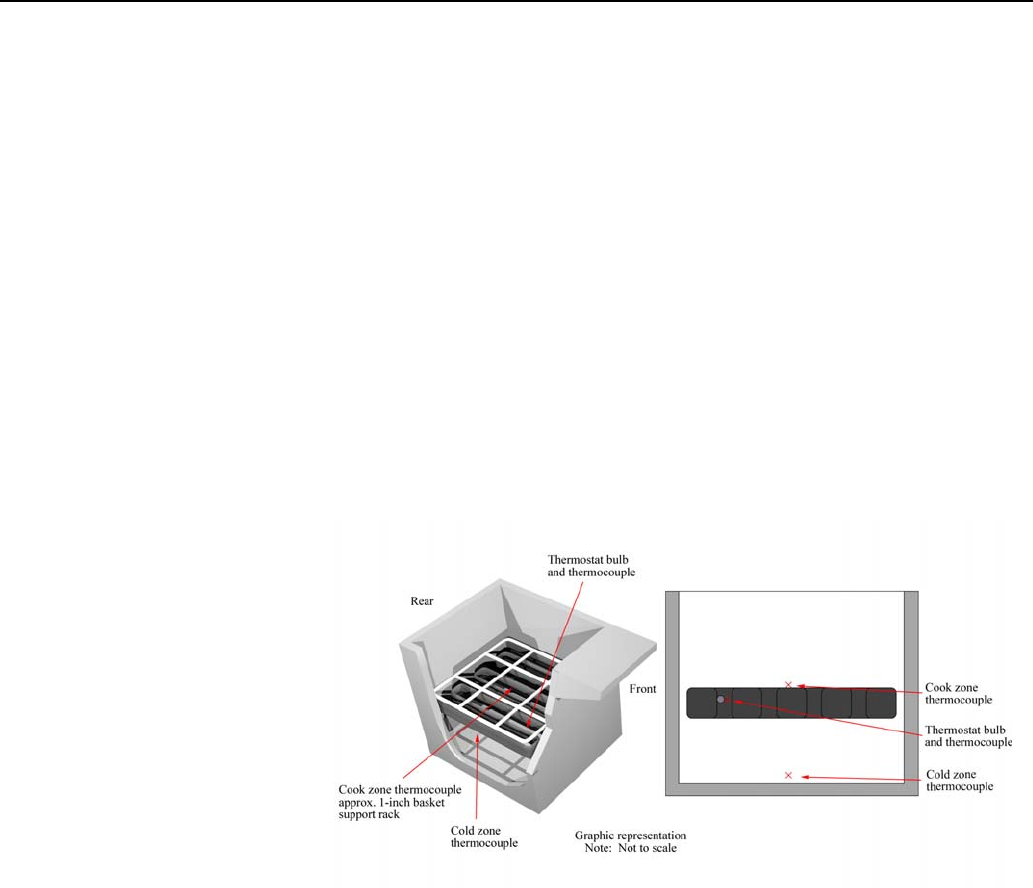
Researchers instrumented the fryer with thermocouples to measure tempera-
tures in the cold and the cooking zones and at the thermostat bulb. Two
thermocouples were placed in the cook zone, one in the geometric center of
the frypot, approximately 1 inch above the fry basket support, and the other
at the tip of the thermostat bulb. The cold zone thermocouple was supported
from above, independent of the frypot surface, so that the temperature of the
cold zone reflected the frying medium temperature, not the frypot’s surface
temperature. The cold zone temperature was measured toward the rear of the
frypot, 1/8-inch from the bottom of the pot (See Figure 2-2).
Setup and
Instrumentation
Figure 2-1.
Equipment configuration.
Methods
5011.05.17 2-2
Food Service Technology Center
Power and energy were measured with a watt/watt-hour transducer that gen-
erated an analog signal for instantaneous power and a pulse for every 10 Wh.
A voltage regulator, connected to the fryers, maintained a constant voltage
for all tests. Control energy was monitored with a watt-hour transducer that
generated a pulse for every 0.00001 watt-hours. The energy meters and ther-
mocouples were connected to a data logger which recorded data every five
seconds.
The fryer was filled with Melfry Brand, partially hydrogenated, 100% pure
vegetable oil for all tests except the energy input rate determination test. This
test required the fryer to be filled with water to inhibit burner cycling during
the test.
Rated energy input rate is the maximum or peak rate at which the fryer con-
sumes energy—as specified on the fryer’s nameplate. Measured energy input
rate is the maximum or peak rate of energy consumption, which is recorded
during a period when the elements are energized (such as preheat). For the
purpose of this test, the fryer was filled with water to the frypot’s indicated
fill-line. The controls were set to attain maximum output and the energy con-
sumption was monitored for a period of 15 minutes after a full rolling boil
Figure 2-2.
Thermocouple placement
for testing.
Measured Energy
Input Rate

Methods
5011.05.17 2-3
Food Service Technology Center
had been established. Researchers compared the measured energy input rate
with the nameplate energy input rate to ensure that the fryer was operating
properly.
The fryer was tested with 8-piece cut, 2 ¾-pound, individually quick frozen
frying chicken which had been thawed, breaded, and stabilized in a refrigera-
tor at 38 °F. Researchers tested the fryers using nominal heavy, medium and
light-loads of chicken (Table 2-1). Each load comprised an equal number of
breasts, wings, legs, and thighs. The chicken was cooked to an average
weight loss of 27 ± 2%. This ensured fully-cooked chicken with no redness
in the center.
Table 2-1. Chicken Load Size.
Heavy-Load (pieces) 48
Medium-Load (pieces) 24
Light-Load (pieces) 8
During the testing, energy, time and oil temperature were recorded at 5-
secound intervals. Chicken temperature and weight loss were measured and
recorded for use in energy calculations.
Due to logistics in removing one load of cooked chicken and placing another
load into the fryer, a minimum preparation time of 10 minutes was incorpo-
rated into the cooking procedure. This ensures that the cooking tests are uni-
formly applied from laboratory to laboratory. Fryer recovery was then based
on the frying medium reaching a threshold temperature of 320°F (measured
at the center of the cook zone).
The chicken tests were run in the following sequence: three replicates of the
heavy-load test, three replicates of the medium-load test, and three replicates
of the light-load test. This procedure ensured that the reported cooking-
Chicken Tests

Methods
5011.05.17 2-4
Food Service Technology Center
energy efficiency and production capacity results had an uncertainty of less
than ±10%. The results from each test run were averaged, and the absolute
uncertainty was calculated based on the standard deviation of the results.
For additional performance information on the fryer, researchers applied the
French fry test from the ASTM Test Method for Open Deep Fat Fryers
(F1361-99)3. Since the frypot could accommodate a larger load than speci-
fied in the test method, the heavy-load size was increased from three to five
pounds of frozen French fries. Medium-loads were also increased in size to
half the weight of the heavy-load, two and one-half pounds.
Simplot® brand ¼-inch blue ribbon product, par-cooked, frozen shoestring
potatoes were used for the French fry tests. Each load of French fries was
cooked to a 30% weight loss. The tests involved “barreling” six loads of fro-
zen French fries, using fry medium temperature as a basis for recovery. Each
test was followed by a 10-minute wait period and was then repeated two
more times. Researchers tested the fryers using 5-pound (heavy), 2 ½-pound
(medium), and ¾-pound (light) French fry loads.
Due to the logistics involved in removing one load of cooked French fries
and placing another load into the fryer, a minimum preparation time of 10
seconds was incorporated into the cooking procedure. This ensures that the
cooking tests are uniformly applied from laboratory to laboratory. Fryer re-
covery was then based on the frying medium reaching a threshold tempera-
ture of 340°F (measured at the center of the cook zone). Reloading within
10°F of the 350°F thermostat set point does not significantly lower the aver-
age oil temperature over the cooking cycle, nor does it extend the cook time.
The fryer was reloaded either after the cook zone thermocouple reached the
threshold temperature or 10 seconds after removing the previous load from
the fryer, whichever was longer.
The first load of each six-load cooking test was designated as a stabilization
load and was not counted when calculating the elapsed time and energy used.
French Fry Tests

Methods
5011.05.17 2-5
Food Service Technology Center
Energy monitoring and elapsed time of the test were determined after the
second load contacted the frying medium. After removing the last load and
allowing the fryer to recover, researchers terminated the test. Total elapsed
time, energy consumption, weight of fries cooked, and average weight loss of
the French fries were recorded for the last five loads of the six-load test.
The French fry tests were run in the following sequence: three replicates of
the heavy-load test followed by three replicates of the light-load test. This
procedure ensured that the reported cooking energy efficiency and produc-
tion capacity results had an uncertainty of less than ±10%. The results from
each test run were averaged, and the absolute uncertainty was calculated
based on the standard deviation of the results.
The ASTM results reporting sheets appear in Appendix C.

3 Results
5011.05.17 3-1
Food Service Technology Center
Prior to testing, the energy input rate was measured and compared with the
manufacturer’s nameplate value. This procedure ensured that the fryer was
operating within its specified parameters. The measured energy input rate
was 21.1 kW (a difference of 4.1% from the nameplate rating).
These tests show how the fryer uses energy when it is not cooking food. The
preheat time allows an operator to know precisely how long it takes for the
fryer to be ready to cook. The idle energy rate represents the energy required
to maintain the set temperature 325°F, or the appliance’s stand-by losses.
Preheat Energy and Time
Researchers filled the fryer with new oil, which was then heated to 325°F at
least once prior to any testing. The preheat tests were conducted at the begin-
ning of a test day, after the oil had stabilized at room temperature overnight.
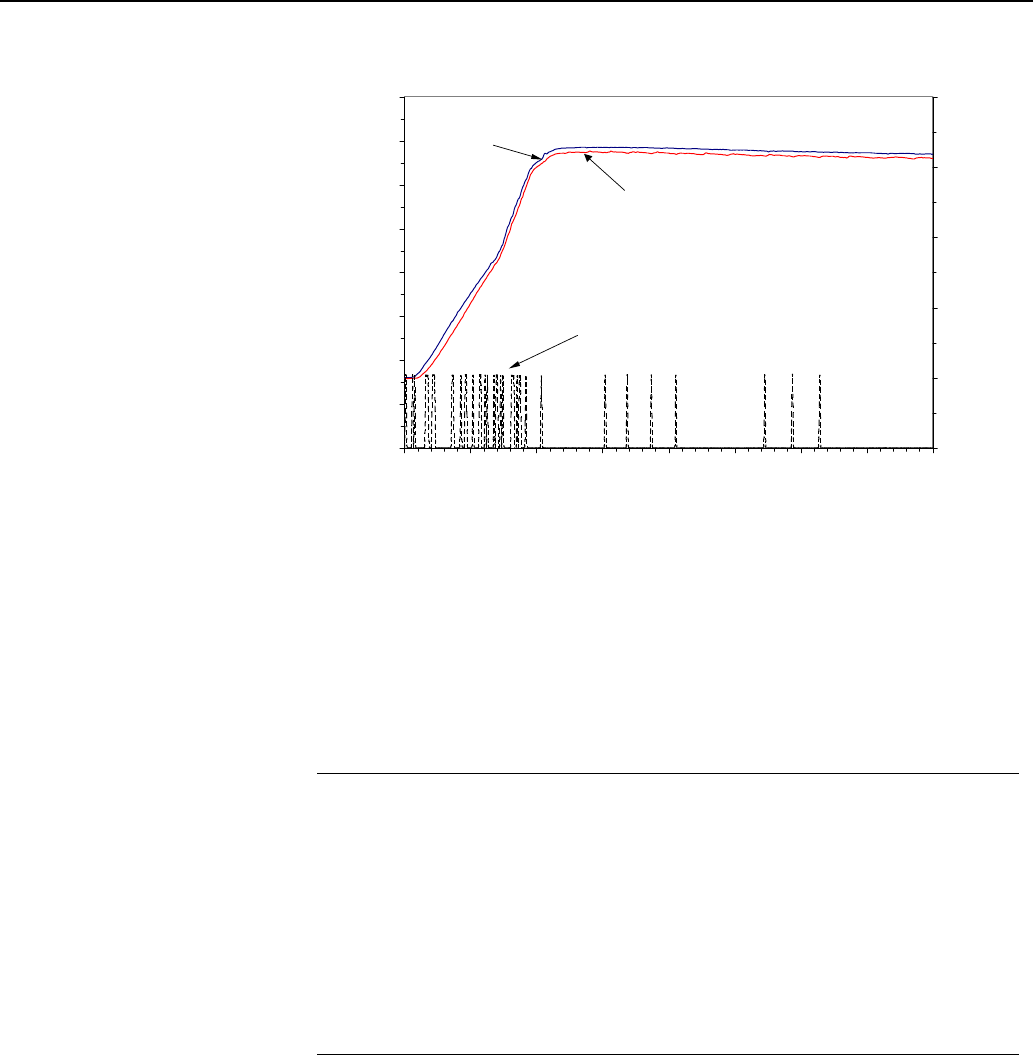
Henny Penny’s cooking computer has an integrated melt cycle to prevent
scorching of solid shortening. Henny Penny’s OFE-341 fryer was ready to
cook in 9.93 minutes. Figure 3-1 shows the fryer's preheat characteristics.
Idle Energy Rate
Once the frying medium reached 325°F, the fryer was allowed to stabilize for
half an hour. Time and energy consumption was monitored for an additional
two-hour period as each fryer maintained the oil at 325°F. The idle energy
rate during this period was 1.08 kW.
Energy Input Rate
Preheat and
Idle Tests
Results
5011.05.17 3-2
Food Service Technology Center
0
50
100
150
200
250
300
350
400
0 5 10 15 20 25 30 35 40
Time (min)
Temperature (°F) .
0
20
40
60
80
100
Average Energy Rate (kW) .
Oil Temperature
Energy Rate
Thermostat
Test Results
Input, preheat, and idle test results are summarized in Table 3-1.
Table 3-1. Input, Preheat, and Idle Test Results.
Rated Energy Input Rate (kW) 22.0
Measured Energy Input Rate (kW) 21.1
Percentage Difference (%) 4.09
Preheat
Time to 325°F (min) 9.93
Preheat Energy (kWh) 2.10
Preheat Rate to 325°F (°F/min) 24.8
Idle Energy Rate (kW) 1.08
Figure 3-1.
Henny Penny OFE-341
preheat characteristics.

Results
5011.05.17 3-3
Food Service Technology Center
The fryer was tested using 8-piece cut, 2 ¾-pound chickens that had been
thawed, breaded, and stabilized at 38°F to 40°F. For heavy-load tests, the
OFE-341 fryer was used to cook 48 pieces per load (12 of each type of
piece–breast, wings, legs and thighs). Medium-loads comprised one half the
number of pieces used in the heavy load tests. Light-load tests used 8 pieces
per load for all three fryers. Researchers monitored chicken cooking time and
weight loss, frying medium temperature, and fryer energy consumption dur-
ing these tests.
Heavy-Load Tests
The heavy-load cooking tests were designed to reflect a fryer’s maximum
performance. The fryer was used to cook three or more heavy loads of
chicken–one load after another in rapid succession, simulating a peak cook-
ing period. Cooking-energy efficiency and production capacity were deter-
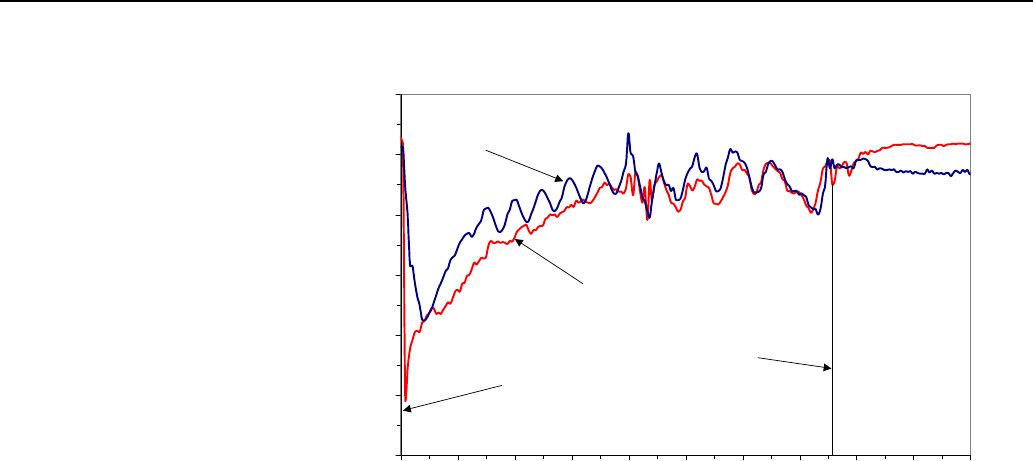
mined from these tests. The characteristic temperature curve, or temperature
signature, during a single heavy-load indicates how well the fryer maintained
the oil temperature during a cooking event. This curve is also an indicator of
product quality as the chicken pieces begin to absorb more oil at lower cook-
ing temperatures. Figure 3-2 shows the temperature signature during a heavy-
load test.
The heavy-load cook time for the Henny Penny fryer was 15.4 minutes. Pro-
duction capacity includes the cook time and a 30 second reload time.
Chicken Tests
Results
5011.05.17 3-4
Food Service Technology Center
270
280
290
300
310
320
330
0 2 4 6 8 10 12 14 16 18 20
Time (min)
Oil Temperature (°F)
Oil Temperature
Thermostat
Chicken removed
from oil
Chicken dropped
in oil
Medium- and Light Load Tests
Medium and light load tests represent the fryer’s performance under non-
peak conditions. Since a fryer is often used to cook single-basket loads dur-
ing slow periods, these part-load efficiencies can be used to estimate a fryer’s
performance in an actual operation.
Both the medium and light-load tests were conducted using a single fry bas-
ket. The fryer, during medium- and light-load testing, demonstrated cooking-
energy efficiencies of 72.8 % and 51.0%, while producing 37.7 lbs/h and
13.4 lb/h respectively.
Test Results
Energy imparted to the chicken was calculated by separating the various
components of the chicken (water, fat, and solids) and determining the
amount of heat gained by each component (Appendix D). The fryer’s cook-
ing energy efficiency for a given loading scenario is the amount of energy
Figure 3-2.
Chicken cook cycle
tempeature signature.

Results
5011.05.17 3-5
Food Service Technology Center
imparted to the chicken, expressed as a percentage of the amount of energy
consumed by the fryer during the cooking process.
Heavy-load cooking-energy efficiency results were 71.8%, 73.5%, 76.4%
and 70.4%, yielding a maximum uncertainty of 4.1%. Table 3-2 summarizes
the results of the ASTM cooking-energy efficiency and production capacity
tests for chicken.
Table 3-2. Chicken Cooking Test Results.
Heavy-Load Medium-Load Light-Load
Load Size (pieces) 48 24 8
Cook Time (min) 15.4 14.8 13.6
Production Rate (lb/h)a 68.9 ± 4.3 37.7 ± 3.8 13.4 ± 0.5
Energy to Food (Btu/lb) 360 390 346
Energy Consumption (kWh) 2.56 1.46 0.60
Electric Cooking Energy Rate (kW) 9.96 5.90 2.67
Energy per Pound of Food Cooked (Btu/lb) 494 537 681
Cooking-Energy Efficiency (%)a 73.0 ± 2.4 72.8 ± 3.6 51.0 ± 3.9
a This range indicates the experimental uncertainty in the test result based on a minimum of three test runs.
The fryers were tested under three loading scenarios: heavy (5 pounds of
fries per load), medium (2 ½ pounds of fries per load) and light (¾ pound of
fries per load). The fries used for the cooking tests consisted of approxi-
mately 6% fat and 66% moisture, as specified by the ASTM procedure. Re-
searchers monitored French fry cook time and weight loss, frying medium
recovery time, and fryer energy consumption during these tests.
Heavy-Load Tests
The heavy-load cooking tests were designed to reflect a fryer’s maximum
performance. The fryers were used to cook six 5-pound loads of frozen
French fries—one load after the other in rapid succession, similar to a batch-
French Fry Tests
Results
5011.05.17 3-6
Food Service Technology Center
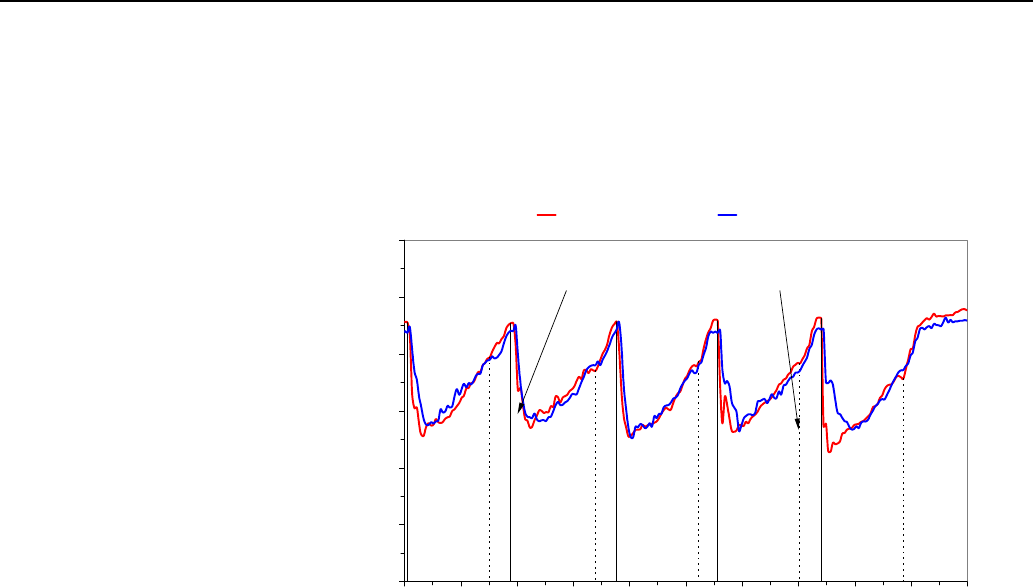
cooking procedure. Figures 3-3 shows the average temperature of the frying
medium during the heavy-load tests.
250
270
290
310
330
350
370
0 2 4 6 8 10 12 14 16 18 20
Time (min)
Temperature (°F) .
Center Oil Thermostat
Fries placed in oil Fries removed from oil
Run #1 Run #2 Run #3 Run #4 Run #5
The first load was used to stabilize the fryer, and the remaining five loads
were used to calculate cooking-energy efficiency and production capacity.
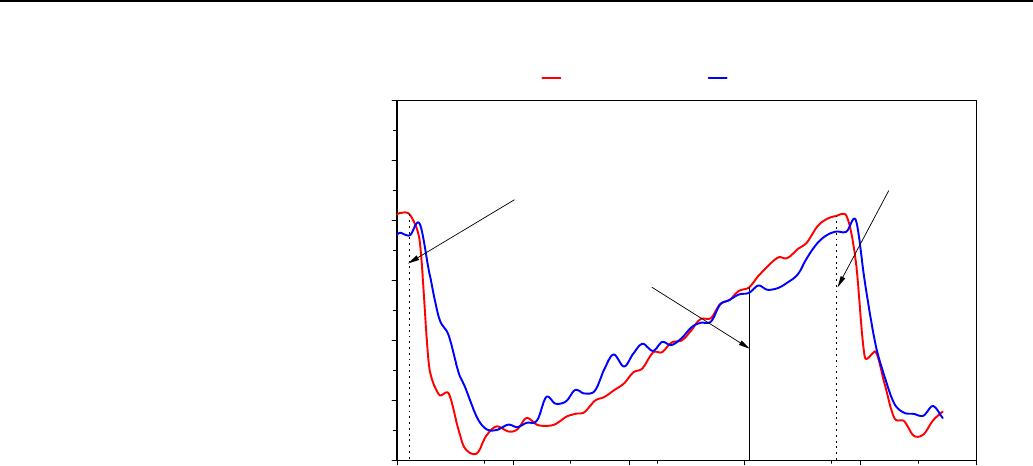
The heavy-load cook time for the fryer was 2.80 minutes with an average
recovery time of 47.4 seconds. Figure 3-4 illustrates the temperature re-
sponse of the Henny Penny fryer while cooking a 5-pound load of frozen
French fries. Production capacity includes the time required to remove the
cooked fries and reload the fryer with a new batch of frozen fries (approxi-
mately 10 seconds per load).
Figure 3-3.
Frying medium
temperarture during a
heavy-load test for the
OFE-341 fryer.
Results
5011.05.17 3-7
Food Service Technology Center
300
310
320
330
340
350
360
012345
Time (min)
Temperature (°F) .
Center Oil Thermostat
Fries placed in oil
Fries removed from oil
Fries placed in oil
Medium- and Light-Load Tests
Medium- and light-load tests represent a more typical usage pattern for a
fryer in cook-to-order applications. Since a fryer is often used to cook single
basket loads in many food service establishments, these part-load efficiencies
can be used to estimate the fryer’s performance in an actual operation.
Both the medium- and light-load tests were conducted using a single fry bas-
ket. The medium-load tests used 2½ pounds of fries per load and the light
load tests used ¾ pounds of fries per load. Cooking-energy efficiencies dur-
ing testing were 78.5% for medium- and 61.4% for light-loads while produc-
ing 59.2 lbs/h and 18.4 lbs/h of cooked French fries, respectively.
Test Results
Energy imparted to the French fries was calculated by separating the various
components of the fries (water, fat, and solids) and determining the amount
of heat gained by each component (Appendix D). The fryer’s cooking-energy
efficiency for a given loading scenario is the amount of energy imparted to
Figure 3-4.
Fryer cooking cycle
temperature signature.
Results
5011.05.17 3-8
Food Service Technology Center
the fries, expressed as a percentage of the amount of energy consumed by the
fryer during the cooking process.
Heavy-load cooking-energy efficiency results were 86.5%, 85.9% and
85.9%, yielding a maximum uncertainty of 0.9%. Table 3-3 summarizes the
results of the ASTM cooking-energy efficiency and production capacity tests
for French fries.
Table 3-3. French Fry Cooking Test Results.
Heavy-Load Medium-Load Light-Load
Load Size (lb) 5.0 2 ½ ¾
French Fry Cook Time (min) 2.80 2.30 2.30
Average Recovery Time (sec) 47.4 13.8 8.4
Production Rate (lb/h)a 83.6 ± 3.3 59.2 ± 1.3 18.4 ± 0.0
Energy to Food (Btu/lb) 560 563 553
Energy Consumption (kWh) 4.77 2.63 1.03
Electric Cooking Energy Rate (kW) 16.0 12.5 5.1
Energy per Pound of Food Cooked (Btu/lb) 651 717 934
Cooking-Energy Efficiency (%)a 86.1 ± 0.9 78.5 ± 0.9 60.1 ± 5.9
a This range indicates the experimental uncertainty in the test result based on a minimum of three test runs.
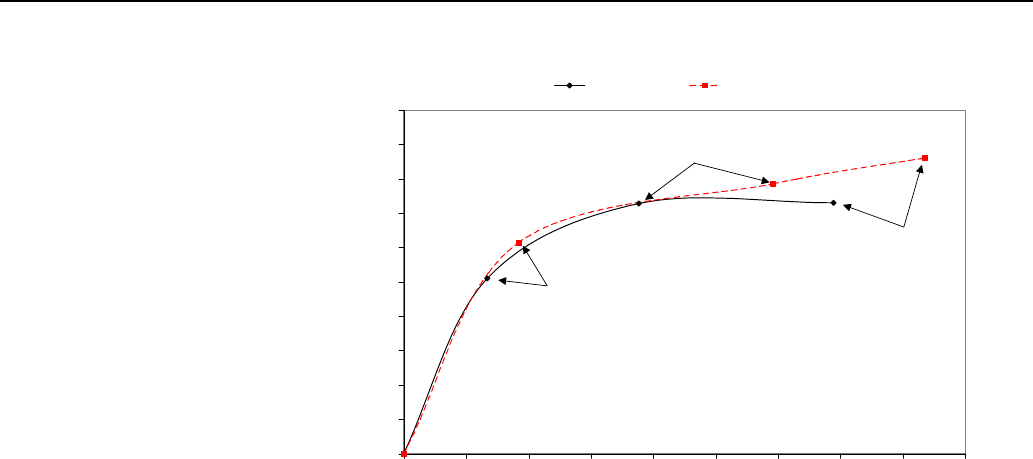
Figure 3-5 illustrates the relationship between cooking-energy efficiency and
production rate for this fryer. Fryer production rate is a function of both the
French fry cook time and the frying medium recovery time. Appendix D con-
tains a synopsis of test data for each replicate of the chicken and French fry
cooking tests.
Results
5011.05.17 3-9
Food Service Technology Center
0
10
20
30
40
50
60
70
80
90
100
0 102030405060708090
Production Rate (lb/h)
Cooking-Energy Efficiency (%) .
Chicken French Fries
Heavy Load
Light Load
Medium Load
Note: Light-load = 8 pieces/load; Medium-load = 24 pieces/load; Heavy-load = 48 pieces/load.
Figure 3-6 illustrates the relationship between the fryer’s average energy
consumption rate and the production rate. This graph can be used as a tool to
estimate the daily energy consumption and probable demand for the fryer in
a real-world operation. End-use monitoring studies have shown that an elec-
tric appliance's probable contribution to the building’s peak demand is equal
to the appliance's average energy consumption rate during a typical day.5
Average energy consumption rates at 10, 30, and 50 pounds per hour were
2.3 kW, 4.9 kW, and 7.5 kW, respectively. For an operation cooking an aver-
age of 15 pounds of food per hour over the course of the day (e.g., 150 lb of
food over a ten hour day), the probable demand contribution for this fryer
would be 3.0 kW.
Figure 3-5.
Fryer part-load cooking-
energy efficiency.
Results
5011.05.17 3-10
Food Service Technology Center
0
2
4
6
8
10
12
14
16
18
0 102030405060708090
Production Rate (lb/h)
Cooking Energy Rate (kW) .
ASTM Production Capacities
Heavy Load
Light Load
Idle Energy Rate
Medium Load
Chicken French Fries
Note: Light-load = 8 pieces/load; Medium-load = 24 pieces/load; Heavy-load = 48 pieces/load.
The test results can be used to estimate the annual energy consumption for
the fryer in a real-world operation. A simple cost model was developed to
calculate the relationship between the various cost components (e.g., preheat,
idle and cooking costs) and the annual operating cost, using the ASTM test
data. For this model, the fryer was used to cook 150 pounds of chicken over
a 12-hour day, with one preheat per day, 365 days per year. The idle (ready-
to-cook) time for the fryer was determined by taking the difference between
the total daily on-time (12 hours) and the equivalent full-load cooking time.
This approach produces a more accurate estimate of the operating cost for the
fryer.
Figure 3-6.
Fryer cooking energy
consumption profile.
Energy Cost Model
Results
5011.05.17 3-11
Food Service Technology Center
Table 3-4. Estimated Fryer Energy Consumption and Cost.
Preheat Energy (kWh/day) 2.1
Idle Energy (kWh/day) 7.94
Cooking Energy (kWh/day) 23.9
Annual Energy (kWh/year) 12,374
Annual Cost ($/year)a 1,237
a Fryer energy costs are based on $0.10/kWh

4 Conclusions
5011.05.17 4-1
Food Service Technology Center
Henny Penny’s OF-341 large-vat electric fryer exhibited strong performance
while cooking both breaded chicken product and traditional French fries.
During the heavy-load tests, the fryer produced 69 lbs/h while demonstrating
a cooking-energy efficiency of 73%. Similarly, during the French fry tests,
the fryer produced 84 lbs/h while achieving an 86% cooking-energy effi-
ciency.
While the OFE-341 fryer really showed its prowess with heavy-loads, it
posted solid medium- and light-load efficiencies as well. During the chicken
tests, the medium-load efficiency was nearly as high as for the heavy-load
tests (72.8% vs 73.0%), and the light-load efficiency was a respectable 57%.
During non-cooking periods, the fryer required only 1.08 kW to maintain a
ready-to-cook state (325°F oil temperature). Since fryers typically spend a
good portion of the day in a ready-to-cook state, this translates to lower oper-
ating costs.
The estimated operational cost of the OFE-341 large vat electric fryer is
$1,237 per year. The model assumes the fryer is used to cook 150 lbs of
chicken over a 12-hour day, 365 days a year. The model also assumes one
preheat each day with the remaining on-time being an idle (standby) state.
Granted, the Henny Penny OFE-341 fryer has a high input for conventional
pressure fryers and kettle fryers, but this large vat open deep fat fryer offers
versatility without sacrificing performance. This fryer is well suited for insti-
tutions requiring high volume production.

5 References
5011.05.17 5-1
Food Service Technology Center
1. American Society for Testing and Materials. 1999. Standard Test
Method for the Performance of Pressure and Kettle Fryers. ASTM Des-
ignation F 1964-99, in Annual Book of ASTM Standards, West Consho-
hocken, PA.
2. American Society for Testing and Materials. 2001. Standard Test
Method for the Performance of Large Open Deep Fat Fryers. ASTM
Designation F 2144-01, in Annual Book of ASTM Standards, West Con-
shohocken, PA.
3. American Society for Testing and Materials. 2000. Standard Test
Method for the Performance of Open Deep Fat Fryers. ASTM Designa-
tion F 1361-99, in Annual Book of ASTM Standards, West Consho-
hocken, PA.
4. Pieretti, G., Blessent, J., Kaufman, D., Nickel, J., Fisher, D., 1990. Cook-
ing Appliance Performance Report - Pacific Gas and Electric Company
Production-Test Kitchen. Pacific Gas and Electric Company Department
of Research and Development Report 008.1-90.8, May.
5. Holliday, J., Conner, M., 1993. Frymaster® Model H-17CSC Electric
Fryer Performance Test: Application of ASTM Standard Test Method F
1361-91. Food Service Technology Center Report 5017.93.2, November.
6. Knapp, S., Zabrowski, D., 1996. Pitco Frialator® Model RPB14
Technofry 1™ Gas Fryer: Application of ASTM Standard Test Method
F1361-95. Food Service Technology Center Report 5011.94.11, April.
7. Zabrowski, D., Nickel, J., Holliday, J., 1994. TekmaStar Model FD-212
Electric Fryer Performance Test: Application of ASTM Standard Test
Method F 1361-91. Food Service Technology Center Report 5011.94.2,
June.

References
5011.05.17 5-2
Food Service Technology Center
8. Zabrowski, D., Nickel, J., Knapp, S., 1995. Keating Model 14 IFM Gas
Fryer Performance Test: Application of ASTM Standard Test Method
F1361-95. Food Service Technology Center Report 5011.95.32, Decem-
ber.
9. Knapp, S., Zabrowski, D., 1996. Pitco Frialator® Model E14B Electric
Fryer Performance Test: Application of ASTM Standard Test Method
F1361-95. Food Service Technology Center Report 5011.95.12, March.
10. Zabrowski, D., Bell, T., 1999. Ultrafryer, Model PAR 3-14 Gas Fryer
Performance Test: Application of ASTM Standard Test Method F1361-
99. Food Service Technology Center Report 5011.99.78, September.
11. Cowen, D., Zabrowski, D., 2000. Vulcan 14-inch Fryer Performance
Test: Application of ASTM Standard Test Method F1361-99. Food Ser-
vice Technology Center Report 5011.00.87, December.
12. Cowen, D., Zabrowski, D. 2000. Vulcan High Capacity Fryer Perform-
ance Test: Application of ASTM Standard Test Method F1361-99. Food
Service Technology Center Report 5011.00.88, December.
13. Cowen, D., Zabrowski, D., Miner, S., 2001. Anets Fryer Performance
Tests: Application of ASTM Standard Test Method F1361-99. Food Ser-
vice Technology Center Report 5011.01.03, December.
14. Cowen, D., Zabrowski, D., Miner, S., 2002. Pitco AG14 Fryer Perform-
ance Tests: Application of ASTM Standard Test Method F1361-99. Food
Service Technology Center Report 5011.02.07, September.
15. Cowen, D., Zabrowski, D., Miner, S., 2002. Pitco SGH50 Fryer Per-
formance Tests: Application of ASTM Standard Test Method F1361-99.
Food Service Technology Center Report 5011.02.08, September.
16. Cowen, D., Zabrowski, D., 2003. Counter Top Fryer Performance Test-
ing: Application of ASTM Standard Test Method F1361-99. Food Ser-
vice Technology Center Report 5011.03.14, May.

References
5011.05.17 5-3
Food Service Technology Center
17. Cowen, D., Zabrowski, D., 2003. Pitco AE14 Electric Fryer Perform-
ance Testing: Application of ASTM Standard Test Method F1361-99.
Food Service Technology Center Report 5011.03.19, July.
18. Cowen, D., Zabrowski, D., 2003. Pitco SEH50 Electric Fryer Perform-
ance Testing: Application of ASTM Standard Test Method F1361-99.
Food Service Technology Center Report 5011.03.20, July.
A Glossary
5011.05.17 A-1
Food Service Technology Center
Cooking Energy (kWh or kBtu)
The total energy consumed by an appli-
ance as it is used to cook a specified
food product.
Cooking Energy Consumption Rate
(kW or kBtu/h)
The average rate of energy consumption
during the cooking period.
Cooking-Energy Efficiency (%)
The quantity of energy input to the food
products; expressed as a percentage of
the quantity of energy input to the appli-
ance during the heavy-, medium-, and
light-load tests.
Duty Cycle (%)
Load Factor
The average energy consumption rate
(based on a specified operating period
for the appliance) expressed as a per-
centage of the measured energy input
rate.
Duty Cycle = RateInput Energy Measured Rate nConsumptioEnergy Average x 100
Energy Input Rate (kW or kBtu/h)
Energy Consumption Rate
Energy Rate
The peak rate at which an appliance will
consume energy, typically reflected dur-
ing preheat.
Heating Value (Btu/ft3)
Heating Content
The quantity of heat (energy) generated by
the combustion of fuel. For natural gas, this
quantity varies depending on the constitu-
ents of the gas.
Idle Energy Rate (kW or Btu/h)
Idle Energy Input Rate
Idle Rate
The rate of appliance energy consumption
while it is holding or maintaining a stabi-
lized operating condition or temperature.
Idle Temperature (°F, Setting)
The temperature of the cooking cav-
ity/surface (selected by the appliance opera-
tor or specified for a controlled test) that is
maintained by the appliance under an idle
condition.
Idle Duty Cycle (%)
Idle Energy Factor
The idle energy consumption rate expressed
as a percentage of the measured energy in-
put rate.
Idle Duty Cycle = RateInput Energy Measured Rate nConsumptioEnergy Idle x 100

Glossary
5011.05.17 A-2
Food Service Technology Center
Measured Input Rate (kW or Btu/h)
Measured Energy Input Rate
Measured Peak Energy Input Rate
The maximum or peak rate at which an
appliance consumes energy, typically re-
flected during appliance preheat (i.e.,
the period of operation when all burners
or elements are “on”).
Pilot Energy Rate (kBtu/h)
Pilot Energy Consumption Rate
The rate of energy consumption by the
standing or constant pilot while the ap-
pliance is not being operated (i.e., when
the thermostats or control knobs have
been turned off by the food service op-
erator).
Preheat Energy (kWh or Btu)
Preheat Energy Consumption
The total amount of energy consumed
by an appliance during the preheat pe-
riod.
Preheat Rate (°F/min)
The rate at which the cook zone heats
during a preheat.
Preheat Time (minute)
Preheat Period
The time required for an appliance to
warm from the ambient room tempera-
ture (75 ± 5°F) to a specified (and cali-
brated) operating temperature or ther-
mostat set point.
Production Capacity (lb/h)
The maximum production rate of an ap-
pliance while cooking a specified food
product in accordance with the heavy-
load cooking test.
Production Rate (lb/h)
Productivity
The average rate at which an appliance
brings a specified food product to a speci-
fied “cooked” condition.
Rated Energy Input Rate
(kW, W or Btu/h, Btu/h)
Input Rating (ANSI definition)
Nameplate Energy Input Rate
Rated Input
The maximum or peak rate at which an ap-
pliance consumes energy as rated by the
manufacturer and specified on the name-
plate.
Recovery Time (minute, second)
The average time from the removal of the
fry baskets from the fryer until the frying
medium is within 5°F of the thermostat set
point and the fryer is ready to be reloaded.
Test Method
A definitive procedure for the identification,
measurement, and evaluation of one or more
qualities, characteristics, or properties of a
material, product, system, or service that
produces a test result.
Typical Day
A sampled day of average appliance usage
based on observations and/or operator inter-
views, used to develop an energy cost model
for the appliance.
B Appliance Specifications
5011.05.17 B-1
Food Service Technology Center
Appendix B includes the product literature for the Henny Penny OFE-341
fryer.
Table B-1. Appliance Specifications.
Manufacturer Henny Penny
Model OFE-341
Generic Appliance Type Open Deep Fat Fryer
Rated Input 22.0 kW
Frying Area 18” x 18” x 15”
Oil Capacity 80 lb
Controls Programmable cooking computer
Construction Stainless Steel

Henny Penny Corporation
P.O. Box 60
Eaton, OH 45320
+1 937 456.8400
+1 937 456.8402 Fax
Toll free in USA
800 417.8417
800 417.8402 Fax
www.hennypenny.com
Open Fryers
High-volume
OFE-341 Single well, electric
OFE-342 Two well, electric
OFG-341 Single well, gas
OFG-342 Two well, gas
Description
The 340 series open fryers from
Henny Penny are high volume open
fryers designed to offer a maximum
frying surface area within a reasonable
footprint.
Controls are fully programmable. Auto
Lift feature automatically lowers load to
begin cycle and raises load to drain at end.
Electric elements are fully immersed.
Induced-draft technology enables over
60% efficiency in gas units.
Configuration
■
Choose from one or two-well models.
■Available in electric or gas.
■Also available without Auto Lift
feature.
■Connector kits available separately
for connecting any combination of
one or two-well units (all electric or
all gas).
■Itegrated dump station available on
two well unit.
Main Features
■Electronic controls for each well
feature:
●12 programmable cook cycles.
●Digital time and temperature
display.
●Dual timers to time half baskets
separately.
●Idle and melt modes.
●Load compensation feature.
●Cook cycle completion signal.
■Large rectangular well offers greater
surface area and promotes more
even cooking.
■Specially designed “beach” accom-
modates shortening displacement
when lowering the basket.
■Convenient built-in, single switch
filtering system serves up to two wells.
■Doors swing open for easy access.
Auto Lift Features
■Separate switch for Auto Lift and
Pause/Resume.
■Each well can be programmed to
operate half baskets independently
or together at the touch of a button.
■Quiet, low-voltage motor and drive
built into cabinet—no extra clear-
ance needed.
■Easy basket set and release.
These high volume open fryers feature a larger fry well with
higher efficiency and faster cycle recovery than any fryer of
its size or type. Greater surface area produces more consistent
frying results with items that float when cooking.
Accessories shipped with unit:
(1) Set of cleaning brushes
(10) Filter envelopes
(4) Heavy-duty casters, two locking.
(2) Half-baskets with handles
OR (1) full basket per well.
(3) third-size baskets are avail-
able, but can only be used on
units without Auto Lift. Please
specify when ordering.
(1) Basket support per well.
(1) Installation, operating and
service manual.
Above: OFG-342 two-well with Auto Lift
Left: Large well with specially designed “beach.”
OFE/OFG
341, 342
Specifications
Form No.: FM03-627 ©2001 Henny Penny Corporation, Eaton, OH 45320, Revised 1-02, Printed 1-02 Printed in USA
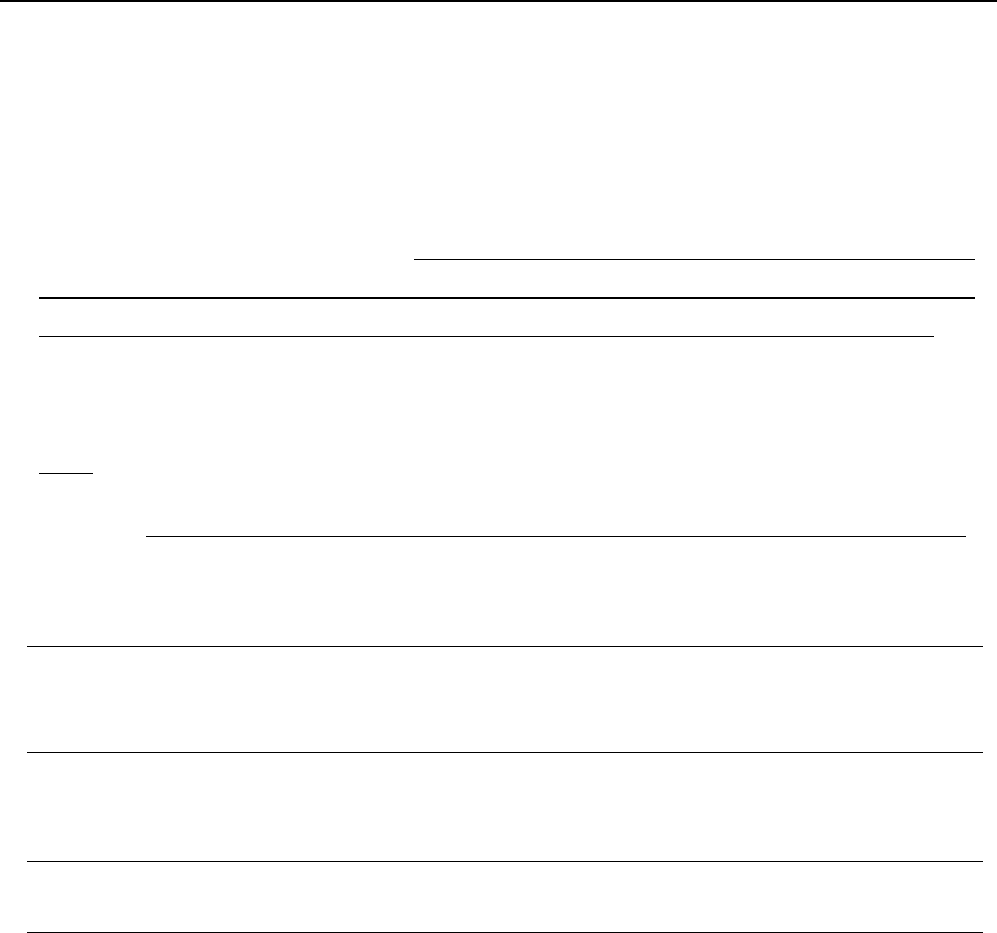
Dimensions
Clearances
Floor space
Capacity Product
Shortening OFE
Shortening OFG
Heating format Electric
Gas
Shipping weight OFE
OFG
Listings OFE
OFG
Electrical
Single well Two well
6.6 sq. ft. (.62 m2) 12.7 sq. ft. (1.17 m2)
18 lbs. (8.2 kg) 36 lbs. (16.4 kg)
80 lbs. (36 kg) 160 lbs. (73 kg)
90 lbs. (41 kg) 180 lbs. (82 kg)
Electric immersion Electric immersion
22 kw 44 kw
Natural or propane gas. Natural or propane gas.
(3) burners (6) burners
(1) 1/2 in. connection (1) 3/4 in. connection
120,000 BTU/hr (35 kw) 240,000 BTU/hr (70 kw)
348 lbs. (158 kg) approximate 700 lbs. (318 kg) approximate
341 lbs. (155 kg) approximate 665 lbs. (300 kg) approximate
UL, UL Sanitation, CUL, CE UL, UL Sanitation, CUL, CE
CSA, UL Sanitation, CE CSA, UL Sanitation, CE
Order from: Manufactured by:
Henny Penny Corporation
P.O. Box 60
Eaton, OH 45320
Specifications subject to change without notice.
For up to date product information please visit
hennypenny.com
41 in. (1042 mm) 231⁄2in. (591 mm) 441⁄2in. (1130 mm)
57 in.
(1448 mm)
NOTE:
Height
includes
casters.
Model Voltage Phase Cycle/Hz KW Amps
Electric Units 208 3 50/60 22 per well 61 per well
240 3 50/60 22 per well 53 per well
Gas Units 120 1 50 or 60 35 per well 12 per well
230 1 50 or 60 70 per well 6 per well
All international voltages available.
*Power cord and plug need to be installed on site by a qualified electrician.
4 in. side, 4 in. back (gas units)
C Results Reporting Sheets
5011.05.17 C-1
Food Service Technology Center
Manufacturer: Henny Penny
Models: OFE-341
Date: November 2004
Test Fryer and Elements
Description of operational characteristics: Henny Penny’s OFE-341 electric fryer is rated at 22.0 kW. The
OFE-341 fryer features low watt-density ribbon elements submerged in the frying oil. A cooking com-
puter controls the elements with features such as a melt cycle and multiple programmable cook times.
Apparatus
√ Check if testing apparatus conformed to specifications in section 6.
Deviations: None.
Energy Input Rate
Rated (Btu/h) 22.0
Measured (Btu/h) 21.1
Percent Difference between Measured and Rated (%) 4.09
Thermostat Calibration
Thermostat Setting (°F) 325
Oil Temperature (°F) 325

Results Reporting Sheets
5011.05.17 C-2
Food Service Technology Center
Preheat Energy and Time
Starting Temperature (°F) 79.0
Electric Energy Consumption (kWh) 2.10
Duration (min) 9.93
Preheat Rate (°F/min) 24.8
Idle Energy Rate
Total Idle Energy Rate @ 325°F (kW) 1.08
Heavy-Load Chicken Cooking-Energy Efficiency and Cooking Energy Rate
Load Size (pieces) 48
Cook Time (min) 15.4
Production Capacity (lb/h) a 68.9 ± 4.3
Energy to Food (Btu/lb) 360
Energy Consumption (kWh) 2.56
Electric Cooking Energy Rate (kW) 9.96
Energy per Pound of Food Cooked (Btu/lb) 494
Cooking-Energy Efficiency (%)a 73.0 ± 2.4
a This range indicates the experimental uncertainty in the test result based on a minimum of three test runs.
Medium-Load Chicken Cooking-Energy Efficiency and Cooking Energy Rate
Load Size (lb) 24
French Fry Cook Time (min) 14.8
Production Rate (lb/h) a 37.7 ± 3.8
Energy to Food (Btu/lb) 390
Energy Consumption (kWh) 1.46
Electric Cooking Energy Rate (kW) 5.90
Energy per Pound of Food Cooked (Btu/lb) 537
Cooking-Energy Efficiency (%)a 72.8 ± 3.6
a This range indicates the experimental uncertainty in the test result based on a minimum of three test runs.
Results Reporting Sheets
5011.05.17 C-3
Food Service Technology Center
Light-Load Chicken Cooking-Energy Efficiency and Cooking Energy Rate
Load Size (lb) 8
French Fry Cook Time (min) 13.6
Production Rate (lb/h) a 13.4 ± 0.5
Energy to Food (Btu/lb) 346
Energy Consumption (kWh) 0.60
Cooking Energy Rate (kW) 2.67
Energy per Pound of Food Cooked (Btu/lb) 681
Cooking-Energy Efficiency (%)a 51.0 ± 3.9
a This range indicates the experimental uncertainty in the test result based on a minimum of three test runs.
Heavy-Load French Fry Cooking-Energy Efficiency and Cooking Energy Rate
Load Size (lb) 5.0
French Fry Cook Time (min) 2.80
Average Recovery Time (sec) 47.4
Production Capacity (lb/h) a 83.6 ± 3.3
Energy to Food (Btu/lb) 560
Energy Consumption (kWh) 4.77
Electric Cooking Energy Rate (kW) 16.0
Energy per Pound of Food Cooked (Btu/lb) 651
Cooking-Energy Efficiency (%)a 86.1 ± 0.9
a This range indicates the experimental uncertainty in the test result based on a minimum of three test runs.

Results Reporting Sheets
5011.05.17 C-4
Food Service Technology Center
Medium-Load French Fry Cooking-Energy Efficiency and Cooking Energy Rate
Load Size (lb) 2 ½
French Fry Cook Time (min) 2.30
Average Recovery Time (sec) 13.8
Production Rate (lb/h) a 59.2 ± 1.3
Energy to Food (Btu/lb) 563
Energy Consumption (kWh) 2.63
Electric Cooking Energy Rate (kW) 12.5
Energy per Pound of Food Cooked (Btu/lb) 717
Cooking-Energy Efficiency (%)a 78.5 ± 0.9
a This range indicates the experimental uncertainty in the test result based on a minimum of three test runs.
Light-Load French Fry Cooking-Energy Efficiency and Cooking Energy Rate
Load Size (lb) ¾
French Fry Cook Time (min) 2.30
Average Recovery Time (sec) 8.4
Production Rate (lb/h) a 18.4 ± 0.0
Energy to Food (Btu/lb) 553
Energy Consumption (kWh) 1.03
Electric Cooking Energy Rate (kW) 5.1
Energy per Pound of Food Cooked (Btu/lb) 934
Cooking-Energy Efficiency (%)a 60.1 ± 5.9
a This range indicates the experimental uncertainty in the test result based on a minimum of three test runs.

D Cooking-Energy Efficiency Data
5011.05.17 D-1
Food Service Technology Center
Table D-1. Specific Heat and Latent Heat
Specific Heat (Btu/lb, °F)
Ice 0.500
Fat 0.400
Solids 0.200
Chicken 0.688
Frozen French Fries 0.695
Latent Heat (Btu/lb)
Fusion, Water 144
Fusion, Fat 44
Vaporization, Water 970
Cooking-Energy Efficiency Data
5011.05.17 D-2
Food Service Technology Center
Table D-2. Heavy-Load Chicken Test Data.
Repetition #1 Repetition #2 Repetition #3 Repetition #4
Measured Values
Test Voltage (V) 208 208 208 208
Energy Consumption (kWh) 2.72 2.66 2.32 2.48
Total Energy (Btu) 9,283 9,079 7,918 8,464
Total Test Time (min) 15.9 16.2 15.4 15.3
Weight Loss (%) 28.53 29.48 25.52 25.56
Initial Weight (lb) 17.914 17.785 17.444 17.257
Final Weight (lb) 12.803 12.542 12.992 12.845
Initial Moisture Content (%) 66.8 66.8 66.8 66.8
Final Moisture Content (%) 55.3 55.7 56.6 56.8
Initial Temperature (°F) 37 38 39 38
Final Temperature (°F) 192 194 193 194
Water Loss (lb) 4.90 4.90 4.31 4.24
Calculated Values
Initial Weight of Water (lb) 11.967 11.880 11.653 11.528
Final Weight of Water (lb) 7.080 6.986 7.353 7.296
Sensible (Btu) 1,904 1,905 1,854 1,854
Latent – Heat of Vaporization (Btu) 4,750 4,749 4,182 4,110
Total Energy to Food (Btu) 6,655 6,654 6,036 5,964
Energy to Food (Btu/lb) 372 374 346 346
Total Energy to Fryer (Btu) 9,283 9,079 7,918 8,464
Energy to Fryer (Btu/lb) 518 510 454 490
Cooking-Energy Efficiency (%) 71.7 73.3 76.2 70.5
Electric Energy Rate (kW) 10.3 9.9 9.06 9.73
Production Rate (lb/h) 67.5 66.1 68.1 67.7
Cooking-Energy Efficiency Data
5011.05.17 D-3
Food Service Technology Center
Table D-3. Medium-Load Chicken Test Data.
Repetition #1 Repetition #2 Repetition #3
Measured Values
Test Voltage (V) 208 208 208
Energy Consumption (kWh) 1.52 1.54 1.34
Total Energy (Btu) 5,188 5,256 4,573
Total Test Time (min) 16.7 15.3 12.9
Weight Loss (%) 30.84 31.69 24.45
Initial Weight (lb) 9.417 9.409 9.508
Final Weight (lb) 6.513 6.427 7.183
Initial Moisture Content (%) 66.8 66.8 66.8
Final Moisture Content (%) 48.8 52.0 57.5
Initial Temperature (°F) 37 38 39
Final Temperature (°F) 195 197 192
Water Loss (lb) 3.11 2.95 2.22
Calculated Values
Initial Weight of Water (lb) 6.290 6.285 6.351
Final Weight of Water (lb) 3.178 3.342 5.467
Sensible (Btu) 1,019 1,027 1,002
Latent – Heat of Vaporization (Btu) 3,021 2,859 2,156
Total Energy to Food (Btu) 4,040 3,885 3,158
Energy to Food (Btu/lb) 429 413 332
Total Energy to Fryer (Btu) 5,188 5,256 4,573
Energy to Fryer (Btu/lb) 551 559 481
Cooking-Energy Efficiency (%) 77.9 73.9 69.0
Electric Energy Rate (kW) 5.47 6.06 6.22
Production Rate (lb/h) 33.9 37.0 44.2
Cooking-Energy Efficiency Data
5011.05.17 D-4
Food Service Technology Center
Table D-4. Medium-Load Chicken Test Data continued.
Repetition #4 Repetition #5 Repetition #6
Measured Values
Test Voltage (V) 208 208 208
Energy Consumption (kWh) 1.30 1.66 1.38
Total Energy (Btu) 4,437 5,666 4,710
Total Test Time (min) 13.8 15.8 14.6
Weight Loss (%) 24.81 32.66 28.20
Initial Weight (lb) 8.981 9.259 9.010
Final Weight (lb) 6.753 6.235 6.469
Initial Moisture Content (%) 66.8 66.8 66.8
Final Moisture Content (%) 53.0 51.0 54.0
Initial Temperature (°F) 39 38 38
Final Temperature (°F) 193 192 194
Water Loss (lb) 2.22 3.01 2.53
Calculated Values
Initial Weight of Water (lb) 5.999 6.185 6.019
Final Weight of Water (lb) 3.579 3.180 3.493
Sensible (Btu) 952 978 968
Latent – Heat of Vaporization (Btu) 2,348 2,921 2,452
Total Energy to Food (Btu) 3,301 3,899 3,420
Energy to Food (Btu/lb) 368 421 380
Total Energy to Fryer (Btu) 4,437 5,666 4,710
Energy to Fryer (Btu/lb) 494 612 523
Cooking-Energy Efficiency (%) 74.4 68.8 72.6
Electric Energy Rate (kW) 5.66 6.31 5.66
Production Rate (lb/h) 39.1 35.2 37.0
Cooking-Energy Efficiency Data
5011.05.17 D-5
Food Service Technology Center
Table D-5. Light-Load Chicken Test Data
Repetition #1 Repetition #2 Repetition #3
Measured Values
Test Voltage (V) 208 208 208
Energy Consumption (kWh) 0.58 0.58 0.62
Total Energy (Btu) 1,980 1,980 2,116
Total Test Time (min) 13.6 13.6 13.1
Weight Loss (%) 21.92 28.85 26.74
Initial Weight (lb) 3.078 2.951 3.032
Final Weight (lb) 2.403 2.100 2.221
Initial Moisture Content (%) 66.8 66.8 66.8
Final Moisture Content (%) 55.6 55.6 57.2
Initial Temperature (°F) 37 39 38
Final Temperature (°F) 190 190 186
Water Loss (lb) 0.72 0.80 0.76
Calculated Values
Initial Weight of Water (lb) 2.056 1.971 2.025
Final Weight of Water (lb) 1.336 1.168 1.270
Sensible (Btu) 324 309 306
Latent – Heat of Vaporization (Btu) 699 780 733
Total Energy to Food (Btu) 1,023 1,089 1,039
Energy to Food (Btu/lb) 332 369 343
Total Energy to Fryer (Btu) 1,980 1,980 2,116
Energy to Fryer (Btu/lb) 643 671 698
Cooking-Energy Efficiency (%) 51.7 55.0 49.1
Electric Energy Rate (kW) 2.56 2.56 2.85
Production Rate (lb/h) 13.6 13.0 13.9
Cooking-Energy Efficiency Data
5011.05.17 D-6
Food Service Technology Center
Table D-6. Light-Load Chicken Test Data continued.
Repetition #4 Repetition #5
Measured Values
Test Voltage (V) 208 208
Energy Consumption (kWh) 0.60 0.64
Total Energy (Btu) 2,048 2,184
Total Test Time (min) 13.9 13.7
Weight Loss (%) 23.51 25.93
Initial Weight (lb) 3.122 2.973
Final Weight (lb) 2.388 2.202
Initial Moisture Content (%) 66.8 66.8
Final Moisture Content (%) 55.8 57.2
Initial Temperature (°F) 39 38
Final Temperature (°F) 192 191
Water Loss (lb) 0.76 0.73
Calculated Values
Initial Weight of Water (lb) 2.085 1.986
Final Weight of Water (lb) 1.331 1.260
Sensible (Btu) 329 312
Latent – Heat of Vaporization (Btu) 733 705
Total Energy to Food (Btu) 1,062 1,017
Energy to Food (Btu/lb) 340 342
Total Energy to Fryer (Btu) 2,048 2,184
Energy to Fryer (Btu/lb) 656 735
Cooking-Energy Efficiency (%) 51.8 46.6
Electric Energy Rate (kW) 2.60 2.81
Production Rate (lb/h) 13.5 13.0
Cooking-Energy Efficiency Data
5011.05.17 D-7
Food Service Technology Center
Table D-7. Heavy-Load Fry Test Data
Repetition #1 Repetition #2 Repetition #3
Measured Values
Test Voltage (V) 208 208 208
Energy Consumption (kWh) 4.76 4.80 4.74
Total Energy (Btu) 16,246 16,382 16,178
Cook Time (min) 2.80 2.80 2.80
Total Test Time (min) 18.1 17.6 18.1
Weight Loss (%) 29.90 29.80 29.60
Initial Weight (lb) 25.000 25.000 25.000
Final Weight (lb) 17.535 17.542 17.612
Initial Moisture Content (%) 67.1 67.1 67.1
Final Moisture Content (%) 48.9 48.8 49.6
Initial Temperature (°F) 0 0 0
Final Temperature (°F) 212 212 212
Calculated Values
Initial Weight of Water (lb) 16.775 16.775 16,775
Final Weight of Water (lb) 8.575 8.561 8.736
Sensible (Btu) 3,684 3,684 3,684
Latent – Heat of Fusion (Btu) 2,416 2,416 2,416
Latent – Heat of Vaporization (Btu) 7,954 7,969 7,798
Total Energy to Food (Btu) 14,054 14,069 13,898
Energy to Food (Btu/lb) 562 563 556
Total Energy to Fryer (Btu) 16,246 16,382 16,178
Energy to Fryer (Btu/lb) 650 655 647
Cooking-Energy Efficiency (%) 86.5 85.9 85.9
Electric Energy Rate (kW) 15.8 16.4 15.7
Production Rate (lb/h) 82.9 85.2 82.9
Average Recovery Time (sec) 49.2 43.2 49.2
Cooking-Energy Efficiency Data
5011.05.17 D-8
Food Service Technology Center
Table D-8. Medium-Load Fry Test Data
Repetition #1 Repetition #2 Repetition #3
Measured Values
Test Voltage (V) 208 208 208
Energy Consumption (kWh) 2.62 2.64 2.62
Total Energy (Btu) 8,942 9,010 8,942
Cook Time (min) 2.30 2.30 2.30
Total Test Time (min) 12.6 12.8 12.6
Weight Loss (%) 30.00 30.20 29.80
Initial Weight (lb) 12.500 12.500 12.500
Final Weight (lb) 8.756 8.722 8.775
Initial Moisture Content (%) 67.1 67.1 67.1
Final Moisture Content (%) 48.7 48.4 49.4
Initial Temperature (°F) 0 0 0
Final Temperature (°F) 212 212 212
Calculated Values
Initial Weight of Water (lb) 8.388 8.388 8.388
Final Weight of Water (lb) 4.264 4.221 4.335
Sensible (Btu) 1,842 1,842 1,842
Latent – Heat of Fusion (Btu) 1,208 1,208 1,208
Latent – Heat of Vaporization (Btu) 4,000 4,042 3,931
Total Energy to Food (Btu) 7,050 7,092 6,981
Energy to Food (Btu/lb) 564 567 558
Total Energy to Fryer (Btu) 8,942 9,010 8,942
Energy to Fryer (Btu/lb) 715 721 715
Cooking-Energy Efficiency (%) 78.8 78.7 78.1
Electric Energy Rate (kW) 12.5 12.4 12.5
Production Rate (lb/h) 59.5 58.6 59.5
Average Recovery Time (sec) 13.2 15.6 13.2
Cooking-Energy Efficiency Data
5011.05.17 D-9
Food Service Technology Center
Table D-9. Light-Load Fry Test Data
Repetition #1 Repetition #2 Repetition #3
Measured Values
Test Voltage (V) 208 208 208
Energy Consumption (kWh) 1.02 1.06 1.00
Total Energy (Btu) 3,481 3,618 3,413
Cook Time (min) 2.30 2.30 2.30
Total Test Time (min) 12.2 12.2 12.2
Weight Loss (%) 29.70 29.80 30.10
Initial Weight (lb) 3.750 3.750 3.750
Final Weight (lb) 2.638 2.632 2.620
Initial Moisture Content (%) 67.1 67.1 67.1
Final Moisture Content (%) 49.7 49.3 48.0
Initial Temperature (°F) 0 0 0
Final Temperature (°F) 212 212 212
Calculated Values
Initial Weight of Water (lb) 2.516 2.516 2.516
Final Weight of Water (lb) 1.311 1.298 1.258
Sensible (Btu) 553 553 553
Latent – Heat of Fusion (Btu) 362 362 362
Latent – Heat of Vaporization (Btu) 1,169 1,181 1,220
Total Energy to Food (Btu) 2,084 2,096 2,135
Energy to Food (Btu/lb) 556 559 569
Total Energy to Fryer (Btu) 3,481 3,618 3,413
Energy to Fryer (Btu/lb) 928 965 910
Cooking-Energy Efficiency (%) 59.9 57.9 62.6
Electric Energy Rate (kW) 5.02 5.21 4.92
Production Rate (lb/h) 18.4 18.4 18.4
Average Recovery Time (sec) 10.0 10.0 10.0
Cooking-Energy Efficiency Data
5011.05.17 D-10
Food Service Technology Center
Table D-10. Chicken Cooking-Energy Efficiency and Production Capacity Statistics
Cooking-Energy Efficiency (%)a Production Capacity
Heavy-Load Medium-Load Light-Load (lb/h)a
Replicate #1 71.7 77.9 51.9 67.6
Replicate #2 73.3 73.9 55.1 66.1
Replicate #3 76.2 69.0 49.2 68.0
Replicate #4 70.5 74.4 51.9 68.0
Replicate #5 -- 68.8 46.7 67.7
Replicate #6 -- 72.6 -- --
Average 73.0 72.8 51.0 67.4
Standard Deviation 2.58 3.45 3.17 0.85
Absolute Uncertainty 4.10 3.62 3.93 1.35
Percent Uncertainty 5.61 4.98 7.71 2.00
a This range indicates the experimental uncertainty in the test result based on a minimum of three test runs.
Table D-11. French Fry Cooking-Energy Efficiency and Production Capacity Statistics
Cooking-Energy Efficiency (%)a Production Capacity
Heavy-Load Medium-Load Light-Load (lb/h)a
Replicate #1 86.5 78.8 59.9 82.9
Replicate #2 85.9 78.7 57.9 85.2
Replicate #3 85.9 78.1 62.6 82.9
Average 86.1 78.5 60.1 83.7
Standard Deviation 0.35 0.38 2.36 1.33
Absolute Uncertainty 0.87 0.94 5.85 3.30
Percent Uncertainty 1.01 1.20 9.73 3.94
a This range indicates the experimental uncertainty in the test result based on a minimum of three test runs.

E Energy Cost Model
5011.05.17 E-1
Food Service Technology Center
Procedure for Calculating the Energy Consumption of a Fryer Based on Reported
Test Results
Appliance test results are useful not only for benchmarking appliance performance, but also for estimat-
ing appliance energy consumption. The following procedure is a guideline for estimating fryer energy
consumption based on data obtained from applying the appropriate test method.
The intent of this Appendix is to present a standard method for estimating fryer energy consumption
based on ASTM performance test results. The examples contained herein are for information only and
should not be considered an absolute. To obtain an accurate estimate of energy consumption for a par-
ticular operation, parameters specific to that operation should be used (e.g., operating time, and amount of
food cooked under heavy-, medium-, and light-load conditions).
The calculation will proceed as follows: First, determine the appliance operating time and total number
of preheats. Then estimate the quantity of food cooked and establish the breakdown between heavy- (48
pieces), medium- (24 pieces), and light- (8 pieces) loads. For example, a fryer operating for 12 hours a
day with one preheat cooked 150 pounds of food: 36% of the food was cooked under heavy-load condi-
tions, 48% was cooked under medium-load conditions, and 16% was cooked under light-load conditions.
Calculate the energy due to cooking at heavy-, medium-, and light-load cooking rates, and then calculate
the idle energy consumption. The total daily energy is the sum of these components plus the preheat en-
ergy. For simplicity, it is assumed that subsequent preheats require the same time and energy as the first
preheat of the day.
The application of the test method to an electric fryer yielded the following results:
Energy Cost Model
5011.05.17 E-2
Food Service Technology Center
Table E-1: Electric Fryer Performance Parameters.
Test Result
Preheat Time (min) 9.93
Preheat Energy (kWh) 2.10
Idle Energy Rate (kW) 1.08
Heavy-Load Cooking Energy Rate (kW) 9.96
Medium-Load Cooking Energy Rate (kW) 5.90
Light-Load Cooking Energy Rate (kW) 2.67
Production Capacity (lb/h) 68.9
Medium-Load Production Rate (lb/h) 37.7
Light-Load Production Rate (lb/h) 13.4
Step 1—The operation being modeled has the following parameters
Table E-2: Fryers Operation Assumptions.
Operating Time 12 h
Number of Preheats 1 preheat
Total Amount of Food Cooked 150 lb
Percentage of Food Cooked Under Heavy-Load Conditions 36% (× 150 lb = 54 lb)
Percentage of Food Cooked Under Medium-Load Conditions 48% (× 150 lb = 72 lb)
Percentage of Food Cooked Under Light-Load Conditions 16% (× 150 lb = 24 lb)
Step 2—Calculate the total heavy-load energy.
The total time cooking heavy-loads is as follows:
tW
P
C
hh
=×%,
lb/h 68.9
lb 150 36%
th×
=,
th = 0.78 h

Energy Cost Model
5011.05.17 E-3
Food Service Technology Center
The total heavy-load energy consumption is then calculated as follows:
Eelec,h = qelec,h
×
th,
Eelec,h = 9.96 kW
×
0.78 h,
Eelec,h = 7.77 kWh
Step 3—Calculate the total medium-load energy.
The total time cooking medium-loads is as follows:
tW
PR
mm
m
=×
%,
lb/h 37.7
lb 15048%
tm×
=,
tm = 1.91 h
The total medium-load energy consumption is then calculated as follows:
Eelec,m = qelec,m
×
tm,
Eelec,m = 5.90 kW
×
1.91 h,
Eelec,m = 11.3 kWh
Step 4—Calculate the total light-load energy.
The total time cooking light-loads is as follows:
tW
PR
ll
l
=×
%,
lb/h 13.4
lb 15016%
tl×
=,
tl = 1.79 h
The total light-load energy consumption is then calculated as follows:
Eelec,l = qelec,l
×
tl,
Eelec,l = 2.67 kW
×
1.79 h
Eelec,l = 4.78 kWh
Energy Cost Model
5011.05.17 E-4
Food Service Technology Center
Step 5—Calculate the total idle time and energy consumption.
The total idle time is determined as follows:
tt tttionhml=−−−−×nt
60
pp
,
min/h 60
min 9.93preheat 1
h 1.79h 1.91h 0.78h 12.0ti×
−−−−=
ti = 7.35 h
The idle energy consumption is then calculated as follows:
Eelec,i = qelec,i
×
ti,
Eelec,i = 1.08 kW
×
7.35 h
Eelec,i = 7.94 kWh
Step 6—The total daily energy consumption is calculated as follows:
Eelec,daily = Eelec,h + Eelec,m + Eelec,l + Eelec,i + np
×
Eelec,p,
Eelec,daily = 7.77 kWh +11.3 kWh +4.78 kWh +7.94 kWh +1
×
2.10 kWh
Eelec,daily = 33.9 kWh/day
Step 7—Calculate the average demand as follows:
qE
t
avg elec daily
on
=,,
h 12.0
kWh 33.9
qavg =,
qavg = 2.83 kW
Step 7—The annual energy cost is calculated as follows:
Costannual= Eelec,daily
×
Relec
×
Days
Costsnnual = 33.9 kWh/day
×
0.10 $/kWh
×
365 days/year
Costannual = 1,237 $/year
