Ovako Bearing Steel.07 803D Steels For Bearings From
User Manual: 803D
Open the PDF directly: View PDF ![]() .
.
Page Count: 16

Steels for bearing
production from Ovako
–2–
Contents:
Metallurgy of bearing steels
Steel grades
Research and developemnt
For bars, tubes, rings and wire rod,
see brochures:
Bar products from Ovako, also available in German, French,
Polish, Finnish and Swedish
Seamless Tubes from Ovako, also available in German, French,
Finnish and Swedish
Rolled and forged rings from Ovako
Wire rod for a broad scope of applications, also available in
German, French and Polish
These brochures can be ordered or printed as PDF from our website.

vako is one of the world’s largest manufacturers
of through-hardening bearing steel. We will maintain this
leading position as the bearing industry continuously
challenges us to make further technical and logistical im-
provements. As a supplier to most of the leading bearing
producers, we have acquired unique knowledge and ex-
perience in this field.
Total Control
Ovako is a fully integrated bearing steel producer.
We control the whole chain of production, from
melting the steel through rolling to producing a
finished component.
Our product range of tube, bar, ring and wire
accommodates all the main components of a rolling
bearing. And we meet all the requirements specified
irrespective of the type of steel used for rolling
bearing manufacture.
Total Partnership
Our objective is to be a true partner with our customers,
from both a technical and business point of view.
Our technical specialists are dedicated to working
closely with those of our customers. This allows us to
optimise the use of steel both from a product and a
production perspective. We can develop new and better
steels, tailor-make products and improve machinability
and heat treatment responses.
By co-operating with our key customers we are able
to establish long-term business agreements and customise
logistical and EDI solutions. We support them in their
global sourcing strategies and contribute with multiple
product packages that keep administration to a minimum.
We also have experience in joint cost- reduction activities.
Total Quality
Total Quality Management is a central concept within
Ovako. All our activities aim at producing and delivering
products and services to fulfil customer’s needs. Our
quality policy and comprehensive quality assurance help
us to achieve the highest standards.
Ovako’s quality system conforms to ISO/TS 16949 and
ISO 9001. The company is also ISO 14001 certified.
–3–
The demand for increased reliability of rolling bearings in
service is continuous. Bearings are expected to last longer
and endure higher stress under adverse conditions. This
poses higher demands on the steel used by bearing
manufacturers.
Our long-standing cooperation with the world’s leading
rolling bearing manufacturers has given Ovako a unique
understanding of material development for rolling bearing
applications.
By optimising and making full use of these skills in
each production step we can achieve high quality bearing
steel with optimum mechanical properties. Each step must
be controlled with a high degree of precision to minimise
the content of harmful non-metallic inclusions.
By controlling cleanliness carefully and through the
use of a number of key technologies,
such as magnetic induction stirring and
vacuum degassing in the the secondary
metallurgy, and controlled casting,
it has been possible to increase the
fatigue strength of our bearing
steels considerably.
The objective is to produce steel,
which is optimised regarding properties,
quality and economy.
Metallurgy of bearing steels
–4–
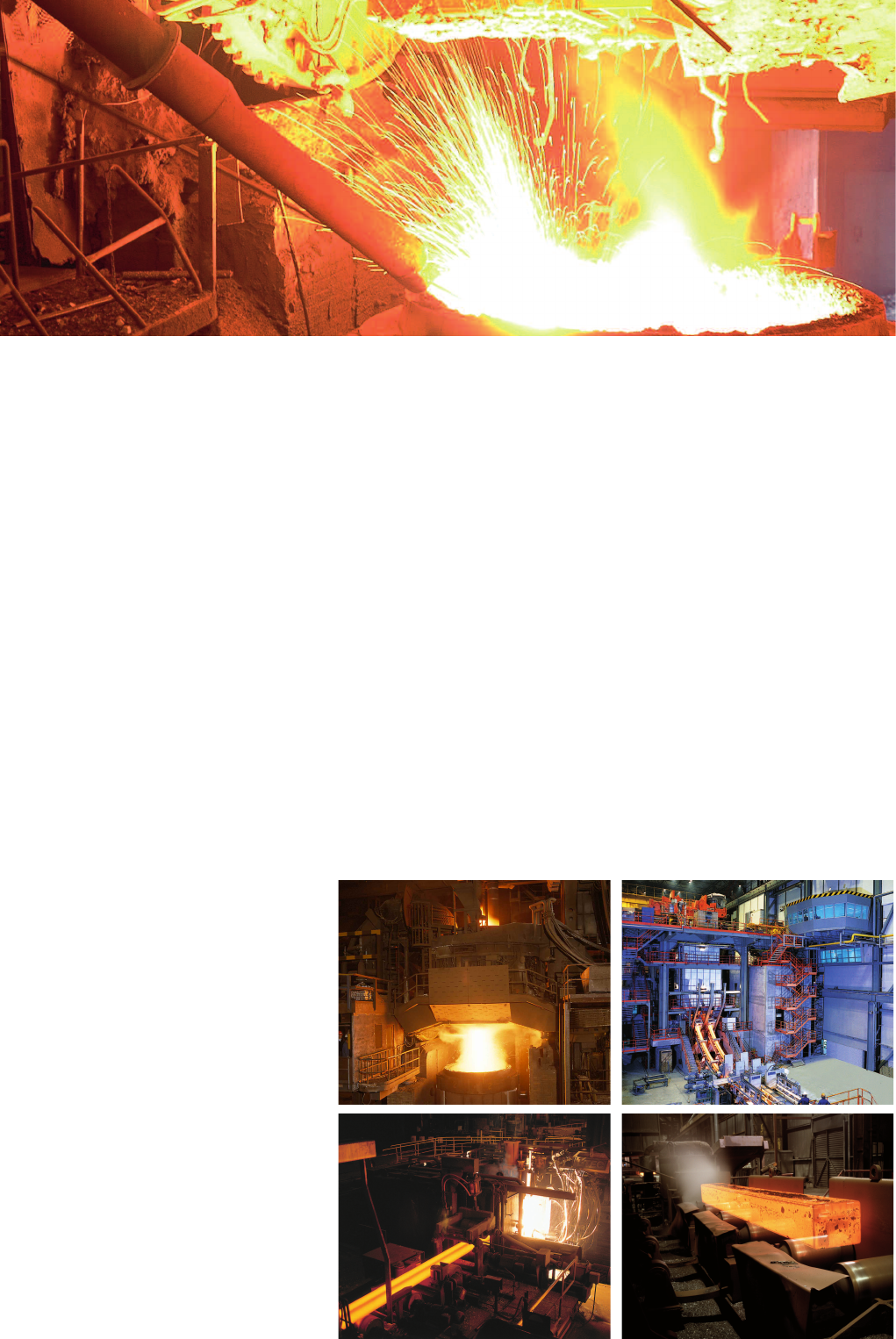
Clockwise from top left:
Steel melting, continuous casting,
billet rolling and oxygen scarfing.
Steel making and billet production
Ovako has four steel works, three of which have a scrap melting electric arc process
and one blast furnace – oxygen converter process. Like most other producers of
bearing steel, Ovako uses scrap melting process as its basis for bearing steel
production. The blast furnace – oxygen converter process is also a possibility to
make bearing steels.
Raw material
Like most other producers of bearing steel, Ovako uses scrap as its basic raw material.
The selection and procurement of scrap is of great importance to the quality of the
end product. For that reason we have high demands and tight control over the scrap
we use. Used ferroalloys and other additions, too, are carefully controlled.
Melting
The melting process requires complete control of all parameters, from liquid raw melt
to furnace control, so that the melt has the correct properties when it goes to the
next stage of production. At this stage, a number of the most important properties
inherent in the cast are already fixed.
Secondary metallurgy
This process stage determines the final metallurgical quality, i.e. the final chemical
composition and the cleanliness of the steel.
The metallurgical unit operations in this part of the production process include:
• control of alloy content
• deoxidation (reducing the oxygen content and inclusion count in the steel)
• desulphurisation (reducing the sulphur content of the steel)
• degassing (elimination of other harmful gases)
• temperature adjustment (to reach the appropriate temperature for teeming).
• soft induction stirring
During this secondary metallurgy treatment the molten steel is stirred by an induction
coil or by argon bubbling to create the best possible uniformity, removing oxide
inclusions, sulphur and undesirable gases.
Casting
There are two ways to solidify bearing steels in Ovako: the traditional ingot casting
and continuous bloom casting.
The uphill teeming of ingots is Ovako’s traditional casting technique. It creates
large forging reductions, so as to achieve the desired final quality requirements. For
some bearing steel products it is the only accessible casting method. Uphill teeming
ensures a minimum of inclusions and a good surface finish. The design of the ingot
mould has been optimised to reduce segregation in the steel during solidification,
and during teeming the molten steel is shrouded by inert gas to protect it from
reacting with the air around it.
Once solidified, the ingots are stripped from the moulds and taken directly to
the soaking pits and brought to an adequate temperature before primary rolling.
The soaking is introduced to avoid harmful segregation in the steel.
Ovako has also a very long experience in continuous casting. The first concast
facility was started up in 1965 at Imatra Steel Works. The bloom caster, which was
modernised recently, represents the latest concast technology. The large bloom size
of 370×310 mm results in a good deformation in rolling. Naturally all molten surfaces
are protected and the mould stirring is standard Ovako practice.
The solidified blooms are hot charged into the reheating furnace for rolling. This
beneficial process provides clear advantages in surface quality and low level of
segregations, resulting in good production economy.
Billet rolling
The entire metallurgical process at Ovako, from the steel melting to the finished billet,
is carried out in a hot flow in order to minimise the risk of surface defects. Billets can
be surface conditioned by oxygen scarfing after the first stages of primary rolling, or
by grinding.
Before the billets are transferred for secondary rolling, i.e. tube, bar, wire or rings,
they are subject to magnetic particle testing testing, and, if needed, to grinding to
remove the possible surface defects.
–5–
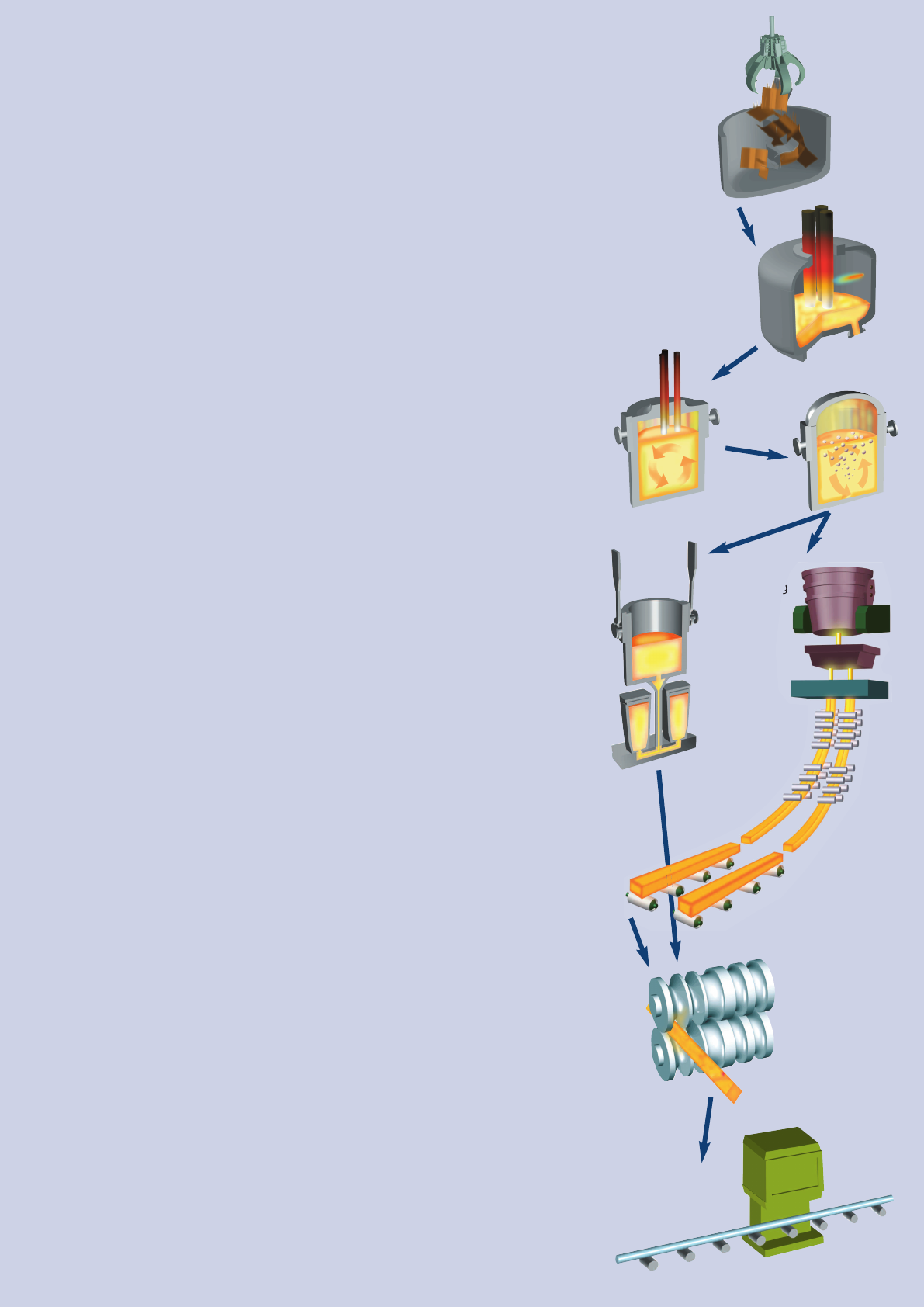
Scrapping
Melting
Secondary
metallurgy
Rolling
Continuous
casting
Magnetic particle
testing
Ingot
casting

Ovako mainly produces through-hardening steels for
bearing applications, and is one of the world’s leading
companies in this segment. We also produce a significant
quantity of carburising steel grades for this application.
Listed below are some of our standard grades for bearing
applications.
Through-hardening
bearing steels
Ovako specialises in high-strength through-hardening
bearing steels. These grades exhibit high fatigue and wear-
resistance, good machinability, high hardness and good
dimensional stability. A hardness of 60-65 HRC can be
achieved through martensitic hardening and tempering,
making these steels ideal for bearing products. This
distinguishing property package is also suitable for other
market segments and applications that have the same high
quality requirements as the bearing industry.
100Cr6 type (SAE 52100)
Used mainly for small and medium-sized bearing compo-
nents. The 100Cr6 steel grades have high fatigue strength
and hardness, and good wear resistance. There are several
different versions of this grade. For example:
Air hardening type
A steel grade specifically designed for air or gas quenching.
By using gas cooling or air hardening it is possible to re-
duce the amount of quench distortion. The use of quenching
mediums such as oil and salt can also be avoided.
Hardenability corresponds to a bar with approx. Ø 40 mm
(cooled in still air). The Ovatec®677 series demonstrate
very good mechanical performance, and is often
recommended for the most demanding applications.
Steel grades
–6–
Designation acc. Ovako
to EN 10027-1 designation
100Cr6 803J Standard.
100Cr6 mod. F 803F With a controlled sulphur concontent for consistent machining properties.
100Cr mod. Q 803Q Isotropic properties and better fatigue strength due to higher cleanliness
levels, and a finer size and distribution of non-metallic inclusions.
100Cr6 mod. Z 803Z Better cold forming properties due to reduction of the silicon content.
100Cr6 mod. D 803D Better machinability due to the higher sulphur content.
Designation acc. Ovako
to EN 10027-1 designation
70SiCrMnMo6-5 Ovatec®677L Standard.
65SiCrMnMo6-5 Ovatec®677Q Isotropic properties and better fatigue strength due to higher
cleanliness and a finer size and distribution of non-metallic
inclusions.

Through-hardening bearing steels
for bainitic hardening
These grades are used for bainitic hardened medium and
large-sized bearing components. They all have a high
fatigue strength, good toughness and excellent wear re-
sistance. The through-hardenability corresponds to a ring
with wall thickness T, quenched in oil.
Through-hardening bearing steels
for martensite hardening
These grades are used for the martensite hardening of
large- and medium-sized bearing components. They have
high fatigue strength, high hardness and good wear
resistance. The through hardenability corresponds to
a ring with wall thickness T, quenched in oil.
Case-hardening bearing steels
Ovako’s case-hardening bearing steels are adjusted to offer
good machinability and minimal dimensional change after
hardening. The hard surface generated from case-
hardening provides high fatigue strength and high wear-
resistance, while the softer core gives the component
a high toughness. Ovako produces a number of case-
hardening steels suitable for bearing applications.
For example:
Definition of ring
wall thickness
The ‘‘T’’ section is
defined as the material
thickness that is the
controlling factor in
the heat treatment
process, sometimes
called the ruling
section.
T
–7–
Designation acc. Ovako
to EN 10027-1 designation
100CrMo7 824B Through hardenability corresponds to T< 20 mm (~ Ø 35 mm bar)
100CrMo7-3 825B Through hardenability corresponds to T< 30 mm (~ Ø 50 mm bar)
100CrMo7-4 826B Through hardenability corresponds to T< 50 mm (~ Ø 80 mm bar)
Designation acc. Ovako
to EN 10027-1 designation
100CrMnSi4-4 831B Through hardenability corresponds to T< 20 mm (~ Ø 35 mm bar)
100CrMnSi6-4 837B Through hardenability corresponds to T< 30 mm (~ Ø 50 mm bar)
Designation acc. Ovako
to EN 10027-1 designation
20MnCr6-3 126H Standard carburising steel with good toughness and high
fatigue strength.
20NiCrMo2-2 152G Increased toughness due to a higher nickel content. Also available
with normal sulphur content for better machinability.
17MnCr5 234K Controlled hardenability due to a tighter chemical composition.
18CrNiMo14-6 255G Excellent toughness and high fatigue strength, due to a higher
cleanliness specification and a high nickel content.
18CrMnMoNi9-5-5 277L Air-hardening carburising steel with high toughness and high
fatigue strength.
18CrMnMoNi9-5-5 mod. 277Q Same as above, but higher cleanliness level.
Steel designation according to Quality C Si Mn S max. Cr Ni Mo
EN 10027-1 Ovako level %% % % %% %
100Cr6 803J BQ 0.97 0.25 0.35 0.015 1.50 --
100Cr6 mod. F 803F BQ 0.97 0.27 0.35 0.015 1.50 --
100Cr mod. Q 803Q IQ 0.95 0.30 0.30 0.002 1.50 --
100Cr mod. Z 803Z BQ 0.97 < 0.15 0.35 0.015 1.45 --
100Cr mid. D 803D BQ 1.02 0.30 0.35 0.025 1.50 --
70SiCrMnMo6-5 677L BQ 0.70 1.55 1.40 0.015 1.10 - 0.25
65SiCrMnMo6-5 mod. Q 677Q IQ 0.65 1.50 1.40 0.002 1.10 - 0.25
100CrMo7 824B BQ 0.97 0.30 0.30 0.015 1.80 - 0.20
100CrMo7-3 825B BQ 0.97 0.30 0.70 0.015 1.80 - 0.30
100CrMo7-4 826B BQ 0.97 0.35 0.70 0.015 1.80 - 0.45
100CrMnMoSi8-4-6 827B BQ 0.97 0.50 0.90 0.015 1.90 - 0.55
100CrMnSi4-4 831B BQ 0.97 0.60 1.10 0.015 1.00 --
100CrMnSi6-4 837B BQ 1.00 0.60 1.10 0.015 1.50 --
26MnCr6-326 126H BQ 0.20 0.27 0.80 0.025 0.50 --
20NiCrMo2-2 152G BQ 0.21 0.25 0.75 0.015 0.50 0.55 -
17MnCr5 234K BQ 0.16 0.25 1.15 0.035 0.95 --
18CrNiMo14-6 255G PBQ 0.16 0.27 0.55 0.005 1.45 3.50 0.20
18CrMnMoNi9-5-5 277L BQ 0.18 0.35 1.30 0.030 2.20 0.50 0.50
18CrMnMoNi9-5-5 mod. Q 277Q PBQ 0.18 0.35 1.30 0.030 2.20 0.50 0.50
EN ISO 683-17 Ovako ASTM AFNOR DIN BS SAE SS
NF A35-565:1970 17230:1980
100Cr6 803J A732 100 C 6 100 Cr 6 2 S.135 52100 2258
100Cr6 803F A732 100 C 6 100 Cr 6 2 S.135 52100 2258
100Cr6 803Q A732 100 C 6 100 Cr 6 2 S.135 52100 2258
803Z
100Cr6 803D A732 100 C 6 100 Cr 6 2 S.135 52100 2258
677L
677Q
100CrMo7 824B 100 CD 7 100 CrMo 7
100CrMo7-3 825B 100 CrMo 7-3
100CrMo7-4 826B
100CrMnMoSi8-4-6 827B 100 CrMnMo 8
100CrMnSi4-4 831B A485
100CrMnSi6-4 837B 100 CM 6 100 CrMn 6
126H A534
20NiCrMo2 152G A322 20 NCD 2 805 A 20 2506
17MnCr5 234K 16 MC 5 16 MnCr 5 590 A 17
18NiCrMo14-6 255G A757 17 NiCrMo 14
277L
Average chemical composition
Comparable standards
–8–

Steel designation according to Structure Hardness Rm(MPa) ReH (MPa) A5(%) Z (%)
EN 10027-1 Ovako
100Cr6 803 Martensite 61- 64 HRC 2300 1 700 22
Bainite 58- 61 HRC 2300 2 100 57
70SiCrMnMo6-5 677L Martensite 61- 64 HRC 2300 1700 22
65SiCrMnMo6-5 mod. Q 677Q Martensite 61- 64 HRC 2300 1700 22
100CrMo7 824B Bainite 58- 61 HRC 2300 2100 57
100CrMo7-3 825B Bainite 58- 61 HRC 2300 2100 57
100CrMo7-4 826B Bainite 58- 61 HTC 2300 2100 57
100CrMnMoSi8-4-6 827B Bainite 58- 61 HRC 2300 2100 55
100CrMnSi4-4 831B Martensite 61- 64 HRC 2300 1700 22
100CrMnSi6-4 837B Martensite 61- 64 HRC 2300 1700 22
26MnCr6-3 126H Case hardened 300-430 HB 980-1 370 800-900 10-12
20NiCrMo2-2 152G Case hardened 300-430 HB 980-1370 800-900 10-12
17MnCr5 234K Case hardened 250-350 HB 880-1180 640 9
18CrMnMoNi9-5-5 277L Case hardened 350-370 HB 1100-1300 850-950 10-12
Typical mechanical properties
The properties correspond to typical values of core after hardening or
case-hardening.
–9–

– 10 –
Cleanliness specifications
Ovako’s continuous development of its steel making prac-
tice over the last decade has made it possible to further
control the oxygen and sulphur content in our products.
The maximum inclusion levels have been significantly
lowered, thereby ensuring steels with consistently high
cleanliness and superior fatigue properties.
In addition to bearing quality level (BQ) Ovako has three
more quality categories for bearing steels.
CQ The Customer Quality level. Limits are defined
according to specific customer requests and
agreed mutually.
PBQ The Premium Bearing Quality is intended for
more demanding applications that require extra
clean steel grades.
IQ The Isotropic Quality for applications requiring
exceptional fatigue properties, and cleanliness
levels comparable to Electro Slag Re-melt (ESR)
and Vacuum Arc Re-melt (VAR) steels.

A-type inclusion. D-type inclusion.B-type inclusion. Titanium inclusion.
Typical microscopic inclusions
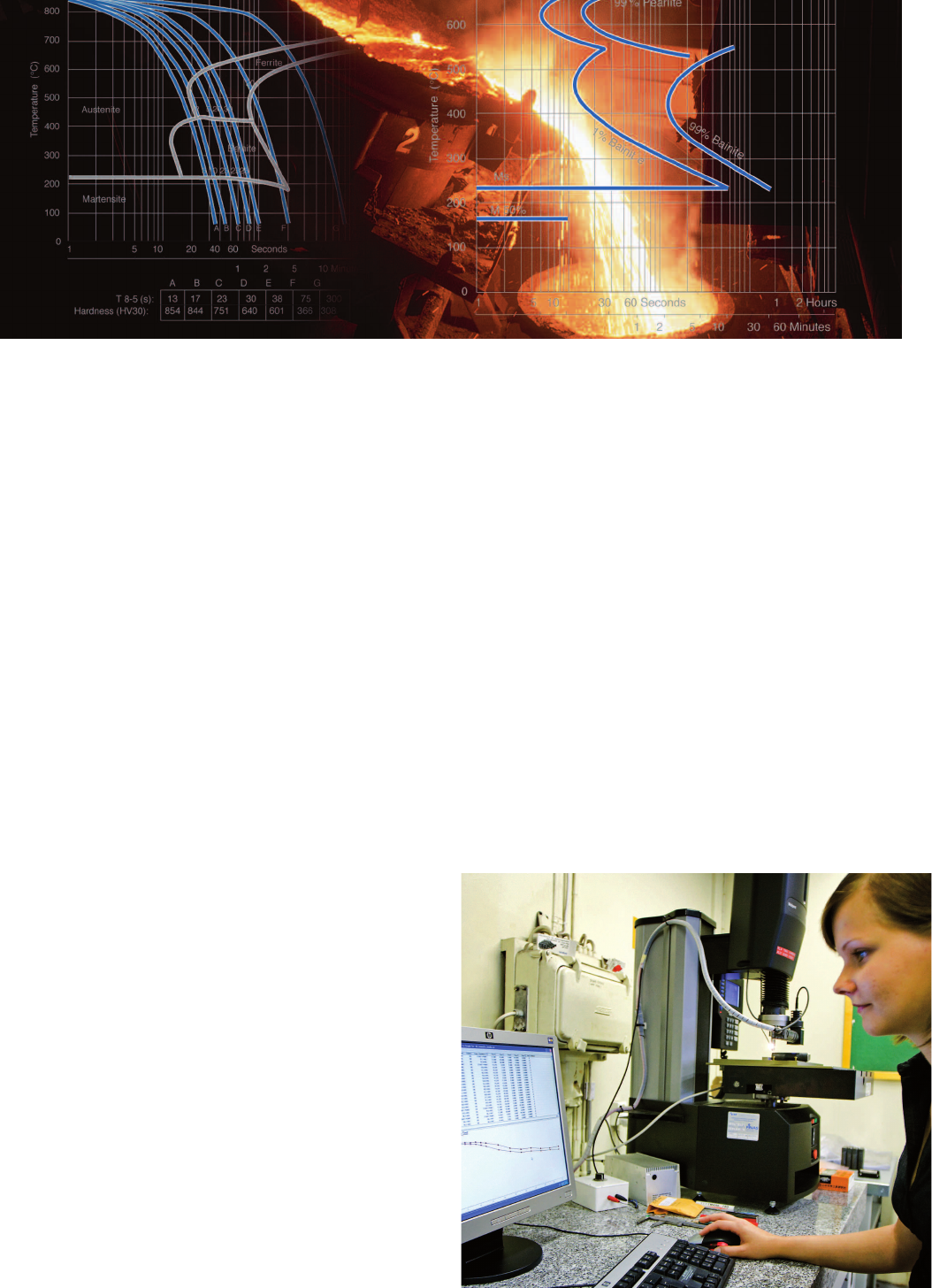
Fatigue testing equipment.
– 11 –
The art of making steel requires an understanding of steel
and an ability to predict what will happen to the steel in
various situations.
It is essential for Ovako as a supplier to the rolling
bearing industry that we increase our knowledge and
understanding about the steel and the products made from
it, thereby improving and meeting the increasing market
demands and expectations. It is our explicit policy to
continue to strengthen our position within this market
segment, so it is not by chance that we are the company
that has developed and applied for more patents for bearing
steels and heat treatment variants than any other company
in the Western world. Ovako has developed and introduced
many new steel grades.
Neither is it by chance that we were the first in the
world to actively control the hardenability of the steel
during the production. We were also the first to achieve
inclusion levels in conventionally produced steels
comparable with those of re-melted steels.
Today, our research and development activities are
concentrating on a greater understanding of steel and
how it performs from a metallurgical point of view and
how that affects the material properties. Our ultimate
target is to optimise the steel performance for every
application and to come up with entirely new, cost
effective material solutions. We are active in developing
and improving our products. For instance, we are
improving tolerances on diameters, surface roughness,
machinability and heat treatment properties.
Ovako co-operates closely with a number of research
institutes and universities to widen our competence and
knowledge base so as to ensure success in our
development projects.
Research and development
– 12 –
Material development
Ovako continuously strives to obtain a better knowledge
and understanding of the behaviour of our bearing steel
materials through scientific research.
Fatigue testing
Fatigue testing is a useful tool for understanding and deter-
mining the service life of bearing steels. At Ovako we have
test rigs for rolling contact, rotational bending and axial
loading, which all generate valuable information about the
properties of fatigue. A steel grade’s fatigue property is
determined by fatigue life testing in combination with
a measurement of inclusion size and count.
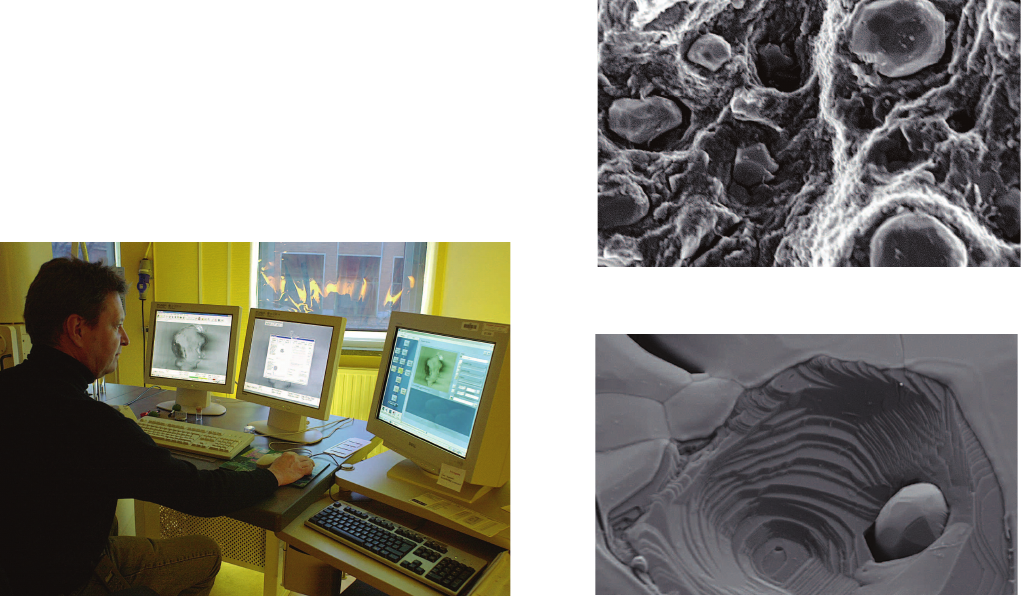
SEM analysis
Ovako uses several ultra-modern Scanning Electron Micro-
scope (SEM) for investigating microstructure, inclusion
characteristics and crack properties. A Field Emission Gun
(FEG) makes it possible to generate quality pictures at very
high resolutions. Analysing systems that uses back scatter
mapping in combination with X-ray spectroscopy are the
most useful tool available for inclusion counting, providing
information about inclusion composition and the size
distribution. One microscope is also equipped with an
Electron Back Scatter Diffraction (EBSD) detector, which
provides information about the crystallographic orientation
and material grain structure.
An Al2O3inclusion. A study inside the inclusion.
A study of fatigued fracture surface in a bearing steel.
The SEM-microscopes are continuously used for many
kinds of investigations.
– 13 –
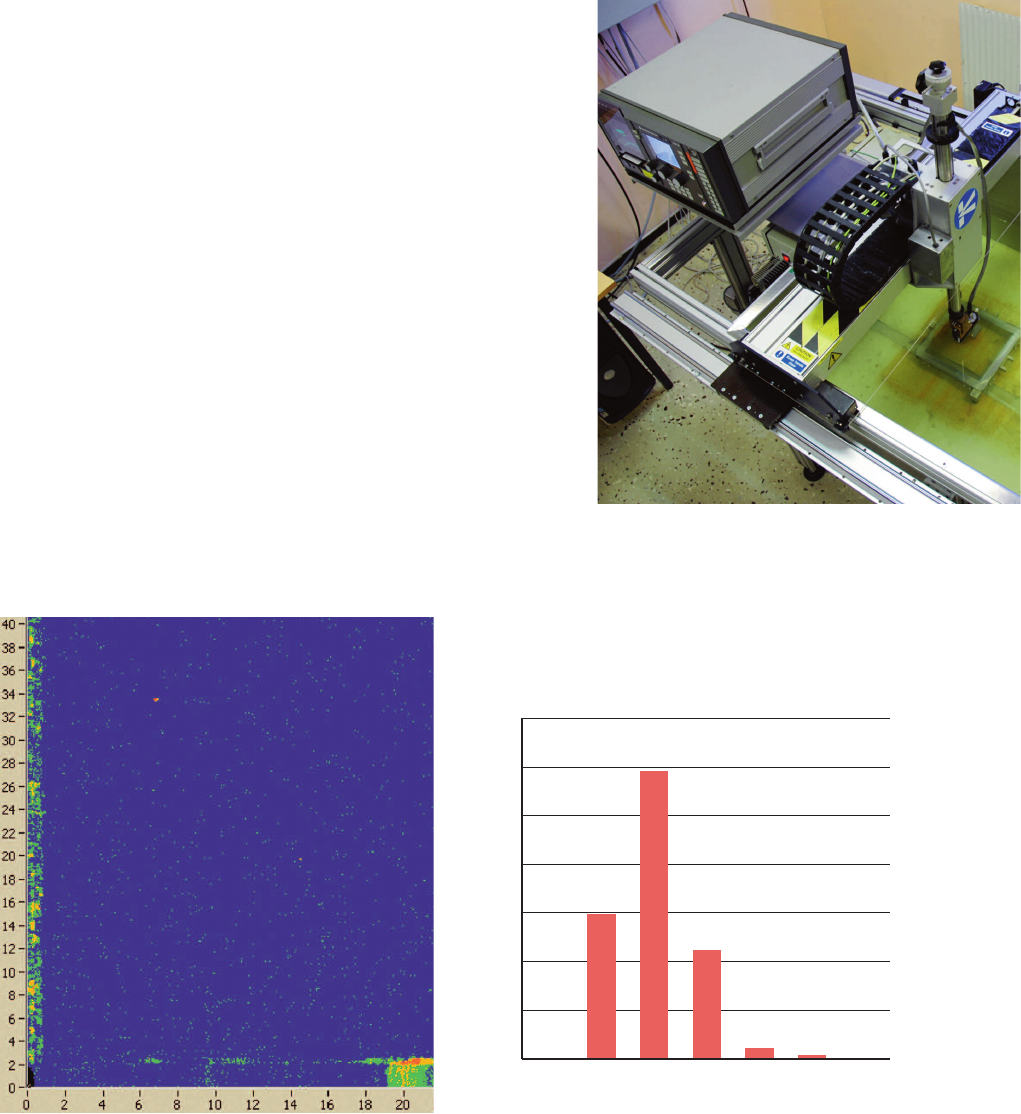
Ultrasonic testing
Immersion ultrasonic testing is used as routine method of
quality control in many cases. The typical frequency range
when investigating bars and billets is 10 to 25 MHz.
Immersion ultrasonic scanning of samples makes it
possible to see how different manufacturing stages affect
the occurrence of macro inclusions. This means that the
product integrity is improved and changes in the
production process can be followed.
Ovako has gone further, improving and developing
immersion ultrasonic testing methods by the use of
focused, high frequency probes 25 to 80 MHz. This gives
Ovako the possibility to map both macro and meso
inclusions in our steel. Our ultrasonic test equipment gives
us a quick and reliable testing tool for continuous research
and development.
Inclusion distribution diagram. Results from 80 MHz.A test piece scanned with a high-frequency (80 MHz) probe.
A few larger inclusions can be seen in the C-scan image.
The results of the evaluation are presented in a histrogram
(left).
3.5
3.0
2.5
2.0
1.5
1.0
0.5
0
22 24 26 28 30 32 34
Size, d (µm)
No./mm2
High frequency ultrasonic scanning of a billet sample.
– 14 –

Ovako is a leading European producer of long
special steel products for the automotive, heavy
vehicle and engineering industries. Production
consists of low alloy and carbon steels in the form
of bars, wire rod, tubes, rings and pre-components.
The company has 16 production sites and several
sales companies in Europe and the USA.
Total steel production is 2 million tonnes.
CO-12GB 08.03 1000 ©Copyright Ovako 2008
SALES UNITS:
Finland:
Ovako Bar Oy Ab
Teollisuuskuja 1
FI-142 00 Turenki
Tel: +358 (0)3 570 26 00
Fax: +358 (0)3 570 26 02
France:
Ovako France S.A.S.
14, rue de Mirande
FR-21000 Dijon
Tel: +33 (0)3 80 54 15 15
Fax: + 33 (0)3 80 50 14 67
Germany/Austria:
Ovako GmbH
Postfach 1255
40672 Erkrath
Tel: +49 (0)211-2504-0
Fax: +49 (0)211-2504-244
Netherlands:
Ovako Bar BeNeLux
Bedrijvenpark Twente 295
NL-7602 KK Almelo
Tel: +31 (0)546-588 360
Fax: +31 (0)546-588 366
Ovako Wire b.v.
Postbus 3
NL-2950 AA Alblasserdam
Tel: +31 (0)78 692 3100
Fax: +31 (0)78 692 3192
Poland:
Ovako Polska Sp. z.o.o.
ILMET Building
15 Jana Pawla II Avenue
PL-00-828 Warsaw
Tel: +48 (0)22 6976464 / 65 / 66
Fax: +48 (0) 22 6976467
Russia:
OOO Ovako
Office 1812
Savelkinskiy proezd, d.4
124482 Zelenograd
Moscow
Tel: +7 (4)95 228 07 80
Fax: +7 (4)95 228 07 81
United Kingdom:
Ovako Ltd.
Unit 2, Britannia Park
Trident Drive
Wednesbury WS10 7XA
Tel: 0121 502 1010
Fax: 0121 505 0019
USA:
Ovako North America, Inc.
1096 Assembly Drive
Suite 312
Fort Mill, SC 29708
Tel: +1-803 1802 1500
Fax: +1-803-1802-1501
PRODUCITON:
Sweden:
Hofors Steelworks:
Ovako Steel AB
SE-813 82 Hofors
Tel: +46 (0)290 250 00
Fax: +46 (0)290 250 25
Hällefors Rolling Mil:
Ovako Steel AB
SE-712 80 Hällefors
Sweden
Tel: +46 (0)591 600 00
Fax: +46 (0)591 606 06
Finland:
Imatra Steel Works:
Ovako Bar Oy Ab
Terästehtaantie 1
FI-55100 Imatra
Tel: +358 (0)5 680 21
Fax: +358 (0)5 680 22 11
Netherlands:
Ovako Wire b.v.
Postbus 3
NL-2950 AA Alblasserdam
Tel: +31 (0)78 692 3100
Fax: +31 (0)78 692 3192
www.ovako.com
