AMOPMAAK 2005 Voor Pdf Vryhof Anchor Manual
User Manual:
Open the PDF directly: View PDF ![]() .
.
Page Count: 188 [warning: Documents this large are best viewed by clicking the View PDF Link!]
- general
- Theory
- Practice
- Soil survey
- Pile or anchor
- Mounting instructions Stevpris / Stevshark Mk5
- Mounting instructions Stevpris New Generation
- Setting the fluke/shank angle
- Connecting a swivel
- Stevpris installation
- Piggy-back methods
- Stevmanta VLA installation
- Single line installation procedure
- Double line installation procedure
- Single line installation with Stevtensioner
- Double line installation with Stevtensioner
- Stevtensioner
- Supply vessels/anchor handling vessels
- Product data
Anchor Manual 2010
The Guide to Anchoring
anchor manual 2010
Copyright
© Vryhof Anchors B.V., Capelle a/d Yssel, The Netherlands 2010.
No part of this book may be reproduced in any form, by print, copy or in any other way without
written permission of vryhof.
Vryhof, Stevin, Stevpris, Stevshark, Stevtensioner and Stevmanta are registered trade marks.
Vryhof reserves all intellectual and industrial property rights such as any and all of their patent,
trademark, design, manufacturing, reproduction, use and sales rights thereto and to any article
disclosed therein.
All information in this manual is subject to change without prior notice. Vryhof Anchors is not
liable and/or responsible in any way for the information provided in this manual.
First edition published 1984. Print run 7,500 copies.
Second edition published 1990. Print run 7,500 copies.
Reprint second edition. Print run 5,000 copies.
Third edition published 2000. Print run 2,500 copies.
Reprint third edition print run 1,500 copies.
Second reprint third edition print run 1,000 copies.
First print fourth edition published 2006 print run 1,000 copies.
Second print fourth edition print run 1,000 copies.
Third print fourth edition print run 1,000 copies.
Fourth print fourth edition print run 1,000 copies.
2
Vryh of Anchors BV
P.O. Box 109, 2900 AC Capelle a/d Yssel, The Neth er lands
www.vryhof.com vryhof@vryhof.com
Since the beginning of exploration of oil & gas offshore the art of anchoring
has taken a dramatic turn. Vryhof Anchors was one of the pioneers and
achieved holding powers up to 25 times an anchor's own weight.
Consequently the company soon emerged as market leader in anchor
design and manufacturing and with over 7500 units sold, its anchors are
the most applied offshore.
Vryhof understood that clients’ needs cannot be satisfied by supply of
standard hardware alone. With best-in-class sales services it shared technology
to create fit-for-purpose mooring systems; it initiated lease/purchase
concepts and introduced an alliance of leading mooring component manu-
facturers in order to more efficiently serve a changing offshore industry in
the 1990s.
Exploration in ever deeper waters and more remote locations has encour-
aged the development of more advanced mooring solutions. Consequently
Vryhof anchor holding powers now reach beyond 75x their weight. Once
again, the industry welcomes new ways of cooperation to include supply of
complete mooring systems and lease concepts.
This sets the stage for Vryhof, who under new private ownership and with
a presence in major offshore arena’s will continue to responsibly introduce
quality designs in pace with industry's requirements; to explore opportunities
to approach clients in an open, sincere, professional manner and take its
world class services well into a new era for the benefit and satisfaction of its
clients.
Company profile

Introduction
A stone and something that looked like a rope. For millennia this was the
typical anchor. Over the last 25 years of more recent history, vryhof has
brought the art to a more mature status. They have grown into a world
leader in engineering and manufacturing of mooring systems for all kinds
of floating structures. In doing so the company has secured numerous
anchor and ancillary equipment patents, and shared its experience with others.
The company understands that the needs of the industry can not be satisfied
by the supply of standard hard-ware only. Universal and tailored solutions
rooted in proven engineering should be based on long practical experience.
Vryhof has been and will be introducing new and original anchor designs
well into the 21st century. With their products, advice and this manual, it
shares this knowledge with those who are daily faced with complex mooring
situations.
This manual is intended as a means of reference for all who purchase, use,
maintain, repair or are in any way involved with anchors. Though written
from one anchor manufacturer’s standpoint, the information contained
herein is applicable to many types of anchors. Total objectivity is, of course,
impossible.
It is hoped this manual will contribute to the work and success of all who
work with anchors. They are the only fixed reference point for many of the
floating structures on the world’s often turbulent waters.
4

General
1
Mooring systems
Mooring systems have been around just as long as man has felt the need for
anchoring a vessel at sea. These systems were used, and are still used, on
ships and consisted of one or more lines connected to the bow or stern of
the ship. Generally the ships stayed moored for a short duration of time
(days).
When the exploration and production of oil and gas started offshore, a
need for more permanent mooring systems became apparent. Numerous
different mooring systems have been developed over the years, of which a
short selection is presented here.
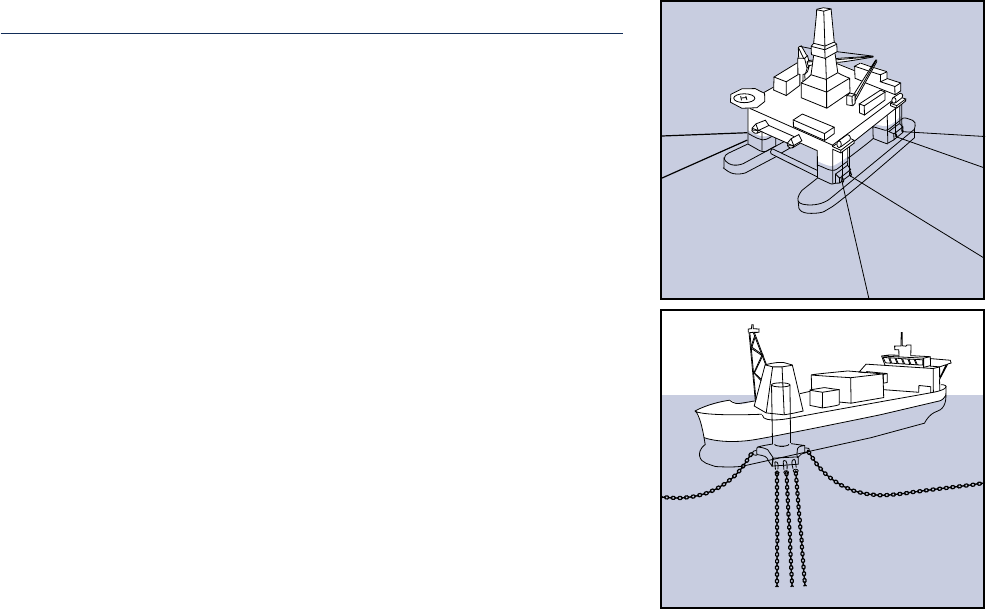
Semi-submersible drilling rig - generally the semi-submersibles are
moored using an eight point mooring. Two mooring lines come together at
each of the columns of the semi-submersible.
CALM buoy - generally the buoy will be moored using four or more moor-
ing lines at equally spaced angles. The mooring lines generally have a cate-
nary shape. The vessel connects to the buoy with a single line and is free to
weathervane around the buoy.
SALM buoy - these types of buoys have a mooring that consists of a single
mooring line attached to an anchor point on the seabed, underneath the
buoy. The anchor point may be gravity based or piled.
Turret mooring - this type of mooring is generally used on FPSOs and FSOs
in more harsh environments. Multiple mooring lines are used, which come
together at the turntable built into the FPSO or FSO. The FPSO or FSO is able
to rotate around the turret to obtain an optimal orientation relative to the
prevailing weather conditions.
semi-sub mooring
typical turret mooring
6
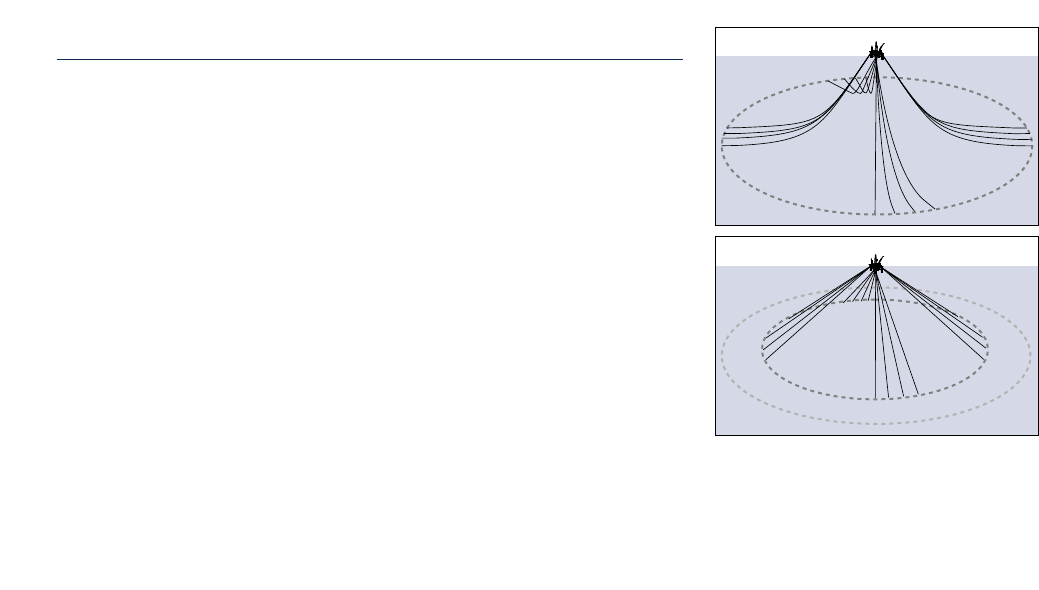
fig. 1-01
catenary system
fig. 1-02
taut leg system
Spread mooring - generally used on FPSOs and FSOs in milder environ-
ments. The mooring lines are directly connected to the FPSO or FSO at both
the stern and bow of the vessel.
When oil and gas exploration and production was conducted in shallow to
deep water, the most common mooring line configuration was the catenary
mooring line consisting of chain or wire rope. For exploration and produc-
tion in deep to ultra-deep water, the weight of the mooring line starts to
become a limiting factor in the design of the floater. To over-
come this problem new solutions were developed consisting of synthetic
ropes in the mooring line (less weight) and/or a taut leg mooring system
(fig. 1-01 and fig. 1-02).
The major difference between a catenary mooring and a taut leg mooring
is that where the catenary mooring arrives at the seabed horizontally, the
taut leg mooring arrives at the seabed at an angle. This means that in a taut
leg mooring the anchor point has to be capable of resisting both horizontal
and vertical forces, while in a catenary mooring the anchor point is only sub-
jected to horizontal forces. In a catenary mooring, most of the restoring
forces are generated by the weight of the mooring line. In a taut leg
mooring, the restoring forces are generated by the elasticity of the mooring
line.
An advantage of a taut leg mooring over the catenary mooring is that the
footprint of the taut leg mooring is smaller than the footprint of the cate-
nary mooring, i.e. the mooring radius of the taut leg mooring will be small-
er than the mooring radius of a catenary mooring for a similar application.
Mooring systems 7
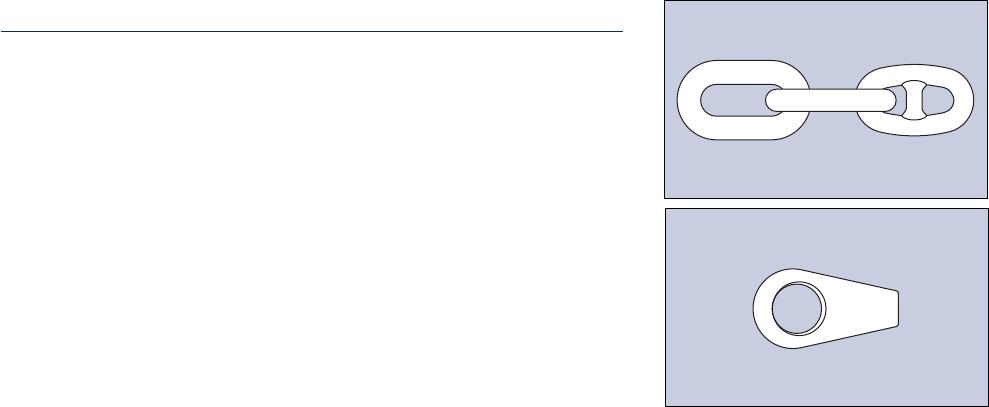
fig. 1-03
fig. 1-04
Mooring components
A typical mooring system can be divided in three different components, the
mooring line, the connectors and the anchor point.
Mooring line
Chain
The most common product used for mooring lines is chain which is available
in different diameters and grades. Two different designs of chain are used
frequently, studlink and studless chain. The studlink chain is most common-
ly used for moorings that have to be reset numerous times during their life-
time, for instance semi-submersibles, while studless link chain is often used
for permanent moorings (FPSOs, buoys, FSOs). A chain mooring line can be
terminated in either a common link or an end link (fig. 1-03).
Wire rope
When compared to chain, wire rope has a lower weight than chain, for the
same breaking load and a higher elasticity. Common wire ropes used in off-
shore mooring lines are six strand and spiral strand. The wire rope is termi-
nated with a socket (for instance open spelter, closed spelter, CR) for con-
nection to the other components in the mooring system. Generally wire
rope is more prone to damage and corrosion than chain (fig. 1-04).
Synthetic fibre rope
A recent development is the use of synthetic fibre ropes as mooring line.
Typical materials that can be used are polyester and high modulus polyeth-
ylene (Dyneema). The major advantage of synthetic fibre ropes is the light
weight of the material and the high elasticity. The synthetic fibre rope is
generally terminated with a special spool and shackle for connection to the
other components in the mooring system.
8
Mooring components
fig. 1-05
fig. 1-06
fig. 1-07
fig. 1-08
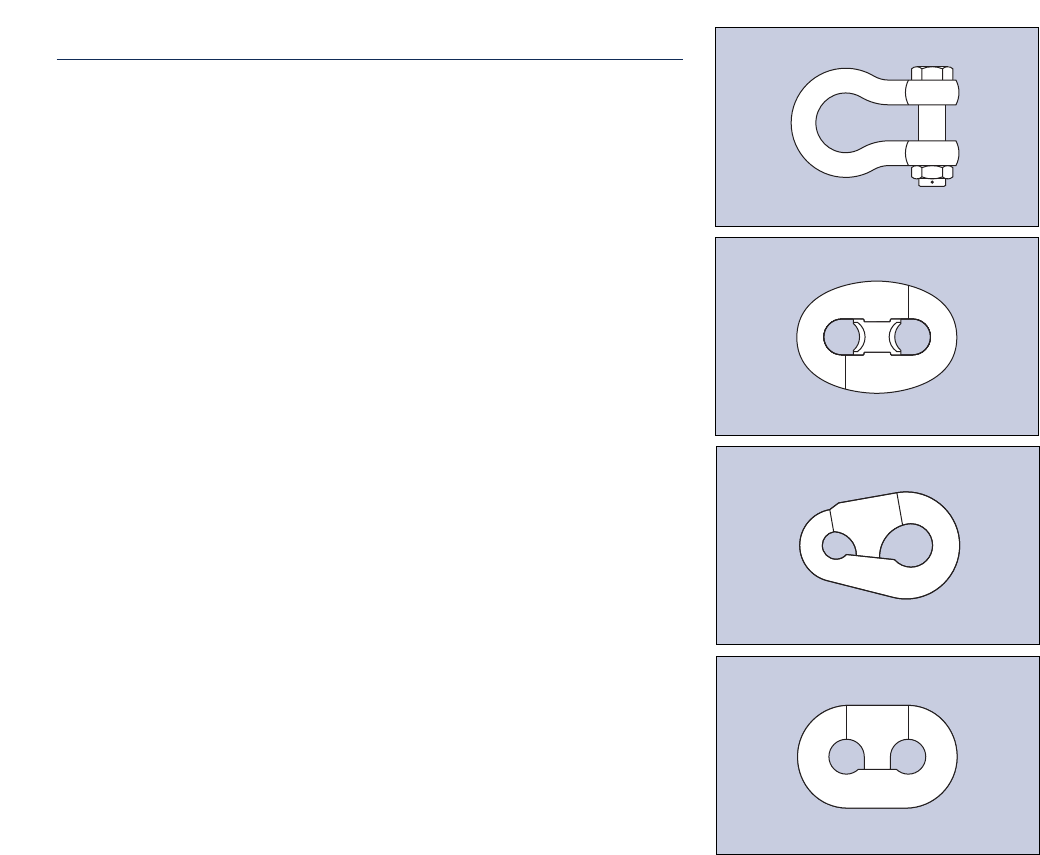
Connectors
Shackles
The shackle is a connector that is very common in the offshore industry. It
consists of a bow, which is closed by a pin. Many different types of shackles
are available, depending on the application. The shackle can be used in
both temporary and permanent moorings (fig. 1-05).
Connecting link kenter type
The connecting link kenter type is most commonly used for the connection
of two pieces of chain mooring line, where the terminations of the two
pieces have the same dimensions. The connecting link kenter type has the
same outside length as a chain link of the same diameter. Generally
connecting links kenter type are not used in permanent mooring
systems, as they have a shorter fatigue life than the chain (fig. 1-06).
Connecting link pear shaped
The pear shaped connecting link is similar to the connecting link kenter
type, except that it is used for the connection of two pieces of mooring line
with terminations that have different dimensions. Like the connecting link
kenter type, the pear shaped connecting links are not used in permanent
mooring systems (fig. 1-07).
Connecting link c type
Like the connecting link kenter type, the connecting link c type is used for
the connection of two pieces of mooring line with terminations that have
the same dimensions. The major difference between the kenter type and
the c type is the way that the connector is opened and closed. This connec-
tor is generally not used in permanent moorings (fig. 1-08).
9
Mooring components
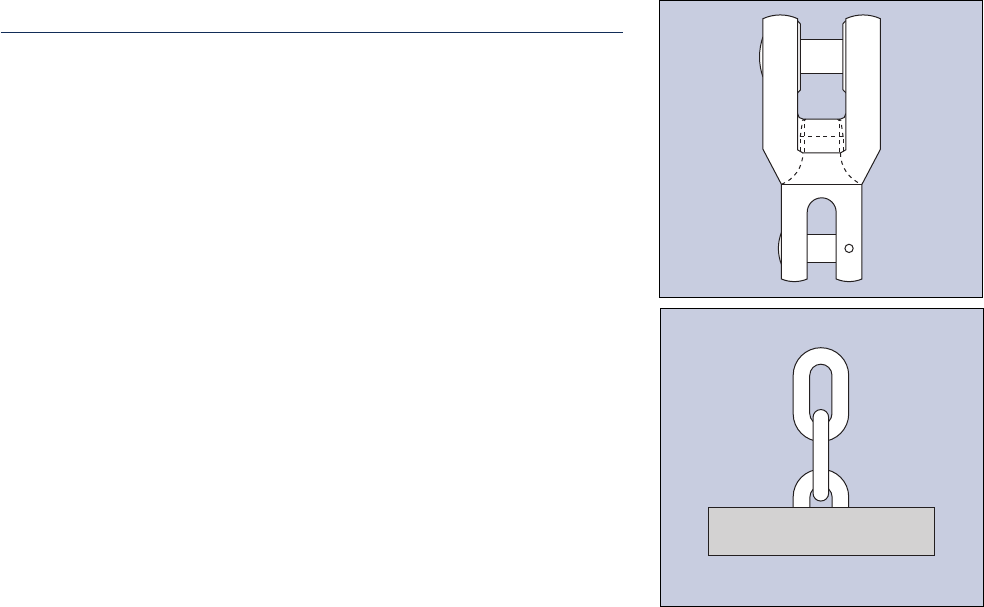
Swivels
A swivel is used in a mooring system, generally of a temporary type, to
relieve the twist and torque that builds up in the mooring line. The swivel is
often placed a few links from the anchor point, although it can also be
placed between a section of chain and a section of wire rope. There are
many different types of swivels available, although a disadvantage of most
common swivels is that they may not function while under load, which is
caused by high friction inside the turning mechanism. A new development is
swivels that are capable of swivelling under load, due to special bearing sur-
faces inside the mechanism (fig. 1-09).
Anchoring point
Dead weight
The dead weight is probably the oldest anchor in existence. The holding
capacity is generated by the weight of the material used and partly by the
friction between the dead weight and the seabed. Common materials in use
today for dead weights are steel and concrete (fig. 1-10).
fig. 1-10
fig. 1-09
10

Mooring components
fig. 1-12
Drag embedment anchor
This is the most popular type of anchoring point available today. The drag
embedment anchor has been designed to penetrate into the seabed, either
partly of fully. The holding capacity of the drag embedment anchor is gen-
erated by the resistance of the soil in front of the anchor. The drag embed-
ment anchor is very well suited for resisting large horizontal loads, but not
for large vertical loads although there are some drag embedment anchors
available on the market today that can resist significant vertical loads
(fig. 1-11).
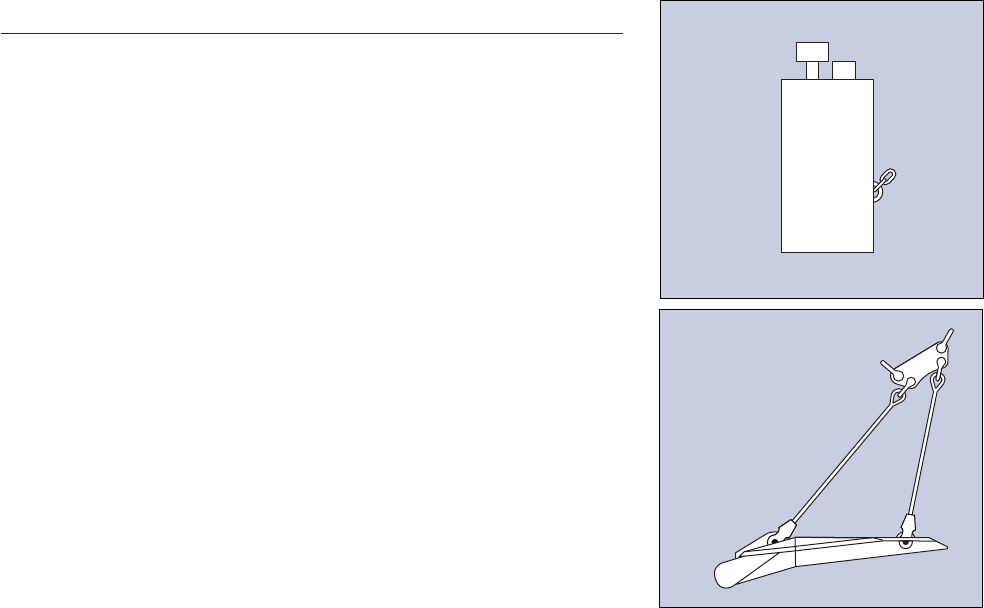
Pile
The pile is a hollow steel pipe that is installed into the seabed by means of a
piling hammer or vibrator. The holding capacity of the pile is generated by
the friction of the soil along the pile and lateral soil resist-ance. Generally
the pile has to be installed at great depth below seabed to obtain the
required holding capacity. The pile is capable of resisting both horizontal
and vertical loads (fig. 1-12).
fig. 1-11
11
Mooring components
Suction anchor
Like the pile, the suction anchor is a hollow steel pipe, although the diame-
ter of the pipe is much larger than that of the pile. The suction anchor is
forced into the seabed by means of a pump connected to the top of the
pipe, creating a pressure difference. When pressure inside the pipe is lower
than outside, the pipe is sucked into the seabed. After installation the pump
is removed. The holding capacity of the suction anchor is generated by the
friction of the soil along the suction anchor and lateral soil resistance. The
suction anchor is capable of withstanding both horizontal and vertical loads
(fig. 1-13).
Vertical load anchor
A new development is the vertical load anchor (VLA). The vertical load
anchor is installed like a conventional drag embedment anchor, but pene-
trates much deeper. When the anchor mode is changed from the installa-
tion mode to the vertical (normal) loading mode, the anchor can withstand
both horizontal and vertical loads (fig. 1-14).
fig. 1-13
fig. 1-14
12
History of drag embedment anchors
History traces the use of anchors to China as far back as 2,000 BC, though it is quite probable that they
were used prior to this. At that time the general tendency was to use large stones, baskets of stones,
bags of sand or even logs of wood loaded with lead which were then fastened to lines. It was this
weight as well as a certain degree of friction on the bottom which secured a vessel in position.
With the introduction of iron into anchor construction, teeth or flukes were built on the anchor,
allowing penetration into the seabed, thus offering additional stability. Yet these primitive
anchors were of poor construction and often broke under pressure. Curved arms were intro-
duced in 1813, and from 1852, the so-called ‘Admiralty Anchor’ was used for ships of the Royal
Navy. Another refinement in the 19th century was the elimination of the stock, the crosspiece at
the top of an anchor which ensured that the positioning of the anchor would allow the flukes to
penetrate the soil. A stockless anchor was invented in 1821 and became popular, primarily as a
result of the ease of handling and stowing, qualities still valued today.
A large number of anchor types has been designed and commercialised over the years. Some
have prospered, others not. The most recent designs are the results of vast experience and exten-
sive testing, and are far more efficient than their historical predecessors. A short overview of the
anchors in use today, is presented on the following pages.
History of embedment anchors 13
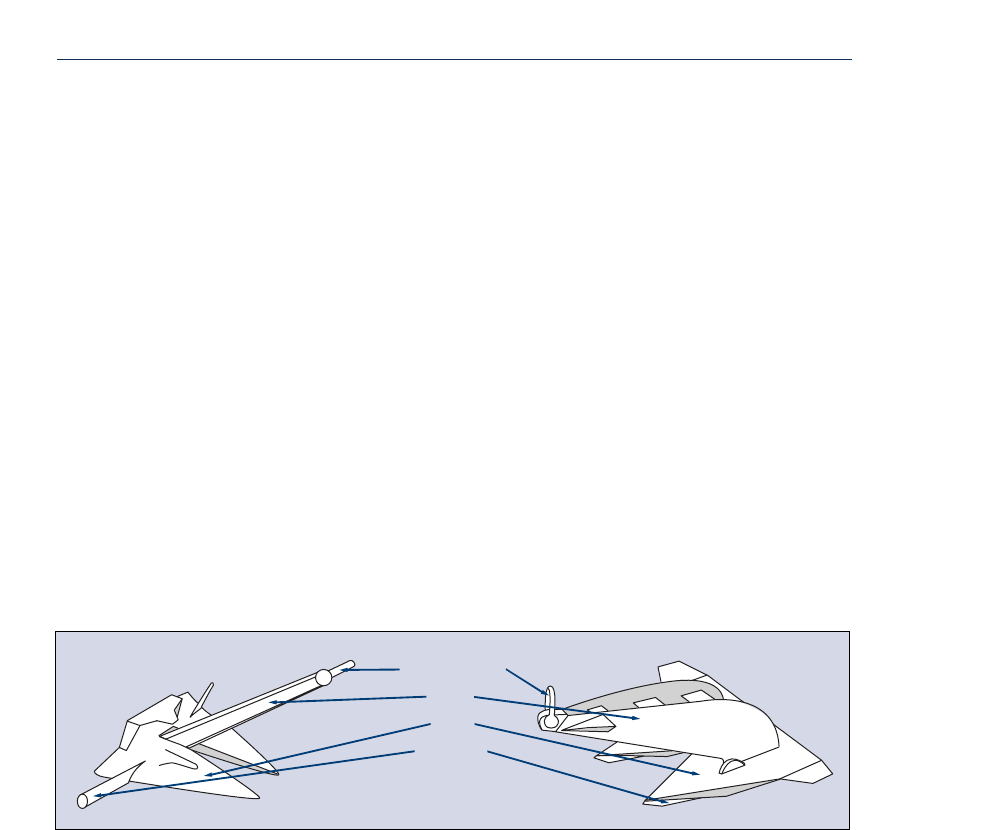
anchor shackle
shank
fluke
stabilisers
Based upon certain charateristics such as fluke area, shank, stabilisers, it is
possible to classify the various anchor types. To allow a rough comparison of
anchor type efficiency, an indication (*) is provided for a 10 t anchor as (HOLDING
CAPACITY = WEIGHT * EFFICIENCY).
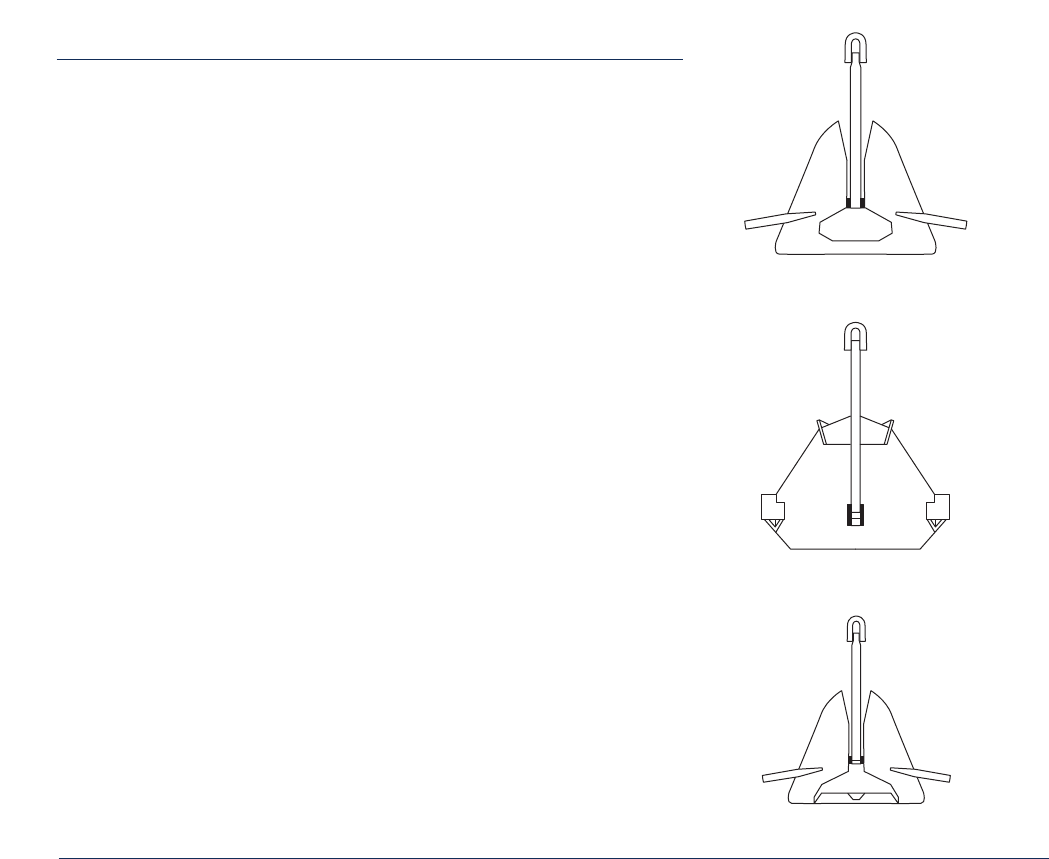
Class A efficiency range *33 to 55
slender anchors with ultra-penetration.
Characteristics of anchor types
StevprisClass A
Stevshark
FFTS
14
Class B efficiency range *17 to 25
anchors with ‘elbowed’ shank, allowing for improved penetration.
Characteristics of anchor types
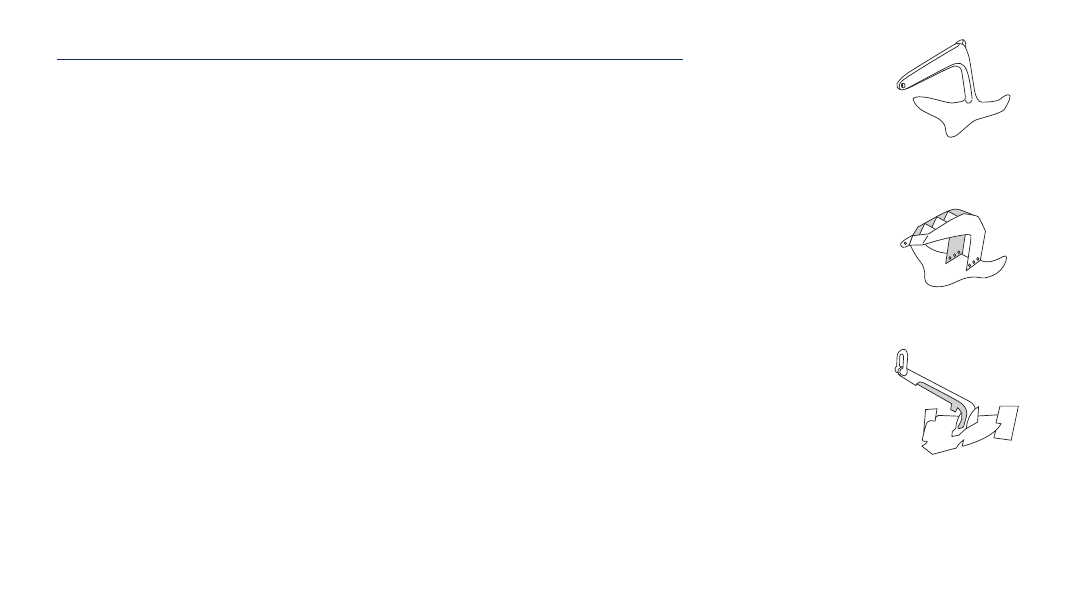
Bruce TS
Hook
Bruce SSClass B
15
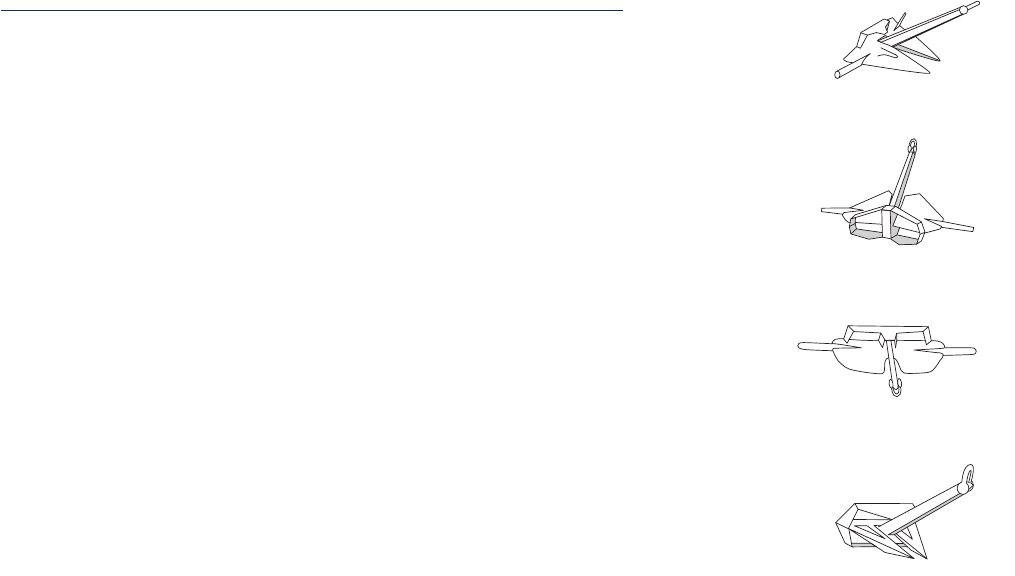
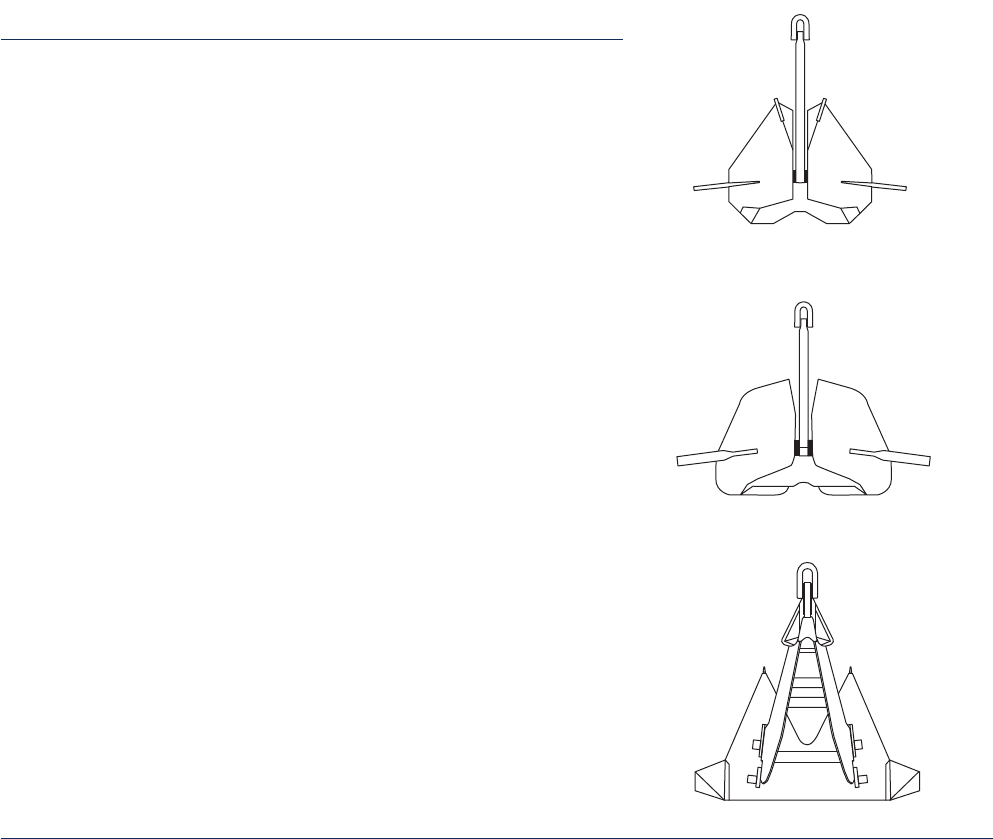
Class C efficiency range *14 to 26
anchors with open crown hinge near the centre of gravity and relatively
short shank and stabilisers or built-in stabilisers.
Characteristics of anchor types
Stevfix
Stevmud
Flipper Delta
StevinClass C
16

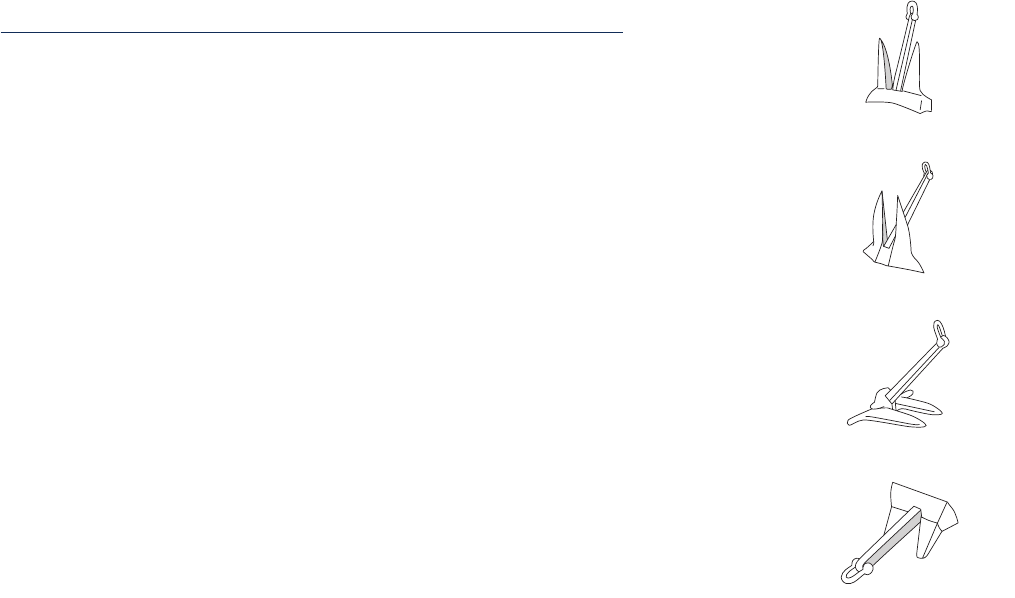
Class D efficiency range *8 to 15
anchors with hinge and stabilisers at the rear and relatively long shanks and
stabilisers.
Characteristics of anchor types
LWT
Moorfast - Stato - Offdrill
Boss
DanforthClass D
17
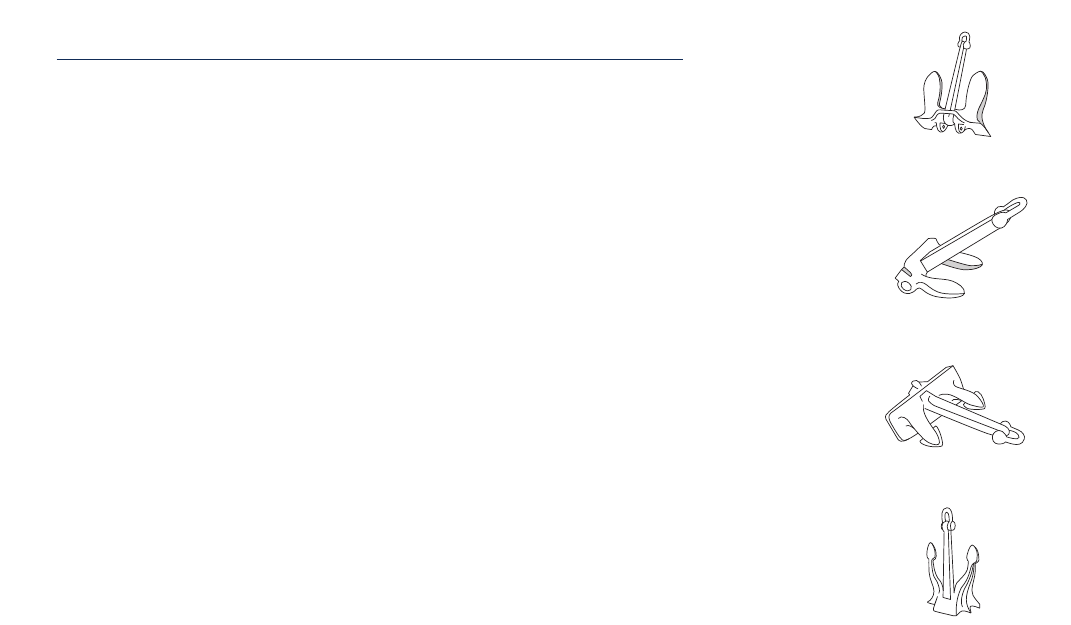
Class E efficiency range *8 to 11
anchors with very short, thick stabilisers; hinge at the rear and a relatively
short, more or less square-shaped shank.
Characteristics of anchor types
Stokes
Snugstow
Weldhold
AC14Class E
18
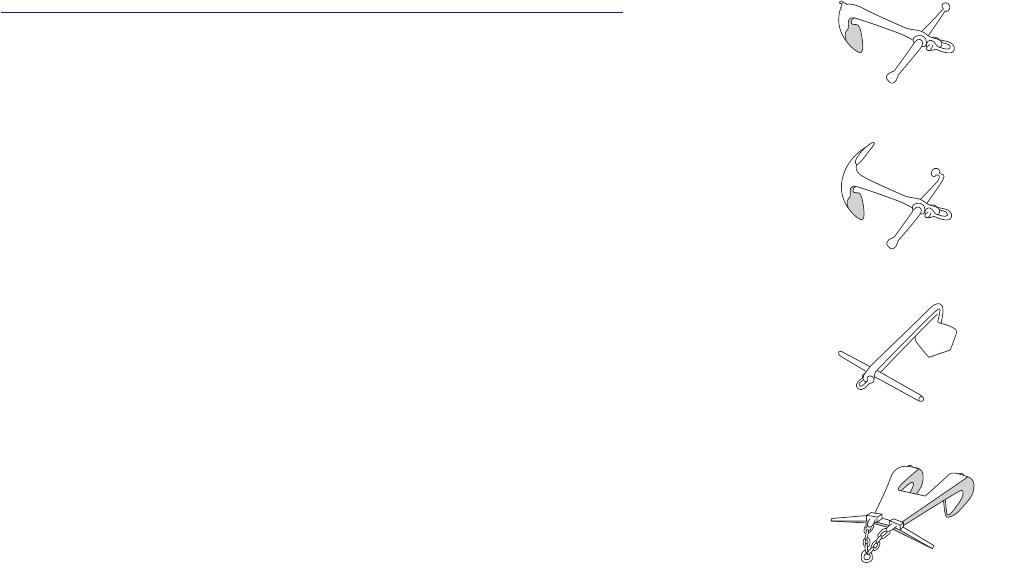
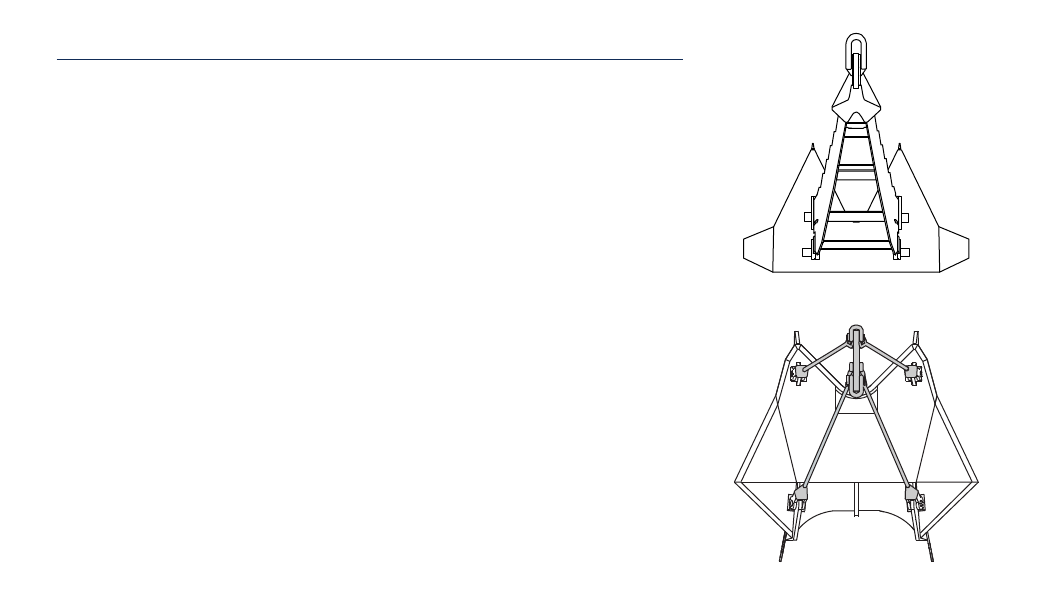
Class F efficiency range *4 to 6
anchors with square shank, no stock stabilisers. The stabilising resistance is
built-in the crown.
Characteristics of anchor types
Beyers
Union
Spek
US Navy StocklessClass F
19
Class G efficiency range *<6
anchors with small fluke area and stabilisers at the front of the shank.
Characteristics of anchor types
Stock
Dredger
Mooring Anchor
Single Fluke StockClass G
20
History of vryhof anchor designs
A brief chronological summary of the types of anchors vryhof has designed
for use in the offshore and dredging industries:
•1972 - The Stevin anchor: The original design. The wing was not yet
enlarged. The anchor had a square shank. It is no longer manufac-
tured.
•1974 - The Hook anchor: originally designed for permanent moorings.
This design was surpassed in 1980 by the Stevpris design and is no
longer manufactured.
•1977 - The Stevin Mk3 anchor: is the improved version of the original
Stevin anchor. It was equipped with an enlarged crown and fluke
area and a streamlined shank for more efficient penetration. This
anchor is still manufactured and in use in offshore and dredging
activities. It has all classification societies approvals.
Stevin
Hook
Stevin Mk3
21
History of vryhof anchor designs
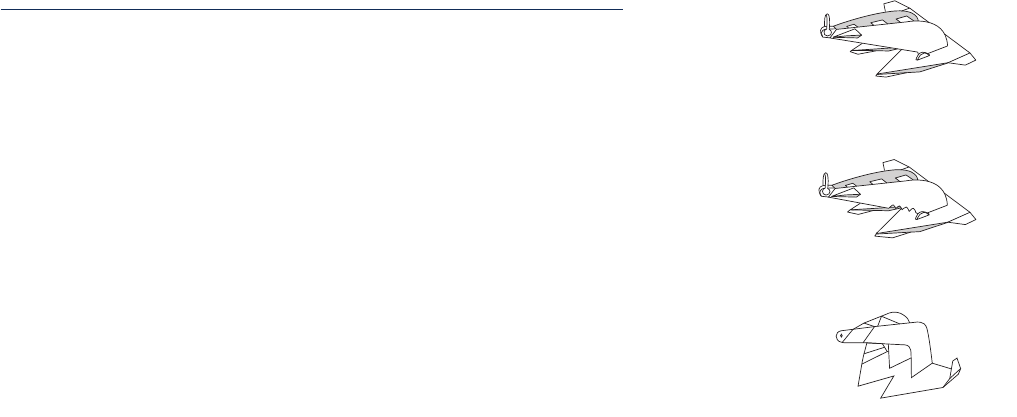
•1978 - The Stevfix anchor: this anchor was designed with special fluke
points for harder soils and a larger fluke area than the Stevin, but
has been surpassed by the Stevpris anchor. It is no longer manufac-
tured.
•1979 - The Stevmud anchor: the Stevmud is essentially the Stevin anchor
with a considerably enlarged fluke area. This anchor type was also
surpassed by the Stevpris anchor and is no longer manufactured.
•1980 - The introduction of the Stevpris and Stevshark anchors. The
Stevpris anchor is a deep penetrating anchor with a plough
shaped shank, surpassing the performance of all earlier designs in
the vryhof range, and incorporating the latest experience, research
and knowledge of the anchor designer. The Stevshark anchor is a
specially reinforced Stevpris anchor, equipped with a serrated
shank and cutter-teeth for better penetration in hard soils, such as
coral types or sandstone. The fluke points are specially reinforced
to withstand high point loads.
Stevmud
Stevpris
Stevfix
22
History of vryhof anchor designs
•1990 - The Stevpris Mk5 and Stevshark Mk5 were introduced. The
improved versions of the original Stevpris and Stevshark anchors.
Improvements have concentrated on two features: higher holding
capacity and easier handling.
•1996 - Introduction of the Stevmanta VLA (Vertical Load Anchor). Based
on industry demand for an anchor that could withstand vertical
loads, the Stevmanta VLA was developed. The Stevmanta VLA is a
new design in which a traditionally rigid shank has been replaced
by a system of wires connected to a plate. The anchor is designed to
accept vertical (or normal) loads and is installed as a
conventional drag embedment anchor with a horizontal load to
the mudline to obtain the deepest penetration possible. By chang-
ing the point of pulling at the anchor, vertical (or normal) loading
of the fluke is obtained thus mobilising the maximum possible soil
resistance. As a VLA is deeply embedded and always loaded in a
direction normal to the fluke, the load can be applied in any
direction. Consequently the anchor is ideal for taut-leg mooring
systems.
Stevshark Mk5
Stevmanta
23

Theory
2

Theory
Anchor design used to be based on practical experience of the anchor man-
ufacturer only. Nowadays, science has become a major factor in the design
process, complementing the experience of the anchor manufacturer. Based
on test results, both in the laboratory and in the field, a much better under-
standing of anchor behaviour has been achieved.
The performance of an anchor is influenced by many different parameters,
of which the following are only a few: fluke area and design, shank design,
soil conditions, load conditions, type of mooring line.
This chapter presents a short overview of how these parameters influence
the performance of the anchor. It is by no means complete, but it will give a
better understanding of how an optimal anchor design can be achieved. In
the last part of this chapter, a few relevant test results are presented.
Introduction 25
Anchor holding capacity 26
fig. 2-02
fig. 2-01
fig. 2-03
fig. 2-04
Criteria for anchor holding capacity
The holding capacity of an anchor is governed by the following parameters:
•The fluke area, which is limited by the strength of the anchor design.
•The penetration of the anchor. The penetration of the anchor is governed
by the soil type (deep penetration in very soft clay and shallow penetra-
tion in sand), the anchor type (design), the type of mooring line that is
used (chain or wire rope) and the applied load.
An increase in fluke area or an increase in the penetration depth of the
anchor results in a higher holding capacity.
In the following paragraphs, the influences on the anchor penetration are
further clarified.
Streamlining of the anchor
A streamlined anchor is very important for optimal penetration in the soil.
As can be seen in fig. 2-01 and fig. 2-02, an anchor which has protruding
parts will encounter much more soil resistance and consequently will not
penetrate as deep as a more streamlined anchor with the same fluke area.
Shank shape
A square shank, which is common for most older type single shank anchors,
will cause penetration resist-ance due to the fact that the soil can not pass
easily past the shank. A clod of soil will form underneath the shank, effec-
tively increasing the resistance of the soil (fig. 2-03). Bevelling the shank
allows deeper penetration.When the single shank is replaced by a twin
shank construction (for instance Stevpris, FFTS), usually two thin parallel
steel plates, the soil can more easily pass through and past the shank, and
consequently the twin shank anchor can penetrate deeper (fig. 2-04).
Mooring line
An anchor connected to a wire rope mooring line will penetrate deeper
than the same anchor connected to a chain mooring line (fig. 2-05 and fig.
2-06). This is caused by the higher lateral resistance (penetration resistance)
along the chain mooring line. This effect is noticeable in all soil conditions,
but especially in very soft clay where very deep penetration can be
obtained. The holding capacity of a chain mooring line, due to friction in
and on the seabed, is larger than the holding capacity of a wire rope moor-
ing line.
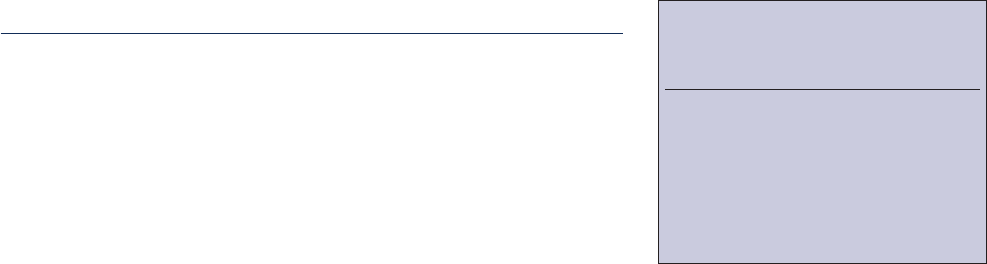
When an anchor reaches its ultimate holding capacity, i.e. it will not resist
any higher loads, at shallow penetration a wedge shaped piece of soil (in
front and above the anchor) will fail. The holding capacity of the anchor can
then be described as a combination of the following parameters (fig. 2-07
and fig. 2-08):
•The weight of the anchor (A).
•The weight of the soil in the failure wedge (B).
•The friction of the soil in the failure wedge along fracture lines (C).
•Friction between fluke surface and soil (fluke area) (D).
•The bearing capacity of shank and mooring line (E).
•The friction of the mooring line in and on the soil (E).
Anchor holding capacity 27
fig. 2-05
fig. 2-06
fig. 2-07
A
B
C
E
D
fig. 2-08
Criteria for good anchor design
Anchor parameters can be scaled from geometrically proportional anchors
using the scale rules in table A.
There are several attributes of an anchor which are crucial in assuring its
effective performance:
•The anchor must offer a high holding capacity; a result of the fluke area
and shank design in combination with penetration and soil type.
•The design of the anchor should be such that the anchor is capable of
being used successfully in practically all soil conditions encountered over
the world, ranging from very soft clay to sand, corals and calcarenites.
•The fluke/shank angle of the anchor should be easily adjustable, allowing
the anchor to be quickly deployed in different soil conditions.
•The design must be so conceived and produced that the high loads com-
mon in practice can be resisted and that the anchor can be easily handled,
installed, retrieved and stored.
•The penetration of an anchor depends upon its shape and design.
Obstructing parts on the anchor should be avoided as much as possible.
•The stability of an anchor encourages its penetration and, consequently,
its holding capacity. Efficient stabilisers are an integral part of a good
anchor design.
•The shank must permit passage of the soil.
•The surface area of an anchor fluke is limited by the required structural
strength of the anchor.
•The anchor design must have optimal mechanical strength to fulfil
requirements and stipulations of the classification societies.
•The anchor should be designed to ensure an optimum between structur-
al strength of the anchor and holding capacity.
•The anchor should be streamlined for low penetration resistance.
28
table A
Scale influence
Model Reality Related
to Weight
Length LnW 1/3
Fluke area An
2W 2/3
Weight Wn
3W
Penetration PnW 1/3
Moment Mn
4W 4/3
Moment of iner tia In
4W 4/3
Section Modulus Sn
3W
Bend ing stress M/S n4/n3=n W 1/3
Shear strength F/A n3/n2=n W 1/3

Aspects of soil in anchor design 29
Aspects of soil mechanics in anchor design
Until the nineteen seventies anchor design was largely an empirical process.
There was not much science involved, more use of experience. It is not easy,
for instance, to calculate the Ultimate Holding Capacity (UHC) of an anchor
from the commonly known soil mechanics formulas. The main problem is
the prediction of the volume of soil mobilised by the anchor. To a large
degree, it is this volume which determines the UHC. Detailed understanding
of soil characteristics and behaviour is essential in the anchor design
process and of increasing benefit in handling at sea. It is this understanding
which is the hallmark of a competent anchor designer and builder.
For anchor design and installation, the availability of good soil data is of
utmost importance as the soil is of great influence on anchor behaviour. The
following are influenced by the soil conditions encountered:
Anchor type - some anchors are more suited for soft soil conditions (soft
clay), while others are more suited for hard soils (sand and hard clays),
although there are a number of anchor types on the market that are suited
for most soil conditions encountered.
Holding capacity - in hard soil like sand and hard clay, the maximum
attainable ultimate holding capacity with a certain anchor type and size is
higher than the attainable ultimate holding capacity in very soft clay.
Penetration and drag - in very soft clay the anchor will penetrate deeper
than in harder soil like sand. As a consequence, the drag length of the
anchor will also be longer in very soft clay than in hard soil.
Retrieval forces - when an anchor is installed in very soft clay, the required
retrieval forces will be higher than in hard soil like sand. For example, in
very soft clay the required retrieval force of an anchor can be equal to 80%-
90% of the installation load while in hard soil (sand) the retrieval force
might only be 20%-30% of the installation load.
Soil classification 30 Undrained Shear Strength (kPa)
Consistency ASTM BS
of Clay D-2488 CP-2004
Very soft 0 - 13 0 - 20
Soft 13 - 25 20 - 40
Firm 25 - 50 40 - 75
Stiff 50 - 100 75 - 150
Very stiff 100 - 200 150 - 300
Hard 200 - 400 300 - 600
Very hard > 400 > 600
table B
Soil strength is generally expressed in terms of the shear strength parame-
ters of the soil. The soil type is classified mainly by grain size distribution.
Grain size Soil descrip tion
< - 2 µm Clay
2 - 6 µm Fine Silt
6 - 20 µm Medium Silt
20 - 60 µm Coarse Silt
60 - 200 µm Fine Sand
200 - 600 µm Medium Sand
0.6 - 2 mm Coarse Sand
2 - 6 mm Fine Gravel
6 - 20 mm Medium Gravel
20 - 60 mm Coarse Gravel
60 - 200 mm Cobbles
> - 200 mm Boulders
IIn general, the soil types encountered in anchor design are sand and clay
(Grain diameter from 0.1 µm to 2 mm). However, mooring locations consist-
ing of soils with grain sizes above 2 mm, such as gravel, cobbles, boulders,
rock and such, also occur. Clay type soils are generally characterised by the
undrained shear strength, the submerged unit weight, the water content
and the plasticity parameters. The consistency of clays is related to the
undrained shear strength. However, American (ASTM) and British (BS) stan-
dards do not use identical values (table B).
The undrained shear strength values Sucan be derived in the laboratory
from unconfined unconsolidated tests (UU).
Soil classification 31
On site the values can be estimated from the results of the Standard
Penetration Test (SPT) or Cone Penetrometer Test (CPT). An approximate
relation between shear strength and the test values are shown in table C.
The mechanical resistance of sandy soils is predominantly characterised by
the submerged unit weight and the angle of internal friction, ϕ. These
parameters are established in the laboratory. An approxim-ate correlation
between the angle ϕand the relative density of fine to medium sand is given
in table D. The undrained shear strength of clayey soil can also be estimated
based on manual tests.
•In soft clay the thumb will easily penetrate several inches, indicating an
undrained shear strength smaller than 25 kPa.
•In firm (medium) clay the thumb will penetrate several inches with mod-
erate effort, indicating an undrained shear strength between 25 kPa and
50 kPa.
•Stiff clay will be easily indented with the thumb but penetration will
require great effort, indicating an undrained shear strength between 50
kPa and 100 kPa.
•Very stiff clay is easily indented with the thumbnail, indicating an
undrained shear strength between 100 kPa and 200 kPa.
•Hard clay is indented with difficulty with the thumbnail, indicating an
undrained shear strength larger than 200 kPa.
The rock strength can generally be described by its compressive strength
(table E).
A classification system for soil based on the carbonate content and grain
size of the soil (Clark and Walker), is shown on the laste page of this chapter.
SuUU SPT CPT
kPa kPa N MPa
0 - 13 0 - 25 0 - 2 0.0 - 0.2
13 - 25 25 - 50 2 - 4 0.2 - 0.4
25 - 50 50 - 100 4 - 8 0.4 - 0.7
50 - 100 100 - 200 6 - 15 0.7 - 1.5
100 - 200 200 - 400 15 - 30 1.5 - 3.0
> 200 > 400 >-30 >3.0
table C
Descriptive Relative Angle SPT CPT
term Density ϕN MPa
Very loose < 0.15 < 30 0- 4 0 - 5
Loose 0.15 - 0.35 30 - 32 4 - 10 5 - 10
Medi um dense 0.35 - 0.65 32 - 35 10 - 30 10 - 15
Dense 0.65 - 0.85 35 - 38 30 - 50 15 - 20
Very dense > 0.85 > 38 > 50 > 20
Descriptive term Compressive
strength qu[MPa]
Very weak < 1.25
Weak 1.25 –5
Moderately weak 5–12.5
Moderately strong 12.5 – 50
Strong 50 – 100
Very strong 100 – 200
Extremely strong > 200
table D
table E
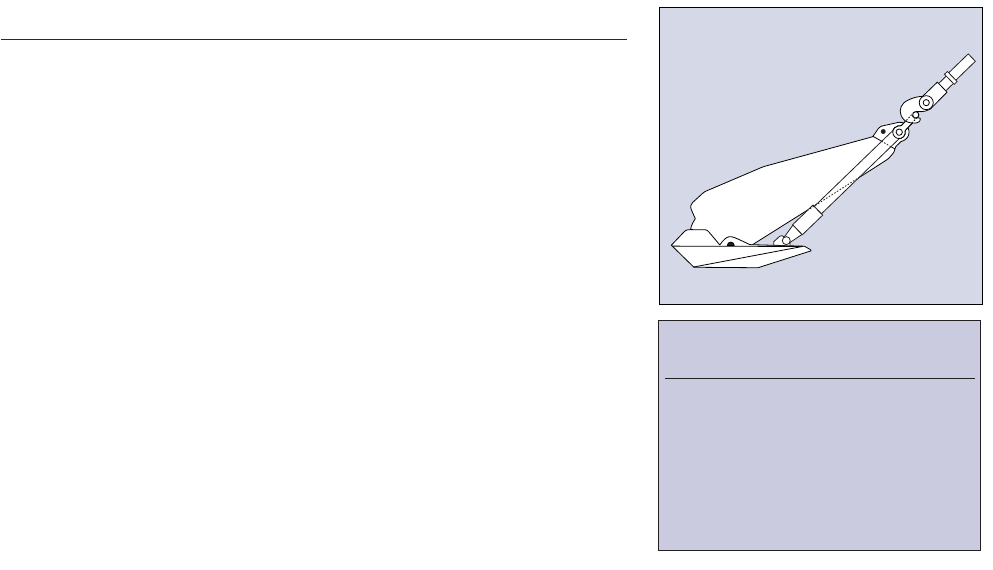
Fluke/shank angle
The penetration of an anchor into a certain soil type is greatly influenced by
the selected fluke/shank angle. For hinging anchor types (Stevin, Danforth
etc.) the fluke/shank angle is the angle between the anchor shackle, the
hinge and the fluke tip. The method for measuring the fluke/shank angle
for fixed shank anchors (Stevpris, FFTS, etc.) is not well defined. Often it is
the angle between the anchor shackle, the rear of the fluke and the fluke
tip, but not all anchor manufacturers use the same definition.
The recommended fluke/shank angles for different soil conditions are pre-
sented in table F.
Some modern anchors, like the Stevpris Mk5, have an additional intermedi-
ate fluke/shank angle of 41o, which can be used in intermediate or more
complex soil conditions. For instance at a location where the anchor has to
pass through a layer of soft clay before penetrating into a layer of sand.
If an anchor is used with an incorrect fluke/shank angle, it will negatively
influence performance. This is the case for all anchor types.
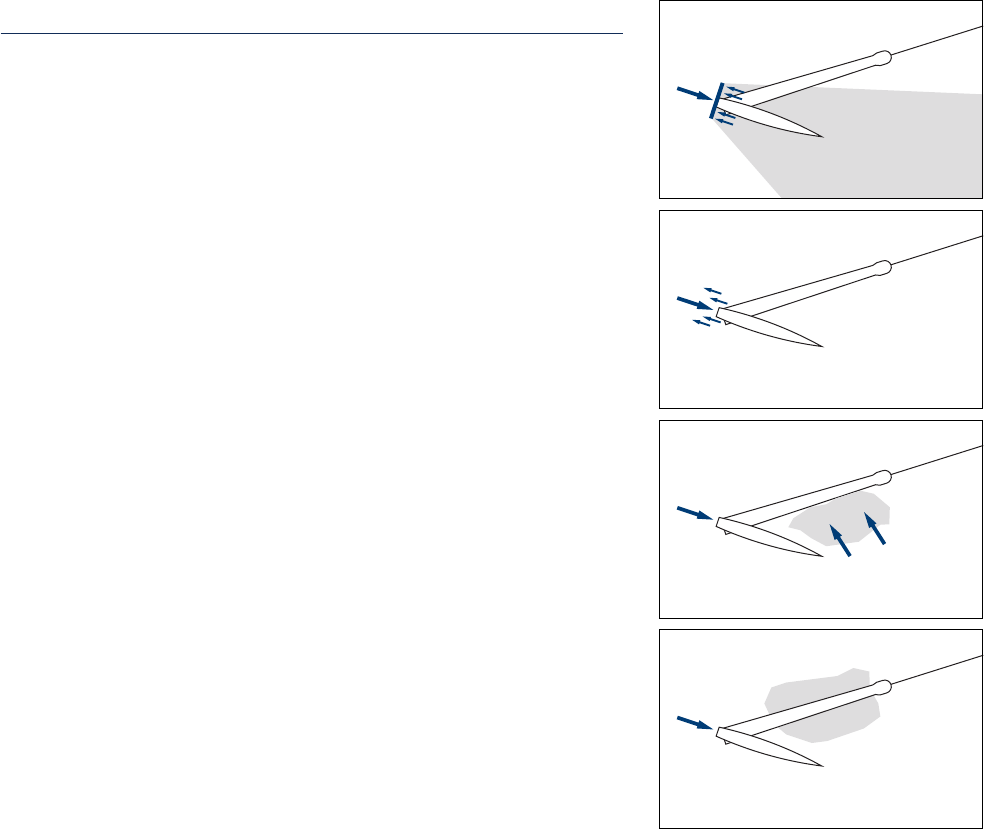
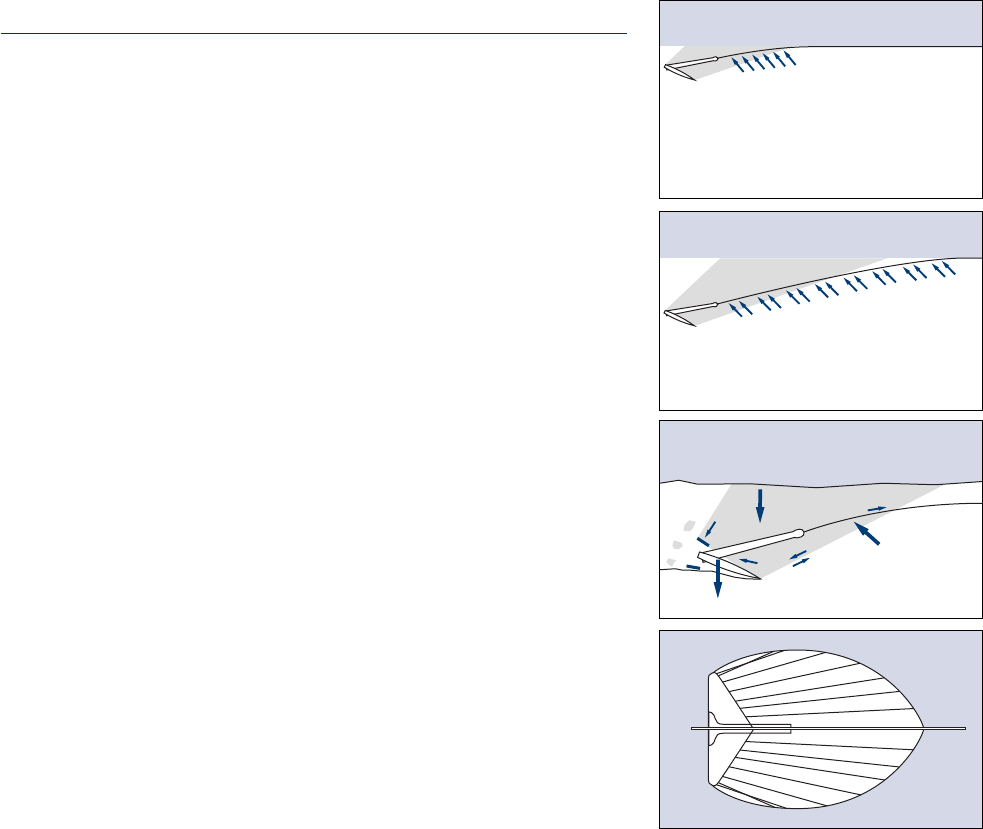
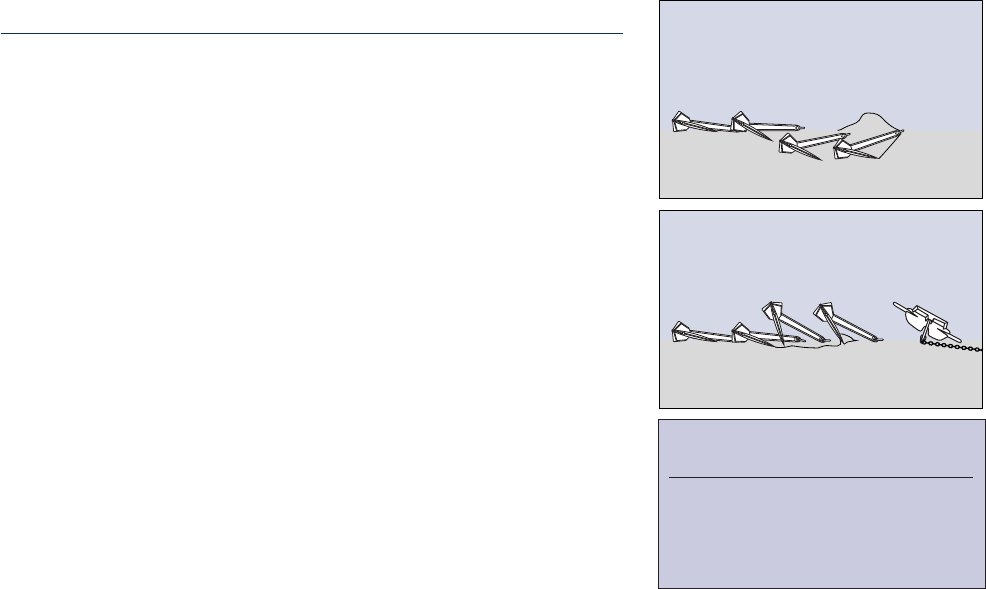
In hard soil, an anchor with a fluke/shank angle of 320will give the highest
holding power. If an anchor is used with the fluke/shank angle set at 500, the
anchor will fail to penetrate into the seabed and will begin to trip, fall aside
and slide along the seabed (Fig. 2-9 and 2-10).
32
fig. 2-09
fig. 2-10
Soil type Approximate
fluke/shank angle
Very soft clay 50˚
Medium clay 32˚
Hard clay and sand 32˚
table F
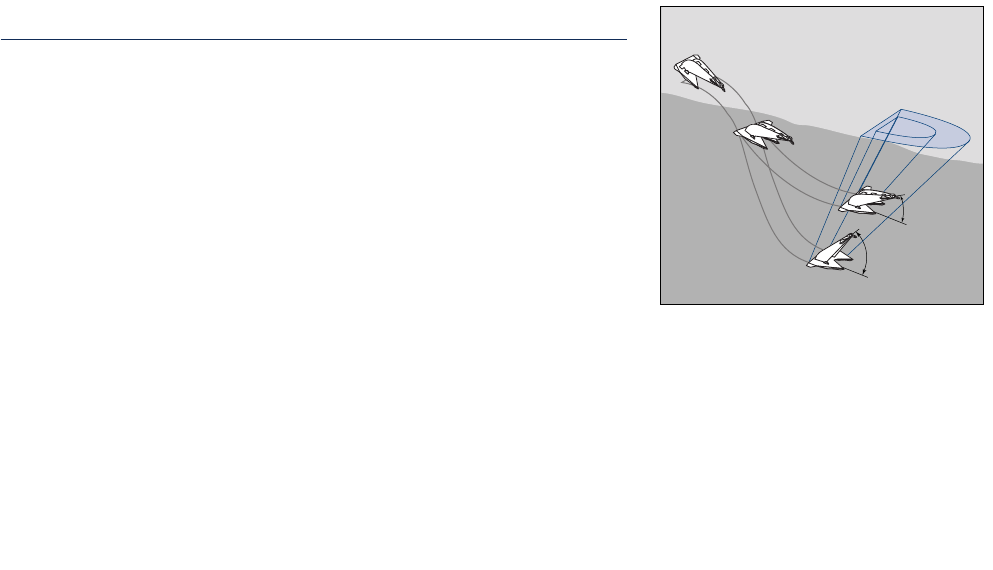
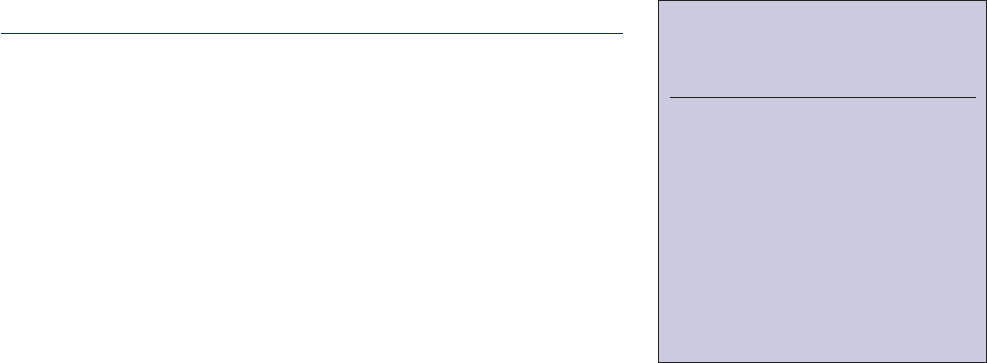
If an anchor is used in very soft clay (mud) with the fluke/shank angle set at
32o, the anchor will penetrate into the seabed, however the penetration
will be less than when a fluke/shank angle of 50ois used. Consequently the
holding capacity will be lower when the fluke/shank angle is set at 32o, and
the drag length longer (Fig. 2-11).
Fluke/shank angle 33
fig. 2-11
mud angle
sand angle
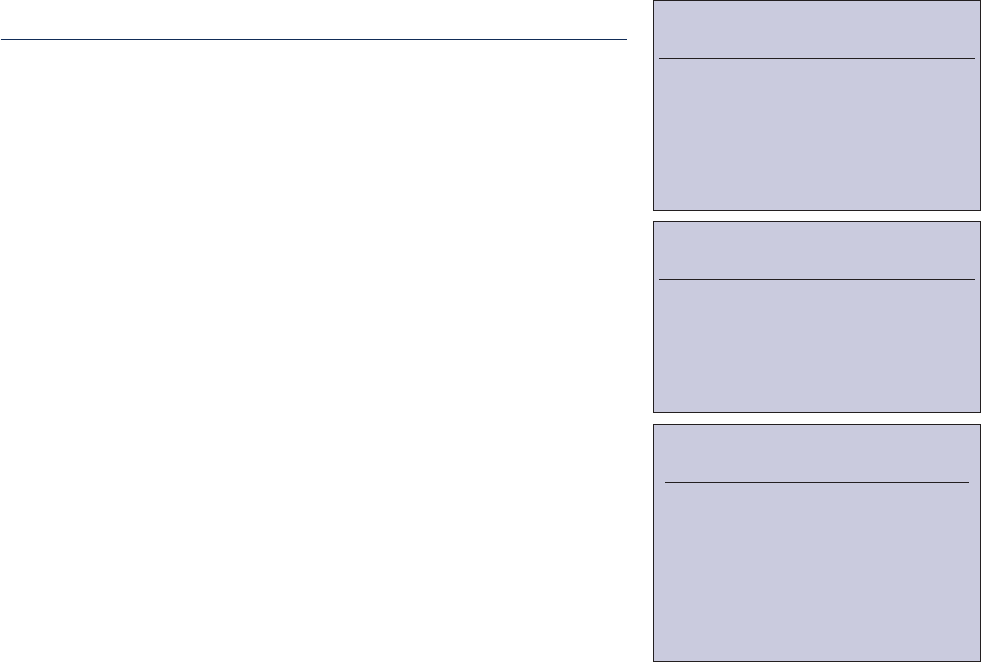
Because the fluke area of an anchor is of great influence on the holding
capacity, it can be useful to compare the fluke area of different anchor
types that are available on the market today. In general, it can be stated
that two anchors of the same weight but of different type (for instance a
Stevin anchor and a Stevpris Mk5 anchor), do not necessarily have the same
fluke area. Consequently, two anchors of the same weight but different
type, will have different holding capacities.
Some examples:
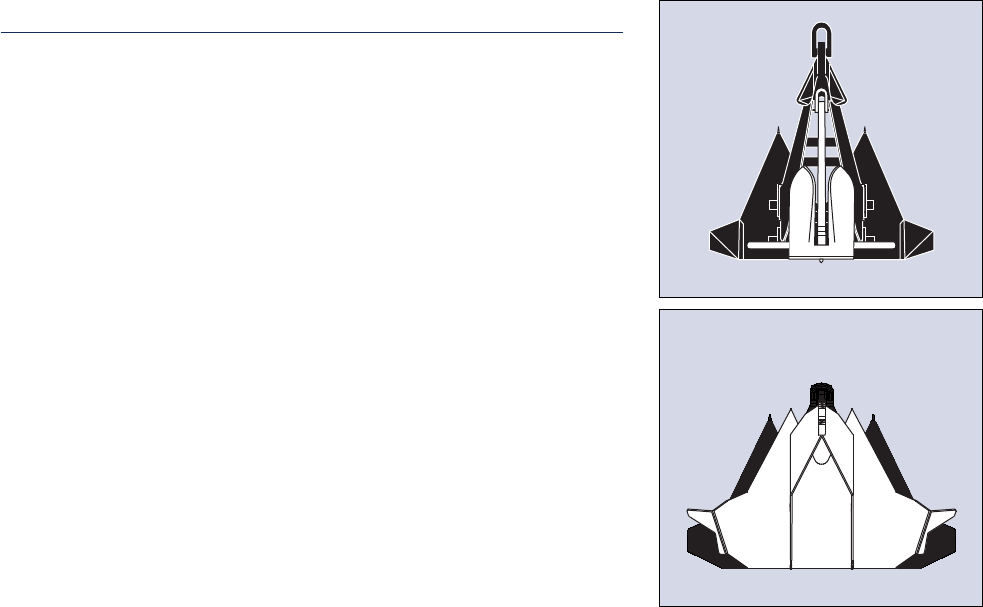
Fig. 2-12 shows a Stevpris Mk5 anchor and a Moorfast anchor, both of iden-
tical weight. It demonstrates that in spite of being the same weight, the
fluke areas differ substantially. The ultimate holding capacity of the Stevpris
Mk5 anchor is 4 to 8.5 times higher than that of the same weight Moorfast
anchor.
Fig. 2-13 illustrates the difference in fluke area of the Stevpris Mk5 anchor
in comparison with the Bruce FFTS Mk4 anchor, both of which have identi-
cal weight.
Fluke area 34
fig. 2-13
fig. 2-12

Strength of an anchor design 35
Anchors should be designed to withstand the loads applied on them in the
different loading situations. Typical loading situations and areas of special
attention for anchors are:
•During the proof loading of the anchors in the factory, after construction
has been completed. On basis of the proof load results, the classification
societies issue the approval certificate.
While embedded in the seabed
•Depending on the soil conditions, different loading situations can occur
on the anchor. In sands and clays, the load tends to be spread equally over
the anchor, which generally presents no problems. Retrieval is also very
simple, without excessive loads placed on the anchor.
•In very hard soils, the anchor has to be able to withstand the load with
only one or two of the fluke tips buried in the soil, as penetration in very
hard soil conditions is generally shallow.
•In very soft clays (mud) penetration of the anchor is uncomplicated.
However, recovery of the anchor can cause high loads, sometimes exceed-
ing the load that was used to install the anchor.
•Sidewards forces on the top of (shallow) buried anchors can be so
extreme that no anchor is capable of resisting them.
During anchor handling
•Care should be taken during the handling of the anchors, as the loads
exerted by the winches, vessels and chain can sometimes exceed the struc-
tural strength of the anchor and cause damage. Anchor designers
attempt to design the anchors for these high loads, however this is not
always possible due to variations in the magnitude of the loads during
handling operations.

Strength of an anchor design 36
•Large forces can be exerted on the anchor when high winch power is
used, the anchor is caught on the anchor rack or caught behind the stern
roller of the AHV.
•The use of an improper anchor/chaser combination. When a chaser is used
that is either too small or too large, the chaser could jam on the shank of
the anchor and cause damage.
The strength of the Stevpris anchor is now more closely examined in the
light of the remarks made before.
Strength of the shank
The prismatic shape of the Stevpris anchor not only ensures optimal pene-
tration of the soil but also guarantees maximum strength. Although the
Stevpris design also has limitations, it is one of the better designs to with-
stand sideward forces on the shank, a frequent occurrence in practice.
When using an anchor in very soft clay (mud), the bending moment on the
shank is low during the installation and when the anchor is in the soil.
However, during the breaking out of the anchor, high bending moments
could be introduced in the shank due to the high retrieval forces required
in very soft clay. In extremely sticky soils, the breaking out force of the
anchor can rise to 80% or 90% of applied anchor load; in certain instances,
it can even exceed 100%. To reduce these forces the breaking out proce-
dure is undertaken at low speed to allow time for the anchor to break out.
Strength of an anchor design 37
Strength of the fluke
The strength of the fluke and especially the fluke points of an anchor are
very important when working in extremely hard soils such as coral, lime-
stone and other rock types. It is possible in such instances that the total
holding capacity of the anchor will have to be sustained by the fluke points
alone. This means the structure must be strong enough to withstand
extreme bending forces. Loading in normal soil conditions is not a problem
due to the fact that the load is equally spread over the fluke.
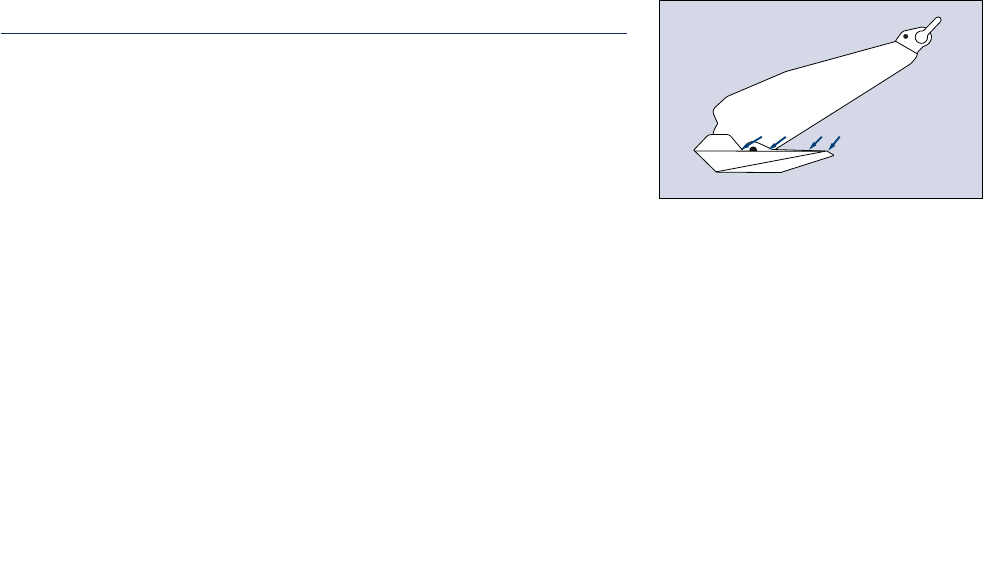
In fig. 2-14, the different force points are shown for varying soil conditions.
The location on the fluke where the proofload is applied, is also indicated.
Strength in extremely hard soils
In very hard soils such as calcarenite, coral and limestone, an anchor will not
penetrate very deeply. Consequently the load applied to the anchor has to
be held by the fluke tips of the anchor and a small portion of the fluke. This
means that extremely high loads will be applied to the fluke tips, compared
to normal soil conditions such as sand and clay.
For use in very hard soil conditions, vryhof has designed the Stevshark
anchor, a modified version of the Stevpris anchor. To create the Stevshark,
the Stevpris anchor has been strengthened, consequently a Stevshark
anchor having the same outside dimensions and holding capacity as a
Stevpris anchor will be heavier.
Strength calculations of the Stevshark design have been made to guarantee
sufficient strength in the fluke points. The Stevshark anchor is designed to
withstand the application of the main part of the load on just its fluke tips.
fig. 2-14
rock
proofloadclay sand

Strength of an anchor design 38
To promote penetration, the Stevshark anchor has a serrated shank and can
be provided with cutter points on the fluke tips. Ballast weight can also be
added inside the hollow flukes of the anchor, up to 35% of the anchor
weight. This is important when working in very hard soil, where the anchor
weight pressing on the fluke tips promotes penetration, i.e. increased bear-
ing pressure.

The loads in a mooring system are caused by the wind, waves and current
acting on the floater. Depending on the location of the floater in the world,
different metocean conditions will prevail. In the table below, some
extreme metocean conditions are presented for different areas.
The loads induced in the mooring system can be divided into quasi-static
loads and total dynamic loads. The quasi static load is the load due to the
swell, wind, current and the frequency of the system. For quasi-static loads,
the systems tend to move at a low frequency, generally with a period of 140
to 200 seconds.
On top of this quasi-static load there are the individ-ual wave forces causing
a high frequency motion. The high frequency motion causes dynamic shock
loads with a period of 10 to 14 seconds due to the rolling of the vessel and
the movements of the anchor lines through the water. The quasi-static load
plus the individual wave forces is called the total dynamic load. Generally
the quasi-static loads will be equal to 50% to 90% of the total dynamic load.
See Fig. 2-15 for an example of the difference between the quasi-static load
and the total dynamic load.
Anchor loads and safety factors
fig. 2-15
4000
3000
2000
1000
0
8300 8400 8500 8600 8700 8800 9800
3895
Total dynamic
Quasi static
2342
Load in kN
Time in seconds
Location Waveheight Wave period Windspeed Current
msm/s m/s
Campos Basin 8 – 10 12 - 15 25 1
Gulf of Mexico 11 14 44 - 48 1
Northern North Sea 15 - 16 15 - 17 38 - 39 0.9– 1.2
Porcupine Basin 16 - 18 16 - 20 39 - 41 1.0 – 1.5
Vorine Basin 14 - 15 16 - 17 37 - 39 1.0 – 1.5
West of Africa 4 - 6 10 - 16 20 0.3 – 0.6
West of Shetlands 15 - 17 16 - 19 39 - 41 1.0 – 3.0
39
Anchor loads and safety factors
The quasi-static and total dynamic loads are generally calculated for the
intact and damaged load condition. The intact load condition is the condi-
tion in which all the mooring lines are intact. The damaged load condition
is the condition in which one of the mooring lines has broken.
From the quasi-static load and the total dynamic load, the required holding
capacity of the anchor can be calculated. This is called the ultimate holding
capacity (UHC) for drag embedment anchors and the ultimate pull-out
capacity (UPC) for VLAs. The required holding capacity is calculated by
applying the factors of safety specified by the classification societies.
In the tables G and H, the factors of safety are presented for the different
load conditions for drag embedment anchors (for instance the Stevpris Mk5
anchor), according to API RP 2SK. The factors of safety used by the major
classification societies are generally similar to those given in API RP 2SK (2nd
edition, 1996).
For VLAs, the recently used factors of safety suggested by ABS, are present-
ed in table I.
The factors of safety for VLAs are higher than the factors of safety required
for drag embedment anchors, due to the difference in failure mechanisms.
When a drag embedment anchor reaches its ultimate holding capacity, it
will continuously drag through the soil without generating additional hold-
ing capacity, i.e. the load will stay equal to the UHC. When a VLA exceeds its
ultimate pullout capacity, it will slowly be pulled out of the soil.
In table J the safety factors according to API RP 2SK for the mooring line are
presented for comparison purposes.
40 Permanent Quasi-static Total dynamic
mooring load load
Intact load condition 1.8 1.5
Damaged condition 1.2 1.0
Temporary Quasi-static Total dynamic
mooring load load
Intact load condition 1.0 0.8
Damaged condition Not required Not required
VLA Total dynamic
load
Intact load condition 2.0
Damaged condition 1.5
table G
table H
table I
Mooring line Quasi-static Dynamic
safety factors load load
Intact load condition 2.00 1.67
Damaged load condition 1.43 1.25
Transient load condition 1.18 1.05
table J
Drag embedment anchors
Drag embedment anchors are generally installed by applying a load equal to
the maximum intact load. For permanent mooring systems the installation
load should be held for the period specified by the classification societies
(see table K). The anchor will then have penetrated to a certain depth, but
will still be capable of further penetration because the ultimate holding
capacity has not been reached. The anchor will also have travelled a certain
horizontal distance, called the drag length. After installation the anchor is
capable of resisting loads equal to the installation load without further pen-
etration and drag. When the installation load is exceeded, the anchor will
continue to penetrate and drag until the soil is capable of providing suffi-
cient resistance or the ultimate holding capacity has been reached. However,
there are certain effects which allow the anchor to withstand forces larger
than the installation load without further penetration and drag. These are:
The set-up and consolidation effect
Set-up and consolidation mainly occur in clayey soils. The penetrating
anchor disturbs the soil and the soil temporarily loses strength. With time,
the disturbed clay reconsolidates to its initial shear strength, this takes from
a few hours up to 1 month, depending on the soil type. Because not all the
soil around the anchor is disturbed, the set-up effect factor is less than the
sensitivity index indicates. The disturbance mainly reduces the soil resis-
tance parallel to the fluke. On reloading, the parallel soil resistance gains
strength, it takes a larger load to move the anchor again. Equilibrium dic-
tates that also the normal load, i.e. the bearing soil resistance to the fluke,
increases; consequently the load at the shackle increases also with the set-
up factor. Observations on anchors for drilling rigs and theoretical consid-
erations for a 3 to 4 week consolidation time demonstrate a typical set-up
effect factor =1.5.
Anchor behaviour in the soil 41 Classification Required duration of
society maintaining tension
Lloyd’s Register of Shipping 20 minutes
American Bureau of Shipping 30 minutes
Det Norske Veritas (NMD) 15 minutes
table K
Anchor behaviour in the soil
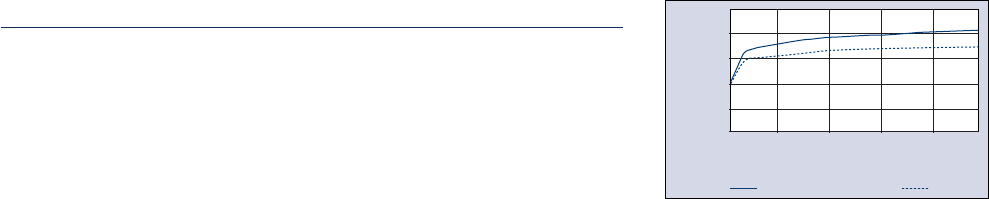
The rate effect
An increased rate of loading increases the soil resistance, consequently the
anchor holding capacity increases. This must be taken into account with
respect to total dynamic loads. For anchor behaviour the rate effect factor
indicates how much higher the dynamic high frequency load may be with-
out causing extra movement of the anchor once installed at the installation
load. The rate of loading influences pore pressure variations, viscous inter-
granular forces and inertia forces. Typical rate effect factors are 1.1 to 1.3
for total dynamic loads, see Fig. 2-16 where the rate effect is presented for
two different soil conditions (Su = 10 kPa and Su = 50 kPa).
Using the rate effect and set-up factors, the behaviour of the anchor after
installation can be predicted more accurately.
Vertical Load Anchors
A VLA is installed just like a conventional drag embedment anchor. During
installation (pull-in mode) the load arrives at an angle of approximately 45
to 500to the fluke. After triggering the anchor to the normal load position,
the load always arrives perpendicular to the fluke. This change in load direc-
tion generates 2.5 to 3 times more holding capacity in relation to the instal-
lation load. This means that once the required UPC of the VLA is known, the
required installation load for the VLA is also known, being 33% to 40% of
the required UPC.
As a VLA is deeply embedded and always loaded in a direction normal to
the fluke, the load can be applied in any direction. Consequently the anchor
is ideal for taut-leg mooring systems, where generally the angle between
mooring line and seabed varies from 25 to 450.
42
fig. 2-16
0
1.2
1.1
1
0.9
0.8
0 200 400 600 800 1000
Time factor St
Rate effect factor
Su=10 kPa Su=50 kPa
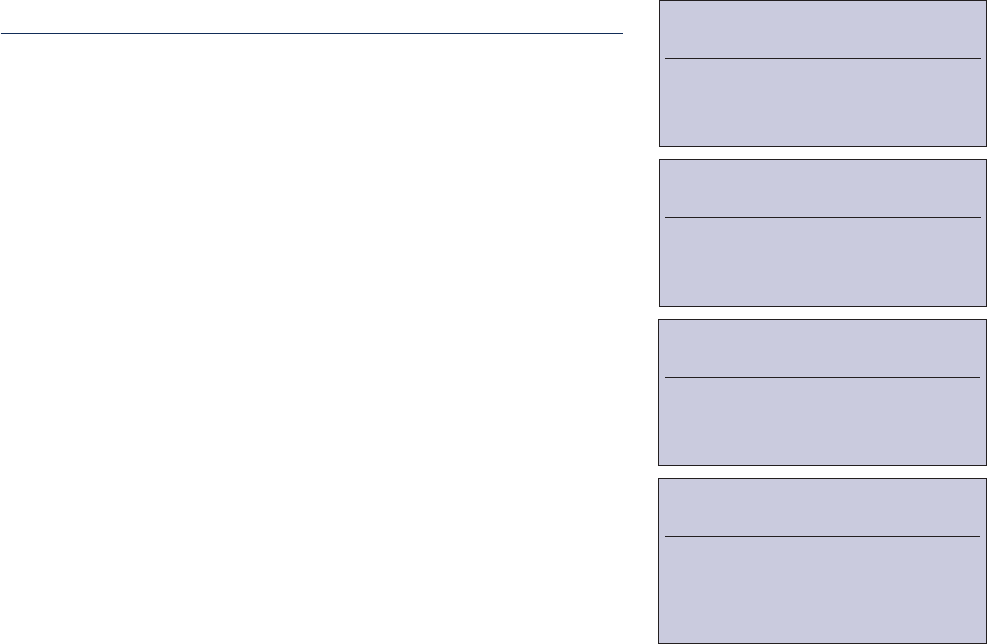
Proof loads anchors
Proof loads for high holding power anchors
The proof load according to Classification Societies’ rules is applied at 1/3rd
of the fluke length and is carried out immediately on fabrication of the
anchor. It is obtained by placing the anchor in a test yoke in which a
hydraulic cylinder applies the test loads, controlled by a calibrated
manometer
(fig. 2-17). The vryhof anchor types have been approved by the following
Classification Societies:
•The American Bureau of Shipping
•Bureau Veritas
•Det Norske Veritas
•Germanischer Lloyd
•Lloyd’s Register of Shipping
•Registro Italiano Navale
•USSR Register of Shipping
•Nippon Kaiji Kyokai
•Norwegian Maritime Directorate
In the early days there were no specific regulations regarding the holding
power and strength of mooring anchors. The rules which did exist were
often followed regardless of the type of vessel.
Some anchors were approved as ‘high holding power’ anchors. This so-
called HHP approval was obtained after carrying out field tests in various
types of soil in which it had to be shown that an anchor provided a holding
power of at least twice that of a standard stockless anchor. If an HHP anchor
was requested by the owner, the anchor has proof tested in strict accor-
dance with the rules, nothing more. See table J for some examples of HHP
anchor proof loads. A more detailed overview of HHP anchor proof loads is
fig. 2-17
Anchor Proof Load Anchor
weight fac tor weight
1 t 26 t 26 x
5 t 79 t 15 x
7 t 99 t 14 x
10 t 119 t 12 x
15 t 155 t 10 x
20 t 187 t 9 x
table J
43
Proof loads anchors
given in the product data section.
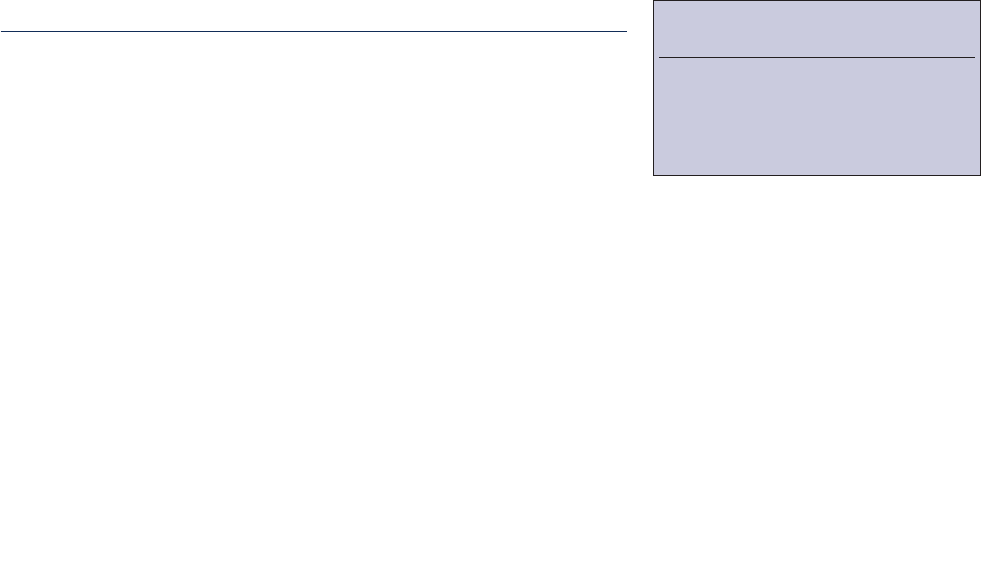
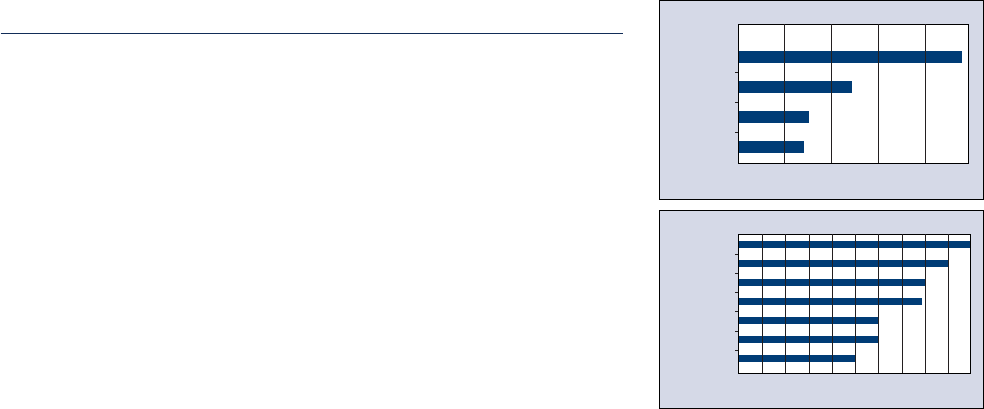
The use of the specified proof loads for HHP anchors can lead to situations
where different types of anchors with the same holding capacity are proof
loaded at different loads, see fig. 2-18. From this figure it can be concluded
that the proof load of the anchors should preferably be related to the
break-load of the mooring line on the vessel.
Nowadays the rules and regulations are far more rigid, and the require-
ments have been substantially increased. There are now special rules for
‘mobile offshore units’ and ‘permanently moored structures’.
If anchors need mobile offshore units certification, the following properties
may be required:
•Proof load of the anchors at 50% of the breaking load of the chain.
•Submission of a strength calculation of the anchor to the classification
society prior to commencing anchor production: this includes determin-
ing the mechanical strength of the anchor as well as proving that the
applied material can withstand the proofload.
•A statement of documented holding power from the anchor supplier.
•Submittal of a Quality Assurance/Quality Control Manual.
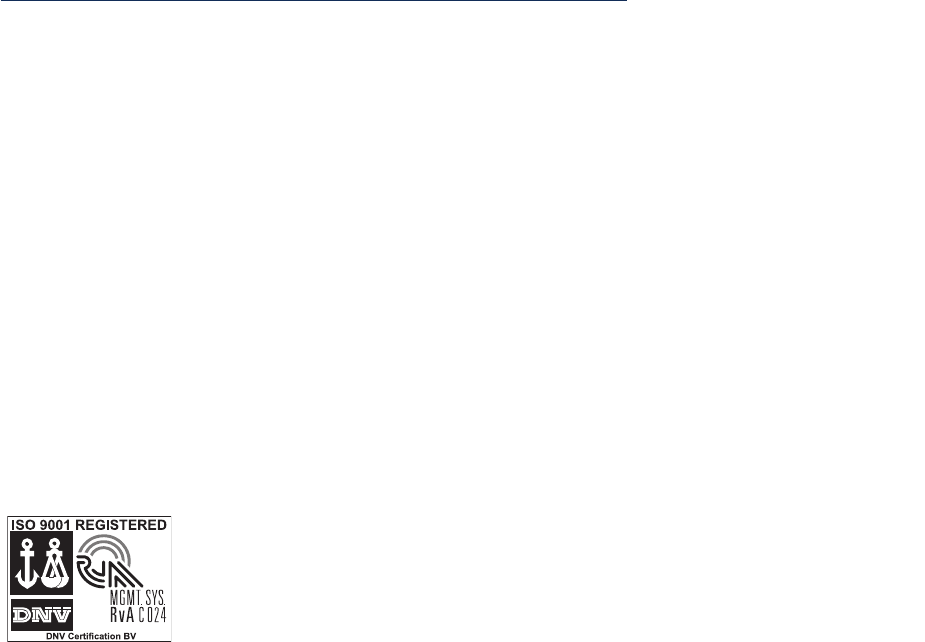
In fig. 2-19, a mooring system is shown in which all of the components are
balanced. The strength of the mooring line, holding capacity of the anchor
and strength of the anchor are all in the correct proportion and comply with
the rules.
44
fig. 2-18
0 50 100 150 200 250
29 t Danforth
10 t Stevin Mk3
4.5 t Stevshark Mk5
4 t Stevpris Mk5
Proofload in t
Proofload HHP anchors, UHC=250 t.
fig. 2-19
0 10 20 30 40 50 60 70 80 90 100
Breakload chain
Ultimate holding
capacity anchor
Damaged load floater
Proofload chain
Pretension
load anchor
Intact load floater
Proofload anchor
Balanced mooring system API RP 2SK
Load in %
Quality control 45
The application of more advanced and complex technology in anchor
construction has brought about requirements for a systematic approach to
quality. Initiated by various authorities they are continuously refined and
followed up by operating companies such as vryhof anchor. Like other
companies, vryhof has become increasingly aware of the vital importance
of managerial aspects and their influence on the total quality-assurance
and control system.
Design and fabrication of anchors for permanent moorings are in
accordance with the quality requirements of the Rules NS/ISO 9001 as
described in our Quality Assurance Manual. Vryhof anchors obtained the
ISO 9001:2000 certificate No. 29389-2008-AQ-NLD-RvA Rev.1 issued by Det
Norske Veritas for ‘Design, Manufacture of anchors, and Sales of anchors
and mooring components’.
Quality control is maintained throughout production. A compilation of
certificates is presented to a client upon completion of a project.

Anchor tests
Introduction
In addition to prac ti cal expe ri ence of users and asso ciates, anchor tests are
one of the most reli able means of fore cast ing anchor per for mance and thus
mak ing a prop er choice of anchor type and size.
Examining anchor tests that have been car ried out in the past, cer tain
conclu sions can be made:
•Many tests were under tak en in which the results were record ed accu rate ly.
•Detailed reports, how ev er, have not been very com mon.
•Anchor tests of the past are not always easy to inter pret or com pare
because of dif fer ent soil and anchor types.
•Test results have not always been inter pret ed inde pen dent ly.
•The more tests results are strict ly com pared to prac ti cal results, the bet ter
one can fore cast the hold ing power and gen er al beha vi our in prac tice.
Vryhof is in the per fect sit u a tion of hav ing detailed test data avail able
togeth er with exten sive prac ti cal data obtained dur ing instal la tion and use
of anchors on pro jects on site.
Research into anchor beha vi our and the ulti mate hold ing capac ity of
anchors is often car ried out by test ing a model anchor, pref er ably fol lowed
by a full-scale test in the field. The opti mal anchor test con sists of model tests
with 10 kg anchors, fol lowed by full-scale tests with 1 t and 10 t anchors. The
anchors should be pulled until the ulti mate hold ing capac ity is reached.
It is obvi ous that full-scale test ing of anchors can be expen sive. Large AHVs,
strong winch es and strong moor ing lines are required, which are not always
avail able. For exam ple, a 5 t Stevpris Mk5 anchor, deployed in sand, is
capable of stop ping a mod ern AHV at its full bol lard pull.
46
Anchor tests 47
fig. 2-20 Drag
Holding Capacity
AGB
C
D
E
F
Testing a 10 t Stevpris Mk5 anchor to its ulti mate hold ing capac ity in sand
would require a hor i zon tal pull ing capac ity of approx i mate ly 600 t.
If anchor tests are to be com par able, the test ing pro gram should pref er ably
meet, as a min i mum, the fol low ing cri te ria:
•An accu rate and sophis ti cat ed meas ur ing system should be used.
•The anchors should be test ed up to their ulti mate hold ing capac ity.
•Drag and pen e tra tion of the anchor should be record ed dur ing test ing.
•The anchor should be held under ten sion with a blocked winch for 15
min utes, to inves ti gate any drop in hold ing capac ity.
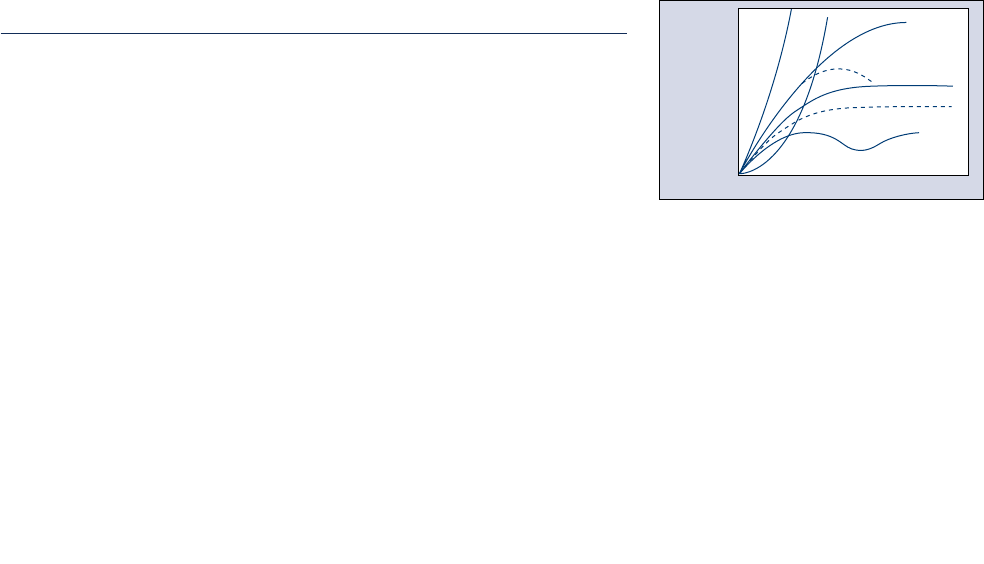
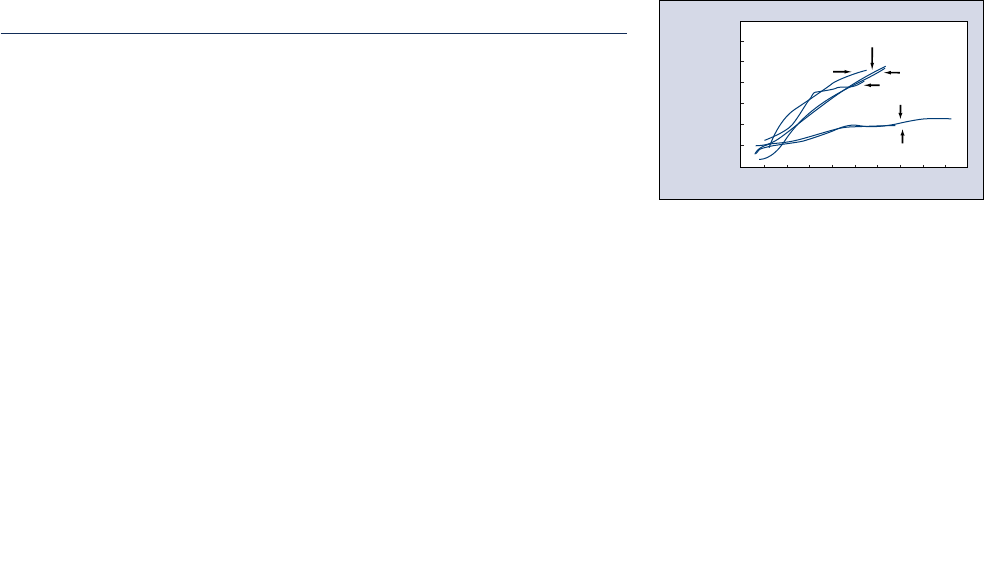
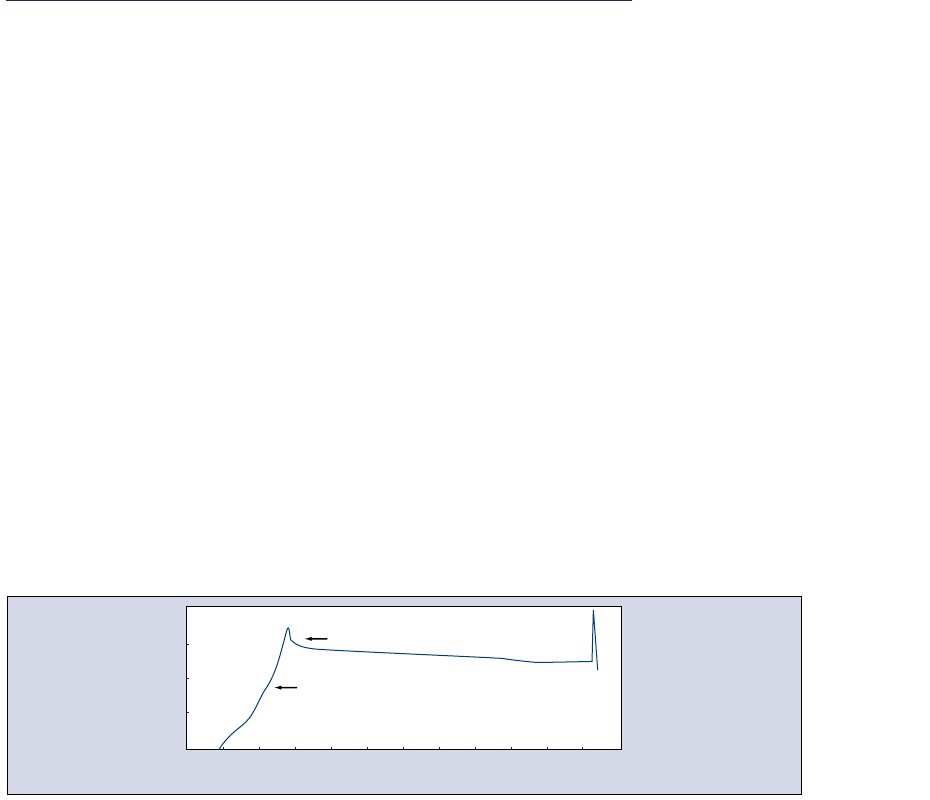
Reading test curves
The beha vi our of an anchor dur ing ten sion ing can be accu rate ly inter pret ed
from the hold ing capac ity ver sus drag curve. Sample test curves are pre sent ed
in Fig. 2-20. Properly inter pret ed per for mance curves can explain a lot
about anchor beha vi our.
•Curve A is very steep and rep re sents a stream lined anchor in very stiff soil.
•Curve B is a nor mal curve for anchors in sand and medi um clay.
•Curve C is a curve of an unstable anchor. This can be caused by a wrong
fluke/shank angle set ting, a short stab i lis er or a fluke that is too long.
•Curve D is a nor mal curve for an anchor in very soft clay.
•Curve E is an anchor with a 32ofluke/shank angle in very soft clay.
•Curve F rep re sents an anchor that is turn ing con tin u ous ly. This can be
caused by the absence of stab il is ers, a too large fluke/shank angle or a
low effi cien cy anchor at con tin u ous drag.
•Curve G rep re sents an anchor pen e trat ing in a layer of stiff clay over lain
by very soft clay.
Anchor tests
Curves A, B, D, E and G show a very stable ris ing line, which indi cates that
the anchor builds up its hold ing capac ity con stant ly until the ulti mate hold ing
capac ity has been reached, after which the anchor shows con tin u ous drag.
The other curves are large ly self-explan a to ry.
Test results
Vryhof’s exten sive data base of test results with dif fer ent anchor types, sizes
and soil con di tions, has been fre quent ly used in anchor design. Data has
been obtained from prac tice, scale mod els and from third par ties. The data
has been inter pret ed and after wards incor po rat ed in the ulti mate hold ing
capac ity, drag and pen e tra tion graphs of the Stevin Mk3 and Stevpris Mk5
anchor as well as in the ulti mate pull-out capac ity graph of the Stevmanta VLA.
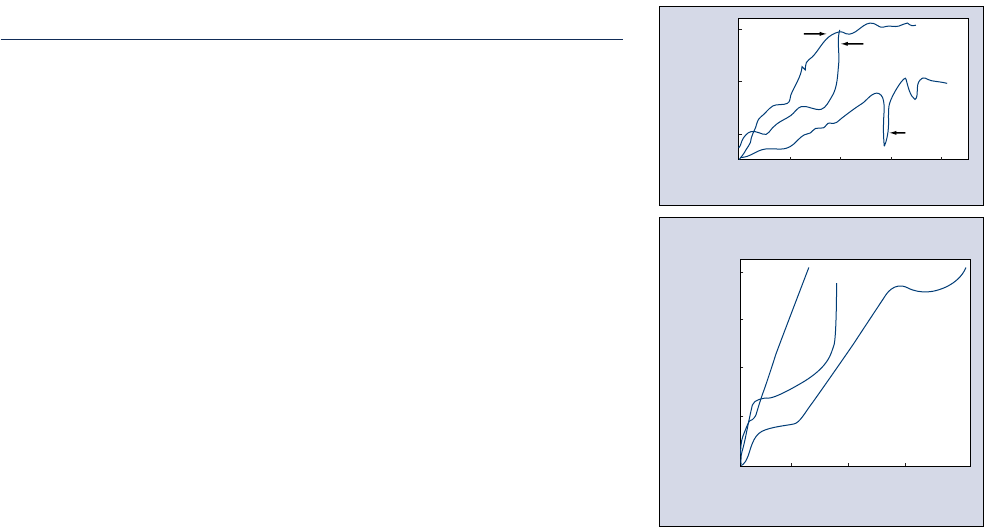
Norwegian Contractors (1984)
In 1984 Norwegian Contractors car ried out tests at Digernessundet, Stord,
Norway. The pur pose of these tests was to deter mine the cor rect anchor type
and size for the moor ing system of the Gullfaks A plat form dur ing the con struc -
tion of the plat form at Digernessundet. Although the con struc tion would took
place at one loca tion, it was known that three dif fer ent types of soil con di tions
would be encoun tered: sand, soft mud and an 8 m mud layer on rock. After the
initial trials the Stevpris anchor was select ed for fur ther test ing.
The 3 t Stevpris anchor that was used for the tests at a 3.30pull ing angle,
pro duced a max i mum hold ing capac ity of 150 t in the sand, 102 t in the very soft
clay and 150 t in the layer of mud on rock. As the moor ing system required
a sur vi val load of 1500 t, a 65 t Stevpris (mud loca tion), 40 t Stevpris (sand
loca tion) and 60 t Stevshark (mud on rock loca tion) were select ed for the final
moor ing. Fig. 2-21 shows the test results of the 3 t Stevpris anchor, while fig. 2-22
shows the result of the ten sion ing of the final anchors with a load of 820 t.
48
fig. 2-21
150
100
50
25
0 10 20 30 40
Sand 8 m soft clay
on rock
Holding capacity in t
soft clay
Drag in meters
fig. 2-22
800
700
600
500
400
300
200
100
0
20 40 60 80
Full scale Gullfaks A anchors
Holding capacity in t
Drag in meters
AB
*C
A = 40 t Stevpris in sand
B = 60 t Stevshark in mud on rock
C = 65 t Stevpris in mud
Survival load = 1500 ton
* Final pretension load on site
Anchor tests 49
fig. 2-23
700
600
500
400
300
200
100
0 50 100 150 200 250 300 350 400 450 500
Drag distance in feet
7-2
7-3
7-4
7-1
2-2
2-1
Large scale anchor test jip - 7 & 2 t
Horizontal load in kips
Large scale anchor tests in the Gulf of Mexico
In 1990, tests were per formed with 2 t and 7 t Stevpris Mk5 anchors, as part
of an anchor test Joint Industry Project (JIP). The anchors were test ed using
a wire rope fore run ner.
The 2 t Stevpris anchor was test ed up to its ulti mate hold ing capac ity of 107 t
(235 kips). Due to insuf fi cient pull ing capac ity, the 7 t Stevpris anchor could not
be pulled up to its ulti mate hold ing capac ity. Based on the results of tests, the
ulti mate hold ing capac ity of the 7 t Stevpris anchor was cal cu lat ed to be larg er
than 338 t (745 kips) (fig. 2-23).
Anchor tests
Uplift
Stevpris anchors are well capable of resist ing uplift loads when they are deep -
ly embed ded. Anchors in sand and firm to hard clays do not pen e trate very
deeply and only take small uplift loads. Stevpris anchors installed in very soft
clay and mud pen e trate deeply, a typ i cal pen e tra tion for a 15 t anchor is 15 to
25 meters. Due to the inverse cat en ary in the soil, the anchor line arrives at the
anchor shack le at an angle of 20oto 30owith the mud line. Once the anchor is
installed, a load mak ing an angle up to 20owith the hor i zon tal at mud line will
not change the load ing direc tion at the anchor! A Stevpris anchor has been
test ed in the Gulf of Mexico with grad u al ly increas ing pull angle (fig. 2-24).
The max i mum resis tance was obtained for 18o uplift at mud line.
50
fig. 2-24
35 000
30 000
25 000
20 000
15 000
10 000
5 000
0
60
50
40
30
20
10
0
0 50 100 150 200 250 300
= dyn load
= pull angle
Line angle vs mudine
Line length pulled in feet
Line load in lbs
18˚
Cyclic effect fac tor
The load ing at the anchor is cyclic. Exxon per formed cyclic tests on anchors
report ed by Dunnavent and Kwan, 1993. Although the max i mum cyclic load
was less than the initial instal la tion load, the stat ic load applied after the
cycling phase revealed 25 to 50% larg er anchor resis tance than the initial
instal la tion load (fig. 2-25). This effect is explained by fur ther pen e tra tion
of the anchor. Applying this knowl edge to the anchors, the stat ic anchor
resis tance after some storm load ing improves by the cyclic effect fac tor of
1.25 to 1.5.
Anchor tests 51
fig. 2-25
0.15
0.1
0.0
0 50 100 150 200 250 300 350
Time in seconds
Anchor resistance in kN
Initial static capacity
Cycling
Increased capacity
vs initial static
Anchor tests 52
fig. 2-26
200
150
100
50
0
0 5 10 15 20 25 30 35
Line length pulled in feet
Block winch
Change mode
Line load in %
900 pulling
angle with
seabed in
normal
loading
mode
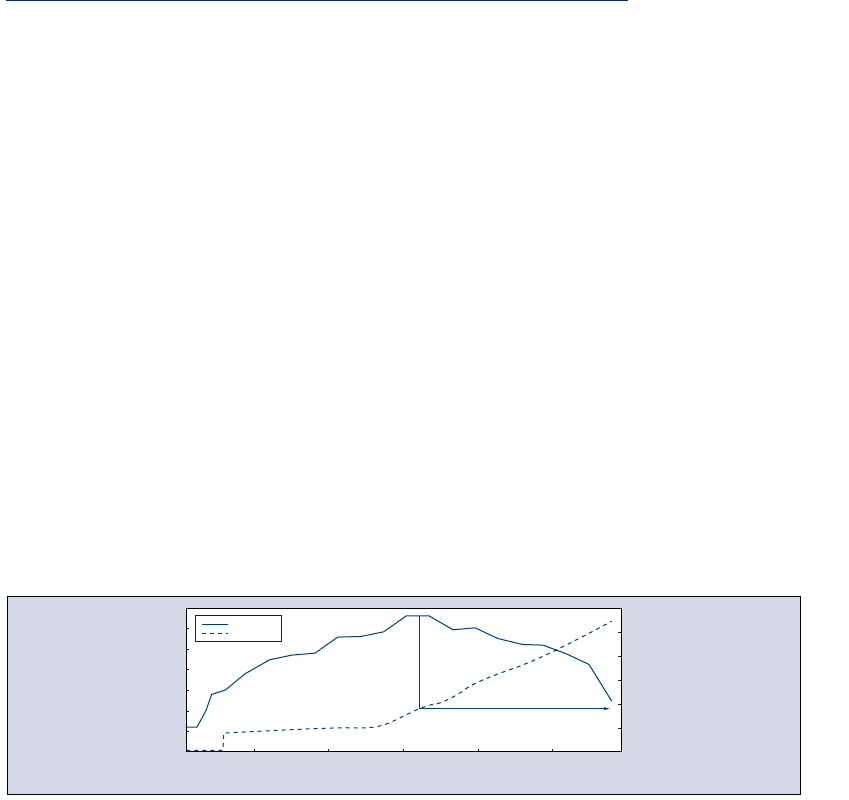
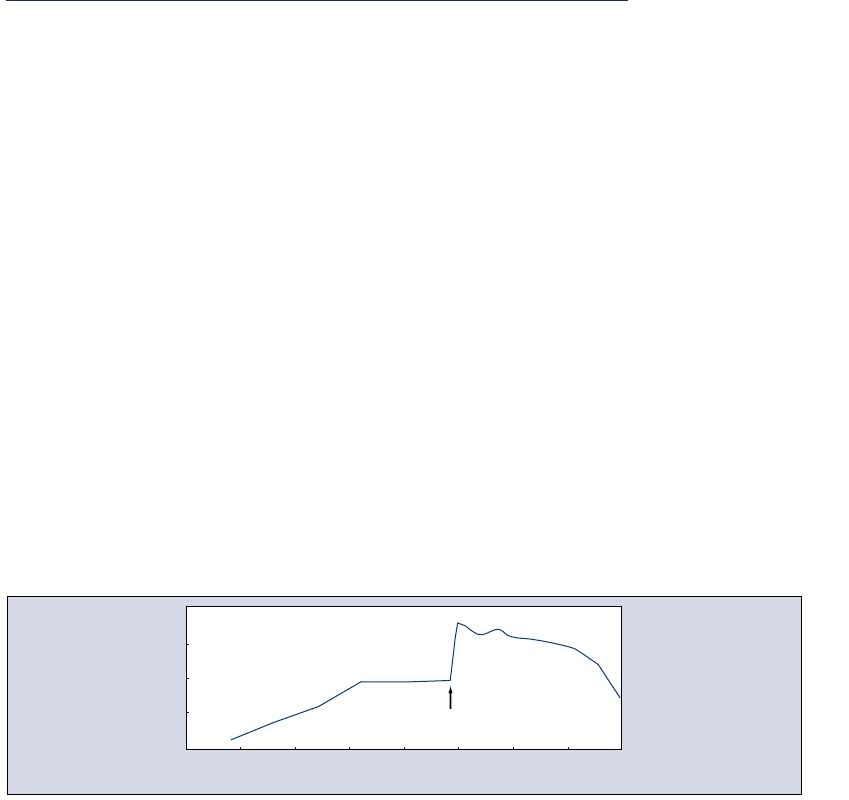
Tests with Stevmanta anchors
Tests have been per formed in the Gulf of Mexico and offshore Brazil. The
Stevmanta anchor being pulled in with a load equal to F, accept ed a ver ti cal
load to the anchor of up to 2 times F! Amongst the many tests the anchor
relax a tion was meas ured. The anchor with a fluke area of 0.13 m2was
pulled in at 0opull angle (fig. 2-26), then load ed ver ti cal ly to a load equal to
1.6 times the max i mum instal la tion load. At this load the winch was
blocked.
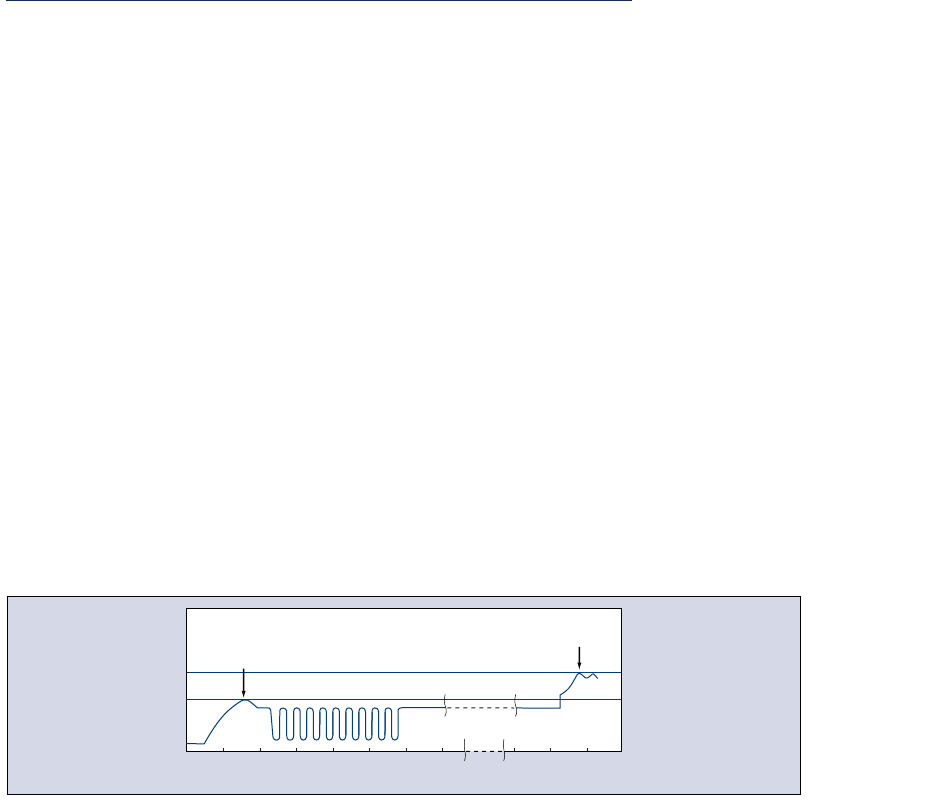
Anchor tests 53
fig. 2-27
200
150
100
50
0
20.00 22.00 0.00 2.00 4.00 6.00 8.00
Time in hours
Line load in %
Change from
pull-in to normal mode
Block winch
900 pulling
angle with
seabed in
normal
loading
mode
This per mit ted the mon i tor ing of the load with time (fig. 2-27) as what
would be expect ed in real cir cum stanc es at a con stant load ed anchor line.
The results show that the hold ing capac ity of the anchor does not change
sig nif i cant ly dur ing con tin u ous load ing, as the observed decrease in ten sion
was due to move ment of the winch. The sub se quent pull ing at 7:00 AM
showed that for only a small move ment, the full plate capac ity (2 x instal la -
tion load) could be reached. Continuous pull ing caused the anchor to loose
resis tance and break out.
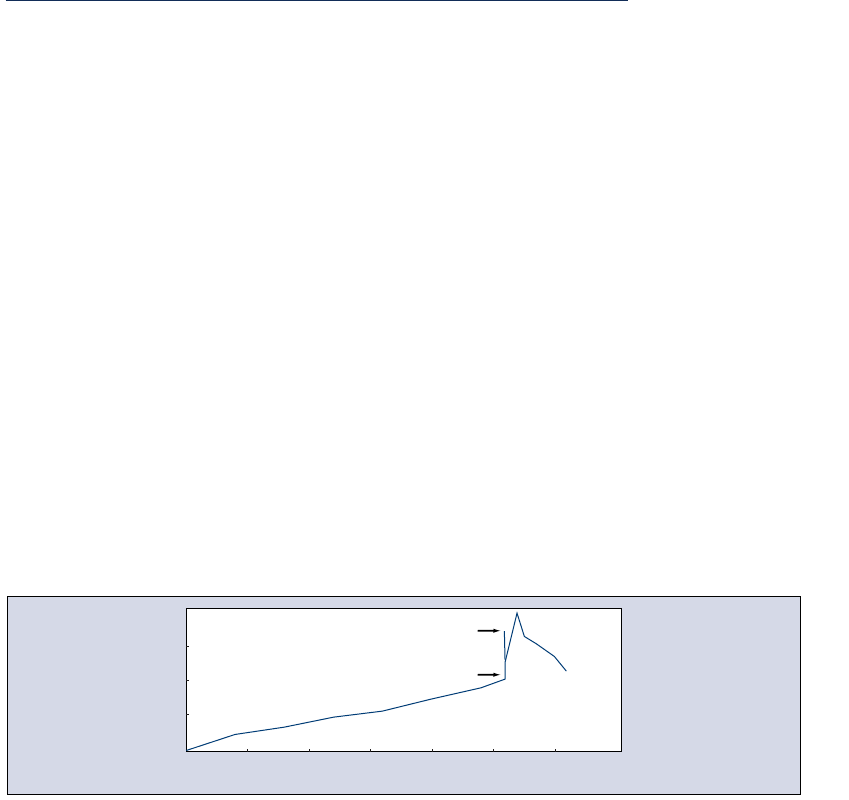
Anchor tests
To dem on strate that the fea ture of these anchors is not only a ver ti cal resis -
tance, the anchor was installed with a hor i zon tal pull, the mode changed to
the nor mal (ver ti cal) mode and the anchor sub se quent ly pulled with an
uplift angle of 30o(fig. 2-28). The beha vi our is sim i lar to the ear li er ver ti cal
pull test. However, for the 30opull angle the anchor did not break out but
moved slow ly along the pull ing direc tion through the soil. The graphs clear -
ly show this effect and that the anchor can be used for sub stan tial hor i zon -
tal loads.
54
fig. 2-28
200
150
100
50
0
0 5 10 15 20 25 30 35 40
Line length pulled in feet
Change from
pull-in to normal mode
Line load in %
300 pulling
angle with
seabed in
normal
loading
mode
Soil table
Increasing lithification
Increasing grain size of
particulate deposits
0.002 mm 0.063 mm 2 mm 60 mm
Carbonate silt Carbonate sand Carbonate gravel
Carbonate clay Siliceous carbonate Siliceous carbonate
silt sand Mixed carbonate and
non-carbonate gravel
Calcareous clay Calcareous silica silt Calcareous silica sand
Clay Silica silt Silica sand Silica gravel
Calcilutite Calcisiltite (carb. Calcarenite (carb. Calcirudite (carb.
(carb. Calystone) Siltstone) Sandstone) Conglom. Or Breccia
Conglomeratic
Clayey calcilutute Siliceous calcisiltite Siliceous calcarenite calcirudite
Calcareous
Calcareaous claystone Calcareous siltstone Calcareous sandstone conglomerate
Conglomerate or
Claystone Siltstone Sandstone breccia
Fine-grained limestone Detrital limestone Conglomerat
limestone
Fine-grained Fine-grained siliceous Siliceous detrital Conglomerate
agrillaceous limestone limestone limestone limestone
Calcareous
Calcareous claystone Calcareous siltstone Calcareous sandstone conglomerate
Conglomerate of
Claystone Siltstone Sandstone Breccia
Crystalline limestone or marble
Conventional metamorphic nomenclature applies in this section
Approx. Rock Very weak Weak to moderately weak Moderately strong to strong Strong to extemely
strength strong
Cementation of Very weak to firmly Well cemented soil (well cemented)
soil cemented soil rock
Total carbonate content %
90
50
10
90
50
10
90
50
10
50
55

Practice
3
Practice
Although theoretical knowledge of anchors is essential for good anchor design
and selection, the practical issues are just as important. The handling of an
anchor and the selection and use of support equipment is of equal importance.
Anchor handling is a critically important and often complicated process. It is
influenced by such factors as the weight and shape of the anchor, the nature
of the soil, the depth of the water, the weather conditions, the available
handling equipment and the type and weight of mooring line. It is for these
reasons that anchor handling is a subject which requires careful considera-
tion. Without proper anchor handling, optimal performance of an anchor is
not possible.
In the process of handling anchors, various types of support equipment are
necessary or beneficial. An anchor manual would be incomplete without
consideration of these auxiliary items, the reasons for their use, their oper-
ation and the advantages and drawbacks involved.
This chapter gives an overview of the recommended procedures that should
be followed for anchor handling and the types and use of the support
equipment during the handling operations. The following handling
procedures are by no means complete, but they do give some suggestions
which can be applied to each anchor handling procedure and adapted for
specific circumstances and locations.
Some of the topics covered in this chapter are:
requirements for a soil survey, connection of the anchor to the mooring
line, chasers, handling the Stevpris anchor, handling the Stevmanta anchor,
the Stevtensioner, anchor handling/supply vessels.
Introduction 57
Soil survey 58
Typical contents survey report
• Cone pen e tra tion resis tance.
• Sleeve fric tion.
• Pore pres sure.
• SPT val ues.
• Gra nu lom e try and per cent age fines.
• Wet and dry den sities.
• Water con tent.
• Drained and undrained tri ax al tests.
• Undrained shear strength, also remould ed.
• Uncon fined com pres sion tests.
• Plas tic ity lim its.
• Spe cif ic grav ity.
• CaCO3con tent.
• Shell grad ing.
• Angu lar ity and poros ity.
• Com press ibil ity.
• Cemen ta tion.
• Nor mal ised rock hard ness test (point load test).
• RQD index, rock qual ity des ig na tion.
table K
For the dimen sion ing of drag embed ment anchors, the avail abil ity of site-spe -
cif ic soil data is impor tant. For advice on spec i fy ing drag embed ment anchor
type/size and cal cu lat ing expect ed beha vi our, the site-spe cif ic soil data should
be com pared with soil data of pre vi ous drag embed ment anchor (test) sites.
The soil sur vey require ment for the design of drag embed ment anchors usu al ly
con sists of only shal low bore holes, while in anchor pile design deep bore holes
are required. For suc tion anchor design therefore a more exten sive soil
inves ti ga tion is generally required when com pared to drag embed ment anchors.
When choos ing between anchor pile, suc tion anchor and drag embed ment
anchor the finan cial impli ca tions of the soil sur vey should be taken into account.
A typ i cal soil sur vey for drag embed ment anchor design requires a sur vey
depth of twice the length of the fluke in sand and 8 times the fluke length
in very soft clay. In most cases a depth of 8 to 10 meters is suf fi cient,
although in very soft clay a recon nais sance depth of 20 to 30 meters should
be con sid ered. For opti mal drag embed ment anchor dimen sion ing, each
anchor loca tion should ideal ly be sur veyed. The soil inves ti ga tion can con -
sist of bore holes, vib ro cores, cone pen e tra tion tests or a com bi na tion of
these. Cone pen e tra tion tests includ ing sleeve fric tion are pre ferred, but
they should be accom pa nied by at least one vib ro core or sam ple bore hole
per site to obtain a descrip tion of the soil. Depending upon the type of sur -
vey per formed and the soil con di tions encoun tered, the sur vey report
should present the test results obtained on site and in the labor a to ry includ -
ing the points as shown in table K.
It is pos sible to dimen sion the drag embed ment anchors based on lim it ed
soil infor ma tion (for instance fewer bore holes). The ‘lack’ of soil data can be
com pen sat ed by choos ing a con ser va tive (larger) anchor size.
Pile or anchor 59
The choice between piles and anchors is only pos sible for per ma nent
systems. Piles are not a good invest ment when an anchored entity must be
moved. But the choice is often made for piles on emo tion al grounds; a pile
does not drag! However, anchors that are prop er ly pre-ten sioned on site
will also not drag.
While it is a psy cho log i cal ly load ed sub ject, expe ri ence has shown that the
choice between anchor and pile is mere ly a mat ter of eco nom ics. The
required pile weight for a system is equal to the required weight of a
Stevpris anchor. Piles cost about 40% of equiv a lent capa bil ity anchors.
However, the instal la tion costs for piles are much high er. Piles require a fol -
low er and a pile ham mer. The instal la tion spread for piles is much more sig -
nif i cant; a crane barge with sup port spread ver sus the two anchor han dling
ves sels. The weath er downtime for a spread involv ing a crane ves sel is much
long er than when AHVs are used. To allow drag of the anchors dur ing pre -
ten sion ing, extra chain length is required. Sometimes the pre ten sion load
for piles is much less than for anchors. The sur vey work for anchors is gen er -
al ly much sim pler than for piles. When aban don ing a field, anchor remov al
is much cheap er than remov al of installed piles. The choice between piles
and anchors strong ly depends upon the cir cum stanc es. The table L can help
in esti mat ing the costs for the two alter na tives.
Suction piles are an alternative for drag embedment anchors and piles, also
for MODU applications. The advantage is the accurate positioning of the
suction piles. The disadvantage is the cost of the pile itself and the cost of
the installation.
Description Pile Suction Anchor
pile
Soil survey --+
Procurement +- -
Installation spread --+
Installation time --+
Pile hammer -++
Follower -++
Pump unit +- +
Pretensioning +- -
Extra chain ++ -
Rest value pile/anchor -++
Removal of anchor point -++
ROV +- +
+ less expensive - more expensive
table L
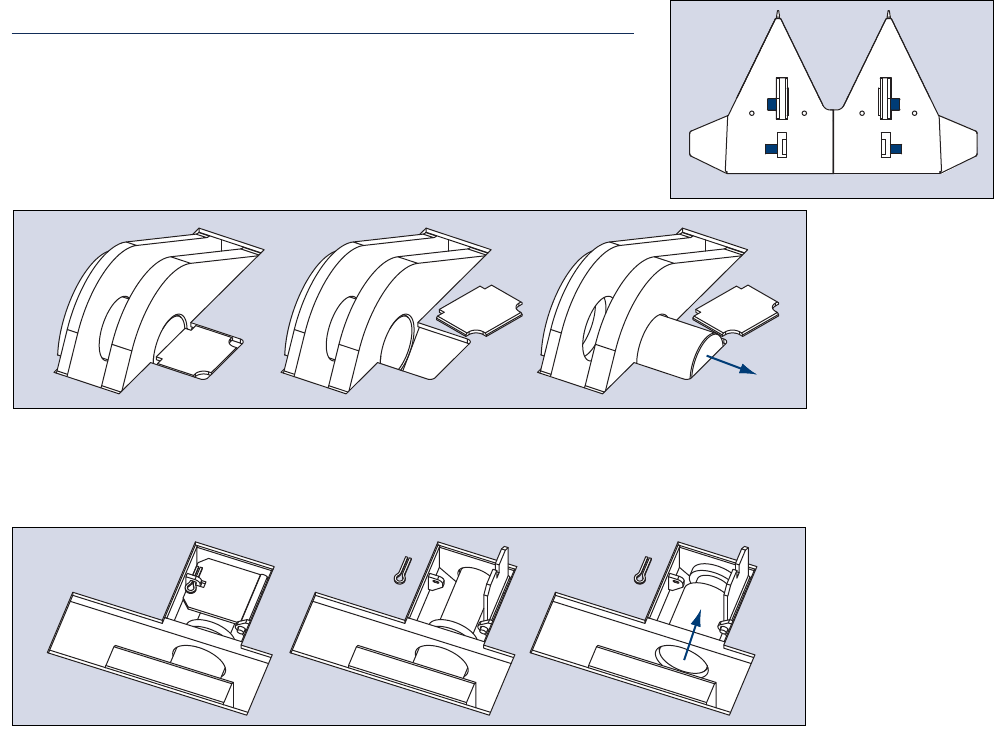
Mounting instructions
Stevpris / Stevshark Mk5
A1
pin 1 pin 2
pin 3 pin 4
B1 B2
A2
Forward fluke-shank connection
Remove the locking plates A1 and A2 which are tack-welded to the fluke
Aft fluke-shank connection
Move the pins 1 and 2 to the outer side. Remove the split pins and open
the locking plates B1 and B2. Move the pins 3 and 4 to the outside.
60
Plate
A1 & A2
Pin
1 & 2
Plate
B1 & B2 Pin
3 & 4
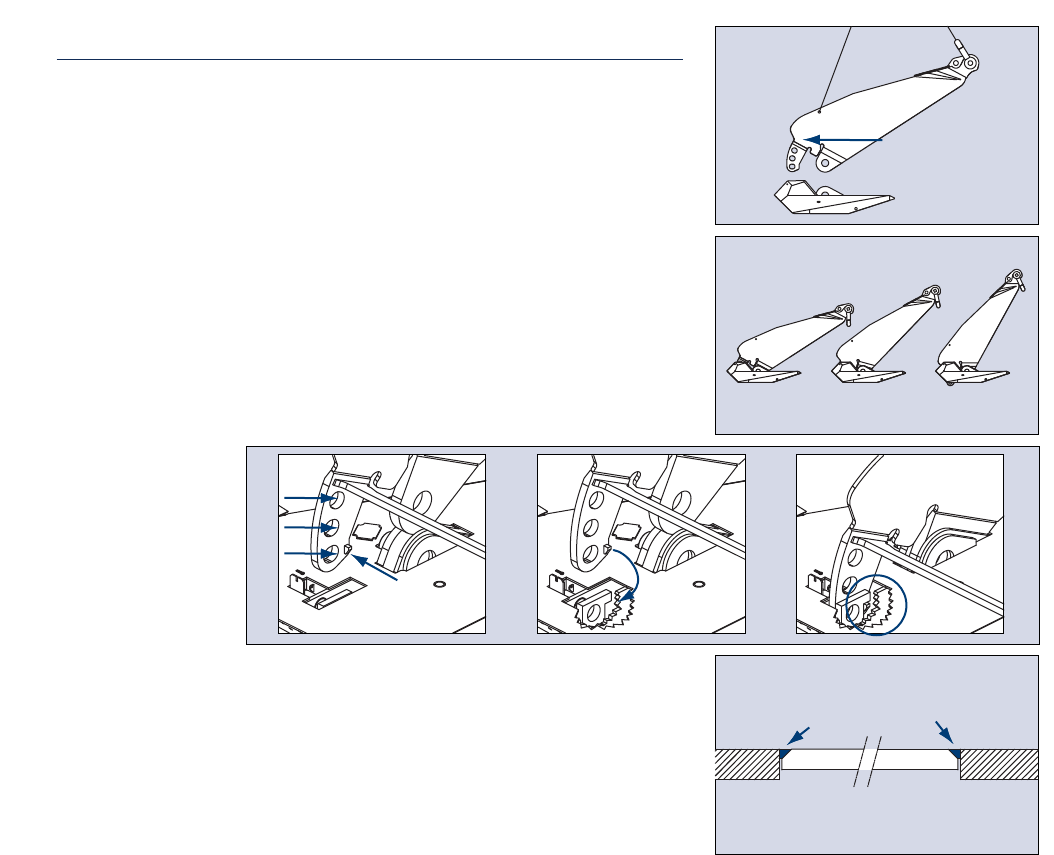
Fit the rear shank lugs into the fluke by means of a crane. Manoeuvre the
rear shank lugs with the notch into the gap in the flukes, as indicated in
the figures. When in position, rotate the shank forward to align the front
pins with the shank.
Attention
Make sure the serial number of the shank corresponds with the serial num-
ber of the fluke for reason of identification and certification.
Align pins 1 and 2 with the forward shank eyes. Move pins 1 and 2 back into
position. Place the shank in the sand, middle or mud position. Align pins 3
and 4 with the rear shank lugs. Move pins 3 and 4 back into position. Fit and
weld the locking
plates A1 and A2
on the fluke. See
welding detail
below. Close the
locking plates B1
and B2 and secure
with split pins.
Vryhof recommended welding procedure for locking plates A1 and A2
Fillet weld with electrode acc.AWS.E7018
Welding process SMAW electrode
welding position 2F
material S355J2G3 (St52-2N)
preheat material 50° C
interpass temp max 250° C
Mounting instructions
Stevpris / Stevshark Mk5
Serial number
Sand angle Middle angle Mud angle
Locking plate
61
Mud
Middle
Sand
Notch
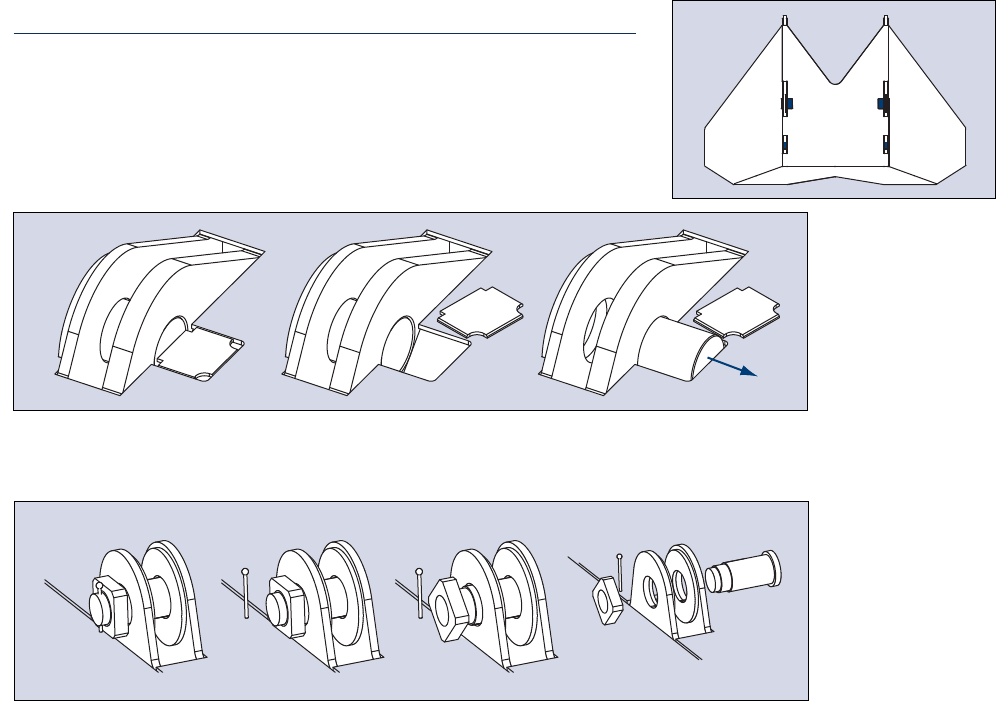
Mounting instructions
Stevspris Mk6
A1
pin 1 pin 2
pin 3 pin 4
A2
Plate
A1 & A2
Pin
1 & 2
Forward fluke-shank connection
Remove the locking plates A1 and A2 which are tack-welded to the fluke.
Aft fluke-shank connection
Move the pins 1 and 2 to the inner side. Remove the splitpins and nuts
from pins 3 and 4 and move the pins 3 and 4 to the outside.
62
1234
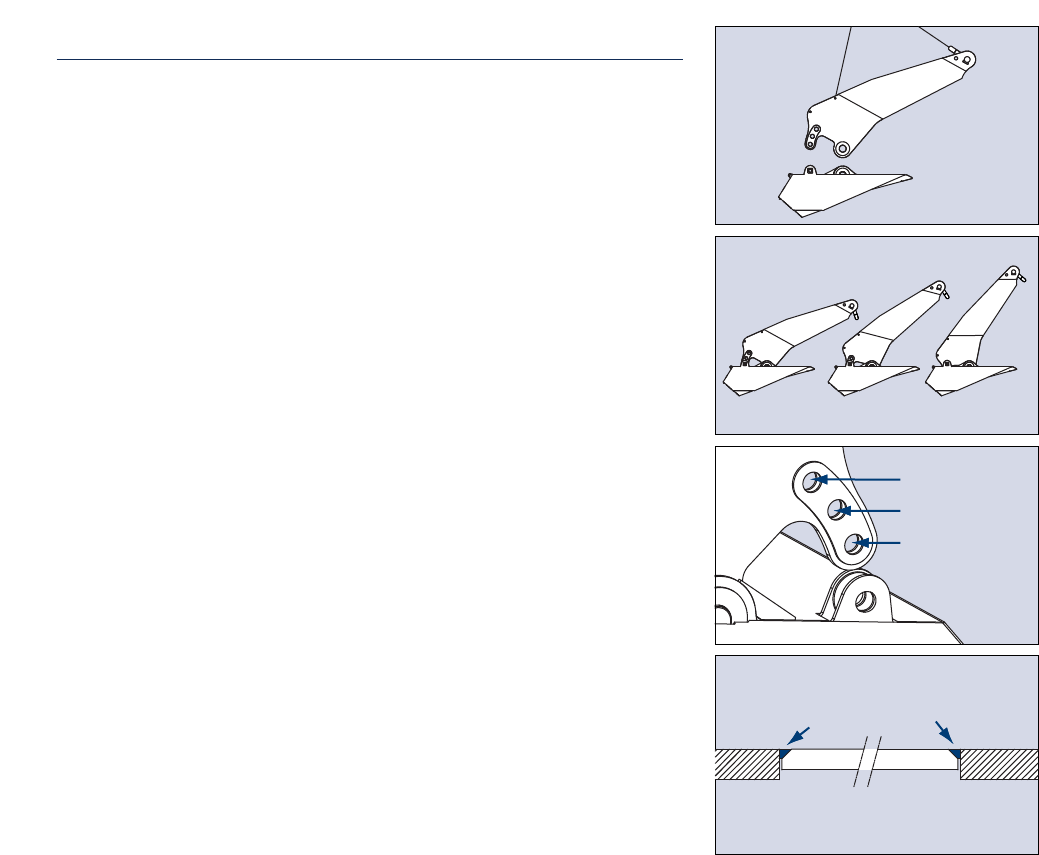
Fit the rear shank lugs into the fluke by means of a crane. Manoeuvre the
rear shank lugs into the gap in the flukes, as indicated in the figures. When
in position, rotate the shank forward to align the front pins with the
shank.
Attention
Make sure the serial number of the shank corresponds with the serial num-
ber of the fluke for reason of identification and certification.
Align pins 1 and 2 with the forward shank eyes. Move pins 1 and 2 back into
position. Place the shank in the sand, middle or mud position. Align pins 3
and 4 with the rear shank lugs and insert them in the lugs. Tighten the bolts
and insert splitpins 3 and 4. Fit and weld the locking plates A1 and A2 on the
fluke. See welding detail below.
Vryhof recommended welding procedure for locking plates A1
and A2
Fillet weld with electrode acc.AWS.E7018
Welding process SMAW electrode
welding position 2F
material S355J2G3 (St52-2N)
preheat material 50° C
interpass temp max 250° C
Mounting instructions
Stevspris Mk6
Sand angle Middle angle Mud angle
Mud eye
Mid eye
Sand eye
Locking plate
63
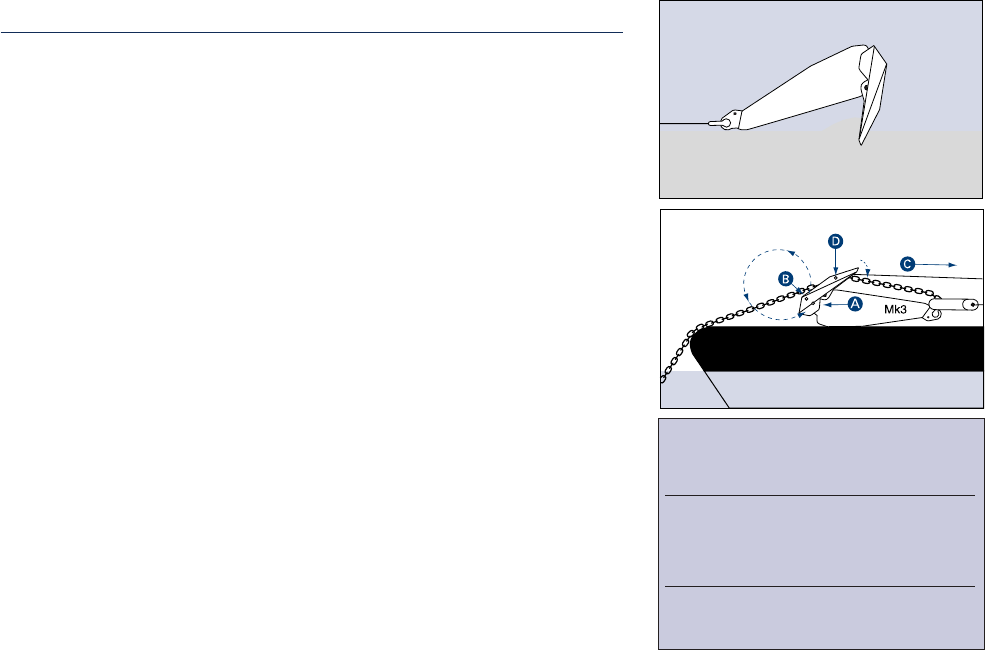
Setting the fluke/shank angle
Introduction
In soil such as sand and medium to hard clay, an anchor with a fluke/shank
angle of 32owill give the highest holding power. An anchor with a 50o
fluke/shank angle in this soil will not penetrate but will drag along the
seabed. If used in mud a 50o fluke/shank angle is appropriate. An anchor with
a 32 ofluke/shank angle will penetrate less and generate lower holding
capacity in mud(fig. 3-01).
The Stevpris Mk5 anchor has an additional fluke/shank angle setting of 41o,
which can be adopted in certain layered soil conditions (table M).
Changing the fluke/shank angle on the Stevpris Mk3
This can be carried out within half an hour with the Stevpris anchor upside
down on deck.
Secure the anchor on deck. Connect a tugger wire (C) to the holes (D) on the
bottom side of the fluke. Change from mud to sand angle by removing the
locking plates and the two rear pins in (B), decrease the fluke/shank angle
by hauling the cable (C). Reinstall the pins and locking plates in (A). Seal
weld the lock-ing plates, do not weld them to the pins (fig. 3-02).
64
fig. 3-01
no penetration !
D
fluke angle too large in hard soil !
change from mud to sand angle
fig. 3-02
Soil type Optimal
fluke/shank
angle setting
Very soft clay (mud) 500
Certain layered soils 410*
Medium to hard clay
or sand 320
* Stevpris Mk5 only
table M
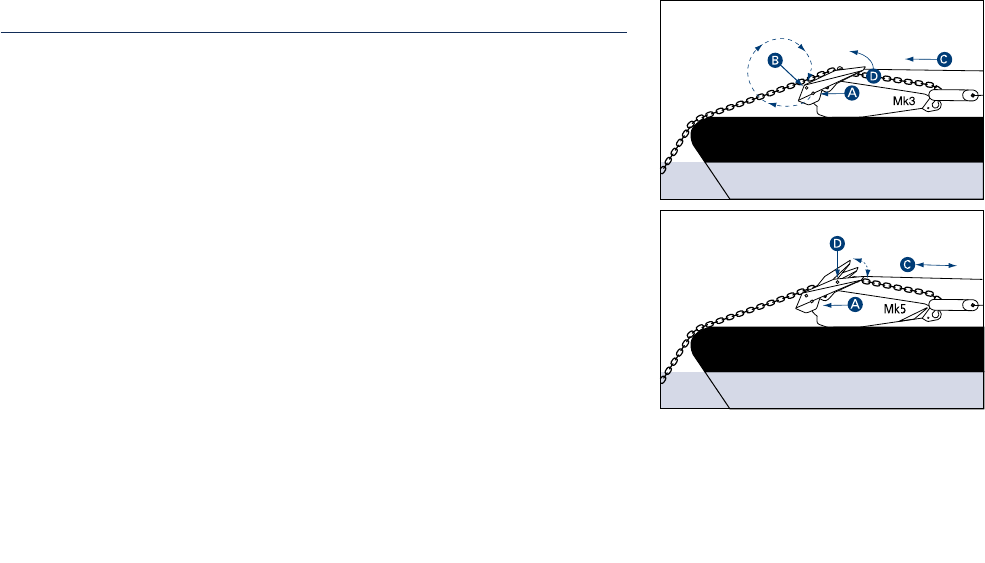
Setting the fluke/shank angle 65
Change from sand to the mud position, increase angle by veering (C), change
over pin and locking plates from (A) to (B). No special welding requirements
(fig. 3-03).
Changing the fluke/shank angle on the Stevpris Mk5 Changing the
fluke/shank angle on the Stevpris Mk5 anchor is even quicker. No welding
required. Veering and hauling (C) to change the fluke/shank angle as
above, the pin however remains in (A), the locking plate is secured by means
of a cotter pin (fig. 3-04).
change from sand to mud angle
fig. 3-03
change fluke/shank angle Stevpris Mk5
fig. 3-04
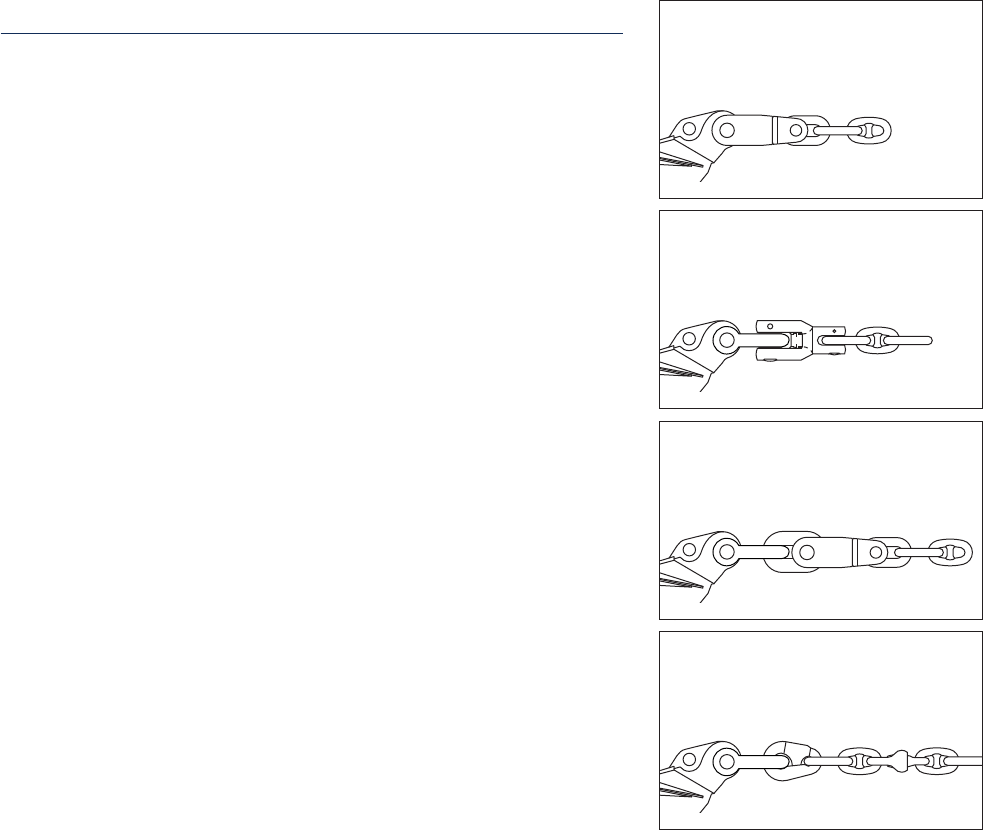
Connecting a swivel to the Stevpris anchor
To connect a swivel to the Stevpris anchor, several different configurations
are possible. These are:
Type I - The swivel is connected directly to the shank of the anchor thus
omitting the anchor shackle (fig. 3-05).
Jswivel shackle, Cend link, Benlarged link, Acommon link
Type II - The swivel is connected to the anchor shackle (fig. 3-06).
Jswivel shackle, Cend link, Benlarged link, Acommon link
Type III - The swivel is connected to the anchor shackle via a special design
end link
(fig. 3-07).
Kspecial end link, Jswivel, Cend link, Benlarged link, Acom-
mon link
Type IV - The swivel is part of a forerunner connected to the anchor shack-
le, for instance the forerunners VA02, VA04 and VA 06 described
in the product data section (fig. 3-08).
PL pear link, Acommon link, Benlarged link, Hswivel.
When a chaser is used in combination with the Stevpris and swivel, some of
the configurations mentioned above are more suitable than others. In gen-
eral, swivels are only designed to withstand longitudinal forces, and are
usually not designed for use in combination with chasers. The design of the
chaser tends to stop it at the swivel. Consequently, there will be high
bending forces on the swivel, which can result in damage or even breakage.
Connecting a swivel 66
J C B A
fig. 3-05
fig. 3-06
J C B A
fig. 3-07
K J C B A
fig. 3-08
PL A B H B A
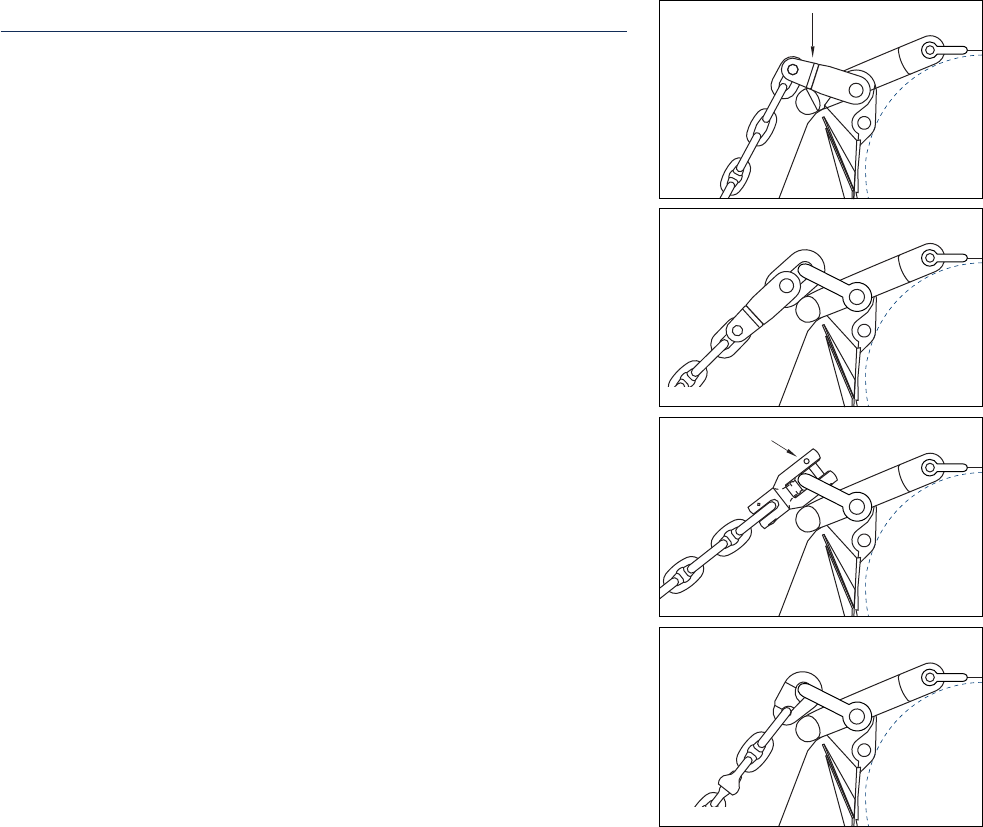
Generally, it is best when the swivel is fitted some distance from the anchor
when a chaser is used. The chaser can then pass the swivel and stop on the
anchor shank. When a load is applied to the chaser, the swivel is only loaded
longitudinally. This means that in combination with the use of a chaser, the
configuration type III and type IV are preferred.
When the swivel (or swivel forerunner) is connected to the anchor shackle
by means of an end shackle and a chaser is used, the end shackle and the
anchor shackle should be connected bow through bow instead of pin
through bow as is normal practice. This to minimise the chance of damage
to the shackles.
The illustrations fig. 3-09 through fig. 3-14 show how and how not to
connect the swivel to the Stevpris anchor when using a chaser.
(See next page for fig. 3-13 and 3-14).
Connecting a swivel 67
damage possible!
fig. 3-09
NO !
fig. 3-10
damage possible!
fig. 3-11
fig. 3-12
NO !
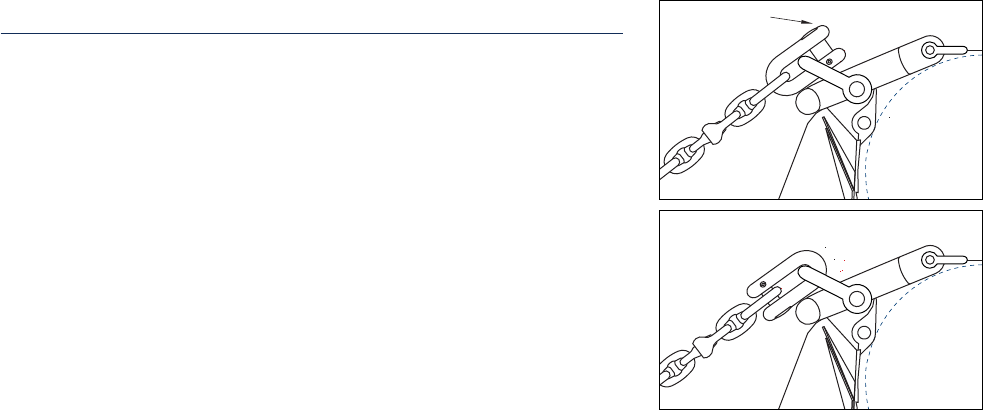
Connecting a swivel
The best method for chasing with a swivel in the system is to maintain the
tension of the anchor line as much as possible during chasing. This will make
the chaser pass more easily over the swivel.
68
damage possible!
fig. 3-13
fig. 3-14
NO !

Chasers 69
Chasers and their application
To facilitate handling, pendant wires may be applied to retrieve the anchor.
These wires are connected to a pendant eye situated on the anchor and
equipped with a buoy for picking up. In deeper water higher anchor
break-out forces are encountered, resulting in longer, heavier pendant
wires and consequently larger buoys. Due to wear caused by the continuous
movement of the buoy by the waves, these pendants will break close to the
buoy. The buoys would then float free and the anchors are much more
difficult to recover.
To overcome this, chasers were introduced. These were rings ‘chased’ along
the cable towards the anchor and back again to a rig or handling vessel.
Their function was to ensure both installation and break-out of the anchor
without having to use a pendant line/buoy. The chaser system thus totally
eliminates buoys, partly eliminates cables and reduces wear on the system.
The cost of a chaser is small when compared to the cost of a mooring line. It
is therefore extremely important from an operator’s viewpoint that chasers
do not inflict damage to the mooring lines.

Chasers 70
Towing a chaser along mooring lines with, at times, high interface
pressures, must result in wear. It is thus essential that such wear is taken by
the chaser and not the mooring line. The chasers vryhof recommends are
manufactured in a material that is softer than the steel used for the
mooring line. Chaser wear is induced by the application of high interface
pressure between the mooring line and the chaser. High interface pressure
can arise from:
•Pulling the chaser along a slack mooring line.
•Maintaining high tension in the chaser workwire when chasing a
tensioned mooring line.
Chasing operations are best carried out on mooring lines which are fully
tensioned. There is little need for the application of high interface pressure
while chasing, the permanent chaser is captive on the mooring line and,
unlike the J-chaser, will not become disengaged due to a slack work wire.
For optimum chasing operations, the length of the chaser pendant line
should be at least 1.5 times the waterdepth.
There are many different types of chaser available on the market today.
A selection of the different chaser types is described in more detail on the
following pages.
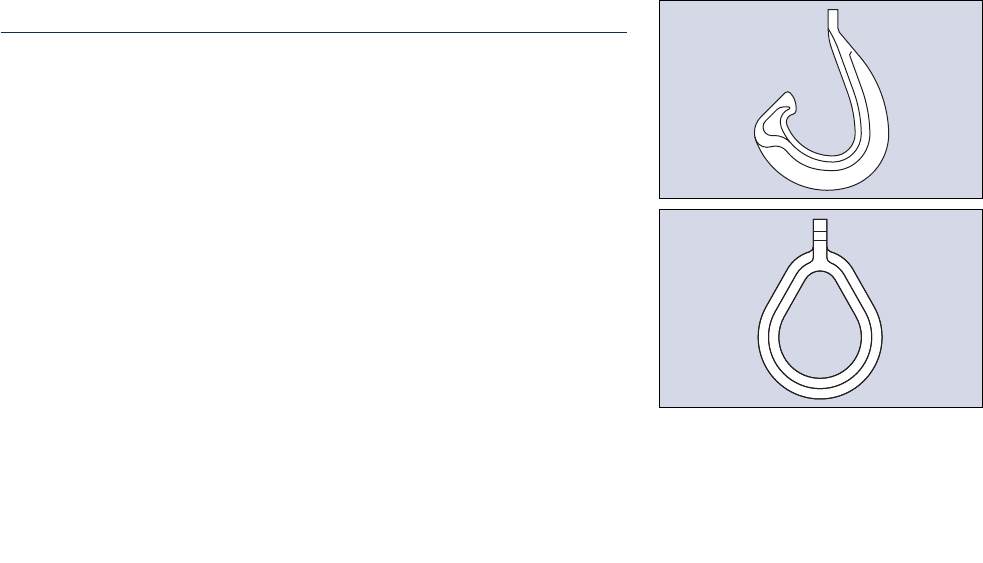
Chaser types 71
fig. 3-16
fig. 3-15
The J-chaser
The J-chaser (fig. 3-15) is used on mooring lines where the anchor has to be
recovered and no permanent chaser has been installed, or the normal
recovery mechanism has failed. In other cases the J-chaser is used simply to
keep a chain free from a pipeline during deployment of the anchors. The
chaser is deployed over the stern roller of an AHV at approximately 1/3 of
the water depth. The chaser is towed across the mooring catenary until it
catches the chain. It is then towed into contact with the anchor shank/fluke
for anchor break-out and retrieval.
The permanent chain chaser
As a practical alternative to the buoy and pendant, the permanent chain
chaser (fig. 3-16) was introduced. Originally, simple shackles were used;
these were followed by special cast oval rings which were attached to a pen-
dant by a ‘bight’ of chain and shackle. Very soon afterwards the pear-shaped
chaser with shackle eye was introduced. The design of these chasers offers
superior sliding and penetration properties.
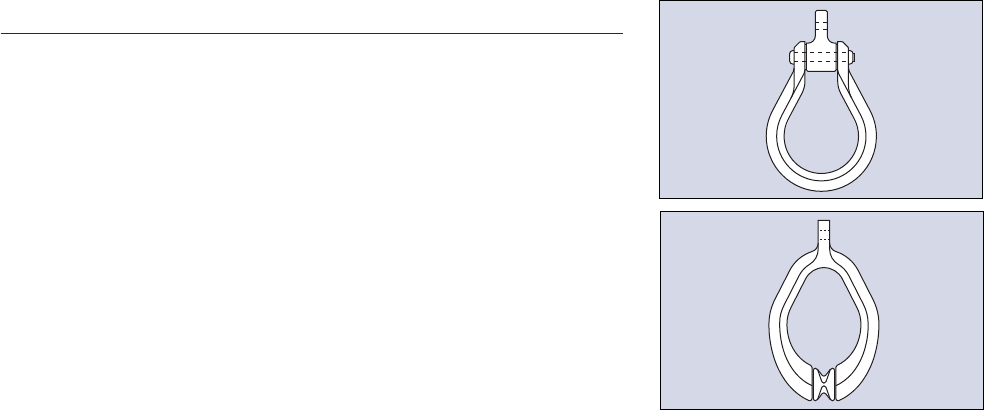
Chaser types 72
fig. 3-18
The detachable chain chaser
For rigs in service it is sometimes preferred to equip the mooring with a
chaser which does not require the anchor chain to be broken and re-made.
Detachable chain chasers (fig. 3-17) were introduced to satisfy this need.
The withdrawal and replacement of the single bolt permits easy assembly of
the chaser on the mooring cable.
The permanent wire chaser
The permanent wire chaser (fig. 3-18) was introduced when rigs moved to
deeper waters, and composite wire/chain mooring systems became neces-
sary. The chaser incorporates a ‘rocker’ which is centrally mounted on a
hinge bolt. The rocker has two opposing grooves, and when the chaser is
engaged with the mooring line, the wire slides through one of these
grooves irrespective of the angle which the chaser makes with the mooring.
The large radius at the base of the groove assists in reducing wear of the
rocker and avoids severe ‘opening’ of the lay of the wire if a loop of wire is
pulled during the handling process. The material of the rocker is not as hard
as the material of the wire. This means that wear is taken by the rocker
without damage to the wire and, because the rocker is easily removable,
replacement is relatively inexpensive. The permanent wire chaser is easily
detachable by removal and re-assembly of the hinge bolt and rocker.
Some designs of wire chaser incorporate fully rotating rollers over which
the mooring wire passes. To be effective such rollers need to be of a large
diameter and require to be supported by bearings. They are consequently
larger, heavier and much more costly than the permanent wire chasers dis-
cussed above, and because of their size, they require more power at the
AHV to penetrate the seabed and reach the anchor.
fig. 3-17
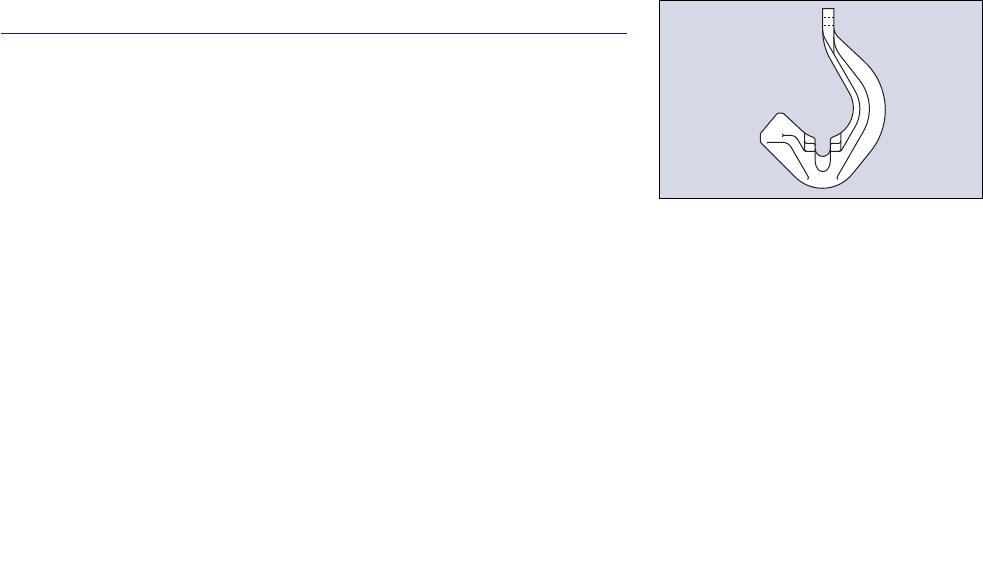
Chaser types 73
fig. 3-19
The J-lock chaser
The J-lock chaser (fig. 3-19) has been designed so that it can slide along the
chain in one direction and when the pulling direction is reversed, the chas-
er locks on the chain and does not slide any further. This means that the
tension in the mooring line can be wholly transferred from the rig to the
chaser. The J-shape permits catching the anchor chain after the anchor has
been installed. This means that this chaser can be used to assist in unforeseen
circumstances. The well-balanced and ‘guiding’ design of the chaser enables
catching the chain when the chaser approaches a mooring at a point where
the catenary angle is as high as 450.
When a normal permanent chaser is used under unforeseen conditions,
there is the chance that the AHV cannot break out the anchor by means of
the chaser. The J-lock chaser can help in such an instance. It is released from
a second AHV and slides along the chain towards the anchor. The design
prevents the J-lock chaser from sliding back. The J-lock chaser is stopped at
the permanent chaser. If the winch pull of both tugs is now increased, the
J-lock chaser prevents the permanent chaser from sliding away from the
anchor. Consequently, the forces required do not increase, and the anchor
can easily be broken out. After this operation, the J-lock chaser can be released
again.
This chaser can also be used when a very heavy chain has to be installed. It
assists during installation by lifting the chain.
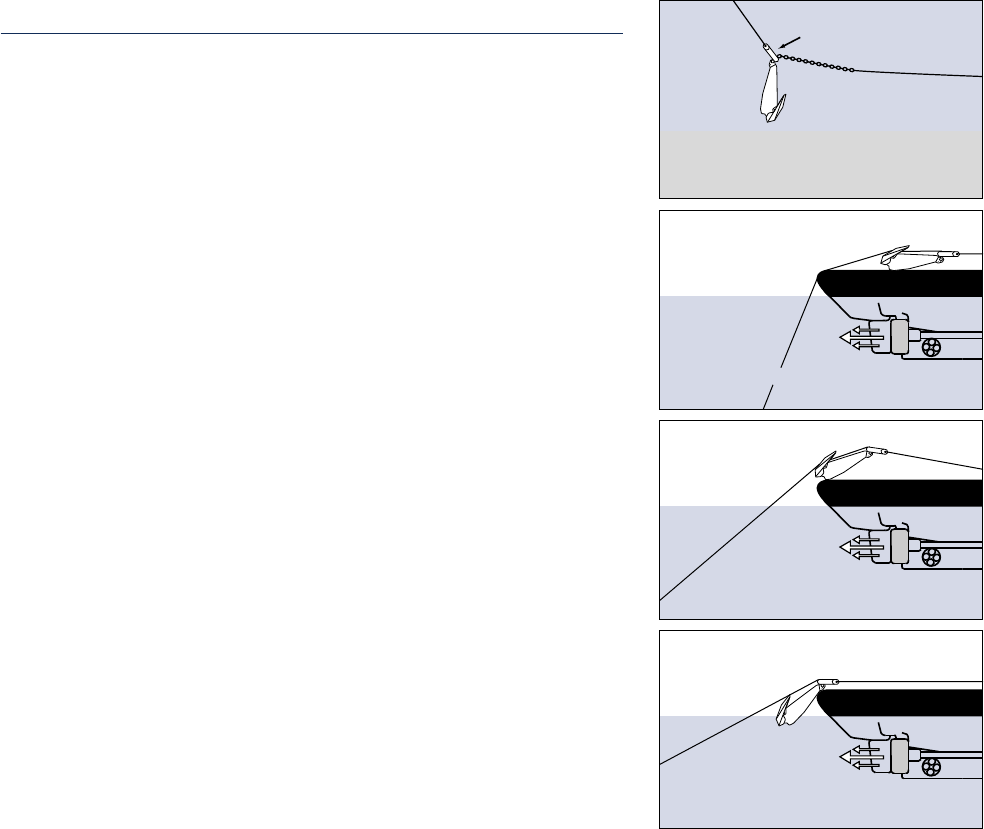
Stevpris installation 74
fig. 3-20
chaser
fig. 3-21
always deck anchor with chain between flukes
D
fig. 3-22
quickly pass drum
D
fig. 3-23
triangular plates on drum
D
Stevpris deployment for MODUs
Introduction
Typical methods for deployment and retrieval of Stevpris anchors with an
anchor handling vessel (AHV) are described, focusing on the use of chasers
for handling the anchor (fig. 3-20). This is the most common practice on
mobile drilling rigs (MODUs). Handling using permanent pendant lines is
similar.
Deployment procedures for the Stevpris anchor will also be given for
permanent moorings where chasers are normally not used.
Laying anchors
It is preferred, and by some operators required, to deck the anchor before
run out to check the jewellery. Run the anchor line out the full distance with
anchor on deck or on roller, with the chain between the flukes (fig. 3-21).
Boat increases power until anchor line tension rises on rig winch tension
meter. When rig gives order to lower the anchor, veer pendant till anchor
arrives at roller. Allow the anchor some speed to negotiate the bump at the
change-over from the deck on to the roller (fig. 3-22).
If anchor is kept on roller, keep triangular plates below the main shackle on
the drum for stability of the anchor. Alternatively the chaser can be kept on
deck/roller. In this situation the propeller thrust passes underneath the
anchor and does not influence the fluke (fig. 3-23).
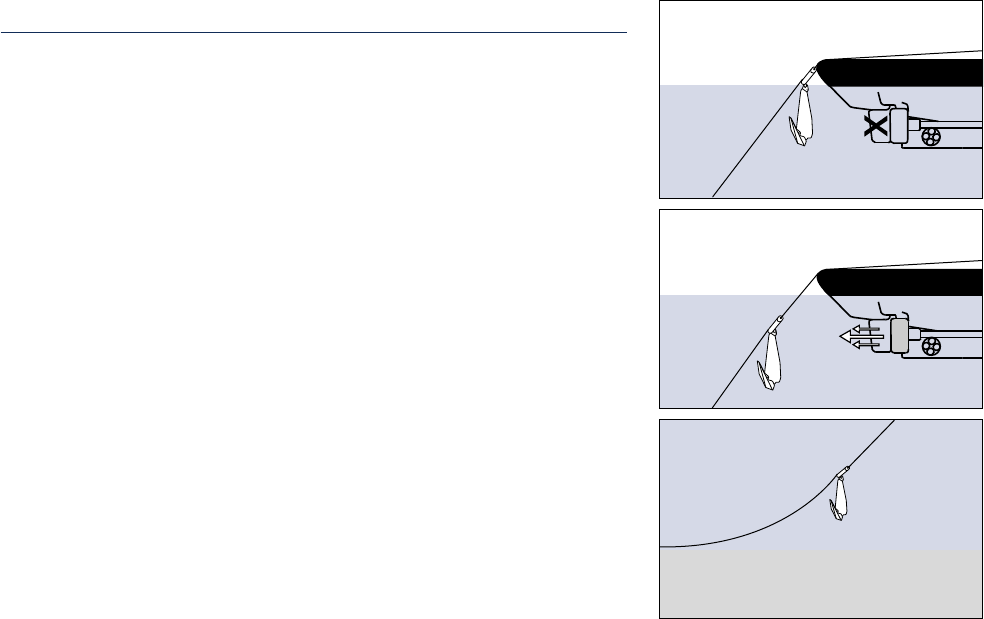
Stevpris installation 75
fig. 3-24
STOP !
fig. 3-25
fig. 3-26
wait for signal rig
D
Reduce propulsion momentarily when anchor passes the propeller thrust,
keep chaser on anchor head for control of anchor orientation and lower
anchor (fig. 3-24).
Once below the propeller wash zone, reactivate and maintain propeller
thrust to well above 30 tons. Keep constant tension in order to ensure
anchor does not fall through chaser, i.e. anchor remains in the chaser and
orientation of the anchor is correct (fig. 3-25).
Note: In some circumstances AHVs prefer to run the anchor hanging from
the pendant line below the propeller wash approximately 60 to 80 meter
above the seabed. This method requires less power on the winch during the
actual laying of the anchor. If this method is employed, make sure that at all
times the anchor is correctly oriented in the chaser. Keep constant tension
in the pendant line to prevent the anchor from falling through the chaser and
possibly turn.
Stop lowering when anchor hangs 10 to 15 meter above the bottom and
advise rig. Rig now instructs AHV to pay out until pendant line is 1.4 to 1.5
times the water depth in shallow water (100m) and 1.3 to 1.4 times in deep-
er water. AHV increases power till tension is again seen to rise at the rig, i.e.
the load in the line is larger than the chain-soil friction (fig. 3-26).
Rig commences to pull in slowly. AHV further increases power until tension
rises further at rig winch. At this moment rig orders AHV to lay the anchor.
AHV immediately stops the propulsion and is consequently pulled back-
wards. AHV pays out pendant and maintains paying out pendant after anchor
has landed on the bottom till a wire length of 1.5 to 2 times the water depth
is out. Enough slack wire must be paid out not to disturb the anchor during
buoying off or waiting. Stay above or behind the anchor.
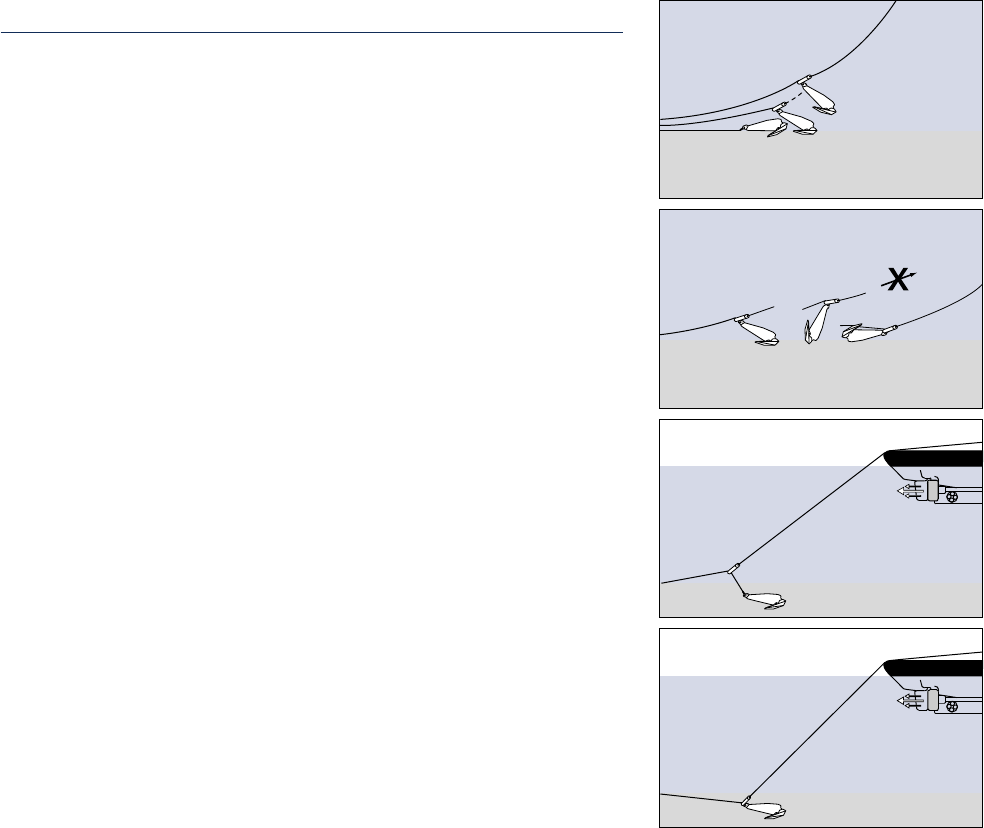
Stevpris installation 76
fig. 3-30
patience in very soft soils !
D
fig. 3-27
rig hauls AHV slacks
D
fig. 3-28
do not pull after landing !
D
fig. 3-29
wrong ! keep cable
under tension
D
Rig continues heaving the cable to a sufficient load, equal to the total
chain/soil friction plus 50 t to embed the anchor fully and create confidence
in good setting.
This also gives stability to the anchor when the AHV strips the chaser back
or buoys off the pendant. Now the AHV can retrieve the chaser and return
to the rig. If circumstances allow, the rig can tension up to the full preten-
sion load directly (fig. 3-27).
No extra pull after landing!
It is customary with older anchors such as Danforth, Moorfast, etc. to give
another pull once the anchor is on bottom. Do not do this with Stevpris
anchors. Once the anchor hits bottom, AHV should not pull again. Pendant
line must remain slack, otherwise anchor could land upside down!
(fig. 3-28). Suggestion: pre-load the anchors to the maximum required
pretension load as soon as the chaser is 100 meter or more ahead of the
anchor, i.e. do not wait. If anchor has not been laid correctly, a rerun can be
made immediately.
Retrieving anchors
The chaser should be brought to the anchor with a pendant of at least the
length of 1.5 to 2 times the water depth, measured from the stern roller.
Chaser should hang freely down from the anchor line till the bottom is
reached, i.e. slack in the pendant line. A too short pendant and/or too little
tension in the cable results in a situation as sketched (fig. 3-29).
While chasing, the rig should maintain tension of 60 to 70% of the pre-load
tension. No tension in pendant to ensure smooth passing over the chain.
When chaser is pulled into contact with anchor shank, increase thrust and
keep thrust while heaving, especially in rough water (fig. 3-30).
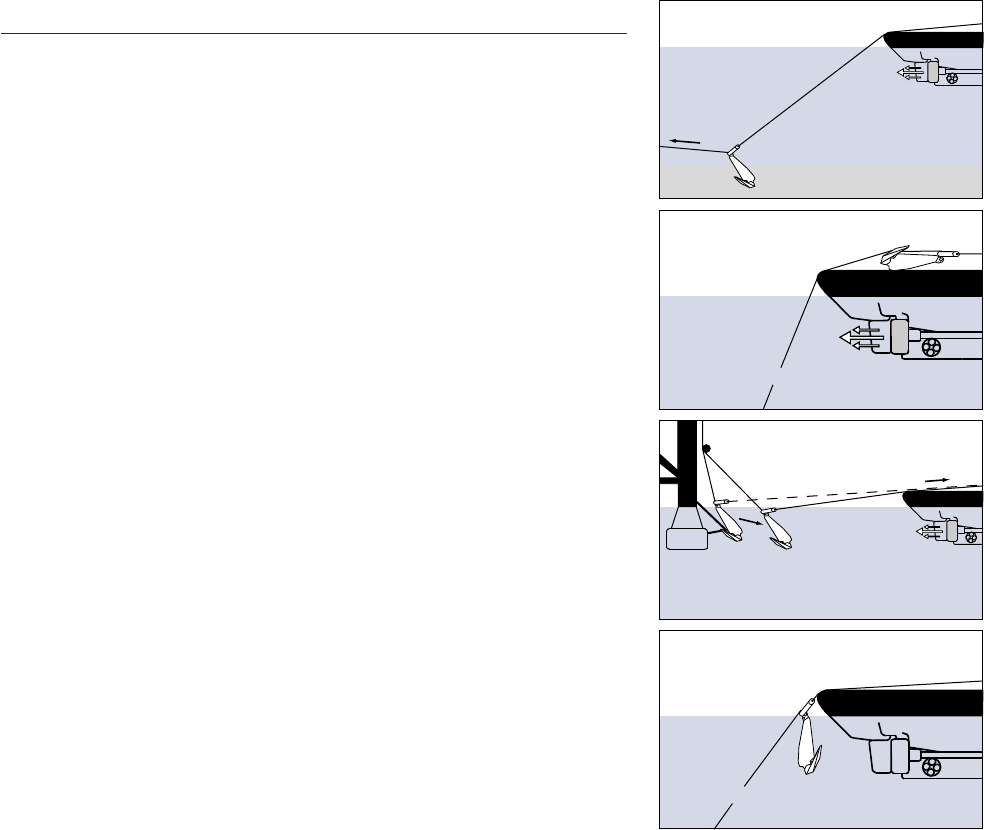
Stevpris installation 77
fig. 3-31
keep
pulling
rig
hauls
D
fig. 3-32
always deck anchor with chain between flukes
D
fig. 3-33
keep tension !
D
fig. 3-34
wrong ! anchor cannot deck !
D
The motion of the vessel itself now helps gradually to break the anchor
loose. Sequentially with the vessels motion the pendant is shortened
gradually. Anchors in very soft clay can be buried very deep. Have patience,
take your time and be gentle with the equipment; the anchor will come.
The rig can help and speed-up the operation by hauling the anchor line at
the same time! Once the anchor is off bottom, keep the chaser in contact
with the bow shackle by maintaining sufficient thrust (fig. 3-31).
Anchor orientation
The anchor flukes are always oriented towards the rig, on deck the anchor
lays on its back with shackle towards AHVs bow and cable between the
upwards directed fluke points. Check jewelry (fig. 3-32).
It is important to control the anchor orientation at all times for easy racking,
laying and decking of the anchor, i.e. keep pendant line under tension
while working the anchor. If the anchor slides through the chaser, the
anchor has to be pulled back to the stern roller and orientation checked
(fig. 3-33).
Decking the Stevpris anchor
If anchor is not correctly oriented, reduce propulsion and let anchor slide
down through the chaser. Rotation is easier while near the rig where all
loads are lower (fig. 3-34).
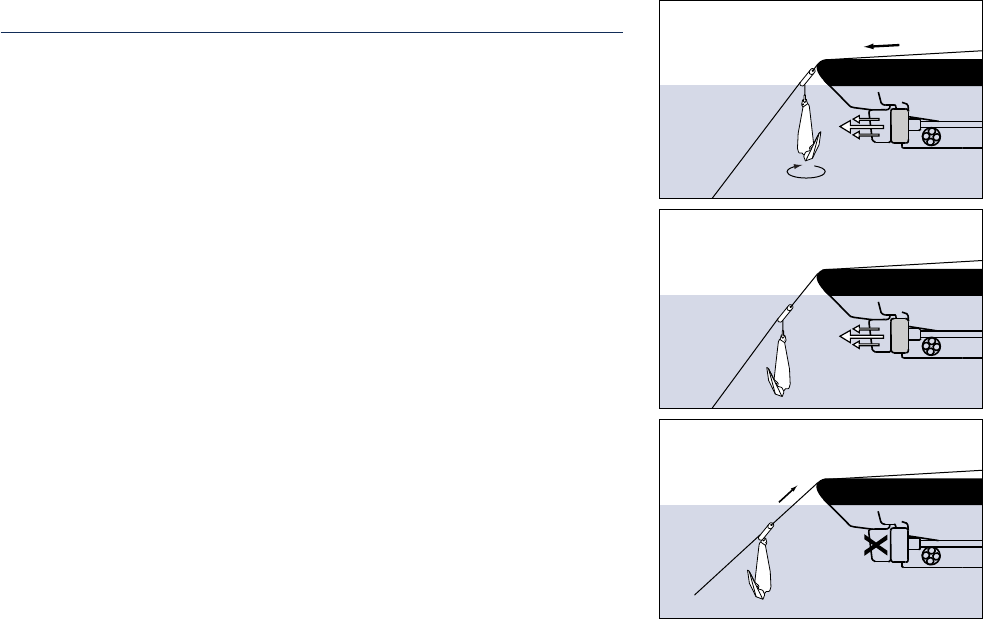
Stevpris installation 78
fig. 3-35 turn
fig. 3-36
fig. 3-37
stop / reduce
propulsion
D
STOP !
Turn the anchor with a shot of propeller wash. Then pay out pendant, make
sure anchor is below the propeller wash away from the propeller influence
zone (fig. 3-35).
Increase propulsion moving AHV forward pulling chaser in contact with the
anchor. Make sure the stern roller is perpendicular to the chain, the chain
directing between the fluke points (fig. 3-36).
With sufficient bollard pull haul pendant, stop/reduce thrust for only a few
seconds when anchor passes the propeller wash onto the drum. Pull anchor
on the drum, allow the anchor to turn with its back on the roller, fluke
points up. Then pull further on deck (fig. 3-37).
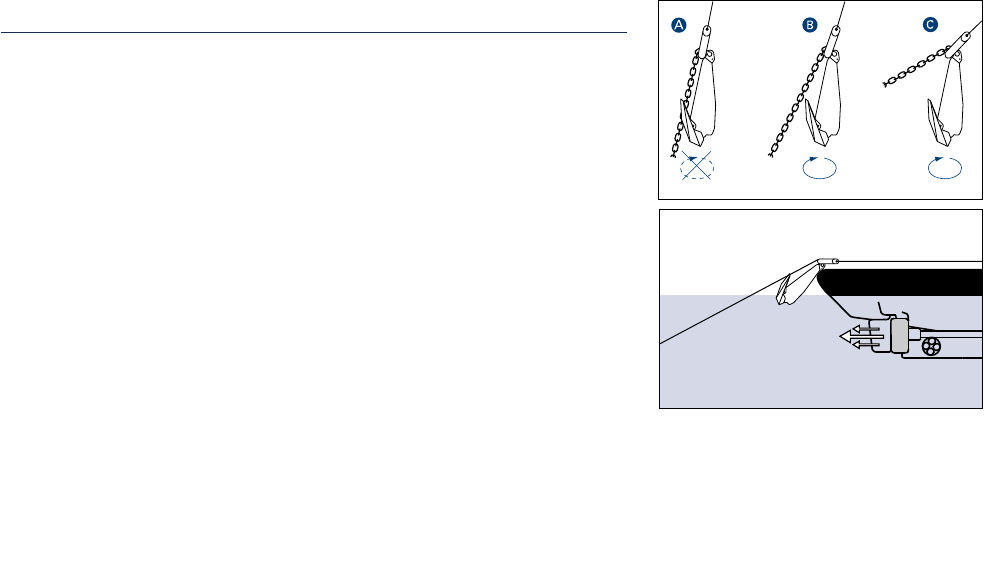
Stevpris installation 79
With little tension in the line, the chain hangs steep against the fluke points
and anchor cannot rotate easily (A). Before rotating the anchor, pull on the
cable, the anchor will be free to turn (B) and (C) (fig. 3-38).
With anchor on the stern roller reactivate propulsion. For inspection anchor
can be pulled on deck. If required, change fluke angle to 32 degrees for
hard soil or to 50 degrees for very soft soil. Mind, every anchor type will be
unstable and drag in hard soil, stiff clay or sand with a fluke angle set for
mud! (fig. 3-39).
fig. 3-38
fig. 3-39
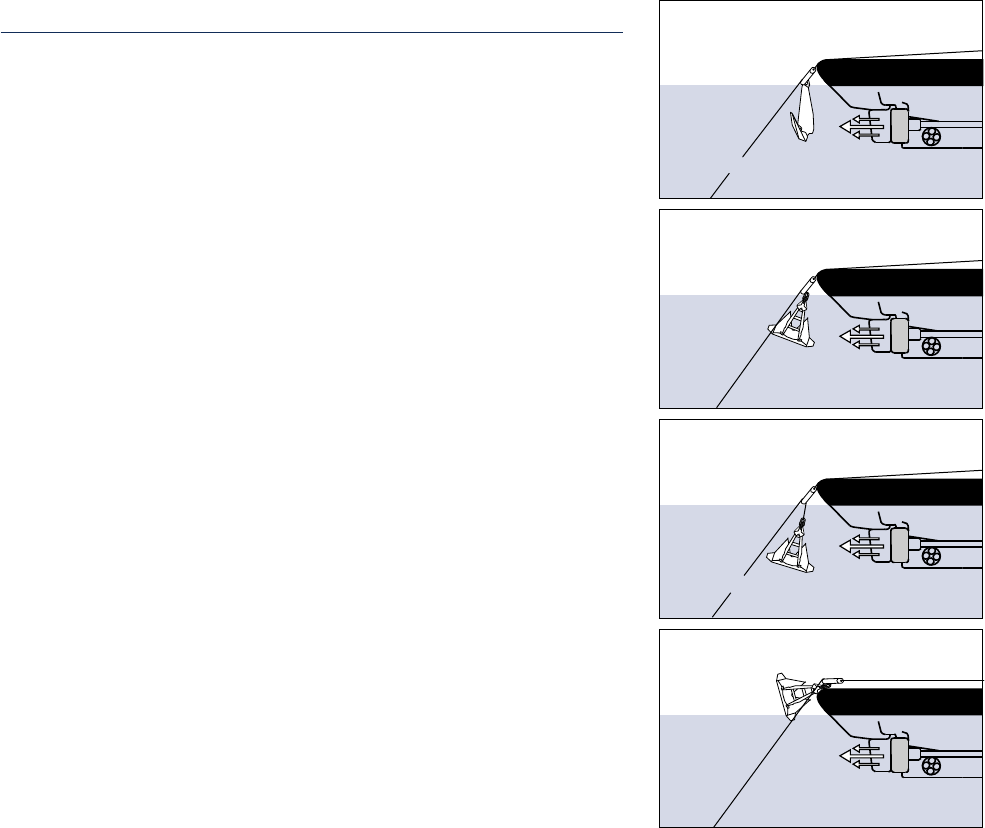
Stevpris installation 80
What not to do!
The anchor is approaching the drum. If the AHV maintains thrust, the water
flow will push the fluke (fig. 3-40).
If the propeller is not stopped, the thrust risks turning the anchor around
the cable then acting as a shaft (fig. 3-41).
The relative weight of the anchor increased by the thrust force on the fluke
will cause the anchor and the cable to slide down through the chaser and
control of anchor orientation is lost (fig. 3-42).
When the thrust is maintained while hauling in the chaser, the cable
prevents the anchor to turn on its back at the stern roller. Boarding will be
difficult now. The anchor could pass the stern roller on its side and get dam-
aged!
So stop/reduce the thrust just before the anchor passes the propeller wash
(fig. 3-43).
fig. 3-40
thrust on anchor makes it swing !
fig. 3-41
and rotate !
fig. 3-42
anchor slides through chaser
fig. 3-43
damage !
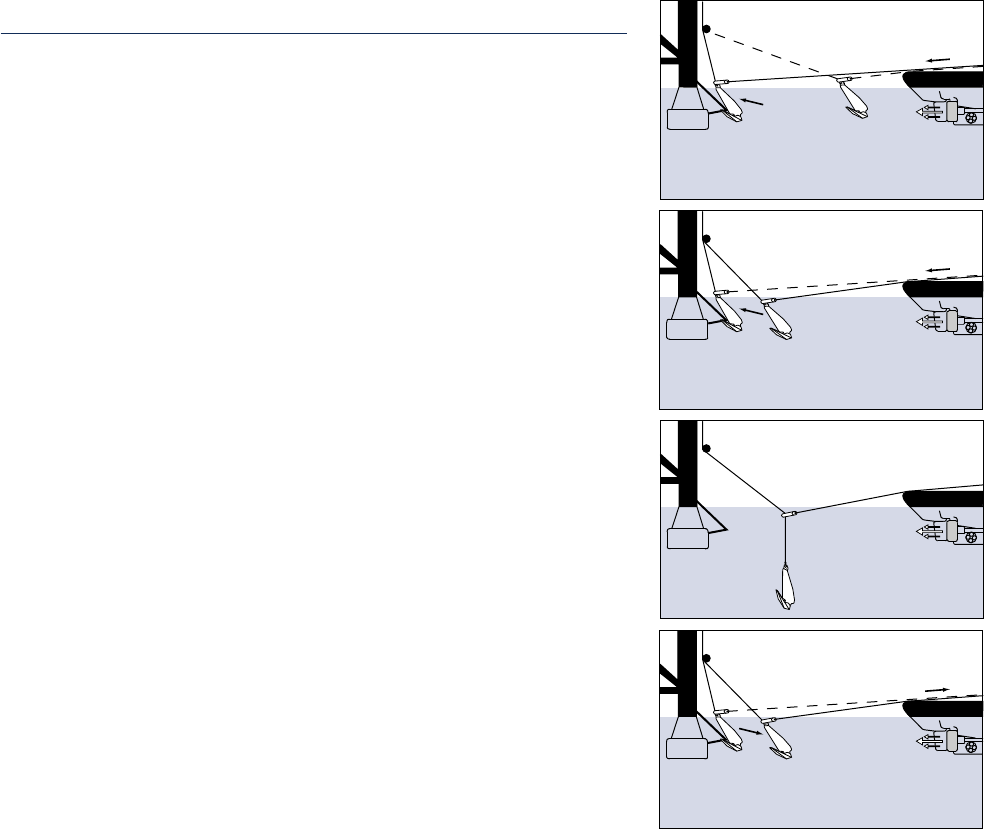
Stevpris installation 81
Racking the Stevpris
Rig heaves in anchor line, pulling AHV towards it. AHV keeps sufficient ten-
sion in pendant, chaser remains in tight contact with anchor, anchor
remains correctly oriented (fig. 3-44).
At some distance from the rig, AHV pays out winch wire while keeping suf-
ficient bollard pull (at least 1.5 times anchor weight) to keep chaser on
anchor head. Anchor flukes point towards the rig. Rig hauls, AHV veers
while keeping some tension in the pendant line transferring the anchor to
the bolster. The direction of the anchor cable must now be perpendicular to
the rack (fig. 3-45).
When anchor arrives at bolster, reduce tension to 15 tons. As soon as anchor
is resting on bolsters, slack pendant wire completely. If tension is not suffi-
cient, anchor falls out of control of the chaser and might rotate and make
racking difficult. If this occurs, bring anchor to the stern of the AHV, rotate
anchor with fluke points directing outwards and keep chaser tight on the
anchor (fig. 3-46).
Deploying Stevpris from the anchor rack
AHV receives pendant from rig and connects to AHV winch wire. AHV
moves to a position at a good distance but less than the water depth (for
instance 50 meter dependent on weather) from the rig. Stop winch and
keep sufficient tension, 20 to 30 tons or more as required to maintain the
chaser on the head of the anchor. Only now rig pays out cable while AHV
hauls in on the winch. The AHV maintains sufficient tension while pulling
the anchor to the stern roller. Reduce the power of the propeller as anchor
passes the wash zone and bring anchor on roller for inspection and reacti-
vate thrust (fig. 3-47).
fig. 3-44
keep tension !
D
fig. 3-45
keep tension !
D
fig. 3-46
wrong !
risk losing control
over anchor orientation
fig. 3-47
keep tension !
D
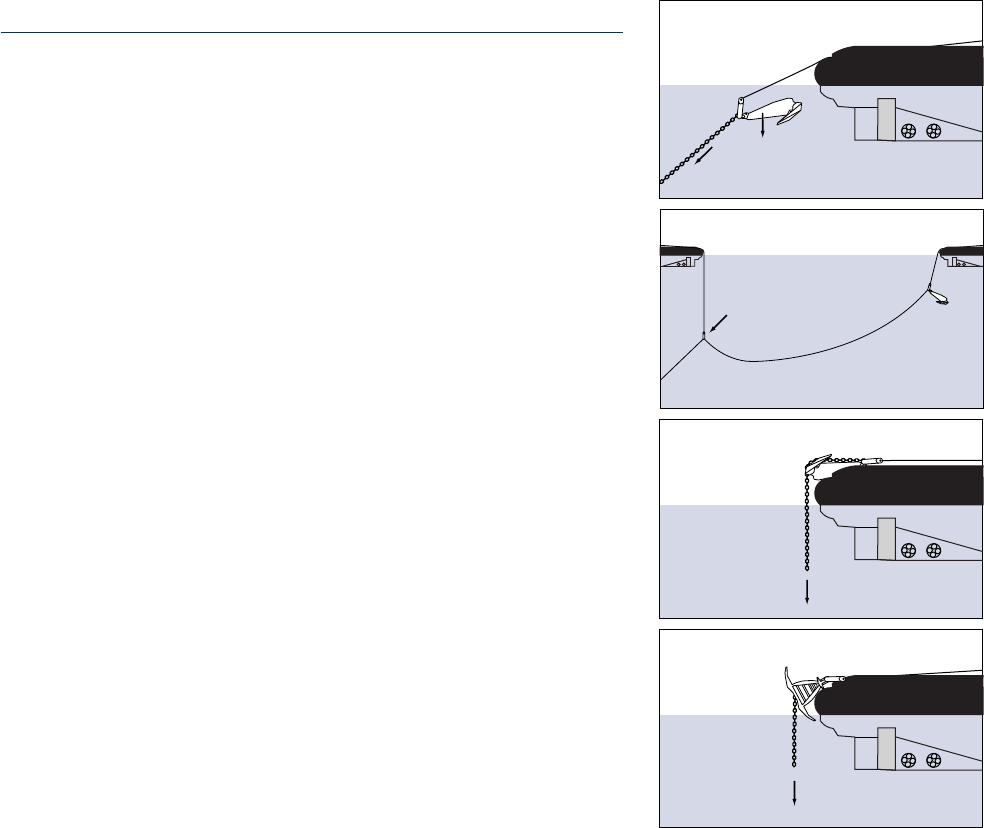
Stevpris installation 82
Boarding the anchor in deep water
In deep water the weight of the anchor line becomes of predominant
importance. For line loads larger than 8 times the anchor weight the anchor
could be pulled against the chaser as illustrated, it could even position itself
upside down! In such cases boarding the anchor is difficult and damage
might occur (fig. 3-48).
The best and preferred solution is to pull the anchor from the bottom and
have the rig haul the anchor line, allowing the boarding of the anchor near
the rig where loads are smaller.
If this is not possible or allowed for some reason, another solution is to
reduce the weight that is hanging from the anchor. This can be done by
lifting the anchor line using a lock chaser or grapnel handled by a second
vessel (fig. 3-49).
It is recommended to board the anchor with the chain between the fluke.
The anchor fluke is generally designed to withstand loads up to 8 times the
anchor weight (fig. 3-50).
It happens that the anchor is accidentally pulled over the roller on its side.
Due to the large forces damage to shank and fluke might occur when the
chain is hanging over the anchor (fig. 3-51).
fig. 3-48
anchor weight
high tension
fig. 3-49
lock chaser
fig. 3-50
8 x anchor weight
fig. 3-51
large weight
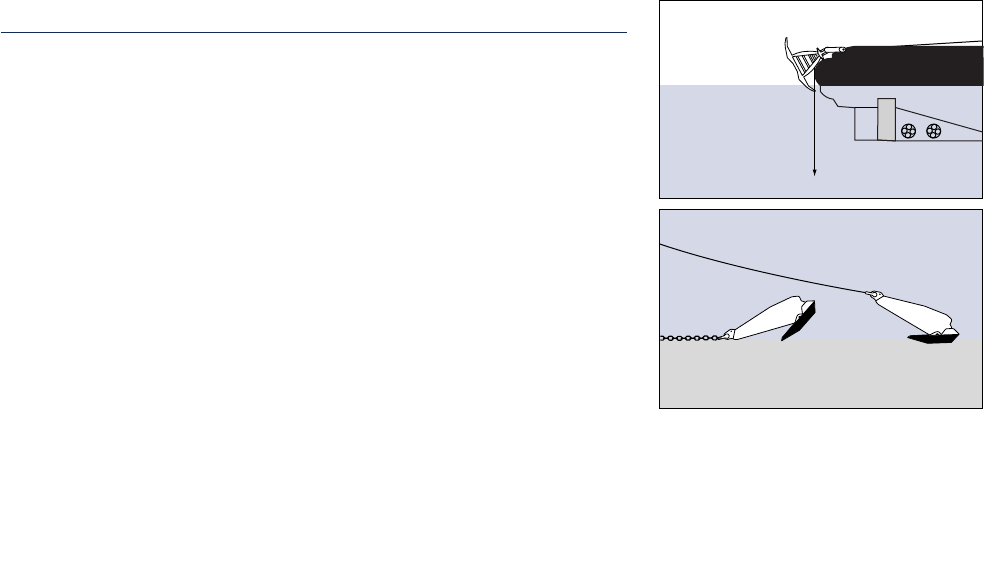
Stevpris installation 83
fig. 3-52
fig. 3-53
with ballast in fluke use chain forerunner
D
chain
wire
If boarding the anchor on its side is inevitable, make sure that before
boarding, the vessel is turned to free the anchor line from the anchor and
haul gently. The chain will pass the stern roller next to the anchor. However,
this situation should be avoided as damage may occur (fig. 3-52).
Ballast in fluke
Using a wire rope forerunner and ballast material placed inside the hollow
fluke, the anchor may not topple over with the fluke points directed
downwards. A wire anchor line might be too light to position the anchor
correctly and the anchor may not topple over, the anchor could skid over
the seabed and prevent penetration.
When the fluke is ballasted, the weight of a chain forerunner will cause the
shackle to nose down and bring the fluke in penetration position (fig. 3-53).
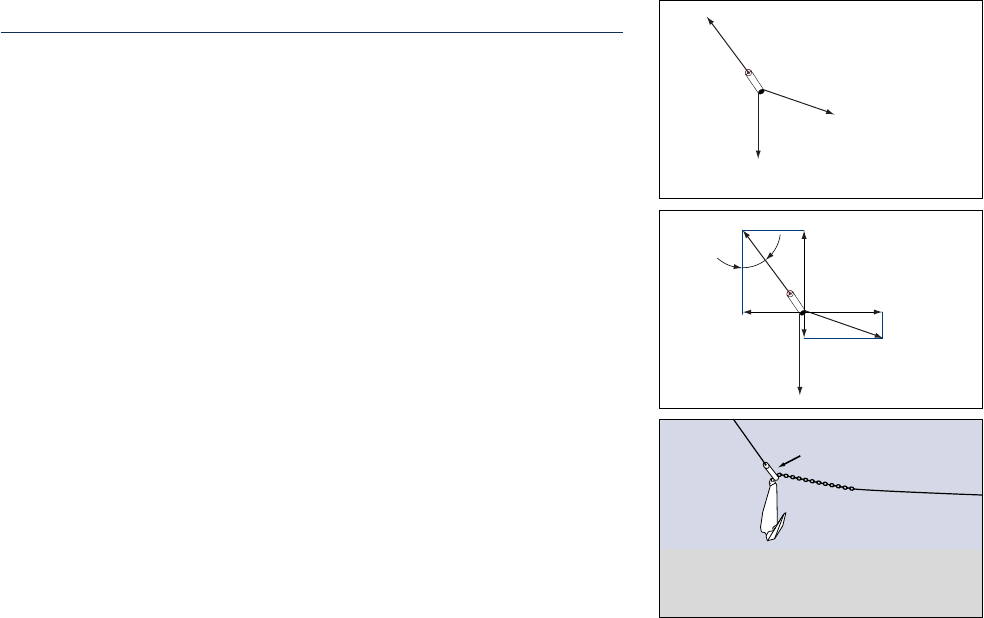
Stevpris installation 84
Chaser equilibrium
To control the anchor, the chaser collar must always be on the anchor head.
The tension in the anchor cable must be equal or larger than 1.5 times the
weight of the anchor. If not, the anchor slides through the chaser and the
orientation is not controlled (fig. 3-54).
Equilibrium forces determine if chaser is in contact with the anchor. Near
bottom, the vertical load at the chaser from the anchor line Flv is small.
The chaser remains only in contact with the anchor if the bollard pull Fphis
larger than the horizontal line load Flhwhich in turn must be larger than
the anchor weight W (if not the anchor will slide down). The angle of the
pendant line must be larger than 45° (fig. 3-55).
Recommendation: Bollard pull must always be equal or larger than the line
tension, i.e. use a minimum bollard pull of 20 to 30 tons for a 12 to 15 ton
anchor. Use a minimum pendant line length of 1.4 to 1.5 times the water
depth in shallow water (100m) and 1.3 to 1.4 times the depth in deeper
water (fig. 3-56).
fig. 3-54
pendant line force
anchor line tension
anchor weight
fig. 3-55
Fp
Fp
h
Fpv
Flh
FlFlv
W
fig. 3-56
chaser
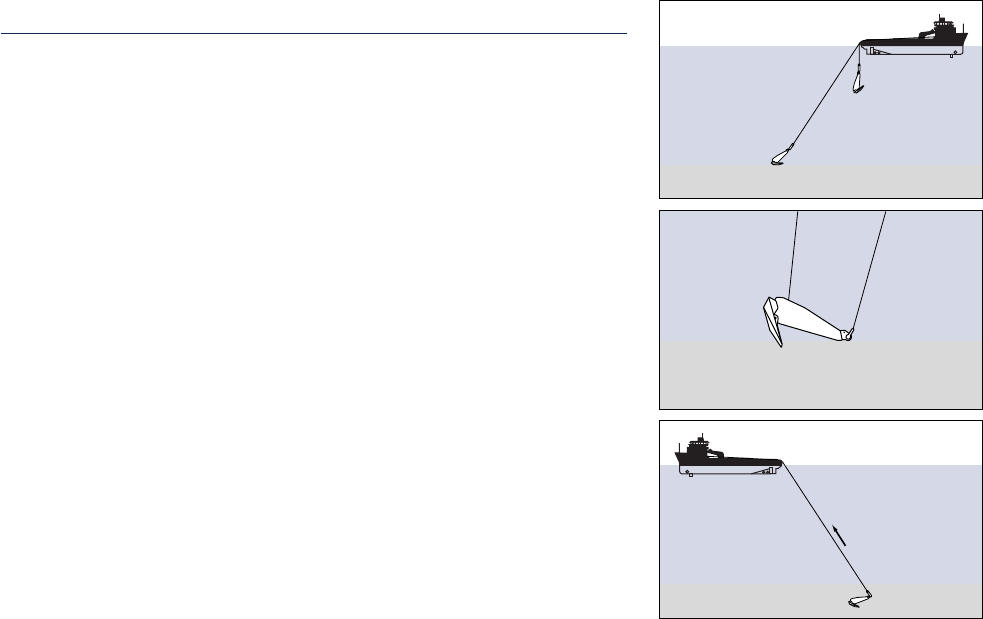
Deployment for permanent moorings
The simplest deployment procedure for the Stevpris anchor is to lower the
anchor to the seabed using the mooring line. When the anchor is nearly on
the seabed, the AHV should start moving slowly forward to ensure that the
anchor lands correctly on the seabed (fig. 3-57).
Another option for the deployment of the Stevpris anchor is to connect a
temporary installation bridle (wire rope) to the anchor. The bridle is
connected to the padeyes situated at the back of the shank of the anchor.
The AHV then lowers the anchor overboard while paying out the mooring
line and the bridle simultaneously (fig. 3-58).
To recover a Stevpris anchor after it has been installed, the AHV should take
the mooring line and pull it in the opposite direction that the anchor was
installed in, generally away from the centre of the mooring. The AHV
should recover the mooring line till a length of approximately 1.5 times the
water depth is still overboard.
When only 1.5 times the water depth of mooring line is left overboard, the
AHV should block the winch and keep a constant tension on the mooring
line equal to the pre-load tension. Once the anchor starts to move in the
soil, a lower tension in the mooring line can be used (fig. 3-59).
Stevpris installation 85
fig. 3-57
fig. 3-58
mooring line
temporary bridle
fig. 3-59

Piggy-backing
Introduction
Piggy-back is the practice of using two or more anchors in order to obtain
holding power greater than can be achieved with one only. Piggy-backing
is used when anchors are employed with insufficient holding capacity.
This can be caused by improper design for the particular environment or
insufficient anchor size.
In some soil conditions, the use of two smaller anchors in piggy-back can
offer an advantage over the use of one larger anchor. This can be the case
when the anchor has to hold in a certain layer and holding capacity in the
underlying layer is uncertain.
Considerations to remember on piggy-backing:
•Installing a piggy-back system is more costly than the installation of a sin-
gle anchor.
•If the mooring line of the second anchor is connected to the rear of the
first anchor, the stability, penetration and holding capacity of the first
anchor may be less than is the case for a single anchor. The force from the
second anchor may tend to pull the fluke of the first anchor closed (hing-
ing type anchors).
•If the piggy-back anchor is connected to the first anchor by means of a
chaser, the chaser may obstruct penetration of the first anchor.
•Both anchors must be exactly in line with the mooring line load. The lead
anchor may become unstable if a lateral load is applied.
•Two hinging anchors in piggy-back do not provide 2 times but only 1 to 1.6
times the individual holding capacity of the two anchors, for reasons
described in second point above.
86
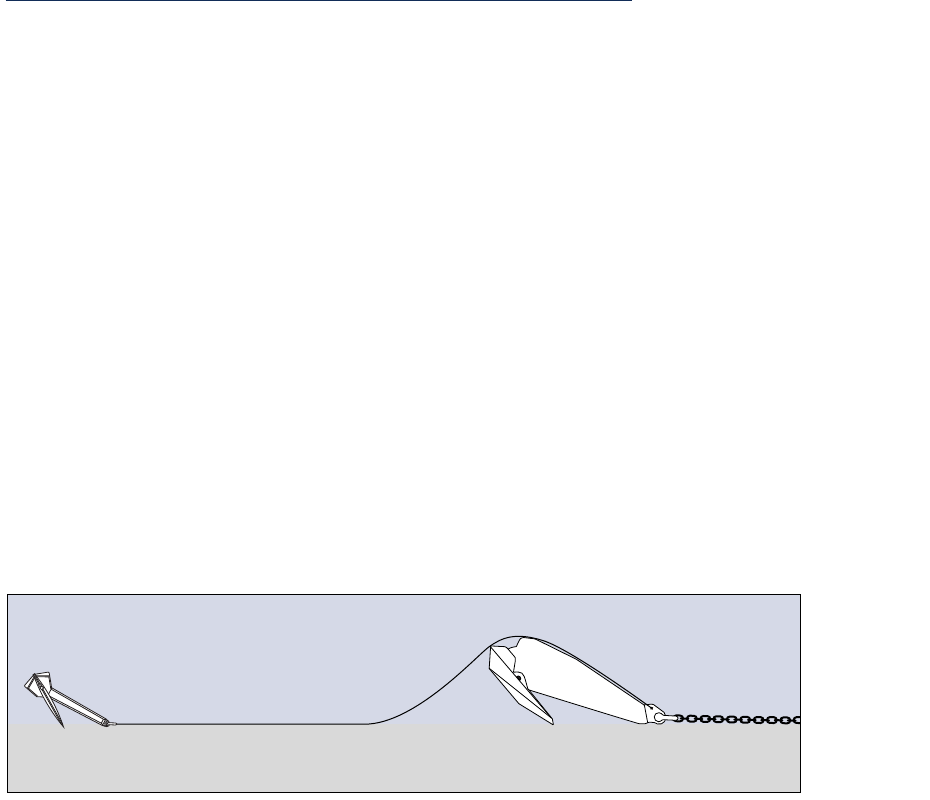
Piggy-back methods 87
fig. 3-60
•If the first anchor is not influenced by the pull from the second anchor, and
the second anchor (fixed fluke/shank type anchors) is connected at 3 to 4
shank lengths distance from the first anchor, the holding capacity of the 2
anchors may be up to 2.5 times the holding capacity of the individual
anchors, due to the extra penetration of the second anchor.
Piggy-backing involving hinging anchors
Since there is little difference between handling one hinging anchor or two,
the first method is described with a Stevin anchor (hinging) in combination
with a Stevpris anchor (non-hinging). Here, the Stevpris is main anchor and
the Stevin is back-up. This is the best solution when using a fixed shank
anchor as the fluke of the Stevpris anchor can not be pulled closed. The pendant
line is connected to the padeye near the anchor shackle so performance is
not reduced. Note: if the piggy-back anchor can not be laid in line with the
mooring load, the piggy-back anchor makes the main anchor unstable. In
such a case the Stevpris can better be placed as the second anchor.
For optimal performance of the combination, the pendant line between
the two anchors should be wire rope, to promote penetration and obtain
better holding capacity (fig. 3-60).
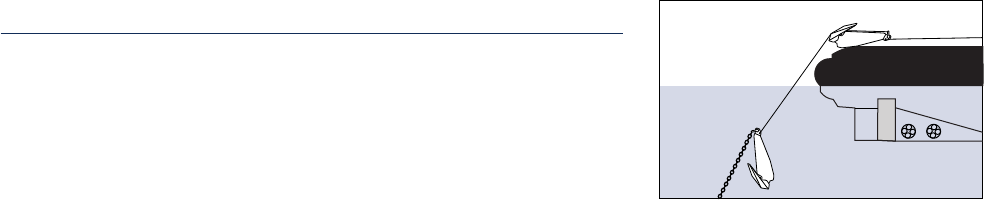
Piggy-back methods
The installation procedure is described as follows:
•Pay out the main anchor as usual.
•Tension the mooring line until the anchor slips.
•Connect the second anchor to the pendant line.
•Bring the anchor to its location.
•Lower the piggy-back anchor and tension the mooring line again.
•Provide the pendant of the second anchor with a buoy for easy retrieval.
Piggy-backing with two Stevpris anchors
When two Stevpris anchors are used in piggy-back, the holding capacity of
the combination may be equal or higher than the sum of the individual
holding capacities of the anchors. The installation procedure of two
Stevpris anchors in piggy-back is as follows:
•Pay out the main Stevpris anchor, with the mooring line connected to the
anchor shackle and the pendant line (wire rope for optimal performance
and approximately three times the shank length of the first Stevpris
anchor) connected to the padeye behind the anchor shackle.
•Connect the other end of the pendant line to the anchor shackle of the
second Stevpris anchor (fig. 3-62).
•To lower the second Stevpris anchor to the seabed, a second pendant line
is connected to the padeye behind the anchor shackle.
•Using the second pendant line, the Stevpris anchors are lowered to the
seabed and positioned and buoyed off.
•The Stevpris anchors are then tensioned by pulling on the mooring line
(fig. 3-61).
88
fig. 3-62
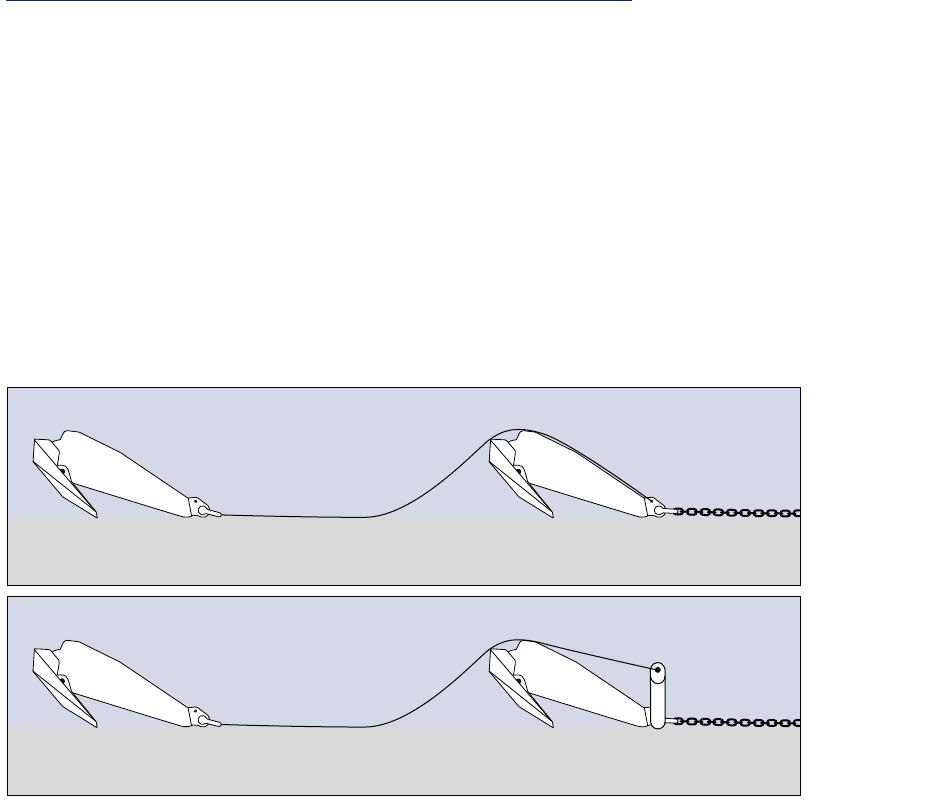
Piggy-back methods 89
fig. 3-63
fig. 3-61
Piggy-backing by using a chaser
Sometimes chasers are used to connect the piggy-back anchor to the first
anchor (fig. 3-63), although a pendant line connected directly to the padeye
behind the main anchor shackle of the first anchor is prefered.
The installation procedure described for two Stevpris anchors is also applic-
able when a chaser is used for the connection.
During the deployment of the piggy-back combination, care must be taken
that anchors are installed in line with the load.

Stevmanta VLA installation
Introduction
The Stevmanta VLA consists of an anchor fluke which is connected with
wires to the angle adjuster. The angle adjuster is responsible for changing
the anchor from the installation mode to the vertical (or normal) loading
mode.
There are many options to install VLA anchors. The most efficient methods
are based on two different principles:
•Double line installation method using the fixed angle adjuster.
•Single line installation method using the shear pin angle adjuster.
The double line installation method is typically used when it is preferable
to install the anchor with a steel wire rope installation line instead of using
the actual mooring line (for example polyester).
The following three typical methods for installing the Stevmanta VLA are
discussed:
•Single line installation method.
•Double line installation method.
•Double line installation method using the Stevtensioner.
It is also possible to use the Stevtensioner with the single line installation
method, however because this is very similar to the double line installation
method with Stevtensioner, it is not presented here.
90
fig. 3-64
installation mode
shear pin
fig. 3-65
normal mode
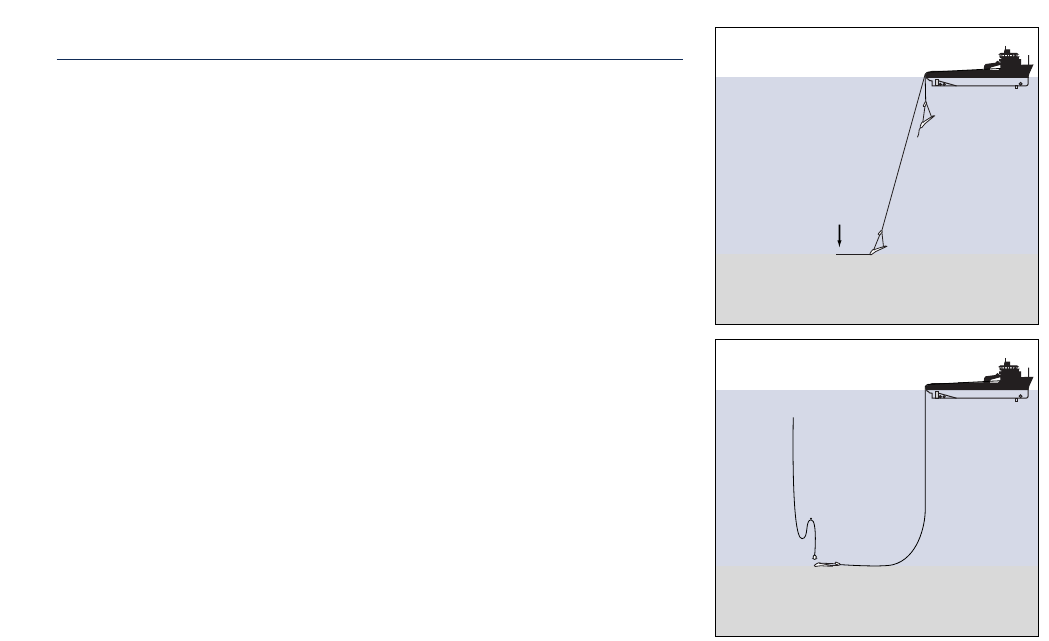
Single line installation procedure
This procedure requires only one AHV for installation of the Stevmanta. The
Stevmanta is deployed with the shearpin angle adjuster. The mode of the
anchor changes when the shearpin breaks at a load equal to the required
installation load. When the shear pin breaks, the Stevmanta changes from
the installation mode to the normal (vertical) loading mode (fig. 3-64 and
fig. 3-65).
Installation procedure
In the installation procedure an optional tail has been included on the
Stevmanta. The tail assists in orientation of the Stevmanta on the seabed.
Connect the installation/mooring line to the angle adjuster on the
Stevmanta on the AHV. Lower the Stevmanta overboard. The Stevmanta
will decend tail first, i.e. the tail will be the first part to reach the seabed (fig.
3-66).
When the Stevmanta is on the seabed, an ROV can optionally inspect the
anchor (position and orientation). The AHV starts paying out the installa-
tion/ mooring line while slowly sailing away from the Stevmanta (fig. 3-67).
Stevmanta VLA installation 91
fig. 3-66
tail for
orientation
recovery
fig. 3-67
ROV
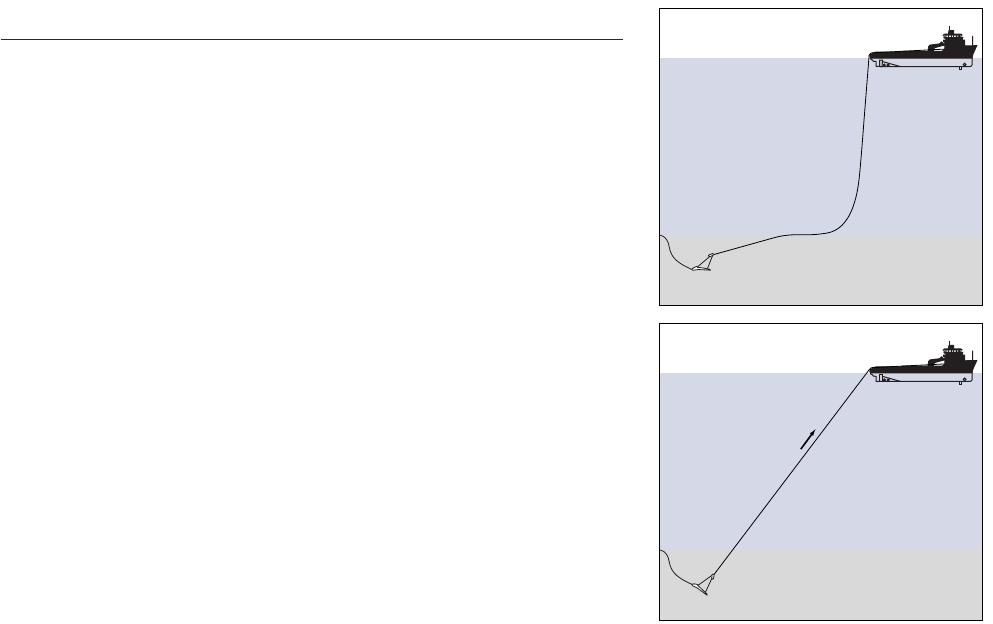
Stevmanta VLA installation
When enough of the installation/mooring line has been paid out, the AHV
starts increasing the tension in the installation line. The Stevmanta will start
to embed into the seabed (fig. 3-68).
When the predetermined installation load has been reached with the AHVs
bollard pull, the shearpin in the angle adjuster fails, triggering the
Stevmanta into the normal (vertical) loading mode. This can be clearly
noticed on board the AHV, as the AHV will stop moving forward due to the
sudden increase in holding capacity. Now that the Stevmanta is in the
normal (vertical) loading mode, the AHV can continue to increase the ten-
sion in the (taut-leg) installation/mooring line up to the required proof ten-
sion load (fig. 3-69).
92
fig. 3-68
fig. 3-69
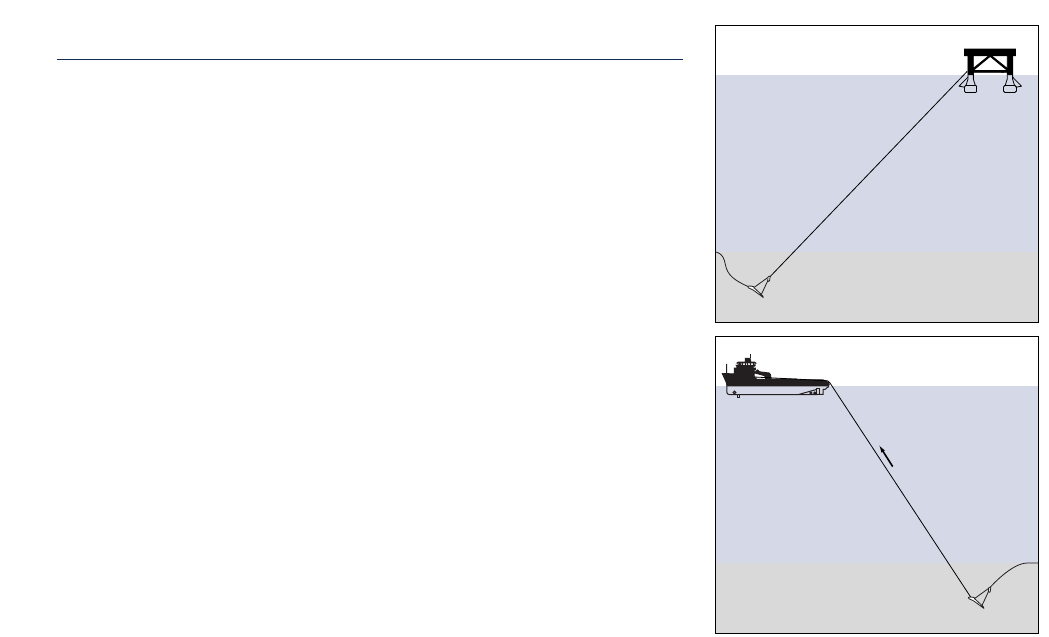
After the Stevmanta has been proof tensioned to the required load, the
installation/mooring line can be attached to the floater.
In case of a pre-laid mooring, the mooring line can be buoyed off, for easy
connection later on (fig. 3-70).
Stevmanta retrieval
The Stevmanta is easily retrieved by pulling on the ‘tail’. Connection to the
tail can be achieved either with a grapnel or by using an ROV (fig. 3-71).
Stevmanta VLA installation 93
fig. 3-70
fig. 3-71

Stevmanta VLA installation
Alternatively the Stevmanta can be equipped with an optional recovery sys-
tem. The recovery system consists of two special sockets which connect the
front wires to the fluke.
To recover the anchor, the mooring line is pulled backwards, i.e. away from
the centre of the mooring. Once the mooring line has been pulled back, the
front sockets will disconnect from the fluke (fig. 3-72).
The Stevmanta VLA is now pulled out of the soil using just the rear wires.
This reduces the resistance of the anchor, so that it can be retrieved with a
load equal to about half the installation load (fig. 3-73).
94
fig. 3-72
pull for retrieval
fig. 3-73
retrieval
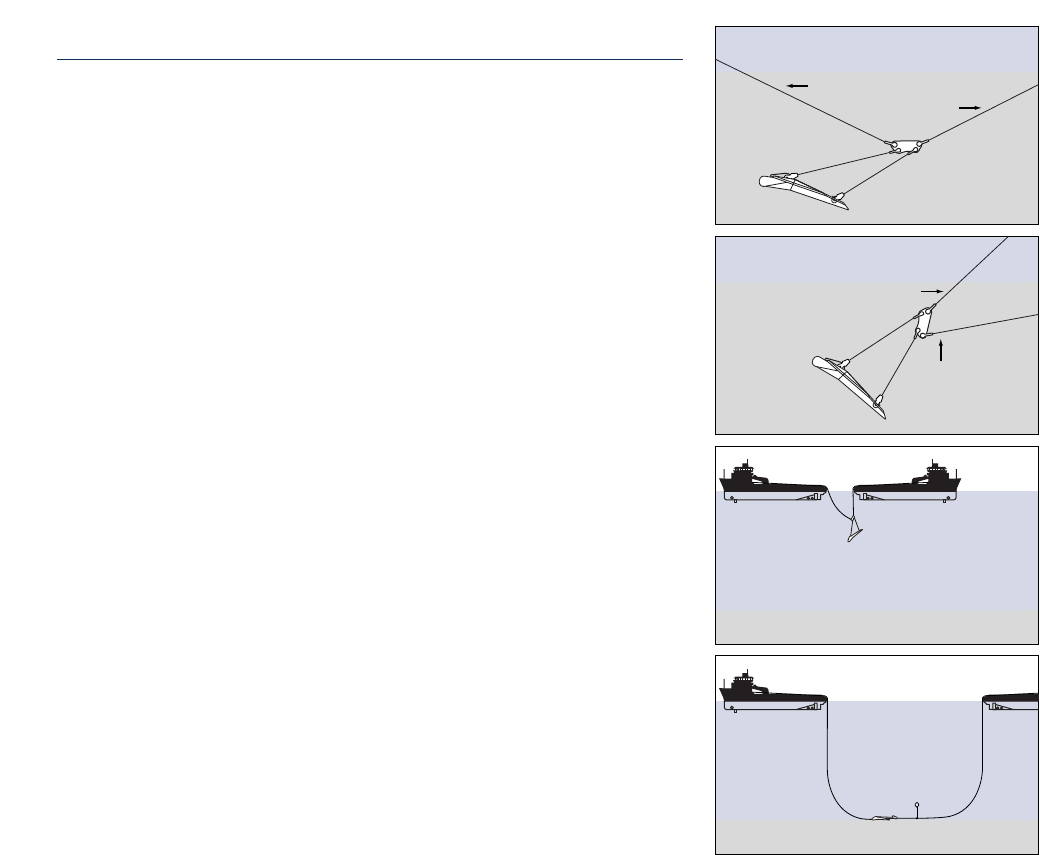
Double line installation procedure
This procedure requires two AHVs. The Stevmanta is deployed with the
fixed angle adjuster. The mode of the anchor (installation mode or normal
(vertical) loading mode) is chosen by pulling on either the installation line
or the mooring line.
The Stevmanta is in the installation mode when the installation line is ten-
sioned, i.e. the line on the front of the angle adjuster (fig. 3-74).
The Stevmanta is in the normal (vertical) loading mode when the mooring
line is tensioned, i.e. the line on the rear of the angle adjuster (fig. 3-75).
During the installation AHV1 handles the steel installation line and AHV2
handles the mooring line, for instance polyester (fig. 3-76).
In the installation procedure an optional subsea recovery buoy can be
included in the installation line. The recovery buoy is connected to the
installation line via a delta plate at approximately 90 m from the Stevmanta
(fig. 3-77).
Stevmanta VLA installation
fig. 3-74
installation mode
installation line
mooring line
fig. 3-75
normal mode
mooring line
installation
line
fig. 3-76
AHV2 AHV1
fig. 3-77
AHV2 AHV1
95
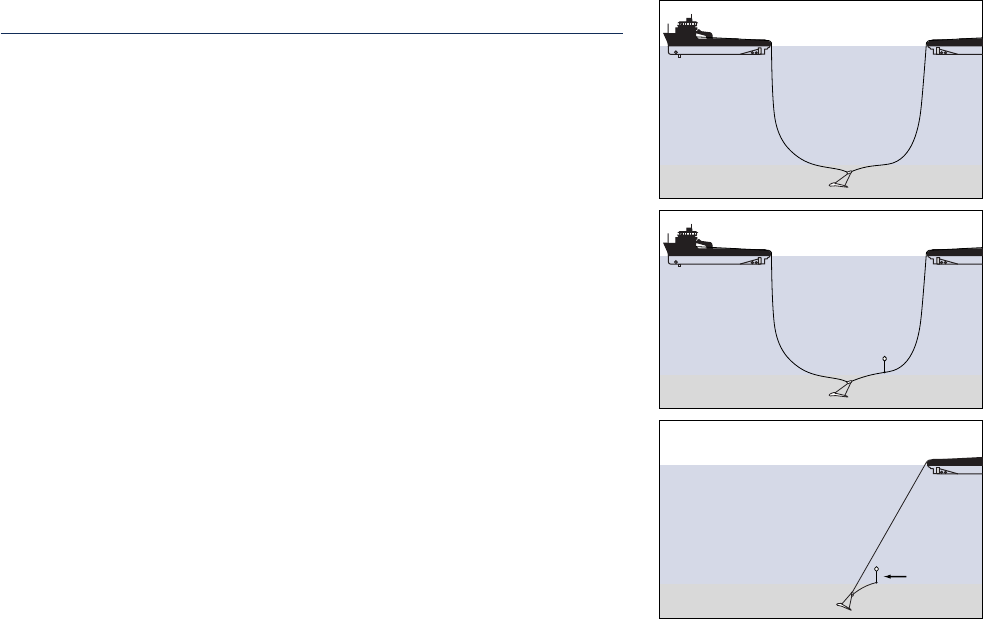
Stevmanta VLA installation
fig. 3-78
AHV2 AHV1
fig. 3-79
AHV2
break
link
breaks
AHV1
fig. 3-80
AHV2
pretension load
recovery
line
Connect the installation line to the angle adjuster on the Stevmanta on
board AHV1.
Pass the mooring line from AHV2 to AHV 1 and connect it to the angle
adjuster.
Lower the Stevmanta VLA overboard by keeping tension on both the instal-
lation line (AHV1) and the mooring line (AHV2).
When the Stevmanta is on the seabed, an ROV can inspect the anchor’s posi-
tion and orientation. AHV2 slackens the tension in the mooring line and
AHV1 starts paying out the installation line while slowly sailing away from
the Stevmanta (fig. 3-78).
When enough of the installation line has been paid out, AHV1 starts
increasing the tension. The Stevmanta will start to embed into the seabed.
AHV2 keeps the mooring line slack by keeping the same distance from
AHV1. If more bollard pull is required than one AHV can deliver, AHV2 can
buoy off the mooring line and pull with AHV1 in tandem.
When the predetermined installation load has been reached, the breaking
device in the installation line fails (break shackle connecting the installation
line to the delta plate), freeing the installation line from the Stevmanta (fig.
3-79).
If the optional recovery buoy is used, the breaking device is placed on the
delta plate connecting it to the installation line and AHV1. AHV1 is now no
longer connected to the Stevmanta and the installation line can be recov-
ered on deck (fig. 3-80).
96
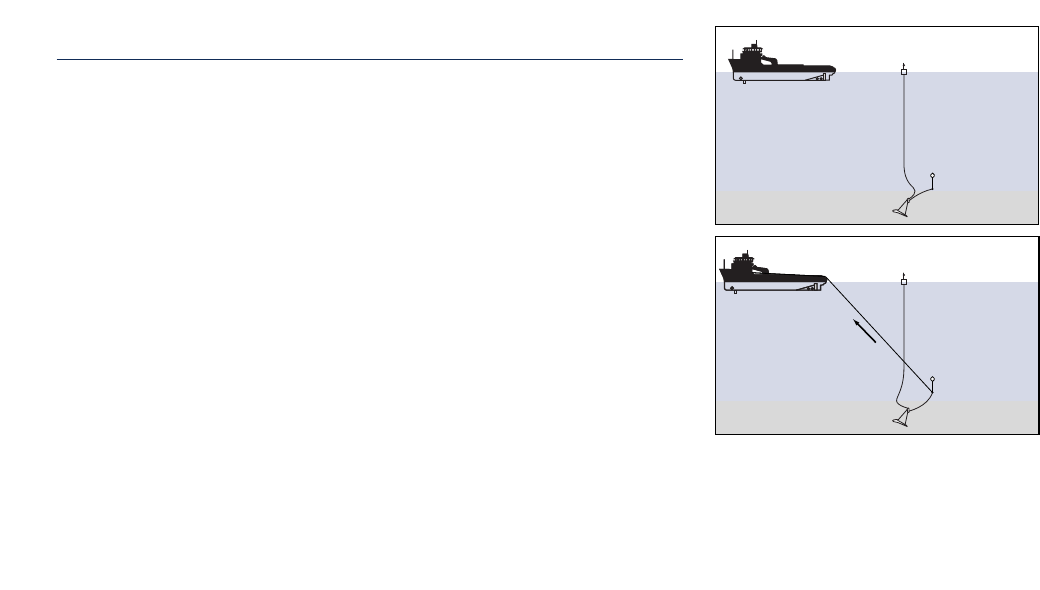
AHV2 can now start increasing the tension in the mooring line. If AHV2 can
not generate enough bollard pull to reach the required proof tension load,
AHV1 can be connected in tandem to AHV2 to generate additional bollard
pull.
After the Stevmanta has been proof tensioned to the required load, the
mooring line can be attached to the floater.
In case of a pre-laid mooring, the mooring line can be buoyed off, for easy
connection later on (fig. 3-81).
Stevmanta retrieval
The Stevmanta is recovered from the seabed by returning to ‘installation
mode’ instead of the normal (vertical) loading mode. The AHV picks up the
recovery buoy from the seabed and by pulling on the installation load at an
angle of approximately 450 with the seabed, the anchor is easily retrieved
(fig. 3-82).
Stevmanta VLA installation
fig. 3-81
AHV2
fig. 3-82
AHV2AHV2
97
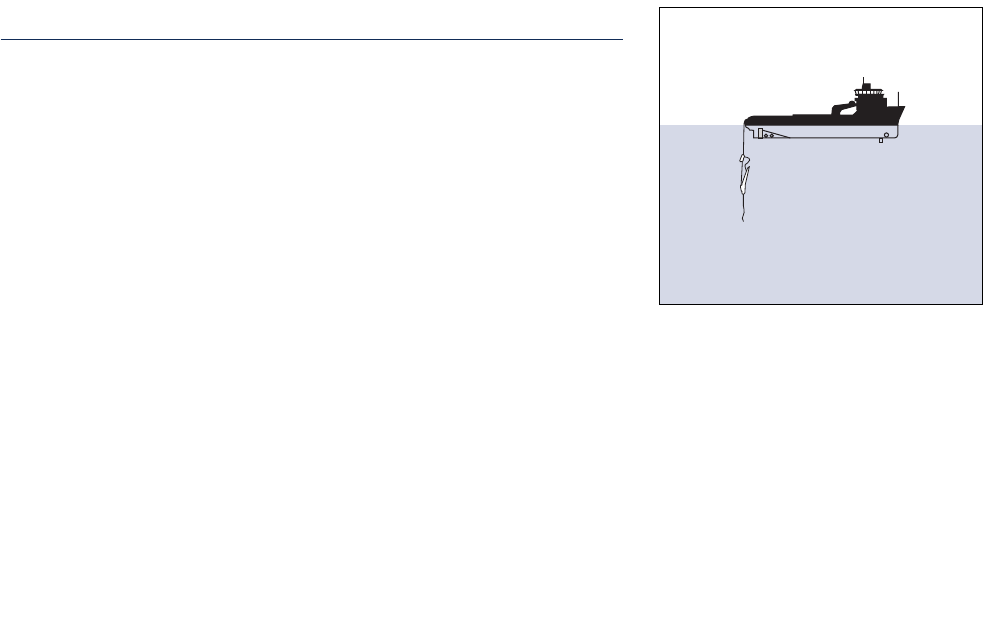
Stevmanta VLA installation 98
Single line installation with Stevtensioner
The Stevmanta VLA is deployed with the shearpin angle adjuster. The mode
of the anchor changes when the shearpin breaks at a load equal to the
required installation load. When the shear pin breaks, the Stevmanta VLA
changes from installation mode to the normal (vertical) loading mode.
In the installation procedure a tail (approximately 30 m length, consisting of
a length of wire with approximately 5 m of chain on the end) has been
included on the Stevmanta VLA. The tail assures correct orientation of the
Stevmanta VLA on the seabed.
Connect the tail to the rear of the fluke of the Stevmanta VLA #1. Connect
the forerunner to the angle adjuster of the Stevmanta VLA on the AHV.
Lower Stevmanta VLA #1 overboard (fig. 3-83). The Stevmanta VLA will be
going downwards tail first, i.e. the tail will be the first part that reaches the
seabed.
Connect the tensioning chain to the forerunner on Stevmanta VLA #1 using
the subsea connector and pass the other end through the Stevtensioner.
This end of the chain is terminated with a male part of the subsea connector.
fig. 3-83
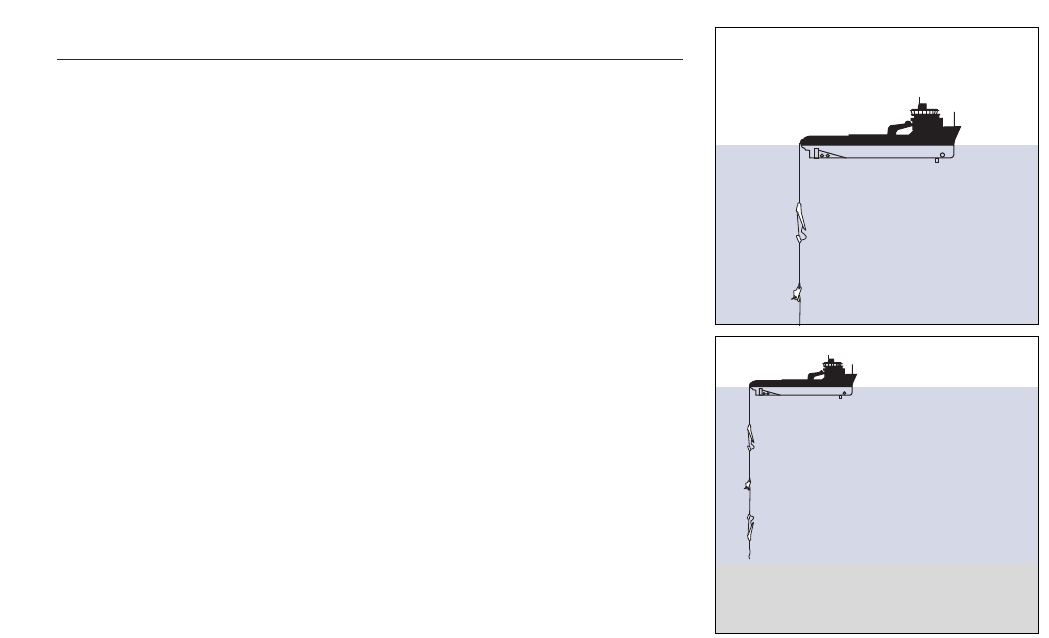
Stevmanta VLA installation 99
Connect the forerunner of Stevmanta VLA #2 to the passive side of
the Stevtensioner. As part of the forerunner a tri-plate is included with a
breaklink between the Stevtensioner and the tri-plate. The male part of a
subsea connector is connected to the third hole of the tri-plate. Connect the
AHV work-wire to the tail of Stevmanta VLA #2 using a subsea connector.
Deploy the Stevtensioner and Stevmanta VLA #2 overboard by slacking the
AHV workwire (fig. 3-84 and fig. 3-85).
fig. 3-85
fig. 3-84
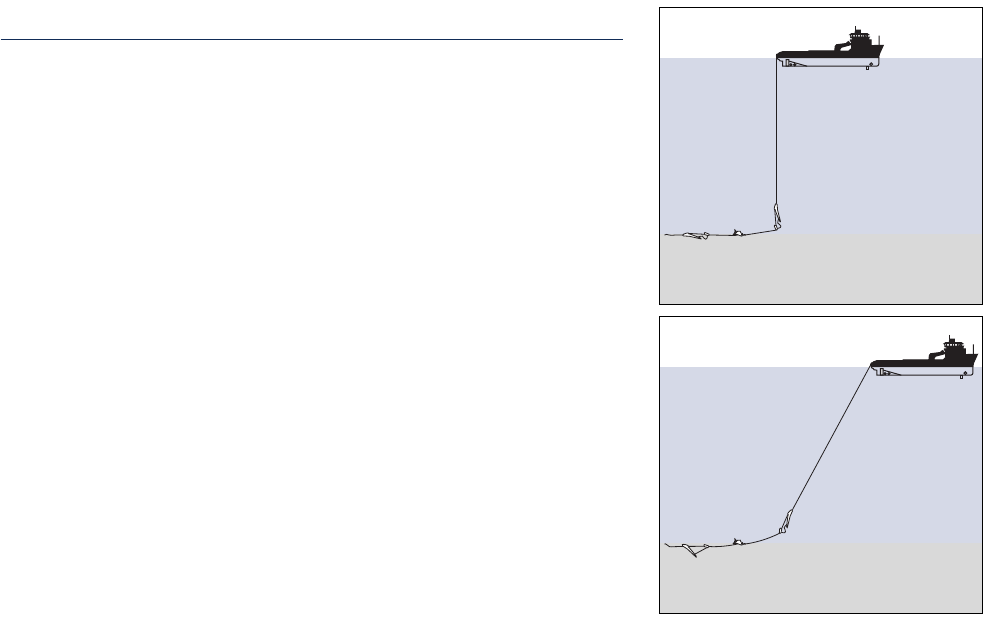
Stevmanta VLA installation 100
fig. 3-86
fig. 3-87
When the tail of Stevmanta VLA #1 touches the seabed, the resistance of
the tail will orient the Stevmanta in the heading of the AHV which is
moving forward slowly. The AHV places the Stevmanta on the seabed and
continues with the deployment of the rest of the system (Stevtensioner and
Stevmanta VLA #2) (fig. 3-86).
When Stevmanta VLA #2 is near the seabed, the AHV stops the winch and
increases the tension in the mooring system (fig. 3-87). This will start to
embed Stevmanta VLA #1. When a tension of approximately 1000 kN has
been reached, the AHV can lay down Stevmanta VLA #2 on the seabed.
The purpose of the applied tension is to ensure that Stevmanta VLA #1
is embedding properly and to take the slack out of the system.
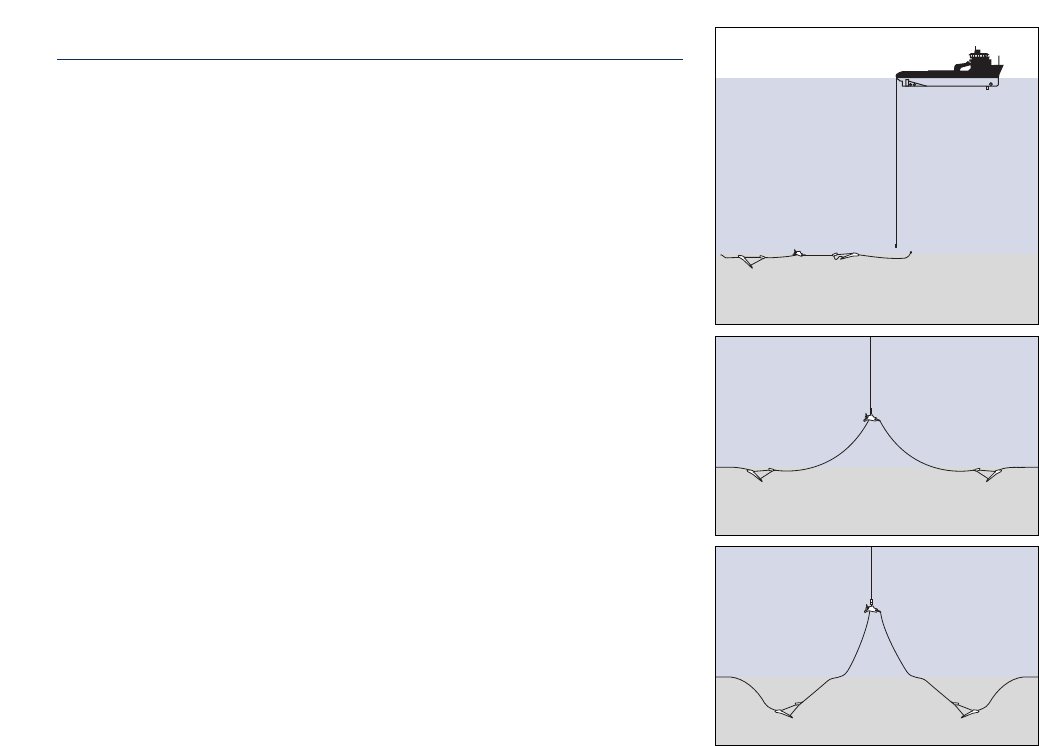
Stevmanta VLA installation 101
fig. 3-89
fig. 3-90
When Stevmanta VLA #2 has been placed on the seabed, the AHV continues
to deploy the work wire until the tail and the subsea connector are on the
seabed. When this has been accomplished, the AHV stops paying out the
work wire and the ROV is sent down to disconnect the subsea connector
from the tail on Stevmanta VLA #2. The female part of the subsea
connector (connected to the work wire) is then moved to the male part of
the subsea connector connected to the tensioning chain above the
Stevtensioner (fig. 3-88).
With the work wire now connected to the tensioning chain, the AHV can
start the tensioning operation. This will generally consist of 4 to 7 yo-yo
procedures to reach the required tension at the anchors. (fig. 3-89 and fig. 3-90).
fig. 3-88
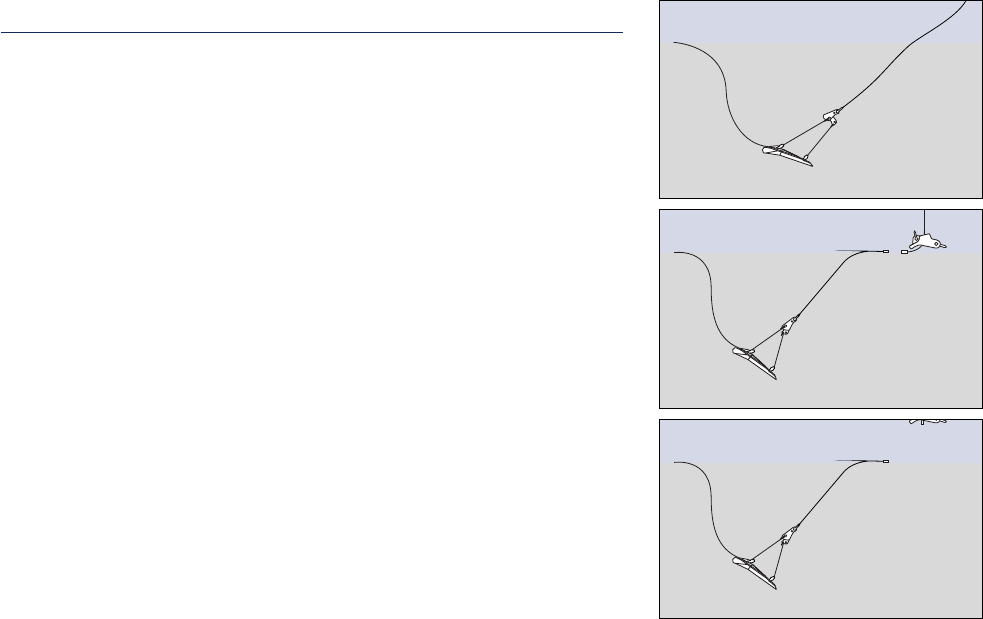
Stevmanta VLA installation 102
When the tension in the system reaches the break load of the shear pins in
the angle adjuster of the Stevmanta VLAs, these will break and trigger the
Stevmanta VLAs to their normal loading mode (fig. 3-91). When the AHV
continues to increase the tension in the system, the anchors will be proof
loaded in their normal loading mode. After the proof loading of the
anchors, the AHV increases the tension in the system up to the point were
the breaklink connecting the passive line to the Stevtensioner fails. The
tensioning of the anchors is now complete.
With the tensioning of the anchors completed, the ROV disconnects the
subsea connector between Stevmanta VLA #1 and the Stevtensioner (fig. 3-
92). The anchor forerunners are now no longer connected to the
Stevtensioner. The AHV can start recovering the Stevtensioner with the
tensioning chain by winching in the work wire (fig. 3-93). The ROV can be
used to connect the mooring lines (with separate female connectors) to the
male connectors on the anchor forerunners.
fig. 3-91
fig. 3-92
fig. 3-93
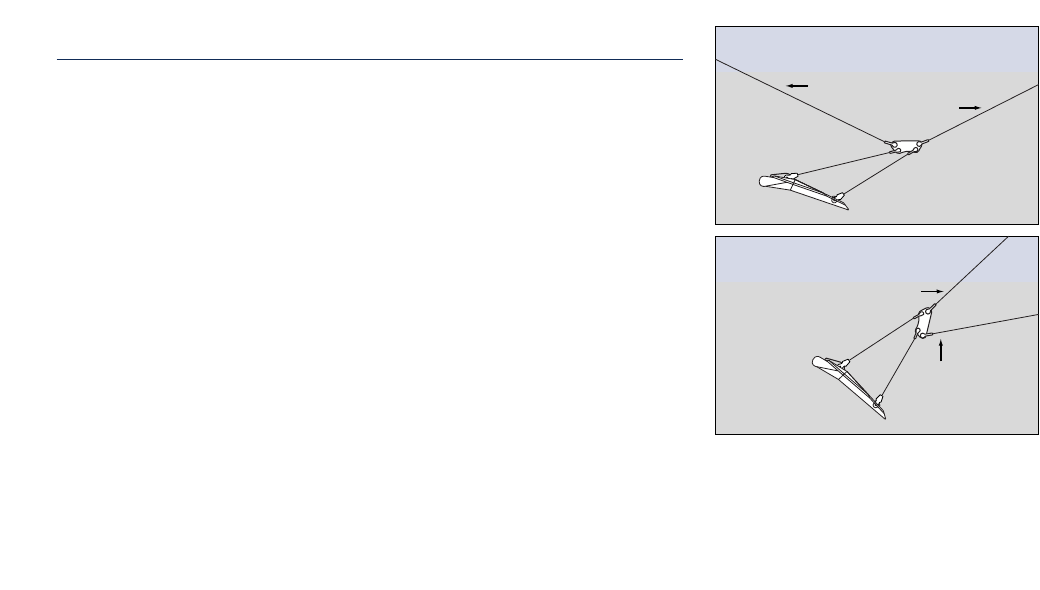
Stevmanta VLA installation 103
Double line installation with Stevtensioner
The Stevmanta is deployed with the fixed angle adjuster. The mode of the
anchor (installation mode or normal (vertical) loading mode) is chosen by
pulling on either the installation line or the mooring line. The Stevmanta
is in the installation mode when the installation line is tensioned, i.e. the
line on the front of the angle adjuster (fig. 3-94).
The Stevmanta is in the normal (vertical) loading mode when the mooring
line is tensioned, i.e. the line at the rear of the angle adjuster. During the
installation AHV1 handles the installation line (preferably chain and steel
wire) and AHV2 handles the mooring line, for instance polyester (fig. 3-95).
The installation procedure with the Stevtensioner requires a reaction
anchor (the typical use of the Stevtensioner is presented in the next
chapter). In this case the reaction anchor can be either a Stevpris or
Stevmanta. For now a Stevpris is shown as reaction anchor and is to be on
the active side of the Stevtensioner.
fig. 3-84
normal mode
mooring line
installation
line
fig. 3-83
installation mode
installation line
mooring line
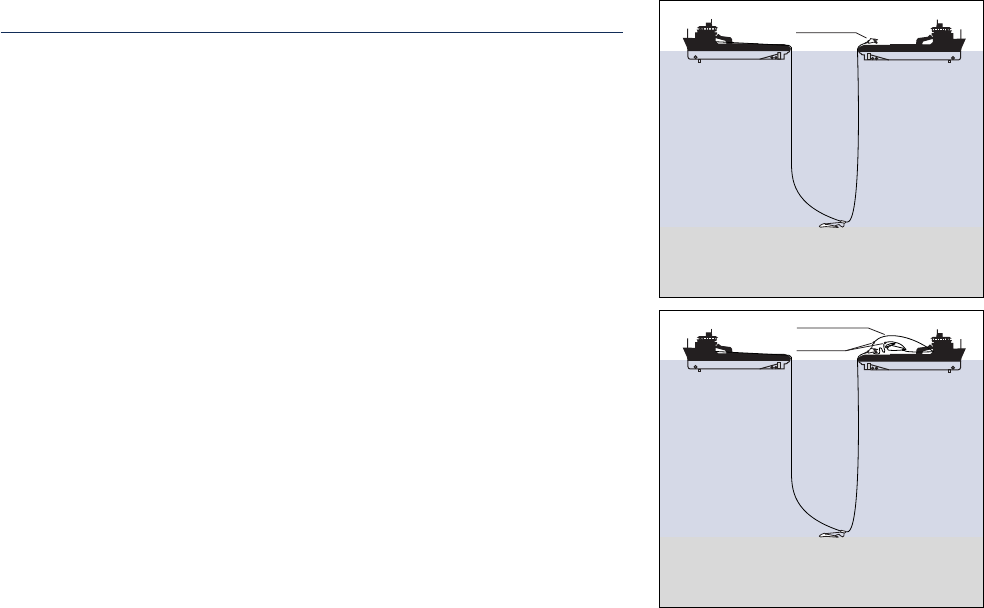
Stevmanta VLA installation 104
fig. 3-86
stopper
work chain AHV1AHV2
fig. 3-85
tensioner AHV1AHV2
Connect the installation line to the angle adjuster on the Stevmanta on
AHV1. Pass the mooring line from AHV2 to AHV1 and connect it to the
angle adjuster.
Lower the Stevmanta to the seabed by keeping tension on both the instal-
lation line and mooring line.
Connect the installation line to the passive side of the Stevtensioner.
A break link can be installed between the Stevtensioner and the installation
line on the passive side (fig. 3-96).
Connect the installation line to the reaction anchor. Pass the installation
line through the Stevtensioner (fig. 3-97).
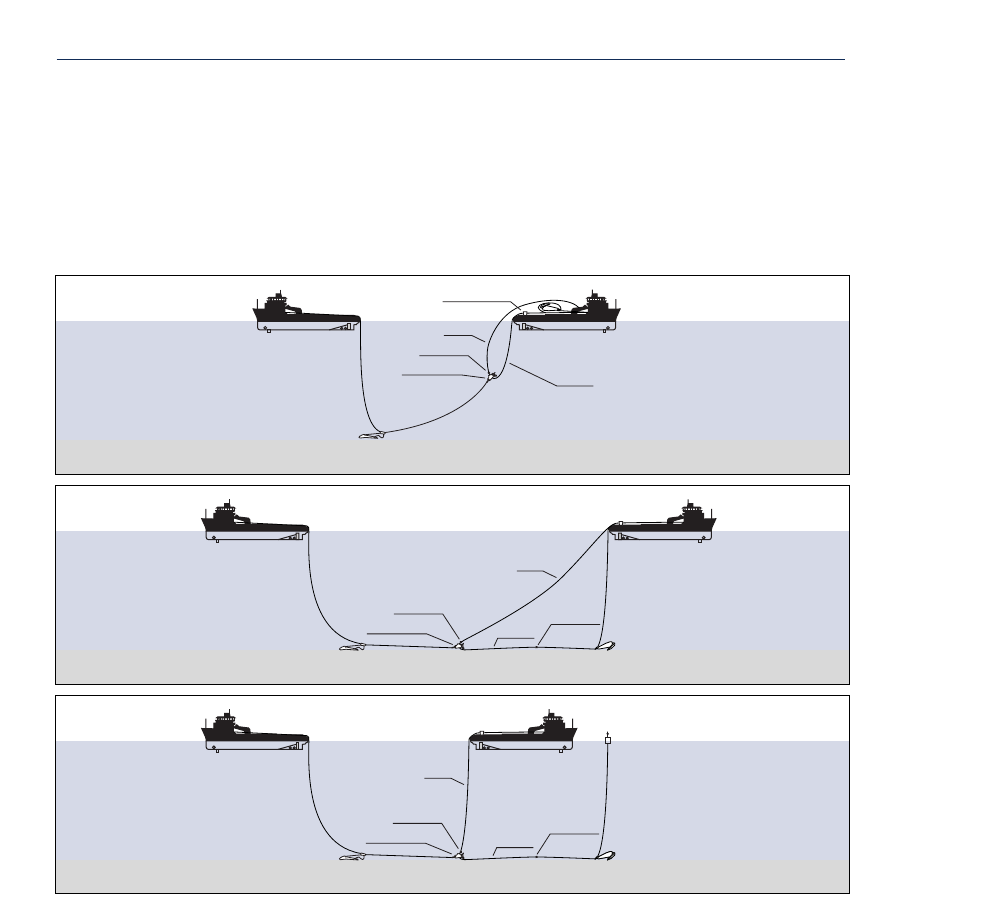
Stevmanta VLA installation 105
Sail to set-down position of the reaction anchor (AHV1 only). AHV2 stays above the Stevmanta.
During the movement of AHV1, the installation line of the Stevmanta has to be paid out (fig. 3-98).
Lower the Stevtensioner and reaction anchor to the seabed (fig. 3-99).
Buoy off the retrieval line (or mooring line) of the reaction anchor. AHV1 sails to tensioning point
and starts taking in the slack of the tensioning line (fig. 3-100).
fig. 3-89
AHV2 AHV1
wire
chain
stopper
tensioner stopper
fig. 3-88
AHV2 AHV1
chain
stopper
wire
tensioner stopper
fig. 3-87
AHV2 AHV1
chain
stopper
wire
shark jaws
tensioner

Stevmanta VLA installation 106
Start the tensioning procedure (yo-yoing) (fig. 3-101).
The break link will break on the Stevmanta when the required installation
load has been reached (fig. 3-102).
fig. 3-91
AHV2 AHV1
wire
chain
stopper
tensioner
break link breaks stopper
fig. 3-90
AHV2 AHV1
wire
chain
stopper
tensioner
stopper
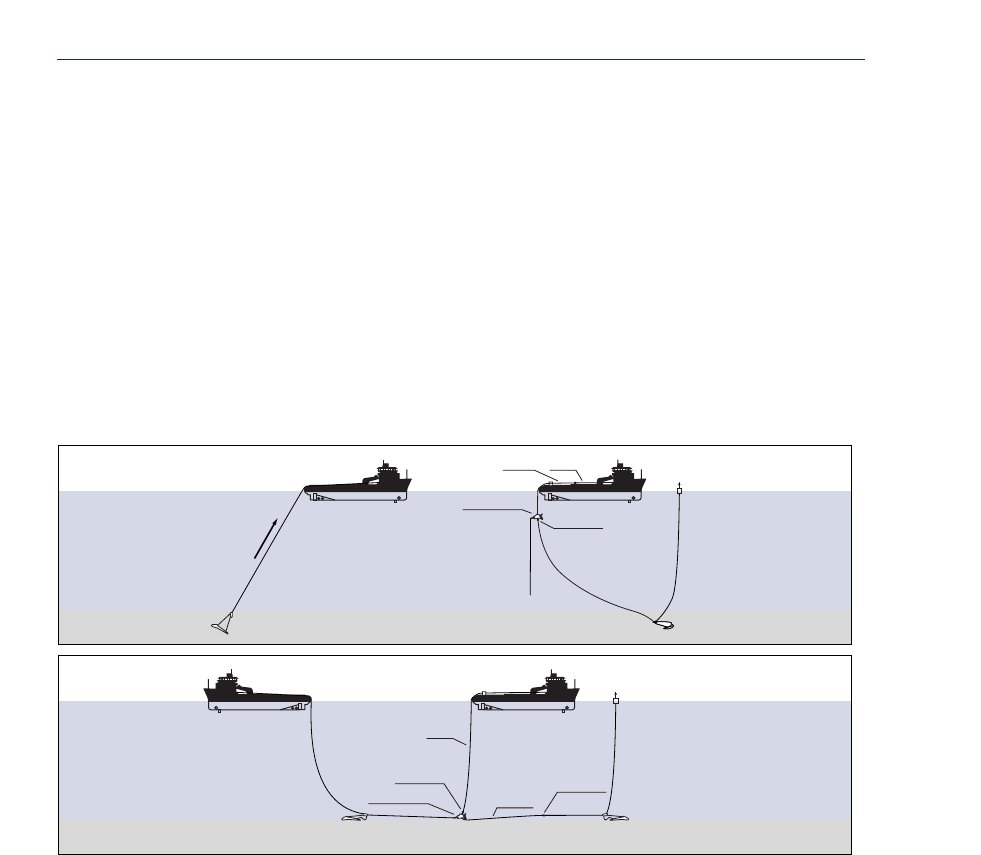
Stevmanta VLA installation 107
Recover the Stevtensioner, the installation line and the reaction anchor to
AHV1.
AHV2 can now proof tension the Stevmanta and then buoy off the mooring
line. Installation of the Stevmanta is now complete (fig. 3-103).
Instead of using a reaction anchor, two Stevmantas can also be installed at
the same time. After completion of the tensioning (yo-yoing), AHV2 proof
tensions one Stevmanta while AHV1 recovers the Stevtensioner and
disconnects it from the installation line of the other Stevmanta. This
Stevmanta can then also be proof tensioned (fig. 3-104).
fig. 3-92
AHV2 AHV1
wire
chain
tensioner
pretension load stopper
fig. 3-93
AHV2 AHV1
wire
chain
stopper
tensioner stopper
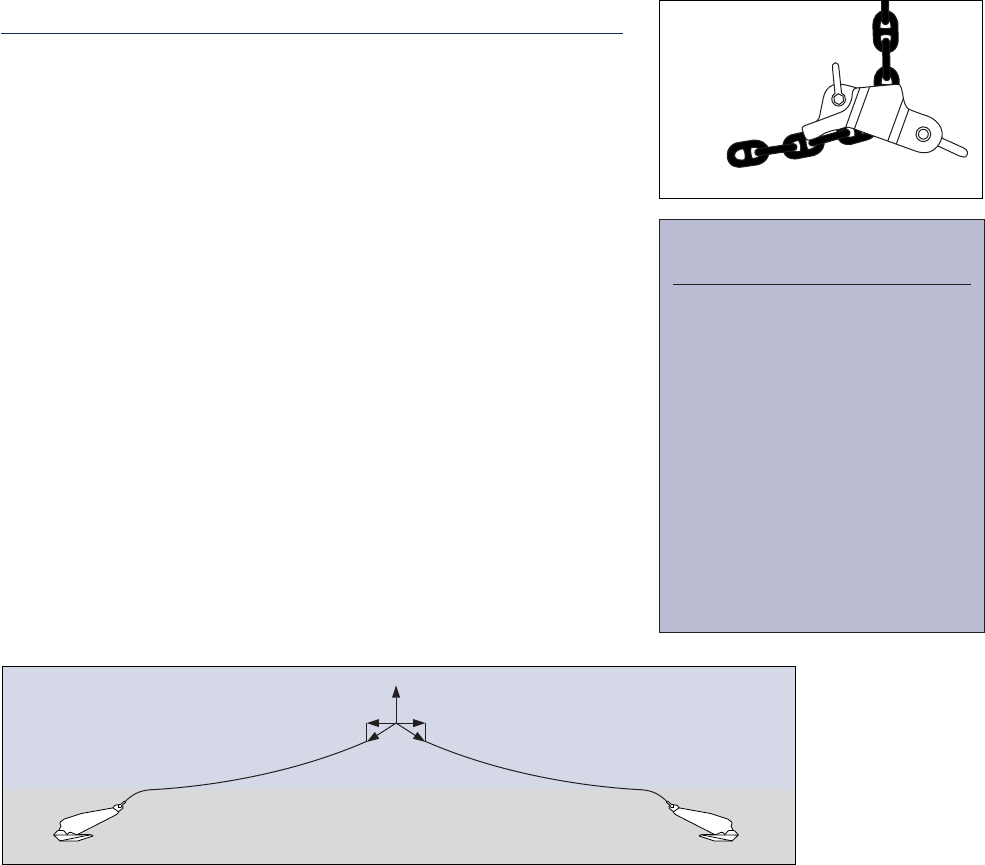
The Stevtensioner 108
Introduction
The Stevtensioner is used for cross tensioning of diametrically opposed
anchor legs moored by drag anchors or anchor piles. The Stevtensioner is
generally used for the installation of (semi) permanent floating structures
such as the SPM buoy, STL, TLP, FPS, FPSO, etc. After the tensioning opera-
tions the Stevtensioner is demobilised and ready for the next project. The
Stevtensioner can however also be used for permanent tensioning purposes,
becoming a part of the mooring system. The Stevtensioner can be deployed
from a crane barge, AHV or any vessel having enough crane/winch capacity
to pull the required vertical force. The existing models VA220 and VA500
were designed for handling a single size of chain. The new Stevtensioner
models VA600, VA1000 and VA1250 can handle chain diameter ranging
from 76 mm up to 152 mm. Because of this variety in chain sizes additional
work chain may not be required (fig. 3-105).
he working principle of the tensioner
The Stevtensioner is based on the principle that a vertical load to a horizontal
string causes high horizontal loads. To achieve the required horizontal
pretension load at the anchor points, the vertical pulling force only needs to be
40% of this pretension. The anchor line tension is measured by a measuring pin
located inside the Stevtensioner and as such well protected against damage
caused by handling and lifting operations (fig. 3-106).
fig. 3-94
H
2V
fig. 3-95
The new Stevtensioner models
offer the following features:
• Smaller dimensions, reduced weight and
improved handling, but heavy enough to
easilty slide down the mooring line.
• Designed to smoothly guide at least 5 links and
therefore prevent chain getting stuck inside.
• Due to economical volume/weight ratio,
the new Stevtensioner models allow for
containerised freight by either sea or,
for rush deliveries, by air.
• The integrated shape allows for smooth passage
over stern roller.
• Load measuring pin is equipped with two
independent sets of strain gauges. The umbilical
cable connections are protected against han-
dling and lifting operations. These connections
may be used for acoustic transfer of the signals.
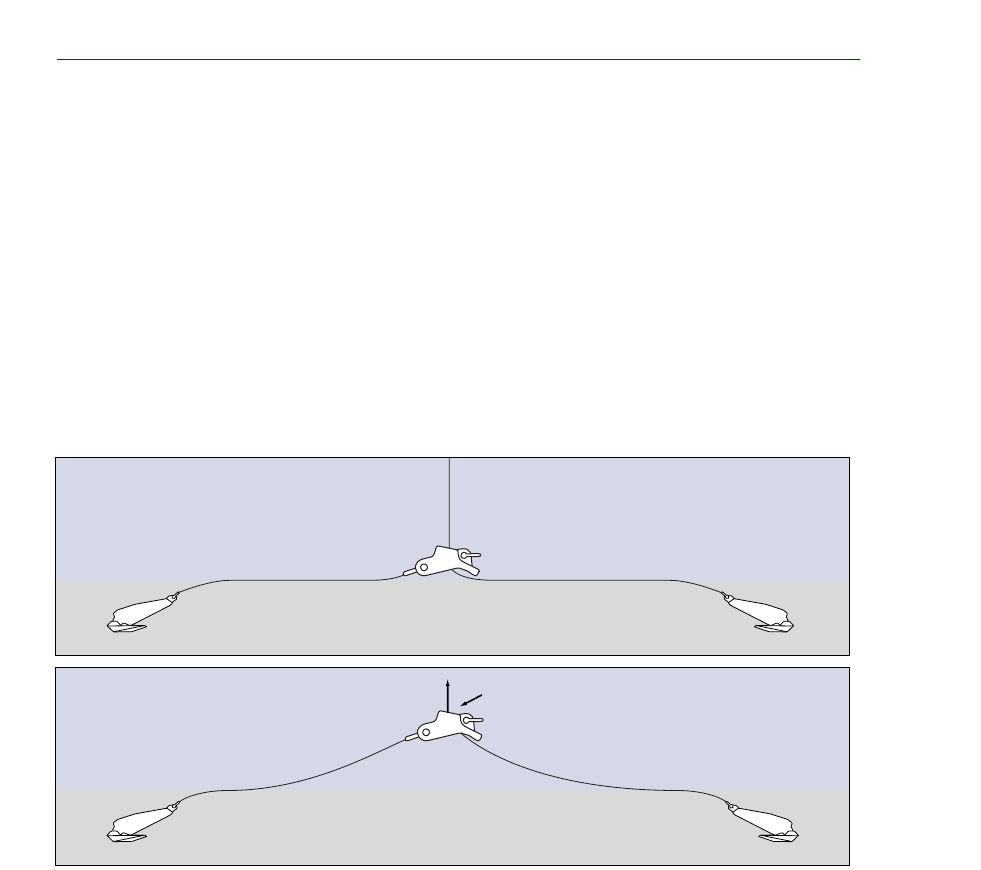
The Stevtensioner 109
One anchor line (passive line) is attached to the tension measuring pin at the Stevtensioner. The
oppos-ite anchor line (active line) passes through the Stevtensioner. Tensioning starts by apply-
ing the yo-yo movement to the active line (fig. 3-107).
When the Stevtensioner is lifted by the active chain, it blocks the chain. When the Stevtensioner
is lifted from the seabed, the passive and active mooring lines are also lifted. Consequently the
anchors or piles are loaded and cause an inverse catenary of the mooring line in the soil, as well
as causing the anchor to drag and embed. In other words: chain length is gained. Lowering the
Stevtensioner slackens the anchor lines and allows it to slide down over the active chain. By
repeating this several times (called the yo-yo movement), the horizontal load on the anchor
points increases. Generally the required horizontal load is achieved after 5 to 7 steps. Once
tensioning is completed, the Stevtensioner is recovered by pulling the lifting/pennant wire making it
disengage. This allows the Stevtensioner to slide up along the active chain to the surface (fig. 3-108).
chain locks
fig. 3-108
active chainpassive chain
fig. 3-107
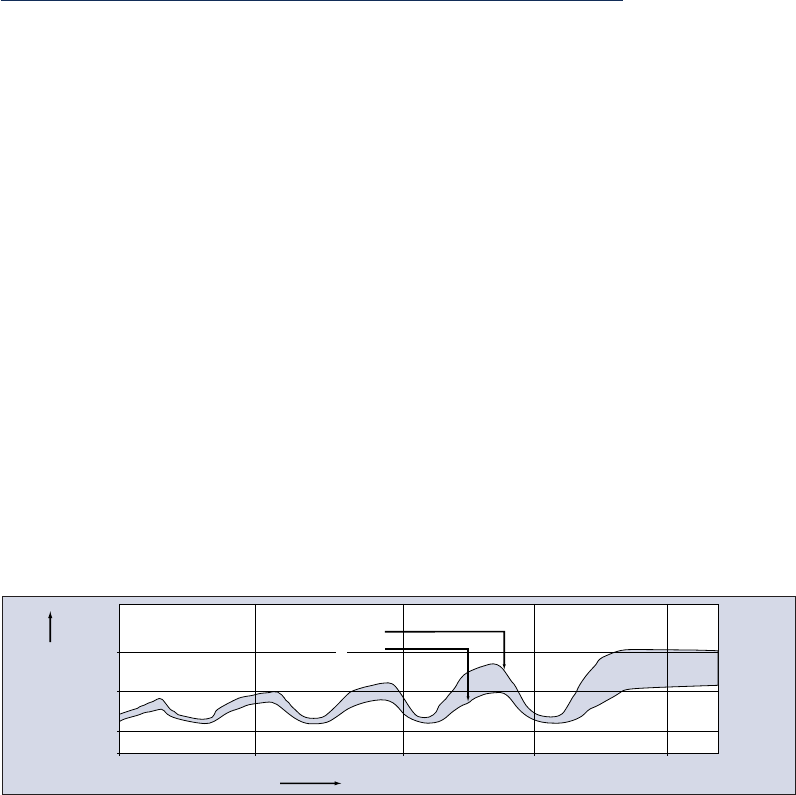
The Stevtensioner 110
Measurement of the tensions applied
Fig. 3-109 shows the curve recorded during tensioning of chains connected
to piles for the Coveñas Pipeline Project in Colombia. The graph shows a
total of 5 heaves (yo-yo’s), each resulting in a higher tension.
When the Stevtensioner is lifted from the seabed, the passive and active
mooring lines are also lifted from the seabed. Consequently the anchors or
piles are loaded. The loading causes an inverse catenary of the mooring line
in the soil, and also causes the anchor to drag and embed; in other words:
chain length is gained. When lowering to seabed the gain in chain length
(slack) is won by the Stevtensioner sliding down the chain (approximately
5 to 8 links). The next heave (yo-yo) will therefore create a higher tension in
the system. In practise a total of 5 to 7 yo-yos are required to reach the
required proof tension load.
Different methods can be applied to verify the tension in the chain.
These are discussed below.
fig. 3-98
tension force in t
250
125
0
030 6090120
time in minutes
tension on anchor
lifting force
The Stevtensioner 111
Computer calculations
The tension in the chain can be calculated by means of computer catenary
calculations. Besides known parameters such as submerged chain weight,
and the length of the mooring line, other parameters measured during ten-
sioning need to be incorporated in the calculation:
•Height Stevtensioner above seabed.
•Vertical pulling load.
By using this method the tension in the chain can be calculated at any
height of the Stevtensioner above seabed. This method is independent of
the waterdepth.
Umbilical cable and measuring pin
The chain tension can be measured with a measuring pin. The pin is part of
the Stevtensioner housing and is equipped with strain gauges. The pin is
connected to a tension read-out unit on the installation vessel by using an
umbilical cable. The pin is connected to the passive chain. All tensioning data
are measured on deck and presented during tensioning on a chart recorder.
A hand winch with sliding contacts is used to veer and haul the umbilical
without disconnecting the umbilical from the registration equipment. The
measurement is insensitive for variations in cable length. The use of an
umbilical is an effective method in waterdepths down to approximately 200
meters. Beyond this depth it becomes more efficient to use either an acoustic
system or computer calculations.
Break-link
The passive chain can be attached to the Stevtensioner by a break-link.
When, during the tensioning operation, a predetermined load has been
reached, the link breaks. Consequently the passive chain falls to the bottom,
and the Stevtensioner can be retrieved.

The Stevtensioner 112
Duration of pretensioning anchors and piles
Once the required tension has been achieved, the tension has to be main-
tained for a certain duration. This period is described in the table below for
various Certification Authorities.
Certification Authority Required duration of
maintaining tension
Lloyds Register of Shipping 20 minutes
American Bureau of Shipping 30 minutes
Det Norske Veritas (NMD) 15 minutes
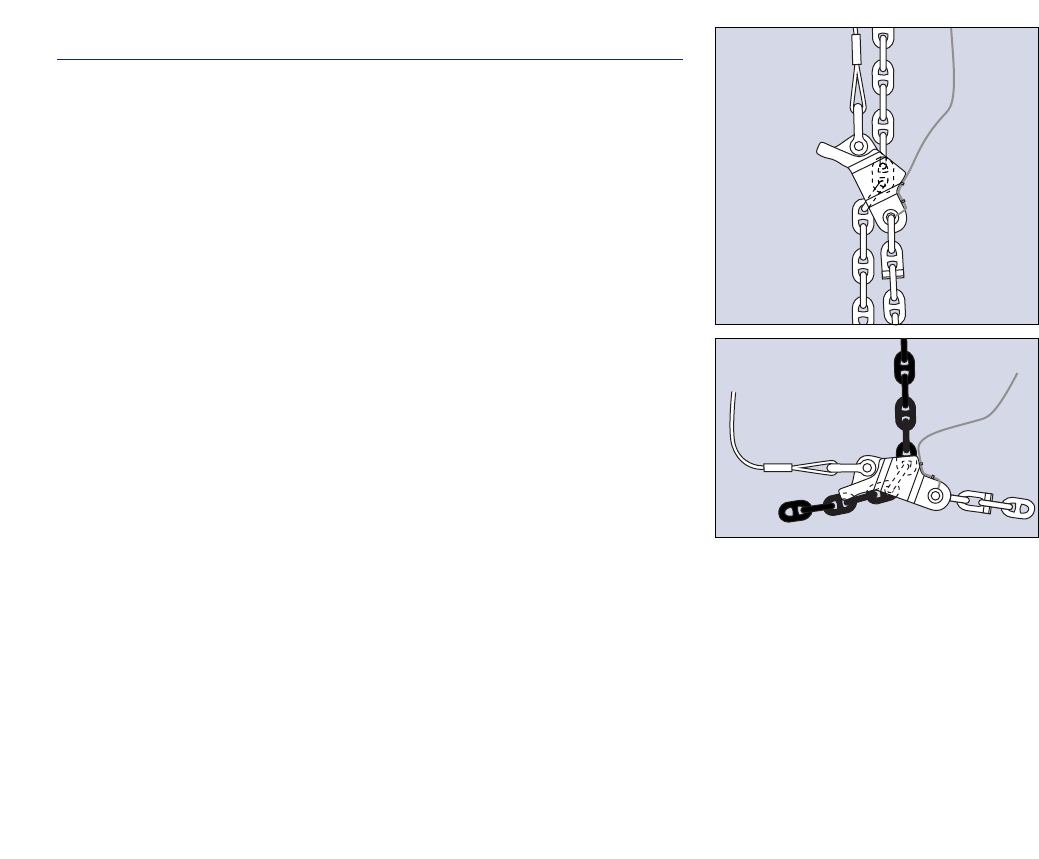
The Stevtensioner 113
fig. 3-99
fig. 3-100
5
2
7
3
6
8
1
4
Handling the Stevtensioner
Handling operations can generally be described as follows:
•Positioning the anchors and paying out the chain
•Hook-up all necessary hardware for tensioning operations on deck of
barge or AHV
•Deployment Stevtensioner to the seabed and positioning of the installa-
tion vessel
•First lift (yo-yo)
•Series of yo-yo’s
•Maintain required tension for a specified period of time
•Retrieve the Stevtensioner and disconnect
•Prepare for next tensioning
A Stevtensioner can be deployed from a crane barge, Anchor Handling
Vessel or any vessel having enough crane/winch capacity to lift the required
vertical force.
General tensioning procedures
General tensioning procedures using crane barge or AHV for Stevtensioner
models VA1000 and VA1250 are presented in fig. 3-110 and 3-111.
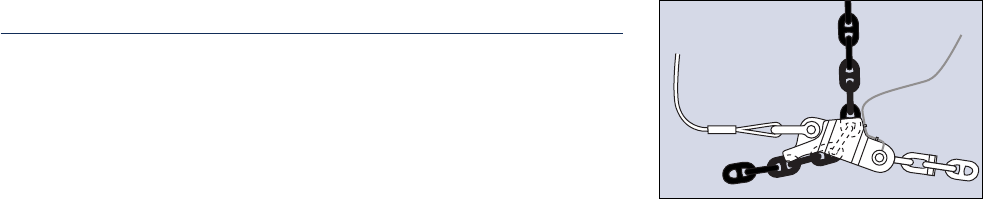
The Stevtensioner 114
Hook-up
Pass the active chain (2) through the tensioner (1) on deck. Connect passive
chain (3) to measuring pin shackle (8). Connect dislock wire (5) to shackle
(4). Connect umbilical cable (7) to read-out system on deck and to the
measuring pin (6).
Lowering
Fix active chain (2) to winch or crane hook. Slack dislock wire (5) and lower
Stevtensioner to seabed. Stevtensioner will pass over active chain (2).
Tensioning mode
When Stevtensioner is on seabed, slack dislock wire (5) before the first yo-yo,
and keep slack during all yo-yos!
Tensioning is achieved by pulling on active chain (2). The mooring lines will
be lifted from the seabed causing the anchors or piles to be loaded. After
each yo-yo active chain is gained. The active chain can only pass through the
Stevtensioner in one direction. Approximately 4 to 7 yo-yos are required to
obtain the required pretension load (fig. 3-111).
fig. 3-100
5
2
7
3
6
8
1
4
The Stevtensioner 115
Retrieving
When tensioning is completed be sure to lower the Stevtensioner to seabed
and slack off active chain (2) before retrieving Stevtensioner with dislock
wire (5). Pull on dislock wire (5). Stevtensioner will pass over chain (2).
Disconnect Stevtensioner on deck of the barge or AHV.
Stevtensioner Product Range
The following Stevtensioners are available from vryhof anchors.
Stevtensioner Maximum Suitable* for chain Suitable* for chain Size Weight
model horizontal load size with Kenter size without Kenter Stevtensioner Stevtensioner
[t] shackle [mm] shackle [mm] lxhxw [m] [t]
VA 220 220 50 60 2.6 x 1.2 x 1.0 5
VA 500 500 102 112 5.4 x 2.6 x 2.4 20
VA 600 600 76 - 84 76 - 87 2.2 x 0.9 x 0.6 2.5
VA1000 1000 102 - 117 102 - 135 3.1 x 1.2 x 0.8 6
VA1250 1250 114 - 132 114 - 152 3.5 x 1.4 x 0.9 9
* The suitability only refers to the section of chain passing through the Stevtensioner. Chain or wire not passing through the
Stevtensioner may have any dimension.
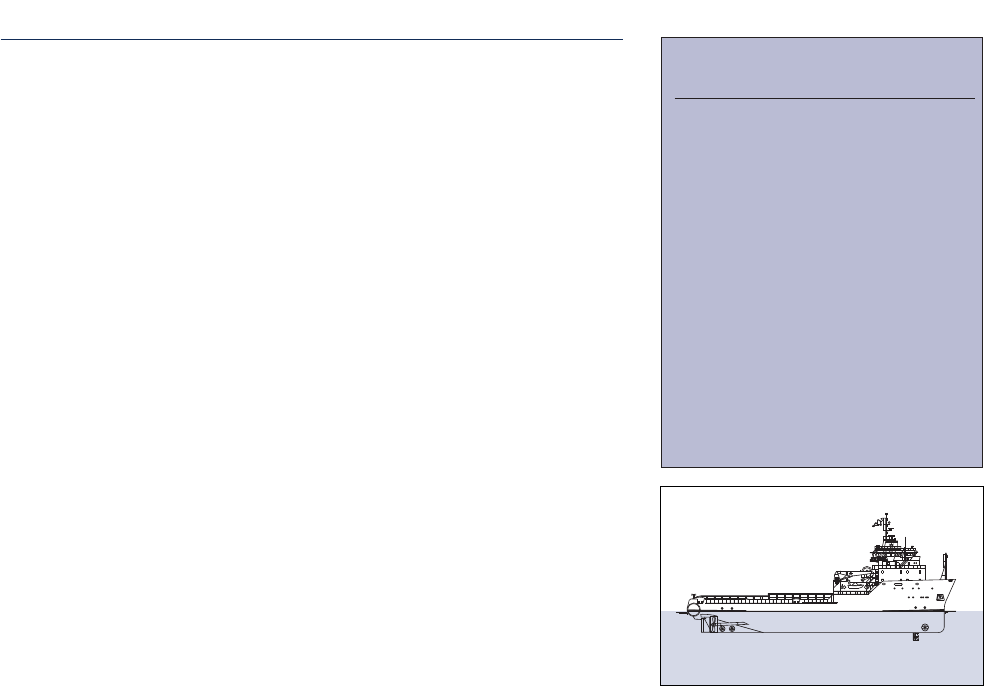
Supply/anchor handling vessels 116
Drilling rigs are generally moored with 8 to 12 anchors. These are laid in a
mooring pattern. Originally normal tugs were used for these operations,
but very soon, there was a call for specialised vessels.
For anchor handling vessels, it is very important to be able to work quickly and
effectively. Much depends on the expertise of the captain and crew. The equip-
ment and its design are also extremely important. Engine power has to be suf-
ficient to handle chain and/or wire and anchors at the water depth concerned.
The newest generation of AHVs has bollard pulls far in excess of 200 t.
Care should be given to the rated maximum bollard pull which in reality
might be less, depending on the use of other power consuming equipment
such as bow (and sometimes) stern thrusters, winches, etc.
The winch often causes confusion. An AHV owner demonstrates maximum
pulling capacity at the bare drum during the maiden trip, but a contractor
requires high winch output when the drum is 70 to 100% wound with wire
under working conditions. It is also possible that an owner limits the
pressure of the hydraulic system below factory limits, to reduce winch wear
and repair costs.
The dynamic capacity of the winch brake is particul-arly important when a
long heavy chain must be deployed. Hydraulically and electrically braked
drums are more efficient than band brakes.
For handling chain, many supply vessels have chain lockers below decks and
a wildcat above the chain locker.
To ensure easy handling of chain and wire, simple, well-constructed tools
are necessary. An experienced crew will also make the handling easier.
These specialised anchor handling vessels
(AHVs) now have:
• A large deck space.
• Powerful winches, with auxiliary winches to reel
extra wires.
• Large chain lockers, for storage of the chain.
• Large wire storage capacity.
• An adapted seaworthy design and very
manoeuvrable with bow and stern thrusters.
Some even with a dynamic positioning system.
• Space for drilling mud and fuel tanks for
supply to drilling rigs.
• Small auxiliary cranes.
• One or two sets of towing pins and shark jaws.
• A stern roller that sometimes consists of
two individually rotating drums.
table P
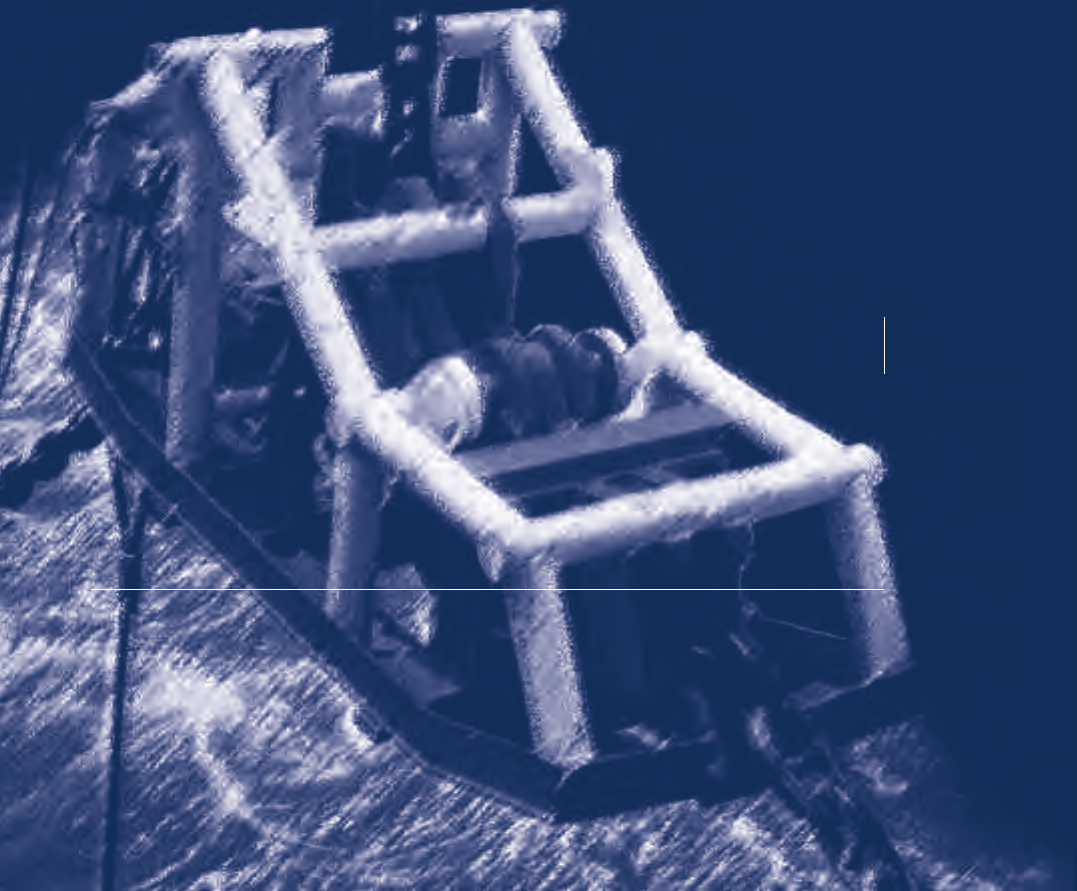
Product data
4

Introduction 118
Product Data
In this editon of the vryhof anchor manual, we have given the reader as
much information and data as we imagined would normally be needed.
Undoubtedly some is missing. This can be vryhof-specific or general
information. Vryhof-specific, information can be related to brochures,
detailed handling recommendations and product data. This can be
obtained on request, while general information will also be provided if
available.
To make the next edition of the anchor manual suit the requirements of the
reader even better than this one, your suggestions of comments are much
appreciated.
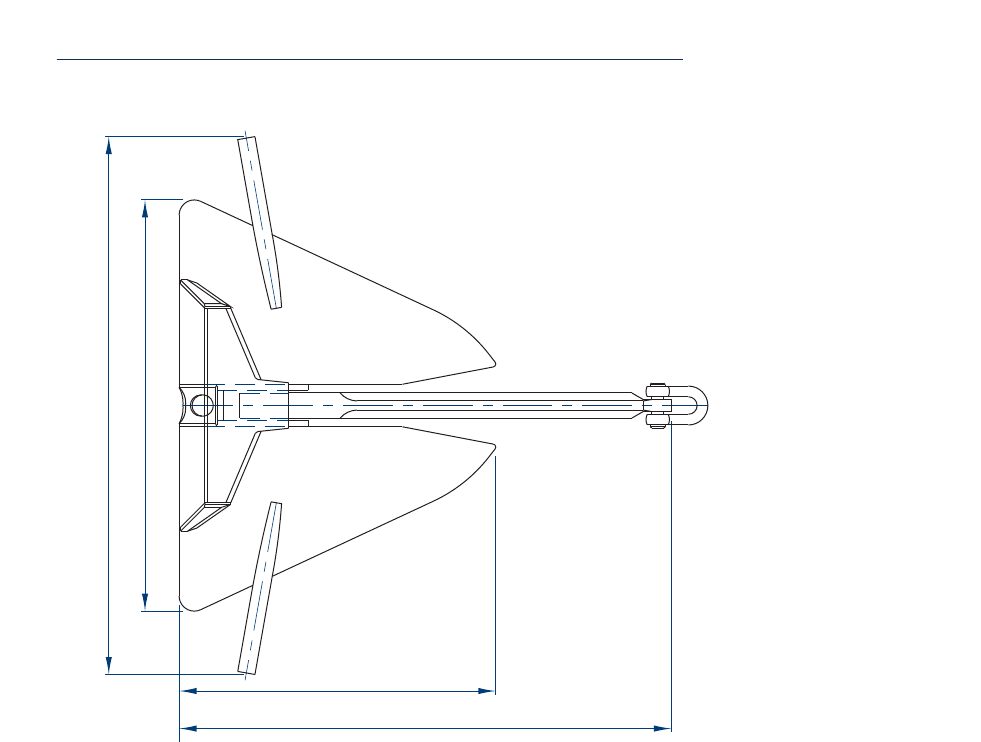
Dimensions of vryhof anchor types
Dimensions
C
A
DB
Stevin Mk3
119
Stevin Mk3
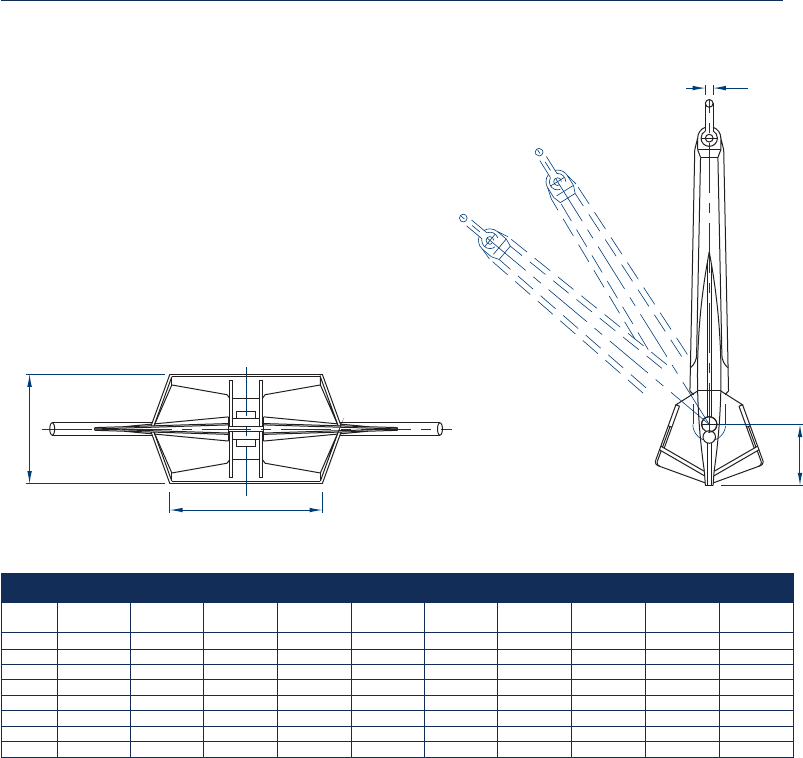
Dimensions 120
Dimensions of vryhof anchor types
E
K
S
L
Note: The dimensions of the Stevin Mk3 anchor may be changed for specific applications
Main dimensions Stevin Mk3 dimensions in mm anchor weight in kg
weight 1000 1500 3000 5000 7000 9000 12000 15000 20000 30000
A2429 2774 3493 4120 4602 5012 5516 5942 6372 7289
B2654 3038 3828 4538 5077 5521 6076 6545 6986 7997
C1559 1785 2249 2667 2983 3244 3570 3846 4100 4694
D2023 2316 2918 3460 3871 4209 4632 4990 5324 6094
E737 843 1063 1260 1409 1533 1687 1817 2048 2345
K1010 1156 1456 1727 1932 2100 2312 2490 2674 3061
L412 471 594 704 788 857 943 1016 1083 1240
S60 65 80 80 90 100 110 120 160 180
Stevin Mk3
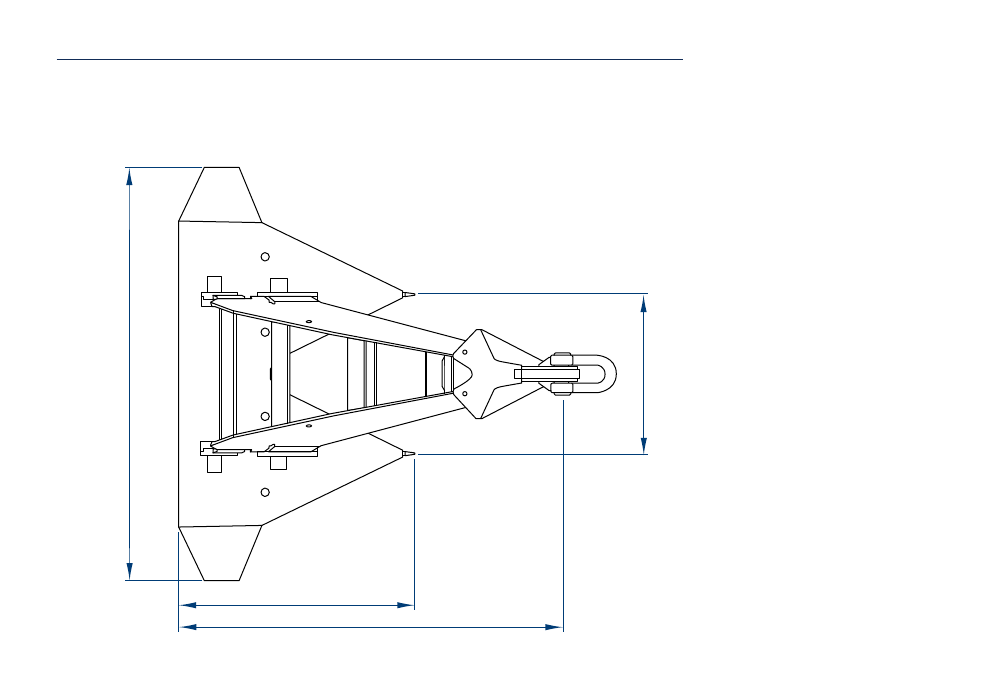
Dimensions 121
Main dimensions of vryhof anchor types
H
A
C
B
Stevpris Mk5Stevpris Mk5
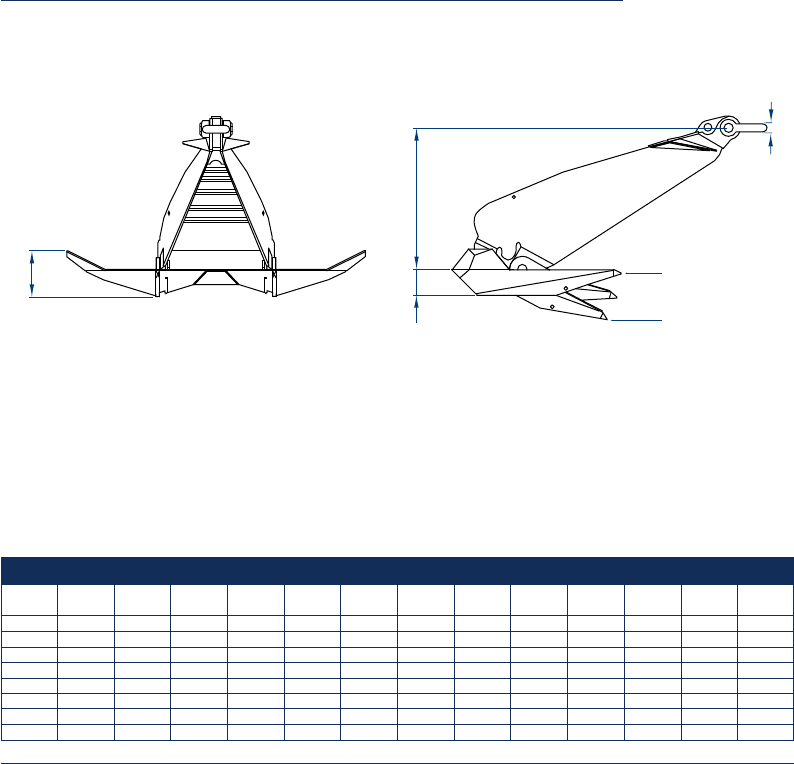
Dimensions 122
Main dimensions of vryhof anchor types
E
F
sand
mud
T
S
Stevpris Mk5
Main dimensions Stevpris Mk5 dimensions in mm anchor weight in kg
weight 1500 3000 5000 8000 10000 12000 15000 18000 20000 22000 25000 30000 65000
A2954 3721 4412 5161 5559 5908 6364 6763 7004 7230 7545 8018 10375
B3184 4011 4756 5563 5992 6368 6860 7290 7550 7794 8133 8643 11184
C1812 2283 2707 3166 3410 3624 3904 4149 4297 4436 4629 4919 6365
E1505 1896 2248 2629 2832 3010 3242 3446 3569 3684 3844 4085 5286
F271 342 406 474 511 543 585 622 644 665 694 737 954
H1230 1550 1837 2149 2315 2460 2650 2816 2917 3011 3142 3339 4321
T493 622 738 862 929 988 1064 1131 1171 1209 1262 1341 1736
S80 90 110 130 140 150 170 180 190 200 200 220 300
Note: The dimensions of the Stevpris Mk5 anchor may be changed for specific applications
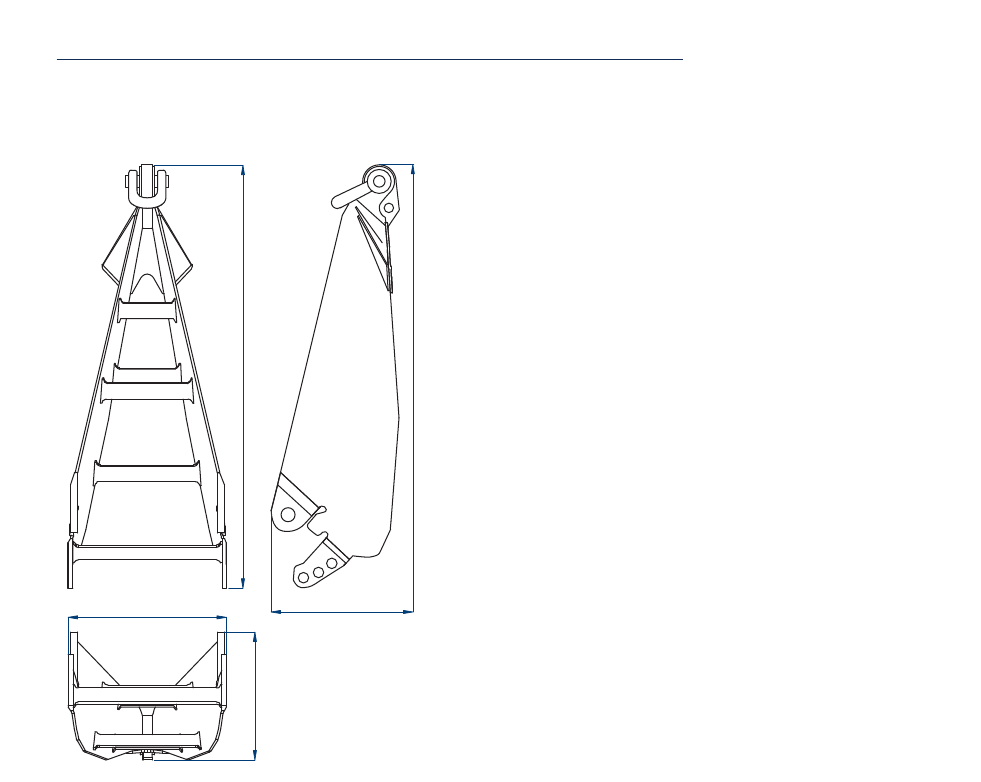
Dimensions 123
Transport dimensions of vryhof anchor types
U
W
VW
Stevpris Mk5Stevpris Mk5
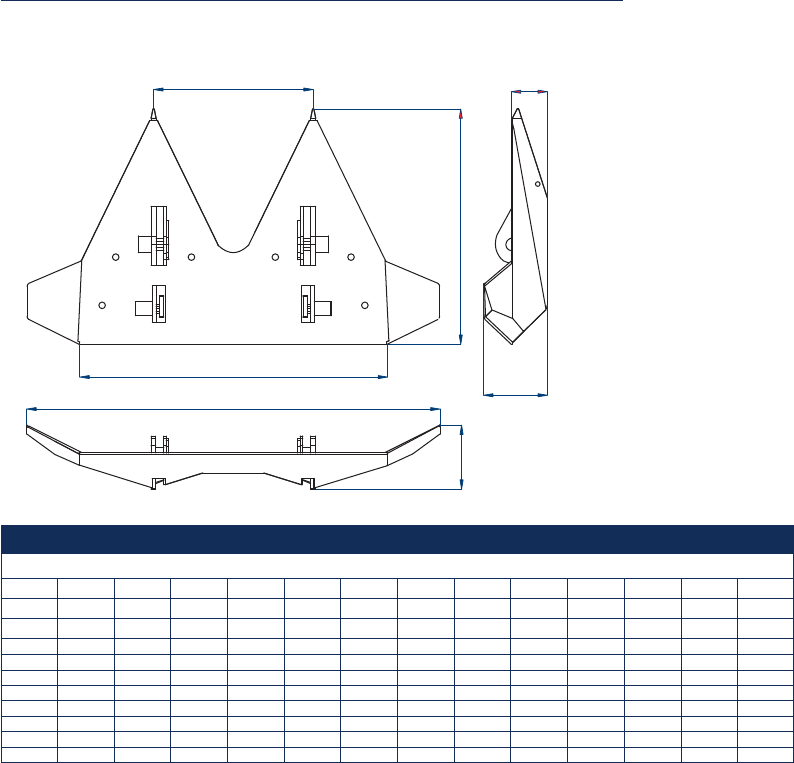
Dimensions 124
Transport dimensions of vryhof anchor types
H
BT
F
C
T
D
Note: The dimensions of the Stevshark Mk5 anchor may be changed for specific applications
Transport dimensions Stevpris Mk5 dimensions in mm weight in kg
weight
anchor 1500 3000 5000 8000 10000 12000 15000 18000 20000 22000 25000 30000 65000
fluke 600 1300 2100 3400 4300 5200 6400 7700 8600 9400 10700 12900 27900
shank 900 1700 2900 4600 5700 6800 8600 10300 11400 12600 14300 1 7100 37100
B3184 3999 4750 5550 5980 6348 6848 7278 7547 7799 8123 8650 11193
C1812 2283 2707 3166 3411 3625 3904 4149 4297 4436 4629 4919 6365
D2367 2969 3529 4122 4442 4714 5087 5407 5609 5799 6035 6431 8322
H1232 1538 1831 2140 2301 2443 2642 2808 2920 3016 3135 3345 4328
T494 623 739 864 930 989 1065 1132 1172 1210 1263 1342 1737
U3294 4141 4913 5747 6190 6578 7090 7533 7806 8060 8406 8936 11563
V1221 1526 1817 2120 2285 2422 2618 2783 2891 2994 3108 3321 4297
W984 1240 1470 1719 1852 1968 2120 2253 2334 2409 2514 2671 3456
Stevpris Mk5
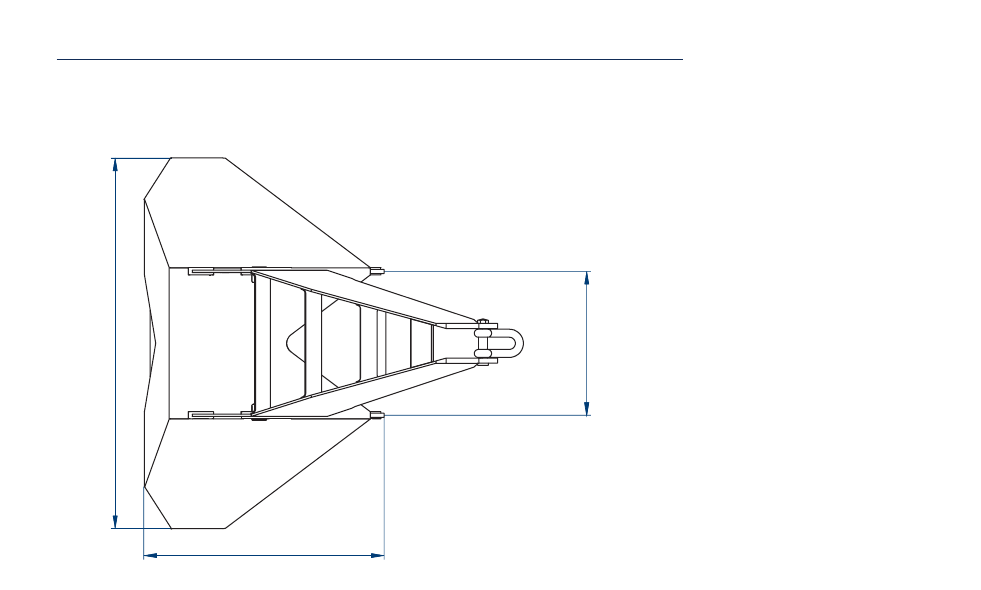
Main dimensions of vryhof anchor types
Dimensions 125
C
BH
Stevspris Mk6
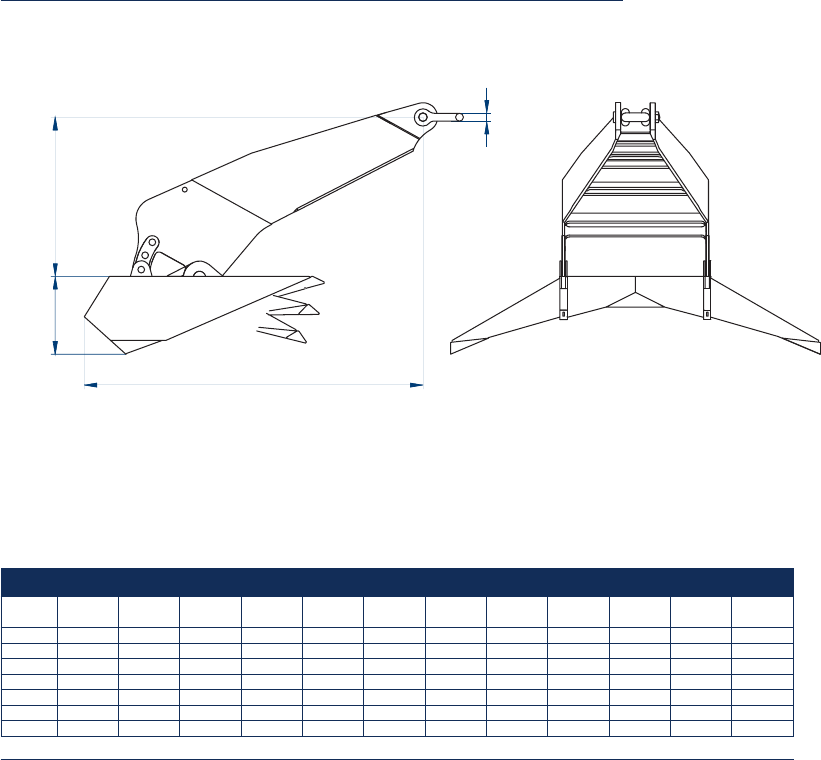
Dimensions
Main dimensions of vryhof anchor types
126
A
F
E
S
sand
middle
mud
Main dimensions Stevspris Mk6 dimensions in mm anchor weight in kg
weight 1500 3000 5000 8000 10000 12000 15000 18000 20000 22000 25000 30000
A2797 3523 4178 4886 5263 5593 6025 6402 6631 6845 7143 7591
B3059 3870 4602 5390 5807 6171 6679 7101 7368 7625 7962 8451
C1981 2495 2958 3460 3728 3961 4267 4534 4696 4848 5059 5376
E1321 1664 1973 2308 2486 2642 2846 3024 3132 3234 3374 3586
F641 808 958 1120 1206 1282 1381 1468 1520 1569 1637 1740
H1170 1490 1781 2090 2253 2394 2610 2777 2890 3002 3138 3324
S65 80 100 120 130 140 160 170 180 190 200 210
Note: The dimensions of the Stevspris Mk6 anchor may be changed for specific applications
Stevspris Mk6
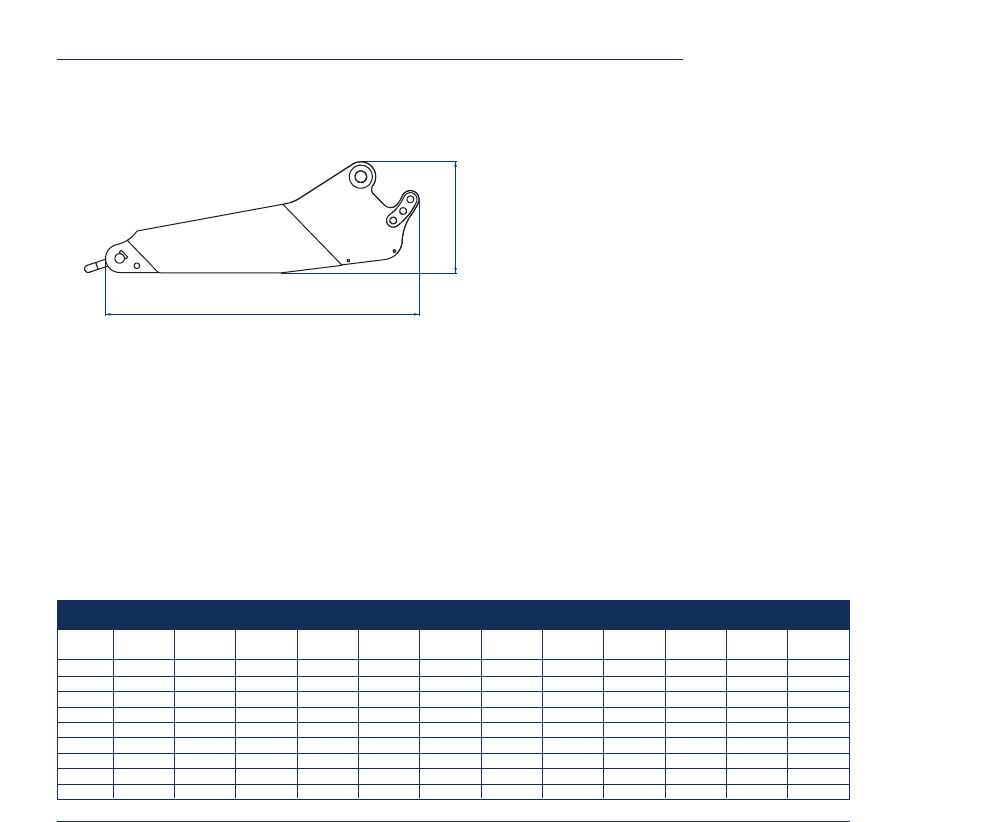
Transport dimensions of vryhof anchor types
Dimensions 127
W
U
Stevspris Mk6
Note: The dimensions of the Stevspris Mk6 anchor may be changed for specific applications
Transport dimensions Stevspris Mk6 dimensions in m anchor weight in kg
weight 1500 3000 5000 8000 10000 12000 15000 18000 20000 22000 25000 30000
B3.06 3.87 4.60 5.39 5.81 6.17 6.68 7.10 7.37 7.63 7.96 8.45
Ct 1.98 2.49 2.95 3.45 3.72 3.95 4.26 4.52 4.69 4.84 5.05 5.36
Cs 1.96 2.47 2.93 3.43 3.69 3.92 4.23 4.49 4.65 4.80 5.01 5.32
H 1.17 1.49 1.78 2.09 2.25 2.39 2.61 2.78 2.89 3.00 3.14 3.32
Tt 0.78 0.98 1.16 1.36 1.46 1.55 1.68 1.78 1.84 1.90 1.99 2.11
Ts 0.70 0.88 1.04 1.22 1.31 1.39 1.50 1.59 1.65 1.70 1.78 1.89
U2.79 3.52 4.17 4.88 5.26 5.59 6.02 6.40 6.62 6.84 7.14 7.58
V1.21 1.54 1.83 2.15 2.32 2.46 2.69 2.86 2.97 3.09 3.23 3.42
W0.99 1.25 1.48 1.73 1.86 1.98 2.13 2.27 2.35 2.42 2.53 2.69
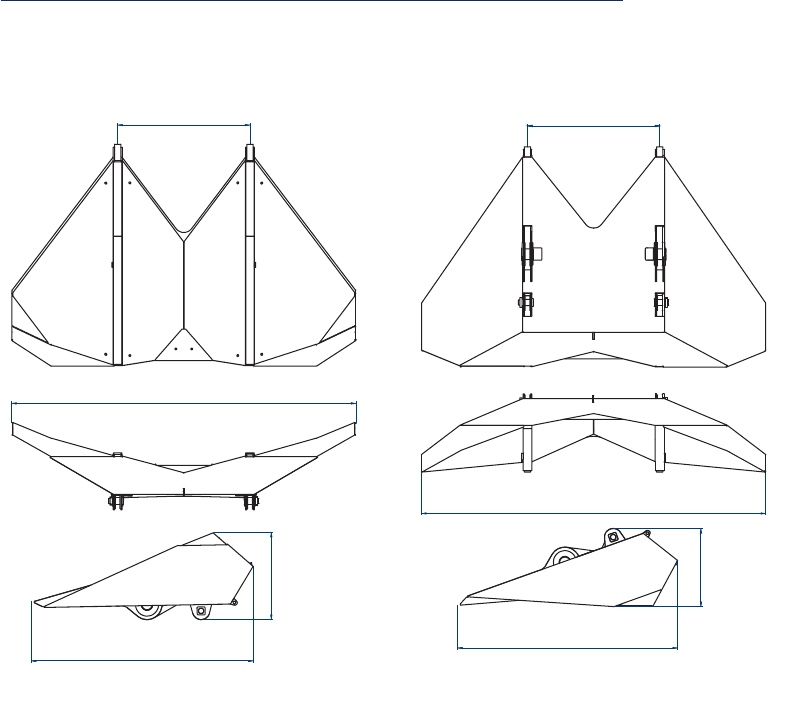
Dimensions
Transport dimensions of vryhof anchor types
128
H
B
Cs
Ts
sh
ip
H
B
Tt
Ct
truck
Stevspris Mk6
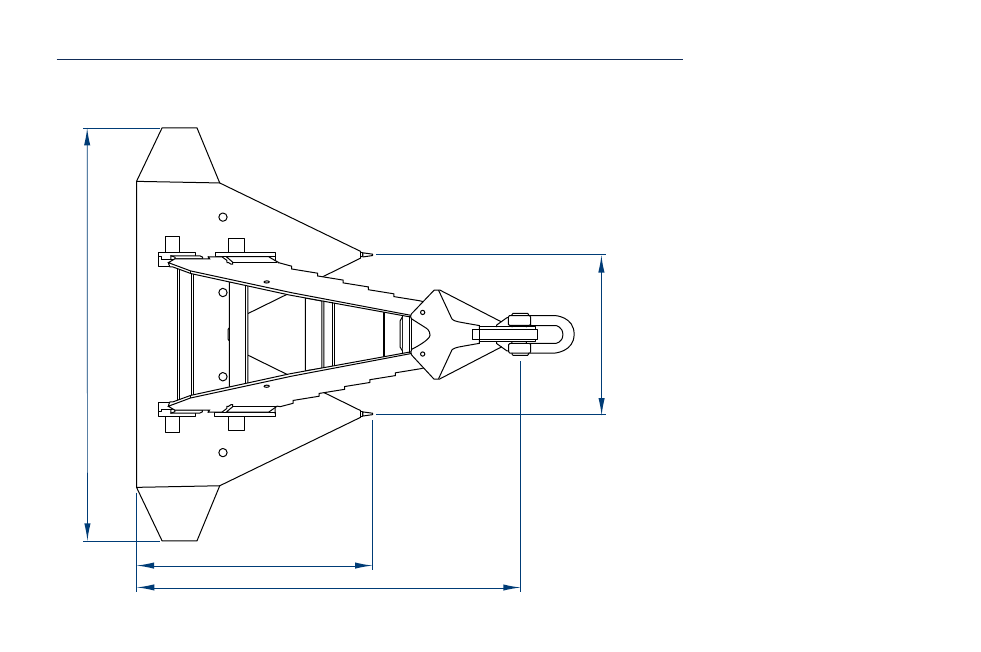
Dimensions 129
H
A
C
B
Stevshark Mk5
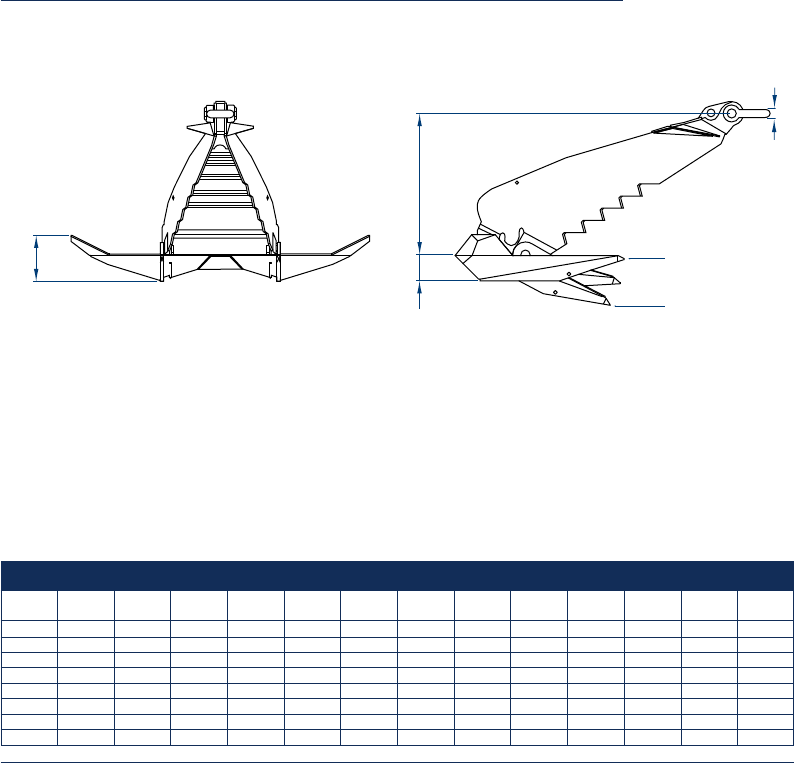
Dimensions 130
E
F
sand
mud
T
S
Note: The dimensions of the Stevshark Mk5 anchor may be changed for specific applications
Main dimensions Stevshark Mk5 dimensions in mm anchor weight in kg
weight 1500 3000 5000 8000 10000 12000 15000 18000 20000 22000 25000 30000 65000
A2862 3605 4275 4999 5385 5723 6165 6551 6785 7004 7309 7767 10051
B3085 3886 4608 5389 5805 6169 6645 7062 7314 7550 7879 8373 10834
C1755 2212 2622 3067 3304 3511 3782 4019 4163 4297 4484 4765 6166
E1458 1837 2178 2547 2743 2915 3140 3337 3457 3568 3723 3957 5120
F263 332 393 460 495 526 567 602 624 644 672 714 924
H1192 1502 1780 2082 2243 2383 2567 2728 2826 2917 3044 3235 4186
T478 603 715 836 900 957 1031 1095 1135 1171 1222 1299 1681
S80 90 110 130 140 150 160 170 180 190 200 210 300
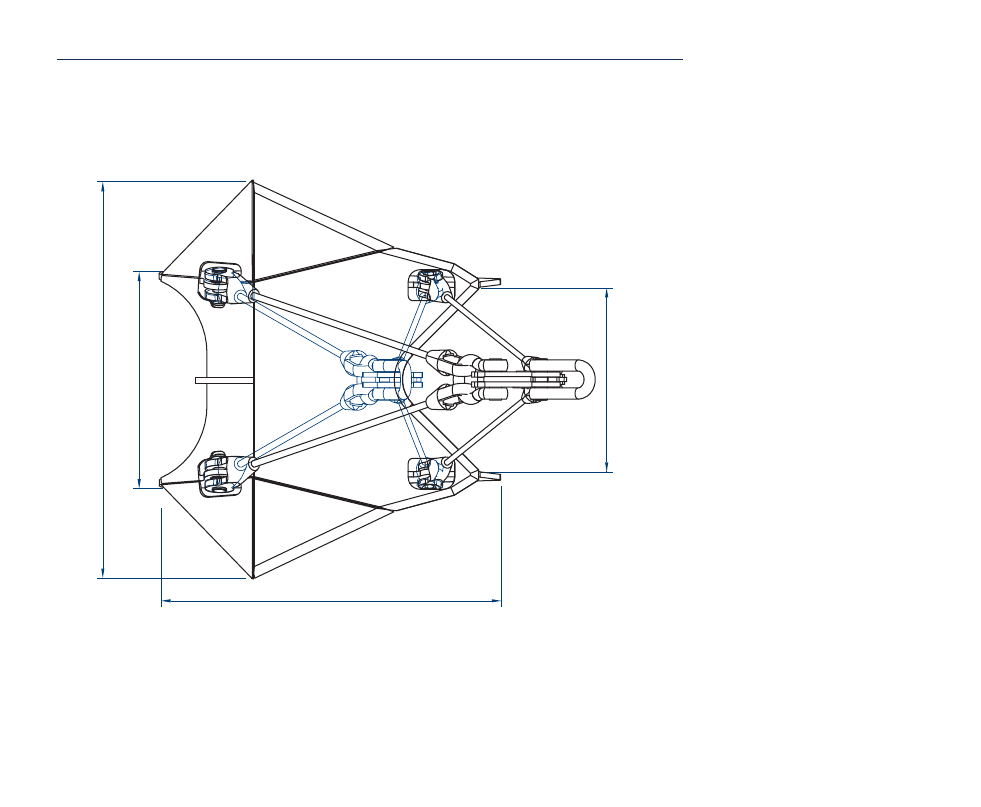
131
Dimensions
Dimensions of vryhof anchor types
DB
C
H
T
Stevmanta VLA - permanent
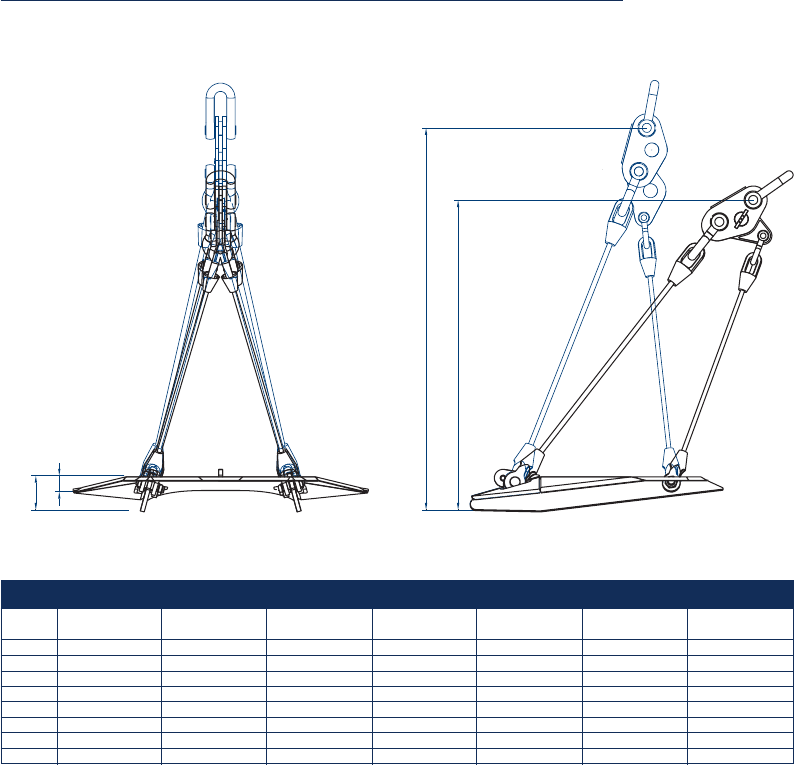
Dimensions
Dimensions of vryhof anchor types
Note: The dimensions of the Stevmanta VLA anchor may be changed for specific applications
TF
E1 E0
Stevmanta VLA - permanent
132
Main dimensions Stevmanta VLA dimensions in mm area in m2
area 5810 12 15 17 20
B3143 3975 4445 4869 5443 5795 6286
C2976 3765 4209 4611 5155 5488 5953
D1945 2460 2750 3013 3368 3586 3890
E0 3075 3890 4349 4764 5326 5670 6150
E1 3371 4264 4767 5222 5839 6216 6742
F172 217 243 266 298 317 344
H1459 1845 2063 2260 2527 2690 2918
T639 809 904 991 1107 1179 1279
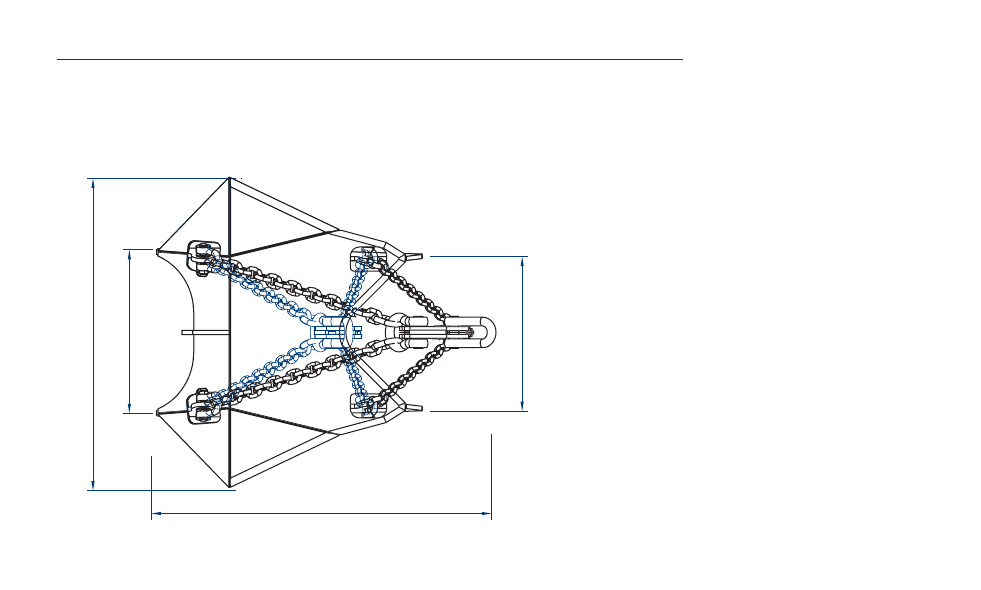
Dimensions of vryhof anchor types
Dimensions 133
D
B
C
H
Stevmanta VLA - MODU
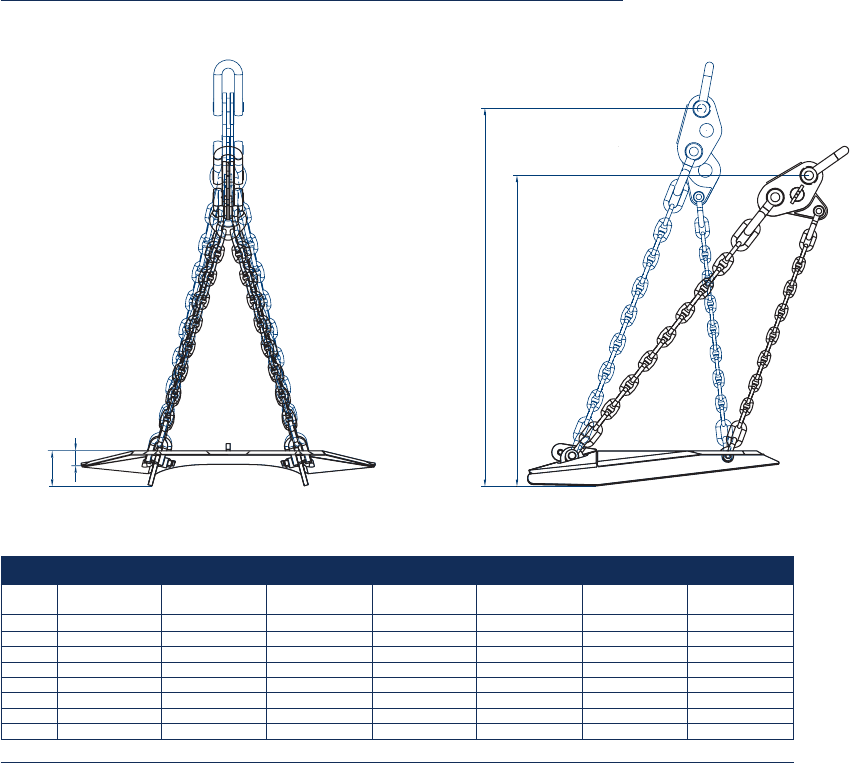
Dimensions
Dimensions of vryhof anchor types
134
T
F
E1
E0
Note: The dimensions of the Stevmanta VLA anchor may be changed for specific applications
Main dimensions Stevmanta VLA dimensions in mm area in m2
area 5810 12 15 17 20
B3143 3975 4445 4869 5443 5795 6286
C2976 3765 4209 4611 5155 5488 5953
D1945 2460 2750 3013 3368 3586 3890
E0 3075 3890 4349 4764 5326 5670 6150
E1 3371 4264 4767 5222 5839 6216 6742
F172 217 243 266 298 317 344
H1459 1845 2063 2260 2527 2690 2918
T639 809 904 991 1107 1179 1279
Stevmanta VLA - MODU
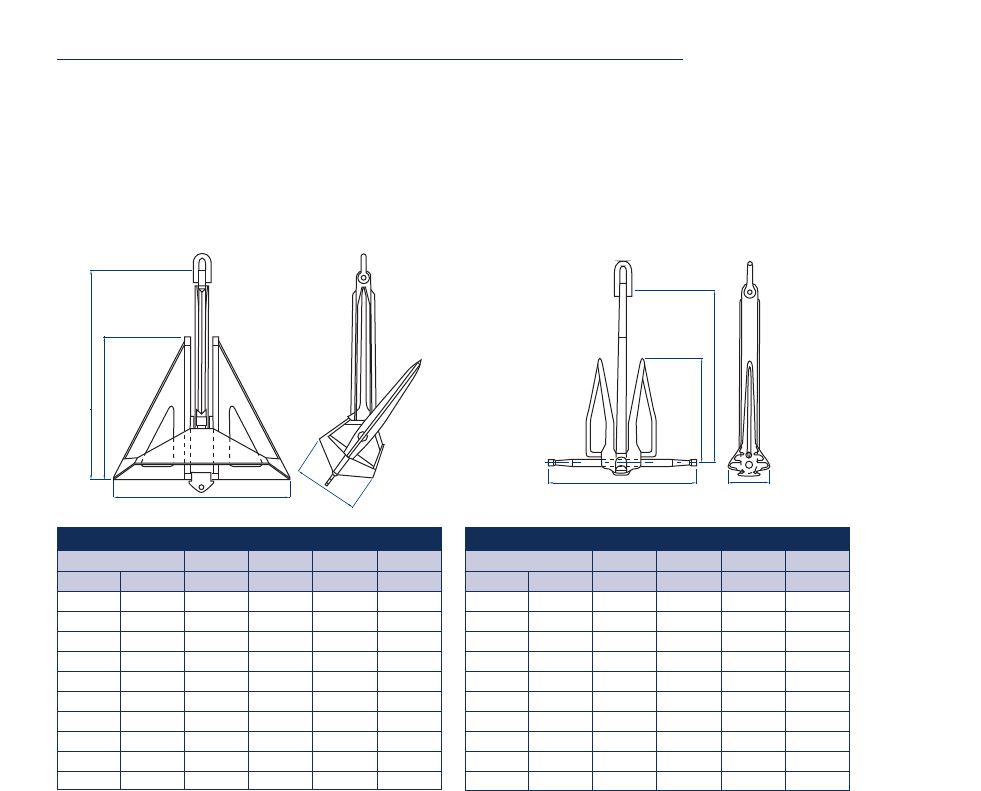
Dimensions other anchor types 135
Danforth
weight AB C D
lb. kg mm mm mm mm
1000 454 1830 1580 410 1100
2500 1134 2260 2140 560 1350
5000 2268 2780 2700 710 1650
10000 4536 3510 3330 890 2100
12000 5443 3730 3540 945 2240
14000 6350 3920 3720 995 2360
16000 7257 4100 4000 1040 2470
20000 9072 4370 4150 1110 2620
25000 11340 4710 4470 1195 2820
30000 13608 5000 4750 1270 3000
Flipper Delta
weight AB C D
lb. kg mm mm mm mm
2205 1000 2605 1960 740 1560
5512 2500 3150 2660 1005 2130
11023 5000 3945 3300 1260 2660
16535 7500 4565 3850 1435 3080
22046 10000 5040 4270 1600 3400
26455 12000 5335 4530 1705 3600
33069 15000 5735 4845 1830 3875
44092 20000 6405 5410 2010 4320
71650 32500 7320 6200 2310 4930
88185 40000 7850 6650 2480 5290
C
B
D
A
A
D
C
B
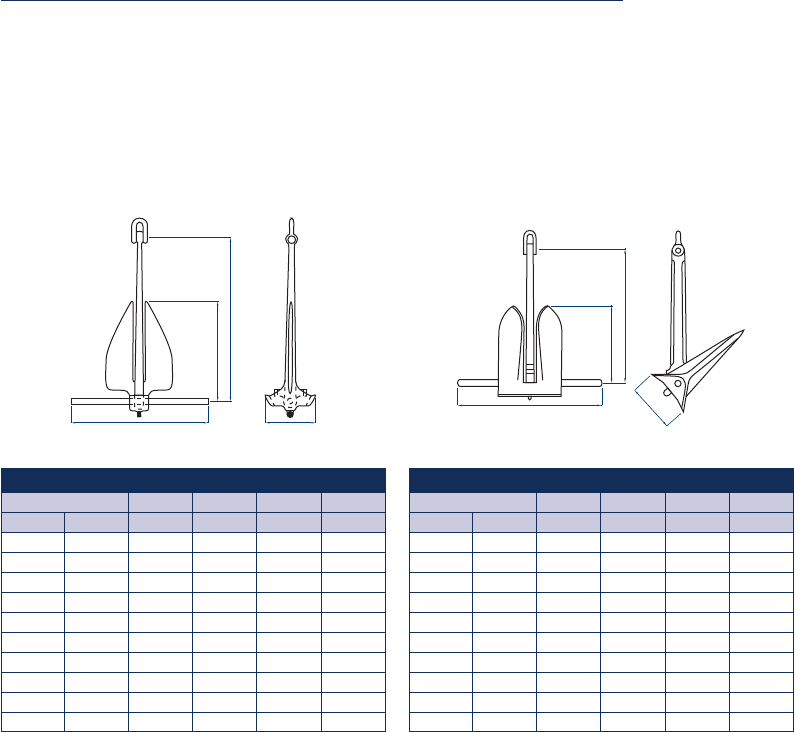
Dimensions other anchor types 136
LWT
weight AB C D
lb. kg mm mm mm mm
1000 454 1905 1803 622 1168
5000 2268 2997 2845 984 1829
10000 4536 3658 3480 1245 2235
15000 6804 3988 3791 1362 2438
20000 9072 4394 4166 1499 2692
25000 11340 4851 4521 1708 2946
30000 13608 5029 4801 1715 3073
35000 15876 5283 5055 1803 3226
40000 18144 5537 6096 1905 3327
60000 27216 6350 7061 2184 3810
Moorfast
weight AB C D
lb. kg mm mm mm mm
1000 454 1549 1905 483 940
6000 2722 2565 3632 787 1549
10000 4536 3327 3988 1041 2032
12000 5443 3531 4242 1092 2159
16000 7257 3886 4750 1219 2388
20000 9072 4166 4978 1295 2591
30000 13608 4801 5512 1499 2997
40000 18144 5436 6299 1600 3226
50000 22680 5639 6528 1676 3353
60000 27216 5893 6883 1778 3556
A
D
BC
A
D
B
C
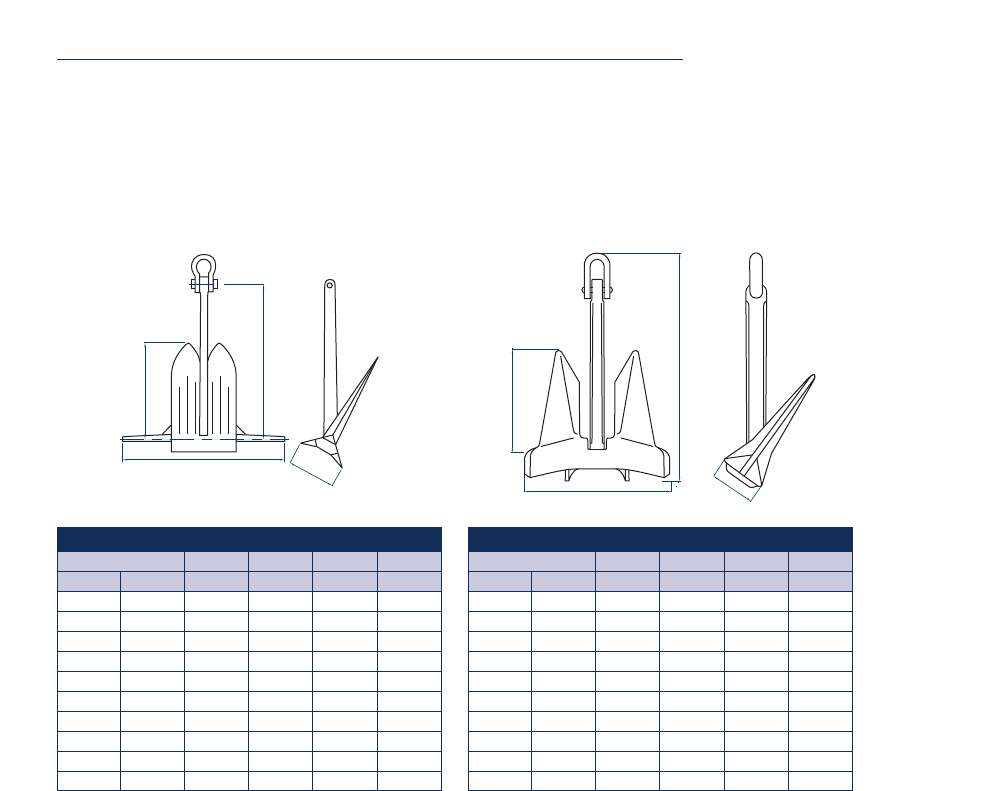
Dimensions other anchor types 137
Stato
weight AB C D
lb. kg mm mm mm mm
3000 1361 3277 2769 860 1829
6000 2722 3658 3632 960 2337
9000 4082 4064 4318 1090 2540
15000 6804 5182 5690 1370 3200
20000 9072 5334 5842 1420 3277
25000 11340 5740 6248 1540 3480
30000 13608 5969 6528 1570 3683
35000 15876 6299 6883 1670 3886
40000 18144 6553 7188 1750 4064
60000 27216 7540 8120 2000 4570
B
D
A
C
A
C
B
D
AC14
weight AB C D
lb. kg. mm mm mm mm
2844 1290 2025 1568 470 1067
4630 2100 2382 1844 553 1255
6746 3060 2700 2091 627 1423
12368 5610 3305 2559 768 1741
18298 8300 3793 2916 875 1984
23149 10500 4073 3154 946 2146
29762 13500 4429 3249 1029 2333
41447 18800 4946 3829 1149 2606
44092 20000 5049 3909 1173 2660
50706 23000 5290 4095 1229 2787
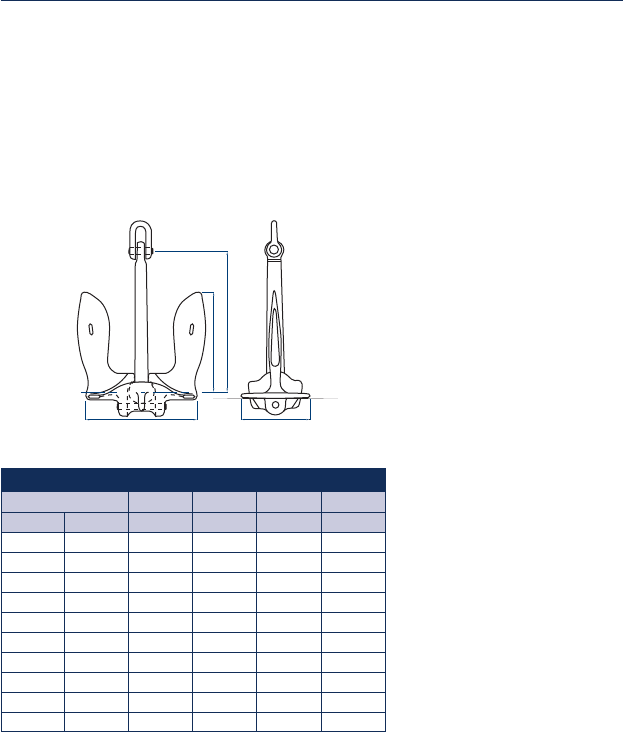
138
Dimensions other anchor types
US Navy Stockless
weight AB C D
lb. kg mm mm mm mm
1000 454 1072 841 521 772
5000 2268 1854 1437 889 1319
10000 4536 2337 1810 1121 1661
15000 6804 2680 2089 1295 1861
20000 9072 2946 2280 1413 2094
25000 11340 3175 2456 1522 2256
30000 13608 3372 2608 1616 2394
35000 15876 3550 2743 1703 2523
40000 18144 3708 2872 1778 2619
60000 27216 4775 3194 2218 3375
A
D
BC

Proof load test 139
Proof load test for HHP anchors (US units)
anchor proof anchor proof anchor proof
weight load weight load weight load
lbs kips lbs kips lbs kips
100 6.2 4100 92.5 10000 165.8
125 7.3 4200 94.2 11000 174.5
150 8.2 4300 95.9 12000 184.8
175 9.1 4400 97.5 13000 194.7
200 9.9 4500 99.1 14000 205.2
250 11.5 4600 100.7 15000 214.3
300 12.9 4700 102.3 16000 222.9
350 14.2 4800 103.9 17000 230.9
400 15.5 4900 105.5 18000 239
450 16.7 5000 107 19000 245
500 18.1 5100 108.5 20000 250.4
550 19.2 5200 110 21000 256.7
600 20.5 5300 111.4 22000 263.5
650 21.7 5400 112.9 23000 270.9
700 23 5500 114.4 24000 277.2
750 24.3 5600 115.9 25000 282.8
800 25.5 5700 117.4 26000 289.2
850 26.6 5800 118.7 27000 296.7
900 27.8 5900 120 28000 304.9
950 28.9 6000 121.4 29000 312.3
1000 29.8 6100 122.7 30000 318.9
1100 32.1 6200 124.1 31000 326.9
1200 34.5 6300 125.4 32000 333.7
1300 36.8 6400 126.8 33000 341.2
1400 39.1 6500 128.2 34000 348
1500 41.3 6600 129.5 35000 354.8
1600 43.5 6700 130.8 36000 361.6
1700 45.8 6800 132 37000 368.4
1800 48.2 6900 133.2 38000 375.2
1900 50.3 7000 134.4 39000 382
2000 52.3 7100 135.7 40000 388.8
2100 54.5 7200 136.9 42000 400.6
140
Proof load test
Proof load test for HHP anchors (US units)
anchor proof anchor proof anchor proof
weight load weight load weight load
lbs kips lbs kips lbs kips
2200 56.6 7300 138.1 44000 411.5
2300 58.6 7400 139.3 46000 425.1
2400 60.8 7500 140.6 48000 437
2500 62.8 7600 141.6 50000 449.1
2600 64.8 7700 142.7 52000 460.4
2700 66.8 7800 143.7 54000 472
2800 68.8 7900 144.7 56000 484.3
2900 70.7 8000 145.7 58000 496.5
3000 72.6 8100 146.8 60000 508.4
3100 74.5 8200 147.9 62000 519.3
3200 76.4 8300 149 64000 530.2
3300 78.3 8400 150 66000 541
3400 80.1 8500 151.1 68000 551.9
3500 81.9 8600 152.2 70000 562.8
3600 83.7 8700 153.2 75000 590
3700 85.5 8800 154.3 80000 617
3800 87.2 8900 155.2 82500 630
3900 89 9000 156.2
4000 90.7 9500 161.1
141
Proof load test
Proof load test for HHP anchors (SI units)
anchor proof anchor proof anchor proof
weight load weight load weight load
kg kN kg kN kg kN
50 29.7 2000 434.3 7000 970.3
55 31.7 2100 450 7200 987
60 34 2200 466 7400 1002
65 35.3 2300 480.7 7600 1018
70 37 2400 495 7800 1034
75 39 2500 509.7 8000 1050
80 40.7 2600 524.3 8200 1066
90 44 2700 537 8400 1078
100 47.3 2800 550.3 8600 1088.7
120 53 2900 563.7 8800 1099.3
140 58.3 3000 577 9000 1110
160 63.7 3100 589 9200 1120.7
180 68.4 3200 601 9400 1132
200 73.3 3300 613 9600 1148
225 80 3400 625 9800 1162.7
250 85.7 3500 635.7 10000 1173.3
275 91.7 3600 645 10500 1210
300 98 3700 655.7 11000 1240
325 104.3 3800 666.3 11500 1266.7
350 110.3 3900 677 12000 1300
375 116 4000 687 12500 1340
400 122 4100 696.3 13000 1380
425 127.3 4200 706 13500 1410
450 132 4300 715.7 14000 1450
475 137.3 4400 725.7 14500 1483.3
500 143 4500 735 15000 1520
550 155 4600 742.3 15500 1553.3
600 166 4700 751.7 16000 1586.7
650 177.3 4800 760 16500 1620
700 188 4900 769 17000 1653.3
750 199 5000 777 17500 1686.7
800 210.7 5100 786 18000 1720
142
Proof load test
Proof load test for HHP anchors (SI units)
anchor proof anchor proof anchor proof
weight load weight load weight load
kg kN kg kN kg kN
850 221.3 5200 797.3 18500 1753.3
900 231 5300 808.7 19000 1780
950 241.7 5400 818 19500 1800
1000 252.3 5500 827.3 20000 1833.3
1050 262 5600 836.3 21000 1900
1100 272.7 5700 845 22000 1956.7
1150 282.7 5800 855.7 23000 2016.7
1200 292 5900 866.3 24000 2070
1250 302 6000 877 25000 2130
1300 311.7 6100 887 26000 2190
1350 321 6200 897.3 27000 2250
1400 330.3 6300 908 28000 2303.3
1450 339.7 6400 917.3 29000 2356.7
1500 349 6500 926.7 30000 2410
1600 366.7 6600 936 31000 2463.3
1700 384 6700 944.7 32000 2516.7
1800 401 6800 953 34000 2623.3
1900 418.3 6900 961 36000 2730
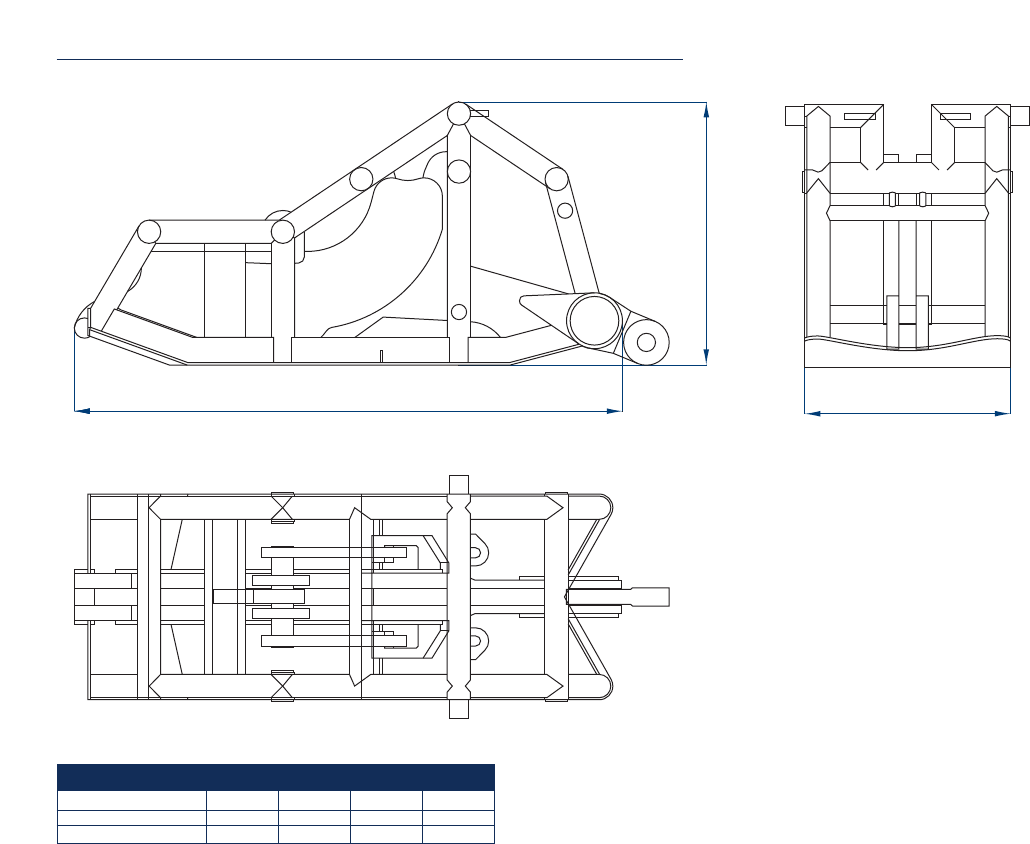
143
Dimensions vryhof tensioners
Main dimensions Stevtensioner dimensions in m. weight in t
Stevtensioner model LBHweight
VA220 2.6 1.0 1.2 5
VA500 5.4 2.4 2.6 20
L
H
B
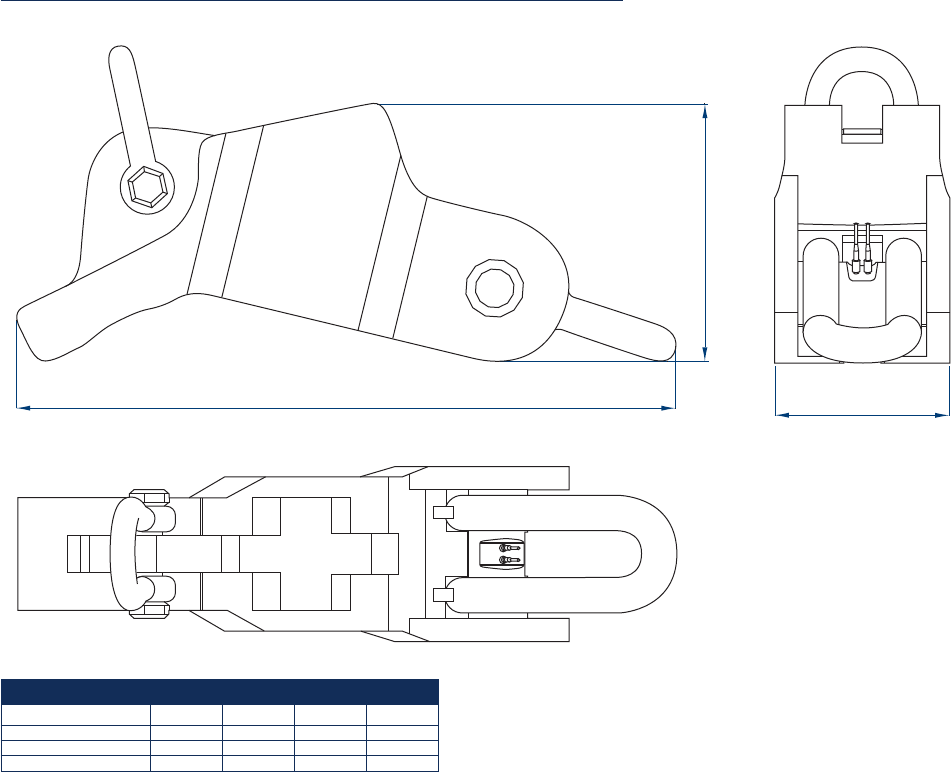
144
Dimensions vryhof tensioners
Main dimensions Stevtensioner dimensions in m. weight in t
Stevtensioner model LBHweight
VA600 2.2 0.6 0.9 2.5
VA1000 3.1 0.8 1.2 6
VA1250 3.5 0.9 1.4 9
H
L
B
145
Proof load/break
Proof load/break load of chains (in US units)
diameter Proof load Break load Weight
R4-RQ4R3SR3RQ3-API R4-RQ4R3SR3RQ3-API
stud studless stud studless stud stud stud and studlless stud studless
studless studless
inches kips kips kips kips kips kips kips kips kips kips lbs/ft lbs/ft
3/475 66 62 60 54 49 95 86 77 73 55
13/16 88 77 73 71 63 57 111 101 90 86 66
1 131 116 110 106 95 85 167 152 136 128 10 9
11/8165 146 138 133 119 107 210 191 171 162 12 11
11/4203 179 169 163 147 132 257 234 210 198 15 14
13/8244 216 203 197 176 158 310 281 252 238 18 16
11/2289 255 241 233 208 187 366 333 298 282 21 20
15/8337 298 281 271 243 218 427 388 348 329 25 23
13/4388 343 323 313 280 252 492 447 401 379 29 27
17/8443 391 369 357 320 287 562 510 457 432 33 31
2 500 443 417 403 361 324 635 577 517 489 38 35
21/16 531 469 442 427 383 344 673 612 548 518 40 37
21/8561 496 468 452 405 364 712 647 580 548 43 39
23/16 593 524 494 478 428 384 752 684 612 579 45 42
21/4625 553 521 504 452 405 793 721 646 611 48 44
25/16 658 582 549 530 476 427 835 759 680 643 51 46
23/8692 612 577 558 500 449 878 798 715 676 54 49
21/2762 674 635 614 550 494 967 878 787 744 59 54
25/8835 738 696 672 603 541 1059 962 862 815 65 60
211/16 872 771 727 702 630 565 1106 1005 900 852 69 63
23/4910 805 758 733 657 590 1154 1049 940 889 72 66
27/8988 874 823 796 714 640 1253 1139 1020 965 79 72
3 1069 945 891 861 772 693 1356 1232 1103 1044 86 78
31/16 1110 982 925 894 802 719 1408 1280 1146 1084 89 81
31/81152 1019 960 928 832 747 1461 1328 1189 1125 93 85
33/16 1194 1056 995 962 863 774 1515 1377 1233 1167 97 88
31/41237 1094 1031 997 894 802 1570 1427 1278 1209 100 92
35/16 1281 1133 1068 1032 925 830 1625 1477 1323 1251 104 95
33/81325 1172 1105 1068 957 859 1681 1528 1368 1295 108 99
31/21416 1252 1180 1140 1022 918 1796 1632 1462 1383 116 106
39/16 1462 1292 1218 1177 1056 947 1854 1685 1509 1428 121 110
35/81508 1334 1257 1215 1089 977 1913 1739 1557 1473 125 114
33/41603 1417 1336 1291 1158 1039 2033 1848 1655 1566 134 122
313/16 1651 1460 1376 1330 1192 1070 2094 1903 1704 1613 138 126
37/81699 1503 1416 1369 1227 1101 2156 1959 1754 1660 143 130
315/16 1749 1546 1457 1409 1263 1133 2218 2016 1805 1708 147 135
4 1798 1590 1498 1448 1299 1165 2281 2073 1856 1756 152 139
41/81899 1679 1582 1529 1371 1231 2409 2189 1960 1855 162 148
41/42001 1770 1668 1612 1445 1297 2538 2307 2066 1955 172 157
146
Proof load/break
Proof load/break load of chains (in US units)
diameter Proof load Break load Weight
R4-RQ4R3SR3RQ3-API R4-RQ4R3SR3RQ3-API
stud studless stud studless stud stud stud and studlless stud studless
studless studless
inches kips kips kips kips kips kips kips kips kips kips lbs/ft lbs/ft
43/82105 1862 1754 1696 1521 1365 2671 2427 2174 2057 182 166
41/22211 1955 1843 1781 1597 1433 2805 2549 2283 2160 192 176
45/82319 2050 1932 1868 1675 1503 2941 2673 2394 2265 203 186
43/42428 2147 2023 1956 1753 1574 3080 2799 2507 2372 214 196
47/82538 2245 2115 2045 1833 1645 3220 2926 2621 2480 226 206
5 2650 2344 2209 2135 1914 1718 3362 3055 2736 2589 238 217
51/82764 2444 2303 2226 1996 1791 3506 3186 2853 2700 250 228
51/42878 2545 2398 2319 2079 1865 3651 3318 2971 2812 262 239
53/82994 2647 2495 2412 2162 1940 3798 3451 3091 2925 274 251
51/23111 2751 2592 2506 2247 2016 3946 3586 3211 3039 287 262
55/83228 2855 2690 2601 2332 2093 4095 3722 3333 3154 301 275
53/43347 2960 2789 2696 2417 2170 4246 3859 3456 3270 314 287
57/83467 3066 2889 2793 2504 2247 4398 3997 3579 3387 328 299
6 3587 3172 2989 2890 2591 2325 4551 4135 3704 3504 342 312
61/83709 3279 3090 2987 2678 2404 4704 4275 3829 3623 356 325
61/43830 3387 3192 3086 2766 2483 4859 4416 3954 3742 371 339
63/83953 3495 3294 3184 2855 2562 5014 4557 4081 3861 386 353
61/24076 3604 3396 3283 2944 2642 5170 4698 4208 3981 401 367
65/84199 3713 3499 3383 3033 2722 5327 4841 4335 4102 417 381
63/44323 3822 3602 3482 3122 2802 5483 4983 4463 4223 433 395
67/84447 3932 3706 3582 3211 2882 5641 5126 4591 4344 449 410
7 4571 4042 3809 3682 3301 2963 5798 5269 4719 4465 466 425
71/84695 4152 3913 3782 3391 3043 5956 5412 4847 4586 482 440
71/44820 4262 4016 3882 3481 3124 6114 5556 4976 4708 500 456
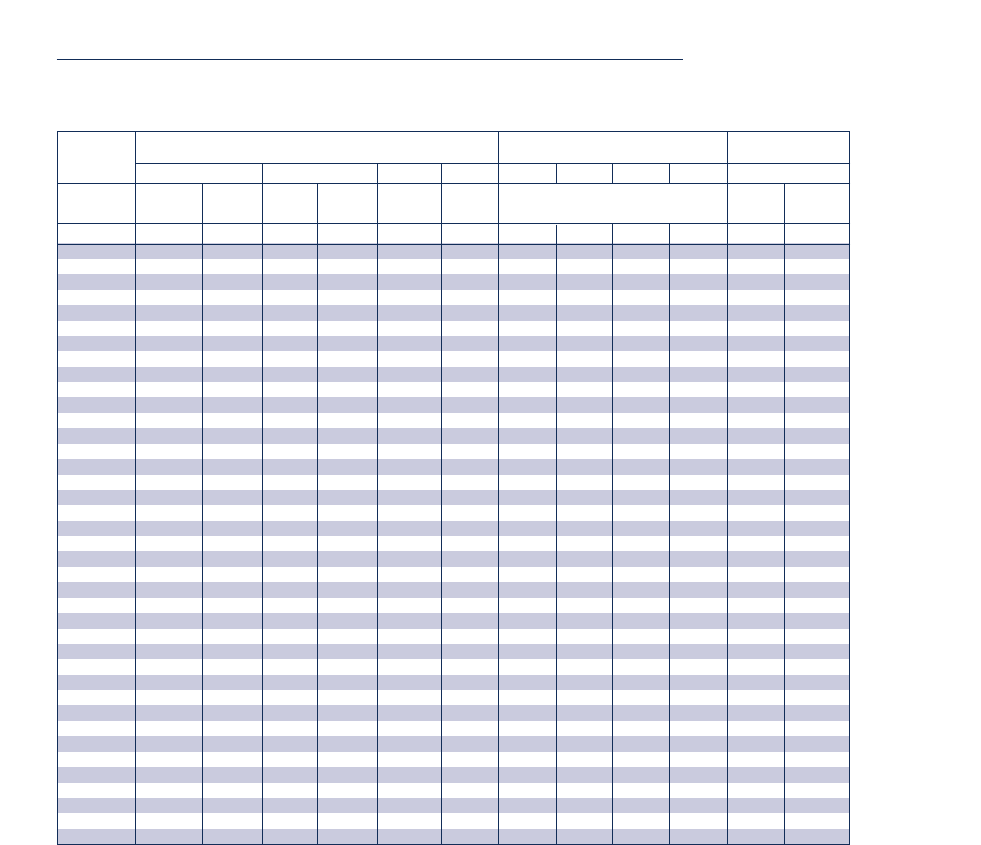
147
Proof load/break
Proof load/break load of chains (in SI units)
diameter Proof load Break load Weight
R4-RQ4R3SR3RQ3-API R4-RQ4R3SR3RQ3-API
stud studless stud studless stud- stud- stud and studlless stud studless
studless studless
mm kN kN kN kN kN kN kN kN kN kN kg/m kg/m
19 331 293 276 267 239 215 420 382 342 324 87
20.5 385 340 320 310 278 249 488 443 397 376 98
22 442 390 368 356 319 286 560 509 456 431 11 10
24 524 463 436 422 378 339 664 604 541 511 13 12
26 612 541 510 493 442 397 776 706 632 598 15 14
28 707 625 589 570 511 458 897 815 730 691 17 16
30 809 715 674 651 584 524 1026 932 835 790 20 18
32 917 811 764 738 662 594 1163 1057 946 895 22 20
34 1031 911 859 830 744 668 1308 1188 1064 1007 25 23
36 1151 1018 959 927 831 746 1460 1327 1188 1124 28 26
38 1278 1130 1065 1029 923 828 1621 1473 1319 1248 32 29
40 1410 1247 1175 1136 1018 914 1789 1625 1456 1377 35 32
42 1548 1369 1290 1247 1118 1004 1964 1785 1599 1513 39 35
44 1693 1497 1411 1364 1223 1097 2147 1951 1748 1654 42 39
46 1843 1630 1536 1485 1331 1194 2338 2124 1903 1800 46 42
48 1999 1767 1666 1610 1443 1295 2535 2304 2063 1952 50 46
50 2160 1910 1800 1740 1560 1400 2740 2490 2230 2110 55 50
52 2327 2058 1939 1874 1681 1508 2952 2682 2402 2273 59 54
54 2499 2210 2083 2013 1805 1620 3170 2881 2580 2441 64 58
56 2677 2367 2231 2156 1933 1735 3396 3086 2764 2615 69 63
58 2860 2529 2383 2304 2066 1854 3628 3297 2953 2794 74 67
60 3048 2695 2540 2455 2201 1976 3867 3514 3147 2978 79 72
62 3242 2866 2701 2611 2341 2101 4112 3737 3347 3166 84 77
64 3440 3042 2867 2771 2484 2230 4364 3965 3551 3360 90 82
66 3643 3221 3036 2935 2631 2361 4621 4200 3761 3559 95 87
68 3851 3406 3209 3102 2782 2496 4885 4440 3976 3762 101 92
70 4064 3594 3387 3274 2935 2634 5156 4685 4196 3970 107 98
73 4392 3884 3660 3538 3172 2847 5572 5064 4535 4291 117 107
76 4731 4183 3942 3811 3417 3066 6001 5454 4884 4621 126 116
78 4962 4388 4135 3997 3584 3216 6295 5720 5123 4847 133 122
81 5317 4702 4431 4283 3840 3446 6745 6130 5490 5194 144 131
84 5682 5024 4735 4577 4104 3683 7208 6550 5866 5550 155 141
87 6056 5355 5046 4878 4374 3925 7682 6981 6252 5916 166 151
90 6439 5693 5365 5187 4650 4173 8167 7422 6647 6289 177 162
92 6699 5923 5582 5396 4838 4342 8497 7722 6916 6544 185 169
95 7096 6275 5913 5716 5125 4599 9001 8180 7326 6932 198 181
97 7365 6513 6138 5933 5319 4774 9343 8490 7604 7195 206 188
100 7776 6876 6480 6264 5616 5040 9864 8964 8028 7596 219 200
102 8054 7122 6712 6488 5817 5220 10217 9285 8315 7868 228 208
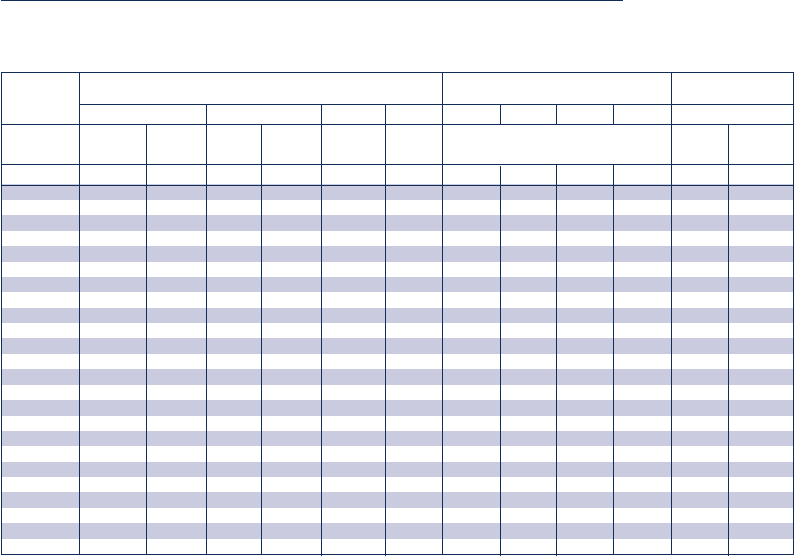
148
Proof load/break
Proof load/break load of chains (in SI units)
diameter Proof load Break load Weight
R4-RQ4R3SR3RQ3-API R4-RQ4R3SR3RQ3-API
stud studless stud studless stud- stud- stud and studlless stud studless
studless studless
mm kN kN kN kN kN kN kN kN kN kN kg/m kg/m
105 8478 7497 7065 6829 6123 5495 10754 9773 8753 8282 241 221
107 8764 7750 7304 7060 6330 5681 11118 10103 9048 8561 251 229
111 9347 8265 7789 7529 6750 6058 11856 10775 9650 9130 270 246
114 9791 8658 8159 7887 7071 6346 12420 11287 10109 9565 285 260
117 10242 9057 8535 8251 7397 6639 12993 11807 10574 10005 300 274
120 10700 9461 8916 8619 7728 6935 13573 12334 11047 10452 315 288
122 11008 9734 9173 8868 7950 7135 13964 12690 11365 10753 326 298
124 11319 10009 9432 9118 8175 7336 14358 13048 11686 11057 337 308
127 11789 10425 9824 9497 8515 7641 14955 13591 12171 11516 353 323
130 12265 10846 10221 9880 8858 7950 15559 14139 12663 11981 370 338
132 12585 11129 10488 10138 9089 8157 15965 14508 12993 12294 382 348
137 13395 11844 11162 10790 9674 8682 16992 15441 13829 13085 411 375
142 14216 12571 11847 11452 10267 9214 18033 16388 14677 13887 442 403
147 15048 13306 12540 12122 10868 9753 19089 17347 15536 14700 473 432
152 15890 14051 13241 12800 11476 10299 20156 18317 16405 15522 506 462
157 16739 14802 13949 13484 12089 10850 21234 19297 17282 16352 540 493
162 17596 15559 14663 14174 12708 11405 22320 20284 18166 17188 575 525
165 18112 16016 15094 14590 13081 11739 22976 20879 18699 17693 596 545
168 18631 16474 15525 15008 13455 12075 23633 21477 19234 18199 618 564
171 19150 16934 15959 15427 13831 12412 24292 22076 19771 18707 640 585
175 19845 17548 16538 15986 14333 12863 25174 22877 20488 19386 671 613
178 20367 18010 16972 16407 14709 13201 25836 23479 21027 19896 694 634
180 20715 18318 17263 16687 14961 13427 26278 23880 21387 20236 710 648
185 21586 19088 17989 17389 15590 13991 27383 24884 22286 21087 750 685
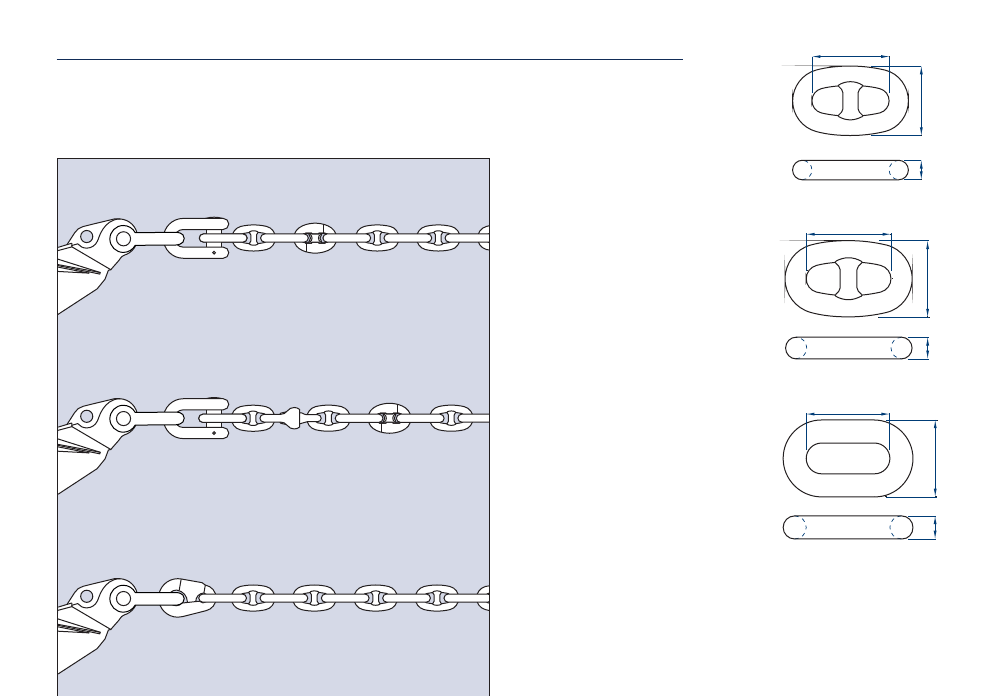
149
Chain components
Chain components and forerunners
4D
3.6D
D
4.4D
3.96D
1.1D
4D
1.2D
4.35D
F C B H B A E A A A
PL A A A A A A A A A
A B H B A E A A A
K C B A E A A A A A
K C B H B A E A A A
F C B A E A A A A A
VA-01
VA-02
VA-03
A
B
C
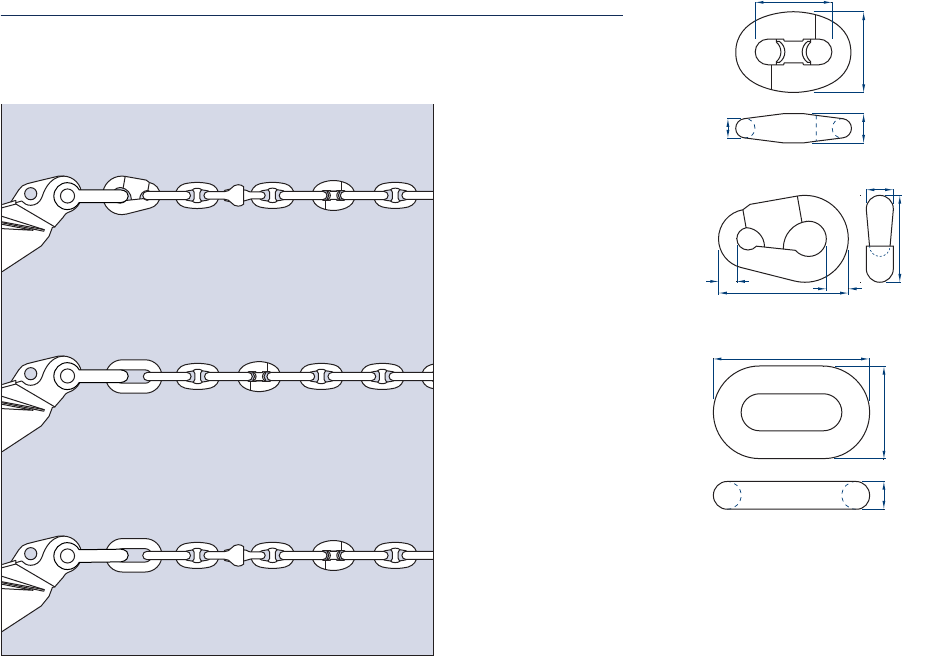
150
Chain components
Chain components and forerunners
C B H B A E A A A
A A A A A A A A A
PL A B H B A E A A A
K C B A E A A A A A
K C B H B A E A A A
C B A E A A A A A
VA-04
VA-05
VA-06
4D
4.2D
1.52D
D
95 mm
390 mm
650 mm
A
B
C
DE
E
PL
K
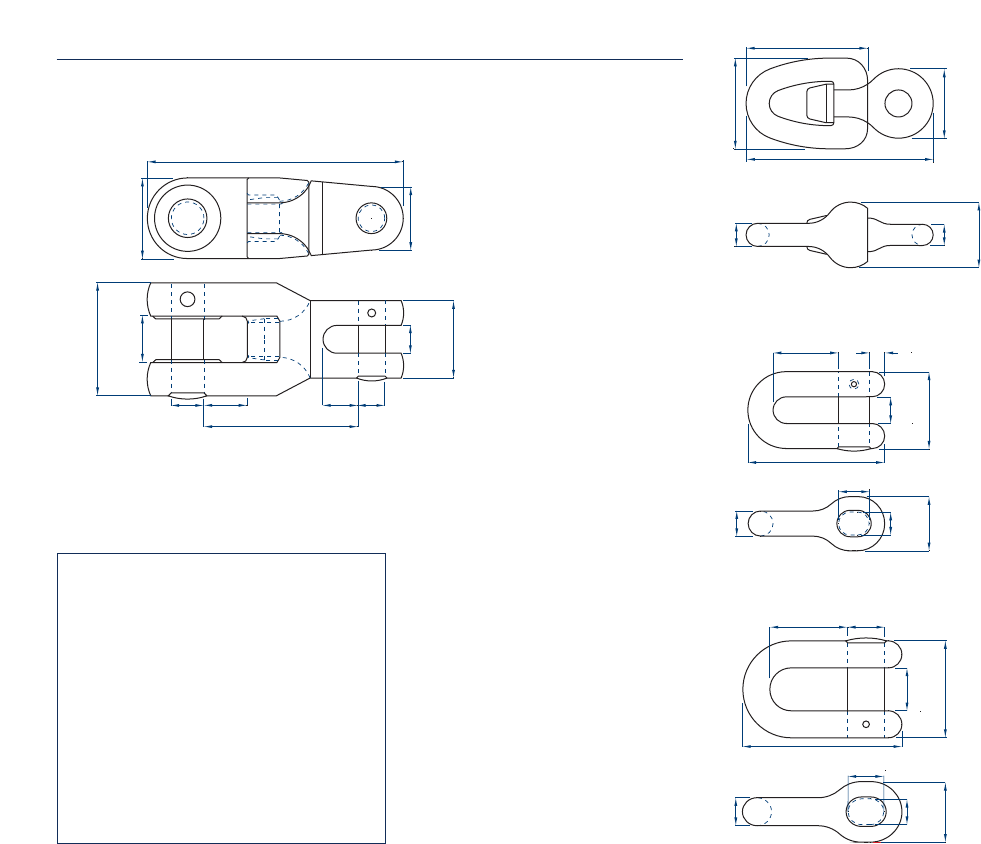
151
Chain components
3.8D
3.8D
4.7D
9.7D
6.3D
1.2D
1.2D
1.3D 2.8D
1.2D
1.6D
7.1D
4D
1.4D
0.8D3.4D
3.1D
5.2D
1.4D
1.8D
8.7D
2.4D
4.6D 1.8D
1.4D
H
G
F
Chain components and forerunners
3.3D
1.45D 4D
13.2D
4.15D
2.2D
1.7D 2.2D 1.65D 1.35D
8D
5.15D
A= common link
B= enlarged link
C= end link
E= joining shackle kenter type
F= anchor shackle Dtype
G= joining shackle Dtype
PL = pear link
H= swivel
I= swivel shackle
K= special end link
I
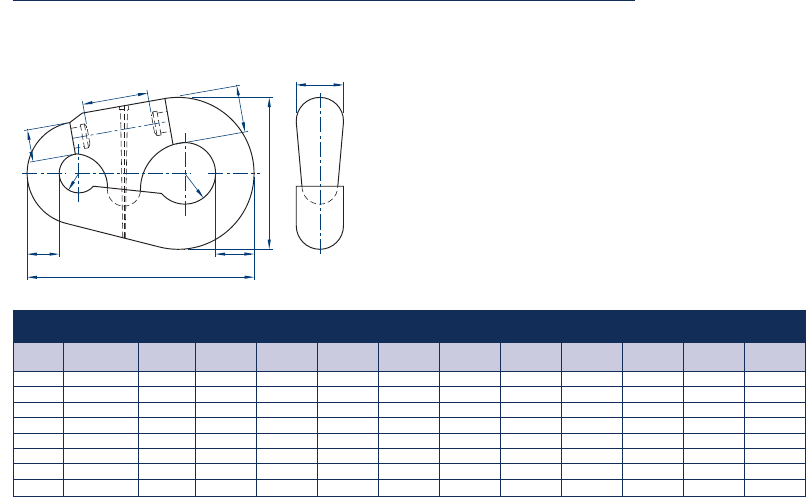
152
Connecting links
ED A
H
K
F
G
JB
C
Pear shaped anchor connecting link (pearlink) dimensions in mm
NO chain size ABCDEFGHJKkg
4 32 - 40 298 206 59 40 48 83 44x44 56 26 43 13
5 42 - 51 378 260 76 51 64 100 51x 60 74 32 52 27
6 52 - 60 454 313 92 60 76 121 62x 73 88 37 64 49
7 62 - 79 562 376 117 79 95 149 85x79 111 48 76 94
8 81 - 92 654 419 133 92 124 149 111x102 130x133 54 79 149
9 94 - 95 692 435 146 98 130 159 124x137 141 57 83 236
10 97 - 102 889 571 190 121 165 190 130 181 73 108 386
11 103 - 108 940 610 203 127 175 203 156 200 76 111 418
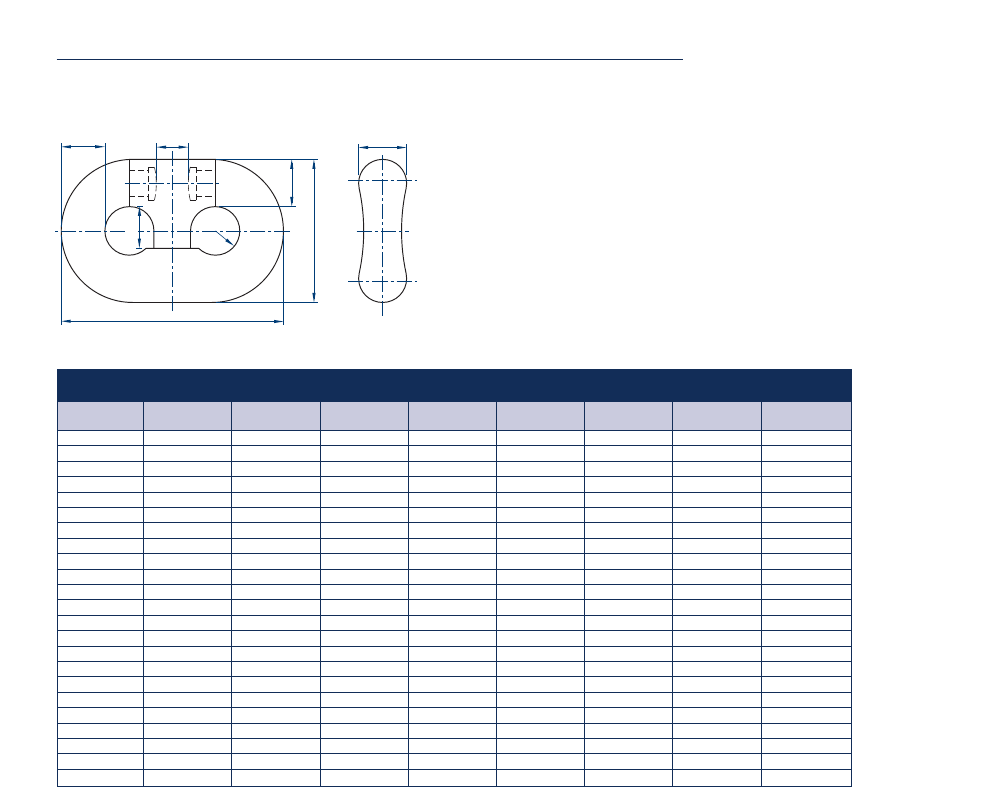
153
Connecting links
C
B
F
G
A
E
DE
Detachable chain connecting link (C-connector) dimensions in mm
chain size AB CDE FGweight kg
30 - 32 190.5 127 44 32 35 39 21 4.5
33 - 35 210 140 49 35 39 42 23 6.0
36 - 38 229 152 53 38 43 46 25 7.8
40 - 42 248 165 57 41 50 50 27 10.0
43 - 44 267 190 62 44 51 56 30 12.5
46 - 48 286 184 64 48 55 60 31 14.5
50 - 51 305 197 64 51 59 64 33 16.5
52 - 54 324 210 67 54 64 67 36 20.0
56 - 58 343 221 71 57 67 71 38 23.5
59 - 60 362 234 78 60 70 75 40 27.5
62 - 64 381 246 79 64 73 78 42 32.0
66 - 67 400 246 83 67 78 79 44 37.0
68 - 70 419 275 92 73 83 90 46 45.5
71 - 73 438 283 94 73 85 93 48 48.5
74 - 76 457 295 95 76 90 94 50 54.5
78 - 79 476 308 102 79 92 96 52 62.5
81 - 83 495 320 103 83 92 103 55 73.0
84 - 86 514 332 107 86 100 107 57 80.5
87 - 89 537 350 116 92 105 114 59 93.5
90 - 92 552 356 119 92 106 116 61 97.5
94 - 95 571 368 122 95 114 119 62 116.0
97 - 98 590 381 127 98 117 121 67 123.0
100 - 102 607 394 132 102 119 122 68 130.0
154
Conversion table
to convert from multiply by to obtain
length millimetres mm 0.03937 inches in
metres m 3.28084 feet ft
kilometres km 0.62137 miles mi
kilometres km 0.53996 nautical miles nmile
inches in 25.4 millimetres mm
feet ft 0.30480 metres m
miles mi 1.60934 kilometres km
nautical miles nmile 1.852 kilometres km
area square millimetres mm20.00155 square inches in2
square metres m210.76391 square feet ft2
square kilometres km20.38610 square miles mi2
square inches in2645.16 square millimetres mm2
square feet ft20.09290 square metres m2
square miles mi22.58999 square kilometres km2
volume millilitres ml 0.06102 cubic inches in3
litres l 0.26417 gallons (US) gal
cubic metres m335.31467 cubic feet ft3
cubic inches in316.38706 millilitres ml
gallons (US) gal 3.78541 litres l
cubic feet ft30.02832 cubic metres m3
mass kilograms kg 2.20462 pounds lb
metric tons t 1.10231 short tons US ton
pounds lb 0.45359 kilograms kg
short tons US ton 0.90718 metric tons t
density kilograms per cubic metre kg/m30.06243 pounds per cubic foot lb/ft3
pounds per cubic foot lb/ft316.01846 kilograms per cubic metre kg/m3
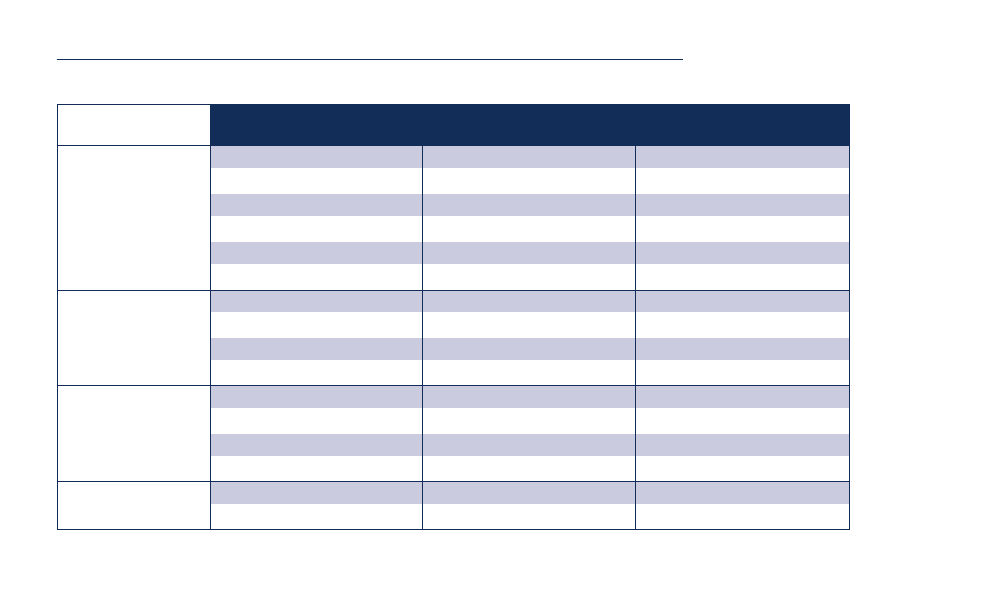
155
Conversion table
to convert from multiply by to obtain
force or weight kilonewtons kN 0.22481 kips kip
kilonewtons kN 0.10197 metric tons t
metric tons t 2.20462 kips kip
kips kip 4.44822 kilonewtons kN
metric tons t 9.80665 kilonewtons kN
kips kip 0.45359 metric tons t
pressure or stress kilopascals kPa 20.88555 pounds per square foot psf
megapascals MPa 0.14504 kips per square inch ksi
pounds per square foot psf 0.04788 kilopascals kPa
kips per square inch ksi 6.89472 megapascals MPa
velocity metres per second m/s 1.94384 knots kn
metres per second m/s 2.23694 miles per hour mph
knots kn 0.51444 metres per second m/s
miles per hour mph 0.44704 metres per second m/s
temperature degrees celsius ˚C multiply by 1.8 then add 32 degrees fahrenheit ˚F
degrees fahrenheit ˚F subtract 32 then multiply by 0.555 degrees celsius ˚C
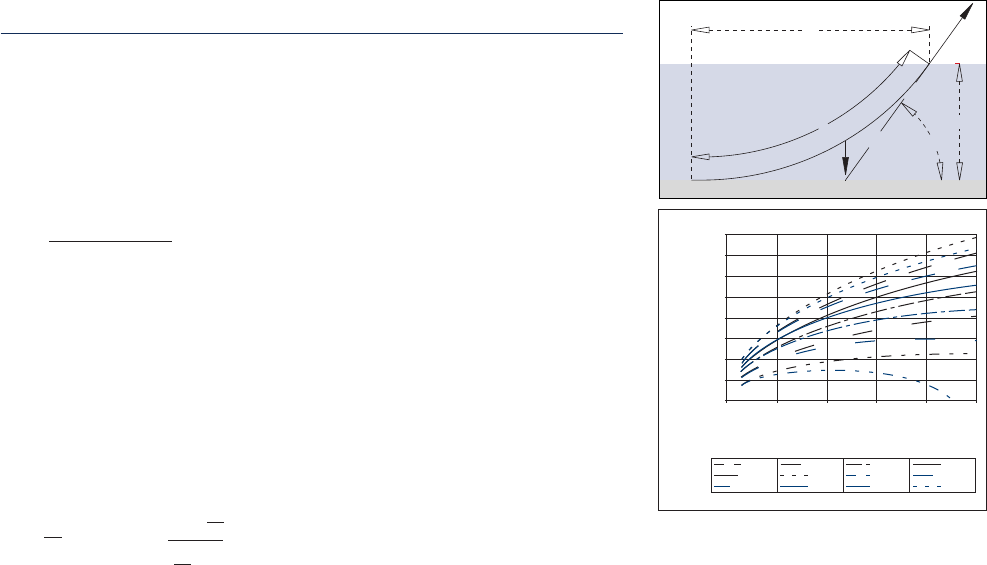
156
Mooring line catenary
When the mooring line of a floater is deployed, part of the mooring line
will lay on the seabed and part of the mooring line will be suspended in the
water. The part of the mooring line that is suspended in the water will take
on a catenary shape. Depending on the waterdepth, the weight of the
mooring line and the force applied to the mooring line at the fairlead, the
length of the suspended mooring line (S in [m]) can be calculated with:
with d : the waterdepth plus the distance between sealevel and the
fairlead in [m]
F:the force applied to the mooring line at the fairlead in [t]
and w : the unit weight of the mooring line in water in [t/m]
The horizontal distance (X in [m]) between the fairlead and the touchdown
point of the mooring line on the seabed can be calculated with:
The weight of the suspended chain (V in [t]) is given by:
V = w x S
See fig. 4-01 for a clarification of the symbols used. The angle is the angle
between the mooring line at the fairlead and the horizontal.
fig. 4-01
X
d
j
v
s
F
0 100 200 300 400 500
1600
1200
800
400
0
depth in meters
length S and X in meters
S, F = 50 t
S, F = 100 t
X, F = 150 t
S, F = 100 t
S, F = 300 t
X, F = 200 t
S, F = 150 t
X, F = 50 t
X, F = 250 t
S, F = 200 t
X, F = 100 t
X, F = 300 t
fig. 4-02
S = √d x
{
2 x F -d
}
W
S+F
X =
{
F-d
}
xelog w
wF-d
w
{}

157
Mooring line catenary
Example
In fig. 4-02, the suspended length S and the horizontal distance X are plot-
ted for a 76 mm chain for different loads F (ranging from 50 t to 300 t). The
suspended weight of the mooring line is plotted in fig. 4-03. The submerged
unit weight of the 76 mm chain is 0.110 t/m.
0 100 200 300 400 500
180
140
100
60
20
0
depth in meters
weight catenary chain in t
F = 50 t
F = 250 t
F = 100 t
F = 300 t
F = 150 t F = 200 t
fig. 4-03
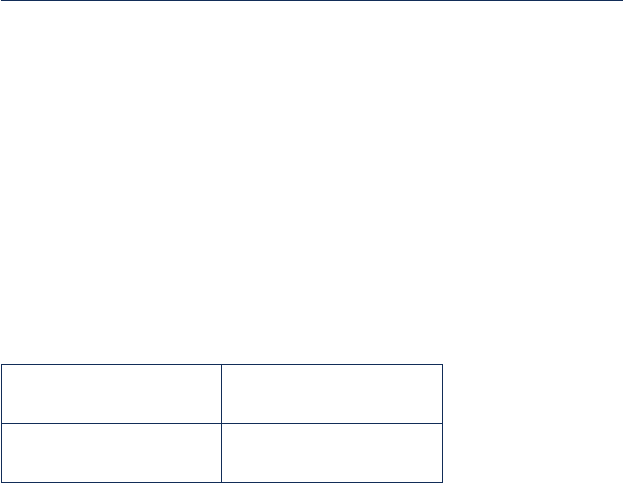
158
Mooring line holding capacity
Mooring line holding capacity on the seabed
The holding capacity (P) in [t] of the part of the mooring line that is laying
on the seabed, can be estimated with the following equation:
P = f x l x w
with
f:friction coefficient between the mooring line and the seabed
l:the length of the mooring line laying on the seabed in [m]
w:the unit weight of the mooring line in water in [t/m]
If no detailed information on the friction coefficient is available, the
following values can be used:
The values for the friction coefficient given under starting can be used to
calculate the holding capacity of the mooring line, while the values given
under sliding can be used to calculate the forces during deployment of the
mooring line.
friction coefficient
mooring line type starting sliding
chain 1.0 0.7
wire rope 0.6 0.25
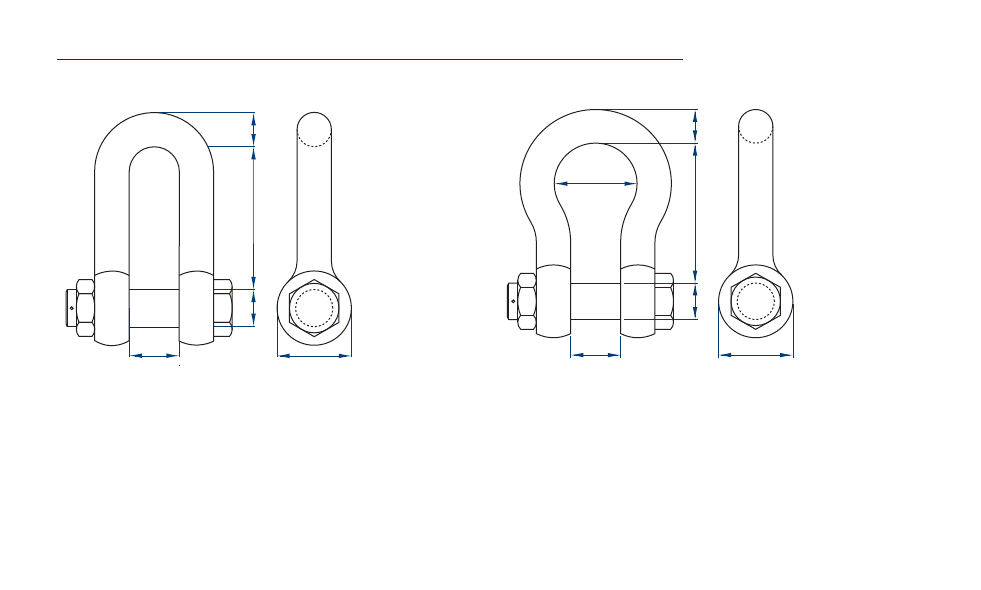
159
Shackles
B
EC
O
A
D
A
D
B
CE
Chain shackle Anchor shackle
160
Shackles
Chain shackle and anchor shackle
According to U.S. federal specification (RR-C-271) dimensions in mm
SWL t ABCDDEOWeight Weight
chain anchor anchor Chain anchor
shackle shackle shackle shackle KG shackle KG
2 13 16 22 43 51 32 32 0.38 0.44
3.25 16 19 27 51 64 38 43 0.66 0.79
4.75 19 22 31 59 76 44 51 1.05 1.26
6.5 22 25 36 73 83 50 58 1.46 1.88
8.5 25 28 43 85 95 56 68 2.59 2.79
9.5 28 32 47 90 108 64 75 3.34 3.8
12 32 35 51 94 115 70 83 4.74 5.26
13.5 35 38 57 115 133 76 92 6.19 7
17 38 42 60 127 146 84 99 7.6 8.8
25 45 50 74 149 178 100 126 12.82 15
35 50 57 83 171 197 114 138 18.16 20.65
42.5 57 65 95 190 222 130 160 27.8 29.3
55 65 70 105 203 254 140 180 35.1 41
85 75 80 127 230 330 160 190 60 62.3
120 89 95 146 267 381 190 238 93 109.5
150 102 108 165 400 400 216 275 145 160
200 120 130 175 500 500 260 290 180 235
250 125 140 200 540 540 280 305 225 285
300 135 150 200 600 600 300 305 305 340
400 165 175 225 650 650 350 325 540 570
500 175 185 250 700 700 370 350 580 685
600 195 205 275 700 700 410 375 850 880
700 205 215 300 730 730 430 400 920 980
800 210 220 300 730 730 440 400 990 1110
900 220 230 320 750 750 460 420 1165 1295
1000 230 240 340 750 750 480 420 1315 1475
1200 250 280 400 840 840 560 500 1700 1900
1500 260 325 460 840 870 650 600 2500 2800
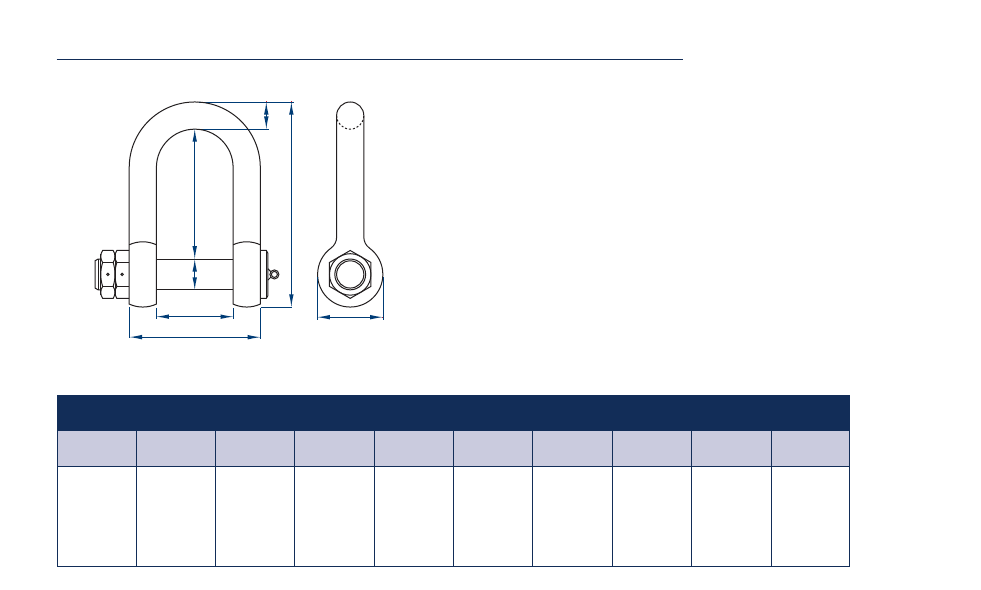
161
Shackles
Heavy duty shackle double nut dimensions in mm
SWL t rope dia ABCDEFGweight
inch kg
60 12-13” 65 76 175 350 165 305 535.5 65
85 14-15” 80 90 220 390 178 380 604 87
110 16-18” 90 102 254 430 210 434 676 146
130 19-21” 100 114 280 480 235 480 754.5 194
175 22-23” 125 133 300 600 265 550 924 354
225 24”-> 130 146 333 720 305 593 1075.5 410
E
G
F
B
D
C
A
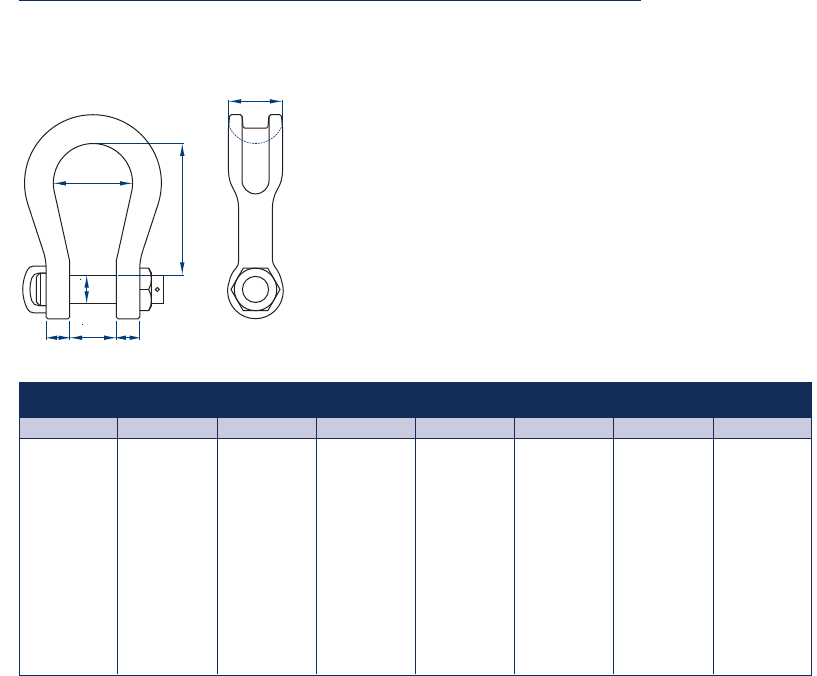
162
Shackles
Sling shackle dimensions in mm
SWL t ABCDE Fweight kg
75 70 70 105 290 186 120 67
125 85 80 130 365 220 150 110
150 89 95 140 390 250 170 160
200 100 105 150 480 276 205 220
250 110 120 170 540 300 240 320
300 122 134 185 600 350 265 350
400 145 160 220 575 370 320 635
500 160 180 250 630 450 340 803
600 170 200 275 700 490 370 980
700 190 215 300 735 540 400 1260
800 200 230 325 750 554 420 1430
900 220 255 350 755 584 440 1650
1000 240 270 380 760 614 460 2120
1250 260 300 430 930 644 530 2400
1500 280 320 460 950 680 560 2980
F
D
E
CAA
B
163
Wire rope
Depending on the required service life of the mooring system, the following types of wire rope
are recommended:
Design life recommended product type
Up to 6 years Six strand
Up to 8 years Six strand c/w zinc anodes
Up to 10 years Six strand c/w ‘A’ galvanised outer wires & zinc anodes
10 years plus Spiral strand
15 years plus Spiral strand c/w Galfan coated outer wires
20 years plus Spiral strand c/w HDPE sheathing
The two rope constructions have differing properties. The advantages of each of the rope types
are presented in the following table:
Spiral strand six strand
Higher strength/weight ratio Higher elasticity
Higher strength/diameter ratio Greater flexibility
Torsionally balanced Lower axial stiffness
Higher corrosion resistance
Properties of spiral stand wire rope
Nominal MBL Axial Stiffness Nominal Weight in kg/m Submerged Nominal Sheathing
Diameter kN MN Unsheathed Sheathed nominal weight Steel Area Thickness
mm (inch) kg/m mm2mm
76 (3) 5647 557 28.4 30.4 23.8 3377 8
82 (3.25) 6550 627 33.0 35.1 27.5 3917 8
90 (3.5) 7938 760 39.9 42.9 33.4 4747 10
95.5 (3.75) 8930 855 44.9 48.1 37.5 5341 10
102 (4) 10266 982 51.6 55.3 43.1 6139 11
108 (4.25) 11427 1093 57.5 61.3 48.0 6834 11
114 (4.5) 12775 1222 64.2 68.3 53.6 7640 11
121.5 (4.75) 14362 1353 72.2 76.5 59.7 8589 11
127 (5) 15722 1481 79.1 83.6 66.0 9403 11
133 (5.25) 17171 1599 86.8 91.5 72.4 10314 11
141 (5.5) 19180 1799 97.5 102.4 81.5 11609 11
146.5 (5.75) 20469 1940 105.1 110.2 87.7 12515 11
153 (6) 22070 2110 114.5 119.7 95.5 13616 11
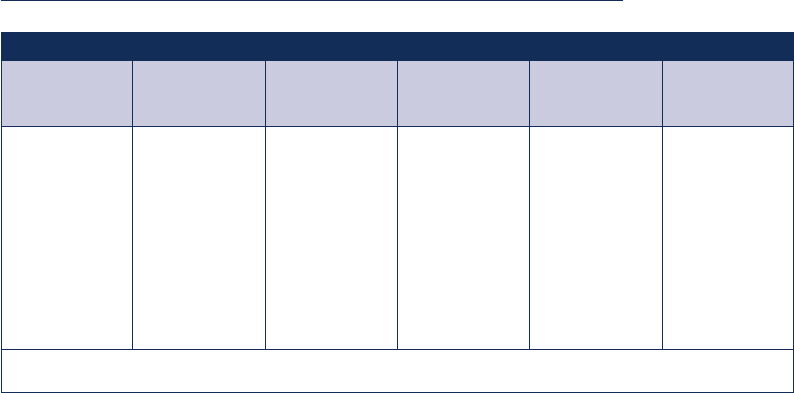
164
Wire rope
Higher fatigue resistance
Properties of six strand wire rope
Diameter MBL Axial Stiffness Rope weight Submerged Torque
mm (inch) kN MN kg/m rope weight Factor
kg/m Nm/kN
64 2.5 3360 189.4 17.3 15.3 4.7
71 2.75 3990 233.0 20.8 18.3 5.2
77 3 4767 278.8 25.7 22.7 5.8
83 3.25 5399 319.7 29.5 26.0 6.3
89 3.50 6414 415.2 35.0 30.9 6.9
96 3.75 6965 483.8 40.5 35.7 7.5
102 4 7799 573.5 44.5 39.3 8.1
108 4.25 8240 642.1 49.8 43.9 8.6
114 4.50 9172 707.0 55.3 48.8 9.1
121 4.75 10055 775.7 60.6 53.5 9.7
127 5 11134 866.6 67.7 59.8 10.2
133 5.25 11728 912.9 73.8 65.5 10.6
140 5.50 12925 1006.1 80.9 71.7 11.2
Note: MBL based on 10 years design life.
Torque factor presented in the last column is an approximate value at 20% applied load.
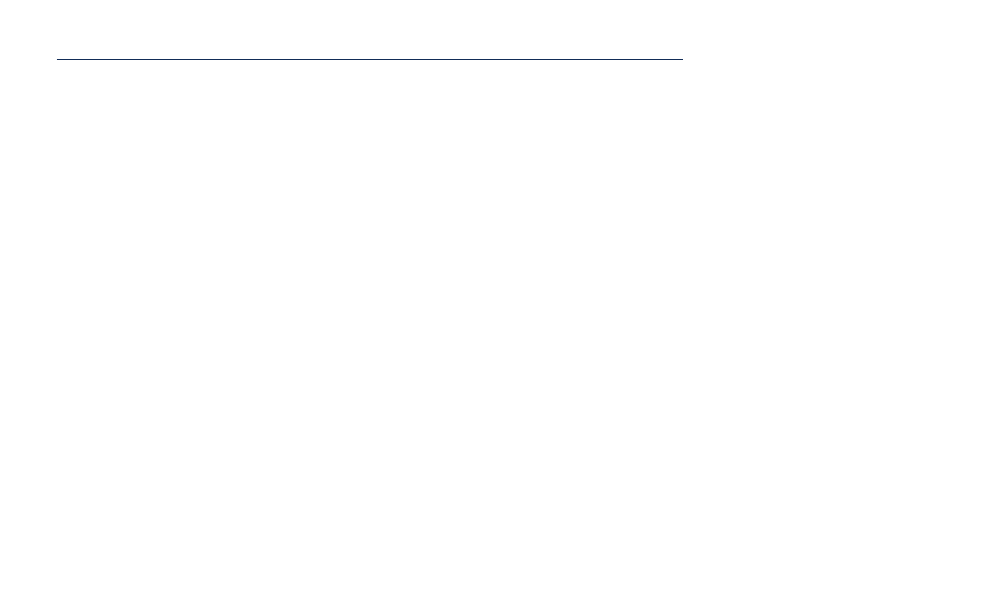
165
Wire rope
Installation of sheathed spiral strand
The limiting factors for the installation of a sheathed spiral strand are
defined by the properties of the sheathing. The maximum bearing pressure
(σb) on the sheath is limited to 21 N/mm2to avoid permanent deformation.
The minimum bending diameter permitted can be calculated using the fol-
lowing formula:
D = (4 x W) / (πx σbx {d x 0.15 x t}0.5)
Where :
D=sheave diameter mm
W=line load N
d=sheathed cable diameter mm
t=sheathing radial thickness mm
σb= maximum bearing pressure N/mm2
The above formula ensures no damage to the sheathing through bending.
In addition to prevent damage to the cable within the sheathing, the mini-
mum bending diameter is 24 times the unsheathed cable diameter., i.e. D >
24 x (d – 2 x t).
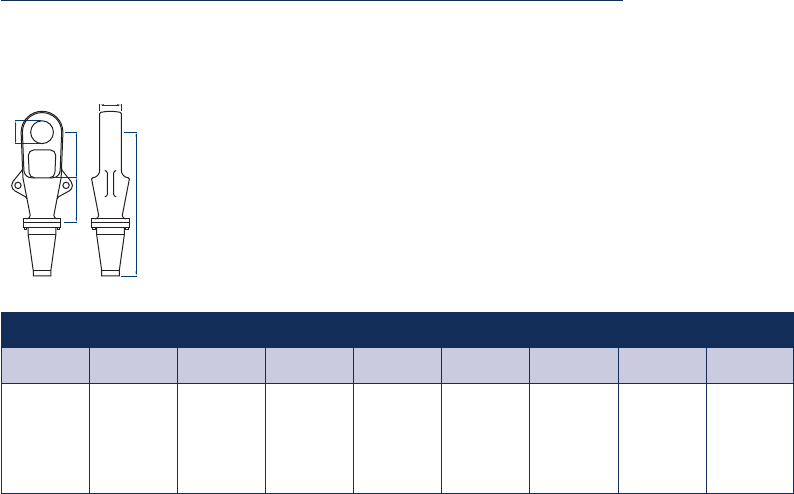
166
Wire rope sockets
Closed spelter socket dimensions in mm
NO MBL t for wire ABD1 FGX
dia. mm
428 650 75 - 84 360 375 150 350 150 1110
430 820 85 - 94 400 410 175 380 170 1250
431 1000 95 - 104 425 450 205 400 200 1400
433 1200 105 - 114 500 500 230 500 210 1570
440 1500 115 - 130 580 570 260 600 225 1800
445 1700 131 - 144 625 630 300 680 240 1940
450 1900 145 - 160 700 700 325 725 275 2150
G
X
D1
A
B
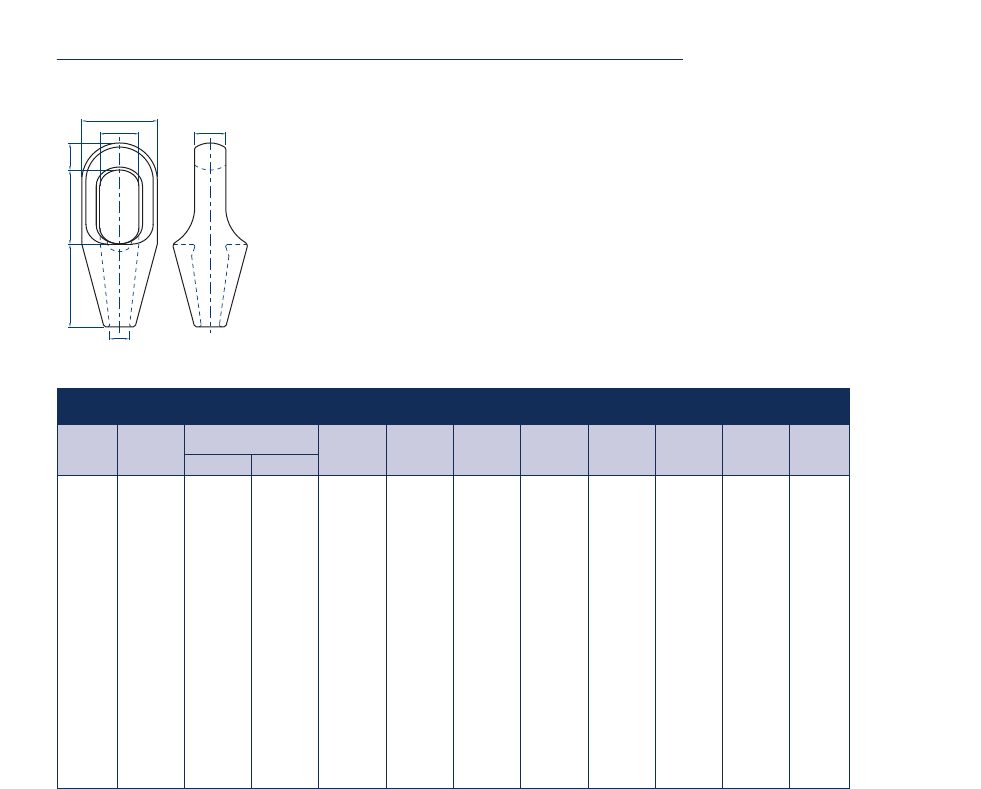
167
Wire rope sockets
F
E
D
A
C
B
G
Closed spelter socket dimensions in mm
NO MBL Rope diameter ABCD EFGWeight
tons mm inch kg
201 45 20 - 22 7/8101 90 33 24 47 92 38 4
204 70 23 - 26 1 114 103 36 28 57 104 44 6.5
207 100 27 - 30 1 1/8127 116 39 32 63 114 51 7.5
212 125 31 - 36 1 1/4- 1 3/8139 130 43 38 70 127 57 11
215 150 37 - 39 1 1/2152 155 51 41 79 136 63 13
217 200 40 - 42 1 5/8165 171 54 44 82 146 70 17
219 260 43 - 48 1 3/4- 1 7/8190 198 55 51 89 171 76 24
222 280 49 - 51 2 - 2 1/8216 224 62 57 96 193 82 36.5
224 360 55 - 60 2 1/4- 2 3/8228 247 73 63 108 216 92 50
226 450 61 - 68 2 1/2- 2 5/8248 270 79 73 140 241 102 65
227 480 69 - 75 2 3/4- 2 7/8279 286 79 79 159 273 124 93
228 520 76 - 80 3 - 3 1/8305 298 83 86 171 292 133 110
229 600 81 - 86 3 1/4- 3 3/8330 311 102 92 184 311 146 142
230 700 87 - 93 3 1/2- 3 5/8356 330 102 99 197 330 159 170
231 875 94 - 102 3 3/4- 4 0/0381 356 108 108 216 362 178 225
233 1100 108 - 115 4 1/2450 425 120 125 235 405 190 340
240 1250 122 - 130 5 500 475 120 138 260 515 210 -
250 1400 140 - 155 5 1/2- 6 0/0580 550 150 160 300 510 250 -
260 1600 158 - 167 6 1/2675 600 175 175 325 600 300 -
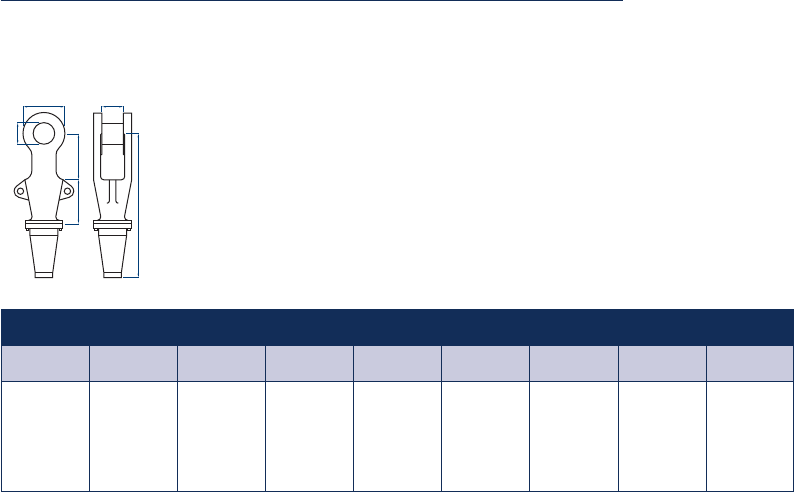
168
Wire rope sockets
Open spelter socket dimensions in mm
NO MBL t for wire ABCD1 JX
dia. mm
338 650 75 - 84 375 298 296 140 159 1050
340 820 85 - 94 410 320 340 152 171 1170
344 1000 95 - 104 425 343 362 178 191 1300
346 1200 105 - 114 500 500 440 200 200 1570
350 1500 115 - 130 580 580 580 250 220 1800
370 1700 131 - 144 625 625 625 280 230 1940
380 1900 145 - 160 700 700 680 300 250 2150
JC
X
D1
A
B
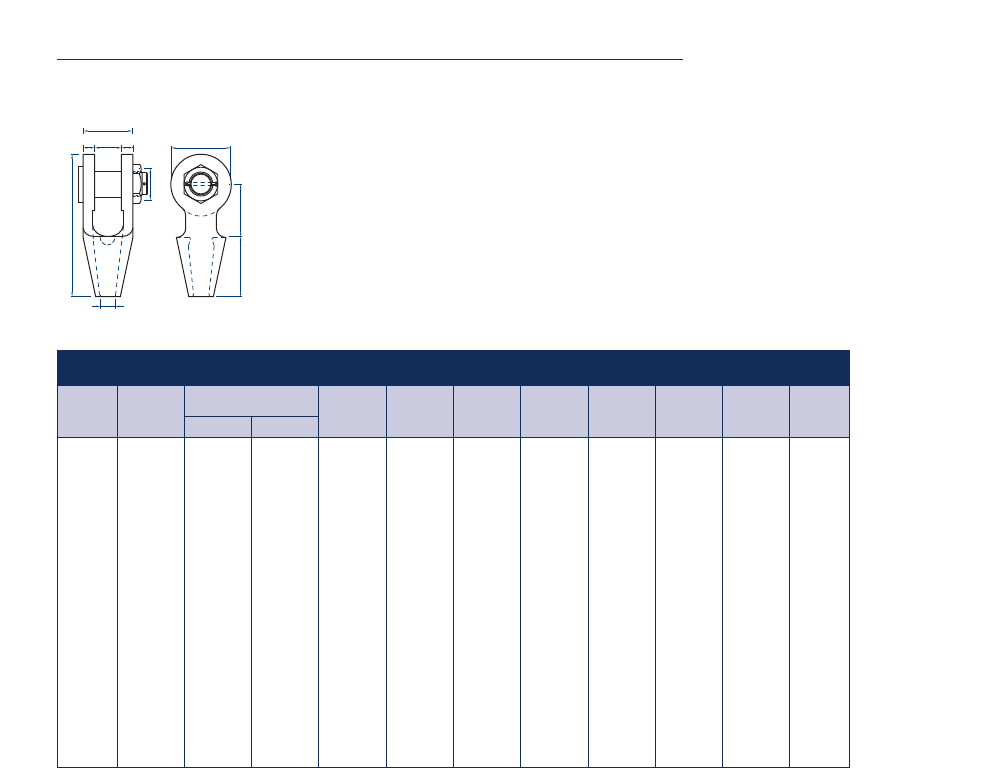
169
Wire rope sockets
JK CK
L2
L1
D
A
B
D1
Open spelter socket dimensions in mm
NO MBL Rope diameter ABCDD1 JKWeight
tons mm inch kg
100 32 17 - 19 3/489 76 80 21 35 38 16 3.2
104 45 20 - 22 7/8101 89 90 24 41 44 19 4.7
108 70 23 - 26 1 114 101 120 28 51 51 22 7.5
111 100 27 - 30 1 1/8127 114 130 32 57 57 25 11.6
115 125 31 - 36 1 1/4-1 3/8139 127 144 38 63 63 28 16.8
118 150 37 - 39 1 1/2152 162 160 41 70 76 30 24
120 200 40 - 42 1 5/8165 165 176 44 76 76 33 27.5
125 260 43 - 48 1 3/4- 1 7/8190 178 200 51 89 89 39 40.5
128 280 49 - 54 2 - 2 1/8216 228 216 57 95 101 46 60.5
130 360 55 - 60 2 1/4- 2 3/8228 250 236 63 108 113 53 90
132 450 61 - 68 2 1/2- 2 5/8248 273 264 73 121 127 60 122
135 480 69 - 75 2 3/4- 2 7/8279 279 276 79 127 133 73 157
138 520 76 - 80 3 - 3 1/8305 286 284 86 133 146 76 195
140 600 81 - 86 3 1/4- 3 3/8330 298 296 92 140 159 79 221
142 700 87 - 93 3 1/2- 3 5/8356 318 340 99 152 171 83 281
144 875 94 - 102 3 3/4- 4 0/0381 343 362 108 178 191 89 397
146 1100 108 - 115 4 1/2460 480 440 125 190 208 101 570
150 1250 122 - 130 5 500 500 560 138 250 210 120 980
160 1400 140 - 155 5 1/2- 60/0580 500 600 160 275 230 140 -
170 1600 158 - 167 6 1/2675 600 650 175 290 230 175 -
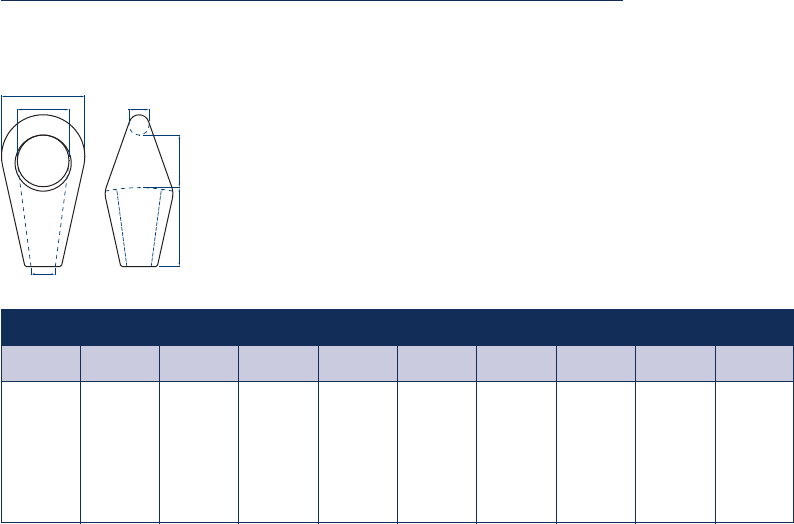
170
Wire rope sockets
F
EC
B
A
D
CR-socket dimensions in mm
NO MBL t rope dia AB C DE Fweight
mm kg
522 250 49 - 54 215 125 55 57 115 200 30
524 300 55 - 60 230 145 65 63 135 230 46
526 400 61 - 68 250 160 75 73 150 270 62
527 500 69 - 75 280 175 80 79 165 300 87
528 600 76 - 80 310 190 85 86 175 325 110
529 700 81 - 86 340 205 100 92 200 350 135
530 800 87 - 93 360 220 105 99 205 360 160
531 900 94 - 102 380 240 110 108 225 380 208
533 1000 108 - 115 450 260 125 120 240 420 270
Advantages of the CR socket
•Guaranteed high breaking load.
•Integrated non rotating stopper system which prevents the tamp from turning
or slipping out of the cone.
•An open-widow side for easy rope handling.
•A high performance connection for the right combination with a detach-
able link.
•No rings in the cone to a give a maximum rope/socket connection.
•Impact value of min. 27 Joule at -40˚C.
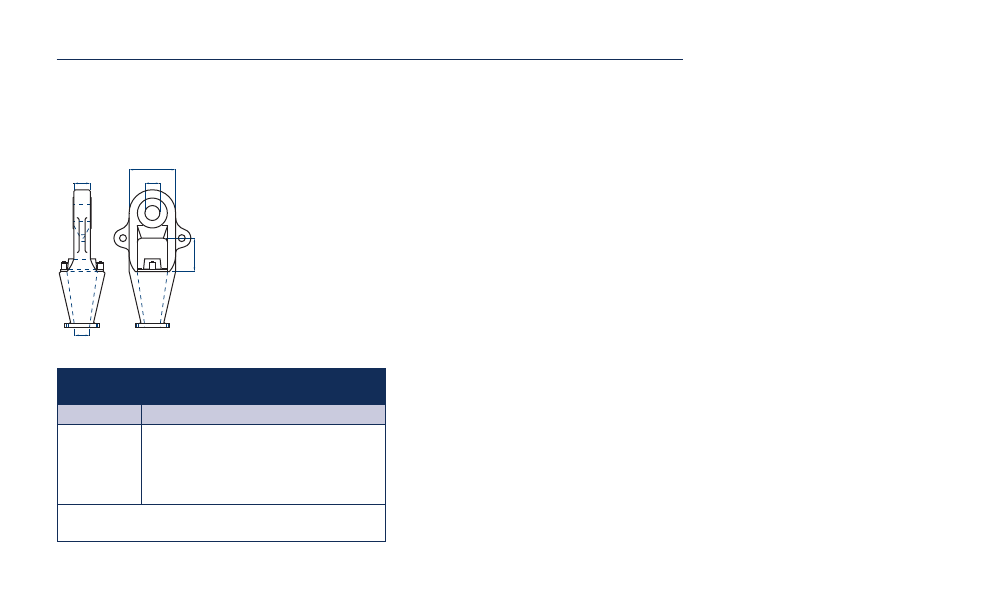
171
Wire rope sockets
AC
B
X
Y
Forged eye socket
Dimension Size
A 1.7 D
B According to insulating tube thickness
C 1.4 D
X According to wire rope diameter
Y According to wire rope diameter
Note : D is the nominal diameter of the chain
that connects to the socket.
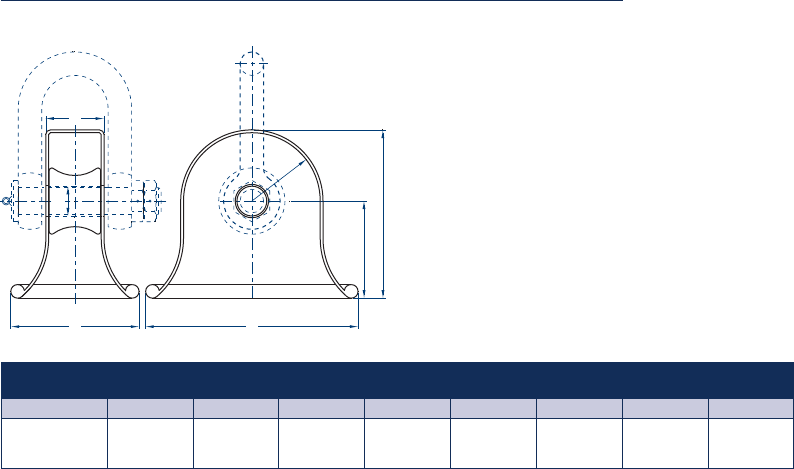
172
Thimbles
AB
E
C
D
K
F
Main dimensions bellmouth thimble dimensions in mm
For wire dia. AB CDE F Kweight kg
10”-12” 366 606 277 480 195 166 85 80
15”-16” 440 746 352 608 248 191 105 125
18”-21” 454 844 352 660 300 226 118 175
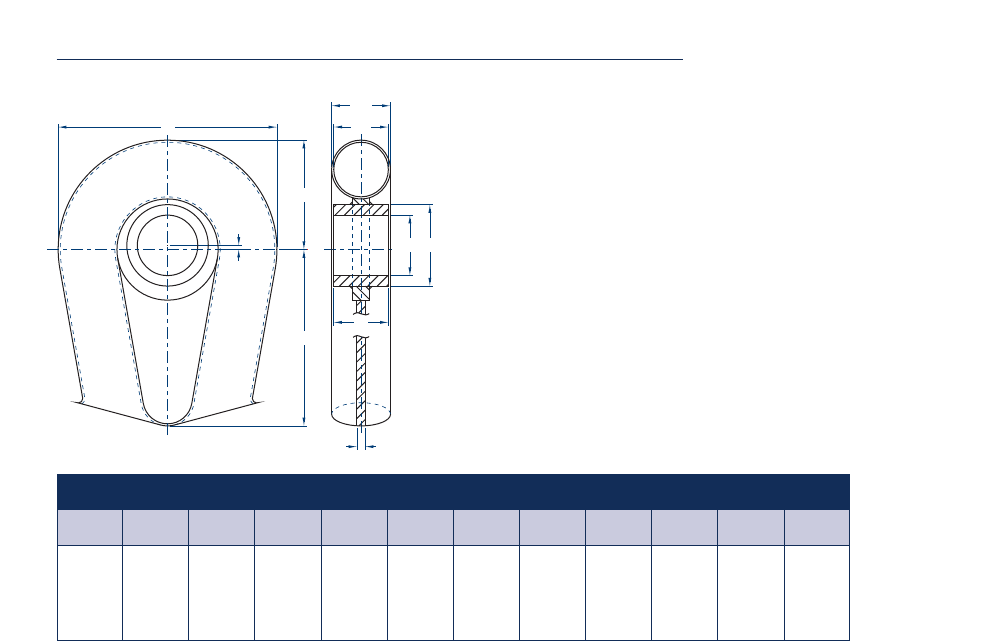
173
Thimbles
B
C
X
A
H2
H1
G
ED
F
Main dimensions tubular thimble dimensions in mm
For ABCDEFGH1 H2 X weight
wire dia. kg
12” 521 420 260 194 144 130 20 130 140 10 50
15” 625 510 312 194 144 150 25 158 168 40 80
18” 727 610 368 219 169 175 30 183 194 40 140
21” 829 740 415 219 169 200 30 206 219 40 180
24” 930 880 465 273 201 225 30 229 245 40 260
27” 1035 1020 517 273 201 250 30 260 273 40 380
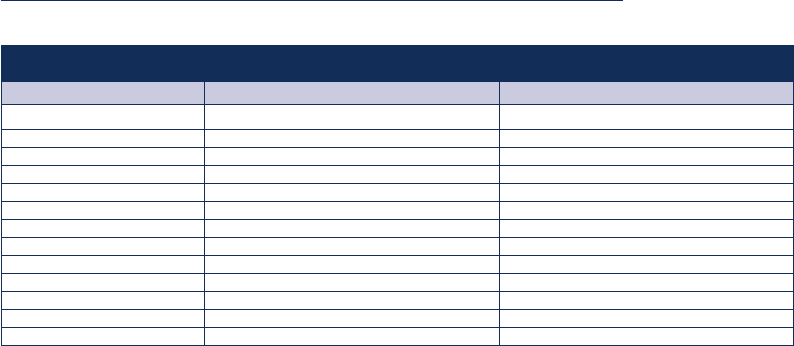
174
Synthetic ropes
Production and construction in accordance with recognized standards.
The properties of various rope sizes are presented in the following tables.
Rope properties
Polyester Dyneema
Material Polyester High Modulus PolyEthylene
Construction Parallel strand construction Parallel strand construction
Protective cover Polyester Composite yarn
Color of rope White with marker yarns White
Specific gravity 1.38 - sinks 0.975 - floating
Melting point 251° C 145° C
Abrasion resistance Excellent Excellent
UV resistance Excellent Good
Temperature resistance Workable at sub-zero temperatures Medium
Chemical resistance Good Excellent
Water absorption/fibers < 0.5% < 0.05%
Water uptake + / - 30% n.a
Dry & weight conditions Wet strength equals to dry strength Wet strength equals to dry strength
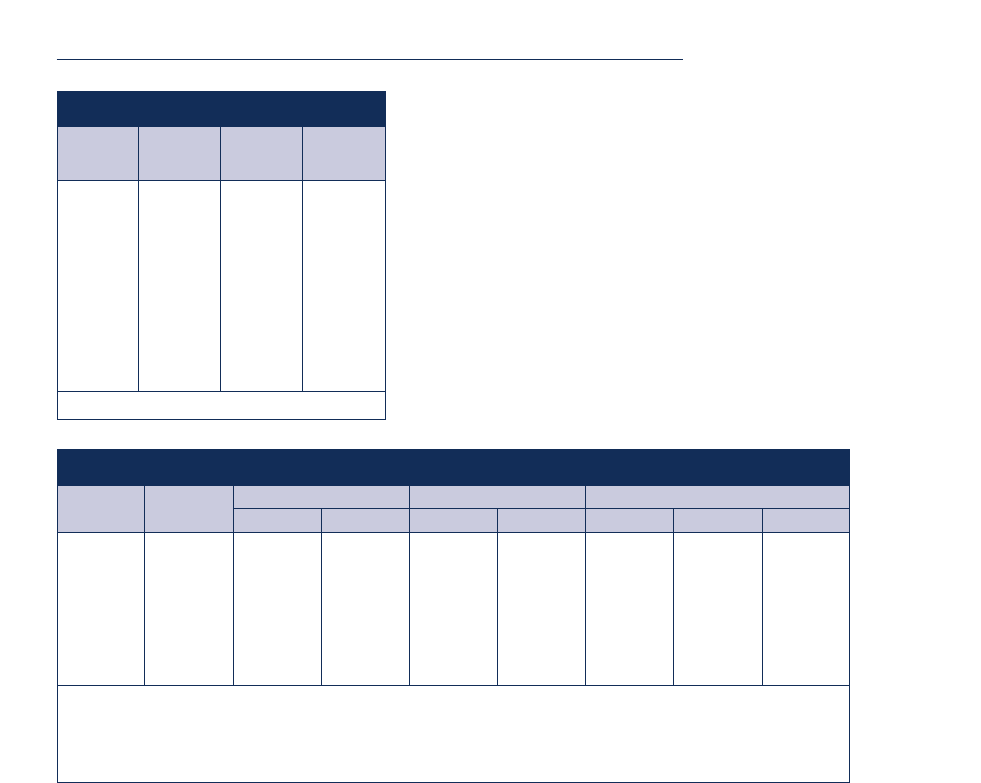
175
Synthetic ropes
HMPE
Diameter MBL Weight stiffness
mm k/N kg/m EA
k/N
81 3649 3.30 2.03e+ 05
93 5108 4.34 2.84e+ 05
108 7298 5.85 4.05e+ 05
117 8757 6.83 4.87e+ 05
129 10946 8.28 6.08e+ 05
137 12406 9.24 6.89e+ 05
147 14595 10.7 8.11e+ 05
154 16055 11.6 8.92e+ 05
163 18244 13.0 1.01e+ 05
169 19703 13.9 1.09e+ 05
177 21893 15.3 1.22e+ 05
182 23352 16.3 1.30e+ 05
187 24812 17.2 1.38e+ 05
Note : MBL in spliced condition.
Polyester mooring line: strength table
Diameter MBL Total weight kg/m Submerged weight kg/m Stiffness kN
mm k/N @2% MBL @20% MBL @2% MBL @20% MBL EA1EA2EA3
113 3723 8.8 8.2 2.1 1.9 7.19e+ 04 8.43e+ 04 1.10e+ 04
137 5754 12.9 12.0 3.1 2.9 1.18e+ 05 1.38e+ 05 1.80e+ 05
154 7446 16.2 15.1 3.9 3.6 1.57e+ 05 1.84e+ 05 2.40e+ 05
169 9138 19.5 18.2 4.7 4.4 1.96e+ 05 2.30e+ 05 2.99e+ 05
183 10830 22.8 21.2 5.5 5.1 2.35e+ 05 2.76e+ 05 3.59e+ 05
195 12522 26.0 24.2 6.2 5.8 2.74e+ 05 2.22e+ 05 4.19e+ 05
207 14215 29.2 27.2 7.0 6.5 3.14e+ 05 3.68e+ 05 4.79e+ 05
227 17261 35.0 32.6 8.4 7.8 3.53e+ 05 4.14e+ 05 5.39e+ 05
245 20307 40.7 37.9 9.7 9.1 3.27e+ 05 3.83e+ 05 4.99e+ 05
Note : Minimum Breaking Load (MBL) in spliced condition.
Weights are presented for a rope loaded to 2% and 20% of MBL
1cycling between 10 - 30 % MBL
2cycling between 20 - 30 % MBL
3cycling between 40 - 50 % MBL

176
Synthetic ropes
Recommended practise for handling fibre rope mooring lines
before and during installation
•Ropes should not be permanently installed around bollards or fairleads.
•A minimum bending radius should be observed. The minimum bend
radius (D/d) with very low line tensions should be larger than 6.
•When unreeling the rope, maximum line tension should be observed, to
avoid pulling the rope into the underlying layer.
•Torque or twist in the rope should be avoided.
•Fibre ropes should not be run over surfaces which have sharp edges, grooves,
nicks or other abrasive features.
•Care should be taken when applying shearing forces to the rope.
•There should be no “hot work” such as welding in the vicinity of the rope.
•Frictional heat from excessive slippage of the fibre rope over a capstan,
drum, etc. must be avoided.
•Care should be taken that ropes do not get knotted or tangled.
•Rope contact with sharp gritty materials should be avoided.
•Abrasion or fouling of the mooring line with other anchoring equipment
such as anchor, steel wire rope, chain and connectors must be avoided.
•Chasers should not be used on fibre ropes.
•Shark jaw stoppers designed for use with steel wire rope or chain should not be
used for handling fibre ropes.
•It should be avoided that the ropes undergo more than 1000 loadcycles
with a line tension smaller than 5% of the MBL.
•Pre-deployed lines should not be left buoyed at the surface waiting con-
nection to the platform, unless a minimum line tension of 5% (for poly-
ester) of the MBL is maintained.
•If the fibre rope is laid on the seabed, it must be protected against exter-
nal abrasion and ingress of abrasive particles.
177
Mooring hawsers
Double braided nylon Circular braided nylon Deltaflex 2000
Circ. Diameter Ndbs Nwbs weight Ndbs Nwbs weight Ndbs = weight
inch mm ttkg/m ttkg/m nwbs t kg/m
12 96 208 198 5.7 205 195 5.0 217 5.7
13 104 249 236 6.7 256 244 6.0 258 6.7
14 112 288 273 7.8 307 292 7.3 297 7.8
15 120 327 311 8.9 358 341 8.4 339 8.9
16 128 368 349 10.2 406 387 9.5 378 10.2
17 136 419 398 11.4 454 433 10.7 423 11.5
18 144 470 446 12.8 501 477 12.0 468 12.8
19 152 521 495 14.3 547 521 13.2 523 14.3
20 160 577 548 15.8 597 569 14.4 578 15.9
21 168 635 603 17.4 644 614 15.7 636 16.9
Specific gravity 1.14 1.14 1.14
Melting point 250˚C 215˚C 260˚C
Approximate elongation at Circular braided nylon (double braided Deltaflex 2000
first loading (broken- is similar)
in rope, dry and wet
condition)
At 20% of MBL ± 16% ± 19%
At 50% of MBL ± 22% ± 26%
At break ± >40% ± 33%
Note : ndbs = new dry break strength in spliced condition
nwbs = new wet break strength in spliced condition
Deltaflex 2000 in 8 strand plaited construction.

178
Mooring hawsers
Double braided construction versus circular braided construction
The circular braided construction can be defined as a recent alternative for
the double braided construction. The elongation and TCLL values of both
construction types are the same. The efficiency (breaking load/raw material) of
the circular braided construction is however much higher, which means that
the circular braided construction can be more budgetary attractive.
Both construction types have an overbraided jacket as part of their con-
struction, but the important difference is that where the overbraiding of
the double braided construction is load bearing, the overbraiding of the cir-
cular braided construction is just there for protection. This means that when
the overbraiding is damaged due to chafing or other reasons, the stability
and break load of the circular braided construction will remain unchanged,
while the double braided construction should be considered as structurally
damaged (loss of stability and a lower break load).
Advantages of Deltaflex 2000
When compared to nylon hawsers, a Deltaflex 2000 hawser has the folowing
advantages:
•Equal strength in dry and wet conditions.
•Strength is 10% to 20% higher than wet double braided nylon.
•High energy absorption and elastic recovery.
•No water absorption.
•One of the highest TCLL (thousand cycle load level) values of all synthetic
ropes.
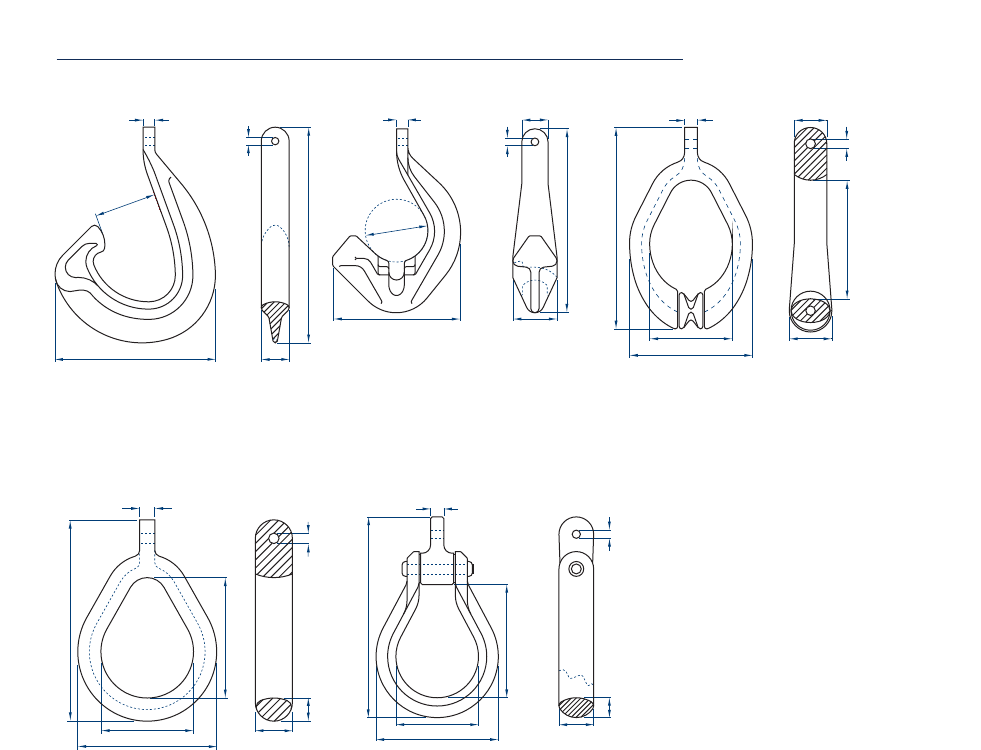
179
Main dimensions chasers
G
C
H
A
B
DE
F
D
G
A
H
BE
G
A
C
DE
B
F
H
GG
A
ED
B
H
C
J-Chaser
VA 101
J-Lock Chaser
VA 115
Permanent Wire Chaser
VA 210-213-214-215
Permanent Chain Chaser
VA 102-106-110-112
Detachable Chain Chaser
VA 107-108-111
GF
D
BE
A
H
180
Main dimensions chasers
Main dimensions chasers dimensions in mm
Type AB C DE FGHproofload weight
t kg
VA 101 2483 1829 - 699 305 - 124 86 250 1882
VA 102 1657 1143 991 762 305 191 124 86 250 1088
VA 106 1702 1168 991 762 381 203 130 99 250 1451
VA 107 1886 1143 1080 762 305 191 124 86 250 1238
VA 108 1931 1168 1067 762 381 203 130 99 250 1656
VA 110 1867 1245 1130 838 330 203 130 99 250 1433
VA 111 1994 1245 1130 838 330 203 130 99 250 1742
VA 112 2210 1384 1397 953 356 260 130 99 250 2064
VA 115 2083 1486 - 711 533 305 124 86 250 1778
VA 210 2073 1245 1203 838 432 330 130 99 250 1959
VA 213 1962 1099 1086 692 445 330 130 99 250 1846
VA 214 2318 1308 1397 902 508 330 130 99 250 2530
VA 215 2051 1168 1060 711 445 356 178 127 400 2495
181
Main dimensions chasers
Note: the VA115 is available in two versions: the VA 115/35 for 21/2” to 31/2”
chain and the VA115/45 for 33/4” to 41/2” chain.
Restoration of worn chaser profiles
Worn profiles may be restored by application of a weld deposit. Care must
be taken to ensure a satisfactory bond between parent material and the
weld deposit and to avoid the generation of a brittle structure in the area
of repair.
The following procedure is recommended:
•The area to be welded must be cleaned to a bright metal finish.
•Prior to the commencement of welding, the parent material should be
pre-heated to 180-200 ˚C and the pre-heat temperature is to be maintained
during welding.
•The initial layer of weld deposit should be effected by a high nickel
electrode such as: Metrode C.I. softlow nickel – N.I.O. 8C.2FE A.W.S.
No.A5.15.ENI-CL.
•Subsequent layers of welding may be laid using a less noble electrode
such as: Metrode CI special cast Ni Fe – FE.55.NI-1.3.C A.W.S.
No. A5.15.ENI.FE.CI.
•Each successive layer of weld must be cleaned and hammered.
•On completion of welding, the built-up zone and surrounding area
should be insulation wrapped to permit slow cooling.
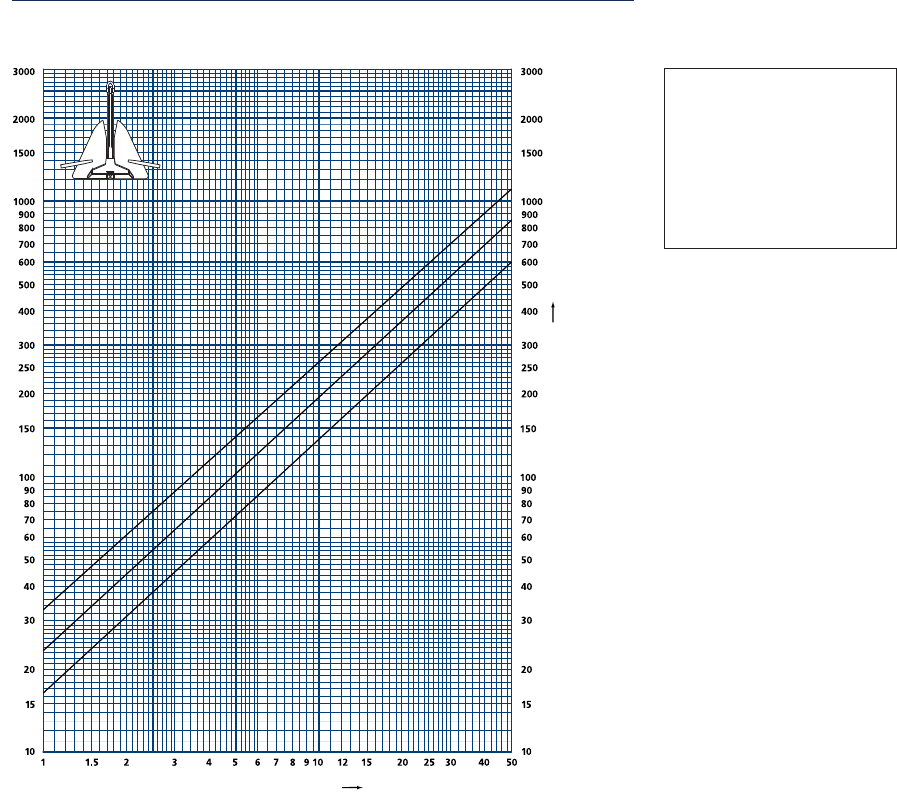
182
Stevin Mk3
Stevin Mk3 UHC chart
Stevin Mk3 size in t
typical Ultimate Holding Capacity (UHC) in t
medium clay
very soft clay
sand and hard clay
The Stevin Mk3 design line very soft clay
represents soils such as very soft clays (mud), and
loose and weak silts.
The line is applicable in soil that can be described
by an undrained shear strength of 4 kPa at the
surface increasing by 1.5 kPa per meter depth or in
the equation Su = 4+1.5*z. with Su in kPa and z
being the depth in meters below seabed. In very
soft soils the optimum fluke/shank angle is
typically 50 deg.
The design line sand represents competent soils,
such as medium dense sands and stiff to hard clays
and is based on a silica sand of medium density. In
sand and hard clay the optimal fluke/shank angle
is 32°.
The medium clay design line represents soils
such as silt and firm to stiff clays. The fluke/shank
angle should be set at 32° for optimal performance.
Ultimate Holding Capacity
The prediction lines above
represent the equation UHC=
A*(W)0.92 with UHC as the
Ultimate Holding Capacity in
tonnes and A a parameter
depending on soil, anchor and
anchor line with values between
16 and 31.
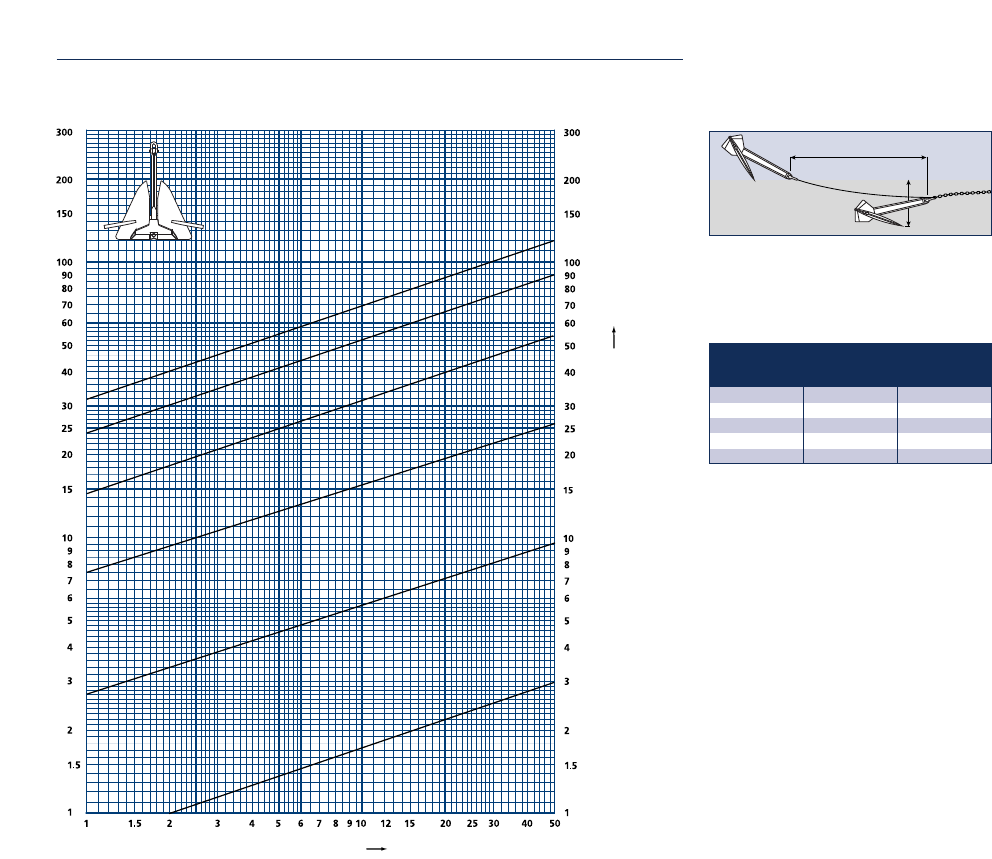
183
Stevin Mk3
Stevin Mk3 drag and penetration chart
Example: loading 70% of ultimate holding
capacity corresponds with 48% of maximum
drag and 80% of maximum penetration at
ultimate holding capacity.
drag
penetration
anchor load drag penetration
as % of % max as % max
UHC drag penetration
70 48 80
60 37 68
50 27 55
40 18 42
30 9 23
Stevin Mk3 size in t
penetration in medium clay
penetration in very soft clay
drag in sand
drag in medium clay
drag in very soft clay
penetration in sand
typical drag and penetration in meters
anchor loaded to ultimate holding capacity (UHC)
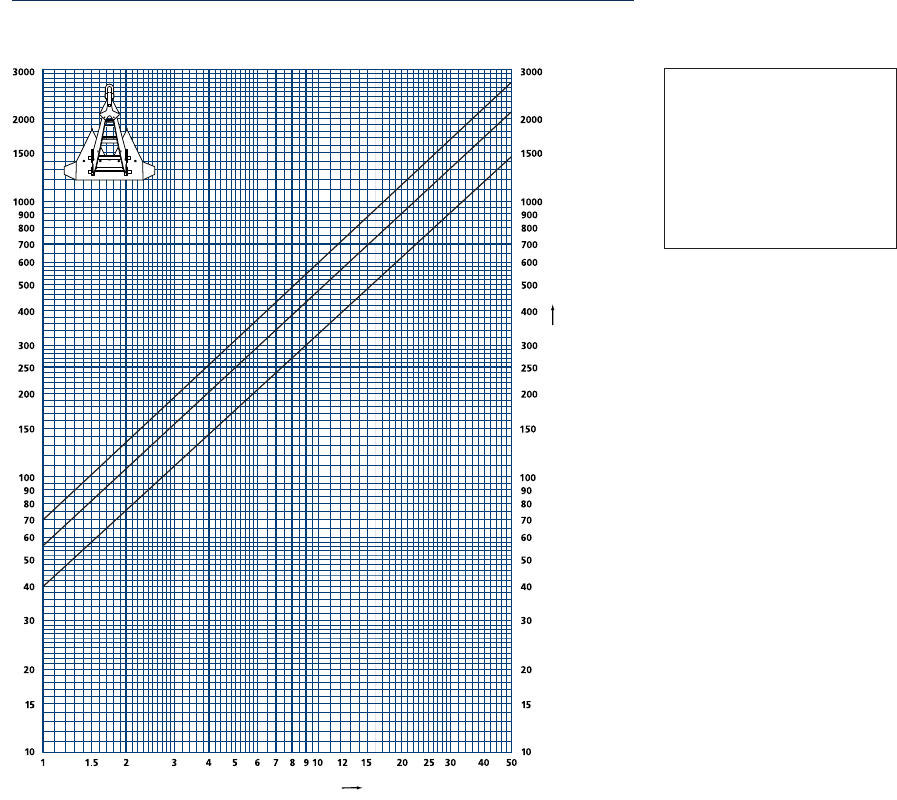
184
Stevpris Mk5
Stevpris Mk5 UHC chart
Ultimate Holding Capacity
The prediction lines above
represent the equation UHC=
A*(W)0.92 with UHC as the
Ultimate Holding Capacity in
tonnes and A a parameter
depending on soil, anchor and
anchor line with values between
24 and 110.
Stevpris Mk5 size in t
typical Ultimate Holding Capacity (UHC) in t
medium clay
very soft clay
sand and hard clay
The Stevpris Mk5 design line very soft clay
represents soils such as very soft clays (mud), and
loose and weak silts. The line is applicable in soil
that can be described by an undrained shear
strength of 4 kPa at the surface increasing by 1.5
kPa per meter depth or in the equation Su =
4+1.5*z. with Su in kPa and z being the depth in
meters below seabed. In very soft soils the
optimum fluke/shank angle is typically 50 deg.
The design line sand represents competent soils,
such as medium dense sands and stiff to hard clays
and is based on a silica sand of medium density. In
sand and hard clay the optimal fluke/shank angle
is 32°.
The medium clay design line represents soils
such as silt and firm to stiff clays. The fluke/shank
angle should be set at 32° for optimal performance.
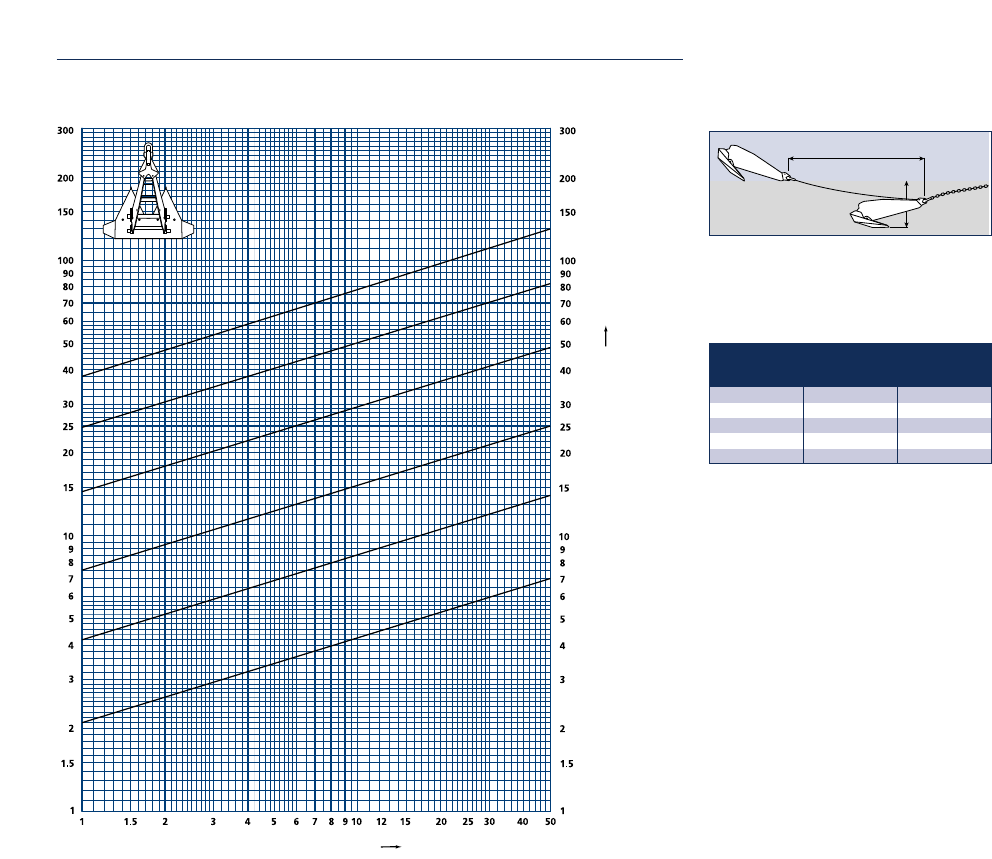
185
Stevpris Mk5
Stevpris Mk5 drag and penetration chart
anchor load drag penetration
as % of % max as % max
UHC drag penetration
70 48 80
60 37 68
50 27 55
40 18 42
30 9 23
Example: loading 70% of ultimate holding
capacity corresponds with 48% of maximum
drag and 80% of maximum penetration at
ultimate holding capacity.
drag
penetration
Stevpris Mk5 size in t
typical drag and penetration in meters
anchor loaded to ultimate holding capacity (UHC)
penetration in sand and hard clay
penetration in medium clay
penetration in very soft clay
drag in sand and hard clay
drag in medium clay
drag in very soft clay
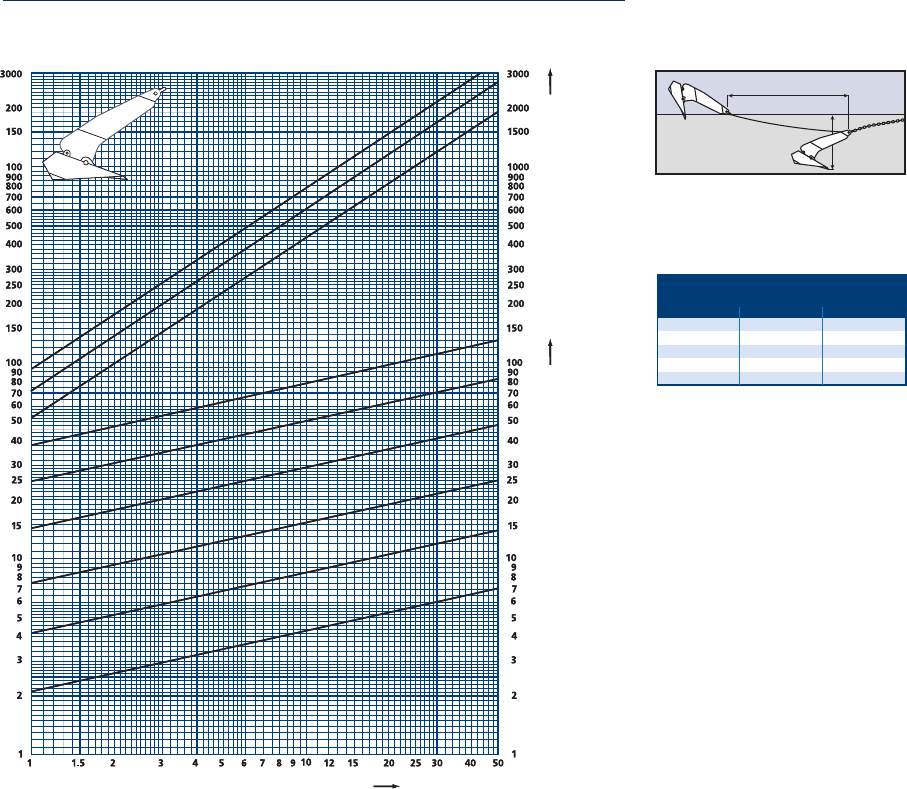
Stevpris Mk6
drag
penetration
Stevpris Mk6 weight in metric tons
in meters in metric tons
anchor load
as % of
UHC
70
60
50
40
30
drag
% max
drag
48
37
27
18
9
penetration
as % max
penetration
80
68
55
42
23
Example: loading 70% of ultimate
holding capacity corresponds with
48% of maximum drag and 80%
of maximum penetration at
ultimate holding capacity.
UHC in medium clay
UHC in very soft clay (mud)
UHC in sand & hard clay
penetration in medium clay
penetration in very soft clay
drag in mrt. in very soft clay
drag in mrt. in medium clay
drag in mrt. in sand & hard clay
penetration in sand and hard clay
drag
penetration
Stevpris Mk6 weight in metric tons
in meters in metric tons
anchor load
as % of
UHC
70
60
50
40
30
drag
% max
drag
48
37
27
18
9
penetration
as % max
penetration
80
68
55
42
23
Example: loading 70% of ultimate
holding capacity corresponds with
48% of maximum drag and 80%
of maximum penetration at
ultimate holding capacity.
UHC in medium clay
UHC in very soft clay (mud)
UHC in sand & hard clay
penetration in medium clay
penetration in very soft clay
drag in mrt. in very soft clay
drag in mrt. in medium clay
drag in mrt. in sand & hard clay
penetration in sand and hard clay
Stevpris Mk6 UHC chart
186
drag
penetration
Stevpris Mk6 weight in metric tons
in meters in metric tons
anchor load
as % of
UHC
70
60
50
40
30
drag
% max
drag
48
37
27
18
9
penetration
as % max
penetration
80
68
55
42
23
Example: loading 70% of ultimate
holding capacity corresponds with
48% of maximum drag and 80%
of maximum penetration at
ultimate holding capacity.
UHC in medium clay
UHC in very soft clay (mud)
UHC in sand & hard clay
penetration in medium clay
penetration in very soft clay
drag in mrt. in very soft clay
drag in mrt. in medium clay
drag in mrt. in sand & hard clay
penetration in sand and hard clay
drag
penetration
Stevpris Mk6 weight in metric tons
in meters in metric tons
anchor load
as % of
UHC
70
60
50
40
30
drag
% max
drag
48
37
27
18
9
penetration
as % max
penetration
80
68
55
42
23
Example: loading 70% of ultimate
holding capacity corresponds with
48% of maximum drag and 80%
of maximum penetration at
ultimate holding capacity.
UHC in medium clay
UHC in very soft clay (mud)
UHC in sand & hard clay
penetration in medium clay
penetration in very soft clay
drag in mrt. in very soft clay
drag in mrt. in medium clay
drag in mrt. in sand & hard clay
penetration in sand and hard clay
Example: loading 70% of ultimate
holding capacity corresponds with 48% of
maximum drag and 80% of maximum
penetration at ultimate holding capacity.
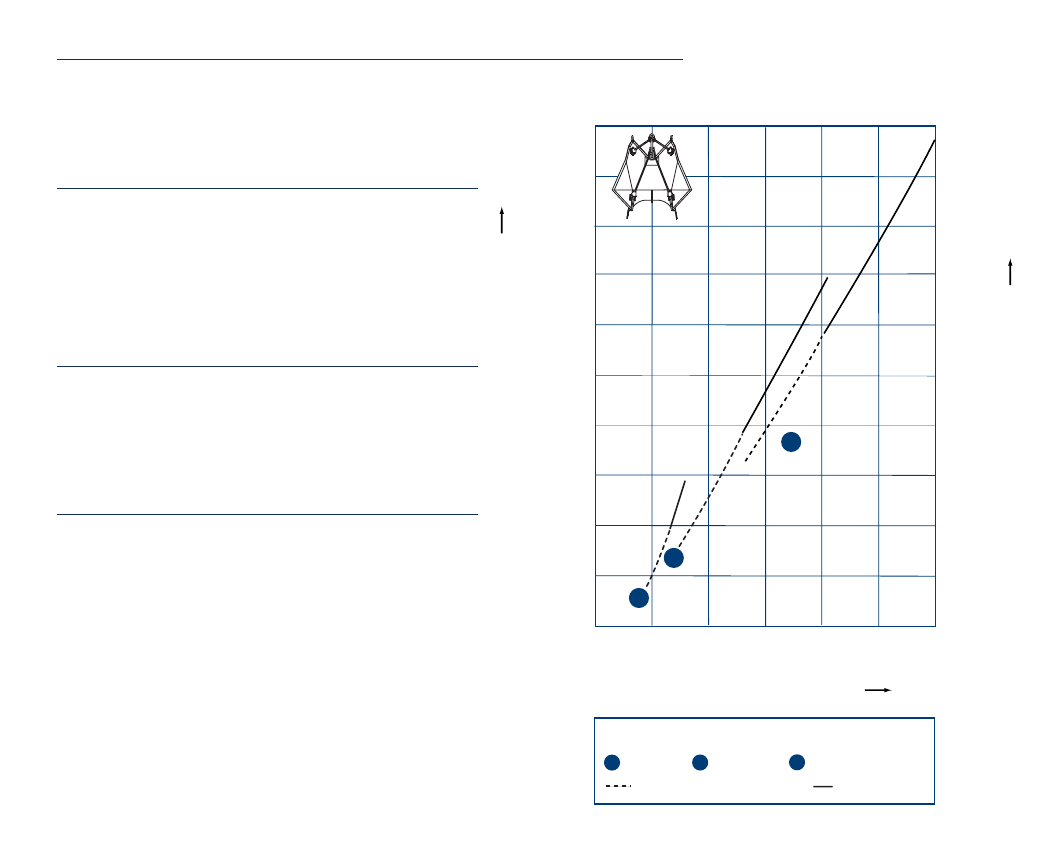
187
Stevmanta VLA
A
B
C
ABC
1600
Stevmanta Fluke Area (m2)
Mooring lines in diameters;
Six strand & spiral strand Spiral strand
ø 76 mm ø 121 mm ø 151 mm
typical installation load in t
typical UPC - Ultimate Pull-out Capacity in t
2000
1200
1000
800
400
200
0
05 10 25 30
0
200
400
600
15 20
100
300
500
600
1400
1800
Typical Ultimate Pull-out Capacity (UPC)
The prediction lines on the “UPC chart” can be expressed in the
equations as stated below:
D=1.5 *k0.6 *d-0.7 *A0.3 *tan1.7 (α)
where,
D=Stevmanta penetration depth [m]
k=quotient Undrained Shear Strength clay [kPA] and depth
[m]
d=mooring line or installation line diameter [m]
A=Stevmanta fluke area [m2]
α= Stevmanta fluke / shank angle [deg]
UPC =N
c*Su*A
where,
UPC = Ultimate Pull-out Capacity [kN]
Nc = Bearing Capacity Factor
Su = (k *D), Undrained Shear Strength clay [kPa]
A=Stevmanta fluke area [m2]
The UPC graph incorporates a Nc- value of 10, α-value of 50
degrees and k-value of 2. The graph clearly illustrates the
influence of the diameter of the mooring line or installation line,
and whether six strand or spiral strand is used. The typical
installation load to obtain a specified UPC is presented on the
right vertical axis of the graph.
Stevmanta VLA UPC chart
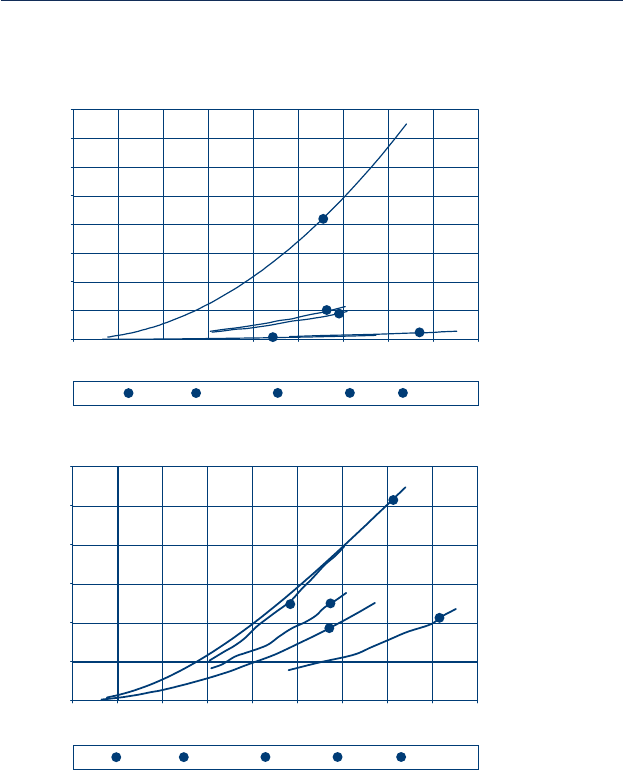
mooring line types
Comparson chart
188
mbl of various mooring line types
0
5000
10000
15000
20000
25000
30000
0 25 50 75 100 125 150 175 200 225
diameter [mm]
MBL [kN]
weight of various mooring line types
0
100
200
300
400
500
600
700
800
0255075100125150175200225
diameter [mm]
weight [kg/m]
A
A
B
B
C
C
D
D
E
E
polyester spiral strand six strand chain hmpe
A
A
B
B
C
C
D
D
E
E
polyester spiral strand six strand chain K4 hmpe
