747677E Manual Wirebond
User Manual:
Open the PDF directly: View PDF ![]() .
.
Page Count: 48

WEST•BOND MODEL 747677E SERIES INSTRUCTION MANUAL
© Copyright 2013
All rights reserved
MODEL 747677E
Three Way Convertible
Manual Wedge-Wedge
and Ball-Wedge Bonder
SERIAL#_________________
P.O.#____________________

WEST•BOND MODEL 747677E SERIES INSTRUCTION MANUAL
Rev: 25 July 2013
TABLE OF CONTENTS
PRODUCT OVERVIEW ............................................................................................................... 1
Overview / Application ..................................................................................................... 1
Bond Tool Head Assembly ............................................................................................. 1
Electrical Software and Hardware ................................................................................... 2
Mechanical ...................................................................................................................... 2
ESD Protection ................................................................................................................ 3
Machine Configuration .................................................................................................... 4
Services Required ........................................................................................................... 4
Dimensions ..................................................................................................................... 4
ACCESSORY DESCRIPTIONS................................................................................................... 5
CAUTIONS ................................................................................................................................... 7
Wiring .............................................................................................................................. 7
Safety and Comfort ......................................................................................................... 7
Exercises ......................................................................................................................... 7
Work Station Exercises ................................................................................................... 8
After Work Cool-Down Exercises .................................................................................... 8
Chair And Table Top ....................................................................................................... 8
Microscope / Monitor ....................................................................................................... 8
Micromanipulator ............................................................................................................. 9
INSTALLATION ............................................................................................................................ 10
MACHINE SET-UP ...................................................................................................................... 12
Bond Tool Installation ...................................................................................................... 12
Ultrasonic Positioning Utility (UPU) ................................................................................. 13
Bonding Wire Installation ................................................................................................ 14
Work Platform Adjusting (Feature -79) ........................................................................... 15
Torch Wand / Tail Setup ................................................................................................. 16
OPERATION ................................................................................................................................ 17
Operator Controls ............................................................................................................ 17
Negative Electronic Flame Off ........................................................................................ 18
Wire Bonding ................................................................................................................... 19
Basic Operation ............................................................................................................... 20
PROGRAMMING ......................................................................................................................... 22
Bond Buffer Settings ....................................................................................................... 22
Machine Settings ............................................................................................................. 22
TROUBLESHOOTING ................................................................................................................. 28
Poor Bond Quality ........................................................................................................... 28
Ultrasonic Board (P/N A-10345) ..................................................................................... 29
TOOL ASSEMBLY CONVERSION .............................................................................................. 31
Clamp Assembly Change................................................................................................ 31
Wedge to Ball Bonder Tool Head Conversion ................................................................ 32
Change Model Number of Machine ................................................................................ 33
Clamp Adjustment ........................................................................................................... 34
WEST•BOND MODEL 747677E SERIES INSTRUCTION MANUAL
Rev: 25 July 2013
SPARE PARTS ............................................................................................................................ 35
General Recommended Spare Parts for 747677E ........................................................ 35
WARRANTY ................................................................................................................................. 37
Patent Information ........................................................................................................... 37
TECHNICAL INFORMATION....................................................................................................... 38
Radiant Heater For Tool.................................................................................................. 38
SYSTEM DRAWINGS .................................................................................................................. 40
PCB’s – Rear of Machine ................................................................................................ 40
A-Motor & Linear Bearing Assembly ............................................................................... 41
Air System ....................................................................................................................... 42
Ultrasonic Power Supply ................................................................................................. 43
SCHEMATICS .............................................................................................................................. 44
WEST•BOND MODEL 7476E SERIES INSTRUCTION MANUAL
Page 1
PRODUCT OVERVIEW
Models 7400E Series, Wedge-Wedge Wire Bonders, Manual X-Y-Z
Overview / Application
The base model of this series is Model 7400E, an ultrasonic/thermosonic wedge-wedge wire bonder
designed to interconnect wire leads to semi-conductor, hybrid or microwave devices. The machine bonds
aluminum or gold wires ranging from 0.0007 in. to 0.002 in. Bonds are made by the wedge-wedge
technique using ultrasonic energy to attach aluminum wire at room temperature and adding work piece
heat for gold wire. Wire is clamped and threaded diagonally under the bonding wedge, allowing
independent feeding action but requiring front-to-back bonding direction. The bonding tool is guided
manually by the operator using hand/eye reference to bond targets and elevations.
Embodied in this series is a new
and unique West·Bond three-axis
micromanipulator in which the
entire mechanism is arrayed
above the work plane, so that
there is now no limit to the size of
a work piece. Each of the X, Y,
and Z axes is straight-line and
purely orthogonal, and each can
be braked pneumatically on
signal. In this application, all axes
are braked during the ultrasonic
bond time to aid operator control.
Dual counterweights balance the
pantograph arm and the tool support individually, and they are complemented by an adjustable spring to
counterbalance different tool assemblies. The resulting feel and balance are the best of all the model
series.
It should be understood that the pneumatic axis brakes cannot prevent deliberate efforts at movement,
but that they are a significant aid in maintaining correct tool to work contact during bonding.
Range of movement of the tool by manipulator control is 0.5625 in. vertically and 0.6250 in. in horizontal
directions with an 8/1 ratio of mechanical advantage.
Bond Tool Head Assembly
The new forward-pivot tool
assemblies of this series are
built around K~Sine
Transducer, Model No. K-
24EW, operated at 63 KHz. It
is driven by K~Sine Part No.
10345 Ultrasonic Power
Supply, four Watts, dual
channel, with power and time
set as program values. This
transducer uses a bond tool of 0.750" length dropped 0.65625" below center. Vertical clearance is a full
0.375" everywhere under these tool heads and all other mechanism except for wire presentation at 45
for angled feed. Wire Clamps are air-opened and spring-closed, and have self-contained closure pivots. A

WEST•BOND MODEL 7476E SERIES INSTRUCTION MANUAL
Page 2
PRODUCT OVERVIEW
separate pivot about an axis located to serve both overhead and angled feed generates the clamp
motions along their lines of feed action. To change between angled feed and overhead feed, it is
necessary only to exchange the small clamp assemblies and to change the wire drag means. Alignment
of clamps to the tool is facilitated by individual adjustments along three axes. Actuation of all clamp
motion is by the same spiral cam of an inboard motor and is transferred through the pivots of the four-bar
linkage. Appropriate clamp motion settings for each method are configured in software and are retained in
non-volatile memory. Motions toward the tool are spring-driven, while the more powerful motor drives
away from the tool – to ease concerns during set-up.
Rigid bearing mounts, rather than taper loading, fix the strut bar of this assembly so that any required
bond force can be applied. The standard set of force springs generates 15 to 250 grams, and together
with the work-sensing firing switch, is built into the four-bar linkage. A dual force mechanism, operated
pneumatically, acts to change between two pre-set force values, and either high or low force may be
programmed for any bond. Radiant tool heat with panel mounted, constant current control is included.
A high-resolution optical encoder is fitted to the Z-axis to provide position measurement of each bond
elevation and then to initiate clamp re-closing to control wire loop arch consistency. This encoder enables
a second function unique to West·Bond's "E" Series: Upon touchdown, contact is sensed by opening of
firing switch contacts but initiation of ultrasonic energy, and the setting of the axis brakes, is withheld until
the control is moved downward an additional amount sufficient to follow the deformation of the wire during
bonding.
Electrical Software and Hardware
Control of machine logic, motor motions, and Ultrasonic energy is programmed to and executed by
West·Bond Part No 8100 CPU containing a Motorola 68000 microprocessor and 256 KB of nonvolatile
RAM. All machine configuration constants and bond settings are programmable at the machine panel,
prompted by a series of "screens" displayed on a 4-line 40-character LCD. Thirty separate buffers of bond
settings for a wire type can be entered and selected during bonding by a selector switch. Each wire type
can have approximately 21 stitch bonds, each with its own settings of ultrasonic power and time. All
programmed values are displayed during bonding. At "home", various options are enabled.
Mechanical
The mechanism of this series was designed to mount above a customer's work handling system, to be
confined entirely above the work plane, and so not to have any base or work platform. In this
configuration, models of this series are designated as "7~~~EX". For use as stand-alone complete
bonding machines, the mechanism will be completed with a plain base and the bolt-on work platform from
"C" Series, and will be designated as "7~~~E". An adjustable height platform, Feature -79C, is available
as an option for "E" machines.
In either the "E" or the "EX" configurations, an optional control arm is included to move the single control
point five inches vertically from its normal position near the machine base to a new location above the
work plane. When the high control location is used, the customer must provide a suitable operator's
forearm rest. This is essential both for the operator's safety and comfort, and to provide a stable platform
from which to direct control motions with the accuracy required for wire bonding.
Mounting points for the "EX" version of this mechanism are provided at two foot locations at the work
plane elevation 5.000 in. above table surface, approximately 22.000 in. apart, and 10.000 in. to the rear of
the work point. Alternately, the mechanism can be mounted at a single location at the rear of the main

WEST•BOND MODEL 7476E SERIES INSTRUCTION MANUAL
Page 3
PRODUCT OVERVIEW
plate, 0.3750 in. above the work plane; however, preferably in combination with one of the two side
mounts.
Standard bonding method of Model 7400E is 45 wire feed, clamps behind the tool, traditional wedge-
wedge. Optionally, bonding can be done by West·Bond’s patented "deep access" method, vertical feed
with overhead clamps.
ESD Protection
Protection against Electrostatic Discharge is implemented by finishing exposed tool assemblies and other
moving parts by Electro less Nickel plating, which is conductive; and all exposed painted parts with a
powder-coated paint that is dissipative.
Definitions of complete stand-alone Models of this Series:
Model No. 7476E: This machine with single
wedge bond tool head, Assy. No. 9305, with
angled clamp Assy. No. 9048 and overhead
clamp Assy. No. 9049, for bonding by either
wedge method.
Model No. 747677E: This machine with two
bond tool heads, Assy. No. 9305 with the two
clamp assemblies for wedge bonding as
above, and with tool head Assy. No. 9220 for
ball bonding, all convertible.
Model No. 7700E: This machine with a single
ball bond tool heas Assy No. 9220
Definitions of Models of this Series without base or work platform:
Model No. 7476EX: This machine, specified as
Model 7476E, except without base.
Model No. 747677EX: This machine specified
as Model 747677E, except without base.
Model No. 7700EX: This machine, specified as
Model 7700E, except without base.
WEST•BOND MODEL 7476E SERIES INSTRUCTION MANUAL
Page 4
PRODUCT OVERVIEW
Features Available for both “E” and “EX” Models of this Series:
Feature No. 70: Adjustable height work
station with a rotary platform to rotate work
about the center of tool X-Y range.
Assembly No. 8965. Recommended to pre-
align bonds front to back. Not for "EX”
models.
Feature No. 79: Adjustable height work
platform. Assembly No. 8965. Not for "EX"
models.
Machine Configuration
The microscope recommended for this series is Nikon SMZ-660 with Luxuray LED illuminator. Neither
microscope nor illuminator is included; however, wiring and receptacle for this illuminator are built in. One
recommended bonding tool is included.
All work holders are priced separately, and should be ordered separately. A universal unheated work
holder, capable of holding most common substrate devices between a pivoted clamp lever and adjustable
backstops, is maintained in stock and is available for delivery in the same time span as the machine. This
workstation modified for screw-adjustable height is also available from stock. Quite a large number of
previously designed special work holders, both heated and unheated, are available but are not stocked,
and cannot be promised for delivery with the machine. These should preferably be on an order separate
from the machine order, but if not, the machine order must state that partial deliveries are allowed. Work
holders for new work pieces requiring custom design and fabrication will be quoted upon receipt of
drawings and samples: These must be ordered on separate purchase orders.
Services Required
Compressed air, regulated to 50 psig, is required. Connection is via 1/4-inch tubing.
Electrical service required is 50-60 Hz, single phase, either 115 VAC or 230 VAC, selected automatically.
A fuse and three-prong power cord connector are provided for 115 VAC: For 230 VAC, these must be
changed to conform to local requirements. The electrical power supply, Part No 8850, is packaged in a
separate enclosure 8.75"wide x 8.00" deep x 3.00" high.
Dimensions
"E" Series machine size is 24.0" wide x 21.250" deep x 11.625" high, exclusive of microscope, or 15.00"
in height to scope eyepieces. Weight is 60 lb. uncrated, or 95 lb. crated.
WEST•BOND MODEL 747677E SERIES INSTRUCTION MANUAL
Page 5
ACCESSORY DESCRIPTIONS
The specifications define Features that add additional capabilities or utilities to the basic machine models,
and cross reference those models with which the Features may be combined.
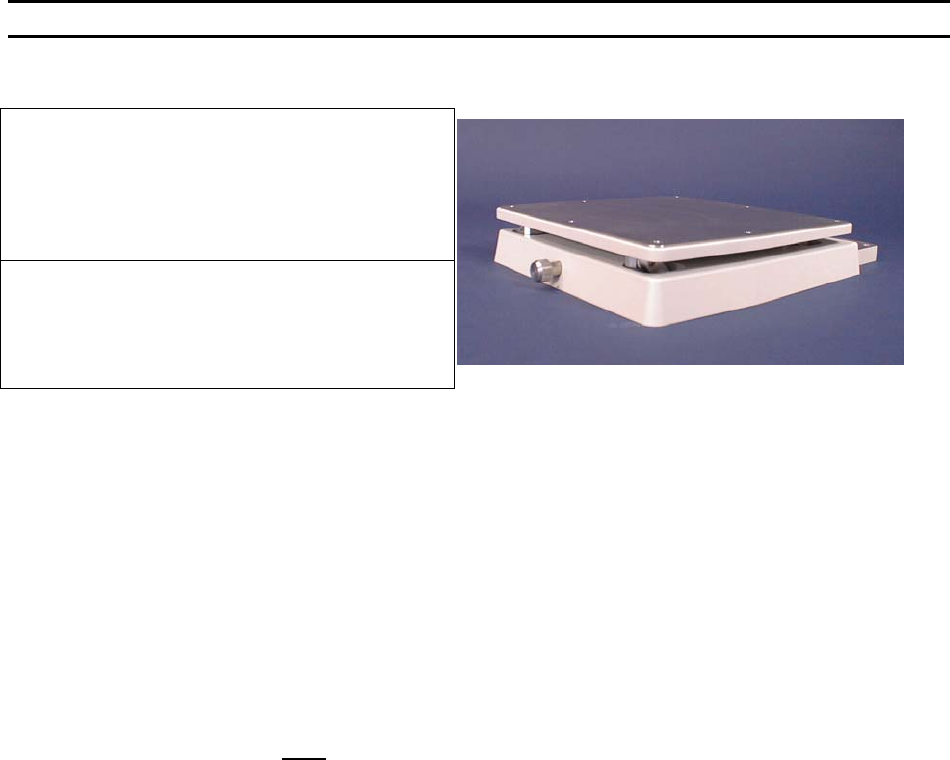
Non Heated Workholder: Non-rotating Epoxy Transfer &
Die Placement workholder for substrates up to 1.000" x
1.000", with mechanical clamp and adjustable backrails:
Assembly No. 3600.018.
Non Heated Work holder: Non-rotating work holder for
substrates up to 1.000" x 1.000". Work piece is held by
mechanical clamp, with 2 Position, 2.000" x 2.000"
fluoroware supports. Assembly No. 3600.220.
K~1200D, Temperature Controller: A 400 watt
microprocessor-based Temperature Controller provides
precise control with a minimum of set-up. The K~1200D is a
programmable controller linked to the work holder heating
elements through two solid state relays. The controller
offers flexibility, while the solid state relays offer
dependability. K~1201D is a 600 watts version for larger
applications.
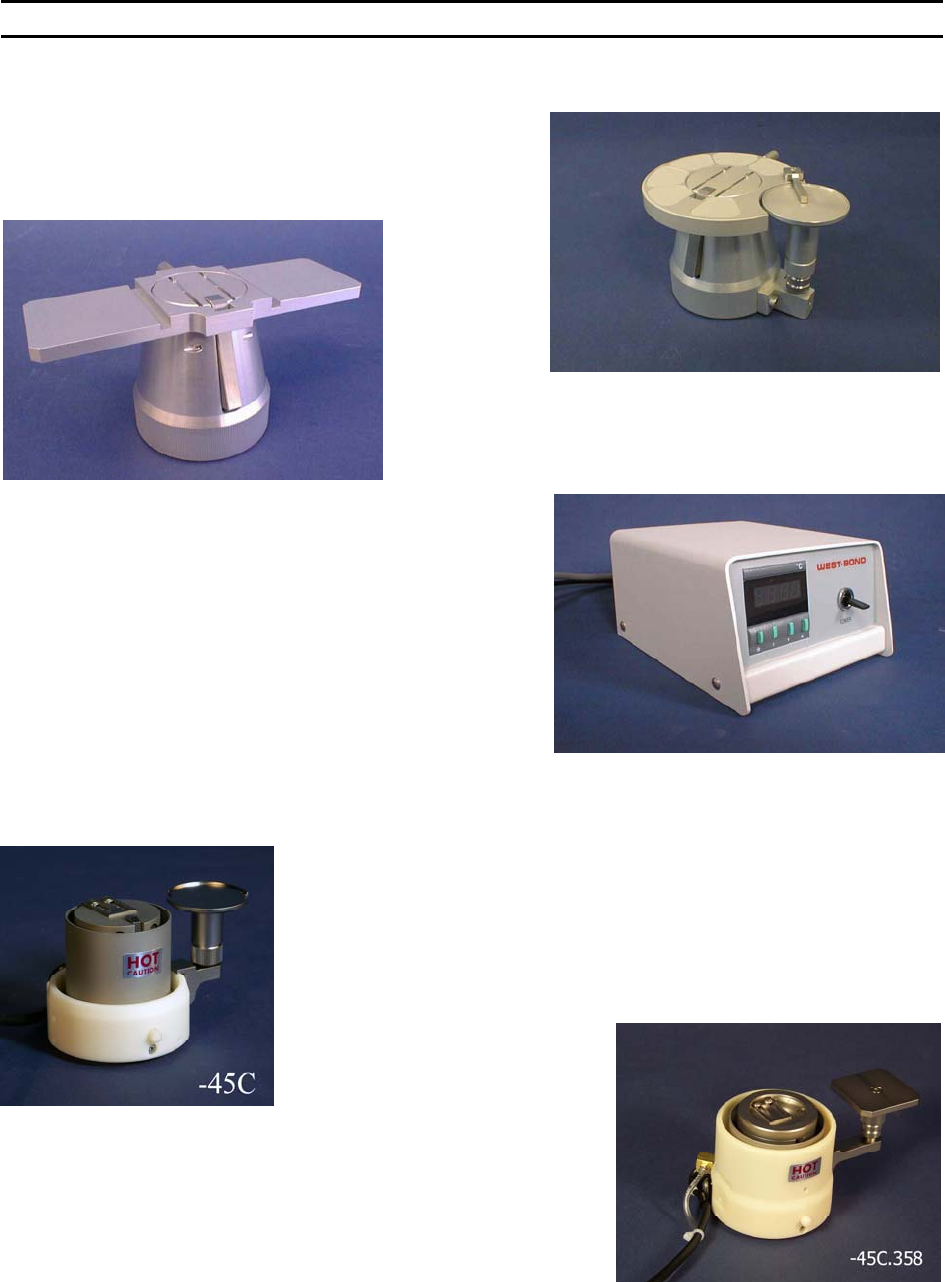
Free Furnace Work holders:
This furnace is free in the sense that it is not connected to the machine but may be readily inter-changed
with the Free Anvil normally used for ultrasonic bonding, giving work piece heat capability to any
machines of the 4K, 5K or 7K Series.
-45C: Free Furnace Work holder: for substrates up to 1.000" x 1.000",
mechanical clamp, adjustable backstop with rotating die mirror
presentation.
Assembly No. 3800.009.
-45C.358 Free Furnace Work holder: for substrates up to 1.000"
x 1.000", mechanical clamp, adjustable backstop, with cavity inert
atmosphere. Adjustable height, rotating 2.00" x 2.00" fluoroware
support.
Assembly No. 3800.358.

WEST•BOND MODEL 747677E SERIES INSTRUCTION MANUAL
Page 6
ACCESSORY DESCRIPTIONS
45G.353 Free Furnace Work holder: 2" x 2" substrates,
mechanical clamp, adjustable backstop, cavity inert
atmosphere. With 2"x2" fluoroware die presentation. Assembly
No. 3800.353.
-45G.402 Free Furnace Work holder: 2" x 2" substrates,
mechanical clamp, adjustable backstop, cavity inert
atmosphere. With 2"x2" fluoroware support and rotating die
mirror presentation.
Assembly No. 3800.402.
K~1300 Gas Flow Assembly: Comprised of K~1310 Gas
Flow Control and K~1320 Laminar Flow Nozzle. Used to
compliment West Bond Cavity Inert Atmosphere Work
holders for Eutectic die attachment.
K~1310 Gas Flow Control: The operator, by means of an
on/off footswitch, releases the gas to the work area.
Immediately after the scrub cycle stops, the footswitch is
activated and the die is showered with cool forming gas. A
manual adjustment is provided to meter the amount of gas
to be released.
K~1311 Vacuum Flow Control: The operator, by means of
an Off/On footswitch, can disengage the vacuum to the
work area releasing the part to replace with another. A
vacuum gauge on the front of the control box displays the
pressure in inches of Mercury.

WEST•BOND MODEL 747677E SERIES INSTRUCTION MANUAL
Page 7
CAUTIONS
Contained in this section are cautions to be observed during 7374E Installation and Operation.
Wiring
All machine wiring has common ground connected to machine chassis and continuous through the power
supply, cord and cord plug. Make sure the receptacle for this plug has a good ground connection.
Safety and Comfort
Some ergonomic studies suggest that long periods of repetitive motion may be traced to certain types of
physical discomfort leading to possible injury. We have compiled specific instructions herewith to
minimize your chances of experiencing carpal tunnel syndrome (CTS), tendonitis, and tenosynovitis.
It is recommended that your work environment be comfortable for your work situation. A carefully
planned work environment can actually increase productivity. WESTBOND recommends that you adopt
the following steps for a healthy physical and mental approach to your work.
Exercises
Many motor oil-manufacturing companies often claim that your car engine is most subject to wear and
tear when you first start it up in the morning. This is due to the lack of oil on the metal bearing surfaces
offering protection when the car is first started. To a great extent, the same can be said for the tendons,
bones, and joints that form your body. In the early morning hours, your body tends to retain fluid from its
over night rest, and the first time these tendons and joints are put to use, there is often a feeling of
stiffness and tightness, and when utilized in an abrupt fashion, can often lead to inflammation and at
times injury.
Therefore, it is considered appropriate if not mandatory for most people engaged in physical activities
such as sports or heavy labor, such as construction, to perform a variety of warm-up exercises before
beginning their job. We have found the same philosophies and many of these same exercises just as
beneficial for those individuals who are placed in a seated position for long periods of time where they
utilize primarily their upper extremities, and most importantly, their hands and wrists.
We are therefore, suggesting the following gentle warm-up program to be done by you before leaving for
work. Begin by gently tilting your head both to the right and left side, to the point of comfortable tension.
Next, tilt your head forward and backward, and lastly, turn your head both to the left and to the right.
Each of these positions is taken to the end of their natural range of motion and held for a brief period of
time. Do not take any of these movements beyond the point of comfort.
Next, for the shoulders, perform a series of simple, slow, shoulder circles in both a forward and backward
direction. Five to ten repetitions in each direction should be enough to warm up the shoulder
musculature.
Next, while standing, lift your arms laterally out to the side, away from your body and over your head.
Repeat this motion five times. For added benefit, make large, wrist circles with your hands while your
arms are overhead.
Lastly, and possibly most importantly, it is important that you carefully flex and extend your wrist prior to
beginning your workday. Using the opposite hand to bend the wrist downward does this. This is best
done with the arm in a forward position with the elbow straight. To assist in wrist extension, lift your wrist
up, using the palm of the opposite hand, pressing against the fingers to assist in lifting the wrist. These
stretches are done only to the point of comfortable tension and are repeated with both hands.
These basic exercises will get you off to a good start in the morning and allow your drive to work to be
more comfortable and less likely to increase the tension and tightness in your upper back, shoulders and
hands.

WEST•BOND MODEL 747677E SERIES INSTRUCTION MANUAL
Page 8
CAUTIONS
Work Station Exercises
Sometimes it is only when we take breaks at work that we realize how stiff or uncomfortable we have
become from working in a seated position. When we concentrate intensely on our work, these types of
discomfort often go unnoticed and therefore, we recommend the following exercise program.
After Work Cool-Down Exercises
When you return home from work, it is helpful to relax the hard working muscle groups by repeating your
morning exercise program. Many people also find that taking a gentle walk or similar forms of activity
provide a nice change of pace from the immobile routine encountered at work. Please check with your
physician, however, before beginning any type of exercise program.
Take periodic breaks several times during the work schedule. Gently press your hands against a table,
stretch, and hold for several seconds. Stretch and massage your fingers, hands, wrists and forearms
throughout the day. Shake your hands and fingers to relieve any tension and to promote blood flow.
Rotate your shoulders forward and backward in a full circle several times daily. Try to use different
muscle groups throughout the day, i.e. if sitting for prolonged periods, get up and walk around several
times a day.
If you experience pain any time during the operation of your WESTBOND machine, consult a qualified
health professional.
Chair And Table Top
When evaluating your workstation, pay particular attention to those surfaces that come in contact with
your wrist and forearms. Sharp edges or hard surfaces should be modified to form a work surface that is
comfortable at the point of contact. Reshaping corners and applying a more comfortable softer surface in
the work area can be extremely helpful.
The chair should be comfortable and provide firm support to the lumbar region (lower back). The chair
should be adjustable in height so that your forearms form approximate right angles with the upper arms
while hands rest upon the tabletop. Next, ensure feet rest flat on the floor and, if not, use a footrest that is
high enough so that your thighs are reasonably parallel to the floor while seated. During the course of
operating your WESTBOND machine, maintain this recommended posture—any slouching puts
unnecessary strain on your back and may weaken muscles over time.
Microscope / Monitor
It is important to look away from the microscope eyepieces and/or monitor frequently. Try to focus on an
object about 20 feet away from several seconds. Eyepieces of the microscope should be clean and
microscope should be frequently calibrated for parfocal viewing.

WEST•BOND MODEL 747677E SERIES INSTRUCTION MANUAL
Page 9
CAUTIONS
Micromanipulator
The hand controls on your WESTBOND machine have been designed for minimal exertion of the hand
and fingers. The position of the control knob is purposely set to coincide with a natural rest position of the
hand (fetal position). During operation, the operator should rest his/her hand, wrist, and forearm on the
tabletop so that the thumb, index and middle fingers gently grip the manipulator knob. With the work
piece centered in the microscope, and the tool centered to the optics, usual movement or excursion of the
manipulator is usually within plus or minus one-half inch, which is well within natural flexure of the thumb
and fingers gripping the control knob. The force required to move the mechanism is somewhat equivalent
to pushing a pencil while writing. Following the recommendations set forth in “Exercises” above vastly
relieves any perception of muscle fatigue.
The last key point; all these guidelines should be applied to your home work station and home activities,
particularly home computers. They should also be applied to video games and your recreational
television viewing.
After a long day at work, your body does not need more of the same type of activity when you return
home. Remember, diversity of physical activity may well be the simplest and most meaningful
recommendation to avoid repetitive stress syndrome such as carpal tunnel syndrome.

WEST•BOND MODEL 747677E SERIES INSTRUCTION MANUAL
Page 10
INSTALLATION
STEP 1
Remove the accessory box, identify and account for all contents.
√ ITEM PART NO. √ITEM OPTION
Mani
p
ulator Control Arm
(
P/N 8253
)
A
d
j
ustable Hei
g
ht Platform (optional)
90 De
g
ree Clam
p
Assembl
y
(
P/N 9049
)
Microsco
p
e (optional)
Tool
,
Bondin
g
(
45 de
g
ree
)
(
P/N 50674
)
Illuminator (optional)
Tool
,
Bondin
g
(
Ball
)
(
P/N 50678
)
Illuminator Nut (optional)
Tool
,
Bondin
g
(
90 de
g
ree
)
(
P/N 50780
)
Work Holder (optional)
Toolin
g
Head Ass
y
.
(
Ball
)
(
P/N 9220
)
Tem
p
erature Controller (optional)
100 PSI Regulator Check Packing Slip
STEP 2
Remove the accessory pedestal insert and carefully lift the 747677E and the attached shipping board
from the bottom of the shipping carton.
CAUTION: DO NOT LIFT BY THE X-Y-Z MANIPULATOR ARM
STEP 3
Remove the six shipping bolts that fasten the 747677E to the shipping board. ( It is suggested to save all
packing material for use during any future equipment relocation).
STEP 4
Position the 747677E where it will be used.
STEP 5
Locate the micromanipulator arm from the accessory box and install it in the mounting collar. Tighten the
two mounting collar cap screws with approximately equal force. The vertical registration pin in the
mounting collar should interconnect with the manipulator are to insure correct installation.
(DO NOT MOVE THE MICROMANIPULATOR PRIOR TO THE COMPLETION OF STEP 9).
STEP 6
Remove the back and two top covers of the
machine in order to gain access to the shipping
blocks.
STEP 7
Remove the Y-Slide Shipping Bracket (P/N
8758) located just behind and below the
tooling head assembly. Remove the four
shipping cap screws.
WEST•BOND MODEL 747677E SERIES INSTRUCTION MANUAL
Page 11
INSTALLATION
STEP 8
Remove the X-Y-C Weight Shipping Bracket
(P/N 8757) located behind the PCB boards
and to the right of the main support, viewing the
machine from the back. Remove the two
shipping cap screws.
STEP 9
Remove the Z-C Weight Shipping Bracket (P/N
8759) located to the left of the main support,
viewing the machine from the back. Remove the
two shipping cap screws that go through the
main support, then lifting the micromanipulator
arm up access is gained to remove the two cap
screws securing the bracket to the
counterweight.
STEP 10
Remove the Firing Switch Shipping Block (P/N
6873.002) located under the tooling head.
Remove the cap screw and washer on top of
the tool head. Gently pull the shipping block
free, being careful not to harm the transducer.
STEP 11
Replace the machine covers removed in STEP 6.
STEP 12
Locate the compressed air fitting on the rear panel. Connect a ¼” OD polyethylene to supply 50 psi.
STEP 13
Plug the 12 pin Bendex connector into the 747677E power supply (P/N 8850) and then plug the AC line
cord of the power supply into 100 – 115 volts and 50/60Hz.
The 7476E is now ready for operation. Please refer to the next section to understand several
important aspects of successful wire bonding with the 747677E.

WEST•BOND MODEL 747677E SERIES INSTRUCTION MANUAL
Page 12
MACHINE SET-UP
Bond Tool Installation
The choice of bonding tools is instrumental to high quality bonding. The 7476E requires that the shank
diameter of the tool be 1/16" and that the length of the tool, for 45 degree wire feed, be .750". If Clamp
Assembly No. 9049 has been specified, offering vertical wire feed, then a .750" tool length is
recommended. A shorter (.625”) or a longer (.828”) tool may be used for deep access.
45 DEGREE WIRE FEED (Assembly No. 9048)
DEEP ACCESS WIRE FEED (Assembly No. 9049)
Loosen the transducer set screw and insert the bonding tool through bottom of transducer, It may be
helpful to have clamps open when positioning tool. The bonding tool should be positioned according to
the drawing below for a good starting position prior to running the Ultrasonic Positioning Utility (UPU)
BALL BONDING WIRE FEED (Assembly No. 9220)
The choice of bonding tools is instrumental to high quality bonding. Assy No. 9220 requires that the
shank diameter of the tool be 1/16" and that the length of the tool be 0.625” or for deeper access 0.750”.
WEST•BOND MODEL 747677E SERIES INSTRUCTION MANUAL
Page 13
MACHINE SET-UP
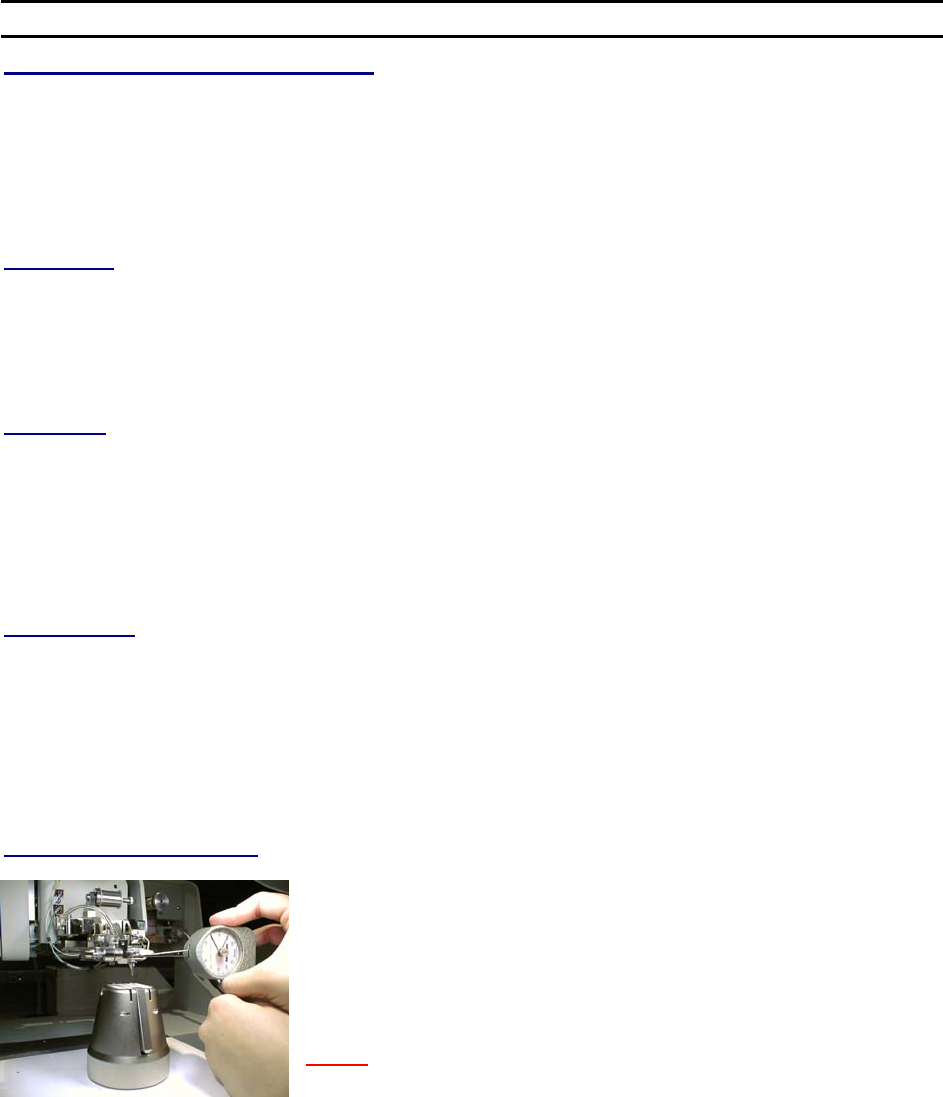
Ultrasonic Positioning Utility (UPU)
In past years, tool height has been determined by design. To effect this end, tool height gauges have
been supplied with wire bonding machines, allowing the user to set the tool height at the designed bond
point. However, we have found that the designed tool height does not always allow the most efficient
transfer of ultrasonic energy from transducer to tool. This is due largely to the fact that no two bonding
tools are exactly alike. WESTBOND has developed the UPU to obtain this optimum transfer of ultrasonic
energy with every tool. Granted, each tool will continue to be different and will therefore require different
setup variables. The UPU just provides the best way to setup and transfer the maximum amount of
ultrasonic energy to each tool.
The UPU consists of a specially designed circuit to provide a measure for placement of each tool. This
raw data is crunched by a software routine, which then displays a relative number on the machine’s LCD.
When adjusting the tool height, the goal is to obtain the highest possible numerical value for each tool
installed. As all tools are different, this value will be slightly different for each bonding tool.
BOND TOOL POSITION SETUP
Press and hold the FEED/OPEN switch in the FEED position. Turn the Machine on. Use the EDIT button
to get new readings for tool drop. Move tool up or down to get the highest number possible.
Set tool for maximum reading.
***** BOND TOOL POSITION SETUP
Change tool extension to maximize value.
Current value = 33 Old value = 27
EDIT = Read new value FEED = Escape
WEST•BOND MODEL 747677E SERIES INSTRUCTION MANUAL
Page 14
MACHINE SET-UP
Bonding Wire Installation
The 747677E is equipped with a standard ½” ball bearing spool mount. Slide the ½” spool over the spool
mount such that the wire de-spools over the top (counter clock-wise when viewed from the right side).
Carefully route wire through guide tube, clamps and then bonding tool. To open clamp, press the TORCH
/ THREAD switch up once. To close the clamp press the TORCH / THREAD switch down once. To feed
more wire through the tool, press the TORCH / THREAD switch down once, or hold for more wire. The
TORCH / THREAD switch is located on the left side of control panel. See below for wire route drawings.
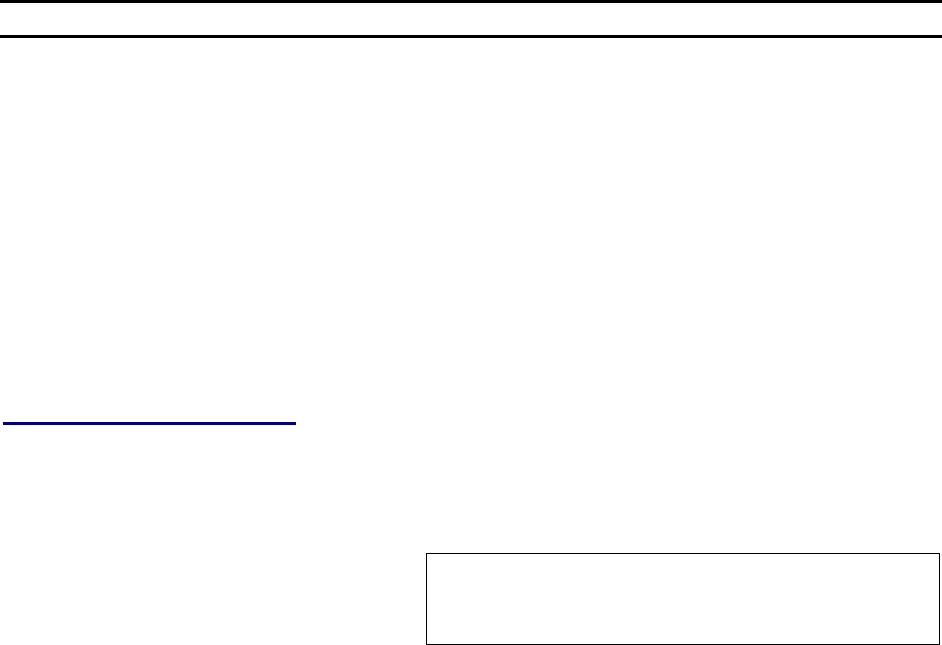
45º TOOLING HEAD
The 45º clamp blades need the wire fed through
them to keep the wire from coming out of the
clamps during looping. There is a small shelf that
the wire needs to pass over before the tool is
threaded.
90º TOOLING HEAD
The 90º clamp blades are straight forward, wire
from the spool to the wire guide, then thread down
through the center of the bond tool. Move the wire
to the opening of the clamp blades. And finally
thread the wire through the 45º hole at the bottom
of the wedge.
WEST•BOND MODEL 747677E SERIES INSTRUCTION MANUAL
Page 15
MACHINE SET-UP
Work Platform Adjusting (Feature -79)
The height adjustment of the work platform is critical for quality wire bonding. If the work platform is not
adjusted properly, the bonding tool may not be perpendicular to the work surface. To check for proper
height adjustment simply compare the height of the surface requiring bonding to the position of the
bonding wedge while holding the micromanipulator in its maximum down position. When properly set, the
lowest required bonding level should be approximately 20 - 30 mils (635 - 762m) above the tip of the
bonding tool.
If adjustment to the work platform is required, simply locate the adjustment knob on front edge of the work
platform and turn to adjust as required.
WEST•BOND MODEL 747677E SERIES INSTRUCTION MANUAL
Page 16
MACHINE SET-UP
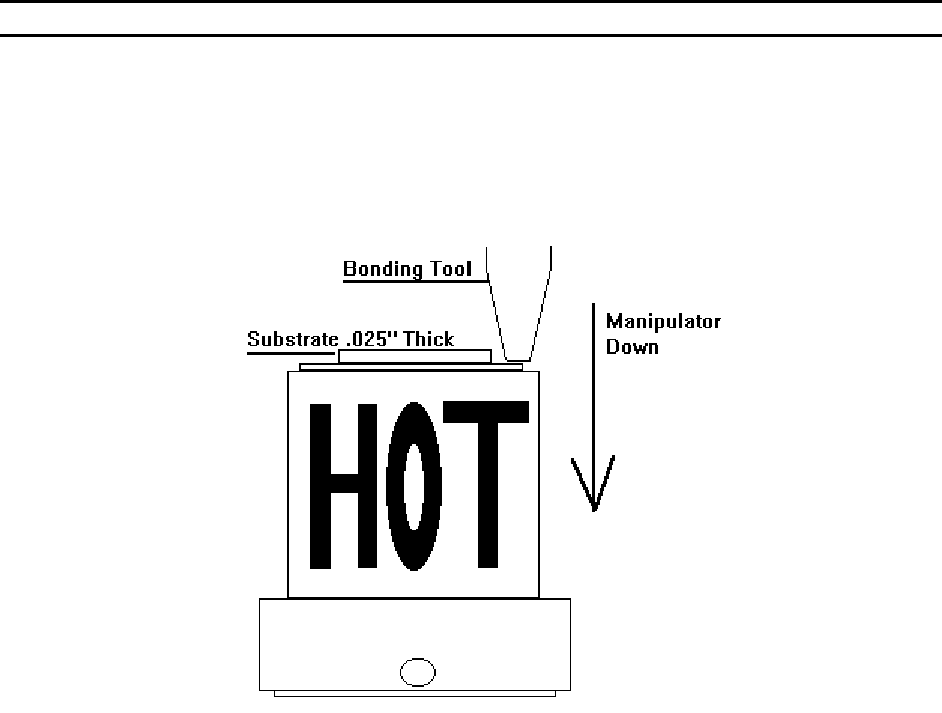
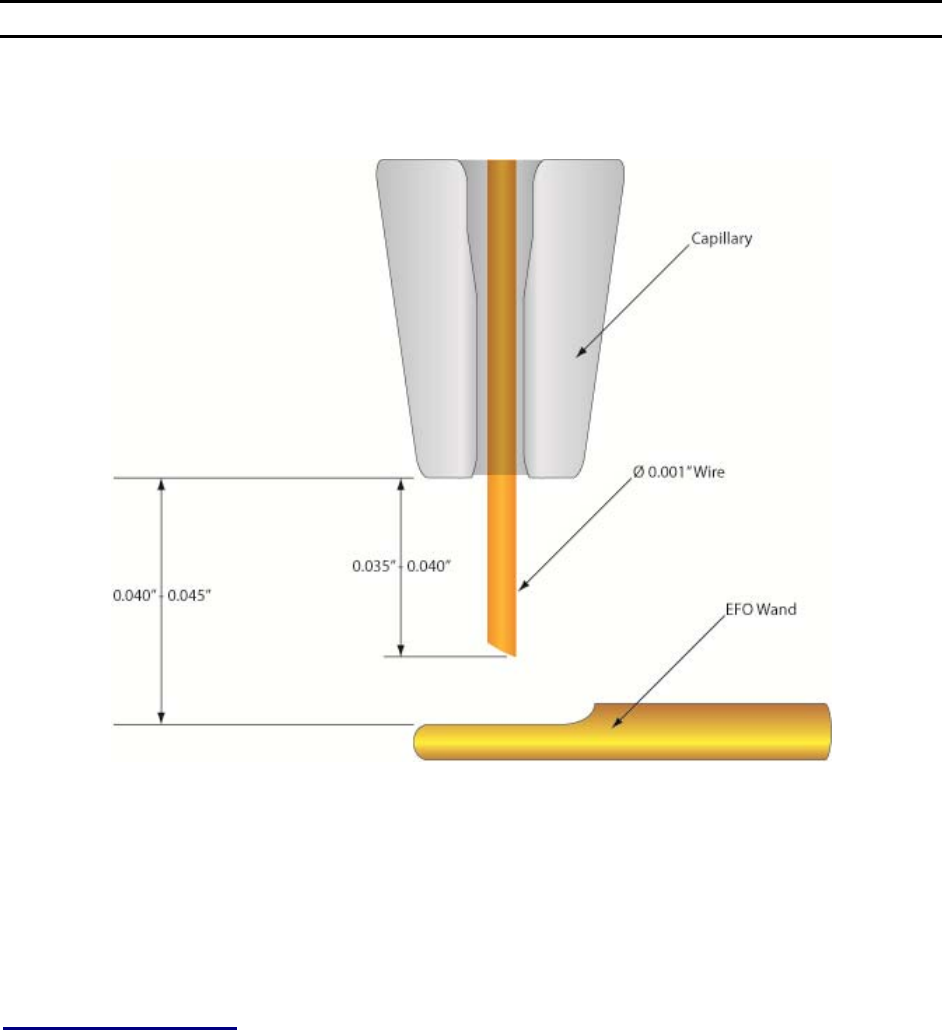
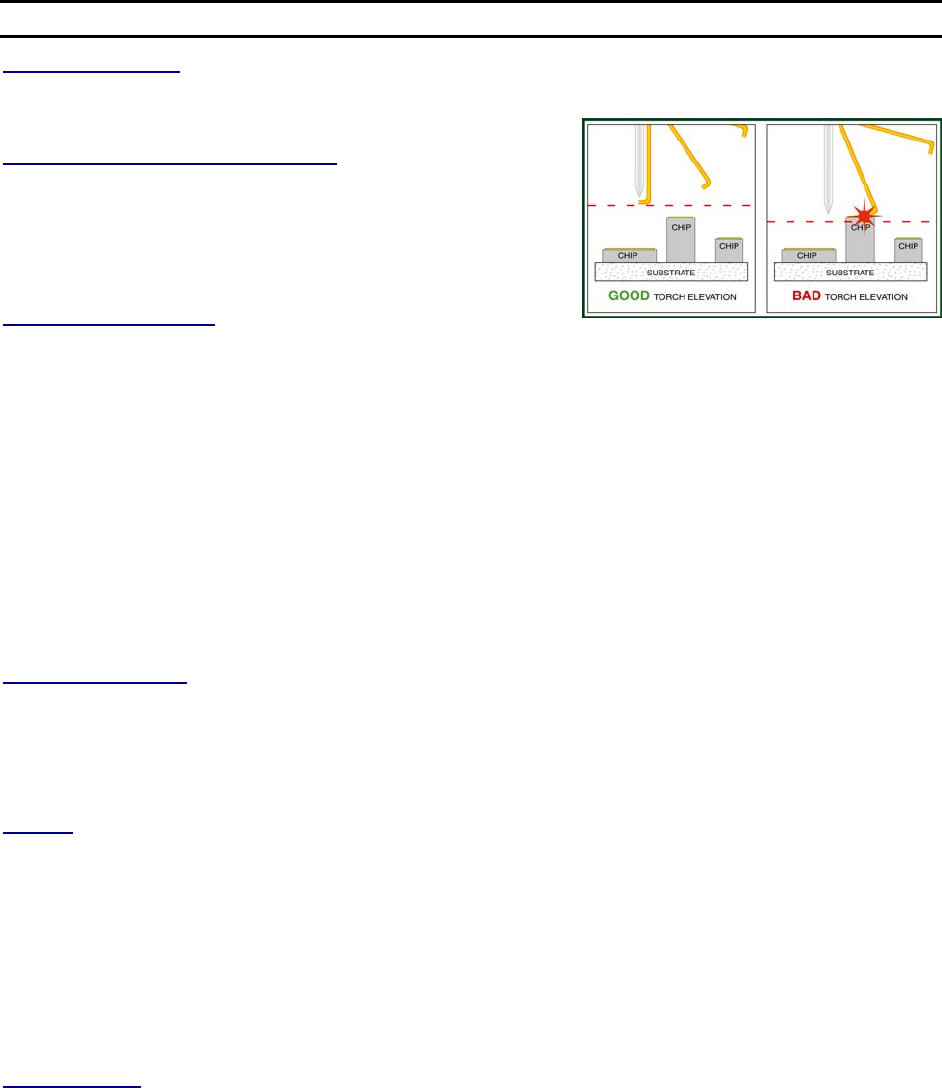
Torch Wand / Tail Setup
The above drawing represents the recommended setup for 0.001” wire. These numbers are
approximations and may vary for different applications.
Recommended Settings:
Wire Size: 0.001”
Tail Length: ~0.035” (95 Steps)
Tool to Torch: ~0.045”
Wire Gap: ~0.010”

WEST•BOND MODEL 747677E SERIES INSTRUCTION MANUAL
Page 17
OPERATION
The operation of the 747677E has been specifically designed for versatile and dependable operation.
The following information will allow the operator to utilize the 747677E to its full potential. This section is
Specifically directed at operator use.
Any questions related to programming or troubleshooting will be discussed in their respective sections.
Operator Controls
In this section the individual front panel items will be addressed.
POWER Switch
Located on the Power Module Assembly (P/N 8850) activates entire 747677E. Upon power-up, the
microprocessor will complete several internal tests and display a description of any problem detected.
Refer to the Troubleshooting section if an error is reported.
Note: Several switches have dual functions and are labeled for both functions.
THREAD / NEXT – TORCH / PREV Switch
This switch performs several functions. From the main screen this switch acts as an OPEN – FEED
switch for the 7400 and 7600 models and THREAD – TORCH for the 7700 model. To open the wire
clamps, push the switch to the up position, labeled THREAD. To closed the clamps and feed wire through
the tool, press the switch to the down position, labeled TORCH. Press the switch to down when the clamp
is already closed to activate the clamp through one complete cycle and feed additional wire through the
bonding tool. The feed cycle will automatically repeat if the switch is held down. Hold the THREAD –
TORCH switch up to effect auto-repeating long strokes (Functions only on 76xxE, the switch must be
actuated back and forth for the 74xxE systems).
During programming, press the switch in either direction while in the edit menus to page forward or
backwards through the menus.

WEST•BOND MODEL 747677E SERIES INSTRUCTION MANUAL
Page 18
OPERATION
If the Self Thread feature has been activated in the Machine Settings sequence, the O/N-F/P switch will
respond as follows: Press the switch to the up to open the clamps and allows the operator to pre-load the
special Self-Threading tool. Press the switch to the down to retract the wire clamp, which allows the wire
to align itself to the feed-through hole. Press the switch down again to feed the wire through the feed-
through hole. Press the switch down now and the clamp will feed wire through the bonding tool. (see
page 19)
BUFFER Switch
The BUFFER switch is used to changed between thirty different buffers. Each of the buffers holds the
bond settings and bonds per wire data for a particular wire type. Machine settings are global and are not
affected by this switch.
UP / DOWN Switch
This switch also performs several functions. First if this switch is held down while the machine is being
powered up, an options menu will be displayed to change machine types. Second from the main screen
this switch will control tail feed, if the tail length is excessive push the switch to the UP position and the
tail length will be reduced. DOWN to increase tail length. Third, when in the Edit menus the UP / DOWN
switch will allow the operator to increase or decrease the desired settings.
US / ESC – EDIT Switch
The operator may enter the Buffer and Machine Settings sequence by pressing down on this switch while
at the main screen. The selected buffer displayed at the main screen will be the buffer accessed when
the EDIT button is pressed. Select the desired buffer prior to pressing the EDIT button. Once in any of
the sub-menu routines, this switch is used to page through the available menus, the NEXT / PREV switch
can perform the same function for scrolling through the menus. The ESC (Escape) switch, while in the
EDIT menus will allow the operator to leave the edit sequence at any time and return to the main screen.
The US switch allows the operator to test the ultrasonic link to the transducer. The US Signal will appear
as <U/S is active> on the screen above the switch when the switch is pressed. This switch is an
excellent way to offer ultrasonic energy to a vertical-feed tool while threading.
TOOL HEAT Dial
The TOOL HEAT Dial ranges from a setting of 0 to 10, turn control knob from zero to activate the Radiant
Heater. See the Technical Information section for a chart of approximate temperatures for various tool
heater settings.
Negative Electronic Flame Off
Power Switch
The power switch turns the power on to the NEFO unit. Always turn this unit off when servicing the torch
or head assembly.
WEST•BOND MODEL 747677E SERIES INSTRUCTION MANUAL
Page 19
OPERATION
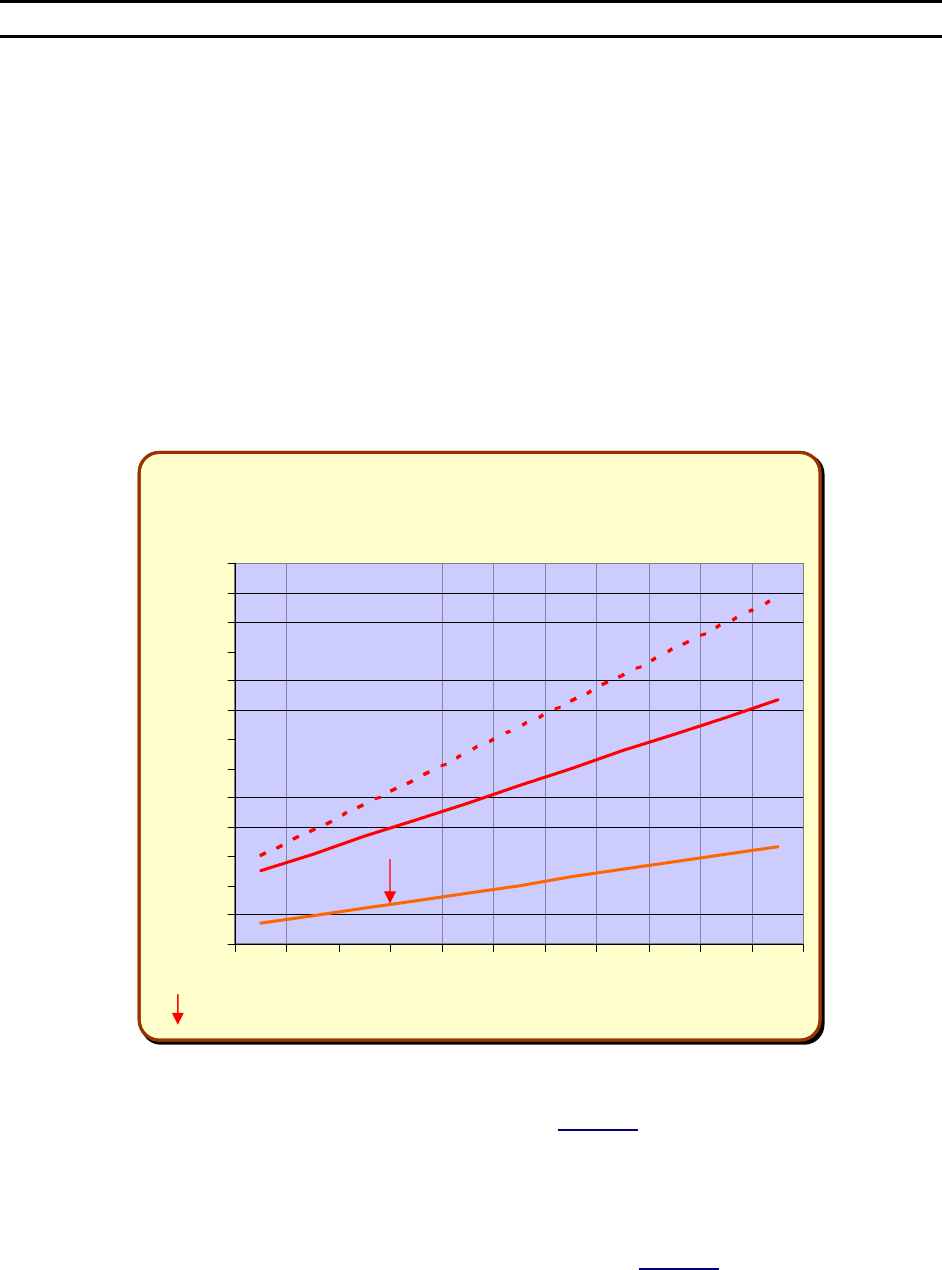
Power Dial
Sets the Ball Forming Current to a constant. The voltage will vary to keep the power the same to
consistently make the same size ball each time. The power dial will set the current from 7.5ma – 25ma.
The current setting can be adjusted to a 9ma – 35.5ma range for larger balls on 1.5 – 2.0 mil wire.
Jumper E1 on the mother board (Lower PCB) should be changed from pins 1-2 to 2-3 for the high power
setting.
Time Dial
Ball Forming Time, or a cut-off time for ball formation. Forming time is set between 2.1ms to a maximum
of 10ms. Factory setting of the time is at 2.5 (approximately 4ms), this is the optimum setting.
LEDs
The Open and Short LED’s are for designation of a ball fault. If the Open LED is lit, then the gap between
the end of the wire and the torch tip is too large for ball formation. If the Short LED is lit, then the wire has
contacted the torch tip causing a short where no spark is formed.
Wire Bonding
The actual execution of wire bonding with WESTBOND’s 747677E is rather straight forward. The
patented micromanipulator, positioned to the right of the work platform, is directly linked to the tooling
head assembly through an 8:1 ratio. This mechanical ratio and sophisticated mechanical link allows the
operator to accomplish extremely precise and fine adjustments to the tooling head position.
To produce the first wire bond, simply use the micromanipulator to lower the bonding tool to the bond
location and gently touch the tip of the tool to the bond surface. The 747677E detects contact and will
automatically activate the ultrasonic energy on contact. Also during the ultrasonic bonding time the
NEFO
Power & Time Settings
0
3
6
9
12
15
18
21
24
27
30
33
36
39
012345678910
Dial Setting
Current (ma) / Time (ms)
- Factor
y
Settin
g
WEST•BOND MODEL 747677E SERIES INSTRUCTION MANUAL
Page 20
OPERATION
system will brake the X, Y and Z axes to inhibit movement that would otherwise disturb the bond. If the
“Beep On Contact” option has been selected, an audible beep will be heard while the bond is being
made. The machine then opens the wire clamp and prepares for the second bond.
After completing the first bond, gently lift the micromanipulator and move the bonding tool through the
looping path. When the tool has been lifted to the programmed loop height, an additional beep will be
heard. This is only an indicator of the bonding tool height.
Once the operator has reached the crest of the loop and reverses direction, moving down toward the
second bond site, the machine will automatically close the clamp at the programmed distance below the
crest. See Programming for instructions on changing the loop height indicator and drop-before-clamp
distances.
Accomplishing the second bond is a repeat of the first bond sequence. A wire may be programmed to
have a maximum of 21 bonds. After the terminating bond, the wire clamp will automatically close and pull
back to terminate the wire and will then wait until the operator lifts from the terminating bond site before
feeding new tail length for the next wire.
Basic Operation
The following is an interpretation of the messages displayed by the 747677E during operation. The
rectangles on the left represent the LCD and examples of its contents. Additional LCD messages are
described in the Programming and Troubleshooting sections.
“HOME”
Bond 1 of 21 Buffer 1 Ready for first bond
Power: 300 Time: 30 ms 45/90 feed – Programmable during power up.
EDIT = Bond & Machine settings, 45 feed
BONDING SEQUENCE (Begin by using the X-Y-Z Micromanipulator to touch tool to the bond pad.)
Bond 1 of 21 Buffer 2 First bond is complete.
Power: 300 Time: 30 ms Tool is still in contact.
Wire clamp is open. User must lift the tool from the bond.
Lift from first bond.
Bond 2 of 21 Buffer 2 Tool is off surface, ready to make second bond
Power: 350 Time: 50 ms
Wire clamp is open.
Proceed to stitch bond #2.
Bond 2 of 21 Buffer 2 Tool has descended, wire clamp has closed;
Power: 350 Time: 50 ms ready for second bond.
Proceed to stitch bond #2. Repeat sequence until last bond is terminated.
WEST•BOND MODEL 747677E SERIES INSTRUCTION MANUAL
Page 21
OPERATION
NORMAL THREADING SEQUENCE (Begin by pressing CLAMP switch to the up to open clamp.)
Bond 21 of 21 Buffer 2 Terminating bond data is automatically loaded. If
Power: 450 Time: 35 ms feed is 90 and THREAD is held 0.75 second, long
Wire clamp is open. feed strokes are executed. “press TORCH switch”
Thread the tool, and press TORCH switch. means press the CLAMP switch to the down.
Bond 21 of 21 Buffer 2 Bond off excess wire. Then bond as normal.
Power: 450 Time: 35 ms
Wire clamp is closed.
Proceed to bond off excess
SELF-THREAD SEQUENCE (Special self threading tool required. )
SELF-THREAD, Step #1 Buffer 2 Automatically resets to first bond.
Wire clamp is open. “press TORCH” means press the CLAMP
switch to the down position, labeled TORCH.
Position wire in clamp, and press TORCH. (see page 19)
SELF-THREAD, Step #2 Buffer 2
Wire clamp is closed. The wire clamp is closed.
Ready to self-thread.
Press TORCH switch again to pull.
SELF-THREAD, Step #3 Buffer 2 After inching the clamp, the pull stoke will be
Inching is live. adjusted and stored for future use. Bond-off is
Ready to self-thread. unnecessary. Relative whole step position count
Press TORCH switch again to thread. 60 is displayed in lower right corner.

WEST•BOND MODEL 747677E SERIES INSTRUCTION MANUAL
Page 22
PROGRAMMING
The following pages demonstrate the expected displays and programmable options of the 747677E. The
programmable features are broken into two sections. One section is called “BOND BUFFER SETTINGS”
and the other section is called “MACHINE SETTINGS.”
Bond Buffer Settings
Bond buffer settings options are commonly used by the operator. The 747677E has thirty memory
buffers, each pertaining to one wire type. The options available for programming in this section are listed
below:
BONDS PER WIRE
LIFT BEFORE TORCH (Ball Bond Only)
ULTRASONIC POWER
ULTRASONIC TIME
FORCE
LOOP HEIGHT
DROP BEFORE CLAMP (45 Only)
Machine Settings
Machine settings are items generally used for initial machine setup and are infrequently changed.
Options in this section may require some modifications if the application changes significantly. The
machine settings are global for all buffers. The options available for programming in this section are listed
below:
WIRE PULL
WIRE TAIL
DUAL FORCE
CALIBRATE FORCE (HIGH)
CALIBRATE FORCE (LOW)
BALL FAULT (Ball Bond Only)
BEEP ON CONTACT
SECURITY BOND
ULTRASONIC POWER
ULTRASONIC TIME
FORCE (HIGH/LOW)
BOND COUNTER
RESET BOND COUNTER
BOND COUNTER LIMIT
ULTRASONIC POWER DURING FEED
SELF THREAD
MODEL / SOFTWARE REVISION LEVEL DISPLAY
CLAMP HOME POSITION
From the main screen, press the EDIT switch to begin to edit the bond and machine settings. The EDIT
switch or the PREV / NEXT switch must be depressed to select the next available option. The following
pages give detailed descriptions of the programmable features above.
To adjust any specific number or option use the UP / DOWN switch.
NOTE: The 747677E will not bond while in the EDIT mode. To quit editing and resume bonding, the
operator can either press ESC, or go through the entire edit sequence.
WEST•BOND MODEL 747677E SERIES INSTRUCTION MANUAL
Page 23
PROGRAMMING
BONDS PER WIRE
In this menu, select the number of bonds per wire for the current buffer. The maximum number of bonds
per wire is 21.
LIFT BEFORE TORCH (7700E Only)
This setting, measured in mils, specifies how high the operator
needs to lift the manipulator arm, after the termination bond, for
the EFO wand swings down to form a new ball. This setting
needs to be well above the package walls so the Torch does
not contact the package during flame-off.
ULTRASONIC POWER
Specify the ultrasonic power level for a specific bond in this menu. The bond number will be displayed in
the upper left position of the display (for example, “Bond 1 of 3”). The power level range from 0 to 999.
The suggested power level of 300 is an arbitrary starting point for new applications. Applications vary
extensively and may require a substantial deviation for the suggested level.
The Ultrasonic Power Supply (PCB#10345) is equipped with two user selectable power levels. If the
jumper (E1) is in the Low position (pins 2 & 3) the power output is 0 to 2 watts, and the High position (pins
1 & 2), the power output is 0 to 4½ watts.
Recommendation: Set the bond force to an appropriate level for the specific wire size intended for
bonding. Adjust the POWER and TIME settings of the 747677E to accomplish visually correct wire bonds.
Now evaluate the current ultrasonic levels based on pull-test results and make adjustments accordingly.
NOTE: The bonds are more responsive to a power level increase than to a time increase. A change in
time is a gentler way to affect the bond. For a thermocompression bond, set the power to zero.
ULTRASONIC TIME
Specify the ultrasonic time, in milliseconds, for a specific bond. The bond number will be displayed in the
upper right portion of the display (example: “Bond 1 of 3”). The suggested time is “30ms” and is an
arbitrary starting point for new applications. Applications vary extensively and may require a substantial
deviation from the suggested level. See the above recommendation in the Ultrasonic Power section.
FORCE
Select either the “HIGH” force or the “LOW” force for the specified bond. Use the UP/DOWN switch to
change the current setting. The operator may specify the high or low force setting for each and every
bond within a wire.
NOTE: If the Dual Force option has not been selected in the Machine Settings sequence, then this
“Force High/Low” option will not appear, and the “HIGH” force setting will be used for all wire bonds in all
buffers. Remember this menu is only for selecting one of two pre-set force levels to be applied to a given
wire bond. The number of grams for each of the two force levels is adjusted in the Machine Settings
sequence, and cannot vary from buffer to buffer.
LOOP HEIGHT
Use this function to specify the height at which an audible beep will occur. This beep is designed to
assist the operator in producing consistent loop heights. The loop height does not affect any mechanical
functions. The equivalent distance in microns is displayed in parentheses. Enter zero to disable the beep.
The 747677E automatically rounds the entry to the nearest multiple of five mils, but a nonzero number is
never rounded to zero.
WEST•BOND MODEL 747677E SERIES INSTRUCTION MANUAL
Page 24
PROGRAMMING
DROP BEFORE CLAMP (45 Tool Only)
Use this function to specify the distance below the apex of the tool path at which the clamps should close
on the wire. After completing the first bond the clamps will be open allowing the operator to travel upward
and back. Once the operator has obtained the crest of the loop and reverses direction, beginning the
downward descent to the second bond site, the 747677E will automatically close the clamps at a
specified number of mils below the crest of the tool motion. Enter zero to keep the clamp open. The
747677E automatically rounds the entry to the nearest multiple of five mils, but a nonzero number is
never rounded to zero.
WIRE PULL
This option allows the operator to increase or decrease the distance the clamp blades pull back to break
the wire after the terminating bond. The suggested setting, 34 for 45 and 24 for 90, is displayed on the
menu. The numerical selection defines the number of motor steps. This operation is not used for the
7700E model. Each motor step is equal to 0.000221”(5.61m). To increase the clamp pull stroke,
increase the “wire pull” number. Excessive wire pull may cause the wire to become unthreaded.
WIRE TAIL
This option allows the operator to increase or decrease the length of the tail: meaning the wire length
offered for view prior to performing the first bond. The suggested setting of 28 for the 45 and 18 for the
90 is displayed on the menu.
For the ball bond head this setting determines how much wire is presented to the EFO-wand for flame off.
The numerical selection defines the number of motor steps. Each motor step is equal to
0.000221”(5.61m). To increase the tail length, increase the “wire tail” number.
DUAL FORCE
This option allows the operator to select the “DUAL FORCE” feature “ON” or “OFF”. When the “OFF”
selection has been made, the “CALIBRATE FORCE (LOW)” menu will not be displayed and the higher
specified force will be applied to all wire bonds. The factory setting is “ON”. To change the setting of this
option simply press the UP/DOWN button.
If Dual Force is “ON” the low force will be suggested for the first bond and the high force will be
suggested for the consecutive bonds. These are suggestions only. Thus low force or high force may be
specified for any bond in any order.
CALIBRATE FORCE (High)
This option allows the operator to calibrate the “Force” setting by simply
adjusting the force adjustment knob. This black plastic knob is
located directly to the right of the tooling head. To increase the bond
force turn the knob counter-clockwise. To decrease the bond force turn
the knob clockwise. Measure the force by placing a gram gauge just in
front of the bond tool and lift until the machine beeps. Repeat to verify
force is correct.
NOTE: A change in the “HIGH FORCE” setting will also change the
low force setting.
WEST•BOND MODEL 747677E SERIES INSTRUCTION MANUAL
Page 25
PROGRAMMING
CALIBRATE FORCE (Low)
This screen will only be displayed if the operator has
selected the “DUAL FORCE” option. Having selected
“ON” for the “DUAL FORCE” option, the operator is
allowed to calibrate the low force setting while at this
menu.
The operator should expect to hear the air cylinder
activate when entering this menu. The air cylinder will
deactivate when leaving this menu. REMINDER: This
menu is for calibrating or establishing the “LOW
FORCE” setting.
To adjust the low force setting, loosen the knurled lock
nut and turn the adjustment knob located behind
the high force adjustment. When viewed from the rear of the bonder, counter-clockwise adjustments will
reduce the bonding force. Use a gram gauge to measure the force.
BALL FAULT (Ball Bond Only)
This feature checks the discharge of the EFO wand versus internal threshold settings. If the threshold is
either exceeded or not met then the system will alert the operator giving them a ball fault message. At this
time the operator can either fix or ignore the message depending on the balls statis.
BEEP ON CONTACT
The audible beep indicator during bonding may be silenced by setting this feature to “OFF”. The
suggested setting is “ON”.
The “OFF” selection will not terminate beeper operation for loop height indication or during the feed stroke
after the last wire bond. Loop height indication can be disabled separately.
SECURITY BOND (7700E Only)
This option when ON will add an additional bond after the termination bond of the Ball-Wedge bond. This
bond, security ball, is placed on top of the termination bond to add additional strength to the wire bond.
Turning this feature ON will enable the following three menus.
ULTRASONIC POWER (SECURITY BOND)
Specify the ultrasonic power level for the security bond in this menu. The power level range from
0 to 999. The suggested power level of 300 is an arbitrary starting point for new applications.
Applications vary extensively and may require a substantial deviation for the suggested level.
ULTRASONIC TIME (SECURITY BOND)
Specify the ultrasonic time, in milliseconds, for the security bond. The suggested time is “30ms”
and is an arbitrary starting point for new applications. Applications vary extensively and may
require a substantial deviation from the suggested level. See the above recommendation in the
Ultrasonic Power section.
FORCE (SECURITY BOND)
Select either the “HIGH” force or the “LOW” force for the security bond. Use the UP/DOWN
switch to change the current setting.
NOTE: If the Dual Force option has not been selected in the Machine Settings sequence, then
this “Force High/Low” will default to the “HIGH” force setting
WEST•BOND MODEL 747677E SERIES INSTRUCTION MANUAL
Page 26
PROGRAMMING
BOND COUNTER
The first menu setting for the Bond Counter is just an ON / OFF selection. Selecting ON will show the
Bond Count on the Home Menu screen and will also enable the next two menu items. If OFF is selected
the machine will still count the number of bonds that the machine has made but will not display any of this
information to the operator, and the following two menus will be skipped going directly to Ultrasonic
Power During Feed
RESET BOND COUNTER
Using the UP / DOWN Switch will either clear the current Bond Count to Zero (UP) or reset the Bond
Count to what is was when entering this menu (DOWN). If the operator leaves this menu after resetting
the number to Zero, then the DOWN switch will no longer recover the count.
BOND COUNTER LIMIT
The Bond Counter Limit will allow the operator to set a maximum number of bonds that a tool can make
before the machine gives a warning the tool has exceeded it life and should be replaced. The Maximum
Bond Count is 30,000 bonds and is settable in increments of 500.
ULTRASONIC POWER DURING FEED
The entered number controls the amount of ultrasonic energy applied through the tool during the feeding
or threading of the wire. This ultrasonic energy is critical in assisting vertical feed bonding tools. The 45
tools usually do not benefit from ultrasonics during feed. The 747677E will suggest “0” for a 45 feed tool
and “200” for a 90 feed tool and ball bond.
SELF THREAD (45 Tool Only)
A specially designed bonding tool is required to utilize this feature (consult the factory). Refer to below for
detailed directions on threading the special bonding tool. The 747677E “THREAD / TORCH” switch will
perform the following sequence if this feature has been selected “ON”.
1. Press CLAMP switch to THREAD. Clamp opens and pull back.
2. Press CLAMP switch to TORCH. Clamp closes and pull back farther.
3. Press CLAMP switch to TORCH. Clamp moves forward to Home position.
Utilizing this feature will require some technique development by the operator. Follow the instructions
below closely. Please feel free to contact your WESTBOND representative or the factory regarding any
difficulties. The suggested setting is “OFF” if you are not sure whether a self-threading tool is installed. To
change the selection of this feature, press the ENTER button.
MODEL / SOFTWARE REVISION LEVEL DISPLAY
The software version along with model number and release date will be displayed here.
SET CLAMP HOME
Power off the machine. Press and HOLD the EDIT switch. Power the machine back-up. Use the
UP/DOWN switch to set clamp home position to desired clamp position.
When the message displayed states that the A Motor is at the home position, verify that the 45º clamps
are not touching the bond tool.
NOTE: If clamps home position is set to Zero then the machine will have no tail inching control in the
forward direction.
Default Values are as follows:
45° 16
90° 30
Ball Bond not available for user change.

WEST•BOND MODEL 747677E SERIES INSTRUCTION MANUAL
Page 27
PROGRAMMING
CHANGE MACHINE MODEL
Power off the machine. Press and HOLD the UP/DOWN switch in the DOWN position. Power the
machine back up. Use the UP/DOWN switch to select the model. Press the EDIT switch to accept the
model change.

WEST•BOND MODEL 747677E SERIES INSTRUCTION MANUAL
Page 28
TROUBLESHOOTING
Poor Bond Quality
The following are possible causes for poor bond quality. Poor bond quality could mean either a bond
does not meet visual criteria, does not adhere to bonding surface, or produce unacceptable bond pull
tests.
There are six key areas where the problem may be found causing poor bond quality.
1. Tool
a. Position
b. Clamping Force, Set Screw Torque
c. Characteristics / Geometry of Tool / Condition of Tool
d. Condition of Bonding Surface
e. Bonding Surface Area
2. Work holder
a. Temperature / Stability
b. Heat Transfer
c. Rigidity
d. Environment
e. Positioning Accuracy
3. Wire
a. Size
b. Type
c. Breaking Load
d. Elongation
e. Age / Condition / Quality
f. Uniformity / Twist / Curl
4. Bonded Wire
a. Wire / Tool Interface
b. Optimized Bonding Schedule
c. Location
d. Wire Curl
e. Intermetallics
f. Time / Temperature Environment
g. Bond Interface Condition
h. Ergonomics
5. Bonding Surface
a. Metal Purity
b. Metal Uniformity
c. Metal Thickness
d. Surface Contamination
e. Surface Texture
f. Metal Bondability, Initial and after Time/Temp.
6. Bonder
a. Mechanical / Electrical Calibration of Machine
b. Optimized Bonding Schedule
i. Ultrasonic Energy
ii. Ultrasonic Time
iii. Bond Pressure
iv. Temperature
c. Operator Skill
d. Ergonomics
WEST•BOND MODEL 747677E SERIES INSTRUCTION MANUAL
Page 29
TROUBLESHOOTING
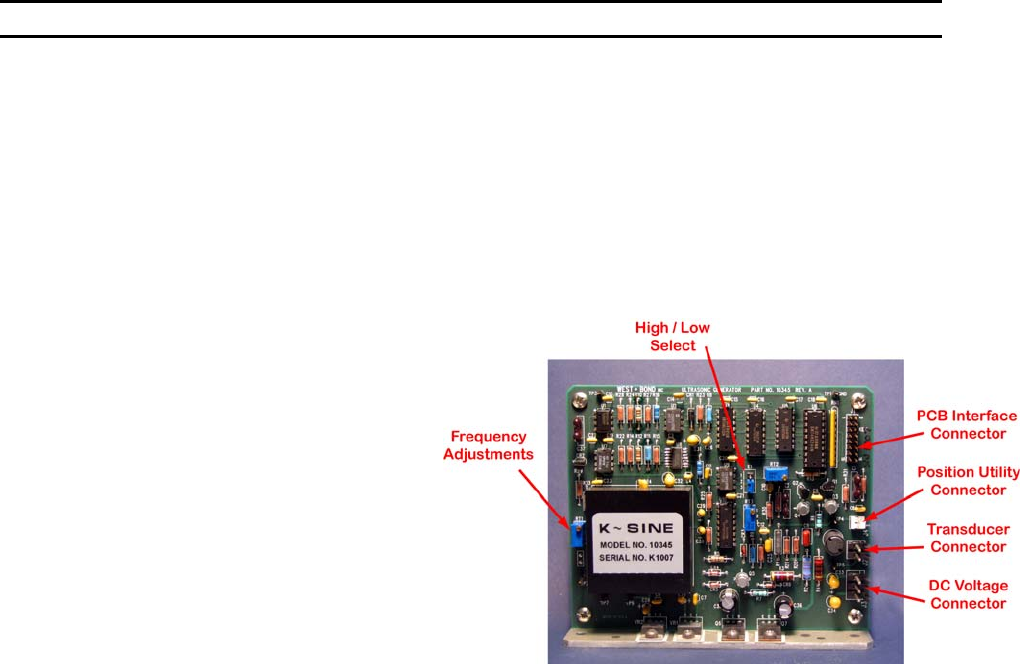
Ultrasonic Board (P/N A-10345)
IN-MACHINE CALIBRATION
1. Equipment required:
1.1 An oscilloscope.
1.2 A multi-meter (true RMS voltages up to 100 KHz).
1.3 20 Ohm resistor, 5 Watt minimum.
* All following measurements are made with respect to circuit common TP1*
2. DC voltage verification:
2.1 Turn on bonder main power and leave it idle at home.
2.2 Using DC volt meter, verify the DC
voltages as follows:
At J3 pin 1 for -15 VDC
At J3 pin 3 for +15 VDC
At TP6 for -5 VDC
At TP7 for +5 VDC
At TP3 for -1.2 VDC
At TP5 for 0 VDC
3. Oscillator calibration:
3.1 Disconnect transducer at connector
J2.
3.2 Connect the oscilloscope probe to
TP2.
3.3 Verify that the signal is a 5V square
wave.
3.4 Adjust potentiometer RT1 till the scope reads about 63.5 KHz (15.75uS).
4. Output voltage calibration:
4.1 Connect a 20 Ohm, 5 Watt resistor across pin 1 and pin 2 of connector J2. Take care not to short
across 2 pins.
4.2 Connect AC volt meter and oscilloscope probes to TP5.
4.3 Connect jumper E1 pin1 to pin 2 (high power output).
4.4 Remove PCB Interface (J1)
4.5 Connect a jumper wire from J1-pin1 to TP7 (5vdc)
4.6 Verify that the meter reads .038 Vrms (0.100 Vp-p) and scope shows a clean sine wave.
4.7 Adjust RT4 to obtain the reading
4.8 Remove jumper and reconnect J1
4.9 Program selected channel to have bond power 999 (full power) and bond time 999 (999mS).
4.10 While trigger the selected channel, verify that the meter reads 8 Vrms (22.63Vp-p) and scope
shows a clean sine wave. Adjust RT2 to obtain the reading.
4.11 Connect jumper E1 pin 2 to pin 3 (low power output).
4.12 While trigger the selected channel, verify that the meter reads 4.5 Vrms (12.73Vp-p). Adjust RT3
to obtain the reading.
5. Final check:
5.1 Remove 20 Ohm resistor at connector J2 and connect machine transducer to it.
5.2 Return jumper E1 pin connections to original position.
5.3 Connect Oscilloscope to TP5 and trigger ultrasonics and verify frequency of <65KHz.
5.4 Remove all test leads.
5.5 Press the machine reset switch or recycle machine main power, verify that there is no error
message from the machine.
WEST•BOND MODEL 747677E SERIES INSTRUCTION MANUAL
Page 30
TROUBLESHOOTING
Typically, bonding problems are related to incorrect parameter selection. If you are experiencing any
difficulties please contact the WESTBOND customer service department for immediate and personal
assistance. The customer service technician will then have the opportunity to ask questions that will
identify the required solution. Please have Machine Model and Serial Numbers available.
In the event that service is desired, contact the WESTBOND sales or service departments. Do not
return the 747677E without first contacting WESTBOND for packing and shipping instructions. A
shipment will not be accepted unless it has been authorized.
Use the section below to maintain a service record for your 747677E.
DATE PROBLEM SOLUTION TECHNICIAN
The 747677E software performs diagnostic tests of the hardware, software, and stored data and will
prompt the operator if there is a problem.
WEST•BOND MODEL 747677E SERIES INSTRUCTION MANUAL
Page 31
TOOL ASSEMBLY CONVERSION
Clamp Assembly Change
The Model 747677E Series offers the ability to wire bond with the 45 degree wire feed tool assembly or
the Deep Access wire feed tool assembly. The conversion process from one tool assembly to another
should take approximately 5 minutes. Please review the following instructions to insure proper execution
of the exchange on our Model 747677E Series wire bonder.
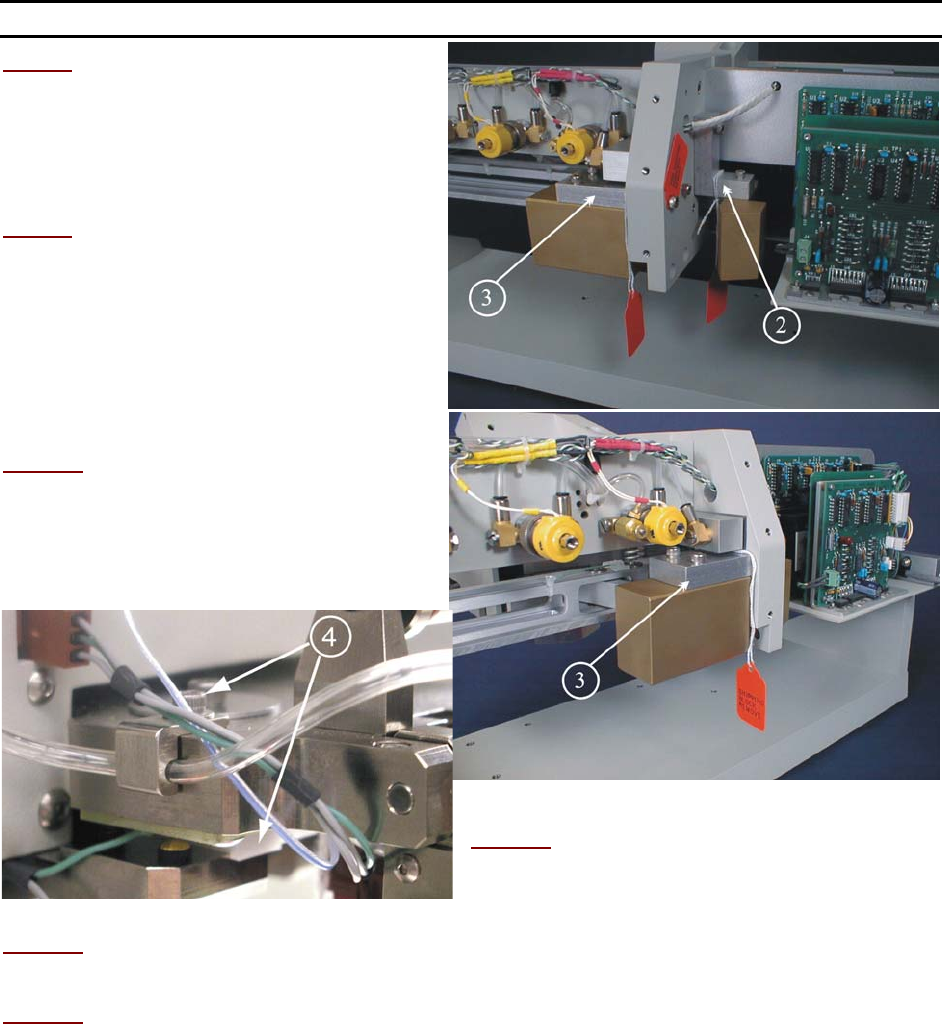
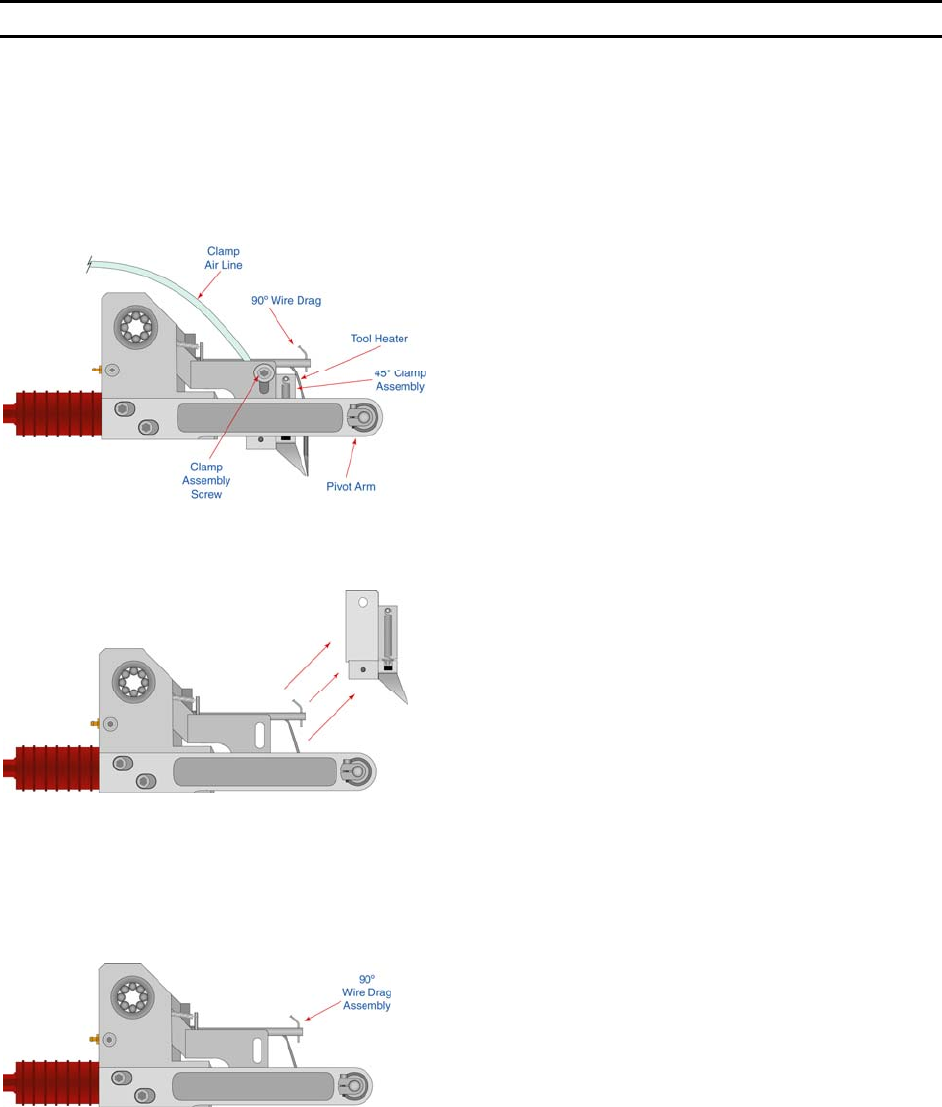
1) Remove the bonding tool.
Disconnect the Clamp Air Line from
the front cover panel and the small
clamp securing the hose to the side
of the head assembly. (Enter the
Edit Sequence so that the machine
will not fire ultrasonics when the
head is being moved around).
2) Holding the Tooling Head remove
the clamp release screw and
remove head assembly.
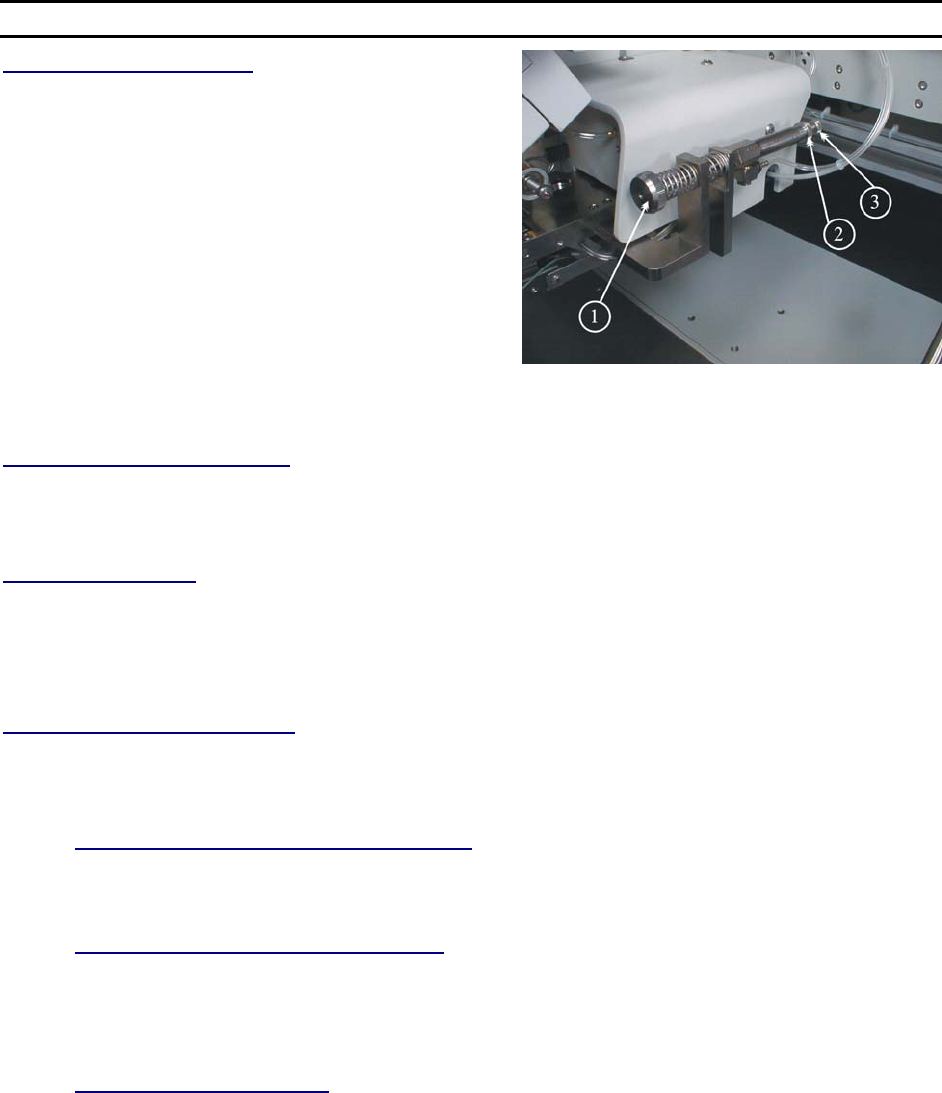
3) If not already done, Insert the Wire
Drag Assembly. Position the wire
drag tube so that it lines up
front/back and left/right with the
transducer hole for the bonding
tool.
WEST•BOND MODEL 747677E SERIES INSTRUCTION MANUAL
Page 32
TOOL ASSEMBLY CONVERSION
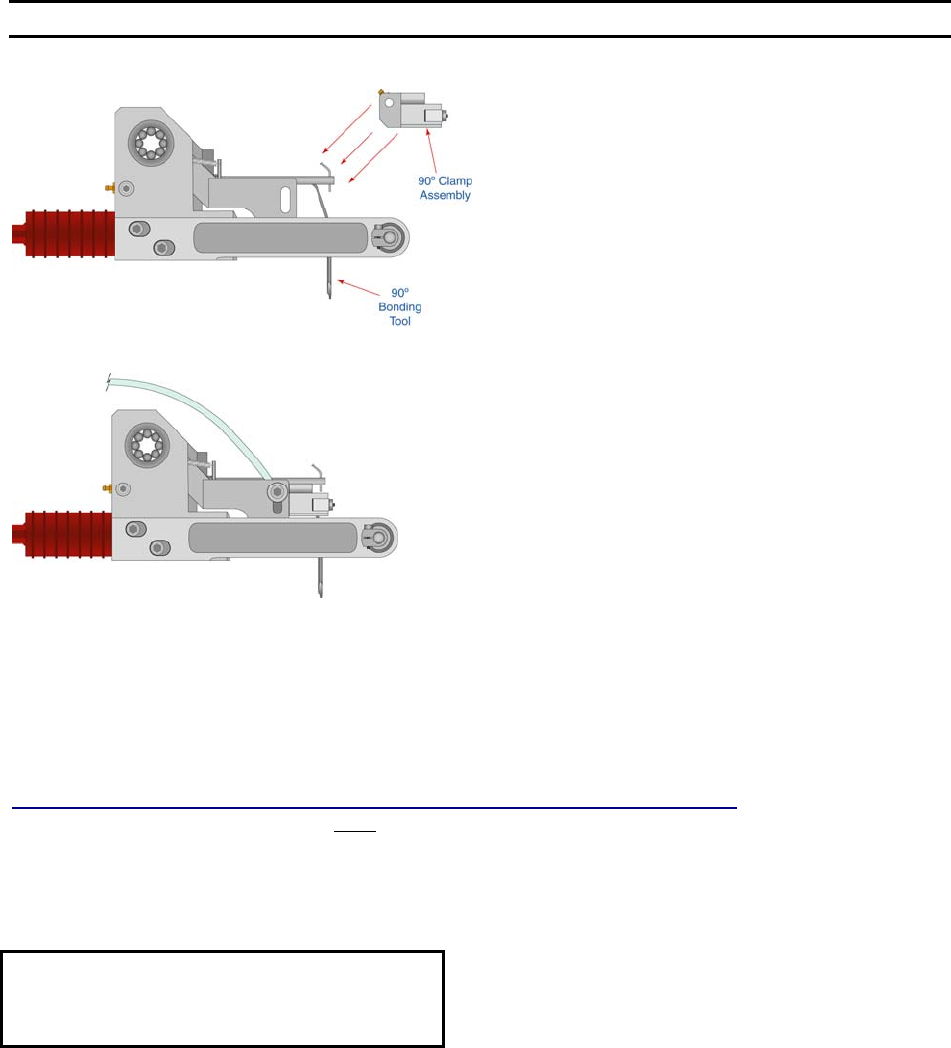
4) Insert the 90 Tooling head into the
location the 45 was just removed from.
Insert the Clamp Screw to secure
Tooling Head. Align the clamp assembly
so that the top surface of the clamps are
flush with the top of the mounting
surface. Tighten the Clamp Screw.
5) Connect the Clamp Air Line to the front
cover. reinstall the air hose clamp to the
side of the tooling head leaving a little
loop between the hose clamp and the
clamp assembly. Verify the Alignment
and actuation of the Tooling Head is
correct for proper bonding.
6) Change Model Number for the selected
clamp assembly. (see below)
Reverse Steps in order to re-install the other 45 Tooling Head on the 7476E.
A) The Clamp Home position does NOT need to be used to set the 45 Tooling Head.
B) Position the new 45 Tooling Head so that the Top and Front sides are flush with the Clamp Screw
Block.
C) Press and hold down the Down switch when turning on the power. The following menu will be
displayed. Select the model that is intended for use using the UP/DOWN switch and press EDIT to
continue.
USE UP/DOWN SWITCH TO SELECT MODEL
->MODEL 7400E – Wedge Bonder
MODEL 7600E – Deep-Access Wedge Bonder
MODEL 7700E – Ball Bonder EDIT=Continue
Please do not hesitate to contact your local Sales/Service representative for assistance or call the
WESTBOND factory at (714)978-1551 and ask for the service department.
WESTBOND MODEL 747677E SERIES INSTRUCTION MANUAL
Page 32
TOOL ASSEMBLY CONVERSION
Wedge to Ball Bonder Tool Head Conversion
The 747677E also offers the ability to change the entire head assembly to covert the machine into a ball
bonder. The conversion process from one head assembly to another should take approximately 10
minutes. Please review the following instructions to insure proper execution of the exchange on our
747677E wire bonder.
1) Remove bonding tool, disconnect the air hose
and both connectors from the front panel cover.
Also remove the small clamp on the left side of
the head holding the air hose to the tool head
plate.
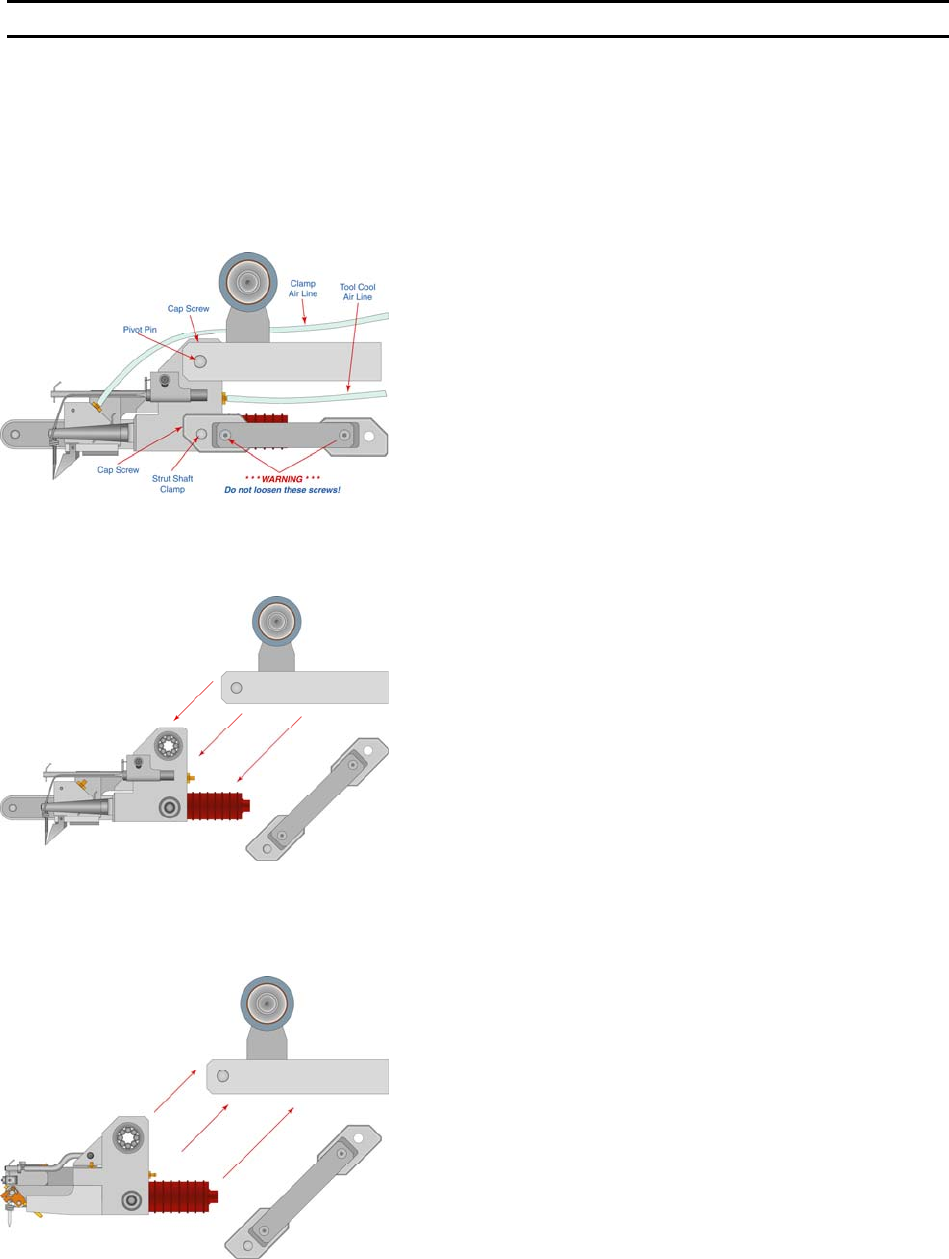
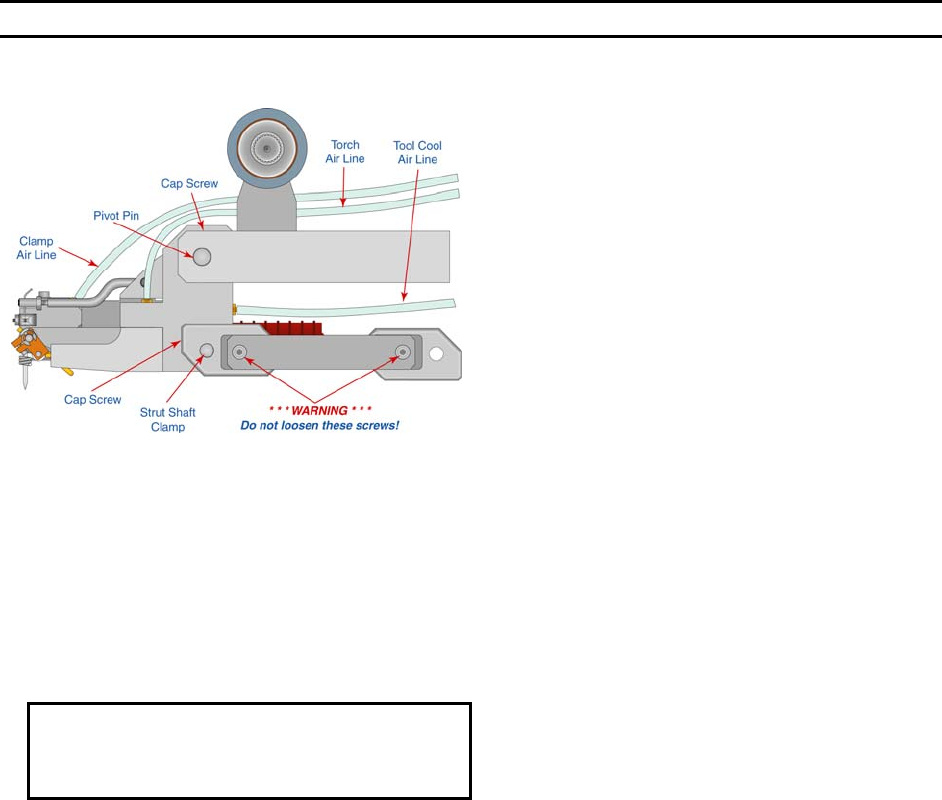
2) Disconnect the FORCE STRUT ARM from the head
assembly. The FORCE STRUT ARM is connected to
the head assembly with a Dutch Key Assembly to
the CLAMP, STRUT SHAFT (P/N 8086) on the right
side of the tooling head. To remove loosen the
cap screw on the front side of the Clamp and
push the pin (SHAFT, STRUT P/N 7952.001) inside
and then lower the FORCE STRUT ARM to a
relaxed position. Do not pull the FORCE STRUT
ARM excessively to the right. Excessive pull to
the right could induce drag against the tooling
head when reassembled. Do not loosen the two
button head screws, these are set at the factory
for head perpendicularity.
3) Maintain a secure grip of the tooling head and
loosen the CAP SCREW securing the pivot pin
located on the top right hand side to the tooling
head. This CAP SCREW need only be loosened
sufficiently to allow the PIVOT PIN to slide to the
right. Once the PIVOT PIN been releases and
slides to the right the tooling head will be free and
may be removed. Do Not remove the CAP SCREW
or PIVOT PIN. It is not necessary to remove the
CAP SCREW and PIVOT PIN from the tooling head
in order to remove the tooling head. As you drop
the head away from the machine disconnect the
TOOL COOL air hose attached at the rear of the
head.
4) Reattach the TOOL COOL to the back of the BALL
BOND HEAD and gently maneuver the BALL BOND
HEAD assembly between the fixed and loose
PIVOT PINS. Using two Allen wrenches push the
loose PIVOT PIN with one wrench and then tighten
the CAP SCREW with the other. There should be
no side-to-side play of the head assembly.
WESTBOND MODEL 747677E SERIES INSTRUCTION MANUAL
Page 33
TOOL HEAD CONVERSION
5) Bring the FORCE STRUT ARM up and slide
the STRUT SHAFT through the mounting hole
and clamp the shaft by tightening the Dutch
Key. Locate the air lines for the clamps and
the torch and connect them to their
respective hose barbs on the front panel.
Plug in each of the connectors (3 total) into
the sockets on the front panel. Finally,
change the machine model number as
described below.
Change Model Number of Machine
Press and hold down the Down switch when turning on the power. The following menu will be
displayed. Select the model that is intended for use using the UP/DOWN switch and press EDIT
to continue.
USE UP/DOWN SWITCH TO SELECT MODEL
MODEL 7400E – Wedge Bonder
MODEL 7600E – Deep-Access Wedge Bonder
->MODEL 7700E – Ball Bonder EDIT=Continue
Please do not hesitate to contact your local Sales/Service representative for assistance or call the
WESTBOND factory at (714)978-1551 and ask for the service department.
WESTBOND MODEL 747677E SERIES INSTRUCTION MANUAL
Page 34
TOOL ASSEMBLY CONVERSION
Clamp Adjustment
Tools required setting 45 Clamp
Blades:
1. Small Mirror (single surface
mirror preferred)
2. 0.028” Allen wrench
3. 5/64” Allen wrench
4. 3/32” Allen wrench
5. Bond Tool (0.750”
Length)
6. Bonding wire
7. Work holder.
The following procedure is for setting the 45-degree clamp blades. When adjusted properly the clamps
will feed the wire through the bond tool straight, leaving the wire tail directly under the bond foot for all
subsequent bonds.
Press the EDIT button prior to making adjustments. This will keep the machine from looking at the firing
switch during adjustments.
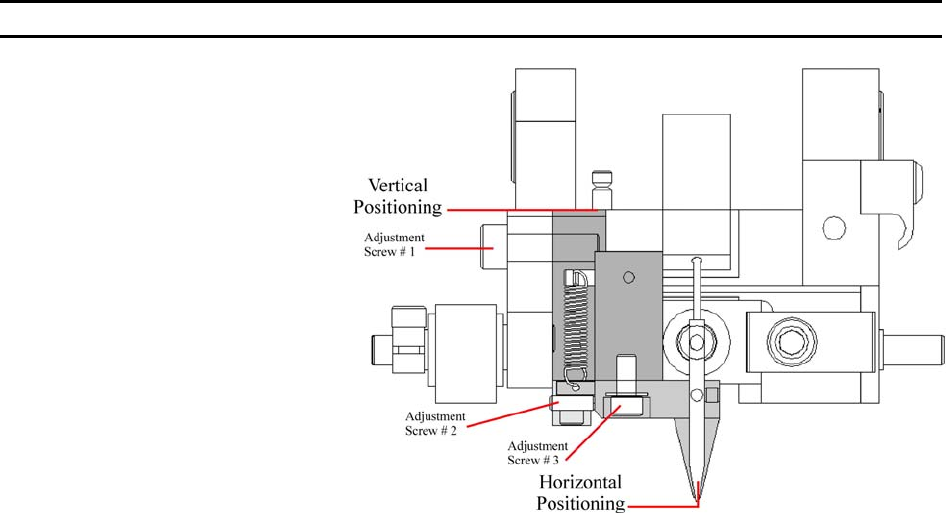
Vertical Positioning:
1. Using the 3/32” Allen wrench, loosen Adjustment Screw #1.
2. Position the Clamp Assembly so that the top of the assembly and the top of the tooling body are
flush. Run finger over to feel for elevation differences.
3. Tighten Adjustment Screw #1.
Install Bonding tool and wire.
Horizontal Positioning:
4. Using the 5/64” Allen wrench, loosen Adjustment Screw #3, and lightly tighten
5. Using the 0.028” Allen wrench, back Adjustment Screw #2 out (Do Not Remove)
6. Using the index finger of your right hand, push the lower clamp assembly to the left while holding
the entire head assembly with your left hand.
7. Place the mirror on the workholder, under the clamp assembly. Focus the microscope so the
back of tool and clamps are visible in the mirror.
8. Using Adjustment Screw #2, Push the lower clamp assembly to the right until the wire from
clamps to bond tool is straight.
9. Tighten Adjustment Screw #3.
Testing:
10. Keeping the work holder and mirror under the clamp assembly. Exit the EDIT Menu (ESC).
11. Looking through the microscope. Open and Close the clamps several times. Note any alignment
issues. (Repeat: Horizontal Positioning if there is a problem).
12. Again, looking through the microscope, attempt several feed cycles, noting are alignment
problems.
WESTBOND MODEL 747677E SERIES INSTRUCTION MANUAL
Page 35
SPARE PARTS
General Recommended Spare Parts for 747677E
Part No Description Manufacturer
Name Manufacturer
P/N Rec.
Spare
339.001 Pivot Bearing Shaft, 0.4300" Long 1
342 Bar, Tie, Manipulator 1
572.002 Bracket, Ball Joint (heavy duty) 1
573 Spring, Ball Joint 1
574 Shaft, Ball Joint 1
575 Plate, Ball Joint Backing 1
846 Nut, Wire Puller Tension 1
1200 Contact Pin 1
2057.003 Spring, Compression, 0.562" OD, 0.03"d, 1.250" Free;
0.75 Lb @ 0.75 in. Superior Springs 1
2363 Thumb Screw, No. 10-32 x 1.50" long 1
2431 Shaft, Tie Bar, .1247" O.D., .625" Long 2
3021 Heater, Radiant, Bond Tool, Without Ground Wire,
Used on "E" Series DeWeyl Tool Co., Inc. A-3021 1
3336 Spring, Compression, 0.010" Wire x 0.170" OD x
0.782" Free Length Superior Springs A-3336 1
3475.01 Gage, Bonding Tool (K~27-C) 0.625" Tool Length,
.456" 1
3475.013 Gage, Bonding Tool, .750" Tool Length, .580" 1
4129.001 PCB, Photocell Sensor Assembly (modified) K~Sine 4129.001 1
4187 PCB, Radiant Heater Control Assembly K~Sine 1
6307 Dual Force Cylinder Modification Clippard 3SSAR-1/2-ENP 1
6836 PCB, Photocell Sensor with LED Indicator Assembly K~Sine 1
6919 Torch Tip 1
6938 Radiant Heater Clamp 1
8461 PCB, Firing Switch Contact Assembly K~Sine K~8461 1
8749 PCB, Machine Control, "E" Series K~Sine 1
8750 PCB, CPU Assembly, "E" Series K~Sine 1
8846.001 Assembly, PCB 11568 DC-DC Converter & Motor
Driver, "E" Models K~Sine 8846.001 1
8850 Power Module Assembly, Model 7KE, 70PTE K~Sine 8850 1
9000 Xducer Assembly, Model K~24-EW, 63KHz K~Sine K~24-EW 1
9011 Piston, Clamp Blade, Model 4500E 1
9258 Wire Drag Tube, Model 7700D, 7600E 1
9303 Wire Drag Tube, Model 7400E 1
9744 PCB, Interconnector, Model 7476E K~Sine 1
9747 PCB, Interconnector, Model 7700E K~Sine 1
12217 Optical Encoder, with PCB Assembly Inter-connecter K~Sine 1
50003 Ball Thrust Bearing, 0.375" OD x 0.156" Shaft MPB S6A7B 2
50006 Ball Bearing, Shielded, Extended Inner Race, 1/8" ID x
1/4" OD New Hampshire Ball
Bearings
SSRI-418ZZEE
(ABEC 7) 2
WESTBOND MODEL 747677E SERIES INSTRUCTION MANUAL
Page 36
SPARE PARTS
Part
No Description Manufacturer
Name Manufacturer P/N Rec.
Spare
50007 Teflon Bearing, Plain, 3/16" ID x 1/4" Long PIC B14-3 1
50008 Ball Bearing, Flanged, Extended Inner, 1/8" ID x 1/4"
OD New Hampshire Ball
Bearings
SSRIF-418ZZEE (ABEC
7) 2
50009 Stepper Motor, 4 Phase, 1.8 Deg, 17 x 33 mm long Mycom PS443-01B 1
50015 Male Connector, 1/8" Tube to No 10-32 Thd, Quick
Disconnect Legris 3171-53-20 1
50033 Solenoid Valve, 12 VDC, 3 Way, Normally Closed Clippard EV-3-12 1
50035 Miniature Needle Valve Clippard MNV-1 1
50056 Pressure Regulating Valve, 5-100 psi Norgren R07-100-RNKA 1
50068 Ball Bearing, Flanged, Shielded, 3/16" ID x 1/2" OD New Hampshire Ball
Bearings SSRF3ZZRA7P25L01 2
50084 Sub-Miniature Hose Barb, #3-56 Thd to 1/16" ID
Hose, Nickel Plate Clippard 11750-2-ENP 1
50086 Spring, Extension, 0.012" Wire x 0.094" OD x 0.75"
Long Associated Spring Corp. E0094-012-0750S 1
50103 Ball Bearing, Flanged, 1/4" ID x 1/2" OD New Hampshire Ball
Bearings SSRIF814ZZRA7P25LO1 2
50106 Ball Bearing, Flanged, Extended Inner, 5/32" ID x
5/16" OD New Hampshire Ball
Bearings SSRF3ZZRA7P25LO1 1
50111 Ball Bearing, Shielded, Extended Inner, 1/8" ID x
5/16" OD New Hampshire Ball
Bearings SR2-5PPEE 2
50135 Spring, Compression, 0.020" Wire x 0.240" OD x 1/2"
Free Length Associated Spring Corp. C0240-020-0500S 1
50145 Spring, Extension, 0.016" Wire x 0.120" OD x 0.625"
Long Associated Spring Corp. E0120-016-0620S 1
50419 Potentiometer, 10 Turn, 0-50K Ohms Spectrol Electronics 534-1-1-503 1
50892 LCD Display, P/N: SSM44083-TS-BG-LY-12, with
HDR208SG15 Header Shelly Associates SSM44083-TS-BG-LY-12 1
54013 Switch, Toggle, Chrome Plated Round Handle (Mom-
Off-Mom) NKK M2018B2B1W01-RO 1
54014 Linear Bearing, 3mm Dia x 50mm L, Resin Cage, 11
Crossed Rollers, SS NB SVS3050-11Z-DS/CU-
SMI 2
54015 Linear Bearing, 3mm Dia x 75mm L, Resin Cage, 17
Crossed Rollers, SS NB SVS3075-17Z-DS/CU-
SMI 1

WESTBOND MODEL 747677E SERIES INSTRUCTION MANUAL
Page 37
WARRANTY
a. Seller warrants to the original Buyer that each new product manufactured by WESTBOND is free
from defects in material and workmanship. Seller’s liability hereunder shall be limited to the
replacement of any product manufactured by WESTBOND provided that the defective product is
returned within one year from date of invoice to the WESTBOND factory in Anaheim, California,
with transportation charges prepaid. Upon examination by WESTBOND, a product found
defective due to manufacture and not the result of abuse, unauthorized alteration or normal wear,
will be replaced. Seller makes no warranty concerning products or accessories not manufactured
by WESTBOND. However, Seller will give all reasonable assistance to Buyer in obtaining from
the respective manufacturer whatever adjustment is appropriate under the terms of that
manufacturer’s own warranty. No product may be returned to the factory without a Return Material
Authorization (RMA) number issued by authorized factory personnel.
b. This warranty is in lieu of all other warranties expressed or implied. WESTBOND expressly
disclaims any and all warranties of merchantability and fitness for a particular purpose. No
employee, agent or representative of Seller has any authority to obligate Seller beyond that
specifically included herein unless agreed to in writing by an authorized officer of Seller.
c. Seller assumes no liability or risk for any special, direct, indirect or consequential damage caused
by defective products manufactured by WESTBOND.
Rev. 4/99
Patent Information
This series machine is covered under the following patents:
5190206 Self-Thread Wedge Bond Tool
6164514 “E” Series – X-Y-Z Micromanipulator, orthogonal and independently locked axes.
WESTBOND INC.
1551 S. Harris Court
Anaheim, California 92806-5932
Web Site: www.westbond.com
E-mail: sales@westbond.com
Phone: (714)978-1551
Fax: (714)978-0431
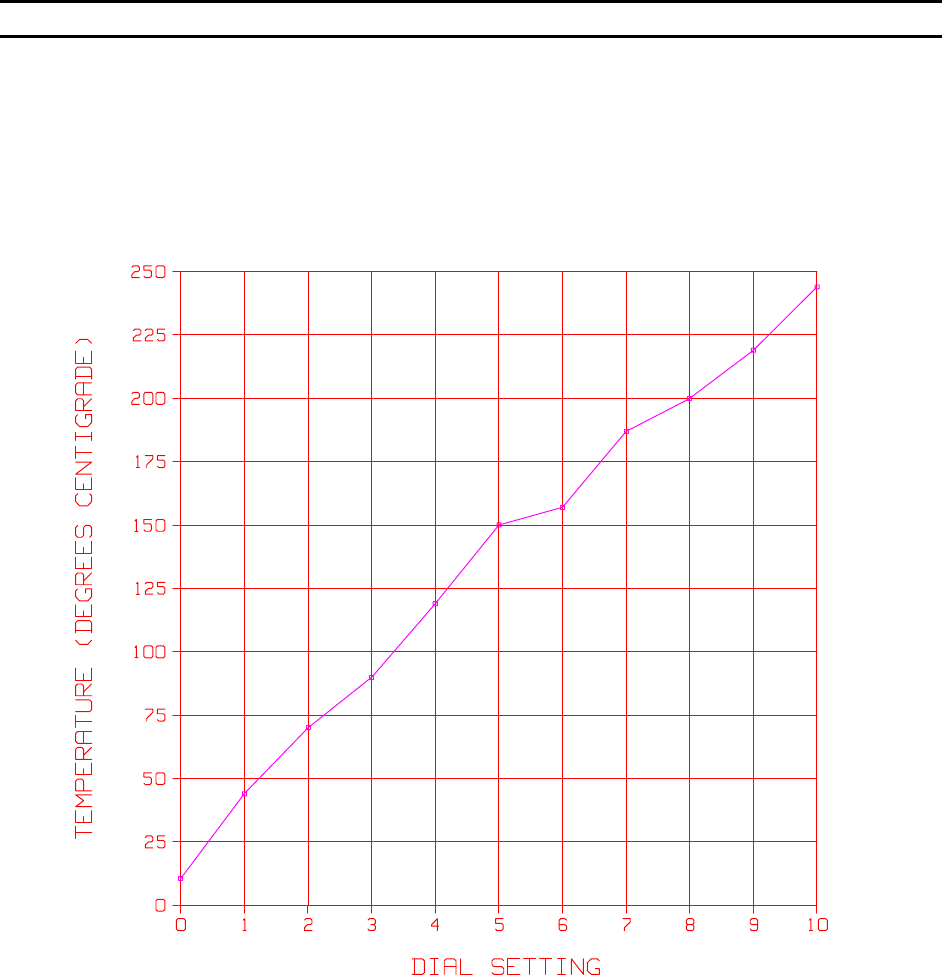
WESTBOND MODEL 747677E SERIES INSTRUCTION MANUAL
Page 38
TECHNICAL INFORMATION
Radiant Heater For Tool
This machine has been equipped with a radiant heater for the wedge bonding tool.
The heater temperature is adjusted by the potentiometer located on the right side of the front panel,
marked “Tool Heat”.
Model 7476E
2 ½ TURN, 0.750 TOOL LENGTH
NOTE: Temperatures may vary depending upon environment.
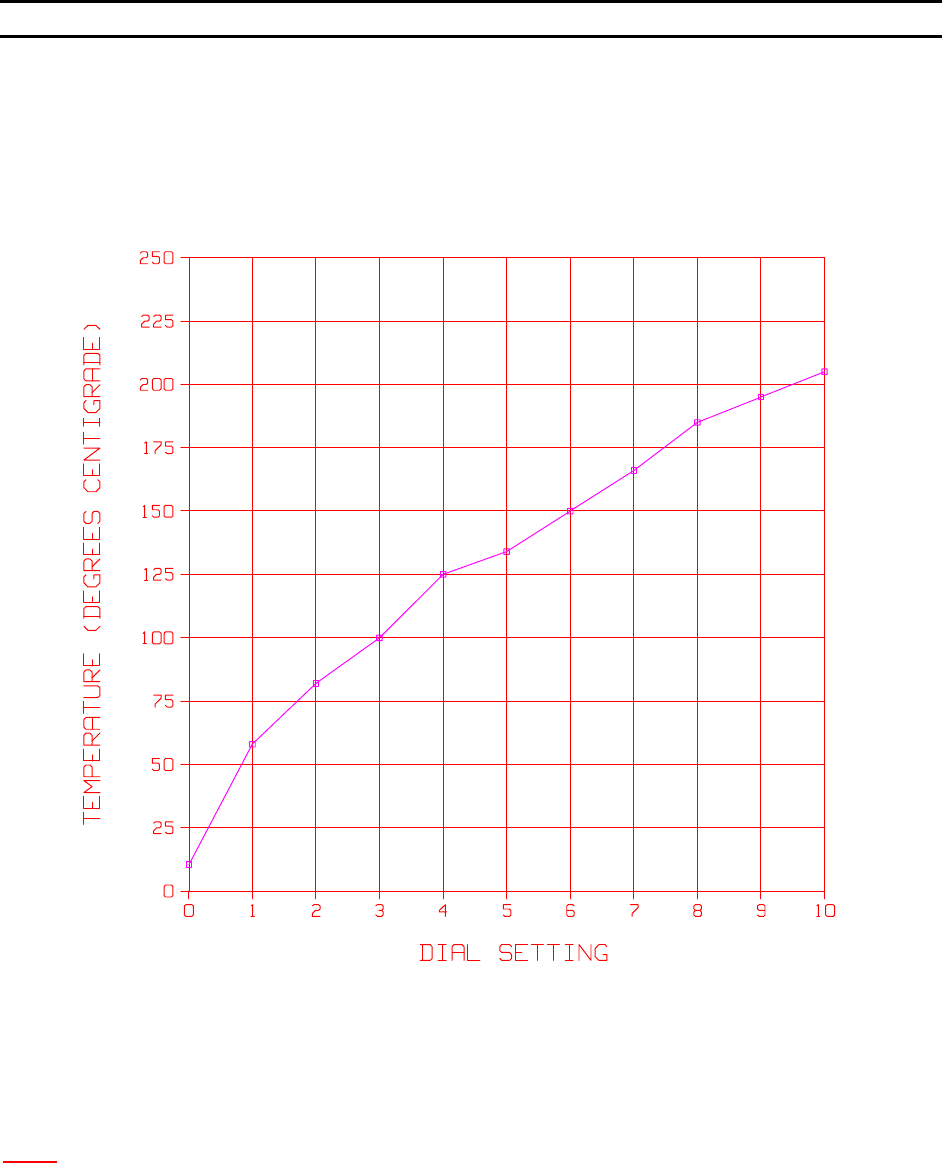
WESTBOND MODEL 747677E SERIES INSTRUCTION MANUAL
Page 39
TECHNICAL INFORMATION
Radiant Heater For Tool
This machine has been equipped with a radiant heater for the wedge bonding tool.
The heater temperature is adjusted by the potentiometer located on the right side of the front panel,
marked “Tool Heat”.
Model 7700E
2 ½ TURN, 0.625 TOOL LENGTH
NOTE: Temperatures may vary depending upon environment.
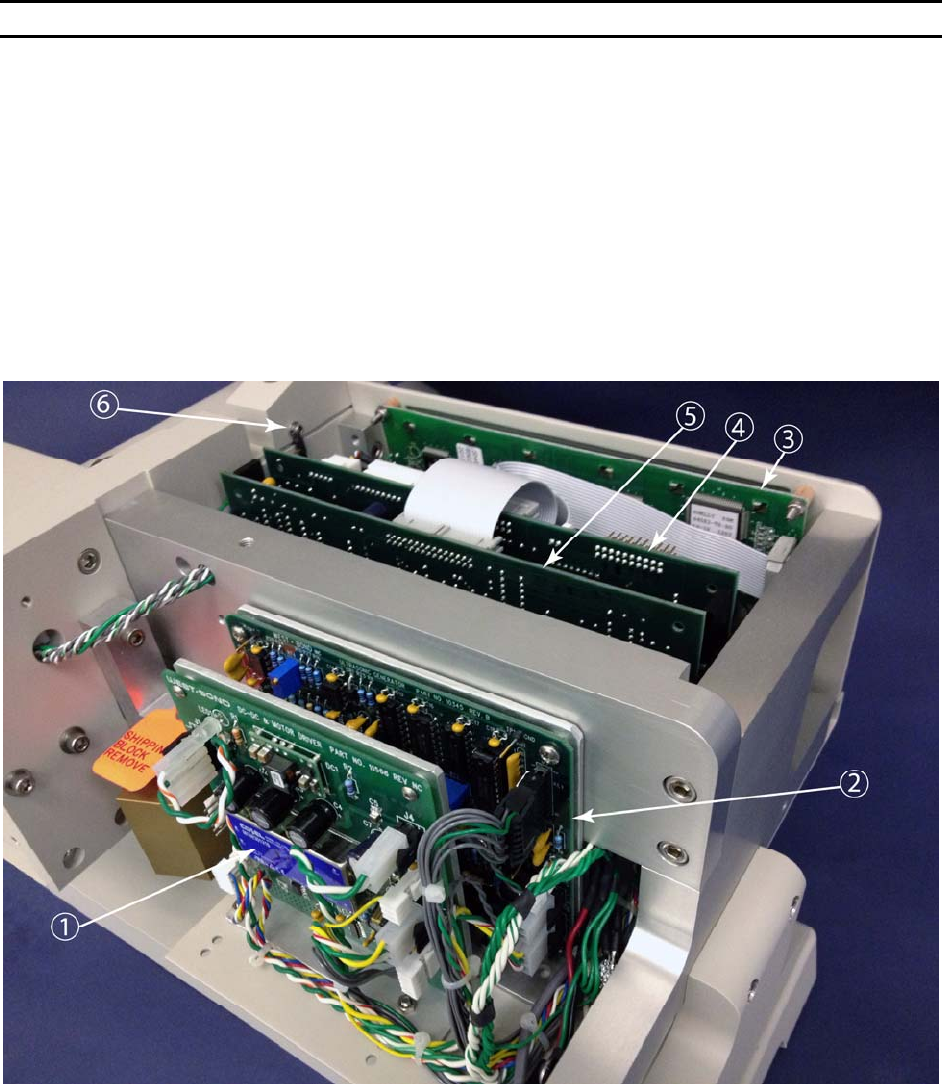
WESTBOND MODEL 747677E SERIES INSTRUCTION MANUAL
Page 40
SYSTEM DRAWINGS
PCB’s – Rear of Machine
1 PCB, 11568 Motor Driver / DC-DC Converter (order as 8846.001)
2 PCB, Ultrasonic Generator, Dual Channel, 4 Watts, Built-in Assembly P/N 10345
3 LCD Display, P/N: SSM44083-TS-BG-LY-12, with HDR208SG15 Header P/N 50892
4 PCB, Machine Control, "E" Series P/N 8749
5 PCB, CPU Assembly, "E" Series P/N 8750
6 Microscope Ground
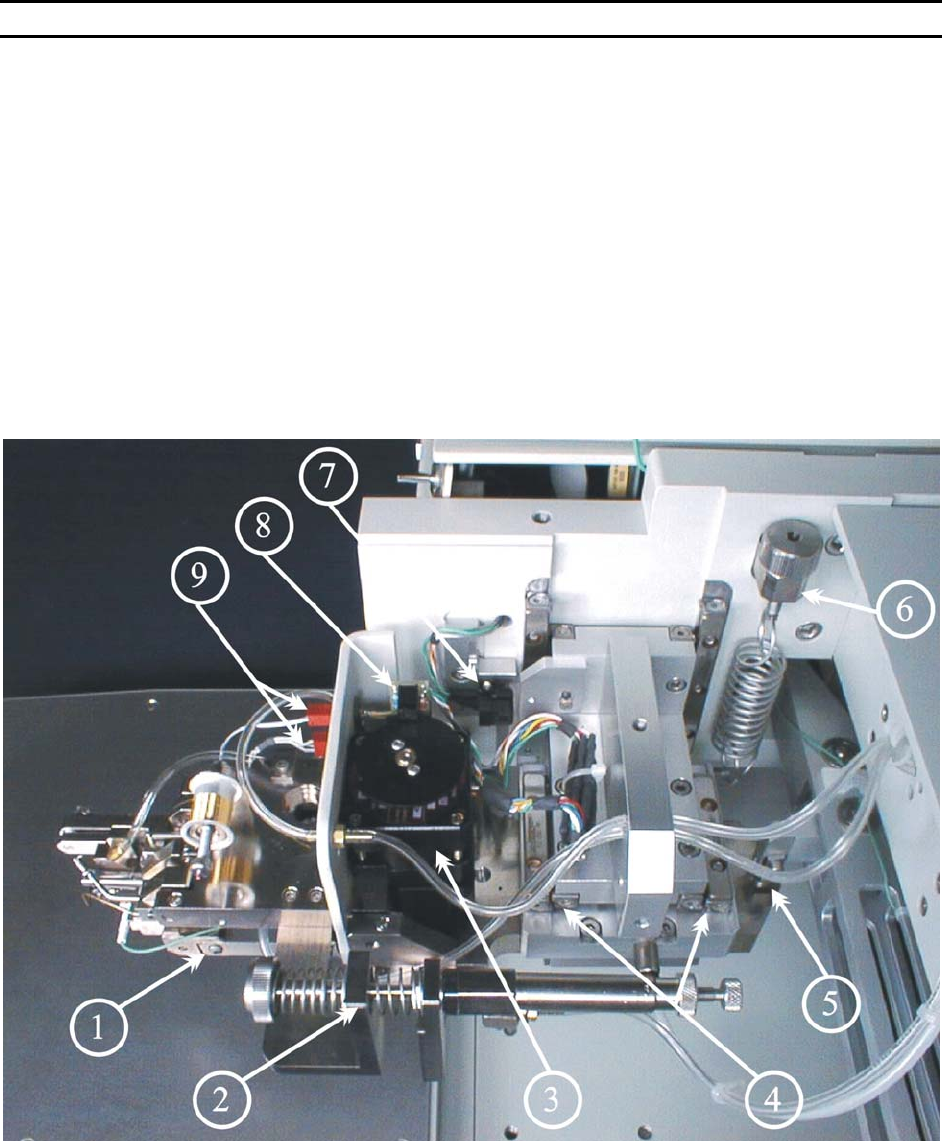
WESTBOND MODEL 747677E SERIES INSTRUCTION MANUAL
Page 41
SYSTEM DRAWINGS
A-Motor & Linear Bearing Assembly
1 Perpendicularity Adjustment Screw
2 Bond Force Adjustment
3 A-Motor
4 X-Y-Z Linear Bearing Assemblies
5 Ball Joint Assembly P/N 8255
6 Z – Counter Balance Assembly
7 Optical Encoder Module Assembly P/N 12217
8 Home Sensor – PCB, Photocell Sensor Assembly P/N 4129
9 Transducer and Radiant Heater Connections
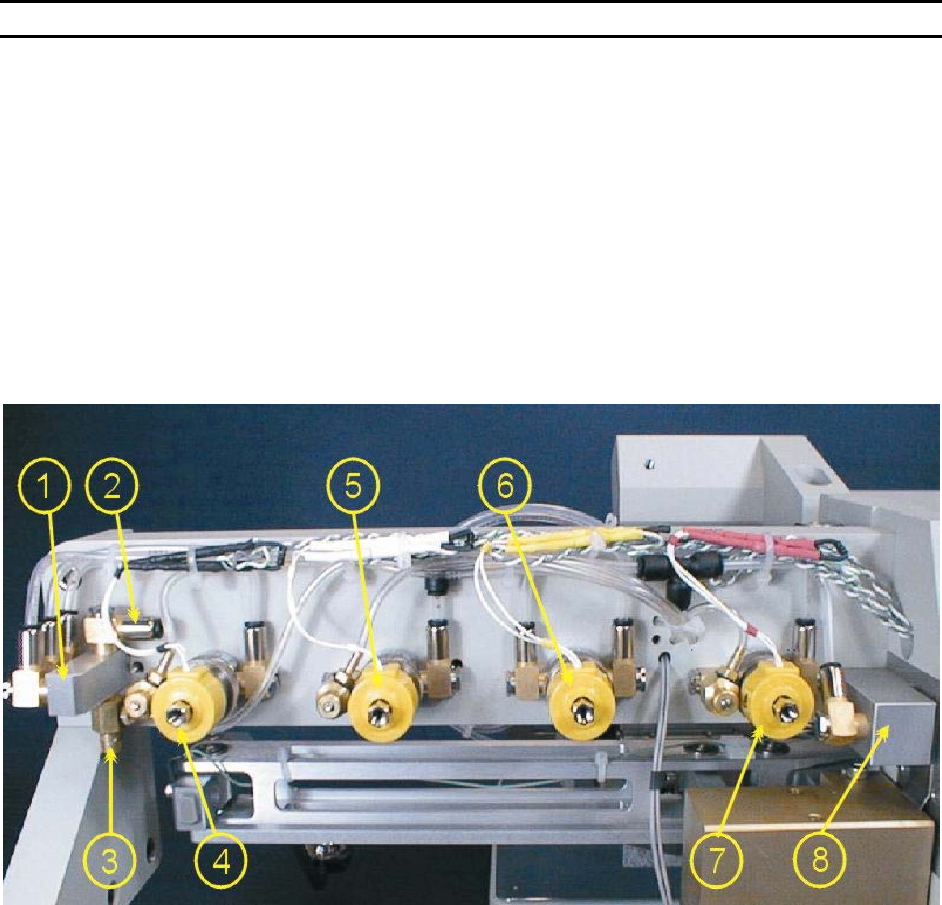
WESTBOND MODEL 747677E SERIES INSTRUCTION MANUAL
Page 42
SYSTEM DRAWINGS
Air System
1 Air Manifold
2 Air In
3 Tool Cool Needle Valve
4 Dual Force Solenoid - Solenoid Valve, 12 VDC, 3 Way, Normally Open P/N 50034
5 Torch (EFO) Solenoid - Solenoid Valve, 12 VDC, 3 Way, Normally Open P/N 50034
6 Air Brake Solenoid - Solenoid Valve, 12 VDC, 3 Way, Normally Open P/N 50034
7 Clamp Solenoid - Solenoid Valve, 12 VDC, 3 Way, Normally Open P/N 50034
8 Z-Brake Assembly
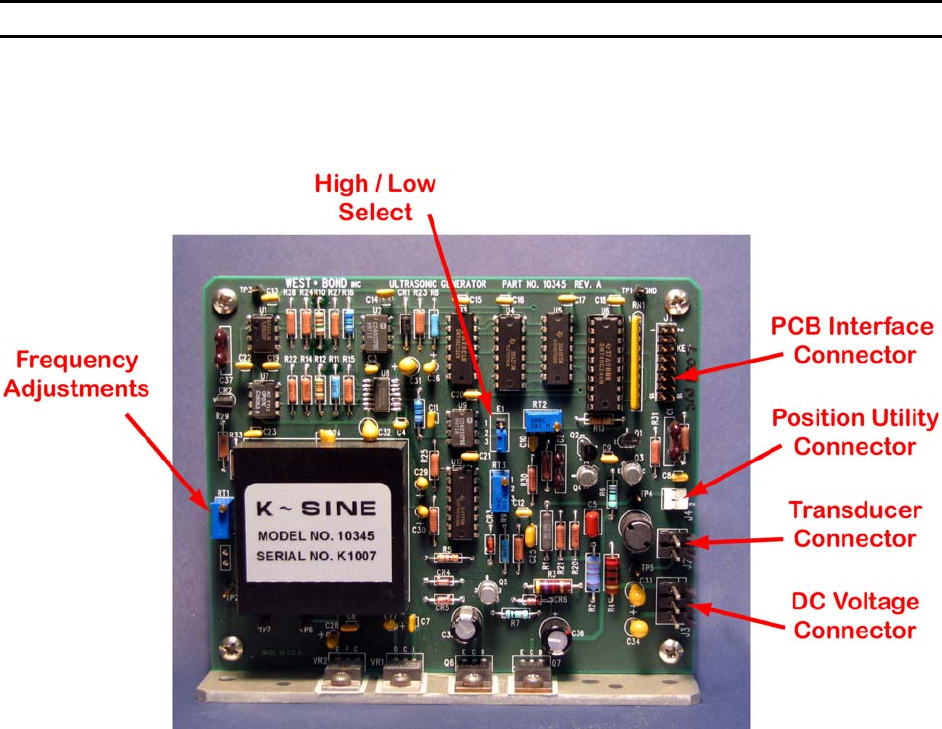
WESTBOND MODEL 747677E SERIES INSTRUCTION MANUAL
Page 43
SYSTEM DRAWINGS
Ultrasonic Power Supply
P/N 10345
WESTBOND MODEL 747677E SERIES INSTRUCTION MANUAL
Page 44
SCHEMATICS
THE FOLLOWING PAGES CONTAIN DRAWINGS
AND SCHEMATIC INFORMATION
FOR THE 747677E SERIES
Models 747677E use the following schematics:
CB-6836 Photo Sensor Circuit
CD-8749-1 Machine Control Circuit -
CD-8749-2 Machine Control Circuit -
CD-8749-3 Machine Control Circuit -
CD-8749-4 Machine Control Circuit -
CD-8749-5 Machine Control Circuit -
CB-8750-1 Microprocessor Circuit -
CB-8750-2 Microprocessor Circuit -
CB-8776 Motor Driver Circuit
CB-8777 DC-DC Converter
CB-8850 AC-DC Power Module
CB-8891 Electronic Torch Circuit
CB-8894 System Wiring Diagram
CB-10345 Ultrasonic Generator
