GENERAL VALVE Twin Seal Plug IOM Korean
User Manual: GENERAL VALVE Twin Seal Plug Valve IOM - Korean Resource Library
Open the PDF directly: View PDF ![]() .
.
Page Count: 28
PROCESS VALVE
설치, 작동 및 정비 설명서 GENERAL TWIN SEAL / IOM-GEN-TWIN-02-KO
GENERAL VALVEⓇ
설치, 작동 및 정비 설명서
GENERAL
TWIN SEAL
PROCESS VALVE
설치, 작동 및 정비 설명서 GENERAL TWIN SEAL / IOM-GEN-TWIN-02-KO
목차
Twin Seal Valve
설치 1
작동 2
400, 800, 900 시리즈
일체형 부싱/고정 링 마개 3
일체형 부싱/볼트형 마개 3
부싱/단일 마개 4
부싱/이중 마개 4
베어링/이중 차압 5
베어링/내부 및 외부 고정 6
베어링/두 마개로 내부 고정 6
8800 시리즈 7
작동기
모델 375H 8
모델 500H 및 625H 9
모델 376G 및 501G 10
모델 625G, 751G, 755G 12
모델 1261G 및 1261-7G 14
모델 1276G 16
모델 1500G 18
블리드
DTR 시스템 설명 20
기타
작동 및 정비 22
부품 22
© Cameron’s Valves & Measurement Group 12/2010 - IOM-GEN-TWIN-02
Rev. 2 12/2010
1
PROCESS VALVE
설치, 작동 및 정비 설명서 GENERAL TWIN SEAL / IOM-GEN-TWIN-02-KO
설치
방향
General Twin Seal 밸브는 모든 방향으로 설치할 수
있습니다.
유동 방향
General Twin Seal 디자인은 대칭형입니다.
유동 방향과 관계 없이 플러그의 양면에서 유체를 동일
하게 차단합니다.
주의: 20/21 페이지에 설명된 열 팽창 조절(DTR, Differential Ther-
mal Relief)을 사용하면 원하는 유동 방향을 얻을 수 있습니다.
수리 공간
원활한 수리를 위해 하부 판을 제거하고 부착된 슬립을
분리할 수 있도록 밸브 아래에 공간이 마련되어야 합니
다. 표 1의 규격을 참조하십시오. 위치 표시기 플래그가
자유롭게 움직이고 운전 장치가 분리될 수 있도록 충분
한 빈 공간이 General Twin Seal 위에 필요합니다.
표 1
표준 설치된 밸브 아래로 슬립 분리에 필요한 공간
밸브 크기
인치
최소 공간
ASME Class
150 ASME Class
300 ASME Class
600 ASME Class
900
6″ 9″ 9″ 10″ 8″
8″ 13″ 11″ 12″ 10″
10″ 15″ 13″ 8″ 10″
12″ 17″ 16″ 10″ 10″
14″ 19″ 15″ 10″ —
16″ 22″ 19″ 14' —
18″ 23″ 13″ — —
20″ 26″ 14″ 14″ —
24″ 28″ 17″ 12″ —
28″ 30″ 12″ — —
30″ 30″ 28″ — —
36″ 30″ ———
주의: 명시된 최소 공간보다 큰 공간을 허용하면 쉽게 정비할 수 있습
니다.
플랜지 패스너
플랜지 뒤에 육각 너트를 부착할 수 없는 경우, 일부
General Twin Seal 플랜지에 구멍을 뚫고 암나사 홈을
팝니다. 암나사 구멍의 수와 크기가 표 2에 표시되어 있
습니다. 이 구멍에 캡스크류 또는 스터드 볼트를 사용
할 수 있습니다.
표 2
밸브
크기
인치
ASME
Class
150
플랜지의 암
나사 구멍 수
스레드
UNC
필요한 길이(인치)
캡스크류 스터드 볼트
6150 4¾″ — 10 2¼ 3¼
8150 4¾″ — 10 2¼ 3¼
8300 4⅞″ — 9 34¼
10 150 4⅞″ — 9 2¼ 3¼
10 300 41″ — 8 34¼
12 150 4⅞″ — 9 2¼ 3½
12 300 41⅛″ — 8 3½ 5
14 150 81″ — 8 2½ 4
14 600 41⅜″ — 8 3¾ 4¾
16 150 81″ — 8 2½ 3¾
18 150 81⅛″ — 8 34¼
24 150 41¼″ — 8 3¼ 4¾
24 600 81⅞″ — 8 5¼ 6¾
28 150 61¼″ — 8 3¼ 4½
28 300 61¼″ — 8 3¼ 4½
30 150 61¼″ — 8 3¼ 4½
기어 하우징 방향
기어 작동 모델의 경우, 기어 하우징 및 연결 핸드휠을
다음과 같이 위치 조정할 수 있습니다.
A) 밸브를 완전 개방 위치로 놓습니다.
B) 기어 하우징 캡스크류를 제거합니다.
C) 밸브를 더 열기 위해 핸드휠을 돌리면 기어 하우징
이 돌아갑니다. 핸드휠이 원하는 위치로 올 때까지
계속 돌리면 기어 하우징 장착 구멍이 정렬됩니다.
D) 기어 하우징 장착 캡스크류를 다시 설치합니다.
참고: 웜 샤프트 아래에 짧은 캡스크류가 삽입됩니
다.
압력 시험
아래의 표 3에 따른 API 6D 시험범위를 충족하기 위해 General Twin Seal 밸브를 설치한 후 유체 정역학적인 압
력 시험을 할 수 있습니다.
표 3
밸브
그림 번호 C411; C811; C911;
8811; C1611; C1500
C421; C821; C921;
8821; C1621; C1521
C441; C841; C941;
C1641; C1541
C851; C1651;
C1551 설명
ASME Class 150 300 600 900
쉘 시험 압력
(밸브 열림)
(psig)
(kg/cm2)
500
35
1200
85
2250
158
3350
235
누출 허용 안됨
시트 시험 압력
(밸브 닫힘)
(psig)
(kg/cm2)
300
21
800
56
1600
113
2400
168
상향류 및 하향류 시트 시험
누출 허용 안됨
보충 (API 598)
에어 시트 시험 압력
(밸브 닫힘)
(psig)
(kg/cm2)
80
6
80
6
80
6
80
6
상향류 및 하향류 시트 시험
누출 허용 안됨
또는
PROCESS VALVE
설치, 작동 및 정비 설명서 GENERAL TWIN SEAL / IOM-GEN-TWIN-02-KO
2
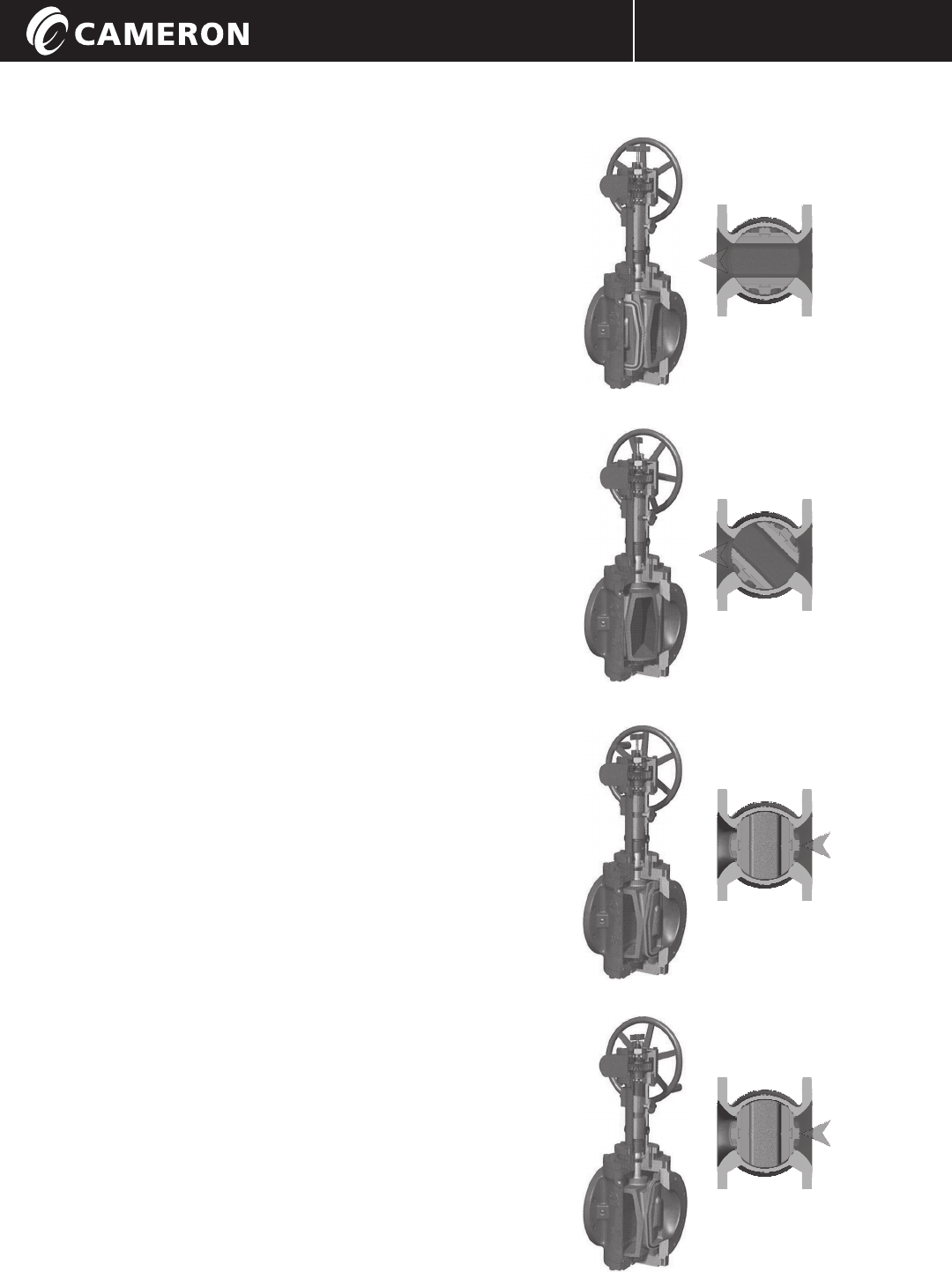
작동
General Twin Seal 밸브는 윤활이 필요치 않은 탄력
적인 차단을 하는 플러그 타입의 밸브로서 닫힌 상태에
서 열린 상태로 회전하기 전에 플러그를 빼는 기계적인
방법을 사용합니다. 밸브를 열 때 테어퍼 가공된 도브
테일 연결 장치를 통해 차단 부분이나 슬립이 뒤로 후
퇴하고 나서 플러그가 올라갑니다. 슬립이 본체 시트에
서 수직으로 완전히 후퇴한 후에야 플러그가 열린 상태
로 회전됩니다.
반대로 밸브를 닫을 때는 슬립이 포트 위에 위치할 때
까지 실이 본체에 접촉하지 않고 플러그와 슬립이 자유
롭게 회전합니다. 그러면 플러그가 슬립 사이 아래로 내
려지고 테이퍼 가공된 표면이 슬립을 바깥으로 고정하
여 하향류뿐만 아니라 상향류의 흐름을 완벽하게 차단
합니다. 상향류 차단을 최대화하기 위해 핸드휠을 한도
이상 뒤로 돌리지 마십시오. 지나친 토크를 주려고 지렛
대를 사용하지 마십시오.
소형 General Twin Seal 밸브는 핸드휠로 작동하며 열
거나 닫기 위해 핸드휠을 최대 세 번 회전해야 합니다.
2 ¾만큼 회전하면 슬립이 확장되거나 후퇴하고 나머지
1/4회전이 플러그를 돌립니다. 대형 밸브는 날씨에 영향
을 받지 않는 웜 기어를 장착한다는 것 외에는 유사한
방식으로 작동합니다.
밸브 위의 위치 표시기 플래그는 정확한 플러그 위치를
나타냅니다. 밸브가 열려 있을 때 표시기 플래그는 유
체 방향과 일직선을 이루고 밸브가 닫혀 있을 때는 유
체 방향과 수직을 이룹니다.
General Twin Seal 밸브는 액체 서비스에서 쉬운 열
림과 완벽한 차단을 유지하기 때문에 고립된 장치 내부
압력이 밸브 작동 압력을 초과하지 않도록 예방하는 것
이 중요합니다. 따라서 본체 내부에 압력이 가중되는 것
을 방지하기 위해 감압 시스템이 필요합니다.
3
PROCESS VALVE
설치, 작동 및 정비 설명서 GENERAL TWIN SEAL / IOM-GEN-TWIN-02-KO
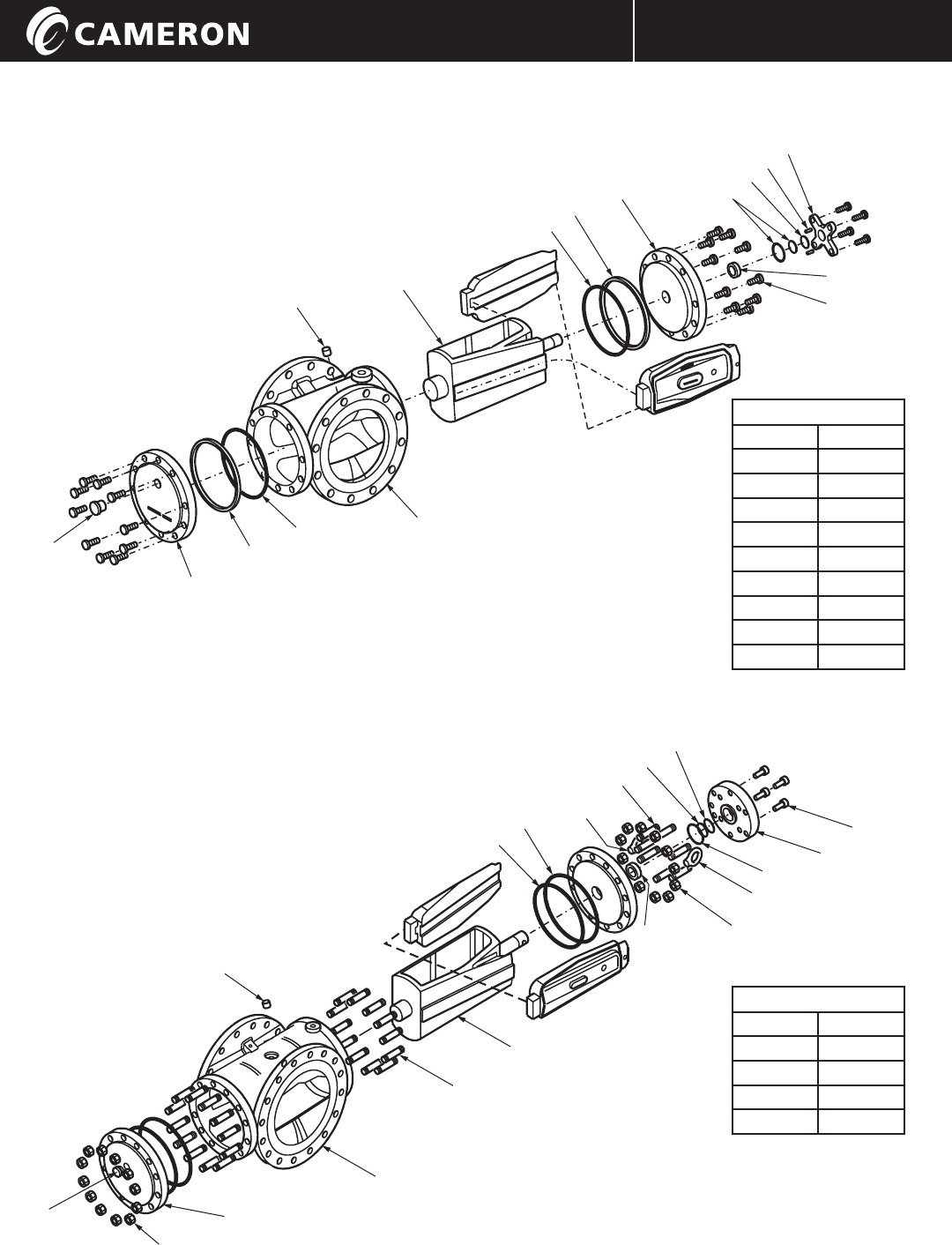
일체형 부싱/고정 링 마개
일체형 부싱/볼트형 마개
다음 밸브의 일반 장치구조
2″ C 811
2″ C821
3″ C A 811
3″ CA821
최소형 General Twin Seal 밸브에
는 내부에 작용하는 유체 압력이 작
기 때문에 별도의 부싱이 필요하지
않습니다. 또한 작동기 크기로 인하
여 작동기 하우징이 지탱하는 고정
링에 의해 마개가 받혀지고 있음에
주의합니다.
다음 밸브의 일반 장치구조
4″ C 811
이 장치에는 작은 유체 압력이 작용
하기 때문에 별도의 부싱이 필요하
지 않고 약간 큰 작동기를 장착하여
볼트 마개를 사용할 수 있습니다.
PROCESS VALVE
설치, 작동 및 정비 설명서 GENERAL TWIN SEAL / IOM-GEN-TWIN-02-KO
4
부싱/단일 마개
부싱/이중 마개
다음 밸브의 일반 장치구조
2″ C841 6″ C 911 12″ C 8 11
2″ C851 6″ C921 12″ C821
2″ C861 6″ C941 12″ A1911
2″ C 911 8″ C 411 12″ C921
2″ C921 8″ C421 14″ C 811
2″ C941 8″ C 8 11 14″ C821
3″ C841 8″ C821 14″ C 911
3″ C 911 8″ C841 16″ C 411
4″ C821 8″ C 9 11 16″ C 811
4″ C841 8″ C921 16″ C821
4″ C 911 10″ C 411 16″ C 9 11/ 21
4″ C921 10″ C421 18″ C 411
4″ C941 10″ C A 8 11 18″ C 811
6″ C 411 10″ C821 20″ C 411
6″ C421 10″ C 911 20″ C421
6″ C821 10″ C921 20″ C A 8 11
6″ C841 12″ C 411 24″ C 411
6″ C A 811 12″ C421 24″ C421
가장 많이 사용되는 이 General Twin
Seal 디자인에는 부싱이 적용되고 단일
마개가 필요합니다.
다음 밸브의 일반 장치구조
3″ C851
3″ C861
4″ C851
6″ C851
고압형 밸브에는 균형
잡힌 플러그 디자인을
적용하여 유체 차단 압
력을 최소화하며 2개의
마개가 요구됩니다.
5
PROCESS VALVE
설치, 작동 및 정비 설명서 GENERAL TWIN SEAL / IOM-GEN-TWIN-02-KO
베어링/이중 차압
베어링/이중 차압
다음 밸브의 일반 장치구조
12″ C941
14″ C841
16″ C921
18″ CA821
18″ C 9 11
20″ CA821
20″ CA841
20″ C841
20″ C A 911
20″ CA921
24″ C A 811
24″ C 811
24″ C821
24″ CA821
24″ C 911
28″ C 811
28″ CC821
30″ C C 8 11
30″ C821
밸브 크기가 증가할수록
플러그의 부하도 증가하
기 때문에 이 크기에는 베
어링이 필요합니다.
다음 밸브의 일반 장치구조
36″ C A 811
이 밸브는 베어링들을 필
요로 합니다. 안쪽 베어링
리테이너는 위에 있는 것
과 약간 다릅니다.
PROCESS VALVE
설치, 작동 및 정비 설명서 GENERAL TWIN SEAL / IOM-GEN-TWIN-02-KO
6
베어링/내부 및 외부 고정
베어링/두 마개로 내부 고정
다음 밸브의 일반 장치구조
10″ CB841
10″ C941
12″ CB841
16″ CA841
16″ C941
20″ CA921
24″ C841
이 밸브 크기에는 베어링
이 필요합니다.
다음 밸브의 일반 장치구조
8″ C851
10″ C851
고압은 유체정력학적으
로 균형잡힌 플러그들과
2개의 마개들을 필요로
합니다.
7
PROCESS VALVE
설치, 작동 및 정비 설명서 GENERAL TWIN SEAL / IOM-GEN-TWIN-02-KO
GENERAL VALVE TWIN SEAL 8800
6 마개
77 위치맞춤 핀
62B 백업 링
62A O-링
63 패킹
72 캡 스크류
2 보닛
49 개스킷
76 파이프 플러그
62 O-링
4 플러그
5 슬립
1
본체
62
O-링
49
개스킷
76
파이프 플러그
3
하부 판
72 캡 스크류
76 파이프 플러그
4
플러그
1
본체
3
하부 판
49 개스킷
76
파이프 플러그
75
너트
71
스터드
71 스터드
71 스터드
5 슬립
62B 백업 링
62B O-링
6 마개
63 패킹 75 너트
75A 연결 고리
62A O-링
62 O-링
다음 밸브의 일반 장치구조
2″ 8851
2″ 8861
3″ 8851
6″ 8821
8″ 8 811
8″ 8821
10″ 8 811
10″ 8821
12″ 8 811
12″ 8821
다음 밸브의 일반 장치구조
14″ 8 811
16″ 8 811
18″ 8 811
20″ 8 811
24″ 8 811
참고: 14”, 20” 및 24”
모델 8811G를 제외한
나머지 크기의 밸브에
는 작동기와 밸브를 이
어주는 내부 연결부가
장착되어 있습니다.
PROCESS VALVE
설치, 작동 및 정비 설명서 GENERAL TWIN SEAL / IOM-GEN-TWIN-02-KO
8
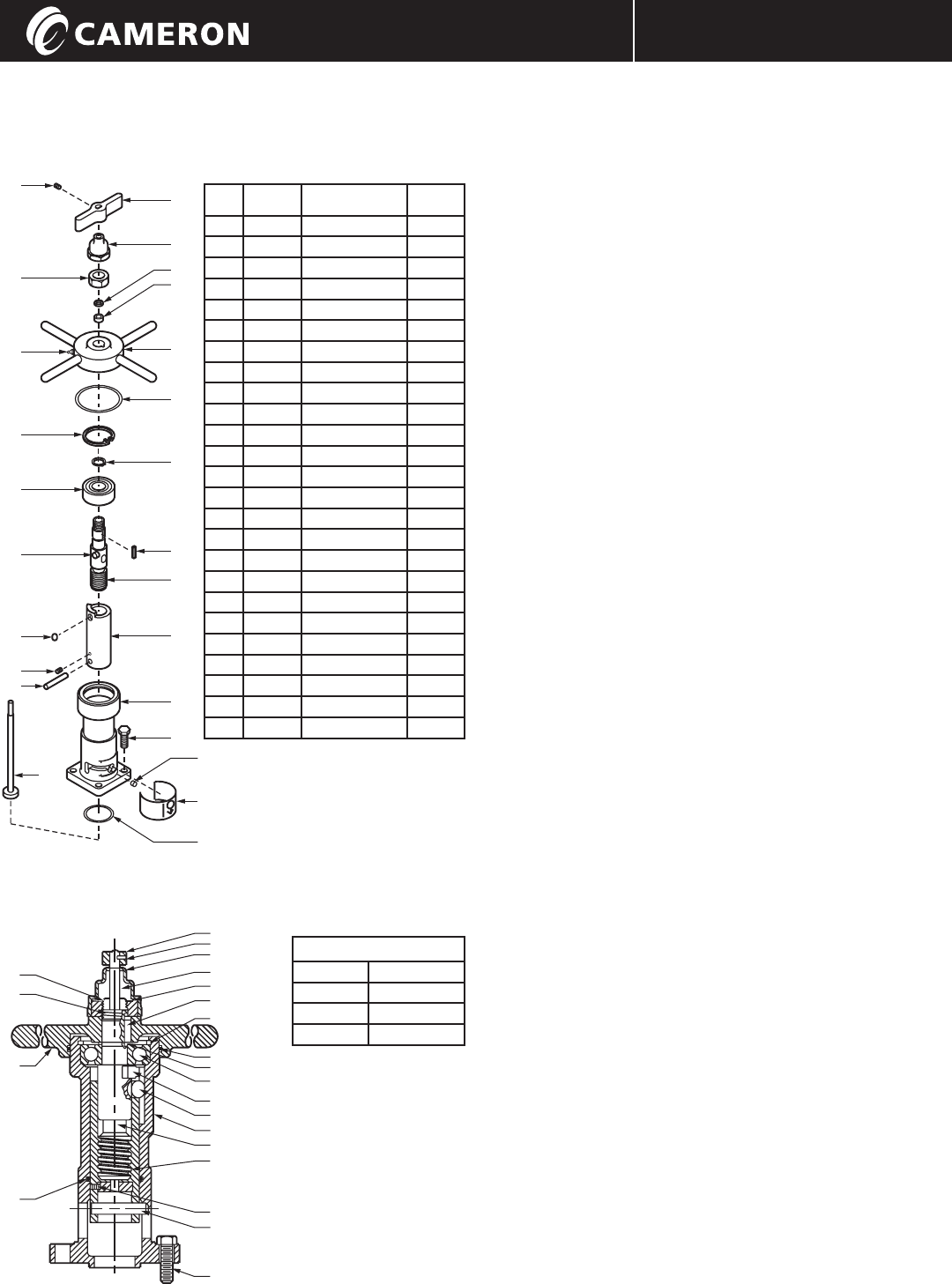
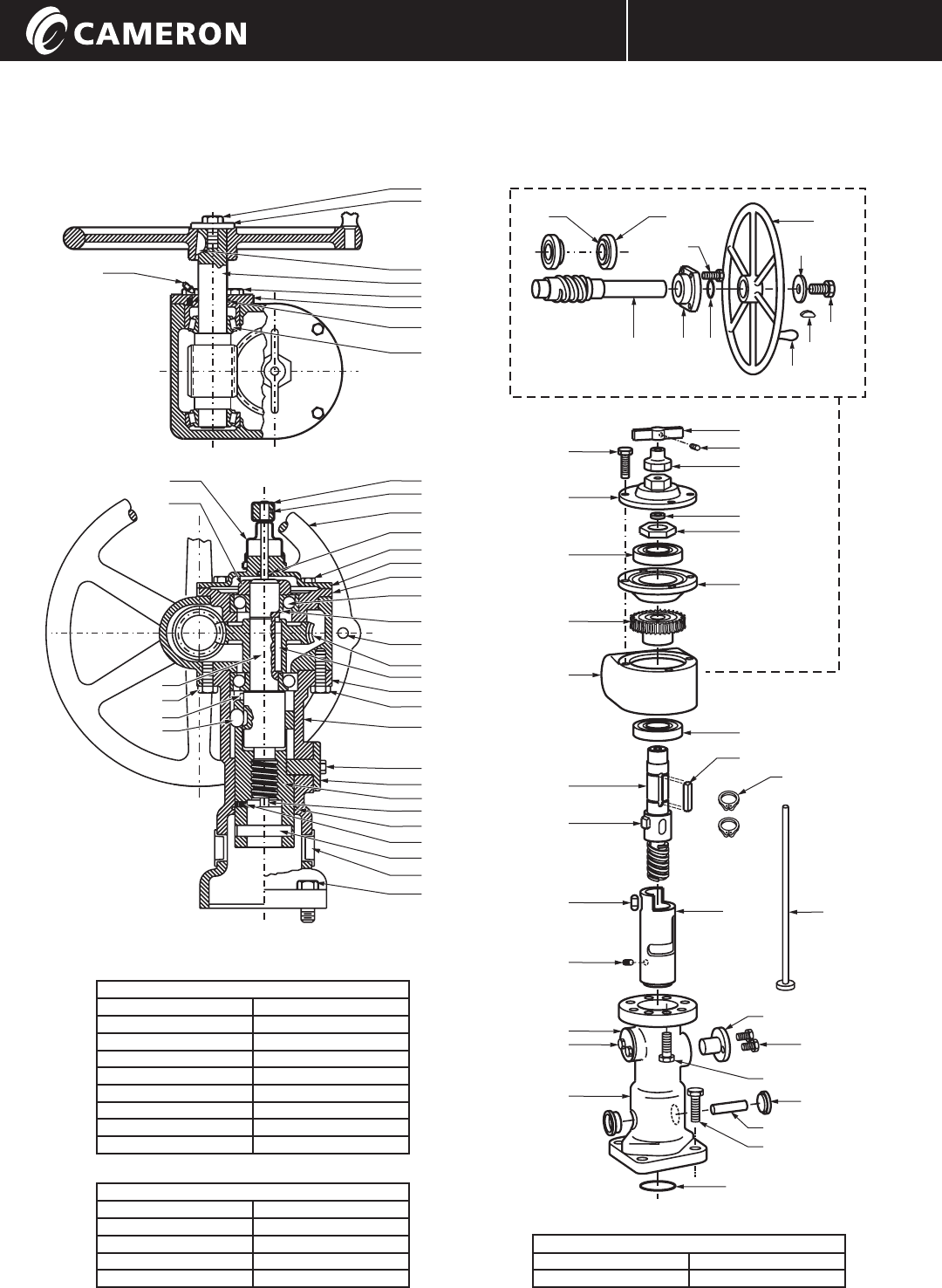
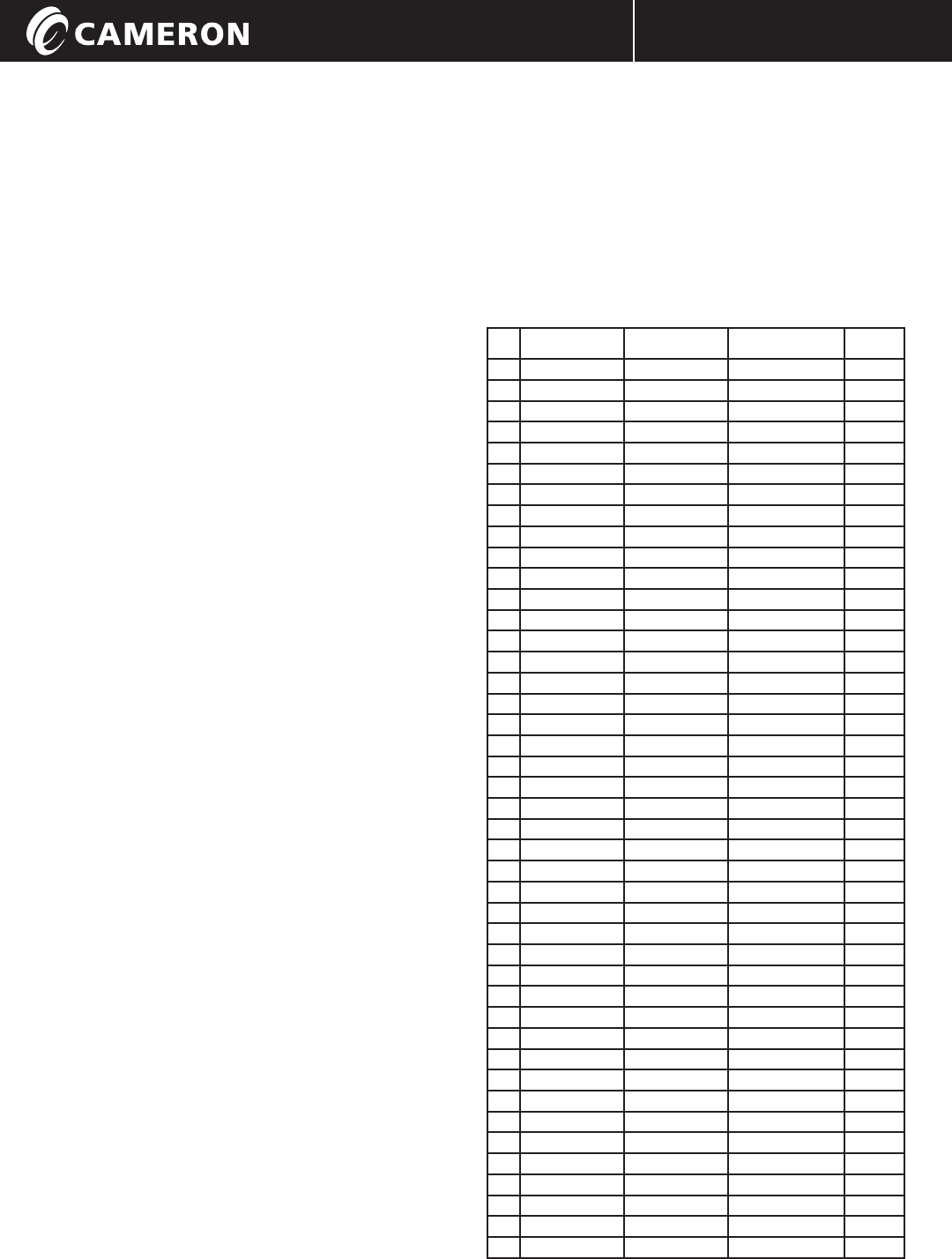
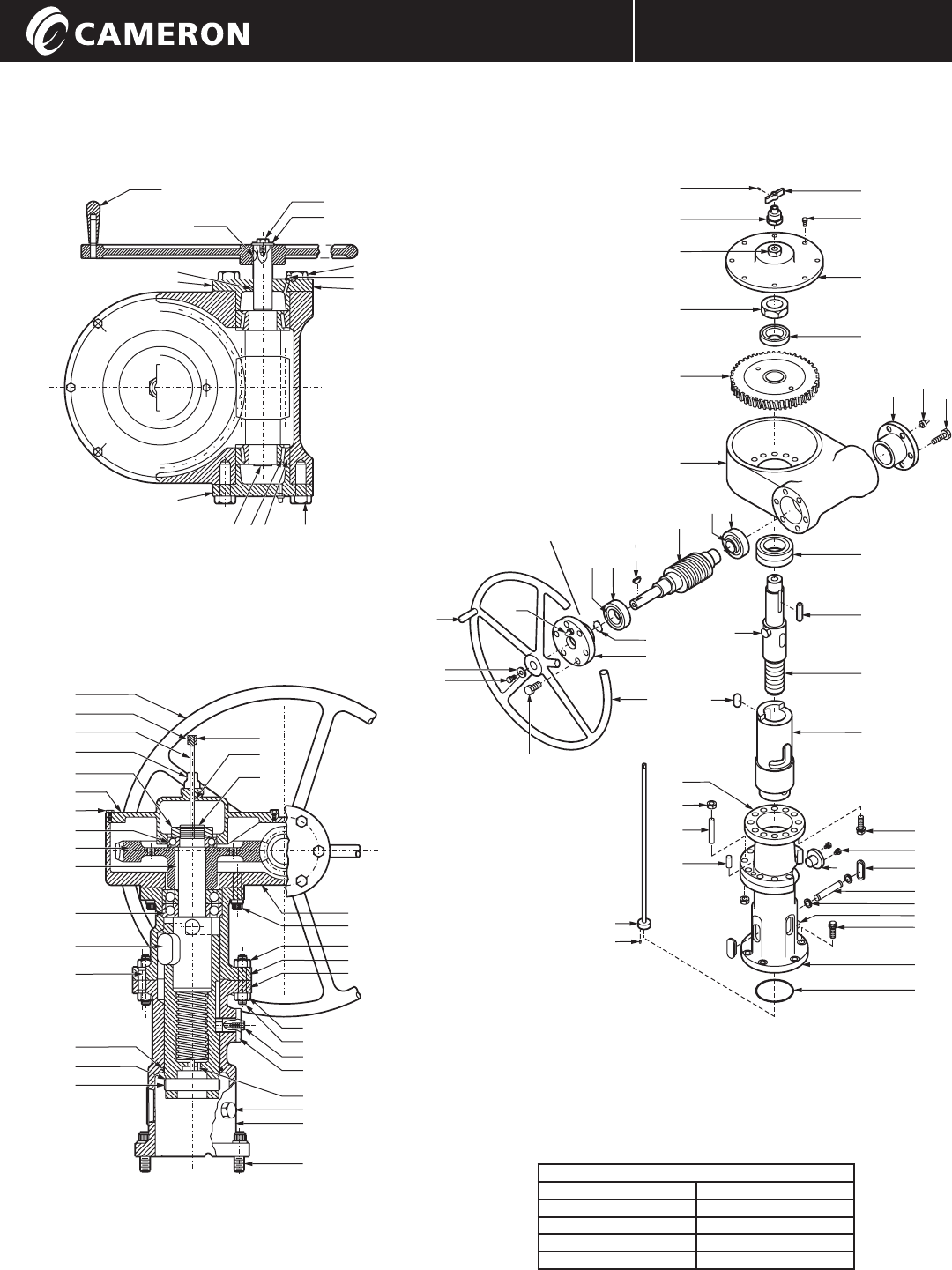
TWIN SEAL™ 모델 375H
분해도
단면
항목
번호 375H 부
품 번호 설명 요구 수량
121-419 작동기 하우징 1
222-417 상부 축 1
322-418 하부 축 1
427-418 표시기 샤프트 1
527-419 표시기 플래그 1
628-406 핸드휠 1
74 5 -411 키 1
846-425 부싱 1
948-405 롤러 1
10 50-402 그리스 리테이너 1
11 62-32 O-링 1
12 64-415 보호대 1
13 64-417 표지판 1
14 65-402 그리스 실 1
15 66-409 볼 베어링 1
16 72-5 캡스크류 4
17 74-6 나사 1
18 74-9 고정 나사 1
19 75-434 너트 1
20 76 -411 윤활 피팅 1
21 77-407 가이드 핀 1
22 77-423 드라이브 핀* 1
23 77-453 롤 핀 1
24 78-413 고정링 1
25 78-414 고정링 1
375H가 사용되는 모델:
2″ C 811
2″ C821
3″ CA811
3″ CA821
작동기 분해
1. 나사(17)를 풀고 표시기 플래그(5)를 분리합니다.
2. 축 보호대(12)를 분리합니다.
3. 핸드휠 너트(19), 핸드휠(6), 키(7) 및 그리스 리테이너 링(10)을 분
리합니다.
4. 고정 링(25)을 분리하고 상부 축(2), 하부 축(3), 베어링(15), 롤러
(9) 및 표시기 샤프트 부분 조립체(4)를 하우징(1) 위로 당겨 꺼냅
니다.
5. 하부 축 아래에서 고정 나사(18)을 분리하고 표시기 샤프트 부분
조립체(4)를 하부 축 아래로 밀어냅니다.
6. 두 축을 서로 떼어내고 고정링(24) 및 베어링(15)을 상부 축에서
분리합니다.
7. 상부 축(2) 위로부터 그리스 실(14)과 부싱(8)(필요한 경우)을 분
리합니다.
8. 하우징(1) 내부에서 O-링(11)을 분리합니다.
작동기 조립
1. 하우징(1) 안에 O-링(11)을 설치합니다.
2. 상부 축(2) 위에 베어링(15)을 장착합니다. 고정링(24)을 설치합니
다.
3. 상부 축(2)의 전체 표면과 하부 축(3)의 안팍으로 그리스를 충분
히 발라줍니다.
4. 상부 축의 드라이브 핀(22)이 하부 축(3) 위의 돌출부로 오게 하고
상부 축의 멈춤쇠 오목부위가 하부 축의 롤러 구멍과 정확하게 정
렬이 되도록 상부 축과 하부 축을 조립합니다.
주의: 나사산이 다중선이고 첫 시도에서 항상 올바르게 조립하지 못
할 수도 있기 때문에 이 작업을 여러 번 시도해야 하는 경우도 있습니
다.
5. 표시기 샤프트 부분 조립체(4)를 양 축 안에 설치합니다. 표시기
디스크의 멈춤쇠 구멍과 하부 축의 나사 구멍을 정렬하고 고정 나
사(18)로 조입니다. 고정 나사는 하부 축의 바깥 면 아래에 위치해
야 합니다.
6. 롤러(9)를 하부 축의 옆 구멍에 조립합니다. 롤러 위치를 잡기 위해
그리스를 충분히 발라줍니다.
7. 롤러가 하우징의 롤러 홈에 정렬되도록 주의하면서 축 조립체를
하우징 안에 장착합니다. 베어링이 하우징의 어깨 모서리에 걸릴
때까지 전체 조립체를 아래로 밀어 넣습니다.
8. 하우징(1) 위에 고정 링(25)을 설치합니다.
9. 그리스 리테이너(10)를 핸드휠(6) 안에 설치하고 핸드휠과 키(7)를
상부 축에 장착합니다. 부싱(8)과 그리스 실(14)을 핸드휠 너트(19)
안에 설치합니다. 너트를 상부 축에 끼우고 핸드휠 위에서 아래로
확실히 조여줍니다.
10. 축 보호대(12)를 설치합니다.
11. 표시기 플래그(5)를 설치하고 나사(17)로 조입니다.
* 별도 구입 불가능
11
6
8
14
5
17
12
4
19
7
25
10
24
22
9
1
2
3
18
21
15
16
4
22
18
9
21
15
25
20
19
17
5
12
14
8
6
10
24
16
7
2
3
1
23
13
11
9
PROCESS VALVE
설치, 작동 및 정비 설명서 GENERAL TWIN SEAL / IOM-GEN-TWIN-02-KO
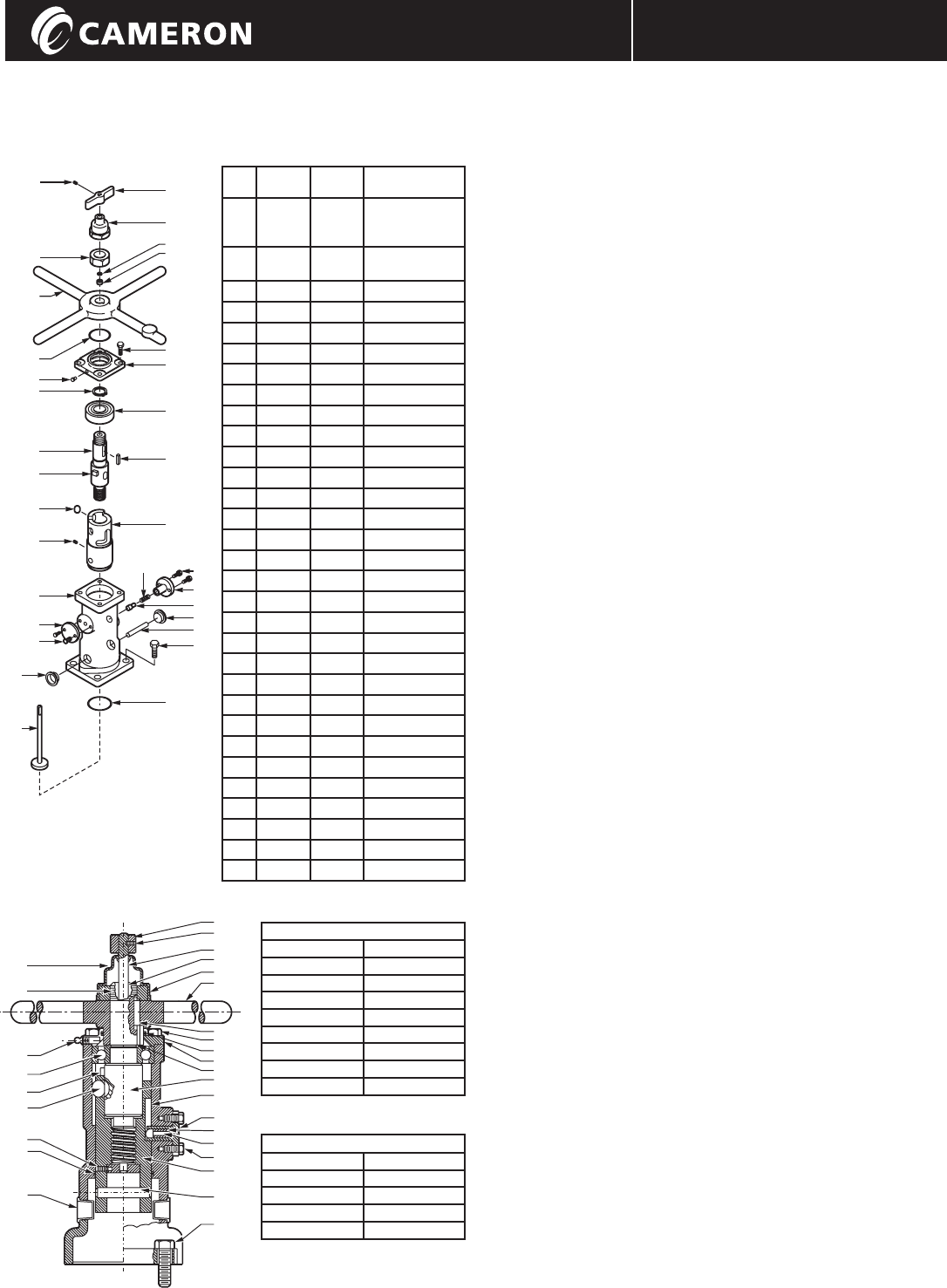
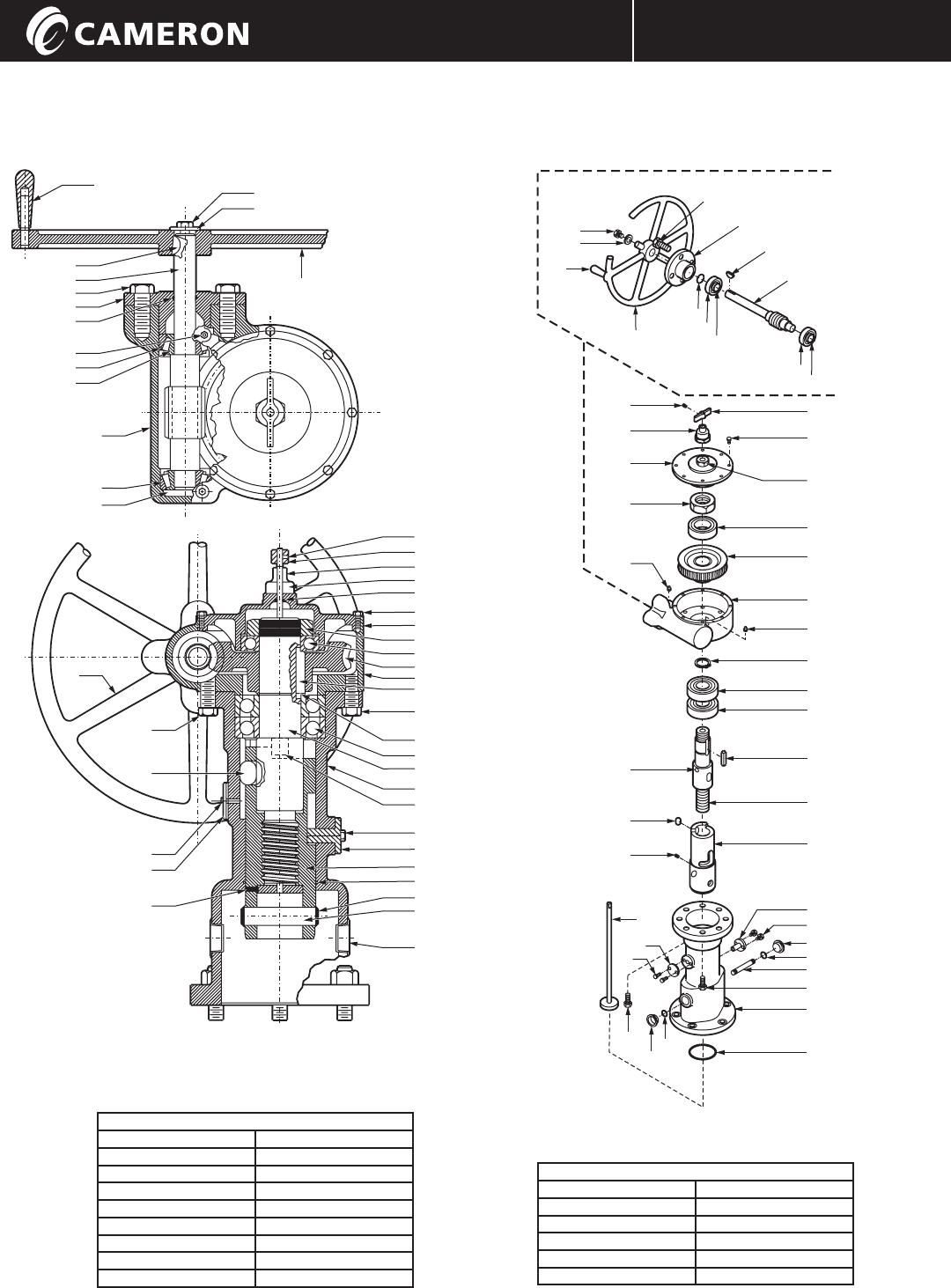
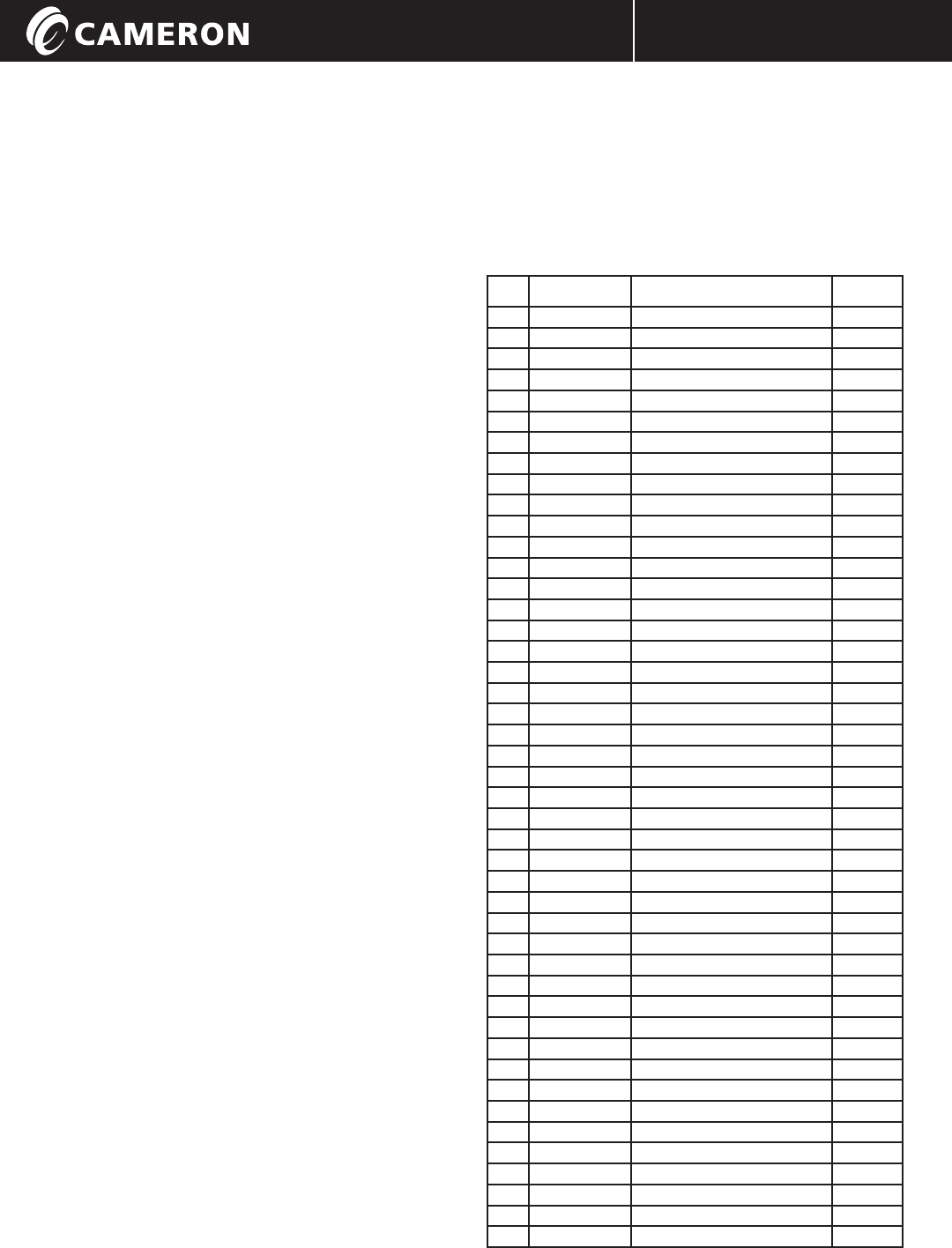
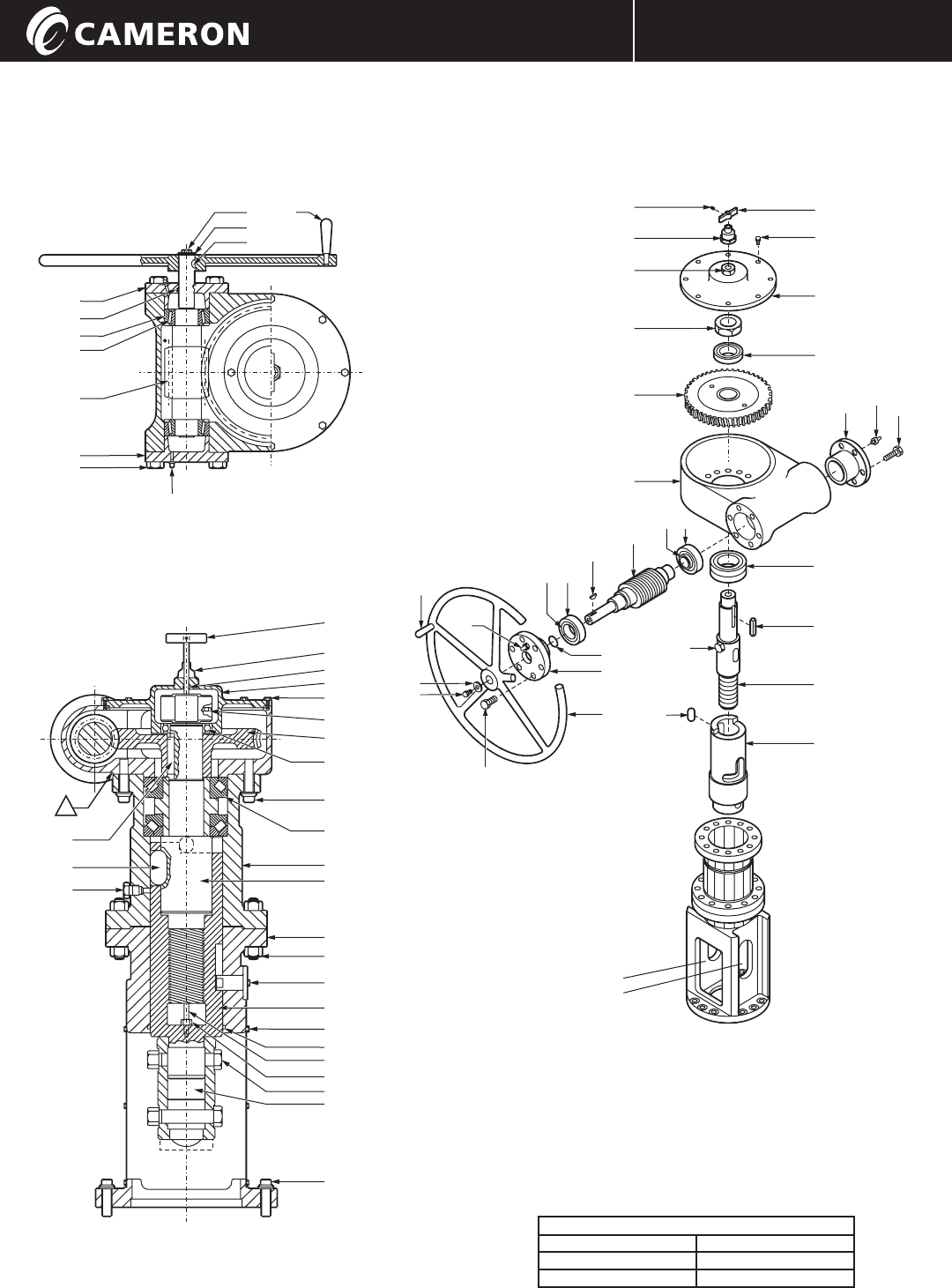
TWIN SEAL™ 모델 500H 및 625H
분해도
단면
항목
번호 500H 부
품 번호 625H 부
품 번호 설명
121-411 21-407 작동기 하우징
222-408 2 2- 411 상부 축
341-405 41-40 6 드라이브 핀*
4 22-409 22-413 하부 축
526-408 26-405 하우징 캡
627-406 27-406 표시기 플래그
727-404 27-438 표시기 샤프트
828-409 28-401 핸드휠
941-403 41-403 가이드 핀
10 41-404 41-404 멈춤쇠 핀
11 45-401 45-413 키
12 46-424 46-424 부싱
13 47-401 47-401 스프링
14 48-401 48-403 롤러
15 62-17 62-17 O-링
16 62-18 62-22 O-링
17 64-414 64-405 플라스틱 플러그
18 6 4 -411 64-412 보호대
19 65-401 65-401 그리스 실
20 66-402 66-403 볼 베어링
21 72-4 72-4 캡스크류
22 72-5 72-6 캡스크류
23 72-6 72-11 캡스크류
24 72-21 72-21 캡스크류
25 74-1 74-3 고정 나사
26 73-28 74-6 나사
27 75-427 75-429 육각 너트
28 76 -411 76 -411 윤활 피팅
29 77-402 77-403 연결 핀
30 78-403 78-404 고정링
31 93-413 93-413 커버
625H가 사용되는 모델:
2″ C851 2″ C941
2″ C861 4″ C941
3″ C851 6″ C 911
3″ C861 6″ C921
4″ C841
4″ C851
6″ C821
8″ C811
10″ CA811
500H가 사용되는 모델:
2″ C841 2″ C921
3″ C841 3″ C 911
4″ C811 4″ C 911
4″ C821 4″ C921
6″ CA811
작동기 분해
1. 나사(26)를 풀고 표시기 플래그(6)를 분리합니다.
2. 축 보호대(18)를 분리합니다.
3. 베어링 고정 너트(27)를 분리합니다.
4. 핸드휠(8)과 키(11)를 분리합니다.
5. 볼트를 풀고 하우징 커버(5)를 분리합니다.
6. 볼트를 풀고 가이드 핀(9), 멈춤쇠 핀(10) 및 스프링(13)을 분리합
니다.
7. 상부 축(2), 하부 축(4), 롤러(14), 베어링(20) 및 표시기 샤프트(7)
를 하우징(1) 위로 당겨 꺼냅니다. 베어링이 하우징에 꼭 맞으면 핸
드휠과 키를 교체합니다. 핸드휠을 시계방향으로 돌려 하부 축을
최대한 높이 올립니다. 직경이 ⅜″인 바를 하우징 아래의 두 구멍
에 끼웁니다. 핸드휠을 시계방향으로 돌려 하우징에서 베어링을 들
어 올립니다.
8. 고정 나사(16)를 분리하고 표시기 샤프트 부분 조립체(7)를 하부
축 아래로 밀어 빼냅니다.
9. 상부 축(2)과 하부 축(4)을 분리합니다.
10. 상부 축에서 고정링(30)과 베어링(20)을 분리합니다.
11. 하우징 안에서 O-링(16)을 분리하고 상부 축(2) 위에서 그리스 실
(19)과 부싱(12)(필요한 경우)을 분리합니다.
작동기 조립
1. 상부 축(2)에 베어링(20)을 장착합니다. 고정링(30)을 설
치하여 베어링을 제자리에 고정합니다.
2. 베어링 아래로 상부 축(2)의 전체 표면과 하부 축(4) 전체
에 그리스를 충분히 발라줍니다. 상부 축의 드라이브 핀
(3)이 하부 축 위의 돌출부로 오게 하고 상부 축의 멈춤쇠
오목부위가 하부 축의 롤러 구멍과 정확하게 정렬이 되도
록 상부 축(2)을 하부 축(4)에 끼웁니다. 나사산이 다중선
이고 첫 시도에서 항상 올바르게 조립하지 못할 수도 있
기 때문에 이 작업을 여러 번 시도해야 하는 경우도 있습
니다.
3. 표시기 샤프트 조립체(7)를 양 축을 통과하여 위로 올라가
게 설치합니다. 표시기 디스크의 멈춤쇠 구멍과 하부 축의
나사 구멍을 정렬하고 고정 나사(25)로 조입니다. 고정 나
사는 하부 축의 바깥 면 아래에 위치해야 합니다.
4. 하우징(1) 안에 O-링(16)을 설치합니다.
5. 하부 축 구멍에 롤러(14)를 장착합니다. 롤러 위치를 잡기
위해 그리스를 충분히 발라줍니다.
6. 롤러가 하우징의 롤러 홈에 정렬되도록 주의하면서 축 조
립체를 하우징 안에 장착합니다. 베이링이 하우징의 어깨
모서리에 걸릴 때까지 전체 조립체를 아래로 밀어 넣습니
다.
7. 퍼마텍스(Permatex) 넘버 3D를 하우징(1)의 가이드 핀
보스 표면에 균일하게 발라줍니다.
8. 가이드 핀(14), 멈춤쇠 핀(10) 및 스프링(13)이 하부 축 슬
롯에 완전하게 맞도록 끼우고 캡스크류(21)로 고정합니다.
9. 퍼마텍스 넘버 3D를 하우징(1)의 윗면에 균일하게 발라줍
니다.
10. O-링(15)을 하우징 커버(5) 안에 설치하고 하우징(1)을 캡
스크류(22)로 고정합니다.
11. 핸드휠(8)과 키(11)를 설치합니다.
12. 베어링 고정 너트(27)를 조립하고 안전하게 조입니다.
13. 상부 축(2) 위에 그리스 실(19) 및 부싱(12)을 설치합니다.
14. 축 보호대(18)를 설치합니다.
15. 표시기 플래그(6)를 설치하고 나사(26)로 조입니다.
* 별도 구입 불가능
6
26
7
12
27
8
11
22
5
15
30
2
1
9
13
4
10
21
29
23
20
3
14
25
16
17
500 TS
625 TS
18
19
28
6
27
26
8
18
19
22
15 5
20
11
28
30
2
14
25
3
4
7
1
31
24
17
29
16
13
12
21
9
17
23
10
PROCESS VALVE
설치, 작동 및 정비 설명서 GENERAL TWIN SEAL / IOM-GEN-TWIN-02-KO
10
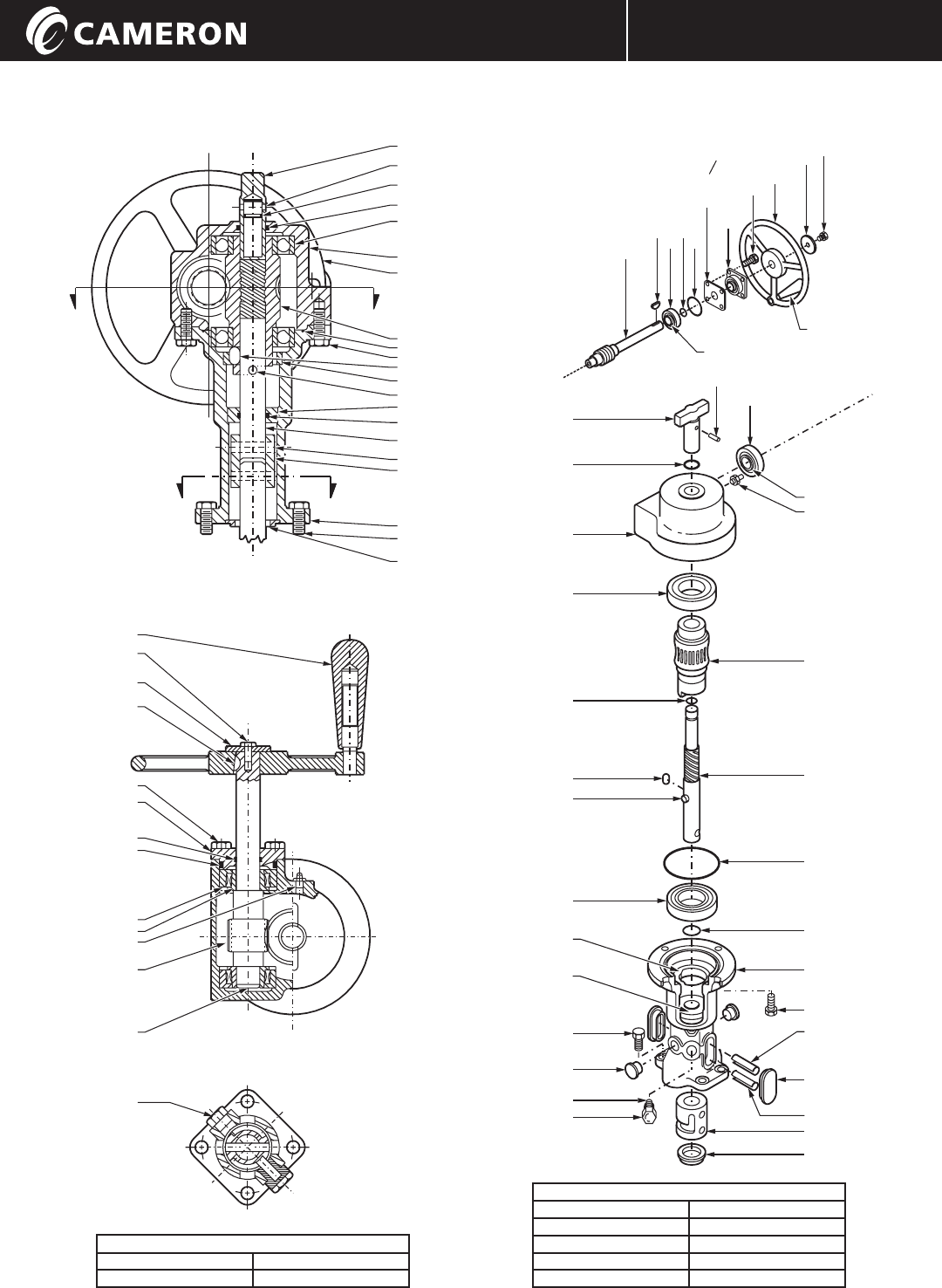
TWIN SEAL™ 모델 376G 및 501G
단면
A-A 부분
B-B 부분
분해도
376G가 사용되는 모델:
2″ C 811 2″ C821
3″ CA 811 3″ CA821
501G가 사용되는 모델:
2″ C841 2″ C921
3″ C841 3″ C 911
4″ C 811 4″ C 911
4″ C821 4″ C921
6″ CA 811
8
34
18
23
21
2
9
4
5
21
19
14
3
32
1
10
27
15
A
16
13
A
BB
27
30
26
29
11
12
7
20
31
28
17
24
25
6
24-444
49-648-020
11 29
9
11
7
20
17
12
24
6
26
25
플라스틱 심
24
25
31
34
8
21
2
23
18
16
5
23
13
14
28
33
35
19
21
1
27
32 위
22
32 아래
10
4
3
30
15
(367 전용)
11
PROCESS VALVE
설치, 작동 및 정비 설명서 GENERAL TWIN SEAL / IOM-GEN-TWIN-02-KO
TWIN SEAL™ 모델 376G 및 501G
작동기 분해
1. 표시기 핀(34)을 분리하고 기어 하우징(2) 위로 표시기 축(8)을 들
어 올립니다.
2. 멈춤 나사(35)와 맞춤 핀(33)을 분리합니다. 위 연결 핀(32)을 꺼내
고 연결장치(10)를 분리합니다.
3. 캡스크류(29), 와셔(11), 핸드휠(9) 및 키(12)를 분리합니다.
4. 4개의 캡스크류(27)와 기어 하우징 커버(7)를 분리합니다.
5. 4개의 캡스크류(27)를 분리하고 기어 하우징(2)을 들어냅니다. 기
어 하우징을 들어내는 과정에서 웜을 기어에서 분리하기 위해 웜
샤프트를 반시계 방향으로 돌려야 하는 경우가 있습니다. 이제 장
치 끝의 웜 샤프트(6), 테이퍼 가동된 베어링 컵(24) 및 콘(25)을
기어 하우징(2)에서 분리할 수 있습니다.
6. 이제 작동기 축(3), 상부 축(4), 베어링(23) 및 롤러(16)를 작동기
하우징 밖으로 들어 올릴 수 있습니다.
주의: 캠 부싱(13)과 축 부싱(14)은 작동기 하우징에 압입되어 있어 분
리하면 안됩니다. 캠 부싱의 교체가 필요하면 작동기 하우징을 반송
해야 합니다.
항목
번호 376G 부품 번호 501G 부품 번호 설명 요구 수량
121-583 21-555 작동기 하우징 1
221-58 4 21-554 기어 하우징 1
322-524 22-508 작동기 축 1
423-560 23-525 상부 축 1
577-465 77-464 핀* 1
624-451 24-445 웜 샤프트 1
726-632 26-580 기어 하우징 커버 1
827-545 27-504 축 표시기 1
928-441 28-442 핸드휠 1
10 32-476 32-469 연결장치 1
11 44-465 44-453 핸드휠 와셔 1
12 45-431 45-431 키 1
13 46-557 46-501 캠부싱 1
14 46-558 46-502 축 부싱 1
15 46-559 —파일럿 부싱 1
16 48-405 48-401 롤러 1
17 62-71 62-34 O-링 1
18 62-83 62-70 O-링 1
19 62-398 62-79 O-링 1
20 62-91 62-91 O-링 1
21 62-371 62-339 O-링 2
22 —64-424 캡플러그
23 66-483 66-476 볼 베어링 2
24 66-481 66-477 컵 베어링 2
25 66-482 66-478 콘 베어링 2
26 69-414 69-414 스피너 핸들 1
27 72-5 72-5 캡스크류 8
28 72-16 72-10 캡스크류 4
29 72-21 72-26 캡스크류 1
30 76-891 76-594 플러그 1
31 76-612 76-612 윤활 피팅 1
32 77-422 77-417 연결 핀 2
33 77-480 77-418 맞춤 핀 1
34 77-451 77-4 40 표시기 핀 1
35 98-790 98-663 멈춤 나사 1
작동기 조립
1. 작동기 하우징(1) 안의 축 부싱(14)에 O-링(21)을 설치합니다. 작
동기 하우징(1) 위에 베어링(23)을 조립합니다.
2. 작동기 축(3)과 상부 축(4) 전체 표면에 그리스를 충분히 발라줍니
다. 맞춤 핀(5)이 하부 축 아래의 돌출부에 오게 하고 작동기 축의
멈춤쇠 오목부위가 상부 축 아래의 롤러 구멍과 정확하게 정렬이
되도록 작동기 축을 상부 축에 끼웁니다. 나사산이 다중선이고 첫
시도에서 항상 올바르게 조립하지 못할 수도 있기 때문에 이 작업
을 여러 번 시도해야 하는 경우도 있습니다.
3. 롤러(16)를 상부 축(4) 구멍과 작동기 축의 멈춤쇠 오목부위에 조
립합니다. 롤러 위치를 잡기 위해 그리스를 발라줍니다.
4. 위에서 봤을 때 캠의 돌출 부위가 하우징 구멍의 왼쪽 아래 사분면
에 오도록 작동기 하우징의 위치를 조정합니다(그림의 단면 참조).
롤러가 왼쪽을 향하도록 하면서 상부 축, 작동기 축 및 롤러(2, 3단
계에서 조립한 부분)를 작동기 하우징(1) 안으로 넣고 상부 축(4)의
어깨가 베어링(23)에 닿을 때까지 축 부싱(14)과 캠 롤러 부싱(13)
아래로 내립니다.
5. 베어링(23)을 기어 하우징(2) 안에 설치합니다. 기어 하우징(2) 위
에 O-링(21)을 설치합니다.
6. 테이퍼의 넓은 면이 바깥쪽을 향하도록 하면서 기어 하우징의 오
목부위에 테이퍼 가공된 롤러 베어링 컵(24)을 설치합니다.
7. 테이퍼 가공된 롤러 베어링 컵(24)과 콘(25)을 웜 샤프트(6)의 핸
드휠 끝에 설치합니다. 테이퍼의 넓은 면이 샤프트의 어깨 방향으
로 향하게 하면서 베어링 콘(25)을 웜 샤프트의 반대쪽 끝에 조립
합니다. 모든 부품에 그리스를 충분히 발라줍니다.
8. 웜 샤프트를 기어 하우징에 설치합니다. 뒤 베어링 콘이 뒤 베어링
컵에 올바르게 들어갔는지 확인합니다.
9. O-링(17과 20)을 기어 하우징 커버(7)에 설치하고 4개의 캡스크류
(27)를 사용하여 기어 하우징(2)에 조립합니다.
이 단계에서 스크류를 너무 단단히 조이지 말고 부품이 살짝 고정
될 정도로 조여줍니다.
10. 작동기 하우징 위에 O-링(19)을 설치합니다. 위(롤러와 같은 쪽)에
서 봤을 때 웜 기어가 왼쪽을 향하게 하면서 기어 하우징을 작동기
하우징에 조립하고 4개의 캡스크류(27)를 조입니다.
주의: 부품을 조립하려면 웜 샤프트를 약간 움직여야 합니다. 기어 하
우징 커버(7)에 캡스크류(27)를 조입니다.
11. 핸드휠(9), 키(12), 와셔(11) 및 캡스크류(29)를 웜 샤프트에 조립
합니다.
12. 작동기 축이 돌아가지 않도록 축 윗쪽 구멍에 드리프트 펀치를 끼
웁니다. 이 펀치가 웜 샤프트와 90°를 이루게 하고 핸드휠을 시계
방향으로 돌려 상부 축을 최대한 아래로 내립니다. L자형 홈의 수
평 부분이 아래로 향하게 하면서 작동기 축 밑에 연결 장치(10)를
조립합니다. 작동기 축의 핀 구멍이 연결 장치의 상측 구멍과 정렬
이 되고 램프가 없는 수직 홈이 하우징의 멈춤 나사 보스와 맞춰
지도록 연결 장치를 돌립니다. 연결 핀(32)을 연결 장치의 상측 구
멍과 작동기 축의 하측 구멍에 끼웁니다. 멈춤 나사(35)와 맞춤 핀
(33)을 조립합니다.
주의: 연결 장치(10)에는 양쪽에 L자형 홈이 있습니다. 둘 중 하나의
수직 홈에는 위에 램프가 있습니다.
램프가 없는 쪽이 멈춤 나사로 근접하여 끼워지도록 연결 장치를 설
치해야 합니다. (설치 후 이 램프는 자동 본체 블리드 밸브를 작동시키
는 데 사용됩니다.)
13. O-링(21)을 기어 하우징의 위에 조립하고 다른 O-링(18)은 하부
축(3) 위에 조립합니다. 표시기 축(8)을 작동기 축 위에서 기어 하
우징을 통하여 아래로 내려가게 설치합니다. 표시기 핀(34)을 설
치합니다.
* 별도 구입 불가능
PROCESS VALVE
설치, 작동 및 정비 설명서 GENERAL TWIN SEAL / IOM-GEN-TWIN-02-KO
12
TWIN SEAL™ 모델 625G, 751G 및 755G
단면 분해도
751G가 사용되는 모델:
6″ C841 8″ C 911
8″ C821 10″ C 911
10″ C821 12″ 8811
12″ C 811 14″ 8 811
14″ C 811
755G가 사용되는 모델:
6″ C851 8″ C941
8″ CA841
625G가 사용되는 모델:
2″ C851 2″ C941
2″ C861 2″ 8851
3″ C851 2″ 8861
3″ 8851 4″ C941
3″ C861 6″ C 911
4″ C841 6″ C921
6″ C821 6″ 8821
8″ C 811 8″ 8 811
10″ C A 811 10″ 8811
11
39
13
25
36
9
10
27
29
2
35
1
22
12
23
40, 30
43
6
19
31
14
3
38
15, 42
17
34
18
7
8
32
21
26, 28
41
24
16
33
20
5
4
26 28 13
17
34
7821 18
29
32
11
39
24
25
16
10
10
19
43
312
14
35
30/40
31
23
15/42
22
4
2
6
27
36
9
5
20
38
44
37
1
13
PROCESS VALVE
설치, 작동 및 정비 설명서 GENERAL TWIN SEAL / IOM-GEN-TWIN-02-KO
TWIN SEAL™ 모델 625G, 751G 및 755G
작동기 분해
1. 나사(39)를 풀고 표시기 플래그(11)를 분리합니다.
2. 축 보호대(24)를 분리합니다.
3. 볼트를 풀고 기어 하우징 커버(9)를 분리합니다.
4. 베어링 고정 너트(16)를 분리합니다.
5. 베어링 캐리어(10)와 상측 베어링(27)을 분리합니다.
6. 상측 고정링(43)을 분리합니다.
7. 캡스크류(34), 와셔(17), 핸드휠(13) 및 키(18)를 분리합니다.
8. 볼트를 풀고 베어링 캡(8)을 분리합니다.
주의: 플라스틱 심이 손상되지 않게 주의하십시오.
9. 웜 샤프트(7)를 돌려 빼냅니다. 앞 베어링 콘(26)과 컵(28), 뒤 베
어링 콘(26)이 웜 샤프트와 함께 딸려 나옵니다. 다음에는 뒤 베어
링 컵(28)을 기어 하우징(2)에서 분리할 수 있습니다.
10. 웜 기어(6)와 키(19)를 분리합니다.
11. 볼트를 풀고 기어 하우징(2)을 분리합니다.
12. 볼트를 풀고 가이드 핀(14)을 분리합니다.
13. 상부 축(4), 하부 축(3), 롤러(20), 하부 베어링(27) 및 표시기 샤프
트(12)를 하우징(1) 위로 당겨 꺼냅니다. 베어링이 하우징에 꼭 끼
워져 있으면 웜 기어를 키가 있는 상부 축에 거꾸로(허브가 위로)
설치합니다. 기어를 반시계방향으로 돌려 하부 축을 최대한 높이
올립니다. 직경이 1/2”인 바를 하우징 아래의 두 구멍에 끼웁니다.
기어 허브 위의 파이프 렌치를 사용하여 시계방향으로 돌리고 베
어링을 하우징에서 들어 올립니다.
14. 고정 나사(38)를 분리하고 표시기 샤프트 부분 조립체(12)를 하부
축 아래로 밀어 꺼냅니다.
15. 상부 축(4)과 하부 축(3)을 분리합니다.
16. 상부 축에서 고정링(43)과 하부 베어링(27)을 분리합니다.
작동기 조립
1. 상부 축(4)에 두 베어링(27) 중 하나를 설치합니다.
주의: 안쪽 레이스의 넓은 면이 상부 축 어깨에 얹히도록 베어링을 조
립합니다. 고정링(43)을 설치하여 베어링을 제자리에 고정합니다.
주의: 고정링이 안쪽 레이스의 좁은 면에 오게 합니다.
2. 베어링 아래로 상부 축의 전체 표면에 그리스를 충분히 발라줍니
다. 상부 축의 멈춤 핀(5)이 하부 축 위의 돌출부로 오게 하고 상부
축의 멈춤쇠 오목부위가 하부 축의 롤러 구멍과 정확하게 정렬이
되도록 상부 축(4)을 하부 축(3)에 끼웁니다. 나사산이 다중선이고
첫 시도에서 항상 올바르게 조립하지 못할 수도 있기 때문에 이 작
업을 여러 번 시도해야 하는 경우도 있습니다.
3. 표시기 샤프트 조립체(12)를 양 축을 통과하여 위로 올라가게 설
치합니다.. 표시기 디스크의 멈춤쇠 구멍과 하부 축의 나사 구멍을
정렬하고 고정 나사(38)로 조입니다. 고정 나사는 하부 축의 바깥
면 아래에 위치해야 합니다.
4. 하우징(1) 안에 O-링(22)을 설치합니다.
5. 하부 축 구멍에 롤러(20)를 장착합니다. 롤러 위치를 잡기 위해 그
리스를 충분히 발라줍니다.
6. 롤러가 하우징의 롤러 홈에 정렬되도록 주의하면서 축 조립체를
하우징 안에 장착합니다. 베이링이 하우징의 어깨 모서리에 걸릴
때까지 전체 조립체를 아래로 밀어 넣습니다.
7. 퍼마텍스 폼 어 개스킷(Permatex Form-a-Gasket)을 하우징(1)
의 가이드 핀 보스 표면에 균일하게 발라줍니다.
8. 가이드 핀(14)이 하부 축 슬롯에 꼭 맞도록 끼우고 캡스크류(31)
로 조입니다.
9. 기어 키(19)를 상부 축 키 홈에 조립합니다.
10. 테이퍼의 넓은 면이 바깥쪽을 향하게 하면서 기어 하우징(2)의 뒤
베어링 오목부위에 테이퍼 가공된 롤러 베어링 컵(28)을 설치합
니다.
11. 테이퍼 가공된 롤러 베어링 컵(28)과 콘(26)을 웜 샤프트(7)의 핸
드휠 끝에 설치합니다. 테이퍼의 넓은 면이 샤프트의 어깨 방향으
로 향하게 하면서 베어링 콘(26)을 반대쪽 끝에 조립합니다.
12. 웜 샤프트를 기어 하우징에 설치합니다. 뒤 베어링 콘이 뒤 베어링
컵(28)에 올바르게 들어갔는지 확인합니다.
13. 베어링 캡(8) 안에 O-링(21)을 설치합니다.
14. 기어 하우징의 베어링 커버 보스에 퍼마텍스 넘버 3D를 균일하게
발라줍니다. 캡스크류(32)로 조여 베어링 캡(8)을 고정합니다. 기
어 플라스틱 심은 반드시 하우징과 베어링 캡 사이에 설치되어야
합니다.
15. 허브가 아래로 향하게 하면서 기어 하우징 안에 웜 기어(6)를 설치
합니다. (더 작은 구멍으로 향하게 함)
16. 작동기 하우징(1)의 상측 플랜지에 폼 어 개스킷을 발라줍니다. 웜
기어 키홈을 상부 축(3)의 키(19)에 맞추면서 기어 하우징(2)과 조
립된 부분을 작동기 하우징 위에 설치합니다.
17. 고정링(43)을 설치하여 웜 기어(6)를 고정합니다.
18. 캡스크류(35)를 조여 기어 하우징(2)을 작동기 하우징(1)에 고정
합니다.
주의: 짧은 캡스크류(33)가 웜 샤프트(7) 중심의 바로 아래에 설치됨
을 주의합니다.
19. 웜 기어 상단까지 기어 하우징(2)을 그리스로 채웁니다.
20. 베어링(27)을 베어링 캐리어(10)에 설치합니다.
주의: 바깥 레이스의 넓은 면이 베어링 캐리어의 어깨에 가도록 합니
다.
21. 기어 하우징(2)의 윗면에 폼 어 개스킷을 균일하게 발라줍니다.
22. 베어링 캐리어(10)를 기어 하우징(2) 위에 설치합니다. 2개의 캡스
크류(36)를 180° 간격으로 조립하여 베어링 캐리어를 일시적으로
정렬합니다. 캡스크류는 조금만 조여도 됩니다.
23. 잠금 너트(16)를 상부 축에 설치하고 렌치로 꼭 조입니다. 2개의 캡
스크류(36)를 빼냅니다.
24. 그리스 실(25)을 기어 하우징 커버(9)에 설치합니다. 이 커버를 표
시기 샤프트(12) 위로 끼우고 기어 하우징(2) 위에 올려 캡스크류
(36)로 고정합니다.
25. 축 보호대(24)를 설치합니다.
26. 표시기(11)를 설치하고 소켓 헤드 캡스크류(39)로 고정합니다.
항목 번호 625G 부품
번호
751G 부품
번호
755G 부품
번호 설명
121-422 21-623 21-623 작동기 하우징
221-408 21-405 21-4 43 기어 하우징
322-440 22-555 22-555 하부 축
422-439 22-554 22-554 상부 축
541-40 6 41-401 41-401 드라이브 핀*
623-402 23-403 23-406 웜 기어
724-404 24-404 24-403 웜 샤프트
826-401 26-401 26-401 베어링 캡
926-413 26-403 26-403 기어 하우징 커버
10 26-412 2 6-411 26-423 베어링 캐리어
11 27-406 27-406 27-406 표시기 플래그
12 27-429 27-435 27-4 35 표시기 샤프트
13 28-404 28-402 28-402 핸드휠
14 41-407 41-498 41-498 가이드 핀
15 77-403 41-410 41-410 연결 핀
16 75-462 42-401 42-401 육각 너트
17 44-401 44-401 44-401 와셔
18 45-402 45-402 45-402 반달키
19 45-403 45-406 45-406 일자형 키
20 48-403 48-413 48-413 롤러
21 62-13 62-13 62-13 O-링
22 62-22 62-209 62-209 O-링
23 64-405 64-402 64-402 플라스틱 플러그
24 6 4 -411 6 4 -411 6 4 -411 보호대
25 65-401 65-401 65-401 그리스 실
26 66-401 66-401 66-401 베어링 콘
27 66-412 66-410 66-410 베어링 볼
28 66-458 66-458 66-458 베어링 컵
29 69-414 69-414 69-414 스피너 핸들
30 72-11 — — 스터드
31 72-4 72-4 72-4 캡스크류
32 72-5 72-5 72-5 캡스크류
33 72-10 72-6 —캡스크류
34 72-8 72-8 72-8 캡스크류
35 72-9 72-9 72-9 캡스크류
36 72-14 72-14 72-26 캡스크류
37 72-21 72-21 72-21 캡스크류
38 74-3 74-4 73-28 고정 나사
39 74-6 74-6 74-6 나사
40 —73-13 0 73-130 육각 너트
41 76-612 76-612 76-612 윤활 피팅
42 —78-406 78-406 고정링
43 78-404 78-408 78-408 고정링
44 93-413 93-413 93-413 커버
* 별도 구입 불가능
PROCESS VALVE
설치, 작동 및 정비 설명서 GENERAL TWIN SEAL / IOM-GEN-TWIN-02-KO
14
TWIN SEAL™ 모델 1261G 및 1261-7G
단면 분해도
43 안보임
1261G가 사용되는 모델:
12″ C821 8″ C921
14″ C821 10″ CA921
16 ″ C 811 12″ C A 911
16 ″ 8 811 14″ C 911
18 ″ C 811 16 ″ C 911
18 ″ 8 811
20″ CA811
20″ 8 811
24″ 8 811
1261-7G가 사용되는 모델:
8″ C851 12″ CA921
10″ CB8 41 18″ C 911
12″ CB8 411 20″ CA911
16″ CA821
18″ CA821
24″ CA 811
29
11
17
6
30
8
28
39
28
27
2
28
27
34
16
37
8
22
10
33
7
24
15
25
5
18
2
31
11
36
42
35
40
26
1
3
12
32
13
4
21
41
14
23
38
19
30
8
17
34
16
29
11
20
28
27
6
33
24
25
5
2
39
26
26
18
3
4
13
32
23
41
14
35
1
21
9
37
22
7
15
39
40
12
19
38
10
36
42
31
23
41
28
27
15
PROCESS VALVE
설치, 작동 및 정비 설명서 GENERAL TWIN SEAL / IOM-GEN-TWIN-02-KO
TWIN SEAL™ 모델 1261G 및 1261-7G
작동기 분해
1. 나사(37)를 풀고 표시기 플래그(9)를 분리합니다.
2. 표시기 샤프트 보호대(22)를 분리합니다.
3. 볼트를 풀고 기어 하우징 커버(7)를 분리합니다.
4. 상부 축 너트(15)를 분리합니다.
5. 상측 베어링(25)을 분리합니다.
6. 캡스크류(34), 핸드휠 와셔(16), 핸드휠(11) 및 반달키(17)를 분리
합니다.
7. 볼트를 풀고 베어링 캡(8)을 분리합니다.
주의: 플라스틱 심이 손상되지 않게 주의하십시오.
8. 웜 샤프트(6)를 돌려 빼냅니다. 앞 베어링 콘(27)과 컵(28), 뒤 베
어링 콘(27)이 웜 샤프트와 함께 딸려 나옵니다. 다음에는 뒤 베어
링 컵(28)을 기어 하우징에서 분리할 수 있습니다.
9. 웜 기어(5)와 키(18)를 분리합니다.
10. 볼트를 풀고 기어 하우징(2)을 분리합니다.
11. 고정링(40)을 분리합니다.
12. 볼트를 풀고 가이드 핀(13)을 분리합니다.
13. 상부 축(3), 하부 축(4), 롤러(19), 두 베어링(26) 및 표시기 샤프트
(10)를 하우징(1) 위로 당겨 꺼냅니다.
베어링이 하우징에 꼭 끼워져 있으면 웜 기어(5)를 키(18)가 있는
상부 축에 거꾸로(허브가 위로) 설치합니다. 기어를 반시계방향으
로 돌려 하부 축을 최대한 높이 올립니다. 직경이 1 1/2”인 바를
하우징 아래의 두 구멍에 끼웁니다. 기어 허브 위에서 파이프 렌치
를 사용하여 시계방향으로 돌리고 베어링을 하우징에서 들어 올
립니다.
14. 소켓 헤드 캡스크류(38)를 분리하고 표시기 샤프트 부분 조립체
(10)를 하부 축(4) 아래로 밀어 꺼냅니다.
15. 상부 축(3)과 하부 축(4)을 분리합니다.
16. 상부 축(3)에서 베어링(26)을 분리합니다.
작동기 조립
1. 두 베어링(26)을 상부 축(3) 위에 설치합니다.
주의: 이 둘은 레이디얼 스러스트 베어링이기 때문에 안쪽 레이스의
넓은 면이 서로 맞대도록 설치해야 합니다.
잘못 설치하면 심각한 손상이 발생하게 됩니다.
2. 베어링 고정링(40)을 설치합니다.
3. 상부 축(3)의 전체 표면에 그리스를 충분히 발라줍니다.
4. 상부 축의 드라이브 핀이 하부 축 위의 돌출부로 오게 하고 상부
축의 멈춤쇠 오목부위가 하부 축의 롤러 구멍과 정확하게 정렬이
되도록 상부 축(3)을 하부 축(4)에 끼웁니다. 나사산이 다중선이기
때문에 여러 번의 작업 시도가 필요할 수도 있습니다.
5. 표시기 샤프트 부분 조립체(10)를 양 축 안에 설치합니다.
6. 하우징(1) 안에 O-링(21)을 설치합니다.
7. 롤러(48)를 하부 축(4)의 옆 구멍에 조립합니다.
8. 롤러(48)가 하우징의 롤러 홈에 정렬되도록 주의하면서 축 조립체
를 하우징(1) 안에 장착합니다. 아래쪽 베어링(26)이 하우징의 어
깨 모서리에 걸릴 때까지 조립체를 아래로 밀어 넣습니다.
9. 퍼마텍스 폼 어 개스킷(Permatex Form-a-Gasket)을 하우징(1)
의 가이드 핀 보스 표면에 균일하게 발라줍니다.
10. 가이드 핀(13)이 하부 축(4) 슬롯에 꼭 맞도록 끼우고 캡스크류
(32)로 조입니다.
11. 기어 키(18)를 상부 축(3) 키 홈에 조립합니다.
12. 테이퍼의 넓은 면이 바깥쪽을 향하게 하면서 기어 하우징(2)의 뒤
베어링 오목부위에 테이퍼 가공된 롤러 베어링 컵(28)을 설치합
니다.
13. 테이퍼 가공된 롤러 베어링 컵(28)과 콘(27)을 웜 샤프트(6)의 핸
드휠 끝에 설치합니다.
14. 웜 샤프트(6)를 기어 하우징(2)에 설치합니다. 뒤 베어링 콘(27)이
뒤 베어링 컵(28)에 올바르게 들어갔는지 확인합니다.
15. 베어링 캡(8) 안에 O-링(20)을 설치합니다.
16. 기어 하우징(2)의 베어링 캡 보스에 퍼마텍스 폼 어 개스킷을 균
일하게 발라줍니다. 캡스크류(30)로 조여 베어링 캡을 고정합니다.
플라스틱 심은 반드시 기어 하우징과 베어링 캡 사이에 설치되어
야 합니다.
17. 허브가 아래로 향하게 하면서 기어 하우징(2) 안에 웜 기어(6)를
설치합니다(가장 작은 구멍으로 향하게 함).
18. 웜 기어 키홈을 상부 축(3)의 키(18)에 맞추면서 기어 하우징(2)과
조립된 부분을 작동기 하우징 위에 설치합니다.
19. 볼 베어링(25)을 상부 축(3)에 설치하고 너트(15)로 고정합니다.
20. 퍼마텍스 폼 어 개스킷을 작동기 하우징 위에 균일하게 발라줍니
다.
21. 캡스크류(35와 33)를 조여 기어 하우징(2)을 작동기 하우징에 고
정합니다.
주의: 짧은 캡스크류(72B)가 웜의 중심 바로 아래에 설치됨을 주의합
니다.
22. 웜 기어(5) 상단까지 기어 하우징(2)을 그리스로 채웁니다.
23. 기어 하우징(2)의 윗면에 퍼마텍스 폼 어 개스킷을 균일하게 발라
줍니다.
24. 기어 하우징 커버(7)에 그리스 실(24)을 설치합니다. 커버를 표시
기 샤프트(10)와 볼 베어링(25) 위로 끼우고 작동기 하우징 위에 올
려 캡스크류(33)로 고정합니다.
25. 표시기 샤프트 보호대(22)를 설치합니다.
26. 표시기 플래그(9)를 설치하고 나사(37)로 고정합니다.
27. 핸드휠(11)을 반달키(17), 와셔(16) 및 캡스크류(34)와 함께 설치
합니다.
항목
번호 1261G 부품 번호 1261-7G 부품 번호 설명 요구 수량
121-621 21-621 작동기 하우징 1
221-518 21-518 기어 하우징 1
322-552 22-552 상부 축 1
422-553 22-553 하부 축 1
523-472 23-472 웜 기어 1
624-428 24-428 웜 샤프트 1
726-513 26-513 기어 하우징 커버 1
826-514 26-514 베어링 캡 1
927-406 27-406 표시기 플래그 1
10 27-488 27-488 표시기 샤프트 1
11 28-402 28-402 핸드휠 1
12 41-402 41-402 드라이브 핀* 1
13 41-496 41-496 가이드 핀 1
14 41-411 41-411 연결 핀 1
15 42-403 42-403 너트 1
16 44-401 44-401 핸드휠 와셔 1
17 45-402 45-402 반달키 1
18 45-404 45-404 키 1
19 48-412 48-412 롤러 1
20 62-13 62-13 O-링 1
21 62-208 62-208 O-링 1
22 6 4 -411 6 4 -411 보호대 1
23 64-416 64-416 플라스틱 플러그 21
24 65-401 65-401 그리스 실 1
25 66-404 66-404 볼 베어링 2
26 6 6 -411 6 6 - 411 볼 베어링 2
27 66-465 66-465 베어링 콘 2
28 66-466 66-466 베어링 컵 1
29 69-414 69-414 스피너 핸들 4
30 72-2 72-2 캡스크류 1
31 72-3 72-3 캡스크류 2
32 72-4 72-4 캡스크류 8
33 72-7 72-7 캡스크류 1
34 72-8 72-8 캡스크류 7
35 72-13 72-13 캡스크류 2
36 72-21 72-21 캡스크류 1
37 73-28 74-6 나사 1
38 73-28 74-12 고정 나사 2
39 76-412 76-412 윤활 피팅 1
40 78-405 78-405 고정링 2
41 78-407 78-407 고정링 1
42 93-413 93-413 커버 1
43 —26-712 어댑터 1
* 별도 구입 불가능
PROCESS VALVE
설치, 작동 및 정비 설명서 GENERAL TWIN SEAL / IOM-GEN-TWIN-02-KO
16
TWIN SEAL™ 모델 1276G
단면 분해도
1276G가 사용되는 모델:
10″ C851 16″ C921
16″ CA841 20″ CB921
20″ CA821
24″ CA821
3 0″ C C 811
9
31
19
34
18
10
7
36
22 41
9
29 30 36
26
5
23
45
15
3
38
37
4
2
1
40
32
33
16
25
42
44
11
43
21
28
20
27
35
6
8
17
24
12
39
13
39
3
29
31
34
36
13
14
21
2
40
44
8
41
4
38
33
25
15
45
37
1
23
16
42
18
49-649-20
심
(안보임)
41
10
22
30
19
7
29 30
36
9
12
32
43
5
20
28
27
35
11
24
17
6
26
17
PROCESS VALVE
설치, 작동 및 정비 설명서 GENERAL TWIN SEAL / IOM-GEN-TWIN-02-KO
TWIN SEAL™ 모델 1276G
작동기 분해
1. 완전히 열릴 때까지 핸드휠을 반시계방향으로 돌립니다.
2. 고정 나사(39)와 표시기 플래그(11)를 분리합니다.
3. 축 보호대(24)를 분리합니다.
4. 볼트를 풀고 기어 하우징 커버(8)를 분리합니다.
5. 베어링 고정 너트(17)와 볼 베어링(27)을 분리합니다.
6. 캡스크류(34), 와셔(18), 핸드휠(13) 및 키(19)를 분리합니다.
7. 볼트를 풀고 베어링 캡(9와 10)을 분리합니다.
주의: 앞 베어링 캡(10) 아래에 있는 플라스틱 심이 손상되지 않게 합
니다.
8. 웜 샤프트(7) 및 콘(29)과 컵(30)으로 구성된 테이퍼 베어링을 분
리합니다.
9. 웜 기어(6)와 키(20)를 분리합니다.
10. 볼트를 풀고 기어 하우징(3)을 분리합니다.
11. 볼트를 풀고 가이드 핀(16)을 분리합니다.
12. 상부 축(5), 하부 축(4), 베어링(28) 및 롤러(21)를 상측 하우징(2)
위로 당겨 꺼냅니다. 베어링이 상측 하우징에 꼭 끼었다면 상부 축,
하부 축 및 롤러를 하측 하우징(1) 아래로 분리합니다. 상측 및 하
측 하우징의 볼트를 풀고 적당한 도구로 베어링을 분리합니다.
13. 상부 축과 하부 축을 분리하고 표시기 샤프트 조립체(12)를 분리
합니다.
작동기 조립
1. 두 베어링(28)을 상부 축(5) 위쪽 끝에 설치합니다.
주의: 이 둘은 레이디얼 스러스트 베어링이기 때문에 안쪽 레이스의
넓은 면이 서로 맞대도록 설치해야 합니다. 잘못 설치하면 심각한 손
상이 발생하게 됩니다.
2. 퍼마텍스 넘버 3D를 상측 하우징(2)의 바닥 플랜지에 균일하게 바
르고 스터드(32)와 너트(40)를 사용하여 하측 하우징(1)에 고정합
니다. 맞춤 핀(43)은 하측 하우징에 단단히 고정되어 있고 상측 하
우징에 끼울 수 있습니다. 이 핀은 롤러 홈을 올바르게 정렬하기
위한 것입니다.
3. 상부 축(5)과 하부 축(4)의 전체 표면에 그리스를 충분히 발라줍
니다.
4. 상부 축의 드라이브 핀(14)이 하부 축(3) 위의 돌출부로 오게 하고
상부 축의 멈춤쇠 오목부위가 하부 축의 롤러 구멍과 정확하게 정
렬이 되도록 두 축을 조립합니다. 나사산이 다중선이고 첫 시도에
서 항상 올바르게 조립하지 못할 수도 있기 때문에 이 작업을 여러
번 시도해야 하는 경우도 있습니다.
5. 표시기 샤프트 부분 조립체를 두 축의 아래에서 위로 설치하고 하
부 축 아래에서 롤 핀(44)으로 고정합니다.
6. 하측 하우징(1) 안에 O-링(23)을 설치합니다.
7. 롤러(21)를 하부 축(4)의 옆 구멍에 조립합니다. 롤러 위치를 잡기
위해 그리스를 충분히 발라줍니다.
8. 두 베어링(28) 중 낮은 쪽이 상측 하우징의 어깨에 걸릴 때까지 베
어링과 롤러가 조립된 축을 상측 하우징의 위에서 아래로 설치합
니다.
9. 퍼마텍스 폼 어 개스킷을 하측 하우징(1)의 가이드 핀 보스 표면에
균일하게 발라줍니다.
10. 가이드 핀(16)이 하부 축 슬롯에 꼭 맞도록 끼우고 캡스크류(33)
로 고정합니다.
11. 기어 키(20)를 상부 축(5)의 키 홈에 조립합니다.
12. 콘 테이퍼의 넓은 면이 샤프트 어깨 방향으로 향하게 하면서 테이
퍼 가공된 롤러 베어링 콘(29)을 웜 샤프트(7)의 양쪽 끝에 조립
합니다.
13. 컵(30)을 콘(29)에 조립합니다.
14. 기어 하우징(3)의 베어링 고정 보스 표면에 퍼마텍스 넘버 3D를
균일하게 발라줍니다.
15. 캡스크류(36)로 조여 막힌 베어링 캡(9)을 고정합니다.
16. 웜 샤프트(7)를 기어 하우징에 설치합니다.
17. 베어링 컵(10)에 O-링(22)을 설치하고 캡스크류(36)로 고정합니
다. 플라스틱 심이 반드시 기어 하우징과 베어링 캡 사이에 다시
설치되어야 합니다.
18. 허브가 아래로 향하게 하면서 기어 하우징 안에 웜 기어(6)를 설치
합니다. (가장 작은 구멍으로 향하게 함)
19. 퍼마텍스 넘버 3D를 상측 하우징의 윗면 플랜지에 균일하게 발라
줍니다.
20. 웜 기어의 키 홈을 상부 축의 키(20)에 맞추면서 기어 하우징 조립
체를 상측 하우징 위에 설치하고 캡스크류(38)로 상측 하우징에 고
정합니다.
21. 볼 베어링(27)을 상부 축 위에 설치하고 너트(17)로 고정합니다.
22. 웜 기어 상단까지 기어 하우징을 그리스로 채웁니다.
23. 퍼마텍스 넘버 3D를 기어 하우징의 윗면 주위에 균일하게 발라줍
니다.
24. 그리스 실(26)을 기어 하우징 커버(8)에 설치합니다. 커버를 표시
기 샤프트(12)와 볼 베어링(27) 위로 끼우고 작동기 하우징 위에
올려 캡스크류(35)로 고정합니다.
25. 축 보호대(24)를 설치하고 고정 나사(39)로 표시기 플래그(11)를
제자리에 고정합니다.
26. 핸드휠(13), 키(19), 와셔(18), 캡스크류(34) 및 스피너 핸들(31)을
조립합니다.
항목
번호 1276G 부품 번호 설명 요구 수량
121-594 하측 하우징 1
221-595 상측 하우징 1
321-505 기어 하우징 1
4 22-533 하부 축 1
522-534 상부 축 1
623-461 웜 기어 1
724-425 웜 샤프트 1
826-487 기어 하우징 커버 1
926-488 베어링 캡 1
10 26-489 베어링 캡 1
11 27-406 표시기 플래그 1
12 27-541 표시기 샤프트 1
13 28-432 핸드휠 1
14 41-473 드라이브 핀* 1
15 41-476 연결 핀 1
16 41-480 가이드 핀 1
17 42-403 너트 1
18 44-401 와셔 1
19 45-402 키 1
20 45-428 키 1
21 48-409 롤러 1
22 62-20 O-링 1
23 62-215 O-링 1
24 64-412 보호대 1
25 64-416 플라스틱 플러그 4
26 65-401 그리스 실 1
27 66-404 볼 베어링 1
28 66-452 볼 베어링 2
29 66-454 베어링 콘 2
30 66-463 베어링 컵 2
31 69-414 스피너 핸들 1
32 71-47 스터드 12
33 72-5 캡스크류 2
34 72-8 캡스크류 1
35 72-26 캡스크류 8
36 72-64 캡스크류 12
37 73-111 캡스크류 6
38 73-131 캡스크류 12
39 74-6 나사 1
40 75-406 너트 24
41 76-412 윤활 피팅 2
42 76-536 파이프 플러그 1
43 77-45 4 맞춤 핀 1
44 77-481 롤핀 1
45 78-407 고정링 2
* 별도 구입 불가능
PROCESS VALVE
설치, 작동 및 정비 설명서 GENERAL TWIN SEAL / IOM-GEN-TWIN-02-KO
18
TWIN SEAL™ 모델 1500G
단면 분해도
1500G가 사용되는 모델:
20″ C841 16″ C941
30″ CC821
3 6″ CA811
34
18
19
31
30
10
22
29
7
9
36
41
11,39
24
46
15, 45
43
12
23
44
4
16, 33
1
21 2
27
28
39, 40
26
8
35
37
2
32, 40
5
42
6
19
38
** 쉴드
(안보임)
25-93-424
25-93-492
4
5
20
28
41 36
9
39
3
8
27
35
11
24
17
6
26
31
34
36
18
41
29 30
19
7
29 30
13
14
21
10
22
핸드휠 안보임
19
PROCESS VALVE
설치, 작동 및 정비 설명서 GENERAL TWIN SEAL / IOM-GEN-TWIN-02-KO
TWIN SEAL™ 모델 1500G
작동기 분해
1. 완전히 열릴 때까지 웜 샤프트를 반시계방향으로 돌립니다.
2. 고정 나사(39)와 표시기 플래그(11)를 분리합니다.
3. 축 보호대(24)를 분리합니다.
4. 볼트를 풀고 기어 하우징 커버(8)를 분리합니다.
5. 고정 나사(39)와 상부 축 너트(17)를 분리합니다.
6. 볼 베어링(27)을 분리합니다.
7. 볼트를 풀고 베어링 캡(10)을 분리합니다.
주의: 모터 어댑터 아래의 플라스틱 심이 손상되지 않게 주의합니다.
8. 웜 샤프트(7) 및 콘(29)과 컵(30)으로 구성된 테이퍼 베어링을 분
리합니다.
9. 웜 기어(6)와 키(20)를 분리합니다.
10. 볼트를 풀고 기어 하우징(3)을 분리합니다.
11. 볼트를 풀고 가이드 핀(16)을 분리합니다.
12. 상부 축(5), 하부 축(4), 베어링(28), 베어링 지지대 및 롤러(21)를
상측 하우징(2) 위로 당겨 꺼냅니다.
베어링이 상측 하우징에 꼭 끼었다면 상부 축, 하부 축 및 롤러를
하측 하우징 아래로 분리합니다. 상측 및 하측 하우징의 볼트를 풀
고 적당한 도구로 베어링을 분리합니다.
13. 상부 축과 하부 축을 분리하고 너트(43)와 표시기 샤프트(12)를 분
리합니다.
작동기 조립
1. 두 베어링(28)과 베어링 지지대를 상부 축(5) 위쪽 끝에 설치합니
다.
주의: 이 둘은 레이디얼 스러스트 베어링이기 때문에 안쪽 레이스의
넓은 면이 서로 맞대도록 설치해야 합니다. 잘못 설치하면 심각한 손
상이 발생하게 됩니다.
2. 폼 어 개스킷을 상측 하우징(2)의 바닥 플랜지에 균일하게 바르고
스터드(32)와 너트(40)를 사용하여 하측 하우징(1)에 고정합니다.
3. 상부 축(5)과 하부 축(4)의 전체 표면에 그리스를 충분히 발라줍
니다.
4. 상부 축의 드라이브 핀이 하부 축 위의 돌출부로 오게 하고 상부
축의 멈춤쇠 오목부위가 하부 축의 롤러 구멍과 정확하게 정렬이
되도록 두 축을 조립합니다. 나사산이 다중선이고 첫 시도에서 항
상 올바르게 조립하지 못할 수도 있기 때문에 이 작업을 여러 번
시도해야 하는 경우도 있습니다.
5. 표시기 샤프트(12)를 두 축의 아래에서 위로 설치하고 하부 축 아
래에서 너트(43)로 고정합니다.
6. 하측 하우징 안에 O-링(23)을 설치합니다.
7. 롤러(21)를 하부 축(4)의 옆 구멍에 조립합니다. 롤러 위치를 잡기
위해 그리스를 충분히 발라줍니다.
8. 두 베어링 중 낮은 쪽이 상측 하우징의 어깨에 걸릴 때까지 베어링
(28), 베어링 지지대 및 롤러(21)가 조립된 축을 상측 하우징의 위
에서 아래로 설치합니다.
9. 폼 어 개스킷을 하측 하우징의 가이드 핀 보스 표면에 균일하게 발
라줍니다.
10. 가이드 핀(16)이 하부 축 슬롯에 꼭 맞도록 끼우고 캡스크류(33)
로 고정합니다.
11. 기어 키(20)를 상부 축의 키 홈에 조립합니다.
12. 콘 테이퍼의 넓은 면이 샤프트 어깨 방향으로 향하게 하면서 테이
퍼 가공된 롤러 베어링 콘(29)을 웜 샤프트(7)의 양쪽 끝에 조립
합니다.
13. 컵(30)을 콘에 조립합니다.
14. 웜 샤프트를 기어 하우징에 설치합니다.
15. 기어 하우징의 모터 어댑터 장착면에 폼 어 개스킷을 균일하게 발
라줍니다.
16. 베어링 컵(10)에 O-링(22)을 설치하고 나사(36)로 기어 하우징에
고정합니다. 플라스틱 심이 반드시 기어 하우징과 모터 어댑터 사
이에 다시 설치되어야 합니다.
17. 허브가 아래로 향하게 하면서 기어 하우징 안에 웜 기어(6)를 설치
합니다(더 작은 구멍으로 향하게 함).
18. 상측 하우징의 윗면 플랜지에 폼 어 개스킷을 균일하게 발라줍니
다.
19. 웜 기어의 키 홈을 상부 축의 키(20)에 맞추면서 기어 하우징 조립
체를 상측 하우징 위에 설치하고 캡스크류(38)로 상측 하우징에 고
정합니다.
20. 볼 베어링(27)을 상부 축 위에 설치하고 상부 축 너트로 고정합니
다.
21. 나사를 끼워 상부 축 너트에 조립합니다.
22. 웜 기어 상단까지 기어 하우징을 그리스로 채웁니다.
23. 기어 하우징의 윗면 주변에 폼 어 개스킷을 균일하게 발라줍니다.
24. 그리스 실(26)을 기어 하우징 커버(8)에 설치합니다. 커버를 표시
기 샤프트(12)와 볼 베어링(27) 위로 끼우고 기어 하우징 위에 올
려 캡스크류(35)로 고정합니다.
25. 축 보호대(24)를 설치하고 고정 나사(39)로 표시기 플래그(11)를
제자리에 고정합니다.
항목 번호 1500G 부품 번호 설명 요구 수량
121-572 하측 하우징 1
221-571 상측 하우징 1
321-573 기어 하우징 1
422-510 하부 축 1
5 22-509 상부 축 1
623- 411 웜 기어 1
724-425 웜 샤프트 1
826-515 기어 하우징 커버 1
926-488 베어링 캡 1
10 26-489 베어링 캡 1
11 27-406 표시기 플래그 1
12 27-450 표시기 샤프트 1
13 28-432 핸드휠 1
14 41-474 드라이브 핀* 1
15 32-410 연결 핀 1
16 41-474 가이드 핀 1
17 75-441 너트 1
18 44-401 와셔 1
19 45-402 키 1
20 45-414 키 1
21 48-408 롤러 1
22 62-20 O-링 1
23 62-89 O-링 1
24 64-412 보호대 1
25 —작동기 쉴드 2
26 65-401 그리스 실 1
27 66-424 볼 베어링 1
28 66-425 볼 베어링 1
29 66-454 베어링 콘 2
30 66-463 베어링 컵 2
31 69-414 스피너 핸들 1
32 71-109 스터드 12
33 72-5 캡스크류 2
34 72-8 캡스크류 1
35 72-26 캡스크류 8
36 72-64 캡스크류 12
37 73-87 캡스크류 12
38 73-124 캡스크류 12
39 74-6 나사 1
40 75-408 너트 24
41 76-412 윤활 피팅 2
42 76-470 파이프 플러그 1
43 75-441 너트 1
44 72-21 캡스크류 30
45 75-442 연결 핀 너트 2
46 32-452 스페이서 1
* 별도 구입 불가능
PROCESS VALVE
설치, 작동 및 정비 설명서 GENERAL TWIN SEAL / IOM-GEN-TWIN-02-KO
20
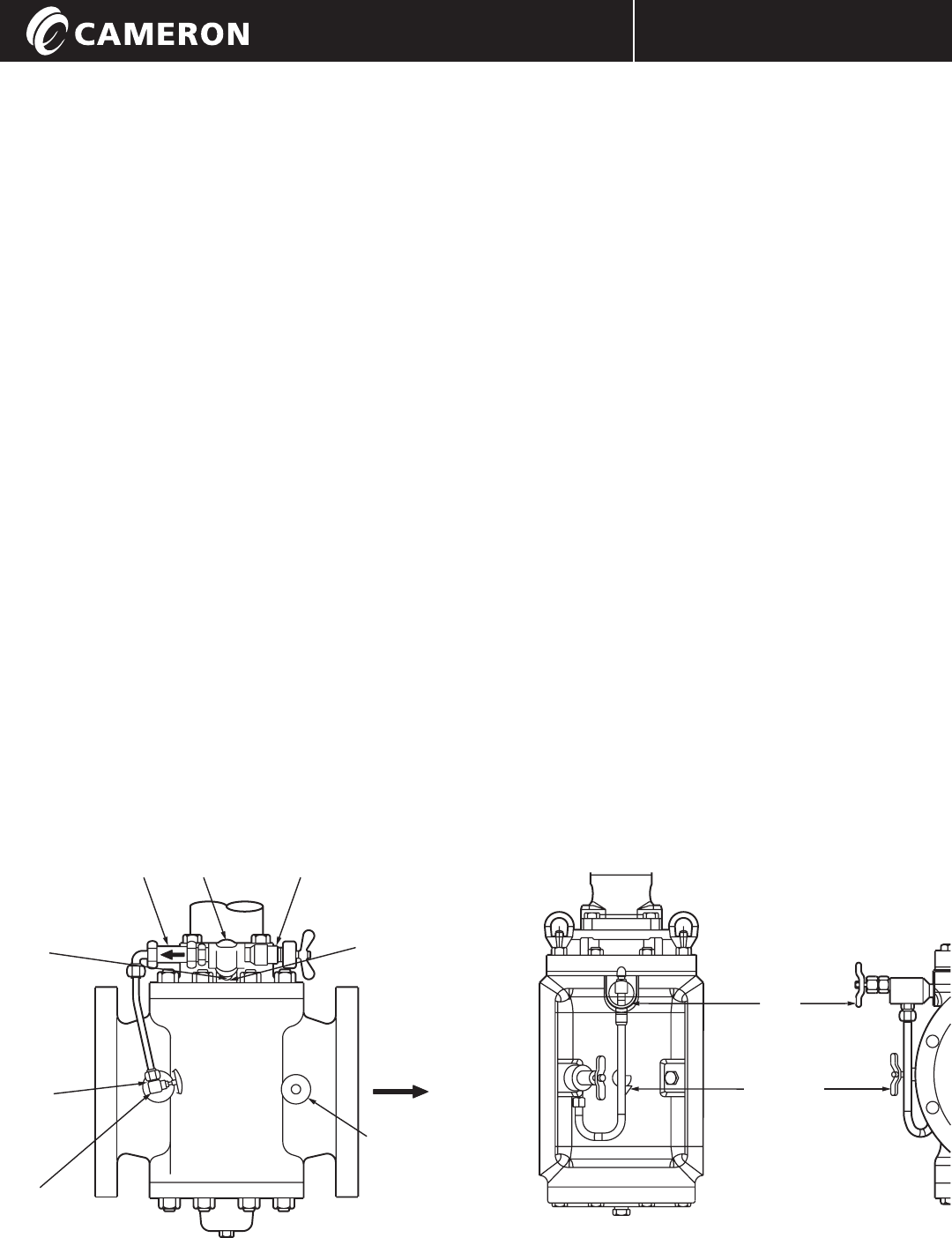
T자관
흐름
수동 블리드
조절 밸브
아래 명시된 밸브를
제외한 모든 밸브의
보닛에는 블리드
구멍이 있음.
하향류 기관 탭
본체 내부 탭
차단 밸브
상향류 기관 탭
차단 밸브
단일 블록에
조절
및
수동 블리드
밸브가 포함
DTR 블리드 시스템 이해
범위
본 설명서는 General Twin Seal의 열 팽창(압력) 조절(DTR) 블리드 시스템에 관한
올바른 기능, 문제 해결 및 수리를 다룹니다.
배경
General Twin Seal 밸브가 설치된 상태
에서 유체로 완전히 채워져 있을 때, 태
양 광선이나 기온 변동으로 인한 모든 온
도 변화는 열 팽창을 일으켜 본체 내부
압력에 급격한 변화를 일으킵니다. 330
API 연료 오일로 채워진 밸브는 온도가
1°F만 올라도 압력이 75psi가 증가하는
것을 나타냈습니다. 이 점을 고려하면 일
반적인 대기 온도의 일교차가 30°F인 경
우 본체 내부 압력이 2250psi 정도 증가
하게 됩니다.
결과는 매개체, 압력 용기 경도 및 혼입
공기의 유무와 관련하여 실제 사용 조건
에 따라 변하지만, 유체로 채워진 완전
차단 밸브에 상당한 고압이 형성된다고
알려져 있습니다.
따라서 유체 공급을 위한 General Twin
Seal에는 압력 완화 장치가 필요합니다.
이를 위한 자동 ‘장치’가 열 팽창(압력)
조절(DTR) 시스템이며 모든 자동 밸브
에 설치되어야 합니다.
모델 400/800/900
열 팽창 조절(DTR) 시스템에 의한 유동 라인에 배출되는 수동 블리드
모델 8800
작동 원리
열 팽창(압력) 조절(DTR) 시스템의 구조가 아래에 나와 있습니다. 여러
구성품이 DTR에 사용됩니다. 표시된 것처럼 보닛 위의 T형 배출구에
장착된 조절 밸브가 고압을 상향류 밸브 기관으로 보내 조절하는 것을
볼 수 있습니다.
표준 조절 밸브는 작동 압력에 관계없이 모든 밸브에서 25psi에
열리도록 설정되어 있습니다. 밸브가 닫힌 상태에서 상향류 압력이
25psi를 넘는 경우 조절 밸브가 열리게 됩니다. 이 시스템은 밸브가
닫혀 있을 때만 작동합니다.
수동 본체 블리드 밸브는 General Twin Seal에 기본으로 장착되어
있습니다. 조절 시스템에 설치된 이 블리드 밸브는 General Twin
Seal이 닫힌 후에 열립니다. 공기 또는 가스 반출 이후 내부 공간이
안정될 때까지 몇 초의 시간이 지나고 나서 차단 효과를 즉시 평가할
수 있습니다. General Twin Seal을 다시 열기 전에 반드시 블리드
밸브를 닫아야 합니다.
상향류 기관 탭에 설치된 Check 밸브 또한 표준 DTR에 포함되어
있습니다. 조절 시스템이 압력 상향류를 해소하려면 이 밸브가 열려
있어야 합니다.
차단 밸브는 이후에 설명할 정비 및 문제 해결을 위해서만 사용되어야
합니다.
이 밸브는 수리중에만 닫아야 합니다. 만약 정상 작동 중에 닫혀져
있으면 조절 시스템(조절/확인 밸브)의 자동 장치가 파손될 것입니다.
(차단 밸브를 닫으면 조절 밸브의 배출구가 닫히게 됩니다.)
블리드 시스템의 기타 구성품인 튜브 연결장치, 꼭지, 파이프 연결장치
등은 ‘작동 원리’와는 기능적으로 관련이 없지만, 이후에 논의할 ‘고장
원인’에 연관될 수 있습니다.
21
PROCESS VALVE
설치, 작동 및 정비 설명서 GENERAL TWIN SEAL / IOM-GEN-TWIN-02-KO
이것이 모터 작동 밸브에서 특별히 중요한 이유
밸브 장치가 막 열리기 시작할 때 전기 구동 액추에이
터 또는 모터 작동기는 주로 개방 토크 리미터를 우회
하거나 무시하도록 구성됩니다.
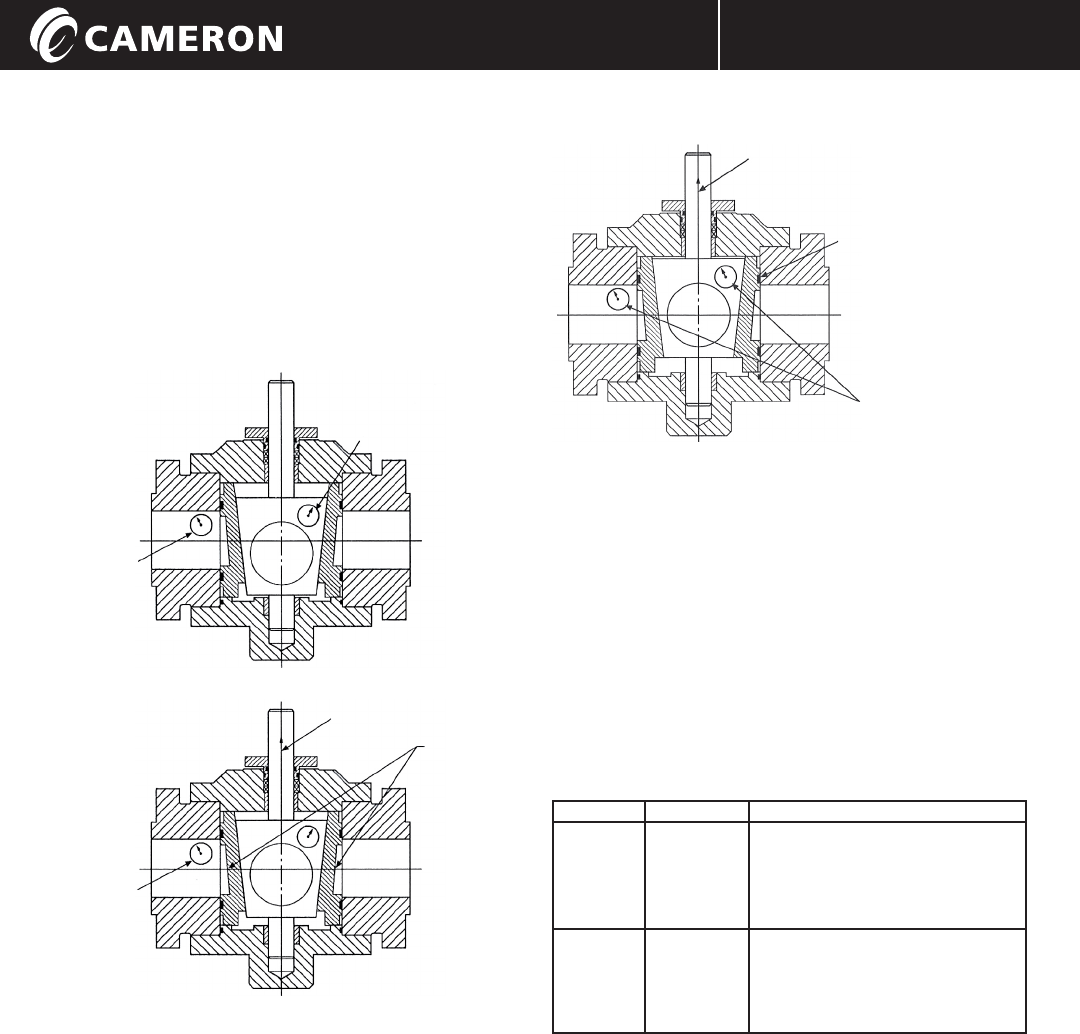
모터 작동되는 General Twin Seal에 열 팽창이 생기
면 본체 압력은 라인 압력(아래 그림 참조)보다 훨씬 증
가하게 되고 유체 정역학적으로 과부하 저항을 야기하
게 됩니다. 더 큰 문제는 올라가는 플러그에 의해 이 슬
립이 안으로 당겨지므로 본체 내부가 아코디언처럼 눌
려집니다.
이런 방식으로 다음과 같은 상태가 될 때까지 계속해서
본체 내부 압력이 열 팽창 압력에 직접적으로 더해지게
됩니다.
1) 슬립 실이 후퇴하거나
2) 모터가 멈추거나
3) 일부가 파손되거나
4) DTR이 압력을 해소할 때까지
슬립 실은 확실하게 유로를 차단하고 모터 정지는 최
고 토크(토크 리미터는 위치 이탈 회로에서 제외)의 6배
가 되어야 발생하기 때문에 전기 모터 작동기에는 앞에
서 설명한 것처럼 DTR이 정확하게 수행할 수 있는 자
동 압력 보호 기능이 있어야 합니다. 전기 작동기의 토
크 스위치 설정은 닫힌 상태보다 열린 상태에서 더 높
게 설정되어야 합니다.
기타 유형의 작동기에 대한 우려
자동 압력 보호장치(DTR)가 설치되어 있지 않다면, 일
부 원격으로 작동하는 유압식, 기압식, 직류식 등의 밸
브의 정지 문제가 열리는 중에 나타날 수도 있기 때문
에 DTR은 이러한 장치에도 필요합니다. 하지만 실속 토
크가 동일한 파손 우려를 의미하지는 않습니다.
수동 작동 밸브
수동 작동 밸브(국지 작동)를 통해 수동 본체 블리드 밸
브에 접근하여 어느 정도 유체를 방출하면 가압 및 가
열 작용을 해소할 수 있습니다. 이런 내부 유체를 환경
또는 안전상의 이유로 대기에 방출할 수 없다면 DTR이
필요할 것입니다. 선택적으로 수동 본체 블리드가 단독
으로 허용될 수 있습니다.
현상 문제점 해결책
밸브 열리는
동안 밸브
정지.
차단 밸브 닫
힘.
조절 확인 밸
브가 반대로
설치.
차단 밸브를 열고 수리중에만 닫음.
차단 밸브, 시트 밸브를 닫고 밸브 누출
또는 배출 시도한 후에 반대로 된 확인/
조절 밸브를 분리하고 재조립하고 누출
을 막고 차단 밸브를 염.
튜브/파이프
누설.
밸브에 이물질
이 끼었음을
확인.
헐거운 장치/
손상된 꼭지
누출.
위와 같이 교체하고 세척함.
차단 밸브를 닫고 밸브를 닫고 밸브를
누출 및 배출한 후에 필요한 수리를 하
고 차단 밸브를 열고 누출을 닫음.
블리드 시스템이 올바르게 작동하는지 확인하기 위해
밸브의 상향류 압력 측정 장치를 설치하고 관찰합니다.
General Twin Seal을 설치하고 무결성을 확인합니다.
적절한 압력 측정장치가 딸린 핸드 펌프를 수동 본체
블리드에 연결합니다. 핸드 펌프 용기가 적합한 액체로
채워진 상태에서 MBV를 열고 내부 압력을 관찰하면서
펌핑을 천천히 시작합니다.
주의: 내부 압력이 상향류 압력보다 25psi 이상 초과해서는 안됩니
다. 이것이 지켜지면 DTR 조절이 확인된 것입니다.
압력의 동일화
열림상태 지속
슬립이 상당히 멀리 후퇴하여
본체에서 실이 떨어짐
갇힌 유체의 열 팽창으로
인하여 압력이 증가
본체 내부 압력
과 독립적으로
작용하는 라인
압력
열리기 시작
갇힌 유체를 ‘
누르면서’ 슬립
이 후퇴하고 이
로 인해 내부 압
력 증가
라인 압력은 일정
상태 유지

PROCESS VALVE
설치, 작동 및 정비 설명서 GENERAL TWIN SEAL / IOM-GEN-TWIN-02-KO
22
정비
General Twin Seal 밸브를 매일 정비할 필요는 없지만
가끔씩 실시해야 하는 정비 작업이 있습니다.
1. 일년에 한 번씩 하부 판의 배출 플러그를 분리하여
하부 판의 잔류물을 뽑아내고 씻어내야 합니다.
추운 기후의 동빙기가 오기 전에 밸브 플러그 또는
플러그 트러니언 아래에 고인 물을 하부 판 배출 플
러그를 통해 뽑아내야 합니다.
a. 습기가 축적되어 어는 것을 방지하기 위해 윤활유
가 밸브 작동기 하우징에 채워져 있도록 관리합니
다. 작동기에는 윤활유 주입장치가 있습니다. 윤활
유는 General Twin Seal 밸브가 열려 있을 때만
주입해야 합니다. 정상적인 상태에서 6개월마다 그
리스 주입기로 수차례 펌프 주입하면 충분합니다.
리튬 12 하이드록시 스테아린산 또는 리튬 기반 이
황화 몰리브데넘 그리스를 사용하십시오.
b. 필요에 따라 일시적으로 ABBV 커버와 가이드 핀
을 분리합니다. 6개월마다 이 부위에 그리스를 충
분히 발라줍니다.
2. 언제든 정상적인 힘으로 핸드휠(지렛대 필요 없음)을
돌려서 멈추지 않는 장치 블리드가 누출로 보이면,
다음 방법 중 하나를 통해 해결할 수 있습니다.
a. 밸브를 열고 닫는 작업을 통해 유체가 밸브 본체를
씻어내도록 흘려보냅니다. 여러 번의 흘러내림 시
도 후에 General Twin Seal 밸브를 닫고 장치 블
리드를 다시 점검합니다. 장치 블리드가 여전히 밸
브 누출을 보이면 b) 방법을 진행합니다.
b. 밸브에 DTR 시스템이 장착되어 있다면 조절 밸브
에 누출이 생길 수도 있습니다. 일시적으로 라인
차단 밸브를 닫아 이를 확인합니다. 누출이 멈추면
조절 밸브를 수리하거나 교체합니다. 누출이 계속
되면 슬립을 검사해야 합니다.
c. 슬립을 검사하거나 교체하려면 라인을 비워야 합니
다. 그 다음에는 General Twin Seal 밸브를 열린
상태(제로 라인 압력에 대비해 장치 블리드 밸브
확인)로 놓고 하부 판을 분리합니다(하부 판은 밸
브를 닫으면서 분리할 수 있으므로 웨지를 끼우고
밸브를 다시 열어야 함). 슬립을 플러그에서 분리해
서 검사하고 손상되었으면 교체합니다. 교환 시 크
레딧을 받기 위해 낡은 슬립을 버리지 말고 카메론
(Cameron)에 반송하십시오. 하부 판을 분리해서
슬립을 교체할 때마다 하부 판 O-링과 개스킷을
교체하는 것이 바람직합니다.
하부 판에 접근할 수 없어 슬립 교체 및 장착이 어렵다
면 밸브 위에서 밸브 작동기 및 보닛을 분리(보닛을 분
리하기 전에 제로 라인 압력에 대비해 장치 블리드 확
인)하여 슬립을 교체할 수 있습니다.
3. 축 패킹을 교체해야 한다면 다음 방법으로 교환할 수
있습니다.
a. 아래의 4번 항목에 설명된 것처럼 작동기를 분리
합니다.
b. 패킹 마개를 분리하고 내부와 외부 O-링 및 백업
링을 교체합니다.
c. 패킹 링을 조심스럽게 분리하고 교체합니다.
d. 패킹 마개를 교체합니다.
e. 아래의 4번 항목에 설명된 것처럼 작동기를 교체
합니다.
4. 작동기 교체 방법
a. 라인 압력을 완전히 차단합니다.
b. General Twin Seal 밸브를 특히 단단히 닫습니다.
c. 작동기를 분리할 때 제로 압력을 위해 블리드 밸브
를 엽니다.
d. 연결핀(가이드 핀 보스로 향한)을 뽑습니다.
e. 하우징에 장착된 볼트를 분리하고 작동기를 들어
냅니다.
f. 새 작동기를 역순으로 재설치합니다(연결 핀을 가
이드 핀 보스와 같은 쪽에서 끼움).
g. 블리드 밸브를 닫습니다.
h. 밸브 작동을 확인합니다.
부품
Cameron’s Valves & Measurement 그룹은 해당 지
역 카메론 판매 사무소를 통해서 교체용 공장 제조 신
품만을 제공합니다. 자세한 사항은 www.c-a-m.com
에서 확인할 수 있습니다.
O-링, 마개 패킹 및 개스킷은 한 패키지로 포장되어 주
문 절차가 간편합니다. 교체용 슬립을 주문할 때는 밸
브 크기, 종류, 슬립의 부품 번호 및 탄력 차단재 유형
을 상세하게 확인하십시오.
Cameron은 또한 Camserv 사업부를 통해 재생 밸브,
응급 수리, 기술 지원, 정비 계약, 시운전 및 서비스 교
육 세미나를 제공합니다.
PROCESS VALVE
설치, 작동 및 정비 설명서 GENERAL TWIN SEAL / IOM-GEN-TWIN-02-KO
노트
PROCESS VALVE
설치, 작동 및 정비 설명서 GENERAL TWIN SEAL / IOM-GEN-TWIN-02-KO
노트

PROCESS VALVE
설치, 작동 및 정비 설명서 GENERAL TWIN SEAL / IOM-GEN-TWIN-02-KO
PROCESS VALVE
설치, 작동 및 정비 설명서 GENERAL TWIN SEAL / IOM-GEN-TWIN-02-KO
수리 설명서가 필요하면 카메론 밸브 및 측정 그룹 담당자에게 문의하십시오.
General ValveⓇ
최신 연락처 및 소재지 정보가 필요하면 www.c-a m.com을 방문하십시오.
© Cameron’s Valves & Measurement Group Printed in Canada Revised 12/2010 IOM-GEN-TWIN-02-KO
Rev. 2 12/2010
3250 Briarpark Drive, Suite 300
Houston, Texas 77042
USA Toll Free 800 323 9160
