CHAPTER 7 CONTAINER INTEGRITY F200D Processed Manual Chapter7 1385738940295 Eng
User Manual: F200D
Open the PDF directly: View PDF ![]() .
.
Page Count: 9
- CHAPTER 7 CONTAINER INTEGRITY
- 7.1 OBJECTIVE
- 7.2 SCOPE
- 7.3 REQUIRED FORMS, EQUIPMENT AND REFERENCES
- 7.4 INSPECTION PROCEDURES FOR LOW ACID FOODS AND ACIDIFIED LOW ACID FOODS
- 7.5 INSPECTION PROCEDURES FOR OTHER THAN LOW ACID FOODS AND/OR FOR CONTAINERS OTHER THAN METAL AND FLEXIBLE RETORTABLE POUCHES
- Appendix 7A WORKSHEET 7-1: VISUAL INSPECTION OF HERMETICALLY SEALED CONTAINERS
- Appendix 7B WORKSHEET 7-2: METAL CAN DEFECTS IDENTIFICATION AND CLASSIFICATION
7 - i
CHAPTER 7 CONTAINER INTEGRITY
7.1 OBJECTIVE.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7-1
7.2 SCOPE. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7-1
7.3 REQUIRED FORMS, EQUIPMENT AND REFERENCES. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7-1
7.3.1 Forms. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7-1
7.3.2 Equipment. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7-1
7.3.3 References. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7-1
7.4 INSPECTION PROCEDURES FOR LOW ACID FOODS AND ACIDIFIED LOW ACID FOODS. 7-2
7.4.1 Select a Product.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7-2
7.4.2 Inspect the Containers and Complete the Worksheets. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7-2
7.4.3 Unsatisfactory Inspection Results. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7-2
7.4.4 Complete and Distribute the Inspection Report (CFIA / ACIA 0992). . . . . . . . . . . . . . . . . . . 7-3
7.5 INSPECTION PROCEDURES FOR OTHER THAN LOW ACID FOODS AND/OR FOR
CONTAINERS OTHER THAN METAL AND FLEXIBLE RETORTABLE POUCHES. . . . . . . . . . 7-4
APPENDIX 7A: Worksheet 7-1: Visual Inspection of Hermetically Sealed Containers. . . . . . . . . . . . . . 7-5
APPENDIX 7B: Worksheet 7-2: Metal Can Defects Identification and Classification.. . . . . . . . . . . . . . . 7-6
Page amended 2013/04/20, Manual published 2009/11/25
Processed Products - Product Inspection Manual

CHAPTER 7 CONTAINER INTEGRITY
Page amended 2013/04/20, Manual published 2009/11/25
Processed Products - Product Inspection Manual 7 - ii
CHAPTER 7 CONTAINER INTEGRITY
•
Page amended 2013/04/20, Manual published 2009/11/25
Processed Products - Product Inspection Manual 7-1
7.1 OBJECTIVE Return to Index
To monitor the container integrity of low acid or acidified low acid foods in hermetically sealed
containers and identify container defects that could compromise the hermetic seal and/or
commercial sterility.
7.2 SCOPE Return to Index
This activity consists of inspecting metal cans and flexible retortable pouches of low acid and
acidified low acid foods.
In general, this activity does not apply to semi-rigid containers, glass containers or foods other
than low acid or acidified low acid foods. For details, see section 7.5 below.
7.3 REQUIRED FORMS, EQUIPMENT AND REFERENCES
7.3.1 Forms Return to Index
• Worksheet 7-1: Visual Inspection of Hermetically Sealed Containers
Appendix 7A
• Worksheet 7-2: Metal Can Defects Identification and Classification
Appendix 7B
• Inspection Report (CFIA / ACIA 0992)
• Inspector Non-Compliance Report (Short Form) (CFIA / ACIA 5393)
• Notice of Detention (CFIA / ACIA 3256)
• Official Seal Tape - Yellow (CFIA / ACIA 4561)
• Notice of Release from Detention (CFIA / ACIA 3257)
7.3.2 Equipment Return to Index
• Magnifying glass (minimum 5x magnification)
• Light meter
• Auxiliary light source (Visual Inspection Protocol requires lighting of 100 foot candles or 1000
lux)
• Knife
• Indelible marking pen
• Sample bags, tags/labels for sample identification
Note: If you are performing a destructive examination, refer to the Visual Inspection
Protocol and the Metal Can Defect Manual for further equipment requirements. In
most cases, destructive examination is performed by the laboratory.
7.3.3 References Return to Index
• Canada Agricultural Products Act (CAPA)
• Processed Products Regulations (PPR)
• Food and Drugs Act (FDA)
• Food and Drug Regulations (FDR)
• Low-Acid and Acidified Low-Acid Foods In Hermetically Sealed Containers - Visual Inspection
Protocol (VIP)
• Metal Can Defects Manual - Identification and Classification
• Flexible Retort Pouch Defects Manual -Identification and Classification
• Issues Management System (IMS) User Manual
• Laboratory Submission Tracking System (LSTS)
CHAPTER 7 CONTAINER INTEGRITY
Page amended 2013/04/20, Manual published 2009/11/25
Processed Products - Product Inspection Manual 7-2
• Memorandum Respecting the Inspection of Chinese Low Acid Canned Vegetables Exported
into Canada
7.4 INSPECTION PROCEDURES FOR LOW ACID FOODS AND ACIDIFIED LOW ACID FOODS
To complete the container integrity verification, follow the steps described below.
7.4.1 Select a Product Return to Index
Choose a low-acid food product1 or an acidified low acid food product2 packed in a metal can
or in a flexible retortable pouch.
Note: For other foods and/or other package types (e.g., semi rigid containers, glass
containers), see task 7.5.
7.4.2 Inspect the Containers and Complete the Worksheets Return to Index
Inspect the containers (metal or flexible retortable pouches) according to the “Low-Acid and
Acidified Low-Acid Foods in Hermetically Sealed Containers - Visual Inspection Protocol”
(VIP). Use the same terminology and classification of defects as described in the Metal Can
Defects Manual and the Flexible Retort Pouch Defects Manual.
Record your results on:
• Worksheet 7-1: Visual Inspection of Hermetically Sealed Containers (Appendix 7A)
• Worksheet 7-2: Metal Can Defects Identification and Classification (Appendix 7B)
The worksheets were designed, based on the old Health Canada forms (i.e., Worksheet 7-1 is
based on the “Visual Inspection of Low Acid and Acidified Low Acid Foods in Hermetically
Sealed Containers (HC/SC 4331)” form and Worksheet 7-2 is based on the “Metal Can
Defects Identification and Classification Report - Serious Can Defects (HC/SC 4332)” form).
Note: Container integrity inspections on canned vegetables from China have specific
requirements for inspection frequency and distribution of results. Refer to the
Memorandum Respecting the Inspection of Chinese Low Acid Canned Vegetables
Exported into Canada and Chapter 9 - Imports.
7.4.3 Unsatisfactory Inspection Results Return to Index
When the results of the visual inspection (VIP) are unsatisfactory (i.e., one or more serious
defects are found):
• Detain the inspection lot and other suspect lots (if any). Record the detention number on
the Inspection Report (CFIA / ACIA 0992);
• Determine if the lot(s) have been distributed;
• Determine the cause and the extent of the issue (e.g., other lots produced on the same
1 “Low-acid food” is a food product any component of which has a pH value above 4.6 and a
water activity (Aw) above 0.85 after thermal processing (e.g., beans, corn, carrots) [Section 2, PPR].
2 “Acidified low-acid food” is a food that has been treated by pickling or fermentation so as to
attain an equilibrium pH of 4.6 or lower after heat processing (e.g., pickles) [Section 2, PPR]

CHAPTER 7 CONTAINER INTEGRITY
Page amended 2013/04/20, Manual published 2009/11/25
Processed Products - Product Inspection Manual 7-3
malfunctioning line, other lots produced with the same defective containers, other
companies using the same defective containers);
• Contact your Supervisor. Depending on the issue, you, or your Supervisor, can consult the
Program Officer, Processed Products Program Specialist, Investigation Specialist and\or
Regional Recall Coordinator to determine the next steps (e.g., request a health risk
assessment, submit samples for laboratory analysis);
• Select 10 unopened containers from the 200 containers inspected (5 which appear
satisfactory and 5 with potential defects). Send the samples to the laboratory for container
integrity and commercial sterility, as per microbiological sampling plan F200 (for domestic
products) or F201 (for imported products) in the Processed Products - Product Sampling
Plans. Use the sample numbers pre-assigned to you in plan F200D or F201D (as
applicable). If no sample numbers are assigned to you, contact your Processed Products
Program Specialist. Record the sample number on the Inspection Report (CFIA / ACIA
0992);
Notes:
• If less than 5 containers show potential defects, take additional containers
which seem intact in order to submit a total of 10 samples to the laboratory.
• The laboratory analysis is an official confirmation of your container integrity
verification.
If the Job Assessment on the Laboratory Report of Analysis is:
< “Satisfactory”, release the lot;
< “Investigative”, select another 5 samples and send them to the lab for analysis; or
< “Unsatisfactory”, follow the procedures in VIP (e.g., culling procedures,
disposition of the lot) and immediately notify the Regional Recall Coordinator if the
product has been distributed.
• Document the findings in the Issues Management System (IMS).
7.4.4 Complete and Distribute the Inspection Report (CFIA / ACIA 0992) Return to Index
Summarize your findings on the Inspection Report (CFIA / ACIA 0992). For all non-compliance
issues, request a written corrective action plan from the regulated party (within a specified time
frame). Sign and date each copy of the report.
Present the report to the regulated party at the end of your visit and have them sign all copies.
Otherwise, mail, fax or email the report with a covering letter asking them to return a signed
copy of the report within one week. Distribute copies as specified on the bottom of the report
and keep a copy for your files.
Do not provide the completed worksheets (i.e., Worksheets 7-1 and 7-2) and the IMS report to
the regulated party.
7.5 INSPECTION PROCEDURES FOR OTHER THAN LOW ACID FOODS AND/OR FOR
CONTAINERS OTHER THAN METAL AND FLEXIBLE RETORTABLE POUCHES
Return to Index

CHAPTER 7 CONTAINER INTEGRITY
Page amended 2013/04/20, Manual published 2009/11/25
Processed Products - Product Inspection Manual 7-4
The VIP was developed for Low Acid Foods and Acidified Low Acid Foods in hermetically sealed
containers. Defect identification and classification manuals exist only for metal cans and flexible
pouches. Inspection protocols and defect manuals for other package types are currently under
development. Therefore, at this time, container integrity inspections for “Other than Low Acid
Foods” and/or for other package types (e.g., semi rigid containers, glass containers) are only
conducted in response to complaints or if you encounter a container integrity issue during other
inspection activities. When such container integrity issues occur, consult your Supervisor or
Processed Products Program Specialist to determine the proper procedures for a container
integrity inspection. The decision for which procedures to follow will be based on factors such as a
health risk assessment and the target audience (e.g., baby food).
Example: The VIP was used in part for high acid baby food in glass jars with metal lids. Due
to a potential capping problem, some of the lid security buttons were popped up
indicating a potential loss of vacuum. A partial container integrity inspection was
performed to check the lid security buttons. In this case, 200 containers were
inspected, without the labels being removed, because the defect determination
was not affected by the label.
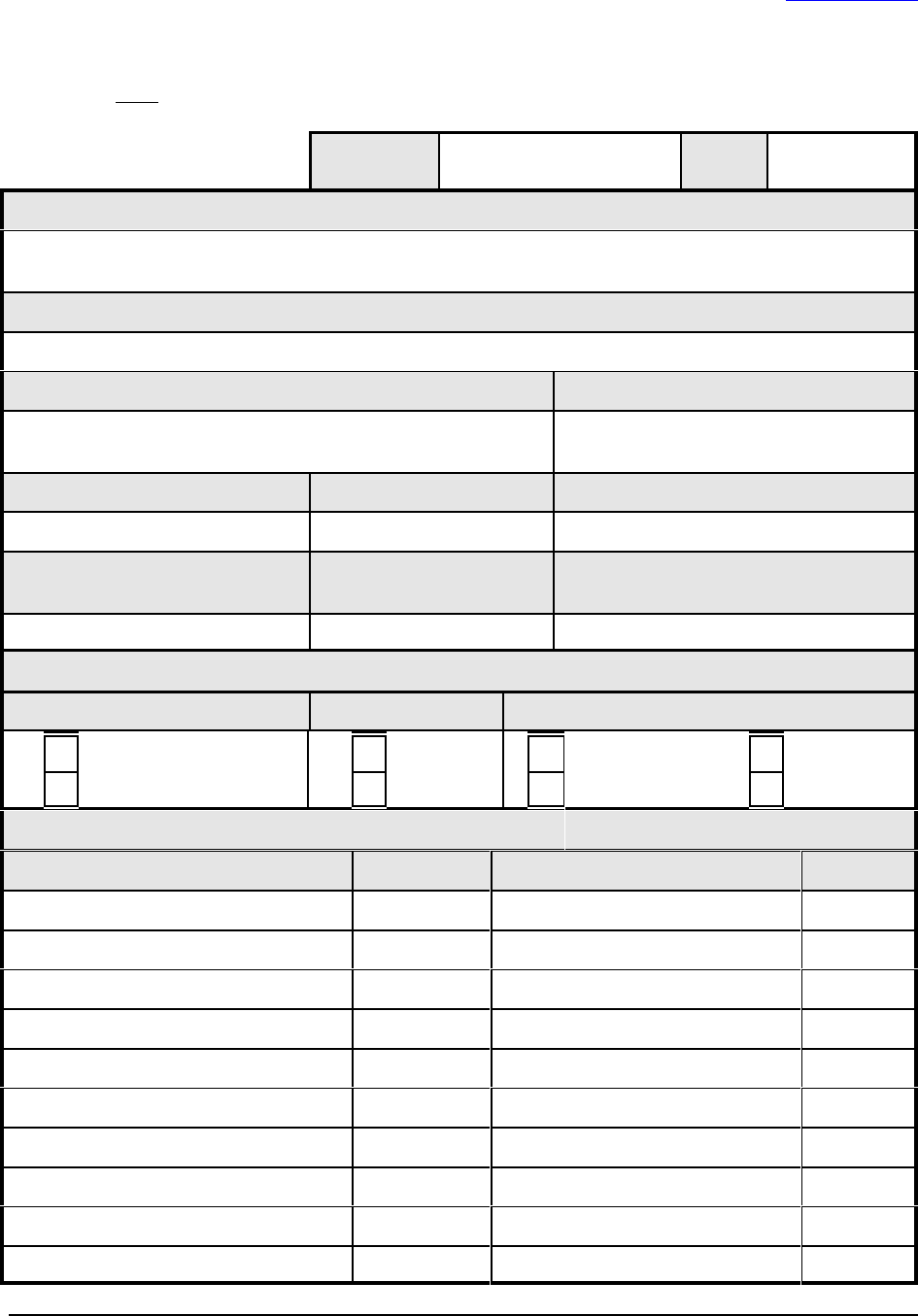
Appendix 7A
7-5
Inspector : Date :
Regulated Party’s Name and Address (and Registration # / Business # ):
Name and Telephone Number of Contact Person:
Name and Address Declared on the Label: Common Name of the Product:
Brand Name: Net Quantity: Country of Origin:
Number of Cans
(# of cases, # of cans/cs): Container Code: Invoice / Lot Number:
Sample Size (type of inspection) Detention of Lot Final Disposition of Lot
200 (initial inspection) Yes Refused Entry Culled
1250 (reinspection) No Destroyed Released
Type Number Type Number
Page amended 2013/04/20, Manual published 2009/11/25
Processed Products - Product Inspection Manual
Return to Index
WORKSHEET 7-1: VISUAL INSPECTION OF HERMETICALLY SEALED CONTAINERS
Note: This worksheet should only be used for low acid & acidified low acid foods
RDIMS # 1448531-v4 July 23, 2009
INSPECTION
SUMMARY OF SERIOUS DEFECTS
Page amended 2013/04/20, Manual published 2009/11/25
Processed Products - Product Inspection Manual 7-6
Appendix 7B
Return to Index
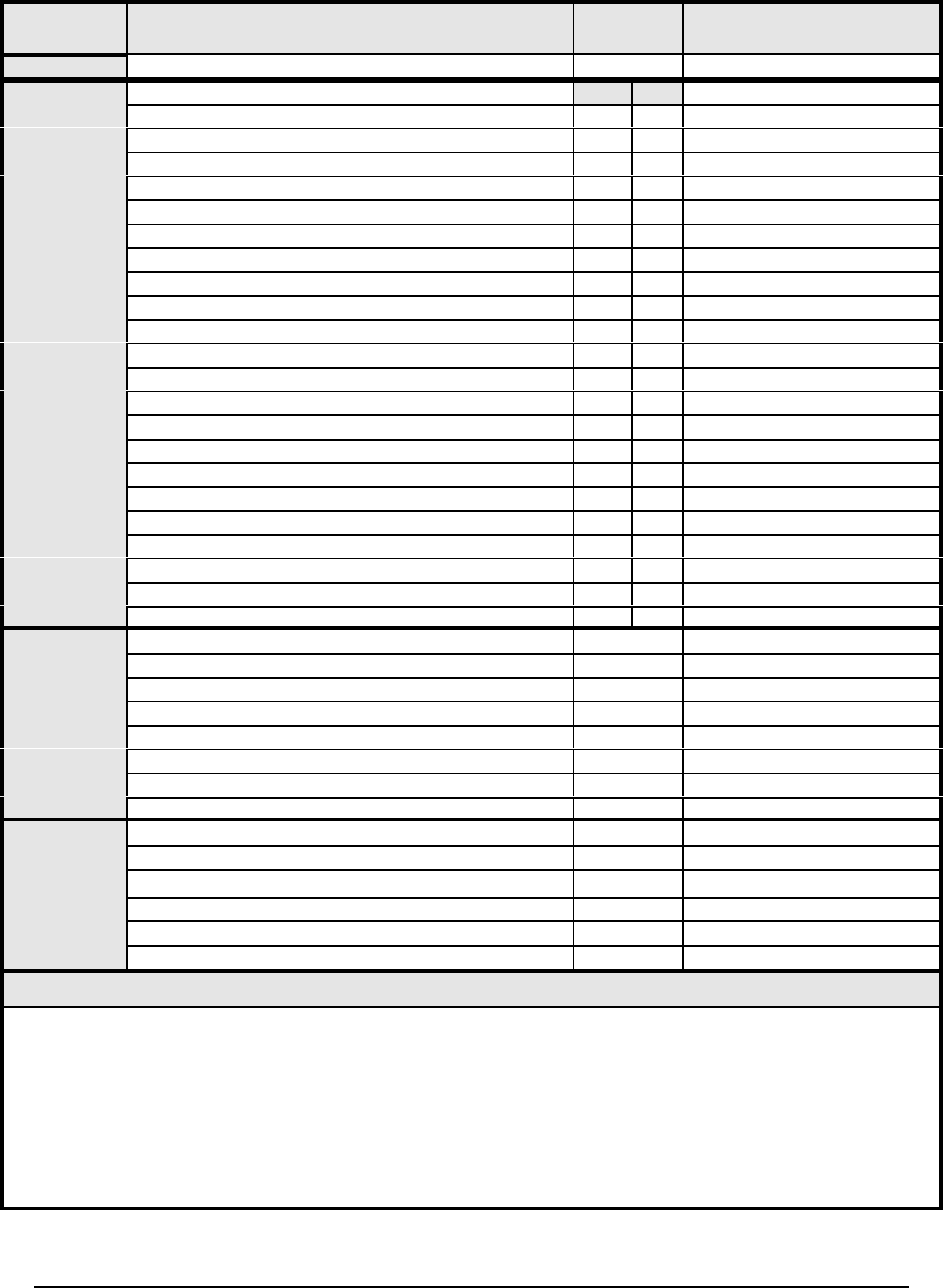
WORKSHEET 7-2: METAL CAN DEFECTS IDENTIFICATION AND CLASSIFICATION
RDIMS # 1448531-v4 July 23/09
Type Defect Name (Section # in MCDM1) # Serious
Defects Comments
Handling and
other can
defects
Misembossing (7.6.1)
Overfills, flippers, springers, and swells (7.6.2)
Panelling (7.6.3)
Peaked can (7.6.4)
Abrasion (7.7.1)
Corrosion (7.7.3)
Crushed (7.7.4)
Cut seam (7.7.5)
Damage to scoreline / pull tab (7.7.6)
Damaged coating (7.7.7)
Damaged curl/flange (7.7.8)
Dent (7.7.9)
Double seam dent (7.7.10)
Foreign contamination (7.7.11)
Punctured (7.7.12)
Scored (7.7.13)
Can body
manufacturing
defects
Acid salts corrosion (7.3.1)
Cold solder (7.3.2)
Distorted reform ridge (7.3.3)
Excessive solder (7.3.4)
Insufficient solder (7.3.6)
Inverted inside coating (7.3.7)
Mis-locked side seam (7.3.8)
Mis-notch (7.3.9)
Necked-in can (7.3.10)
Notcher trim still attached (7.3.11)
Off register body blank coating (7.3.12)
Open or weak lap (7.3.13)
Our of square body (7.3.14)
Solder pellets (serious as a product contaminant) (7.3.15)
Turned back lap (7.3.16)
Burned weld (7.3.17)
Open weld (7.3.18)
Turned back corner (7.3.19)
Fluted body (7.3.21)
Fractured bottom (7.3.22)
Incomplete bottom profile (7.3.23)
Malformed or incomplete abuse bead (7.3.24)
Scrap-in-die marks (7.3.25)
Wrinkled flange (7.3.26)
Coating inside out (7.3.27)
Double body (7.3.28)
Incomplete flange (7.3.29)
Metal plate
manufacturing
Laminated plate (7.1.1)
Pin hole (7.1.2)
Page amended 2013/04/20, Manual published 2009/11/25
Processed Products - Product Inspection Manual 7-7
CME2CM 3
Appendix 7B
Type Defect Name (Section # in MCDM1)# Serious
Defects Comments
COMMENTS
Weld joint (7.1.4)
Double seam
defects
Broken chuck (7.5.1)
Clinched only (7.5.2)
Cutover (7.5.3)
Cut down flange (7.5.4)
Droop (7.5.5)
False seam (7.5.6)
Fractured seam (7.5.7)
Insufficient overlap (7.5.8)
Jumped seam (7.5.9)
Key tab not properly tucked (7.5.10)
Key tab seamed to inside (7.5.11)
Knock down curl (7.5.12)
Knocked down end (7.5.13)
Knocked down flange (7.5.14)
Loose seams (7.5.15)
No second operation (7.5.16)
Pleats (7.5.17)
Pucker (7.5.18)
Seam inclusion (7.5.19)
Side seam droop (7.5.20)
Spinner (7.5.21)
Vee (7.5.22)
Can end
manufacturing
defects
Burrs on curl (7.4.1)
Double end (7.4.2)
Excessively deep scoreline (7.4.3)
Faulty sealing compound (7.4.4)
Incomplete curl (7.4.5)
Pull tab rivet fracture (7.4.6)
Scrap-in-die marks (7.4.7)
Wrinkled curl (7.4.8)
Other defects
Plate stain (minor) (7.1.3)
Coating drip (minor if no hole) (7.2.1)
Coating skips (minor if no corrosion or non-corrosive)(7.2.2)
Foreign particles in coating (minor) (7.2.3)
Flux stains (minor in 3-piece cans) (7.3.5)
Chalky side seam (minor) (7.7.2)
1 MCDM: Metal Can Defects Manual 2 CME: Can manufacturer’s end 3 CM: Canner’s end
