IOM TK TMBV 01 Trunnion Mounted Ball Valves High Integrity Valve
User Manual: TK Trunnion Mounted Ball Valves IOM Resource Library
Open the PDF directly: View PDF ![]() .
.
Page Count: 24

ENGINEERED & PROCESS VALVES
TK® Hi-Integrity
Trunnion Mounted Ball Valve
TK®
Installation, Operation and Maintenance Manual

ENGINEERED & PROCESS VALVES
201/2011 / IOM-TK-TMBV-01
Installation, Operation and Maintenance Manual
TK® HI-INTEGRITY TRUNNION MOUNTED BALL VALVE
Scope ................................................................................................... 3
Bill of Materials ..................................................................................... 4
Figure 1 – TK Valve – Two piece Non-Trunnion Mounted Ball Valve. ...... 4
Figure 2 – TK Valve – Two piece Trunnion Mounted Ball Valve. ............. 6
Figure 3 – TK Valve – Three piece Trunnion Mounted Ball Valve. ........... 8
Nameplate Information ......................................................................... 10
Storage ................................................................................................. 11
Long-term Outside Storage ................................................................... 11
Long-term Enclosed Storage ................................................................. 11
Installation ............................................................................................ 12
Hydrostatic Testing ............................................................................... 13
Piston-Action Seats ............................................................................... 13
Self-Relieve Seats .................................................................................. 13
Mounting a Gear Box/Actuator ............................................................. 14
Scope ................................................................................................... 14
Mounting and Setting Stops ................................................................. 14
Routine Maintenance ............................................................................ 16
Stem Lubrication ................................................................................... 16
Checking for Seat Leakage .................................................................... 16
Seat Sealant .......................................................................................... 17
Disassembly and Reassembly ................................................................. 18
Disassembly .......................................................................................... 18
Reassembly ........................................................................................... 20
Troubleshooting .................................................................................... 22
TABLE OF CONTENTS
ENGINEERED & PROCESS VALVES
01/2011 / IOM-TK-TMBV-01
3
Installation, Operation and Maintenance Manual
SCOPE
The TK Valve is designed and manufactured to provide trouble free service and a long service life. This
manual provides the relevant information that is required for the successful operation of standard and fire
safe (end entry) TK Valves. Please note the drawings within this manual are for illustration purposes only.
API-6D Valve Pressure Class
Valve Size in Inches
1.5” 150 300 600 900 1500 2500
2” 150 300 600 900 1500 2500
3” 150 300 600 900 1500 2500
4” 150 300 600 900 1500 2500
6” 150 300 600 900 1500 2500
8” 150 300 600 900 1500 2500
10” 150 300 600 900 1500 2500
12” 150 300 600 900 1500 2500
14” 150 300 600 900 1500 2500
16” 150 300 600 900 1500 2500
18” 150 300 600 900 1500
20” 150 300 600 900 1500
22” 150 300 600 900 1500
24” 150 300 600 900 1500
26” 150 300 600
28” 150 300 600
30” 150 300 600
32” 150 300 600
34” 150 300 600
36” 150 300 600
API-6A Valve Pressure Class
Valve Size in Inches
2-1/16” 2000 3000 5000
3-1/8” 2000 3000 5000
4-1/16” 2000 3000 5000
7-1/16” 2000 3000 5000
9” 2000 3000 5000
11” 2000 3000 5000
ENGINEERED & PROCESS VALVES
401/2011 / IOM-TK-TMBV-01
Installation, Operation and Maintenance Manual
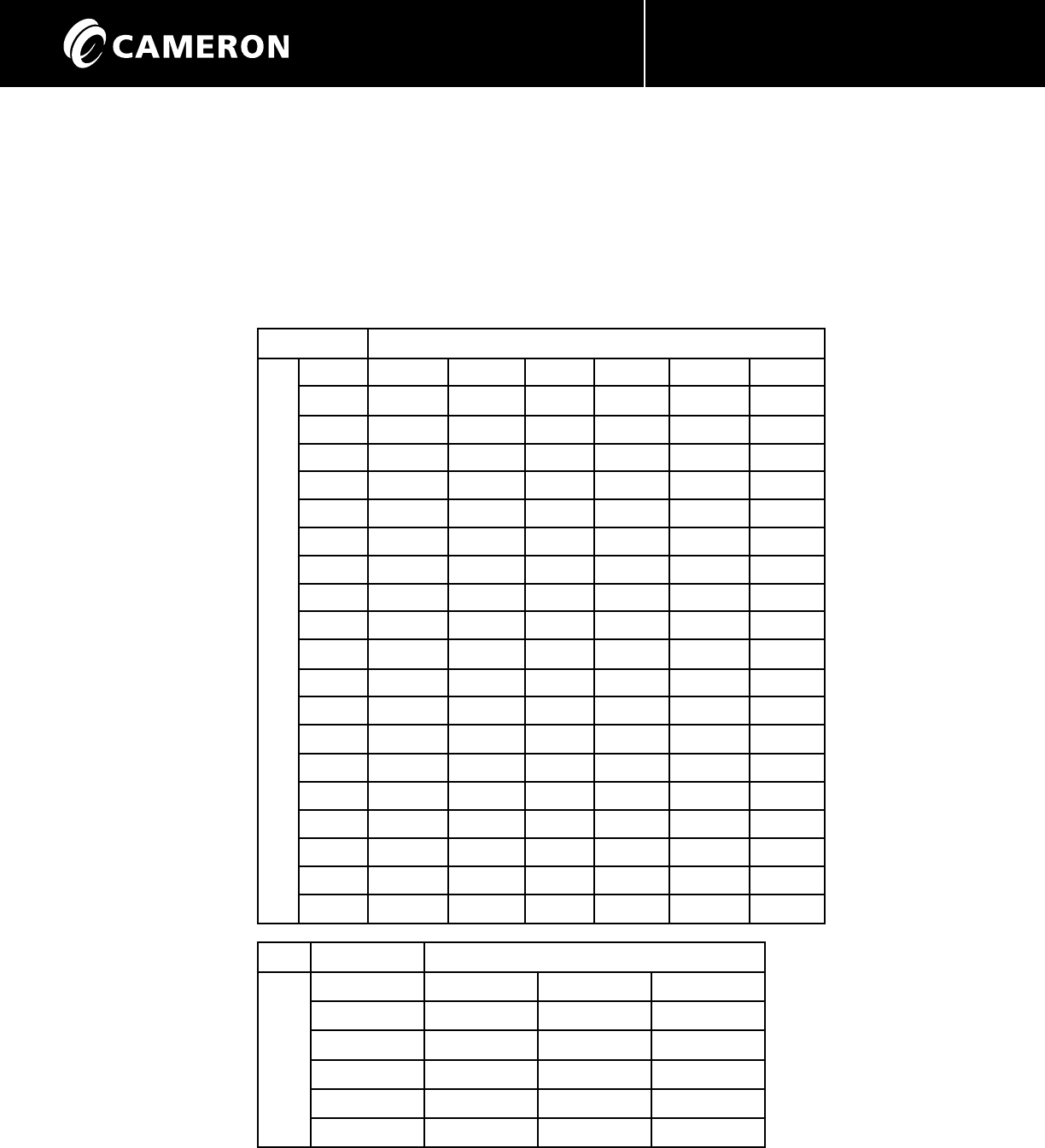
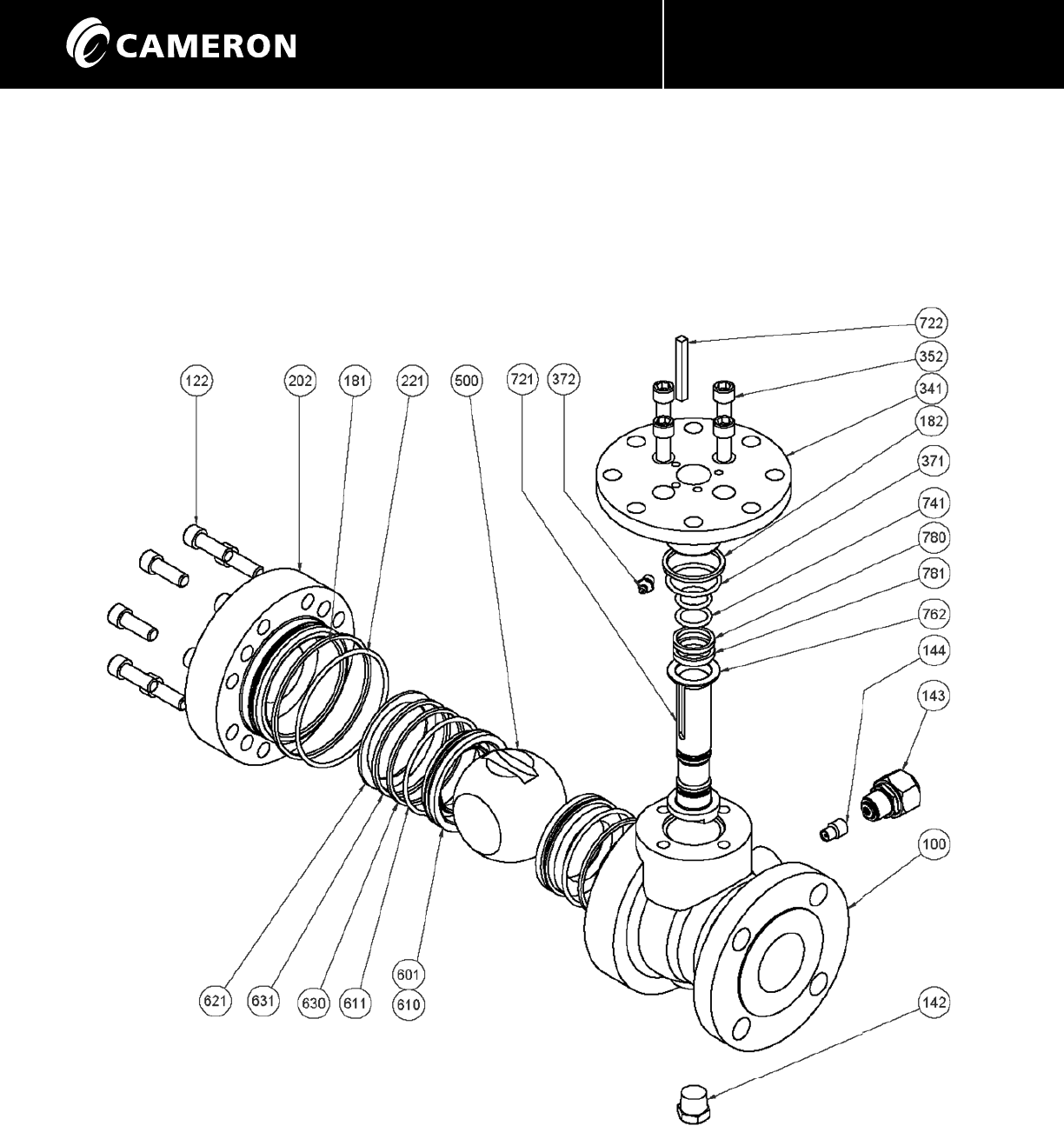
BILL OF MATERIALS
Figure 1 – TK Valve – Two piece Non-Trunnion Mounted Ball Valve
ENGINEERED & PROCESS VALVES
01/2011 / IOM-TK-TMBV-01
5
Installation, Operation and Maintenance Manual
Sizes:
Studded Outlet - Non-Trunnion (Seat Supported Ball)
2” x 1.5” class 150
2” x 2” class 150
3” x 2” class 150
Studded Outlet - Trunnion Mounted Ball
3” x 3” class 150
4” x 4” class 150
6” x 4” class 150 (short pattern)
Flanged End - Non-Trunnion (Seat Supported Ball)
1.5” X 1.5” class 1500
2” x 1.5” class 300, 600, 900 & 1500
2” x 2” class 300
3” x 2” class 300
NOTES ITEM QTY DESCRIPTION
100 1 Body
1 122 * Body Socket Head Cap Screws
2 123 * Body Studs
2 124 * Body Stud Nuts
142 1 Body Drain Plug
143 1 Body Sealant Fitting
144 1 Body Ball Check Valve
181 1 Body Adapter Bore Fire Seal
182 1 Body Bonnet Bore Fire Seal
5 183 1 Body Trunnion Bore Fire Seal
202 1 Adapter (Closure)
221 1 Adapter O-ring
341 1 Gear Bonnet
352 * Gear Bonnet Socket Head Cap Screws
371 1 Gear Bonnet O-ring
372 1 Gear Bonnet Zerk Fitting
5 400 1 Trunnion Flange
5 451 4 Trunnion Flange Hex Head Cap Screws
500 1 Ball
3 601 2 Seat Insert
610 2 Seat
611 2 Seat Holder O-ring
621 2 Seat Holder Flat Spring
630 2 Seat Holder Fire Seal
631 2 Seat Holder Fire Seal Compression Ring
721 1 Gear Stem
4 722 1 Gear Stem Key
741 2 Stem O-ring
762 1 Stem Thrust Washer
780 1 Stem Fire Seal
781 1 Stem Fire Seal Compression Ring
5 820 1 Trunnion
5 840 1 Trunnion Bushing
5 860 1 Trunnion Thrust Disc
Notes:
1. Are only used on the Studded Outlet Design.
2. Are only used on Flanged-End Design.
3. Seat Inserts are only available for soft seated valves. Metal seated valves are coated with Tungsten Carbide.
4. Are only used on gear operated valves. Lever operated valves do not require a key.
5. Only used on trunnion mounted ball valves. See figure 2 for details.
* Quantity may change depending on valve size.
ENGINEERED & PROCESS VALVES
601/2011 / IOM-TK-TMBV-01
Installation, Operation and Maintenance Manual
BILL OF MATERIALS
Figure 2 – TK Valve – Two piece Trunnion Mounted Ball Valve

ENGINEERED & PROCESS VALVES
01/2011 / IOM-TK-TMBV-01
7
Installation, Operation and Maintenance Manual
Sizes
Flanged End – Trunnion Mounted Ball
2” x 2” class 600, 900, 1500 & 2500
3” x 2” class 600, 900, 1500 & 2500
3” x 3” class 300, 600, 900, & 1500
4” x 3” class 150, 300, 600, 900, & 1500
4” x 4” class 300, 600, & 900
6” x 4” class 150 (long), 300, 600, & 900
NOTES ITEM QTY DESCRIPTION
100 1 Body
123 * Body Studs
124 * Body Stud Nuts
141 1 Body Bleed Valve
143 1 Body Sealant Fitting
144 1 Body Ball Check Valve
181 1 Body Adapter Bore Fire Seal
182 1 Body Bonnet Bore Fire Seal
183 1 Body Trunnion Bore Fire Seal
202 1 Adapter (Closure)
221 1 Adapter O-ring
341 1 Gear Bonnet
352 * Gear Bonnet Socket Head Cap Screws
371 1 Gear Bonnet O-ring
372 1 Gear Bonnet Zerk Fitting
400 1 Trunnion Flange
451 * Trunnion Flange Hex Head Cap Screws
500 1 Ball
1 610 2 Seat Holder
611 2 Seat Holder O-ring
3 622 * Seat Holder Coil Spring
630 2 Seat Holder Fire Seal
631 2 Seat Holder Fire Seal Compression Ring
4 632 2 Seat Holder Fire Seal Wave Spring/Belleville Spring
721 1 Gear Stem
2 722 1 Gear Stem Key
741 2 Stem O-ring
761 1 Stem Bushing
762 1 Stem Thrust Washer
780 1 Stem Fire Seal
781 1 Stem Fire Seal Compression Ring
800 1 Trunnion
820 1 Trunnion O-ring
840 1 Trunnion Bushing
860 1 Trunnion Thrust Disc
Notes
1. Seat Inserts are only available for soft seat valves. Metal seated valve seats are coated with Tungsten
Carbide.
2. Are only used on gear operated valves. Lever operated valves do not require a key.
3. On smaller two-piece trunnion and non-trunnion mounted valves coil springs are not used.
4. When coil springs are not used, the wave spring is then replaced with a Belleville spring.
* Quantity may change depending on valve size.
ENGINEERED & PROCESS VALVES
801/2011 / IOM-TK-TMBV-01
Installation, Operation and Maintenance Manual
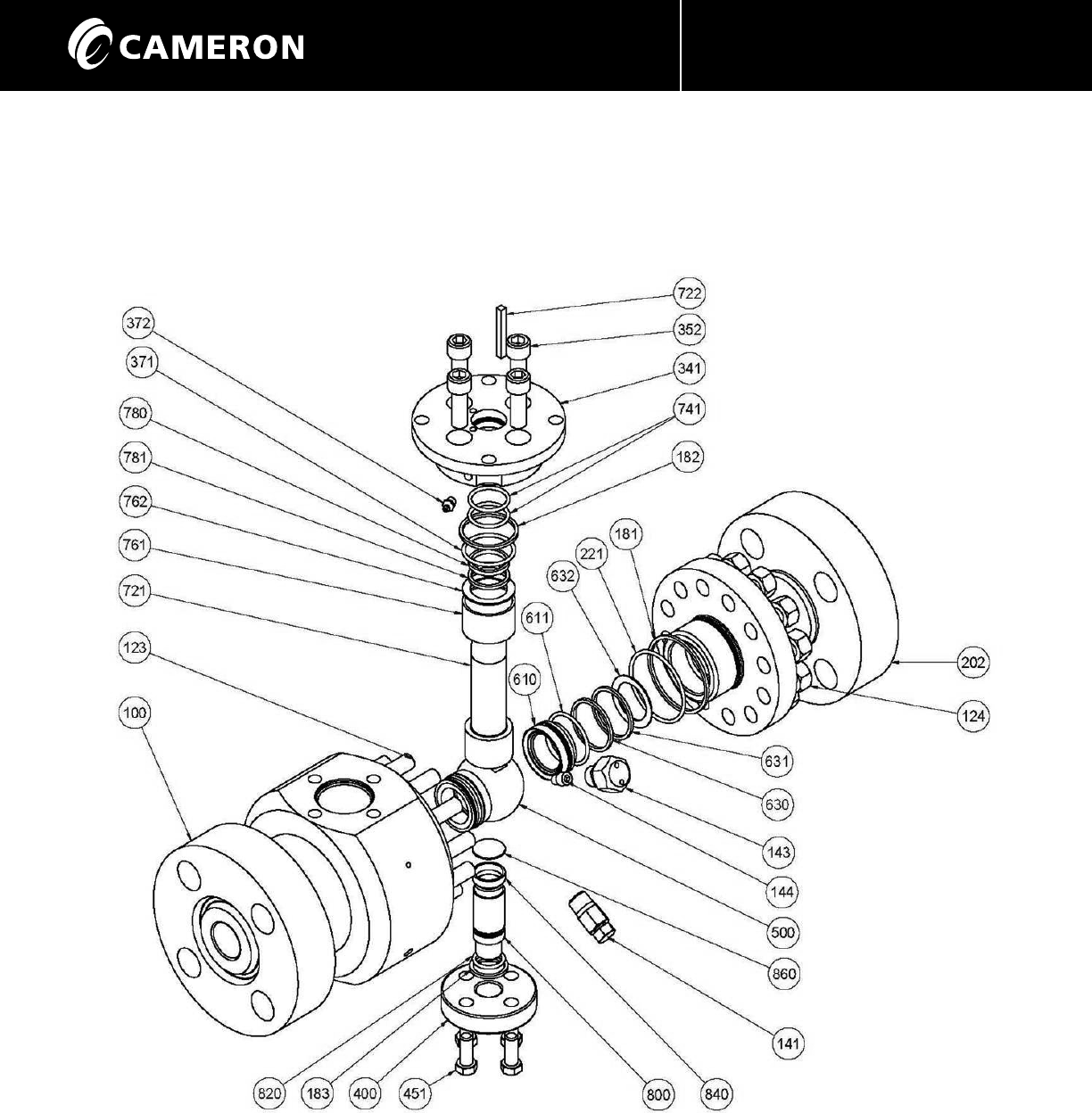
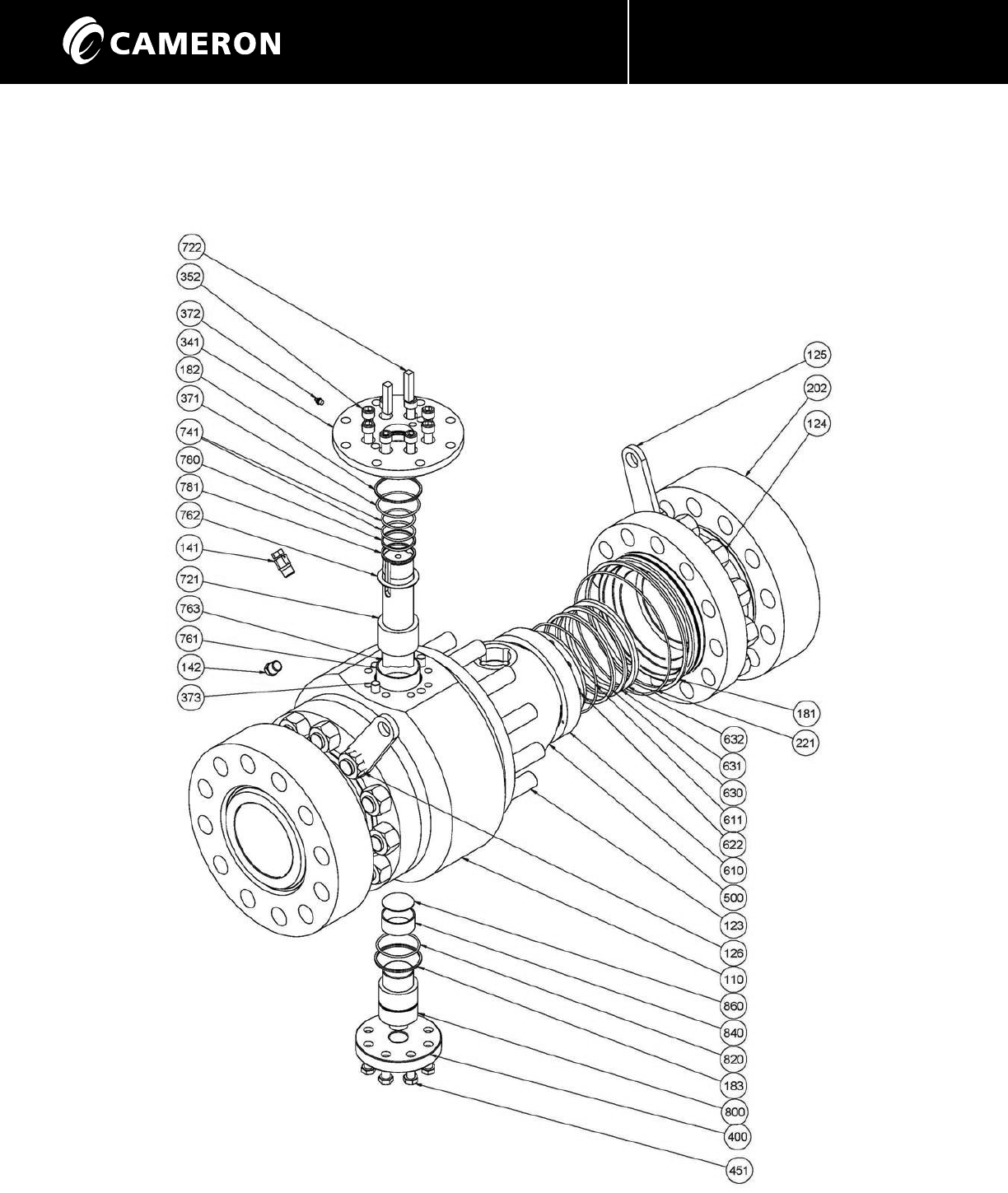
BILL OF MATERIALS
Figure 3 – TK Valve – Three piece Trunnion Mounted Ball Valve
ENGINEERED & PROCESS VALVES
01/2011 / IOM-TK-TMBV-01
9
Installation, Operation and Maintenance Manual
Sizes
Flanged End - Trunnion Mounted Ball
All other sizes
NOTES ITEM QTY DESCRIPTION
110 1 Body
123 * Body Studs
124 * Body Stud Nuts
3 125 2 or 4* Body Lifting Lugs
3 126 2 or 4* Body Stud Jam Nuts
141 1 Body Bleed Valve
142 1 Body Drain Plug
181 2 Body Adapter Bore Fire Seal
182 1 Body Bonnet Bore Fire Seal
183 1 Body Trunnion Bore Fire Seal
202 2 Adapter (Closure)
221 2 Adapter O-ring
261 4 Adapter Sealant Fitting (Used on Soft Seated Valve Only)
262 4 Adapter Ball Check Valve (Used on Soft Seated Valve Only)
341 1 Gear Bonnet
352 * Gear Bonnet Socket Head Cap Screws
371 1 Gear Bonnet O-ring
372 1 Gear Bonnet Zerk Fitting
373 2 or 4* Gear Bonnet Dowel Pin
400 1 Trunnion Flange
451 4* Trunnion Flange Hex Head Cap Screws
500 1 Ball
1 610 2 Seat Holder with Seat Insert
611 2 Seat Holder O-ring
622 * Seat Holder Coil Spring
3 630 2 Seat Holder Fire Seal
3 631 2 Seat Holder Fire Seal Compression Ring
3 632 2 Seat Holder Fire Seal Wave Spring
721 1 Gear Stem
2 722 1 or 2* Gear Stem Key
741 2 Stem O-ring
761 1 Stem Bushing
762 1 Stem Thrust Washer
763 4 Stem Dowel Pins
780 1 Stem Fire Seal
781 1 Stem Fire Seal Compression Ring
800 1 Trunnion
820 1 Trunnion O-ring
840 1 Trunnion Bushing
860 1 Trunnion Thrust Disc
Notes
1. Seat Inserts are only available for soft seat valves. Metal seated valve seats are coated with Tungsten Carbide.
2. Gear Stems and Gear Stem Keys are only used on gear operated valves. Lever operated valves do not
require a key.
3. Not included on all valve designs. Lifting lugs are used on 6” class 1500 & 2500 and 8” class 600 and up.
* Quantity may change depending on valve size and class.
ENGINEERED & PROCESS VALVES
10 01/2011 / IOM-TK-TMBV-01
Installation, Operation and Maintenance Manual
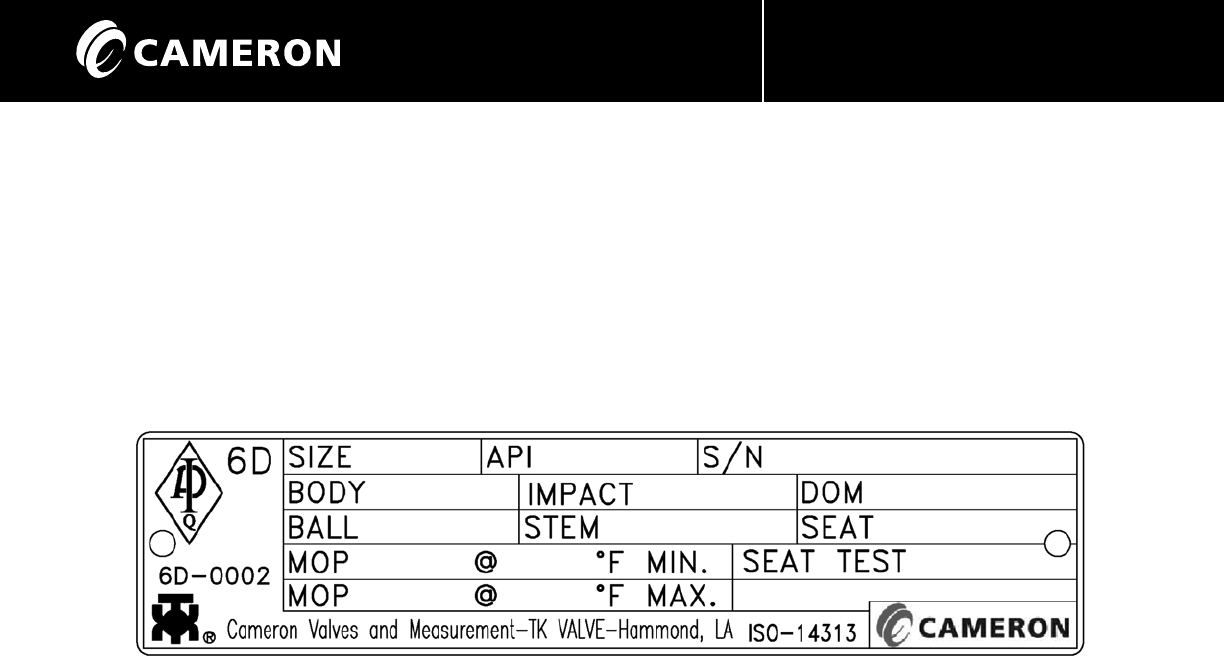
NAMEPLATE INFORMATION
TK can provide either a non-monogram or monogram API-6D, API-6A, and/or a CE tag. All tags are
securely placed onto the valve and will have the information below stamped in each section.
Caution:
Name plates should never be painted or removed.
Figure 4 -TK
API-6D Nameplate
Item Description Stamp Description
1. Size: Full port valves will be stamped as “flange end x flange end”
• Ex: 12” x 12”
Reduced port valves will be stamped as “flange end x ball bore x flange
end”
• Ex: 12” x 10” x 12”
2. API API 6D or API 6A
3. S/N Valve’s unique serial number.
4. Body Body material.
5. Impact Impact requirements.
6. DOM Date of manufacture.
7. Ball Ball material.
8. Stem Stem material.
9. Seat Seat insert material for soft seats or TCC for metal seats.
10. MOP Minimum Operation Pressure at Temperature.
11. Seat Test Seat test pressure.
12. MOP Maximum Operation Pressure at Temperature.

ENGINEERED & PROCESS VALVES
01/2011 / IOM-TK-TMBV-01
11
Installation, Operation and Maintenance Manual
STORAGE
These recommendations are to protect the valve/s from damage caused by direct exposure to severe
environments, indirect exposure to the surrounding environments, and general degradation due to long
term storage. Preparation for long term storage for both outside and inside enclosed areas will be
as follows.
If compatible with elastomeric materials, valves should be tested with 5 wt. oil to ensure the complete
lubrication of all internal machined surfaces. Additionally, lubrication of the valve end connection and any
other unpainted surface should be coated with rust preventive to prevent corrosion. Flange covers and/or
end caps must be in place in order to prevent any ingress of foreign materials. Lost, cracked, or otherwise
damaged covers should be replaced immediately.
Valves 4” and smaller have only one giant buttonhead fitting located in the valve body with an additional
zerk type fitting located on the bonnet. Valves 6” and larger feature four giant buttonhead fittings
located on the end pieces of the valve (also referred to as “adapters”) plus a zerk type fitting on the
bonnet. The quantity and type of fittings on gearboxes vary with make and model. Each fitting should be
injected with appropriate type and amounts of grease prior to storage. Lubrication fitting covers should be
replaced and remain in place during storage.
Valves should be skidded and covered with a plastic film bag to prevent dust accumulation and any ingress
of sand, dirt, or moisture from entering into the valve. A Vapor Corrosion Inhibitor (VCI) should be inserted
into the envelope of the valve to assist in removing moisture from the valve.
Records of valve maintenance should be kept.
Long-term Outside Storage
If valves are stored outdoors we recommend the following.
On a quarterly basis each stored valve should receive a 1-ounce shot of approved lubricant in each of the
valves fittings, including the gearbox and stem fittings. Fitting covers should be inspected and replaced if
necessary at this time.
On the same schedule as above and immediately following lubrication, each stored valve should be cycled
once from the fully open position to the fully closed position, and then returned to the fully open position.
Leaving the valve in some intermediate position for any period of time may result in permanent damage to
the soft valve seat. End covers should not be removed to inspect the valve bore at this time unless there is
reason to suspect other damage to the valve.
Long-term Enclosed Storage
Valves must be stored in a totally enclosed storage facility.
Valves left in storage for periods greater that three (3) years should be hydrostatically tested prior to
installation. Valves left in storage for periods greater than six (6) years should be disassembled, cleaned and
inspected for damage. All elastomeric seals should be replaced at that time.
ENGINEERED & PROCESS VALVES
12 01/2011 / IOM-TK-TMBV-01
Installation, Operation and Maintenance Manual
INSTALLATION
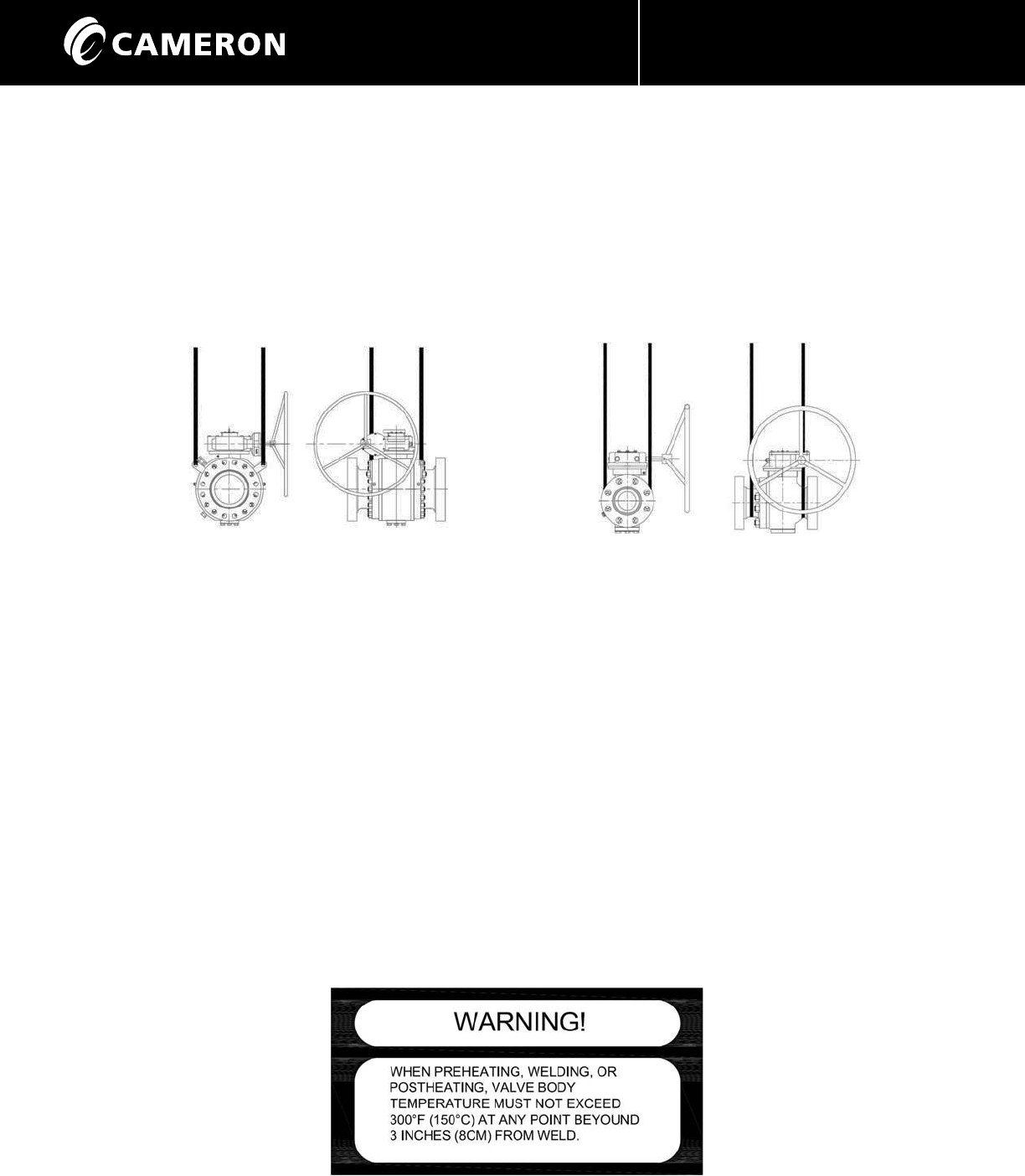
Certified lifting devices that are rated for the valve weight should be used when lifting any TK Valves.
For valve sizes 1.5” up to 4”, 6” class 150 thru 900, and 8” class 150 thru 300 the lifting points should be
around the valve neck on either side. For all other valve sizes, lifting lugs will be provided to assist in
lifting the valve.
Lifting Valve by Lifting Lugs Lifting Valve by Valve Neck
TK Valves are bidirectional and are tested at the factory to provide a tight shut-off from either direction.
Special instructions will apply if the valve is required to be installed with the stem in the down position.
Actuator and Gearbox stops are preset at the factory and should require no further adjustments. With the
exception of ‘fail-safe closed’ valves, all other valves are shipped in the open position. Valves should not be
closed until the bore of the valve has been cleaned of all debris.
Take caution with the ‘fail-safe closed’ valves. The ball surface is exposed and particularly vulnerable to
weld slag. This surface must be protected when welding nearby.
Sand blasting and painting of valves not in-line should only be done with protective covers on the end
flanges and/or weld bevels (to avoid the ingress of sand into the ball and seat area).
Care should be taken not to blast the RTJ groove or the raised face gasket sealing surface.
Weld-end valves also require care to avoid over heating. Industry work procedure should be followed when
welding valves into surface.
ENGINEERED & PROCESS VALVES
01/2011 / IOM-TK-TMBV-01
13
Installation, Operation and Maintenance Manual
HYDROSTATIC TESTING
All TK Valves are tested per API-6D or API-6A test requirements. Each valve is tested to a factory closure
test at 100% of maximum operating pressure. Valves should not be used as closures for systems where
the operating pressure exceeds these figures. The valve should be left open and blind flanges should be
used as the closures. Contact our facility for full details.
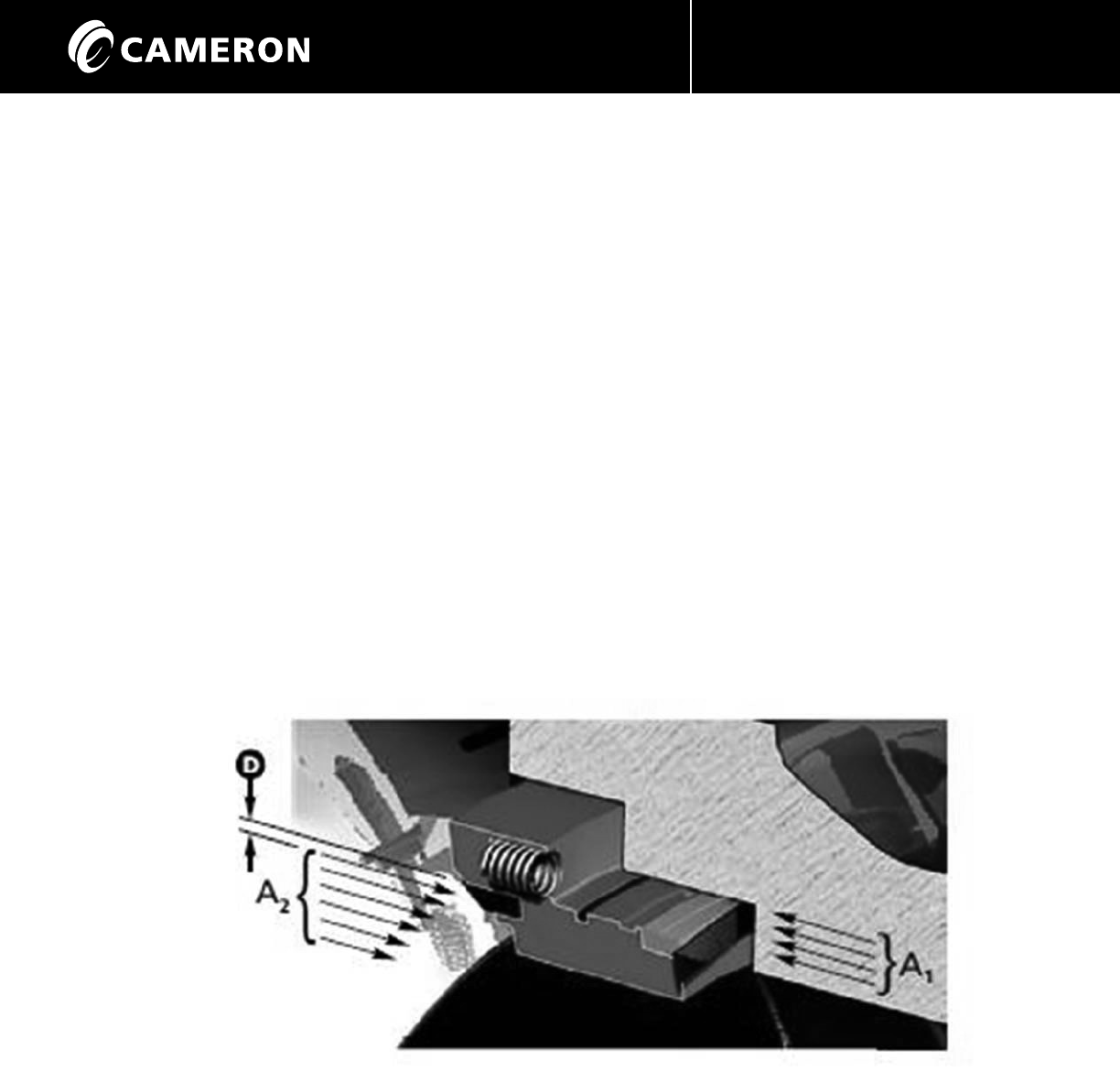
Piston-Action Seats
As line pressure increases, the seat reacts to the force of the pressure to form an effective seal. Line
pressure against the seat area A1 (see below illustration) is not equalized by pressure against seat area
A2. The difference in areas ‘piston-action’ which forces the seat unit against the ball surface. The net
result of this ‘piston-action’ is the formation of a tight, effective seal. In the absence of line pressure, coil
springs around the seat unit provide a tight seat by keeping the seat in contact with the ball surface.
Self-Relieving Seats
TK valve seats are self-relieving unless otherwise specified. This means the pressure on the ball side of the
seat will cause it to back away from the ball, thus relieving any excess pressure in the body cavity. For this
reason, it is unnescessary to install any devices to relieve excess body cavity pressure.

ENGINEERED & PROCESS VALVES
14 01/2011 / IOM-TK-TMBV-01
Installation, Operation and Maintenance Manual
MOUNTING A GEAR BOX/ACTUATOR
Scope
To establish work instructions for the mounting and setting the stop sequence for the gear operators,
thereby assuring that the proper installation practices are followed on all valves.
Mounting and Setting Stops
With the operator positioned with the cover down, install the mounting studs. Measure the bonnet and
operator nut thickness to gage the proper amount of stud to leave protruding from the gearbox.
Spray the face of the valve bonnet with spray grease. If the valve is sub-sea use flange sealant in place of
the spray grease.
Before sliding the operator completely against the bonnet, check the position of the handwheel shaft,
which should point to the side away from the bleed valve on three piece OF valves. On two piece OF
valves, the shaft will be to the bottom right. The shaft will always be at 90 degrees from the centerline of
the valve and never at an angle. The operator can be rotated around the stem into the proper position,
without removing it from the stem.
After correctly positioning the handwheel shaft, slide the operator toward the bonnet placing the studs
through the bonnet flange until approximately 1/4” of the stud is exposed on the back of the flange.
Start all nuts onto the studs (flat side down) and tighten them with the proper open end wrench.
Remove the indicator plate from the top of the operator. Using the handwheel, turn the operator so
that the keyslot of the stem and operator are aligned with each other. On small gearboxes, it is possible
to install the key on the stem prior to sliding the operator onto the valve shaft.
Install the square key into keyslot until it is below the surface of the operator hub. Do not use excessive
force to drive the key! If the key does not fit properly, recheck the alignment of the slots. (Another key
or pin punch should be used to drive against the key to prevent damage to the operator key or key slot).
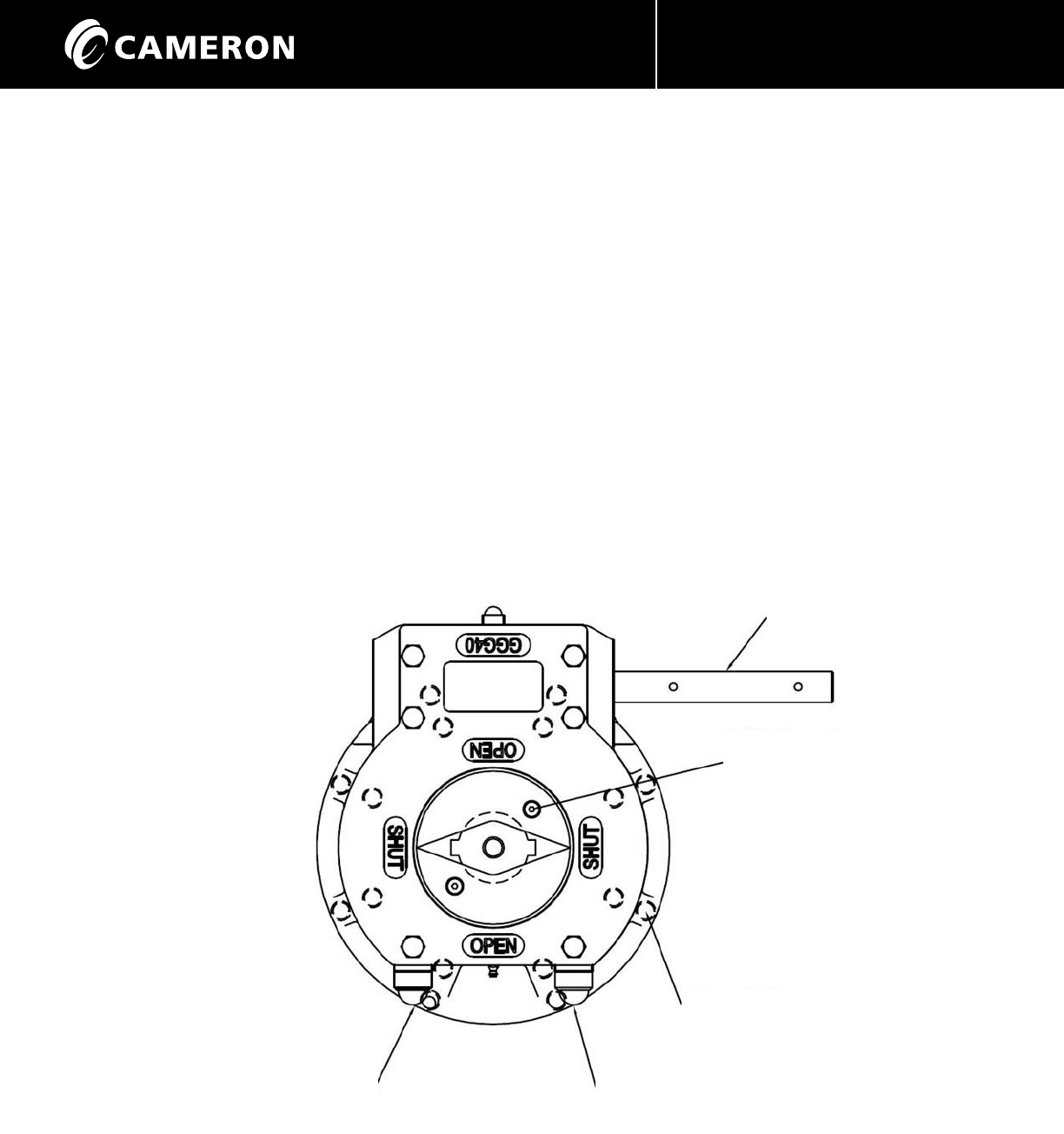
To set the closed stop, turn the handwheel clockwise until the key slot in the valve stem is at a 90 degree
angle to the valve flow bore. Loosen the jam nut on the stop farthest from the handwheel shaft (see
illustration). Then turn the stop bolt clockwise until it stops. Retighten the jam nut. It may be necessary
to turn the stop screw counter clockwise in order to get additional travel and move the operator farther
closed. The handwheel should always be turning in the closed direction to set the closed stop so that all
slack will be taken out of the gearing. This ensures a more accurate stop setting.
After setting the closed stop, a check should be made to ensure that it has been correctly set. This is
accomplished by turning the handwheel shaft several turns towards the open position, and then
returning it until the closed stop is contacted. The keyway will be at a 90 degree angle to the flowbore.
To set the open stop, turn the handwheel shaft counter clockwise until the key slot in the valve stem is
aligned with the valve flow bore. Look into the bore of the valve, and continue opening until the flow
bore of the ball is in alignment with the flow bore of the seatholders. There should not be more than
1/16” of the ball radius exposed into the flow bore once the final setting has been made.
ENGINEERED & PROCESS VALVES
01/2011 / IOM-TK-TMBV-01
15
Installation, Operation and Maintenance Manual
Once the alignment is accomplished, loosen the jam nut on the open stop bolt and turn the stop bolt
clockwise until it stops. Retighten the jam nut.
It may be necessary to turn the stop screw counter clockwise in order to get additional travel. Move the
operator farther open, in order to align the ball flow bore with the flow bore of the seatholder. The
handwheel should always be turning in the open direction to set the open stop, so that all slack will be
taken out of the gearing. This ensures a more accurate stop setting.
After setting the open stop a quick check should be made to ensure that it has been set correctly. This is
accomplished by turning the handwheel shaft several turns towards closed then returning it until it hits
the open stop. There should be no more than 1/16” of the ball radius exposed into the flow bore after
the stop is properly set. If further alignment is necessary screw the open stop screw in or out to readjust
the ball travel.
Replace indicator cap and tighten all fasteners.
Handwheel Shaft
Indicator Cap
(Shown in Closed Position)
Stud Holes
Open Stop Screw
Closed Stop Screw
ENGINEERED & PROCESS VALVES
16 01/2011 / IOM-TK-TMBV-01
Installation, Operation and Maintenance Manual
ROUTINE MAINTENANCE
Lubrication of TK Valves is not necessary for all applications, and is not a requirement for the valve to
seal pressure. In certain applications however, as in dry gas for example, lubrication twice yearly is
recommended. This lubrication reduces the stem torque, making the valve easier to operate, and reduces
wear of the stem, seat and ball. Biannual greasing of the stem gland also reduces torque and extends
stem, bonnet, and stem O-ring life.
Medium weight grease is recommended and has been field tested and proven to be very effective in
reducing torque.
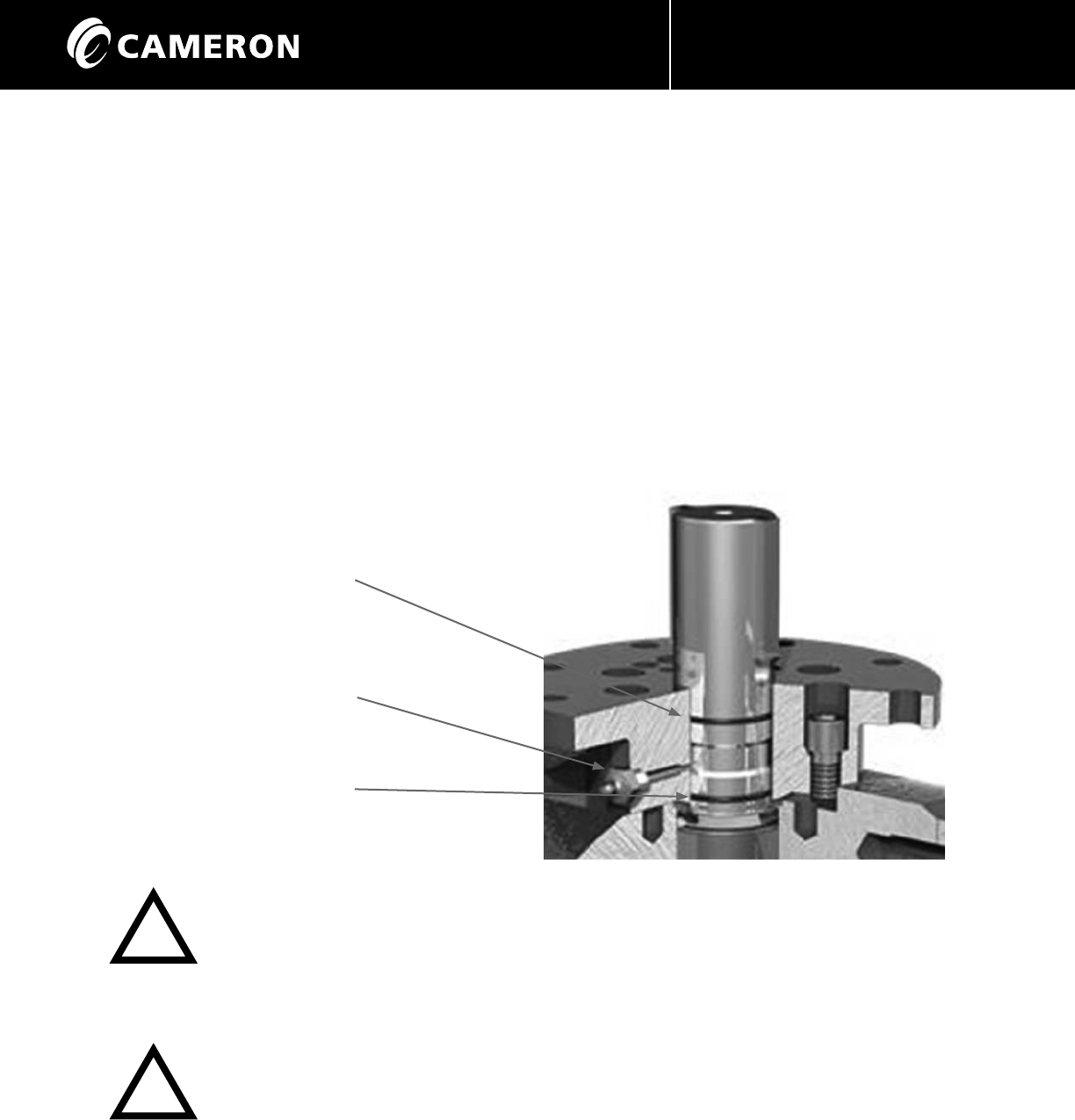
Stem Lubrication
Access for lubricating the stem seals is through a vented grease fitting that is located on the stem
bonnet. There are two O-rings on the stem. The bottom O-ring is the primary pressure seal and the top
O-ring is a weather seal. All TK Valve sizes and models will incorporate this bonnet/stem grease fitting.
Weather Seal
Vented Grease Fitting
Primary Pressure Seal
Caution:
In the unlikely event of a primary stem seal failure, leaks will occur through the grease
fitting. To temporarily fix the leak, the vented grease fitting can be replaced with a 1/8”
NPT pipe plug. This will cause the weather seal to become the primary pressure seal. At this
time both of the stem seals should be replaced at the earliest opportunity. DO NOT remove
the bonnet while the valve is under pressure!
Warning:
Under no circumstances must the slotted vented grease fitting be replaced with a non-slot-
ted grease fitting.
Checking for Seat Leakage
All trunnion mounted TK Valves are incorporated with a Bleed Valve. To check for a tight
closure or seat seal, open the needle (bleed) valve slightly. After initial blow-down, there
should be no additional flow.
TK Valves in buried services are equipped with watertight extensions. Sealant and bleed
fittings are carried to the top of the extension when required.
!
!
CAUTION
WARNING
ENGINEERED & PROCESS VALVES
01/2011 / IOM-TK-TMBV-01
17
Installation, Operation and Maintenance Manual
SEAT SEALANT
Lubrication guns may be air operated or manually operated depending on the customer’s preference.
Either type of lubrication gun should be capable of injecting lubricant or sealant above the maximum
line pressure of the valve and should be supplied with a giant button head adapter.
TK Valves are generally designed with auxiliary sealant fittings that are used to inject sealant directly to
the ball sealing area. This is sometimes necessary in preventing damage to the seats by flushing debris
away from the seats and in the event of a damaged seat caused by debris in the line. Auxiliary sealant
fittings should not be removed if there is pressure in the line and should never be coated or
painted over.
Metal seated designed valves do not incorporate a sealant injection fitting as standard.
Grease the seats in the following manner:
1. For 4” valves and smaller:
a. Open the valve to the fully open position
b. Inject grease through the single giant button-head located on the valve body. As
grease is injected the body cavity area around the ball is filled with grease. The
amount of grease will vary from 2 ounces for 1 1/2” valves up to 10 ounces for a
4” valve. No damage can result from over greasing.
c. Stroke the valve several times to distribute the grease to the surface of the ball.
Then return the valve to the desired position, either fully open or fully closed.
2. For 6” valves and larger:
a. Close the valve fully and inject each of the 4 giant button head grease fittings
with two ounces (8-10 strokes of a manual grease gun) of lubricant.
b. Open the valve to the fully open-position and then inject each of the 4 giant
button-heads as in step A above.
c. Cycle the valve to the closed position to further distribute the grease to the
surface of the ball. When sealant injecting, repeat steps A-C several times to
fully distribute the sealant. Always make your last injection of the sealant in the
closed position.
d. Place the valve in the position desired, either fully open or fully closed. Always
avoid leaving the valve in an intermediate position for long periods.
Types of Fittings:
1/8” NPT Vented Grease Fitting
Bleed Valve
3/4” HEX HEAD x 1” NPT
With Venting Port
Giant Button Head Seat Sealant Fitting
With or Without Vented Cap
¼” NPT with Internal Check Valve
(Only for Soft Seated Valves)
Pipe Plug
1/2”, 3/4”, or 1” NPT

ENGINEERED & PROCESS VALVES
18 01/2011 / IOM-TK-TMBV-01
Installation, Operation and Maintenance Manual
DISASSEMBLY AND REASSEMBLY
Disassembly
1. Remove the operator from the valve bonnet. In case of lever-operated valves, remove the retaining
ring and stop plate from the stem.
2. Scribe alignment marks on the body, adapter(s) and the bonnet to ensure proper reassembly. It
is vital that the bolt holes on the pipeline flanges straddle the vertical and horizontal center-lines
of the valve.
3. Loosen all bolting.
Two-Piece Seat Supported
4. Place Valve in the closed position.
5. Remove closure from the body of the valve. It may be necessary to pry apart the closure from
the body.
6. Remove ball from body cavity. (It is only possible to remove the ball before the stem on
non-trunnion mounted valves).
7. Remove bonnet and stem.
8. Remove one seat from the closure and the other from the body. Gently tapping from
underneath the seat will allow the seats to become free.
9. Collect and retain seat springs.
Two-Piece Trunnion Supported
4. Remove bonnet and stem from valve.
5. Remove trunnion flange. It is not necessary to separate the trunnion from the flange.
6. Remove adapter.
7. Remove ball from body cavity.
!
CAUTION
Before removing the valve from the line, make sure that the line has been fully depressurized.
For valve designs which incorporate a body bleed valve, check prior to removal from line, place
the ball in the half-open position and open the body bleed valve to relieve any retained
cavity pressure.
Once the valve is removed, appropriate isolation of the pipe ends should be undertaken by the
operator/contractor to prevent the creation of a combustible mixture where possible, and to
prevent the introduction of dirt and debris into the system.
All parts must be clean and free of dirt and foreign material before assembly. A light grease
compatible with line material and service temperature aids greatly in the assembly of
close-tolerance components. O-rings should be well-lubricated to avoid pinching between
‘mating’ parts.

ENGINEERED & PROCESS VALVES
01/2011 / IOM-TK-TMBV-01
19
Installation, Operation and Maintenance Manual
8. Remove one seat from the closure and the other from the body. Gently tapping from
underneath the seat will allow the seats to become free.
9. Collect and retain springs.
Three-Piece Trunnion Supported
4. Remove both closures. One seat will come out with each closure.
5. Remove the seats from the adapters by using a jack screw and lifting straight out.
6. Collect and retain springs.
7. Position valve, without closures, such that the stem and trunnion are in the horizontal positions
and apply support for ball.
8. Remove bonnet, stem, and trunnion from sub assembly. By lifting the ball to relieve pressure
from the stem and trunnion, it is then possible to remove the stem and trunnion.
9. Carefully remove ball from body cavity once the stem and trunnion have been removed.
Continue Disassembly for all Valve Designs
10. The bonnet bore, thru which the stem passes, is a sealing surface. Before removing the stem
from the bonnet, dress the exposed portion of the stem by remove all rust, nicks, burrs, ect and
spray with penetration oil. Then gently tap the stem out of the bonnet. Do not use a
hard-face hammer!
11. For all valve designs, inspect the bushing in the body bonnet bore. If damaged or worn, replace
before reassembly.
12. Remove all O-rings and replace if necessary. Retain the thrust washer and disc.
Inspection Areas
1. Inspect the surface of the ball for gouges, nicks, pits or other departures on the spherical surface
and particularly in the seating area.
Small isolated imperfections that are less that 1/16” (1.55mm) may be dressed with a light
application of a fine emery cloth.
2. Any gouges, nicks, cuts or thermal distress on the seat sealing area indicates a new seat assembly
is required. Seat assemblies are not field repairable.
3. Stem and ball bushings, washers, and disc should be replaced if damaged or worn.
4. O-rings should be replaced if broken, nicked, frayed, stretched, or swollen. If O-rings are dam-
aged due to incompatible service conditions, consult with the nearest representative
or the factory.

ENGINEERED & PROCESS VALVES
20 01/2011 / IOM-TK-TMBV-01
Installation, Operation and Maintenance Manual
REASSEMBLY
1. Make sure that all components are thoroughly clean prior to installation.
2. Slide thrust washer onto the stem and install O-rings.
3. Install stem bushing into the valve body. Do not use a hard-face hammer. The bonnet hub can
be used to recess bushing to proper depth.
4. Install the thrust disc and trunnion bushing into the ball trunnion bore.
Do not use a hard-face hammer.
5. Install coil springs (wave springs where fitted) in seat assemblies where appropriate. Hold coil
springs in place by weaving rubber bands from spring to spring.
Note: Some 3” and 4” valves use wave springs in place of coil springs. In this case, install wave
springs prior to installing seats.
Note: 1.5” and 2” valves use belleville springs. In this case, install belleville springs prior to
installing seat holders. The outside of the belleville spring bears on the seat holder.
6. Replace each fire safe seal for all fire safe certified valves.
Two-Piece Seat Supported (non-trunnion)
7. Taking care not to damage the seat sealing surface, install one seat in the body and one
seat in the closure.
8. Install stem into the bonnet.
9. Install the bonnet and stem assembly onto the body.
10. Rotate the stem to the closed position to accept the ball.
11. Install the ball into the body cavity.
12. Install the closure onto the body.
Two-Piece Trunnion Supported
7. Taking care not to damage the seat sealing surface, install one seat in the body and one
seat in the closure.
8. Line up the stem and trunnion bore, place the ball into the body cavity. Insert the
trunnion into the ball to hold the ball in place. Do not drive trunnion completely in at this time.
9. Ensure the ball is aligned with the stem bore and insert the stem.
10. At this time the trunnion can be completely installed.
11. Install the bonnet onto the body.
12. Install the closure onto the body.

ENGINEERED & PROCESS VALVES
01/2011 / IOM-TK-TMBV-01
21
Installation, Operation and Maintenance Manual
Three-Piece Trunnion Supported
7. Line up with the stem and trunnion bore, place the ball into the body cavity. Insert the
trunnion into the ball to hold the ball in place.
8. Install trunnion taking care not to damage trunnion bushing in the ball.
9. Install stem.
10. Install bonnet and make sure the ball rotates freely.
11. Taking care not to damage any sealing surfaces, install seats into the closures.
12. Install the closures onto the body.
Continue Assembly for all Valve Designs
13. On lever operated valves, make sure of correct location of the stop socket head cap screw.
14. Tighten all bolting on the assembled valve.
15. Reinstall operator onto the valve. See “Mounting Gear Box and Actuator” in
installation instructions.
16. If available retest the valve to the appropriate specifications.
ENGINEERED & PROCESS VALVES
22 01/2011 / IOM-TK-TMBV-01
Installation, Operation and Maintenance Manual
TROUBLESHOOTING
Trouble Probable Cause Remedy
The valve is hard to operate
Ball is not properly aligned with bores of seats.
Erratic Operation
Valve is leaking between tailpiece and body
Leakage around valve stem
Valve will not fully close
Grease fitting leaking
Valve will not seal
Actuator Unit
Infrequent operation -
lack of lubrication
Ice in valve operator
There is a build up in the seat area due
to line contaminates
Restrictions in bore of valve or
stop not set properly
Damaged actuator unit
Restriction of pneumatic actuator vent
Faulty power supply
Infrequent operation -
lack of lubrication
Damaged O-ring seal
Damaged O-ring seal
Ice in body of valve
Improper setting of actuator limit
switches or stops in worm gear
Infrequent operation -
lack of lubrication
Damaged Fitting
Trash in fitting
Contamination around seat area due to service
Damaged seat face or seat O-ring
Valve not fully closed
Refer to actuator maintenance manual or
remove actuator cover and check stem adapta-
tion and linkage for damage.
Lubricate actuator with suitable industrial
grease
Apply heat or inject antifreeze solution into
valve, but consult with authorized dealer prior
to using remedy on operators.
Clean the seat area as outlined in Routine Seat
Cleaning.
Remove bore restrictions or check stop in worm
gear actuator and/or actuator limit switches.
Replace broken or damaged parts
Remove restriction
Check power supply
Lubricate actuator with suitable industrial
grease
Disassemble and replace O-rings.
Inject valve sealant into stem fitting (if present)
or replace stem O-ring.
Apply heat or inject antifreeze solution into
body of valve. Drain periodically to eliminate
water accumulation.
Reset actuator limit switches or stops for proper
closing
Lubricate actuator with suitable industrial
grease.
Tighten safety cap or replace safety cap if
damaged
WARNING: Never remove entire grease fitting
when valve is under pressure.
Inject a small amount of cleaner into fitting to
dislodge trash.
Clean the seat area as outlined in Routine Seat
Cleaning.
Inject seat sealant for temporary seal or replace
seats
Check that operator or limit-switches do not
stop the rotation of ball prior to reaching the
fully closed position.
ENGINEERED & PROCESS VALVES

ENGINEERED & PROCESS VALVES
01/2011 / IOM-TK-TMBV-01
Installation, Operation and Maintenance Manual
ENGINEERED & PROCESS VALVES
01/2011 / IOM-TK-TMBV-01
Installation, Operation and Maintenance Manual
VALVES & MEASUREMENT
3250 Briarpark Drive, Suite 300
Houston, TX 77042
USA Toll 800 323 9160
For the most current contact and location information go to: www.c-a-m.com
