Fluke 810 Technical Guide FPG8601™ Forced Balanced Piston Gauge
2015-09-09
: Fluke Fluke-810-Technical-Guide-810351 fluke-810-technical-guide-810351 fluke pdf
Open the PDF directly: View PDF ![]() .
.
Page Count: 2
An entirely new approach to troubleshooting
mechanical problems
The Fluke 810 Vibration Tester offers a three-step approach
to mechanical testing:
• Set-up: Enter basic information about the unit under
test…motor type, drive components, output machinery, etc.
• Measure: Quickly take detailed vibration measure-
ments for immediate analysis, or perform long-term data
collection.
• Diagnose: With the press of a button, the Fluke 810 iden-
tifies the root cause, its location and the problem’s severity.
The Fluke 810’s diagnostic technology combines power-
ful algorithms with a database of real-world measurement
experience, making the Fluke 810 the most advanced
troubleshooting tool for mechanical maintenance teams.
Faults are identified by comparing the vibration data from
your machine to an extensive set of rules gathered through
real-world maintenance experience with similar machines.
Unlike other complex vibration analyzers, the Fluke 810
doesn’t require you to collect information over time and
compare it to an established baseline. The unique diagnostic
technology determines fault severity by simulating a fault-
free condition and then instantly compares the incoming
data. This means every measurement is compared to a “like
new” machine.
With good setup data the 810 Vibration Tester provides
highly accurate information on bearing wear, imbalance,
misalignment and looseness. With the Fluke 810 you can
take immediate repair actions based on your test results.
The 810 Vibration Tester. Get answers now.
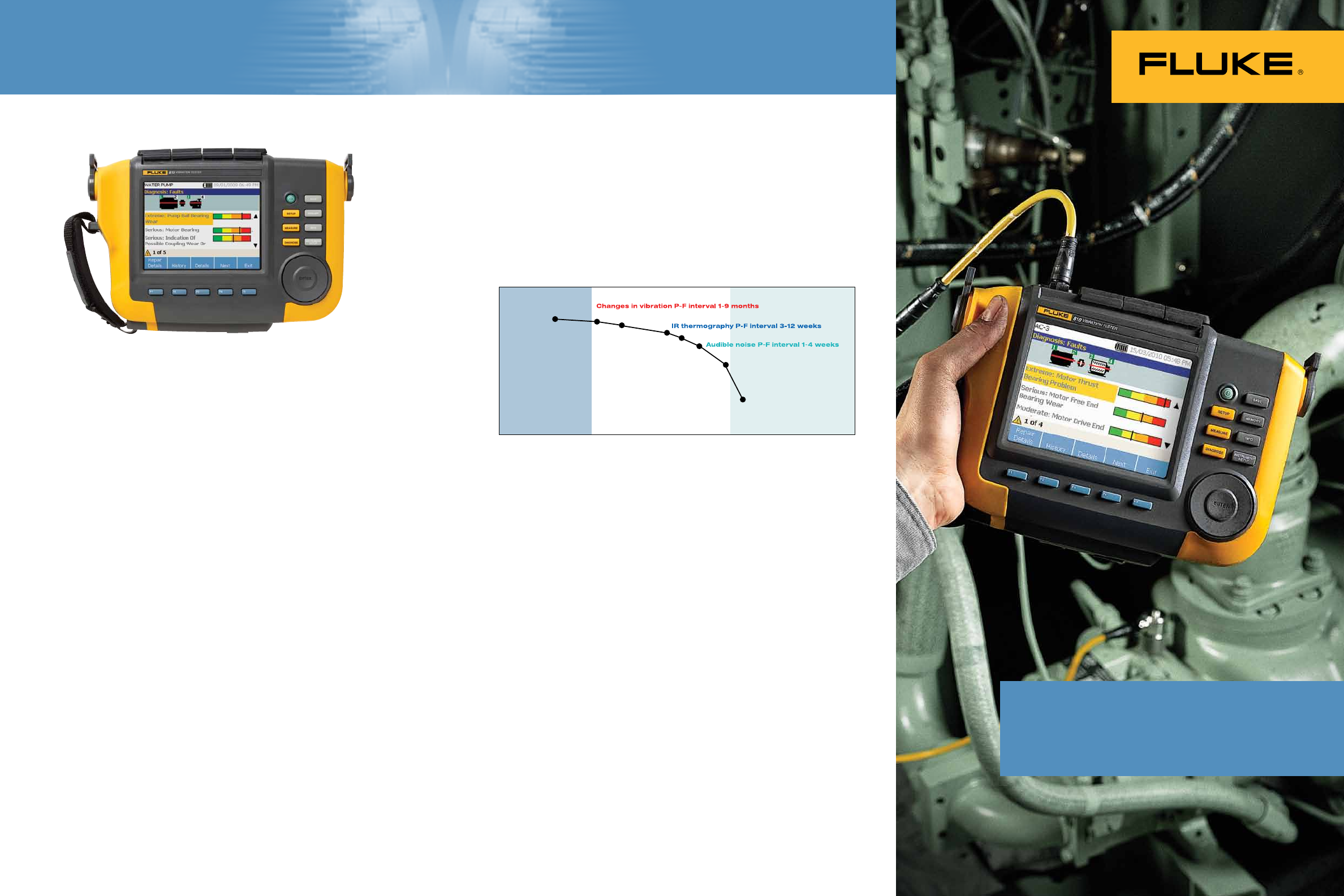
Point where
failure starts
to occur
Heat by touch P-F interval 1-5 days
F= Failure
P= Potential failure
Quantitative PM P-F interval 5-8 weeks
Wear debris in oil P-F interval 1-6 months
PP1 P2
P3
P4
P5
P6
F
The P-F Curve, Adapted from John Moubray’s book “Reliability Centered Maintenance II”
Fluke 810
Vibration Tester
set-up options
Vibration is often the first symptom of impending
machine failure, giving warning signs before you can
spot problems through heat, electricity or sound.
Over half of unplanned downtime is attributed to
mechanical failures. While many things can impact the
life of a machine, once the first signs of failure appear a
machine generally has a matter of months before failing
completely. Vibration testing provides a way to deter-
mine where the machine is on the failure curve and
react appropriately.
Field tested, with proven payoff
Fluke redefines mechanical troubleshooting with the
revolutionary Fluke 810 Vibration Tester, the most
advanced troubleshooting tool for mechanical mainte-
nance teams who need answers now. The technology
driving the 810 Vibration Tester has been proven by
more than 30 years of field use, maintaining the huge
variety of machinery found in the aircraft carriers of the
U.S. Navy.
The 810 Vibration Tester offers provable, sustainable
return on investment. There is minimal upfront invest-
ment with a positive pay off only months from setup.
Vibration is your rst warningGet a machine diagnosis
when you need it
Vibration testing has never been easier
“Enter basic machine setup information you already know.
It’s onboard info feature gives you field tips for setting up
and taking measurements like a pro.”
Ken P.
Fluke Corporation
PO Box 9090, Everett, WA 98206 U.S.A.
Fluke Europe B.V.
PO Box 1186, 5602 BD
Eindhoven, The Netherlands
Fluke. Keeping your world up and running.®
For more information call:
In the U.S.A. (800) 443-5853 or
Fax (425) 446-5116
In Europe/M-East/Africa +31 (0) 40 2675 200 or
Fax +31 (0) 40 2675 222
In Canada (800)-36-FLUKE or
Fax (905) 890-6866
From other countries +1 (425) 446-5500 or
Fax +1 (425) 446-5116
Web access: http://www.fluke.com
©2011 Fluke Corporation.
Specifications subject to change without notice.
Printed in U.S.A. 1/2011 3985410A D-EN-N
Modification of this document is not
permitted without written permission
from Fluke Corporation.

What is known
Shaft speeds
Gear ratio
Gear tooth count
What is known
Shaft speeds
Gear ratio
Gear tooth count
Driven
component
bearing type
Roller
Journal
Driven
component
bearing type
Roller
Journal
Gearbox
bearing type
Roller
Journal Gear ratios
A: __ to __
5
6
Select
motor type
Motor bolted directly to:
Centrifugal pump
Gear pump
Fan
Centrifugal compressor
Screw/lobe pump
Next component
Pump
Fan
Compressor
Blower
Spindle
Gearbox
Number of vanes:
2-20 [optional]
Number of gear or screw teeth:
2-12 [optional]
Number of blades:
2-50 [optional]
Number of compressor vanes:
9-50 [optional]
Number of gear or screw teeth:
2-12 [optional]
Coupling between
motor and next
component
Yes
No
Number of blades: 2-50 [optional] Done
Number of blower lobes: 2-12 [optional] Done
Number of vanes: 2-20 [optional] Done
Number of vanes: 2-20 [optional] Done
Number of teeth/lobes: 2-12 [optional] Done
Number of pistons: 2-13 [optional] Done
Number of vanes: 2-20 [optional] Done
Number of
speed
changers
1
2
5
6
Number of
speed
changers
1
2
3
Pump type
Centrifugal
Propeller
Piston
Compressor
type
Centrifugal
Screw
Piston
Compressor
type
Centrifugal
Piston
What is known
Shaft speeds
Gear ratio
Gear tooth count Yes
No
Gear tooth
count
Input (1-500)
Output (1-500)
Shaft speeds
Input
S1:*
S2:*
Output
Fan
supported by
Two bearings
Overhung
Pump type
Centrifugal
Propeller
Sliding vane
Screw/Lobe
Piston
Number of vanes: 9-50 [optional] Done
Number of screw teeth or threads: 0, 2-8 [optional] Done
Number of pistons: 2-12 [optional] Done
Number of vanes: 9-50 [optional] Done
Number of pistons: 2-12 [optional] Done
AC or DC
AC motor
with VFD
Yes or No
RPM
Manual entry
or read RPM from
tachometer
Enter
nominal hp or [kW]
Motor mounted
Horizontal or
Vertical
Motor
bearing type
Roller or Journal
Motor detached
from drive train
Yes
No
Motor close coupled
Yes
No
Done
Next component that
gearbox is attached to
Pump
Fan
Compressor
Blower
Spindle
Impellor
supported by
Two bearings
Overhung
Next component that
gearbox is attached to
Pump
Fan
Compressor
Blower
Spindle
Belt drive
Chain drive
Next component
Pump
Fan
Compressor
Blower
Spindle
Enter shaft speed
Input:
Output:
Tooth count
[optional]
Rotation speed
[optional]
200 - 12,000 RPM
Enter shaft speed
Input:
Output:
Driver
Transmission
Driven component
1
2
3
4
Done
7
Next component
Pump
Fan
Compressor
Blower
Spindle
Gearbox
Belt drive
Chain-drive
Next component
Pump
Fan
Compressor
Blower
Spindle
Gearbox
Driven
component
bearing type
Roller
Journal
Driven
component
bearing type
Roller
Journal
RPM entry
method
Manual
Tachometer
Shaft speed
(RPM)
Input
Output
Gear tooth
count
1: (1-500)
2: (1-500)
3: (1-500)
4: (1-500)
Gear tooth count
1: (1-500)
2: (1-500)
3: (1-500)
4: (1-500)
5: (1-500)
6: (1-500)
Gear ratios
A: __ to __
B: __ to __
Gear ratios
A: __ to __
B: __ to __
C: __ to __
Enter shaft speed
Input:
Output:
Enter shaft speed
Input:
Output:
Shaft speeds
Input
S1:*
Output
1
2
3
4
Done
7
1
2
3
4
Done
1
2
3
4
Done
1
2
3
4
Done
Key
1
2
3
4
5
6
7
1
2
3
4
5
6
7
Process routes
back to...
1
2
3
4
Done
7Tooth count
[optional]
Rotation speed
[optional]
200 - 12,000 RPM
* S1 or S2 shaft between gears
Note: When working with gear ratios always reference one number to
“one.” Examples: (4:1) or (1:4).
State “ to ” ratios as “(1-100)” to “(1)” or “(1) to (1-100)”
Do not guess or estimate the values of optional questions.
The Fluke 810 Vibration Tester can analyze:
Motors • Couplings • Spindles • Close-coupled machines • Blowers • Gearboxes • Fans • Belt and chain drives •
Pumps (piston, sliding vane, propeller, screw, rotary thread/gear/lobe) • Compressors (piston, screw, centrifugal)
Fluke 810 Vibration Tester
machine set-up options
Driver setup sample Transmission setup sample
Driven component setup sample
