Harbor Freight 170 Amp Dc 240 Volt Mig Flux Cored Welder Quick Start Manual
Quick Start Guide for the 68885 170 Amp MIG/Flux Wire Welder Q68885 170 Amp-DC, 240 Volt, MIG/Flux Cored Welder
2015-05-27
: Harbor-Freight Harbor-Freight-170-Amp-Dc-240-Volt-Mig-Flux-Cored-Welder-Quick-Start-Manual-724234 harbor-freight-170-amp-dc-240-volt-mig-flux-cored-welder-quick-start-manual-724234 harbor-freight pdf
Open the PDF directly: View PDF ![]() .
.
Page Count: 4
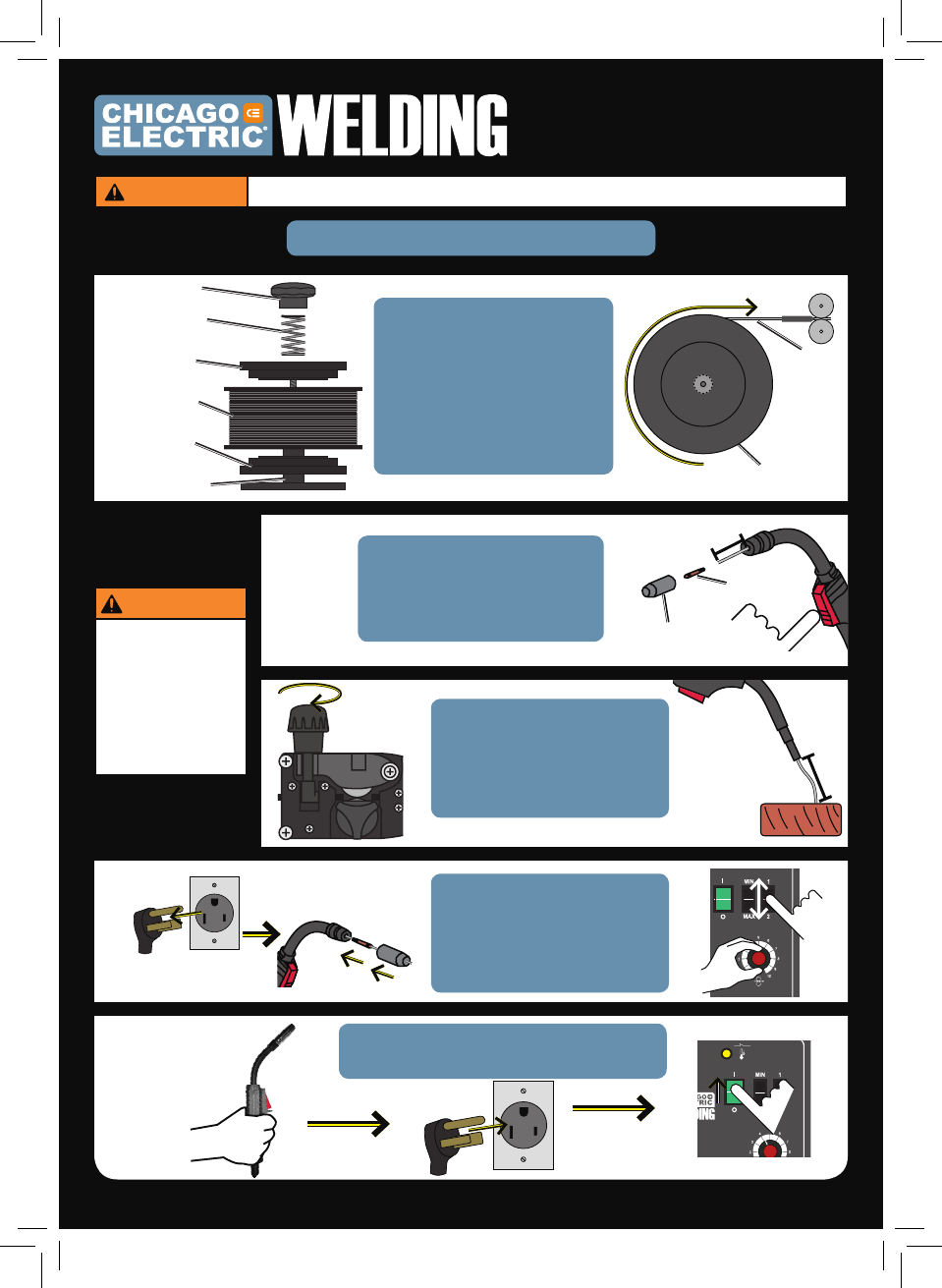
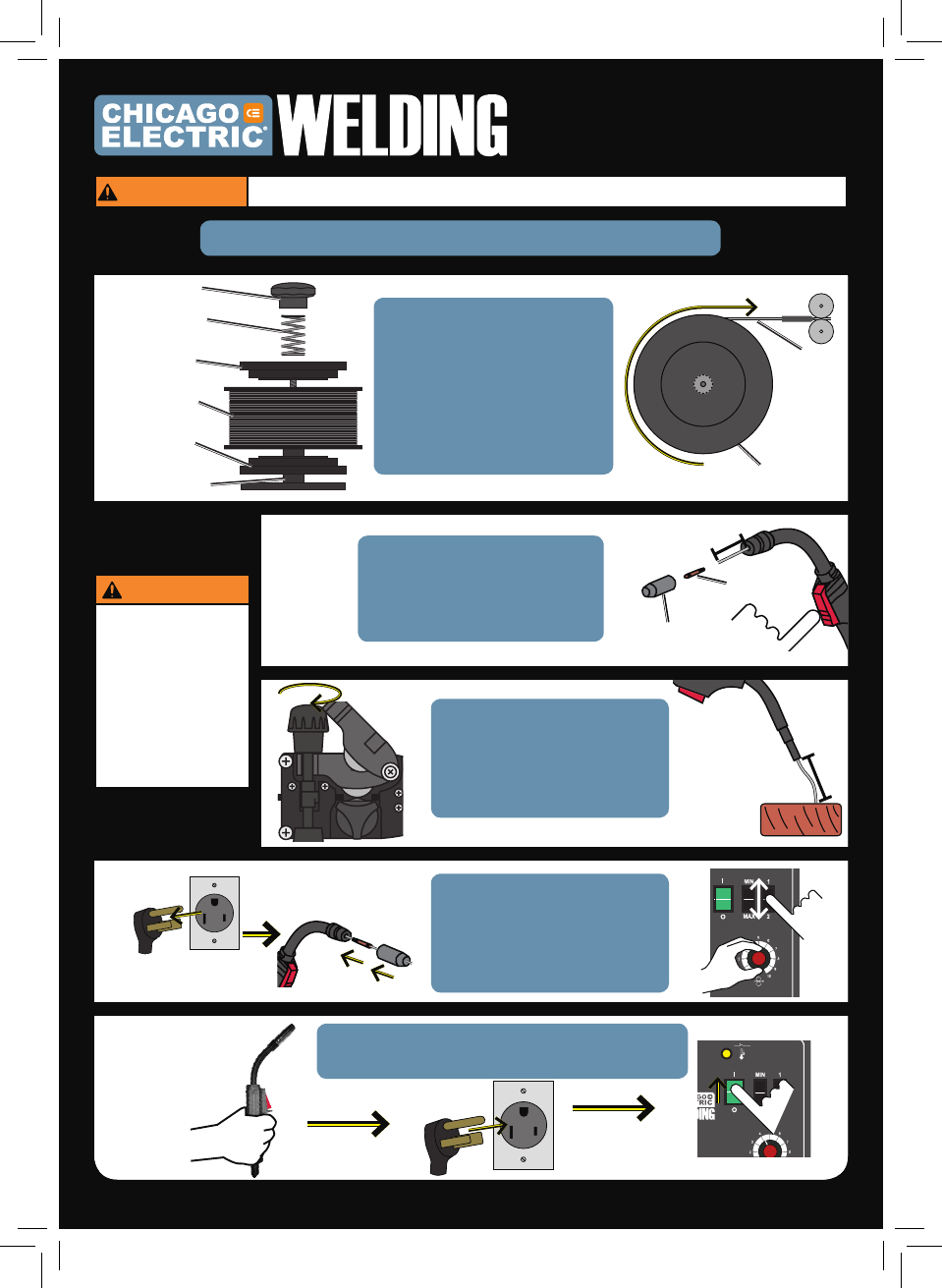
WARNING To prevent serious injury, read manual warnings and instructions before use.
BASIC WELDING INSTRUCTIONS AND WELDING TIPS ARE IN MANUAL.
welding
wire
Wire Spool
2″
Contact
Tip
Nozzle
MIG 170
WIRE FEED WELDER
ITEM 68885
WIRE FEED SPEED
20A
240V~
Specications
Wire .023″-.035″
(Tip and roller change required)
Capacity 22 Ga. – 1/4″ Steel Plate
Material
Types
Mild Steel and Stainless Steel
(Not for welding Aluminum.)
I
O
MIG 170
WIRE FEED WELDER
ITEM 68885
WIRE FEED SPEED
20A
240V~
Specications
Wire .023″-.035″
(Tip and roller change required)
Capacity 22 Ga. – 1/4″ Steel Plate
Material
Types
Mild Steel and Stainless Steel
(Not for welding Aluminum.)
I
O
HOLD
GUN
CLEAR
2″-3″
wood
block
clockwise
1Assemble face shield handle and lens.
2
Install wire spool.
Insert wire through both
wire liners and clamp it
into feed mechanism.
See manual if
changing wire size
or using solid wire.
68885 QUICK START GUIDE
3
4
Take off nozzle and tip,
plug in welder, turn it on,
and squeeze trigger until
wire comes out.
Incrementally tighten
wire feed tension
knob clockwise until
wire will bend from
feed tension at 2"-3".
5
Unplug welder and
replace nozzle and tip.
Adjust wire feed speed
and current settings
according to chart.
6
Hold gun clear of workpiece,
then plug in welder and turn it on.
WARNING
To prevent re and
serious injury:
Keep torch and
wire clear of
grounded objects
while welder
plugged in.
Spool Knob
Wire Spool
Lower
Spool Plate
Upper
Spool Plate
Spool Spring
Spool Spindle

Good
Weld
Weld Speed
Too Fast
TO CORRECT:
weld
slower
Weld Speed
Too Slow
TO CORRECT:
weld
faster
Stickout
Too Long or
Wrong
Polarity
maintain
less
than 1/2"
stickout
Check Polarity
and
TO CORRECT:
CLEAN FLUX-CORE WELDS FIRST!
Flux-core welds will have a coat of slag over them until cleaned.
68885 WELD EXAMPLE PICTURES
MIG 170
WIRE FEED WELDER
ITEM 68885
WIRE FEED SPEED
20A
240V~
Specications
Wire .023″-.035″
(Tip and roller change required)
Capacity 22 Ga. – 1/4″ Steel Plate
Material
Types
Mild Steel and Stainless Steel
(Not for welding Aluminum.)
I
O
Current
Too Low or
Wire Feed
Too Slow
TO CORRECT:
Increase
Current
Min1 -> Min2
Min2 -> Max1
Max1 -> Max2
or
MIG 170
WIRE FEED WELDER
ITEM 68885
WIRE FEED SPEED
20A
240V~
Specications
Wire .023″-.035″
(Tip and roller change required)
Capacity 22 Ga. – 1/4″ Steel Plate
Material
Types
Mild Steel and Stainless Steel
(Not for welding Aluminum.)
I
O
Current
Too High or
Wire Feed
Too Fast
TO CORRECT:
Decrease
Current
Max2 -> Max1
Max1 -> Min2
Min2 -> Min1
or
ADVERTENCIA
Para prevenir lesiones graves, lea las instrucciones y advertencias del manual antes de usar.
LAS INSTRUCCIONES BÁSICAS Y CONSEJOS DE SOLDADURA ESTÁN EN EL MANUAL.
Alambre
para
soldadura
Carrete de alambre
2″
Punta de
contacto
Boquilla
MIG 170
WIRE FEED WELDER
ITEM 68885
WIRE FEED SPEED
20A
240V~
Specications
Wire .023″-.035″
(Tip and roller change required)
Capacity 22 Ga. – 1/4″ Steel Plate
Material
Types
Mild Steel and Stainless Steel
(Not for welding Aluminum.)
I
O
MIG 170
WIRE FEED WELDER
ITEM 68885
WIRE FEED SPEED
20A
240V~
Specications
Wire .023″-.035″
(Tip and roller change required)
Capacity 22 Ga. – 1/4″ Steel Plate
Material
Types
Mild Steel and Stainless Steel
(Not for welding Aluminum.)
I
O
MANTENGA
LA PISTOLA
ALEJADA
2″-3″
bloque de
madera
en sentido
horario
1Ensamble la empuñadura de la máscara de protección y los lentes.
2
Instale el carrete de alambre.
Introduzca el alambre a
través de ambas guías y
asegúrelo al mecanismo de
alimentación. Vea el manual
si desea cambiar de tamaño
de alambre o usar alambre
macizo.
68885 GUÍA DE INICIO RÁPIDO
3
4
Retire la boquilla y la punta,
enchufe la soldadora,
enciéndala y apriete el
disparador hasta que
salga alambre.
Aumente gradualmente la
tensión de alimentación
del alambre girando la
perilla en sentido horario
hasta que el alambre se
doble a entre 2" y 3".
5
Desenchufe la soldadora y
vuelva a colocar la boquilla
y la punta. Ajuste la
velocidad de alimentación
del alambre y la corriente
de acuerdo con el cuadro.
6
Mantenga la pistola alejada de la pieza de
trabajo, luego enchufe la soldadora y enciéndala.
ADVERTENCIA
Para evitar
incendios y
lesiones graves:
Mantenga el soplete
y alambre lejos de
los objetos puestos
a tierra mientras
la soldadora está
enchufada.
Perilla del
carrete
Carrete
de alambre
Placa inferior
del carrete
Placa
superior
del carrete
Resorte del
carrete
Husillo del
carrete

Buena
soldadura
Velocidad
de soldadura
muy rápida
PARA CORREGIR:
Suelde
más
despacio
Velocidad
de soldadura
muy baja
PARA CORREGIR:
Suelde
más
rápido
Alambre
demasiado
extendido
o polaridad
incorrecta
Verifique la
polaridad y no
extienda el alambre
más de 1/2”
PARA CORREGIR:
¡PRIMERO LIMPIE LAS SOLDADURAS CON FUNDENTE!
Las soldaduras con fundente tienen una capa de escoria arriba que se retira al limpiarlas.
68885 IMÁGENES DE EJEMPLO DE SOLDADURAS
MIG 170
WIRE FEED WELDER
ITEM 68885
WIRE FEED SPEED
20A
240V~
Specications
Wire .023″-.035″
(Tip and roller change required)
Capacity 22 Ga. – 1/4″ Steel Plate
Material
Types
Mild Steel and Stainless Steel
(Not for welding Aluminum.)
I
O
Corriente
muy baja o
alimentación de
alambre muy baja
PARA CORREGIR:
Aumente la
corriente
Mín1 -> Mín2
Mín2 -> Máx1
Máx1 -> Máx2
O bien
MIG 170
WIRE FEED WELDER
ITEM 68885
WIRE FEED SPEED
20A
240V~
Specications
Wire .023″-.035″
(Tip and roller change required)
Capacity 22 Ga. – 1/4″ Steel Plate
Material
Types
Mild Steel and Stainless Steel
(Not for welding Aluminum.)
I
O
Corriente
muy alta o
alimentación de
alambre muy alta
PARA CORREGIR:
Disminuya la
corriente
Máx2 -> Máx1
Máx1 -> Mín2
Mín2 -> Mín1
O bien
