PharmaOCR Microscan Pharma OCR Paper
2011-07-15
: Microscan Microscan Pharmaocr Paper microscan_pharmaOCR_paper industrysolutions
Open the PDF directly: View PDF ![]() .
.
Page Count: 4
Using Machine Vision
Optical Character Recognition (OCR)
Three Ways to Enhance
Pharmaceutical Packaging Lines
Technology White Paper
Technology White Paper
Three Ways to Enhance Pharmaceutical Packaging Line
Performance with Machine Vision OCR
This white paper focuses on optical character recognition (OCR) and its extensive use in pharmaceutical packaging for compliance with date
and lot tracking regulations. Machine vision OCR helps manufacturers adhere to these mandates in an effi cient and cost-effective manner,
and can also improve line performance. Three common applications are described here:
- Ensuring code presence and verifi cation of readability
- Tracking products throughout the supply chain
- Matching product labels to contents
Microscan Systems, Inc.
1 www.microscan.com
What Is OCR?
OCR, or optical character recognition, is a vision system tool that is widely
used in the pharmaceutical packaging industry. Like barcode technology,
OCR is a data capture methodology. Its primary advantage is that it encodes
information in a format that is both machine-readable and human-readable,
while barcodes and 2D symbols are only machine-readable. OCR turns printed
text characters from a digital image into a string of characters that can be de-
coded (read) by the system, and then moved through subsequent steps in the
production process as de ned by the control software. The simplest and most
reliable method for optical character recognition relies on speci c OCR fonts
and templates that are designed for these applications. However, machine
vision’s powerful functionality incorporates teachable OCR systems that can
be trained to recognize characters in a user-de ned font – a useful feature
given the wide array of available printing technologies and the range of printed
characters produced by them.
The Need for OCR
Lot codes, batch codes, and expiration dates have become necessary in the pharmaceutical industry, which has stringent labeling
requirements to help ensure consumer safety and to prevent product diversion and counterfeiting. The capability of machine vision to
read these text strings reliably, at high speeds, has become indispensible in today’s manufacturing environment. OCR and subsequent
data retrieval help to ensure the smooth ow of information throughout the manufacturing and distribution process.
Three Common Uses of OCR in Pharmaceutical Packaging
Many manufacturers initially implement an OCR system for the sole purpose of compliance with standards, but they quickly realize
the many advantages that machine vision can bring to their packaging operations. Automated vision systems increase throughput and
eliminate human error to achieve optimal line performance. OCR not only helps to facilitate (and better yet, prevent) product recalls,
but saves cost by reducing scrapped product and minimizing downtime.
With multiple proven bene ts, quality monitoring by vision technology is used for a wide range of applications. Common uses of
machine vision OCR include verifying the presence of marked characters on products or packaging, reading date/lot codes for product
traceability, and matching labels to products.
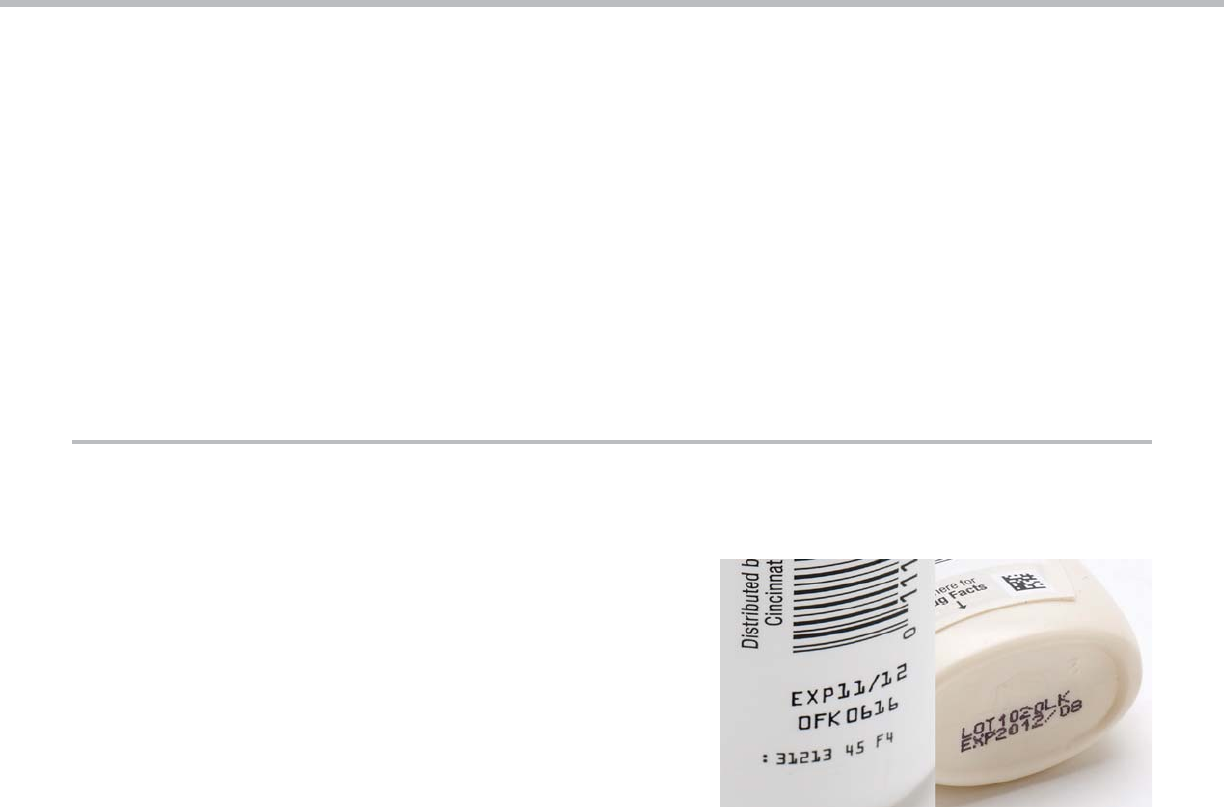
A crisp OCR font (left) is the simplest and most reliable
method for decoding, while more challenging marks such as
the inkjet mark on the bottom of the bottle (right) can be read
using teachable OCR systems.
Technology White Paper
1.
OCR ensures code presence and readability - before products exit the factory
One of the most basic tasks of machine vision is to verify that required text strings make it onto the
product or packaging. For example, inkjet printers are commonly used for marking date codes, batch
codes and expiration dates in many packaging applications, due to their ability to print variable
information at very high speed. However, print quality can degrade over the course of process runs,
resulting in inconsistent codes or no code at all. Without a system in place to con rm the
presence of the code, a printing fault - such as a clogged nozzle, interference from debris, or
depleted ink - may affect print quality, and this error could go unnoticed until later in the process.
This results in increased downtime, costly re-runs or worse: if the product makes it out of the factory
without a required code, it will need to be scrapped or recalled.
While OCR will read a code to determine its presence, another vision tool, optical character
verifi cation, or OCV, may be recommended for applications that require con rmation that a code will
be readable after it leaves the plant. OCV-based inspection is most often used to verify that the
printed codes will be of suf ciently high quality to be legible throughout the supply chain in the event
of a product recall – of particular concern in the pharmaceutical industry.
Absent or unreadable codes are unacceptable in this highly regulated industry. Machine vision
provides manufacturers with the peace of mind that their products are properly marked before they
make their way into the supply chain.
2. OCR tracks products throughout the supply chain
Traceability through every step of the manufacturing process is critical in any industry where
manufacturers are required to comply with safety and anti-counterfeiting regulations. Global anti-
terrorism measures have recently placed even more priority on product traceability. Items must be
locatable at any given time within the supply chain, with clear data documenting where they
originated and where they have been.
While product tracking is often considered a barcoding application, lot codes, batch codes,
expiration dates and serial numbers can be read with OCR to follow a product through all phases of
the packaging process - from the primary product label or packaging, to carton packing, to
palletizing operations. An OCR application can be programmed to compare the actual text with an
expected string, as de ned in the database, and ag any missing or out-of-sequence serial
numbers. Barcodes and OCR are frequently used together to achieve maximum reliability of the
data collection process.
Reliable product tracking and data management of the production and distribution process is
crucial in the event of a safety recall after the product has left the factory, and also plays an
important role in preventing diversion of goods to so-called “gray market” vendors.
3. OCR matches labels to products
Manufacturers must accurately state the contents of an item on its label or packaging, or face
severe consequences, such as government-imposed penalties, costly recalls, and diminished brand
perception. One of the most common reasons for product recalls - mislabeling - has serious
implications for both manufacturers and consumers, ranging from customer dissatisfaction to safety
risks.
OCR can help to ensure that otherwise unmarked products receive the correct label during the
labeling process. Frequently, when products are placed in containers, they are done so with no
labels, as “bright stock”. The only indication of what is inside the bottle or container is a text string
or barcode that identi es the contents. When it is time to put a label on the bottle, the system
reads the characters on it to determine which product is inside the container, then instructs the sys-
tem to apply the correct label to that product. OCR is highly effective in applications where multiple
character strings, such as sequential numbers, are presented to the system. In applications where
all of the contents are expected to be the same, optical character veri cation (OCV) may be recom-
mended; in these cases, the vision system does not read the characters, but instead veri es that
they match an expected string.
Machine vision automation eliminates human error due to fatigue and distraction, resulting in
improved accuracy and increased throughput.
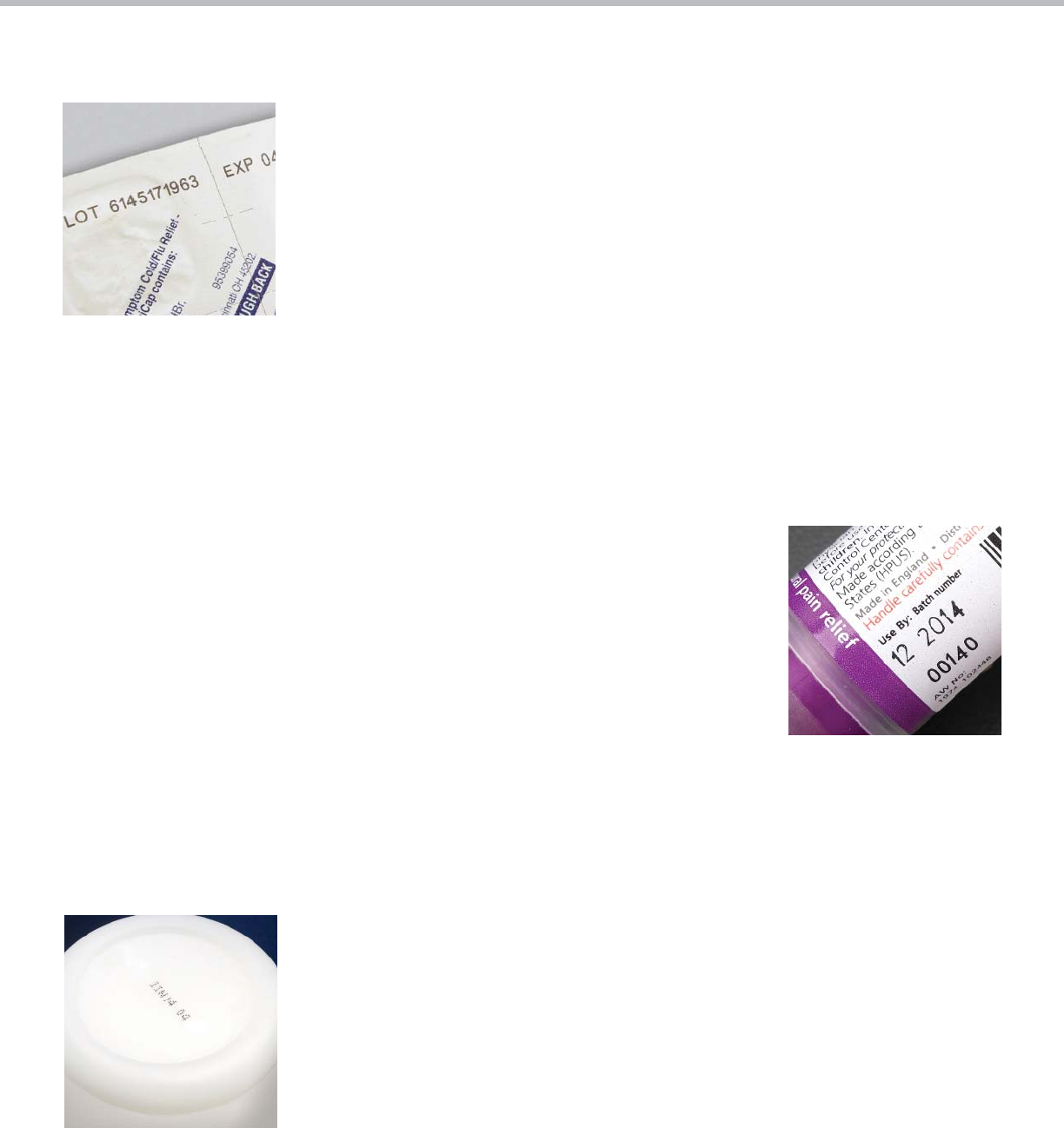
Batch codes track
pharmaceuticals throughout the
supply chain, facilitating the recall
process and preventing product
diversion.
2 www.microscan.com
OCR characters can be used to
make sure that the correct label is
put on the container.
OCR can be used to confi rm that
every product is marked with the
appropriate text string before
exiting the factory.
Technology White Paper
3©2011 Microscan Systems, Inc. 06/11
Conclusion
OCR is used in a wide range of pharmaceutical packaging applications for reliable process control, helping manufacturers meet label-
ing requirements, protecting them from product recalls, and ensuring consumer safety. It is one of a number of valuable tools that
machine vision can provide its users. In addition, vision systems can be used to align labels, inspect ll levels, read 1D/2D barcodes,
and countless other tasks. Manufacturers are realizing that machine vision is not just a necessary overhead expense for meeting
requirements; these systems quickly pay for themselves through increased yield and productivity, improved product quality, and en-
hanced brand perception.
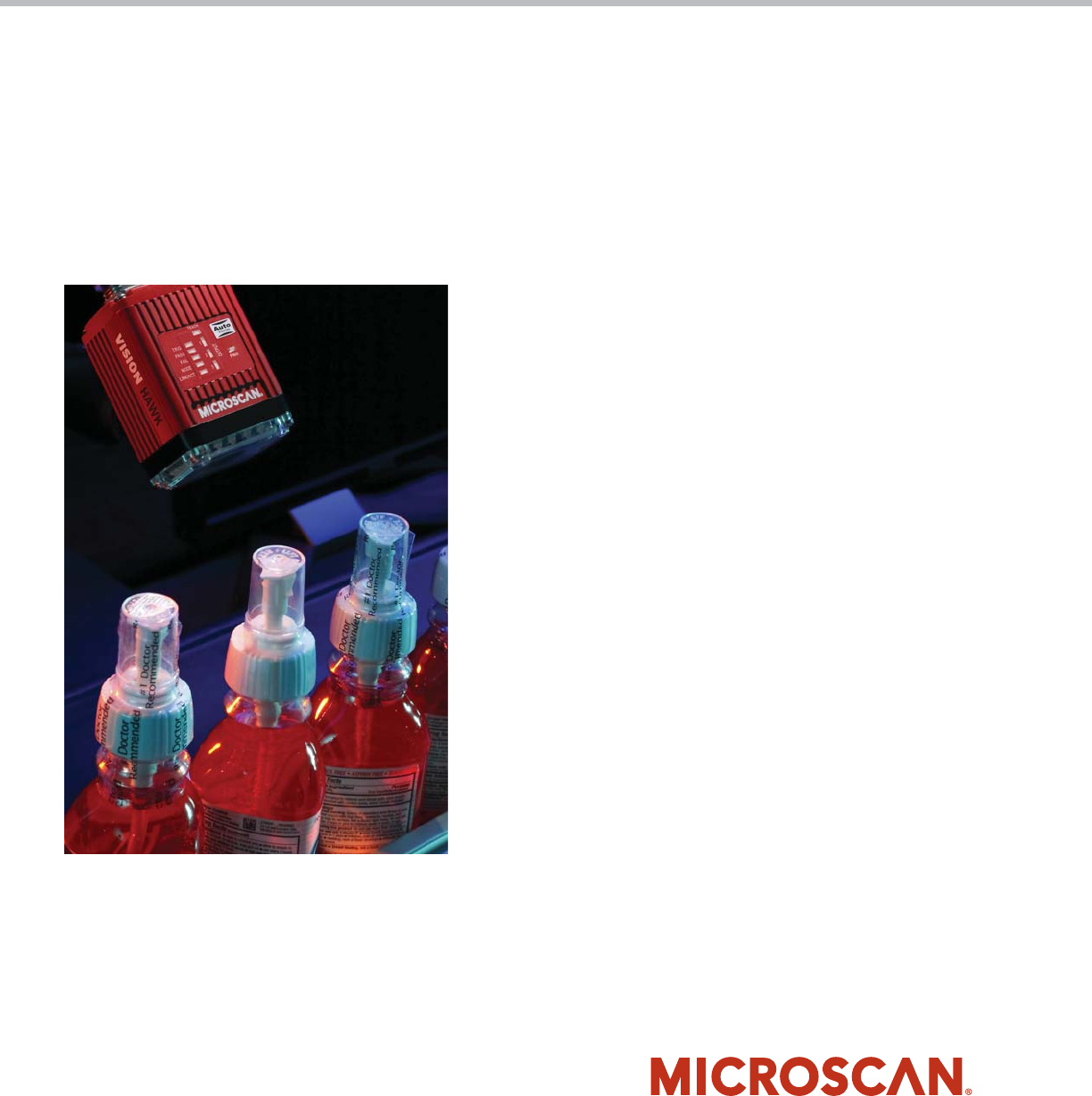
OCR solutions from Microscan
Microscan has more than twenty years of experience providing OCR solutions
to a broad range of industries. A global technology leader with extensive
solutions for ID tracking, traceability and inspection, Microscan’s line of 1D
and 2D barcode readers, machine vision systems, and machine vision
lighting is backed by one of the world’s most robust patent portfolios and
years of proven performance in the eld. Microscan offers a number of
products for OCR, including smart cameras, machine vision software, and 2D
imagers with OCR decoding capability.
Supported by a highly skilled global integrator network, Microscan products
are known and trusted by customers worldwide for their high precision and
reliability in industrial automation and control applications, with solutions
ranging from basic barcode reading to complex machine vision inspection,
gauging, and measurement.
More information on Microscan is available at www.microscan.com.
www.microscan.com
North America (Corporate Headquarters)
Email: info@microscan.com
Europe
Email: info@microscan.nl
Asia Pacifi c
Email: asia@microscan.com
