3D Systems MERCURY Mercury RFID User Manual
3D Systems Corporation Mercury RFID
Contents
- 1. user manual
- 2. User Manual
User Manual
ELECTRICAL HAZARD: Verify your facility’s electrical service ratings before
connecting power to any SLS equipment. Power must only be connected by a
certified electrician.
ELECTRICAL HAZARD: Do not open the panel behind disconnect switch! Live
voltage present. This should only be opened by qualified personnel after power is
disconnected from the facility’s power circuit/breaker panel.
All SLS equipment was designed to minimize operator exposure to electrical hazards during normal
operations . All exposed electrical circuits are inside limited-access cabinets . This is to separate the
operator from service and maintenance areas . When operating any SLS equipment, keep the following
electrical safety points in mind:
• Only 3D Systems certified service personnel should operate SLS equipment with access
panels or service doors open.
• Heed high voltage warning signs and labels.
• Take common-sense safety precautions when operating any electrical equipment.
• After any change to the electrical wiring, make sure the equipment is properly grounded.

ENVIRONMENTAL ISSUES
The SLS system emits no toxic substances when using materials approved by 3D Systems .
Emissions
Material heating – Analytical testing on 3D Systems materials indicates no detectable emissions outside
acceptable limits from the SLS system . (See the materials’ SDS .)
Nitrogen – The SLS system uses nitrogen, which is passively vented in the print chamber .
NOTE: Do not install a fan in the exhaust port . The exhaust port in the print chamber must
not be blocked . The nitrogen-inert atmosphere in the SLS system print chamber is at higher
pressure than the outside atmosphere . The chamber will vent without a fan . Installing a fan
in the exhaust port will draw nitrogen-rich air out of the print chamber too fast, raising the
oxygen concentration in the chamber . This can keep the SLS system from reaching inert
status, or cause an in-process print to abort .
Material Disposal
Refer to the DuraForm ProX® material SDS for disposal information . Follow any applicable local
regulations .
MATERIAL SAFETY
All materials certified by 3D Systems are safe during normal operation. However, you should be aware
of the following issues:
• Any material, material-like substance, or airborne cloud of material has a remote chance of
rapid combustion.
• Breathing some materials may cause certain people to experience respiratory irritation.
• Material safety hazards are minimized by good industrial housekeeping and ventilation
practices.
• Spilled material can cause the floor to become very slippery.
• Material should be sifted in a well-ventilated room.
Refer to the SDS’s and to 3D Systems material guides for information on specific materials.
CAUTION: Using materials that have not been certified for use in the SLS
equipment may cause health or safety hazards and may damage the equipment
and void the warranty.
Material Ignition Information
Powdered materials can be flammable and can be ignited by static electricity in a non-inert
environment. Refer to each material’s SDS for specific information.
CAUTION: The operator must use an approved vacuum cleaner to clean up
excess material. 3D Systems recommends an ESD or explosion-proof model.
Contact 3D Systems Customer Service for purchasing options.
Finding Material Safety Information
Use the Material Safety Information table to locate references and contacts for information on
important material safety topics .
Also check the SDS of the material used for the specific precautions to be observed.
Material Safety Information
TOPIC
REFERENCE / CONTACT
Standard industrial
ventilation practices
US: American Conference of Governmental Hygienists, Committee on
Industrial
Ventilation
Europe: Maximale Arbeitsplatz Konzentration, January 1990
Housecleaning and
prevention of accumulation
of explosive dust
concentrations
US: NFPA 654: Standard for the Prevention of Dust Explosions in the Plastics
Industry; National Fire Protection Association, Volume 5 of the National Fire
Codes Europe: Maximale Arbeitsplatz Konzentration, January 1990
Material exposure
US: Code of Federal Regulations, 29 CFR, section 1900 .1000, available from
Superintendent of Documents, Government Printing Office, Washington, D.C.
20402
Europe: DIN EN 26184 Teil 1 /06 .91
Specific materials
Material Safety Data Sheets (MSDS) from 3D Systems, Inc .
US/Canada:
Europe:
Mfgr .
Contact:
3D Systems Corporation
333 Three D Systems
Circle
Rock Hill, SC 29730 USA
3D Systems GmbH
Guerickeweg 9
D-64291 Darmstadt, Germany
Information
Phone: 803 .326 .3900 or
Toll-free: 800 .739 .3669
Phone: (+49) 6151 357-0
Emergency
1 .800 .262 .8200 -
Chemtrec
1 .703 .741 .56100 - Chemtrec (U .S
.)
Material Handling Precautions
During normal operation of the SLS system using 3D Systems’ materials, you are not required to wear a
dust mask or special personal protection equipment unless specifically designated. Check the SDS of the
material used for the specific precautions you should observe . Use the following table of precautions as
a general guide:
Safe Material Handling Guidelines
CATEGORY
PRECAUTION
FIRE/HEAT
•
•
•
Never smoke or ignite anything around powdered materials.
Maintain proper clearance from materials when using portable heating devices.
Store flammable liquids away from materials.
•
After removing a part from the print chamber, allow it to cool to room temperature in a
well-ventilated area.
•
Use anti-static mats in front of SLS equipment.
INHALATION
•
Avoid breathing powdered materials; when exposure to dust or fumes is likely, wear a
NIOSH-approved respirator appropriate to the airborne concentration.
•
Always provide adequate ventilation.
SHOP SAFETY
•
•
•
Train operators in SLS system procedures.
Wear safety glasses.
Use extreme care with all heated materials.
•
Make sure that the room is well ventilated.
AVOIDING SPILLS
•
•
Keep containers closed when not in use.
Have a fully-grounded internal non-ignition vacuum cleaner ready to use.
•
Have any equipment specified in the SDS ready to use.
SDS
•
•
Give operators access to the SDS’s that apply to materials they will be handling and
ensure that they read them. If necessary, translate them.
File SDS’s in an easily accessible location for immediate reference.
•
Strictly follow all the conditions in each SDS.
NITROGEN/OXYGEN SAFETY
The SLS system uses nitrogen to create an inert atmosphere in the print chamber . The nitrogen inhibits
any potential rapid combustion of particulate matter during the SLS process .
The oxygen content of air is approximately 21 percent . Displacement of the normal atmosphere with an
inert gas, such as nitrogen, can reduce the oxygen content in a room . In the remote chance that
nitrogen leaks into the room during the sintering process, the situation can be hazardous .
Your site must have an oxygen alarm monitor installed in the room containing the SLS system . This
monitor will alert you if the oxygen level drops below a designated point . It must be wired to trigger
an immediate shutdown of the SLS system and nitrogen generator (if in use) .
CAUTION: Exposure to an atmosphere containing 12 percent or less oxygen
causes unconsciousness without any warning symptoms. This happens so
quickly that you cannot help or protect yourself.
The table of Oxygen Deprivation Effects and Symptoms explains the potential effects and symptoms
that can occur at different concentrations of oxygen in the atmosphere .
When you work in an environment that may become oxygen-deficient, make sure you comply with the
following items:
• If, at any time, you feel you are experiencing symptoms of oxygen deprivation, leave the
area immediately.
• You have received oxygen/nitrogen safety training.
• The room is well-ventilated; at least 4 air exchanges per hour.
• Self-contained breathing apparatus is available and easily accessible.
• The room oxygen alarm monitor is functioning and audible.
• Leave the SLS system room/area immediately when you hear the oxygen alarm.
Oxygen Deprivation Effects and Symptoms
OXYGEN CONTENT
(% BY VOLUME)
EFFECTS AND SYMPTOMS AT ATMOSPHERIC PRESSUREa
15 – 19 %
Decreased ability to work strenuously . May impair your coordination or may
induce early symptoms in persons with coronary, pulmonary, or circulatory
problems .
12 – 14 %
Increases respiration during exertion . Pulse rate goes up . May experience
impaired coordination, perception, and judgment .
10 – 12 %
Respiration continues to increase in rate and depth . Lips become blue . May
lose consciousness at this point .
8 – 10 %
Mental failure . Fainting and unconsciousness . Face becomes ashen, lips
become blue . Nausea and vomiting may occur .
6 – 8 %
100% fatal after 8 minutes of exposure .
50% fatal within 6 minutes .
Recovery with treatment within 4 to 5 minutes .
4 – 6 %
Coma within 40 seconds; convulsions, respiration ceases, death occurs .
a . From Safety Bulletin SB-2 - 1983—”1983 by the Compressed Gas Association, Inc . 1235 Jefferson
Davis Highway, Arlington, VA 22202
4 PROX® MQC SINGLE USE SYSTEM OPERATIONS
Follow the instructions in this section to use ProX® MQC Single Use System safely . The instructions tell
you how to load fresh material, blend material, and breakout parts from the print cake .
HOW THE PROX® MQC SINGLE USE SYSTEM WORKS
The ProX MQC Single Use System regulates the material usage for the ProX® SLS 6100 . It stores and
mixes fresh, blended, and recycled powder and can supply material for one ProX® SLS 6100 printer. The
printer sends a separate refill request to the ProX® MQC Single Use System when its feed hopper is low .

Receiving and Storing Material
Fresh material and blended material are stored in separate bins on the ProX® MQC Single Use System .
Recycled powder is reclaimed through the sifter . To feed recycled material into the system, the Sifter
Switch must be turned on during breakout .
Fresh bin – receives and stores fresh material input by the user . The fresh material is loaded from the
material containers . The container’s tag (on top of the lid) must be scanned by the reader on the
interface of the ProX® MQC Single Use System before it can be fed into the system .
Blended bin – receives, blends, and stores material from the sifter and fresh bin for use in the printer .
Blending and Sending Material
The ProX MQC Single Use System automatically initiates a blend cycle when the sifter is activated . The
amount of recycled and fresh powder required for a blend depends upon the blend ratio
NOTE: A load cell under the bin read the material weight and level . Do not place objects on
top of the bin . This will give an incorrect reading of the material weight .
BASIC OPERATIONS
Turning on the ProX® MQC Single Use System:
3D Systems designed the ProX® MQC Single Use System to remain with the power on at all times . You
seldom need to powerup the machine. If you ever find the power off, this subsection describes how to
turn on the system.
1. Make sure the facility power to the system is
turned on.
2. Turn on the dust collector by pressing the power
switch.
3. On the user interface, flip the power switch to the
ON position.
Power Switch
Shutting Down the ProX® MQC Single Use System Completely
3D Systems designed the ProX® MQC Single Use System to
remain with the power on at all times . You seldom need
to power-down the system, unless:
• You are shutting down the entire system .
• The system requires service .
• The system loses facility power and does not regain it
immediately .
• The system will be idle over an extended period of
time .
To turn the system off,
1 . Check the ProX® MQC Single Use System user
interface screen to see what mode it is in .
2 . If the cycle is stopped, skip the next step .
3 . If the cycle is in Full or Local mode, navigate to the Operation Mode menu, and select “Stop
Cycle .”
4 . Navigate to the Setup/Service menu and then the Setup submenu. Select “System Shutdown” .
5 . At the operator panel, turn the power switch off .
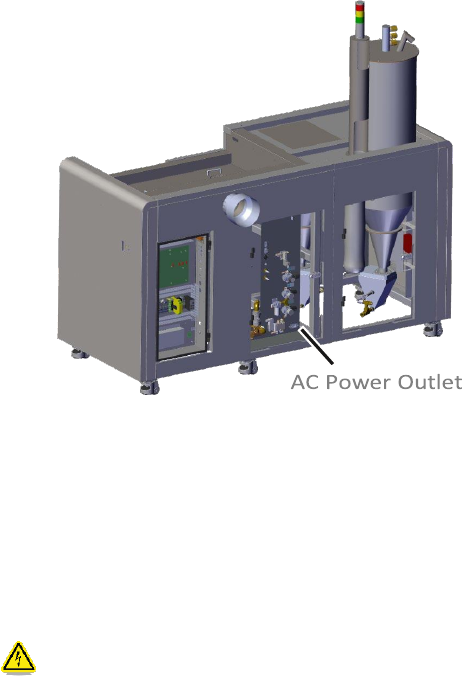
6 . Go to the back side of the ProX® MQC System and open the reject powder door .
7 . Pull out the power plug from the AC inlet . WARNING (for ATEX): Use socket cap when
unplugged .
Cleaning the ProX® MQC Single Use System Before Breakout
Follow these procedures to clean the system before you print parts with your ProX® SLS 6100 printer .
1 . Debris and loose powder from the ProX® MQC Single Use System can be cleaned using a non-ignition
vacuum cleaner .
2. A clean, dry cloth can be used to wipe off excess material from any area of the machine where it is
present .
Verifying Material Quantity
The approximate amount of powder required for a print job can be found using 3D Sprint Estimate
menu .
To verify that there is sufficient material for the print job, you can use either of the two following
methods:
1. In Sinter, check the ProX® MQC Single Use window in the Man Ops screen . This displays the MQC
Single Use System’s status, including the amount of available powder .
2. Check the ProX® MQC Single Use status in the Sinter Status window which also displays the amount
of available powder .

REMOVING THE PRINT CAKE FROM THE PRINT CHAMBER
The print cake can be removed from the print chamber either before or after it has finished cooling.
CAUTION: Do not begin breakout of the parts from the print cake until the cooldown stage is
complete . The temperature must be no higher than 85 °C . The print cake can remain
extremely hot for hours after a build . To prevent burns, allow sufficient time for cool down
(up to 24 hours without the nitrogen lid) before removing parts from the print cake . The temperature
of the print cake can be tested using the thermocouples in the breakout area of the ProX® MQC
system .
Where to Cool Down the Print Cake
If you cool down the print cake inside the print chamber, wait until the print cake reaches its final
cooldown temperature of no more than 85 °C . If you choose to let the print cake cool down outside the
print chamber, you can take it to the MQC Single Use System and either let it cool down normally or use
the nitrogen lid on the side of the MQC Single Use System .
To use the nitrogen lid, do the following:
• Immediately after placing the hot print cake in the breakout area of the MQC Single Use System,
place the nitrogen lid onto the print cake cylinder . Then . . .
• use the lid to do a controlled cooldown for a programmed amount of time (the default is 3
hours), or until a programmed temperature is reached .
• let the print cake cool down without the nitrogen flow.
Unloading the Print Cake After a Print
After a print and before part breakout, you must remove the print cake from the print chamber and
transport it to the ProX® MQC Single Use System .
To remove the print cake:
1 . Turn off the chamber lights .
2 . Open the outer door of the print chamber .
3 . Unlatch and open the inner print chamber door . 4 . Raise heaters .
5 . Remove the Laser Window by turning it counterclockwise ¼-turn and pulling it out of the top of the
chamber . Put it in a safe, clean location and clean it before reinstalling it into the print chamber .
6 . Press the Laser Window Baffle Plug into the top of the chamber (see photo).
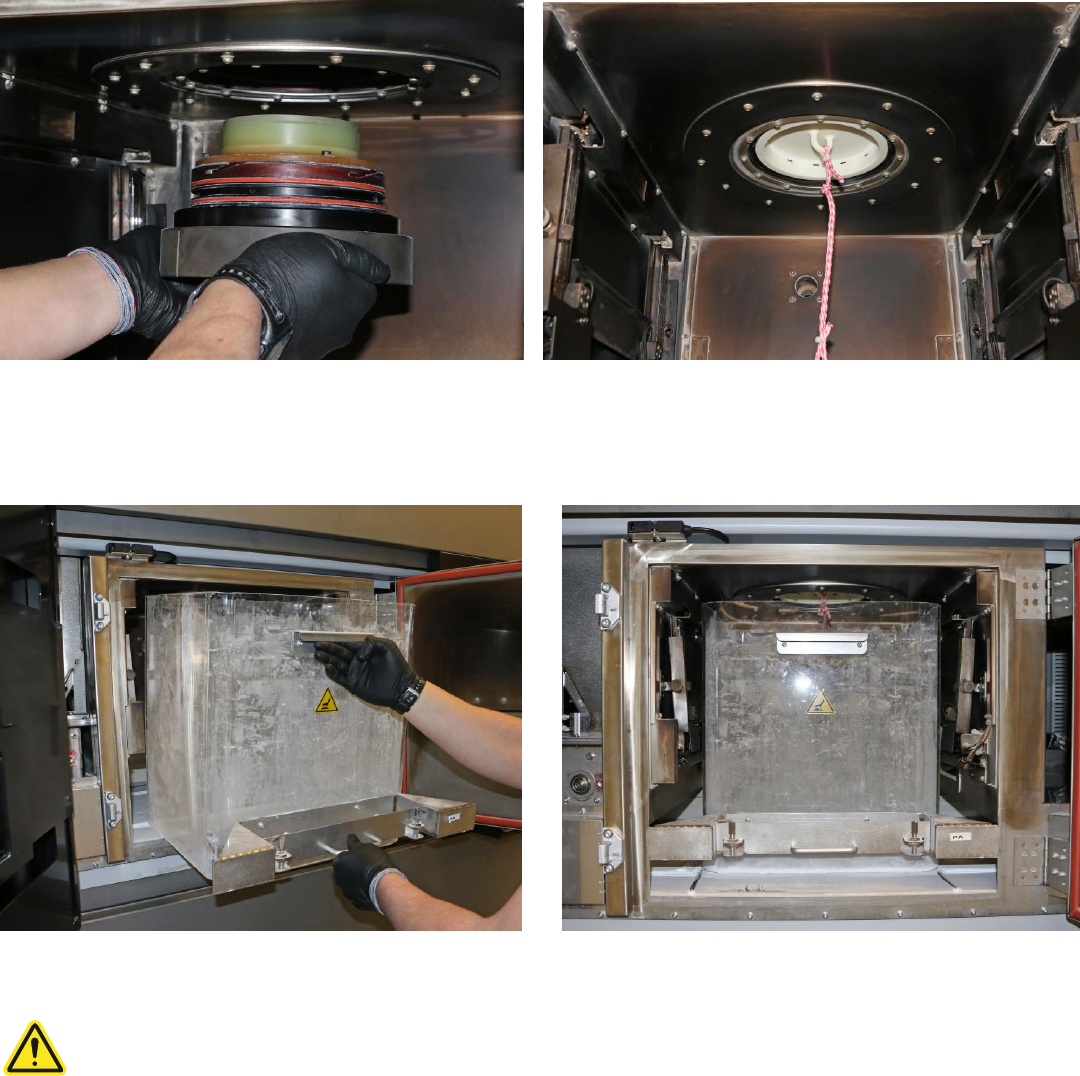
7. With the handle facing towards you, fully insert the print cake cylinder into the print chamber,
placing it over the print bed.
Full insert print cake cylinder into chamber
Make sure the outer tabs of the cylinder catch on the rim of the print chamber
door.
8 . Close and latch the inner print chamber door .
9 . Close the outer print chamber door .
10 . In Build Setup, open the Piston Control and press the Start Piston button to raise the print cake into
the cylinder .
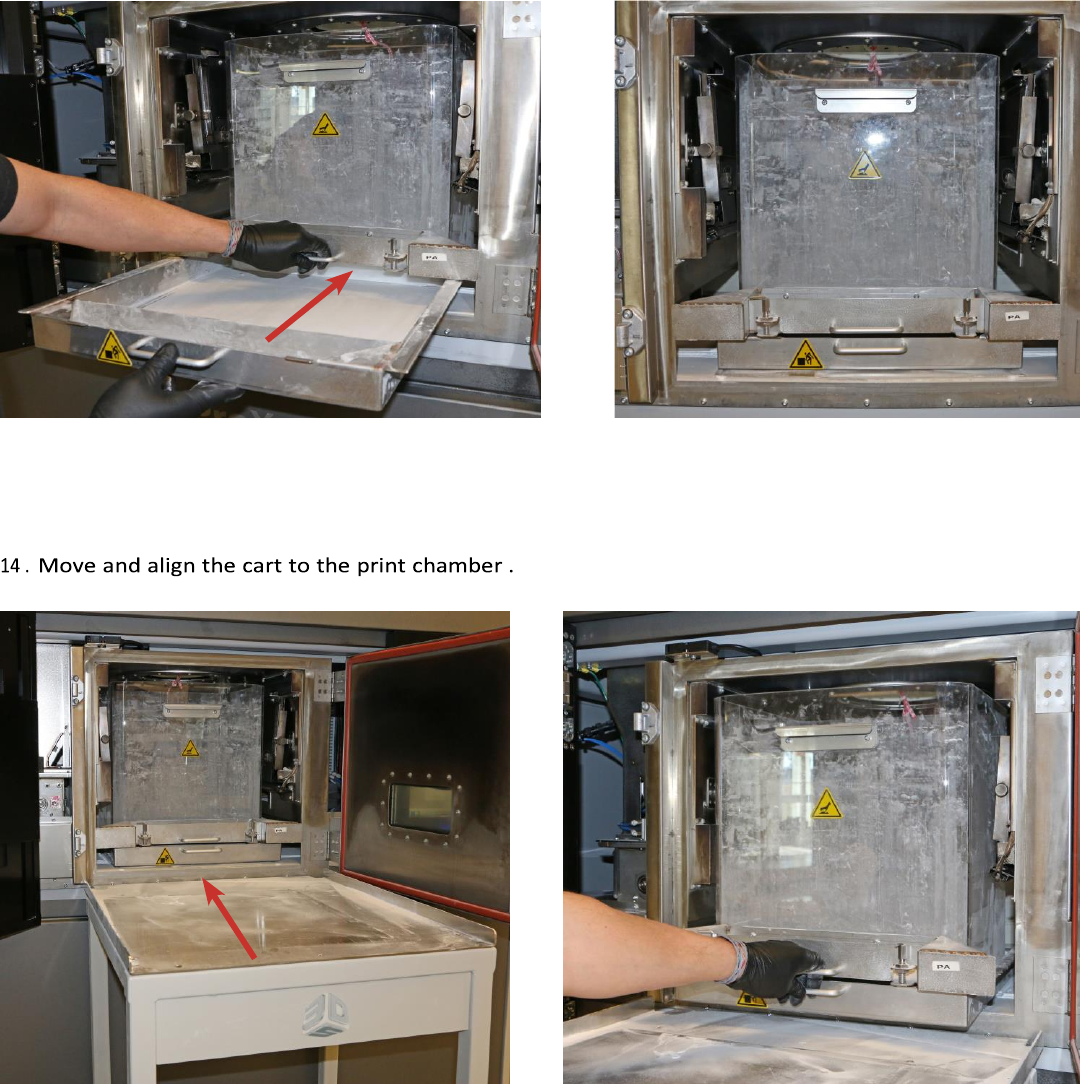
11. Once the piston has finished raising the print cake, open the outer and inner print chamber doors.
12 . Slide the Print Cake Tray underneath the cylinder, as shown, and latch the tray with the pull pins on
the cylinder .
Slide print cake tray underneath cylinder
13 . If the print cake is light enough, it can be moved manually to the ProX® MQC Single Use System .
Otherwise, use the Part Transfer Cart .
Align cart with print chamber Slide tray and cylinder onto cart
15 . Slide the cylinder and tray out of the chamber and onto the cart .
16 . Move the transfer cart to the MQC System .
BREAKING OUT PARTS
When a print completes, you need to remove the sintered parts from the print cake and clean them .
Removing parts from the print cake is called “breakout.” This section describes the procedures you
follow when you break out parts.