Beijing TierTime Technology 3DP-25A UP BOX+ User Manual
Beijing TierTime Technology Co. Ltd UP BOX+
UserManual.wiki
>
Beijing TierTime Technology
>
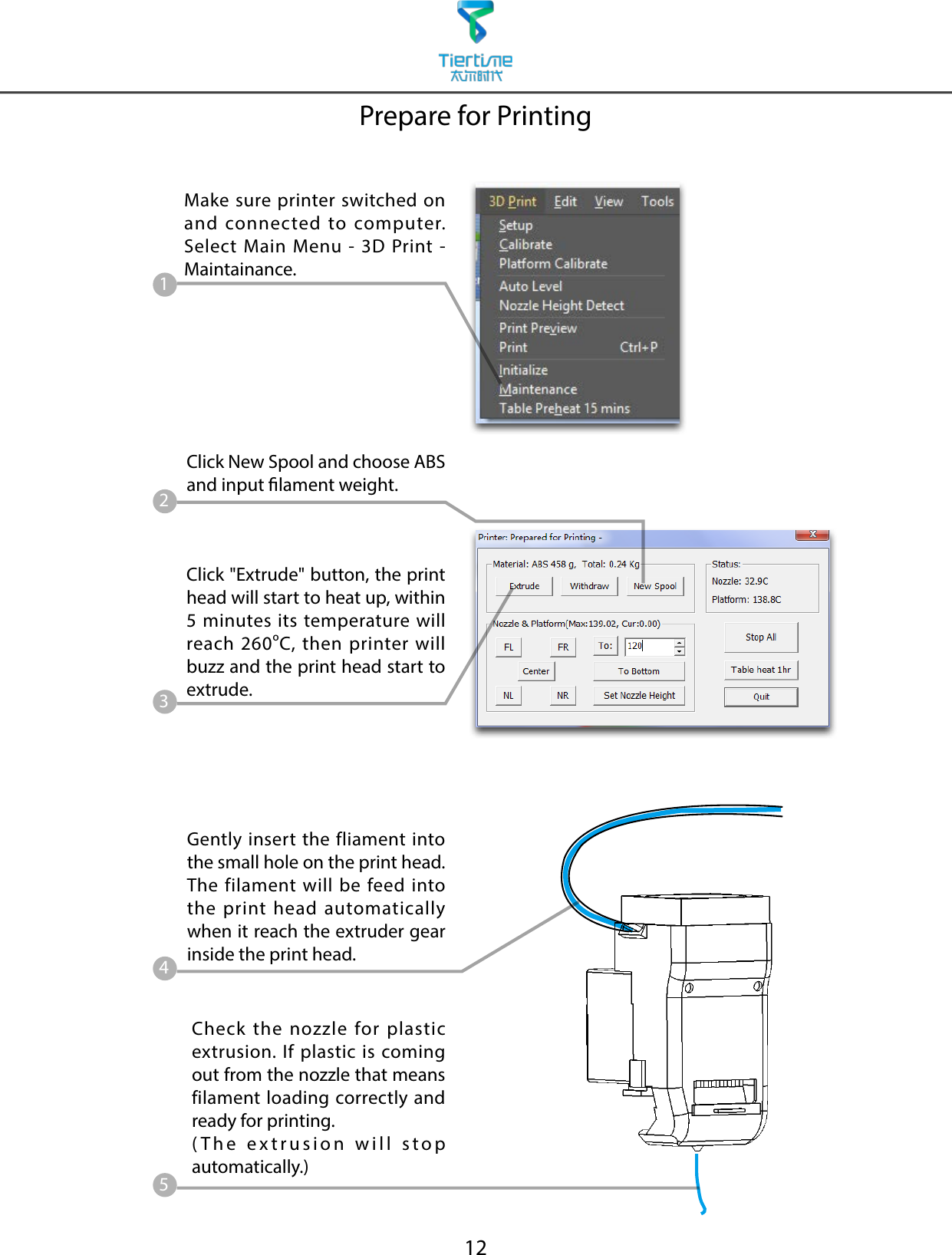
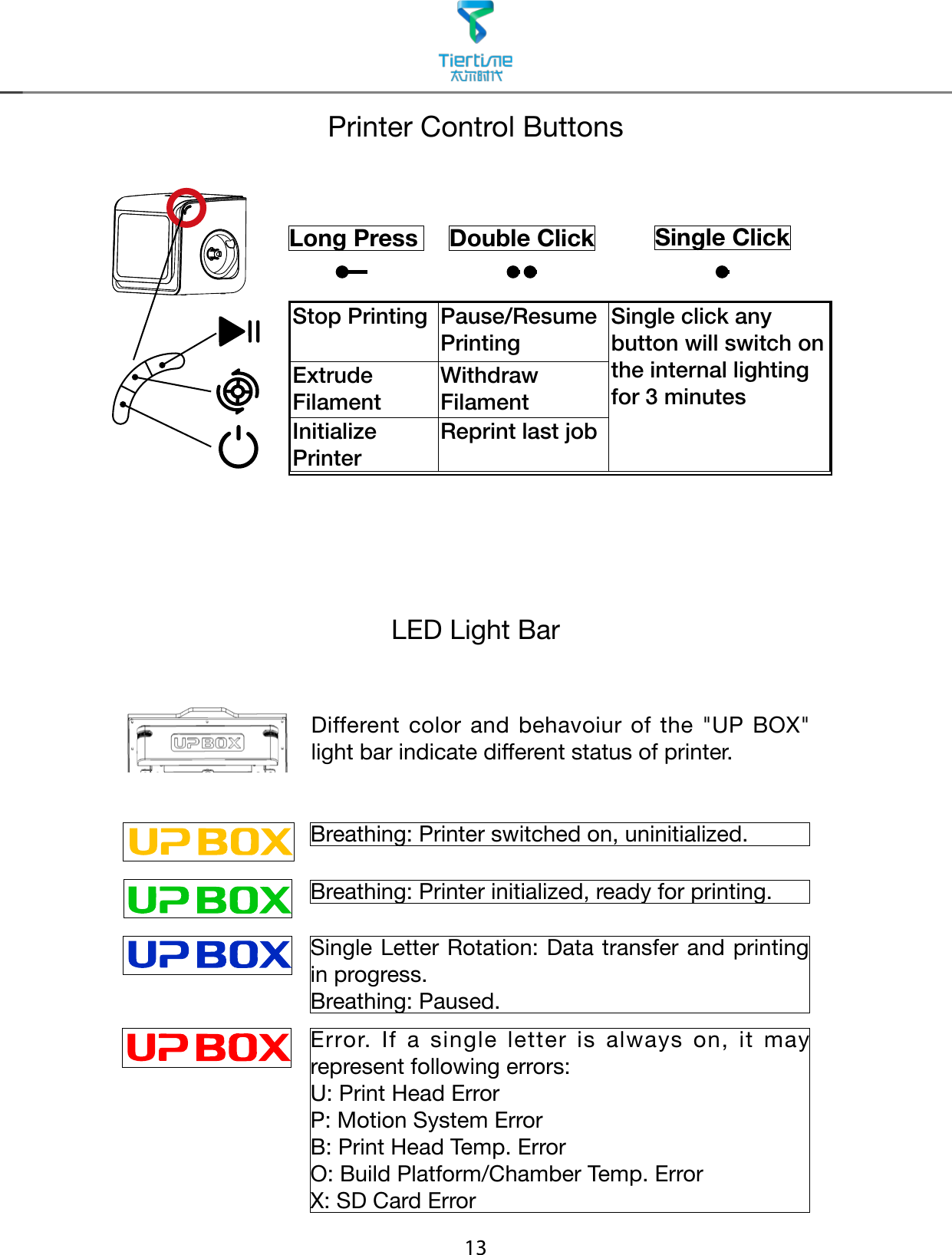
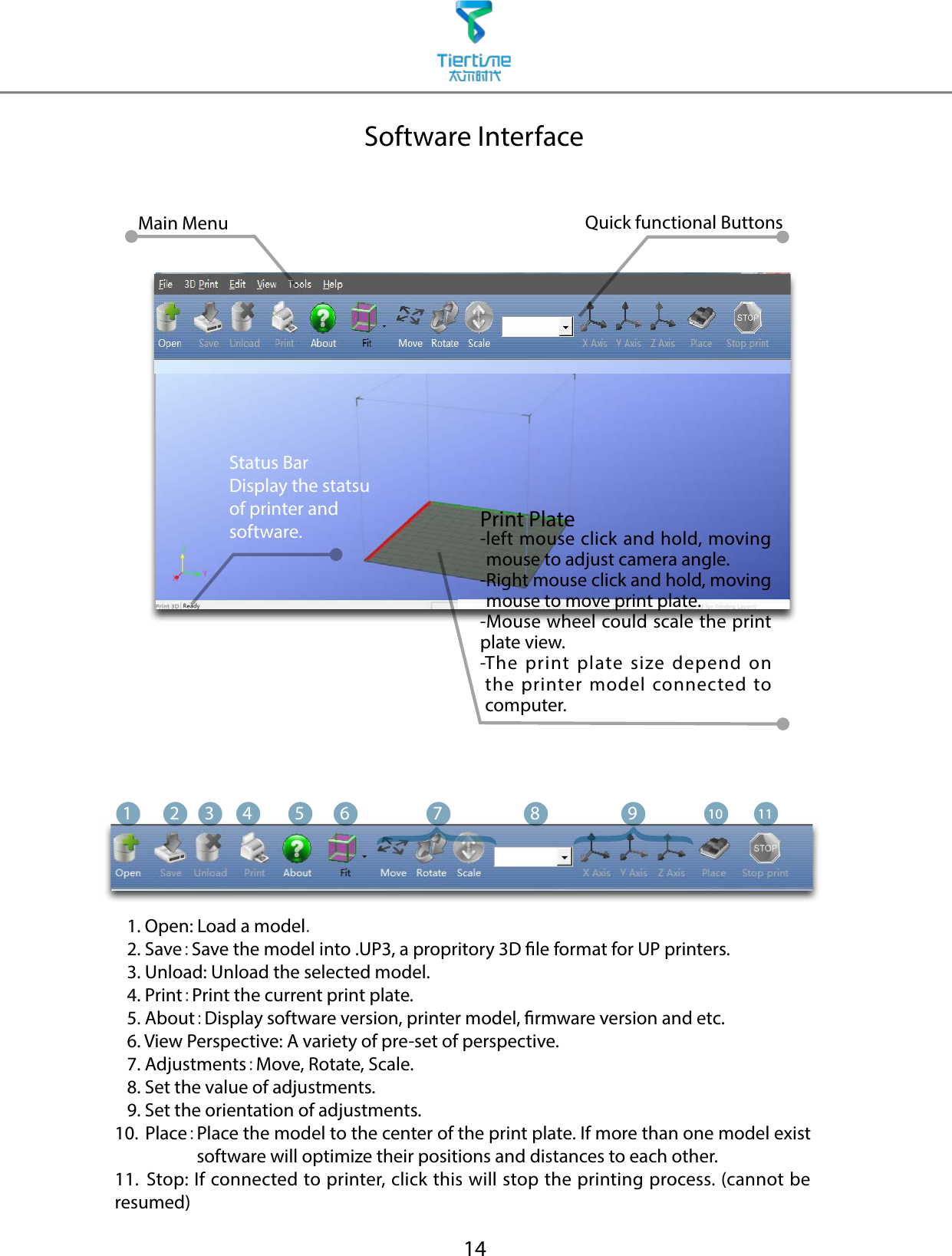
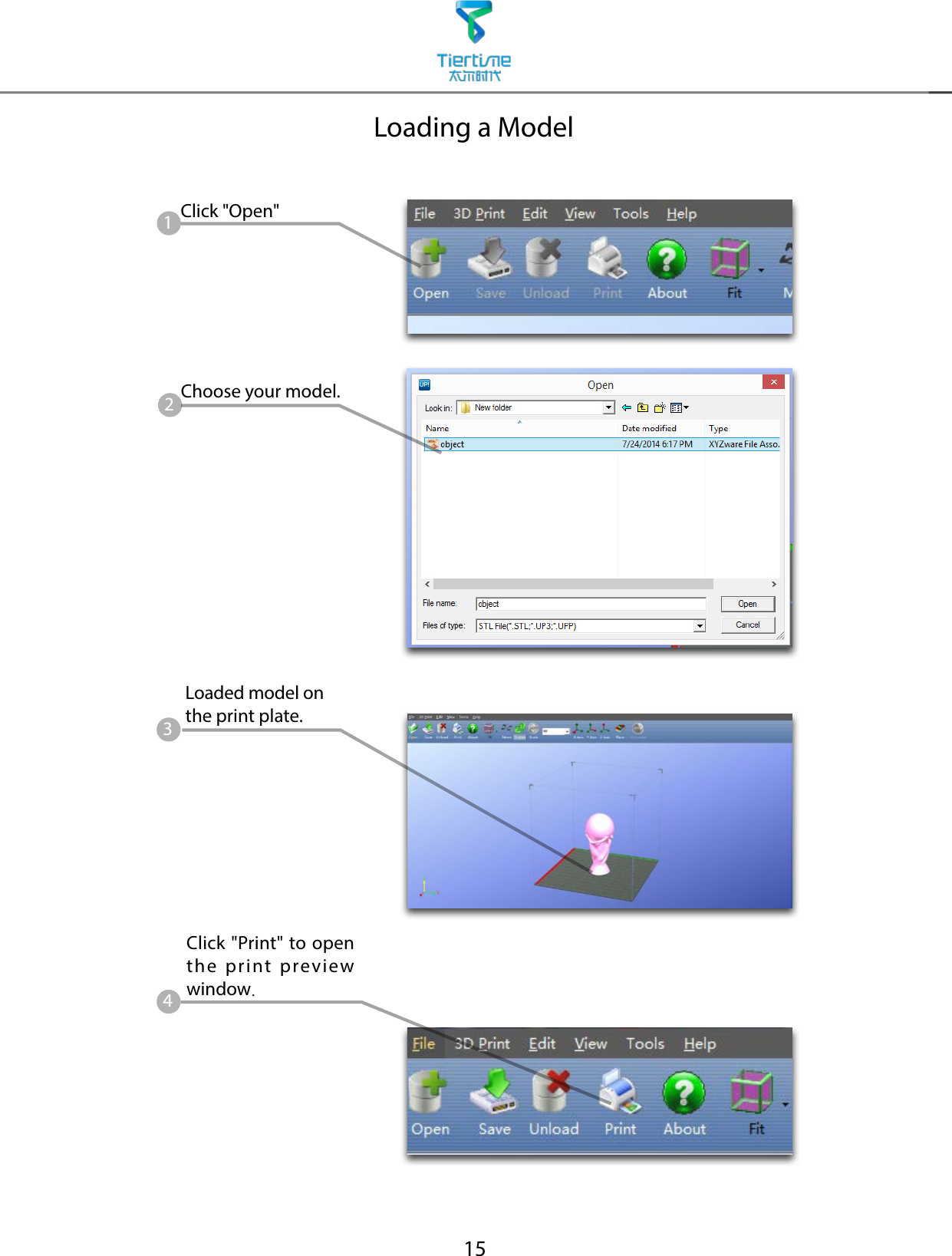
3DP 25A User Manual
User Manual
Navigation menu
Upload a User Manual
Namespaces
Wiki Guide
HTML
PDF
Info
Views
User Manual
Discussion / Help
Navigation