Colibri Spindles TJEH HSM JET SPINDLE/SPINJET/TYPHOON RPM TRANSMITTER User Manual
Colibri Spindles Ltd. HSM JET SPINDLE/SPINJET/TYPHOON RPM TRANSMITTER
UserManual.wiki
>
Colibri Spindles
>
TJEH User Manual
User Manual
Navigation menu
Upload a User Manual
Namespaces
Wiki Guide
HTML
PDF
Info
Views
User Manual
Discussion / Help
Navigation


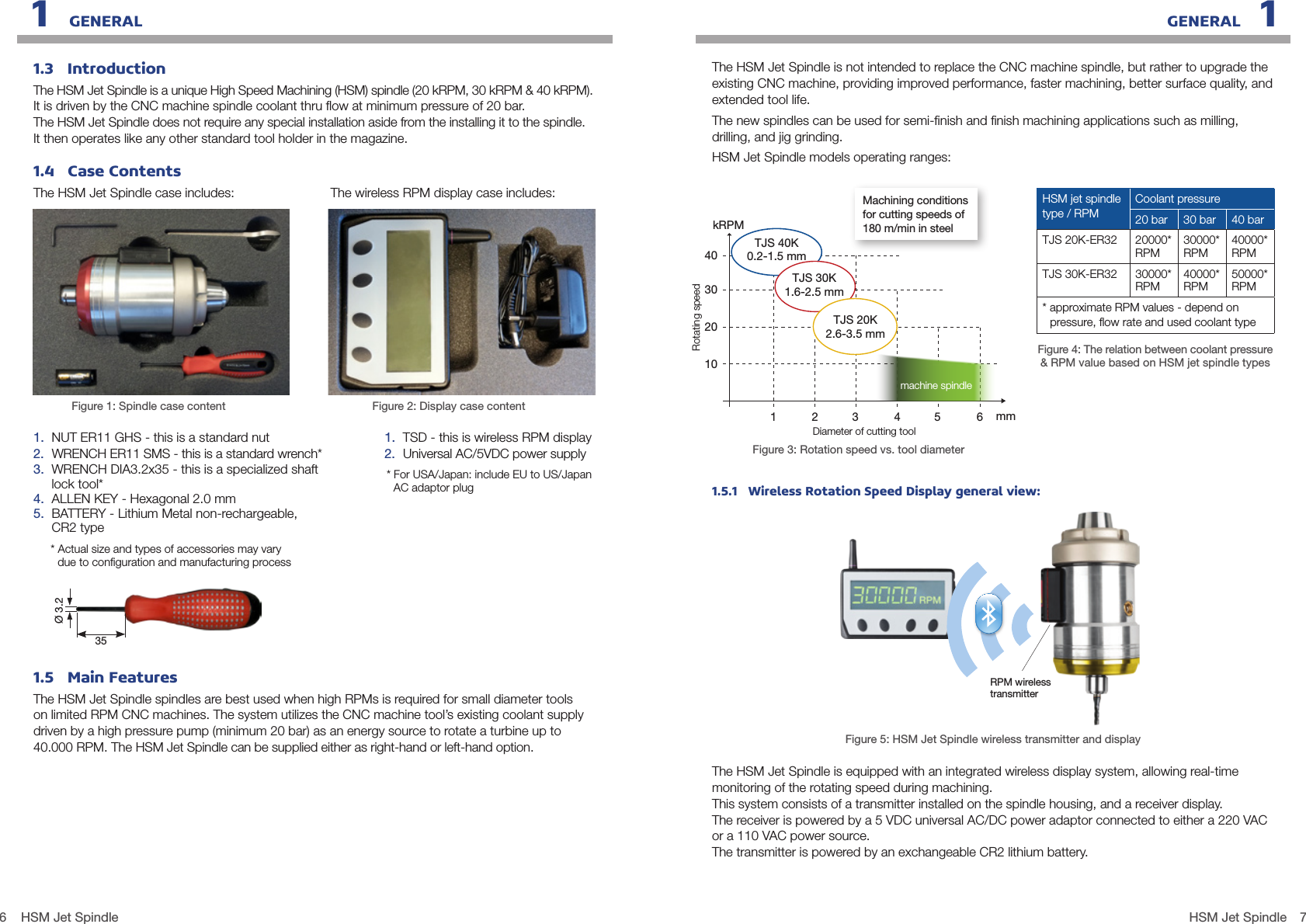
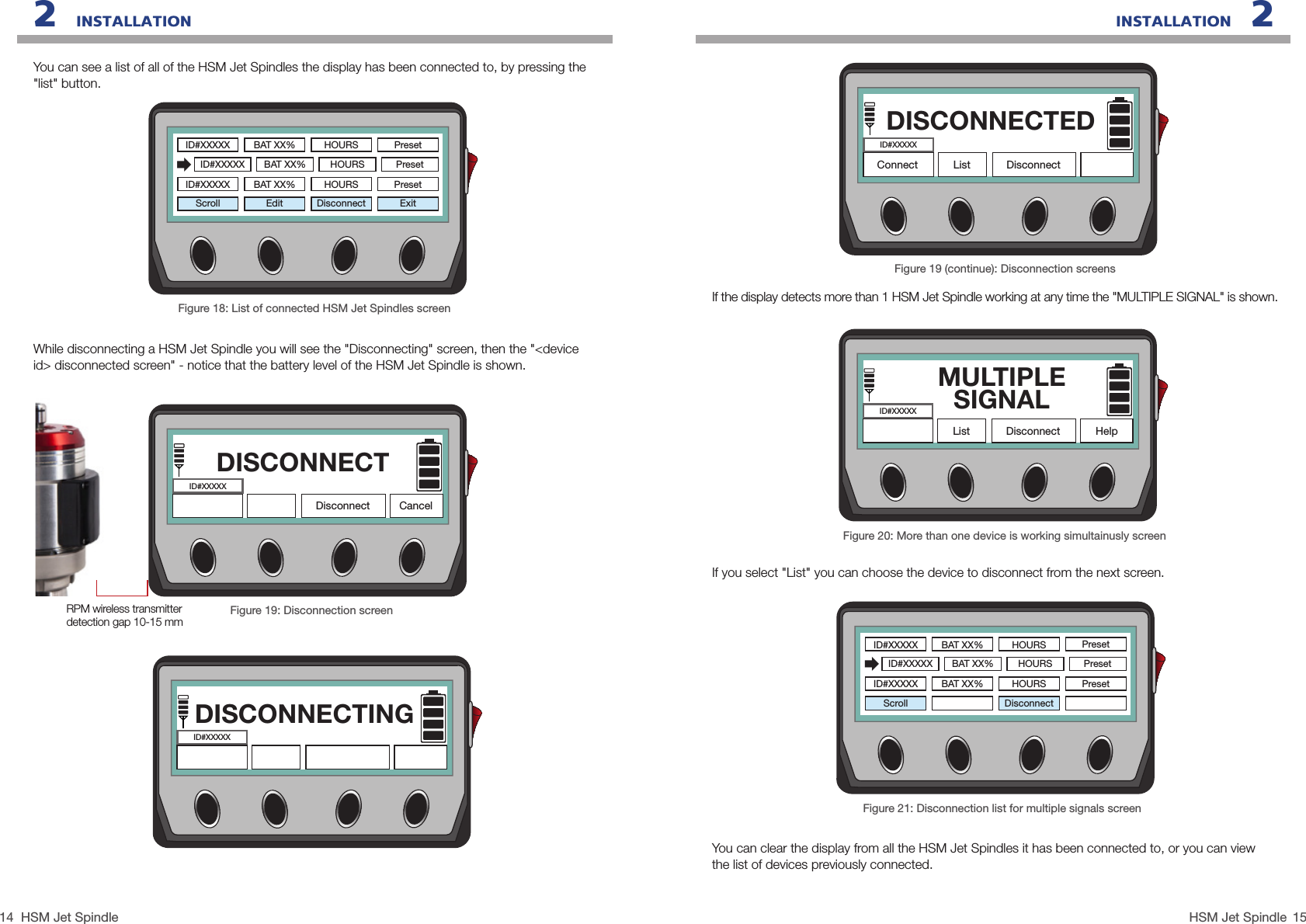

![20 21HSM Jet SpindleHSM Jet SpindleINSTALLATION 22 INSTALLATIONFigure 30: Example of a toolholder with a hole for coolant flowFigure 31: HSM Jet Spindle holding with ER32 collet chuckTool Holderwith ER32 collet chuckTJS ...K-ER32 R/LER32 Mounting Nut2. Turn the shaft, while pushing the WRENCH DIA3.2X35 in, toward the center of the HSM Jet Spindle, until the WRENCH DIA3.2X35 handle reaches the HSM Jet Spindle.Warning: Do Not hold the WRENCH DIA3.2X35 (shaft lock pin) handle while tightening/loosening the ER11 nut. Failure to obey this warning might lead to a broken spindle shaft.!Figure 33: WRENCH DIA3.2X35 in HSM Jet Spindle Figure 32: Inserting the WRENCH DIA3.2X35 into the HSM Jet Spindle 2.3.5 Tool Installation into the HSM Jet SpindleThe HSM Jet Spindle can hold various tools that use an ER11 collet.To set a tool into the HSM Jet Spindle 1. Insert the WRENCH DIA3.2X35 in the shaft lock hole, on the side of the spindle.2.3.4 Tool prerequisitesHSM Jet Spindle spindles are for applications requiring tool shanks of up to 6 mm.Application Maximum tool working diameter, Ø [mm]Milling Slotting: ae ≤ 3.0 mm & ap = 0.1 DShouldering: ØD ≤ 3.5 mm, ae =1 D & ap = 0.25 DDrilling Max. Ø 2.0 mmJig grinding Max. Ø 10.0 mmThread milling Max. M5 (ISO), RH or LH rotation, solid cirbideChamfering & engraving Up to 6 mm tool shank.](https://usermanual.wiki/Colibri-Spindles/TJEH/User-Guide-2313523-Page-11.png)
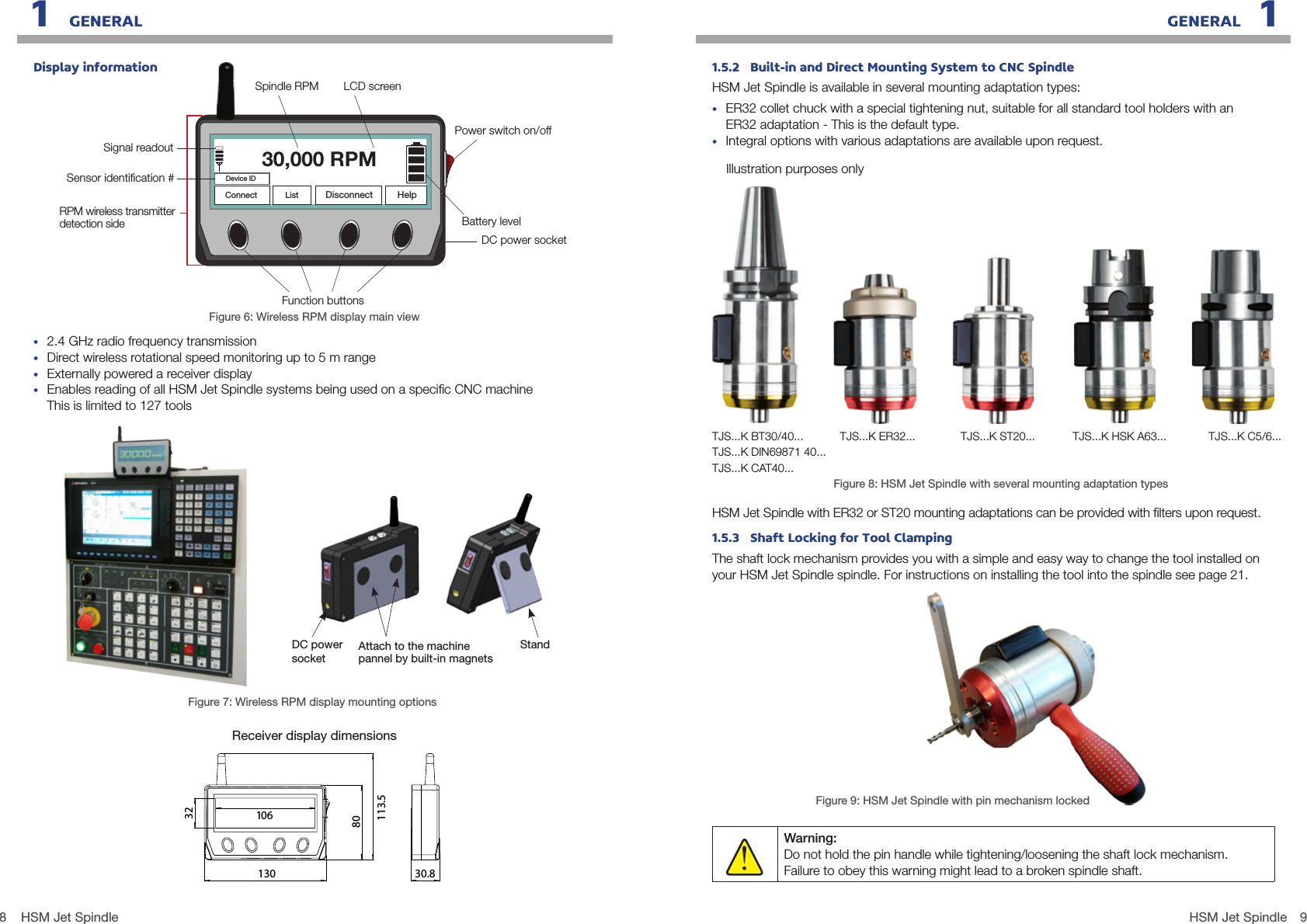
![24 25HSM Jet SpindleHSM Jet Spindle3.1 Periodic MaintenanceThe HSM Jet Spindle is free of periodic maintenance.3.2 Change Battery on RPM TransmitterThe battery in the RPM transmitter mounted on your HSM Jet Spindle will be drained over time.To change the battery please make procedure as in chapter 2 (Installation p. 10)3.3 Change Filter (optional)ER32 mounting can be supplied with a replaceable net filter. This filter is screwed in and out of its seat.3.4 Storage 3.4.1 Pre-StorageBefore storing the HSM Jet Spindle:• Clean the HSM Jet Spindle with an air blow for 10-15 sec.• Disconnect the HSM Jet Spindle from the display that it is connected to.• Place the HSM Jet Spindle in its case.3.4.2 ConditionsThe HSM Jet Spindle must be stored in conditions meeting the following requirements:• Sheltered from possible adverse weather conditions.• Ideal Storage Temperature Range: 15 ºC to 27 ºC.• Humidity Range: 30% to 60% relative humidity (RH)3 MAINTENANCE WORKING WITH THE HSM Jet Spindle 4Warning:To avoid risks associated with the use of rotating tools it is strongly recommended to use the utmost caution and concentration when working.!The HSM Jet spindle system was developed to create machining conditions that would enable applying optimal cutting speed conditions for small diameter solid carbide tools requiring high RPM.The HSM Jet spindle rotates at its rated speed when idle. When the cutting tool enters the workpiece, it is expected that the rotation speed might slow down by several thousand RPM. If the HSM Jet spindle rotation speed drops by more than several thousand RPM, when the cutting tool enters the workpiece, review the cutting process parameters and adjust them accordingly.HSM Jet Spindles types vs. Cutting tool diameter: HSM Jet spindle type TJS 20K… TJS 30K… TJS 40K…*Cutting tool diameter [mm] 2.0-3.5 1.0 -2.5 0.2-1.5Spindle speed [kRPM ]** 20 30 40 Recommended cutting speed [m/min]for steel ≤ 200 for aluminum ≥ 200* in development** based on coolant pressure 20 bar & flow rate 12 l/minIn order to use the advantages of high speed machining, minimize cutting forces and reduce wear, tool diameter should be selected according to the spindle speed (when possible).• Always select the smallest tool diameter, according to the application requirements.• Always select cutting tools in grades that are suitable for high speed machining.4.1 Recalculating of the Table Feed for HSM Jet spindleThere are two calculating methods of table feed F [mm / min], operating with the HSM Jet spindle:• Existing machining process (transition from machining with a machine spindle to an HSM Jet spindle)• In case of selecting a new machining process4.1.1 Existing machining process:The feed per tooth fz remains constant while the table feed F increases in the same proportion to the HSM Jet Spindle rotation speed.The feed per tooth fz should remain constant while the table feed F is changed.Calculate the table feed F [mm/min] according to the following formula:F ≈ Ratio x F currentF - the new table feed.Ratio - Is the ratio between the machine spindle speed and HSM Jet spindle speed, meaning the new speed divided by the current speed.F current - the current table feed that you would use with your machine.](https://usermanual.wiki/Colibri-Spindles/TJEH/User-Guide-2313523-Page-13.png)
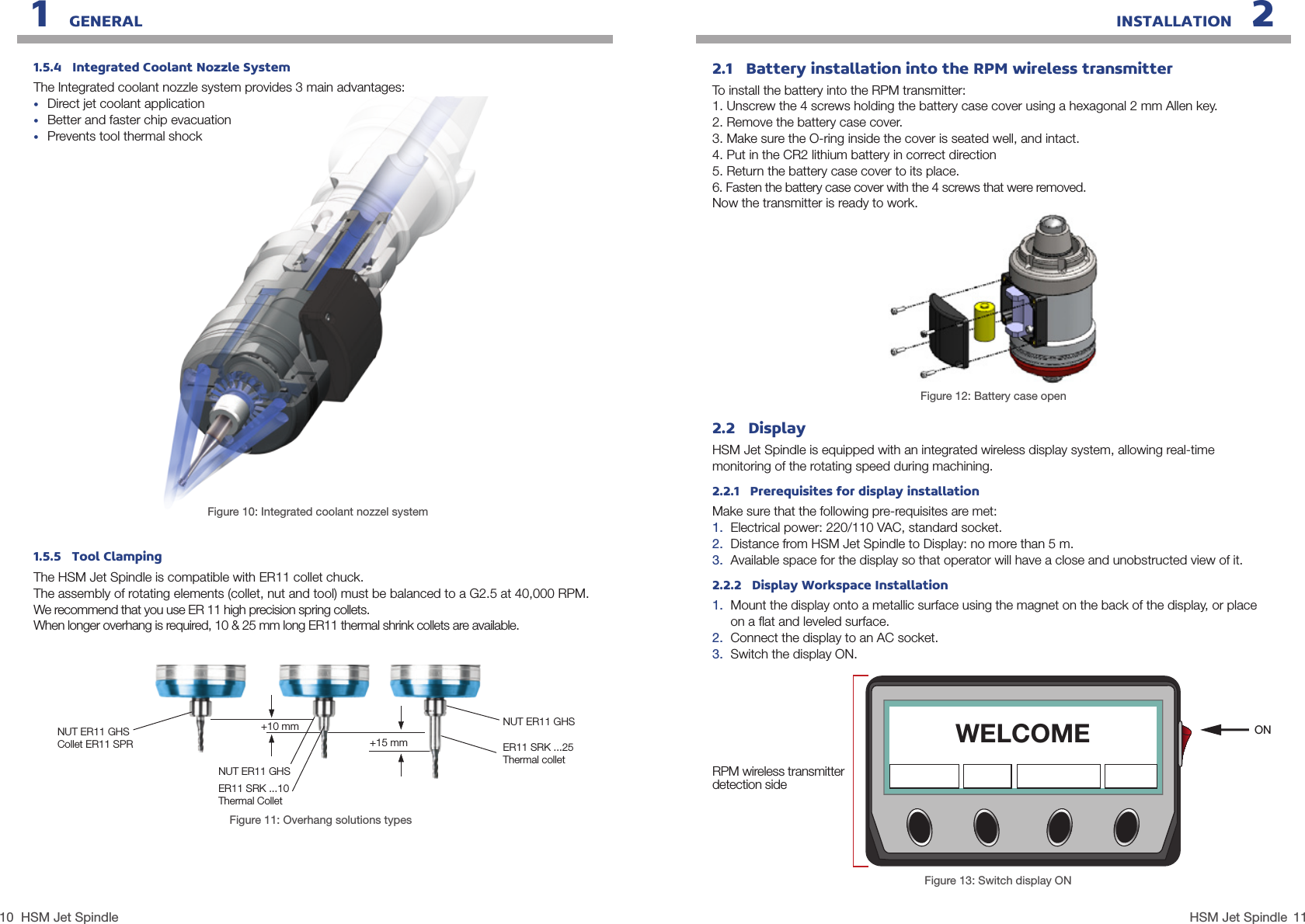
![26 27HSM Jet SpindleHSM Jet Spindle4 WORKING WITH THE HSM Jet Spindle For example: If using machine spindle at 8,000 RPM, and the table feed was 160 [mm/min], and you set HSM Jet spindle to 30,000 RPM, then we suggest that your new table feed be:New table feed = 30,000/8,000 x 160=3.75 x 600 [mm/min].In this example your new table feed should be 600 mm/min.4.1.2 New machining processCalculate the table speed F [mm/min] according to the formula: F = n x z x fzRotating speed - n [RPM] The rotating speed for table speed calculation will be determined only after reading the actual rotation speed obtained when the tool has engaged the material.Number of teeth - zFeed per tooth - fz [mm/tooth] - Select according to the tool’s vendor recommendations, taking into consideration the machining material, the application and the tool geometry. Note: For the first trial at both machining processes, it is recommended to increase the table feed gradually by of 3.0-3.5 (not directly 3.75), before setting the table feed to the above calculated value.TROUBLESHOOTING 55.1 Display messagesDisplay message Indicates that Action requiredNO SIGNAL No connected HSM Jet Spindle working in rangeIf no HSM Jet Spindle is currently at work - no action requiredIf a HSM Jet Spindle is working - wait 10 sec. If message persists disconnect and then reconnect it.MULTIPLE SIGNAL More than one device is working at oncePress LIST button, then disconnect one of the HSM Jet SpindleLOW RPM HSM Jet Spindle is spinning too slowCheck: HSM Jet Spindle, filter (if applicable), coolant pressure, and cutting parametersHIGH RPM HSM Jet Spindle is spinning too fastCheck: HSM Jet Spindle, and coolant pressureFAILED TO CONNECT Connection did not succeedRetry the connection process. Still not working? Replace the HSM Jet Spindle battery.FAILED TO DISCONNECT Disconnection did not succeedRetry the disconnection process. Still not working? Replace the HSM Jet Spindle battery.LOW BATTERY Battery is low on power Replace the battery5.2 The HSM Jet Spindle shaft is not rotate or RPM does not correspondcorrectly to coolant pressure (may result in "low RPM" message)1. Check coolant and pressure in cooling system.2. Run coolant through HSM Jet Spindle for 5 min. while idle.3. If issue persists - call for technical assistance.5.3 The HSM Jet Spindle has not been used in the last monthBefore working with the HSM Jet Spindle that has not been used recently, run coolant through the HSM Jet Spindle, when it is assembled on your CNC machine, for 3 to 5 min. Make sure that the HSM Jet Spindle reaches a speed that corresponds to the pressure of the coolant that is pumped through it.](https://usermanual.wiki/Colibri-Spindles/TJEH/User-Guide-2313523-Page-14.png)