Colibri Spindles TJEH HSM JET SPINDLE/SPINJET/TYPHOON RPM TRANSMITTER User Manual
Colibri Spindles Ltd. HSM JET SPINDLE/SPINJET/TYPHOON RPM TRANSMITTER
User Manual

HSM Jet Spindle
User Manual
LOGO

Table of Contents
1 General
1.1 Safety First ....................................................................................................................4
1.2 Statement of Compliance .............................................................................................5
1.2.1 European standards (CE) ................................................................................................5
1.2.2 American standards (UL) .................................................................................................5
1.2.3 International standards ....................................................................................................5
1.3 Introduction ...................................................................................................................6
1.4 Case Contents ..............................................................................................................6
1.5 Main Features ...............................................................................................................6
1.5.1 Wireless Rotation Speed Display .....................................................................................7-8
1.5.2 Built-in and Direct Mounting System to CNC Spindle ......................................................9
1.5.3 Shaft Locking for Tool Clamping .....................................................................................9
1.5.4 Integrated Coolant Nozzle System ..................................................................................10
1.5.5 Tool Clamping .................................................................................................................10
2 Installation
2.1 Battery installation into the RPM wireless transmitter ................................................11
2.2 Display ...........................................................................................................................11
2.2.1 Prerequisite for display installation ...................................................................................11
2.2.2 Display Workspace Installation ........................................................................................11
2.2.3 Connect/Disconnect a HSM Jet Spindle to the display ...................................................12
2.2.4 Screens ..........................................................................................................................12-18
2.3 HSM Jet Spindle ...........................................................................................................18
2.3.1 Prerequisites for the CNC Machine .................................................................................18
2.3.2 Spindle Installation onto the CNC Machine .....................................................................19
2.3.3 Placement of HSM Jet Spindle in Toolholder ...................................................................19-20
2.3.4 Tool prerequisites ............................................................................................................21
2.3.5 Tool Installation into the HSM Jet Spindle ........................................................................21-22
2.3.6 Tool Installation into the HSM Jet Spindle ........................................................................23
3 Maintenance
3.1 Periodic Maintenance ...................................................................................................24
3.2 Change Battery on RPM Transmitter ...........................................................................24
3.3 Change Filter (optional) ................................................................................................24
3.4 Storage ..........................................................................................................................24
3.4.1 Pre-Storage ....................................................................................................................24
3.4.2 Recommendations for tool clamping and cutting tool’s run-out checking ........................24
4 Working with the HSM Jet Spindle
4.1 Recalculating of the Table Feed for HSM Jet spindle ................................................. 25-26
4.2 Tool Change ..................................................................................................................26
5 Troubleshooting
5.1 Display messages .........................................................................................................27
5.2 The HSM Jet Spindle shaft does not rotate or RPM does not correspond
correctly to coolant pressure .......................................................................................27
5.3 The HSM Jet Spindle has not been used in the last month .......................................27
6 Warranty Summary .......................................................................................................................28-29
7 Customer Service after Purchase............................................................................ 30
8 FCC Compliance Statement ............................................................................................ 31
Figure 1: Spindle case content ......................................................................................................5
Figure 2: Display case content .......................................................................................................5
Figure 3: Rotation speed vs. tool diameter.....................................................................................6
Figure 4: The relation between coolant pressure & RPM value .......................................................6
Figure 5: HSM Jet Spindle wireless transmitter and display ...........................................................6
Figure 6: Wireless RPM display main view .....................................................................................7
Figure 7: Wireless RPM display mounting options .........................................................................7
Figure 8: HSM Jet Spindle with several mounting adaptation types ...............................................8
Figure 9: HSM Jet Spindle with pin mechanism locked ..................................................................8
Figure 10: Integrated coolant nozzel system ....................................................................................9
Figure 11: Overhang solution types ...............................................................................................9
Figure 12: Battery case open ........................................................................................................10
Figure 13: Switch display ON ........................................................................................................10
Figure 14: Many HSM Jet Spindles can be connected to one display ............................................11
Figure 15: No signal screen ...........................................................................................................11
Figure 16: Connection screens ......................................................................................................12
Figure 17: Main display screen ......................................................................................................12
Figure 18: List of connected HSM Jet Spindles screen ..................................................................13
Figure 19: Disconnection screen ...................................................................................................14
Figure 20: More than one device is working simultainusly screen ...................................................14
Figure 21: Disconnect all sensors screens .....................................................................................14
Figure 22: Disconnect all sensors screens .....................................................................................15
Figure 23: Connection failed screen ...............................................................................................15
Figure 24: Disconnection failed screen ..........................................................................................16
Figure 25: Low battery screen .......................................................................................................16
Figure 26: Low RPM screen ..........................................................................................................16
Figure 27: High RPM screen ..........................................................................................................17
Figure 28: HSM Jet Spindle on CNC machine ...............................................................................17
Figure 29: Placement of HSM Jet Spindle in toolholder steps ........................................................18
Figure 30: Example of a toolholder with a hole for coolant flow ......................................................19
Figure 31: HSM Jet Spindle holding with ER32 collet chuck ..........................................................19
Figure 32: Inserting the WRENCH DIA3.2X35 into the HSM Jet Spindle ........................................20
Figure 33: WRENCH DIA3.2X35 in HSM Jet Spindle .....................................................................20
Figure 34: Loosening ER11 nut .....................................................................................................21
Figure 35: Collet and tool in the HSM Jet Spindle ..........................................................................21
Figure 36: Tightening ER11 nut .....................................................................................................21
Table of Figures
4 5HSM Jet SpindleHSM Jet Spindle
1.1 Safety First
READ THE MANUAL
Safety of the operator is a main concern. This equipment is as safe as we are able
to make it. Avoid accidents by reading the safety alerts, investing a few seconds
of thought and a careful approach to handling equipment. You, the operator, can
avoid many accidents by observing the following precautions. Review the safety
instructions of the manufacturer, suppler, owner, and all organizations responsible for
the prevention of accidents.
Ensure that:
The work area and the area around the CNC machine are free of obstacles
The work area is properly lit
This equipment is operated only by a responsible adult trained in this operation
This equipment is not operated by a person under the influence of drugs or alcohol
This equipment is not operated by a person with any illness or physical condition that
might reduce reflexes or awareness and increase exposure to risk.
Before starting any kind of work, install all of the safety devices prescribed by the
builder of the machine or power tool are in place
Shaving/dust suction equipment must be used at the same time as the tool
Warning: Rotating Tools, Entanglement Hazard
To avoid risks associated with the use of rotating tools it is strongly recommended to
use the utmost caution and concentration when working.
Warning: Rotating Tools, Cut or Severe Hazard
Always wear correctly sized gloves that allow the sensitivity necessary to operate the
tool correctly and give adequate protection in the event of the blade being touched
during use.
Warning:
Always use safety glasses or protective screens to protect your eyes.
Install only tools in perfect condition that are recommended for the material to be
worked and that are suitable for the type of machine used.
Do not use cracked or deformed tools.
Check that the balancing, keying and centering of rotary tools are carried out
correctly
Fix the tool correctly using the proper tightening and adjustment devices.
Remove all tightening and adjustment devices before use.
Check that the tool rotates in the correct direction.
Never exceed the limits of a piece of machinery. If its ability to do a job, or to do so
safely, is in question - DON’T TRY IT.
!
!
!
!
!
!
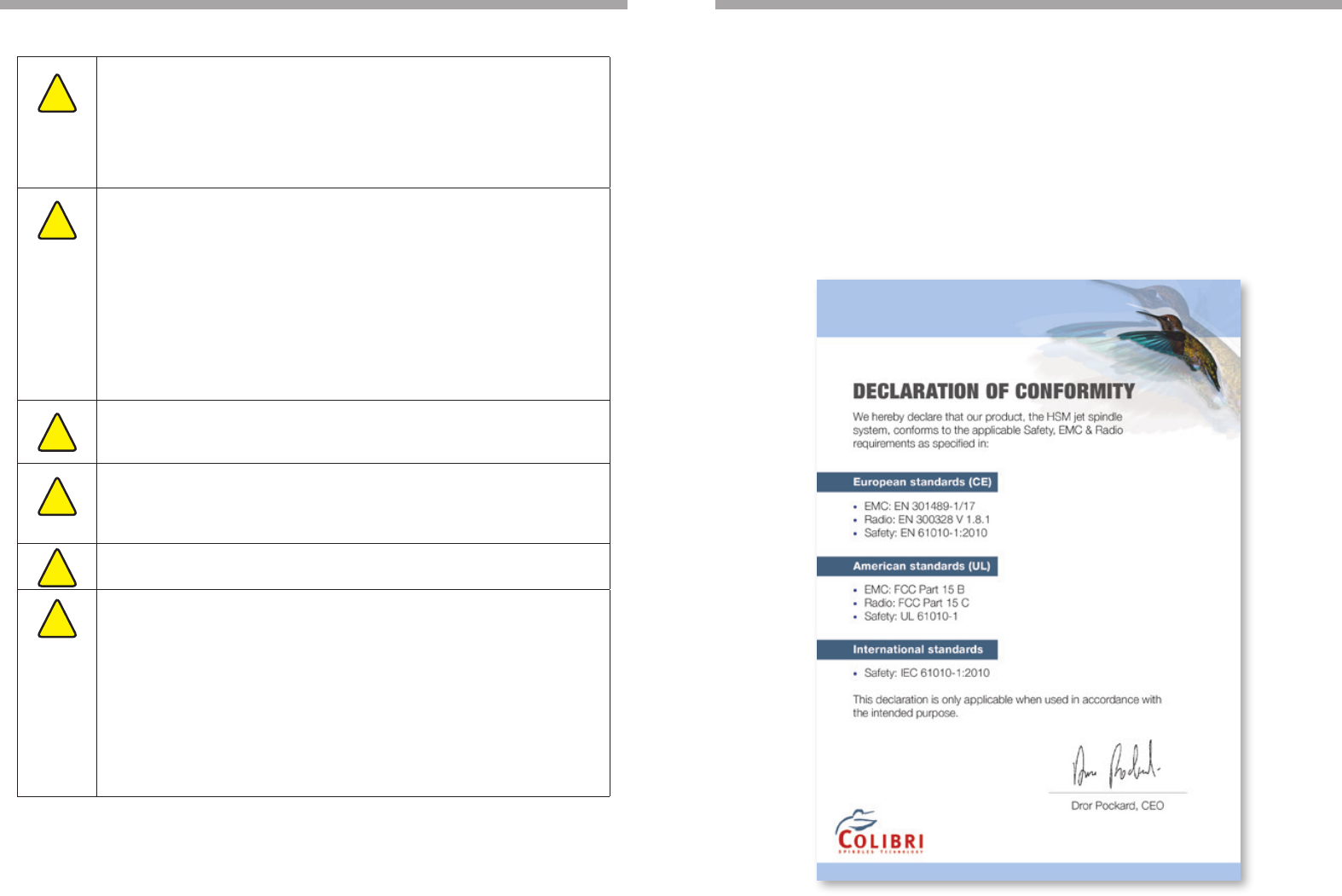
1.2 Statement of Compliance
The HSM Jet Spindle meets the following standards.
1.2.1 European standards (CE)
• EMC: EN 301489-1/17
• Radio: EN 300328 V 1.8.1
• Safety: EN 61010-1:2010
1.2.2 American standards (UL)
• EMC: FCC Part 15 B
• Radio: FCC Part 15 C
• Safety: UL 61010-1
1.2.3 International standards
• Safety: IEC 61010-1:2010
1 GENERAL GENERAL 1

6 7HSM Jet SpindleHSM Jet Spindle
1. NUT ER11 GHS - this is a standard nut
2. WRENCH ER11 SMS - this is a standard wrench*
3. WRENCH DIA3.2x35 - this is a specialized shaft
lock tool*
4. ALLEN KEY - Hexagonal 2.0 mm
5. BATTERY - Lithium Metal non-rechargeable,
CR2 type
1.5 Main Features
The HSM Jet Spindle spindles are best used when high RPMs is required for small diameter tools
on limited RPM CNC machines. The system utilizes the CNC machine tool’s existing coolant supply
driven by a high pressure pump (minimum 20 bar) as an energy source to rotate a turbine up to
40.000 RPM. The HSM Jet Spindle can be supplied either as right-hand or left-hand option.
Figure 1: Spindle case content Figure 2: Display case content
The wireless RPM display case includes:
1. TSD - this is wireless RPM display
2. Universal AC/5VDC power supply
35
Ø 3.2
* Actual size and types of accessories may vary
due to configuration and manufacturing process
* For USA/Japan: include EU to US/Japan
AC adaptor plug
1.3 Introduction
The HSM Jet Spindle is a unique High Speed Machining (HSM) spindle (20 kRPM, 30 kRPM & 40 kRPM).
It is driven by the CNC machine spindle coolant thru flow at minimum pressure of 20 bar.
The HSM Jet Spindle does not require any special installation aside from the installing it to the spindle.
It then operates like any other standard tool holder in the magazine.
1.4 Case Contents
The HSM Jet Spindle case includes:
1 GENERAL GENERAL 1
The HSM Jet Spindle is not intended to replace the CNC machine spindle, but rather to upgrade the
existing CNC machine, providing improved performance, faster machining, better surface quality, and
extended tool life.
The new spindles can be used for semi-finish and finish machining applications such as milling,
drilling, and jig grinding.
HSM Jet Spindle models operating ranges:
1.5.1 Wireless Rotation Speed Display general view:
Machining conditions
for cutting speeds of
180 m/min in steel
Rotating speed
Diameter of cutting tool
machine spindle
10
20
30
40
1 2 3 4 5 6
TJS 40K
0.2-1.5 mm
TJS 30K
1.6-2.5 mm
TJS 20K
2.6-3.5 mm
kRPM
mm
Figure 3: Rotation speed vs. tool diameter
The HSM Jet Spindle is equipped with an integrated wireless display system, allowing real-time
monitoring of the rotating speed during machining.
This system consists of a transmitter installed on the spindle housing, and a receiver display.
The receiver is powered by a 5 VDC universal AC/DC power adaptor connected to either a 220 VAC
or a 110 VAC power source.
The transmitter is powered by an exchangeable CR2 lithium battery.
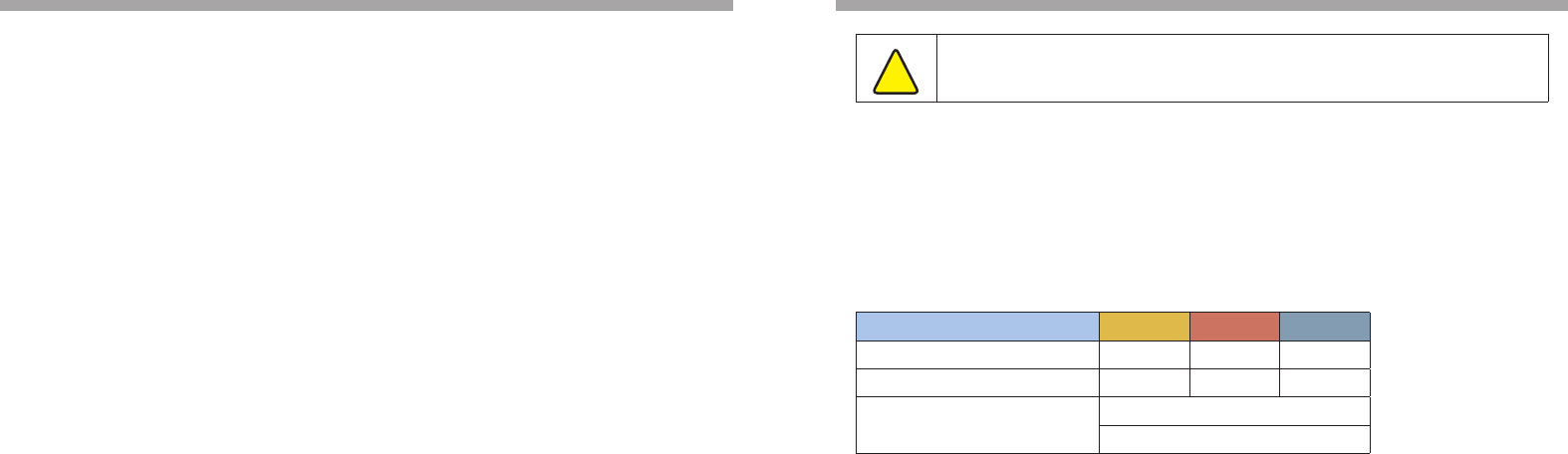
Figure 5: HSM Jet Spindle wireless transmitter and display
RPM wireless
transmitter
HSM jet spindle
type / RPM
Coolant pressure
20 bar 30 bar 40 bar
TJS 20K-ER32 20000*
RPM
30000*
RPM
40000*
RPM
TJS 30K-ER32 30000*
RPM
40000*
RPM
50000*
RPM
* approximate RPM values - depend on
pressure, flow rate and used coolant type
Figure 4: The relation between coolant pressure
& RPM value based on HSM jet spindle types
8 9HSM Jet SpindleHSM Jet Spindle
1 GENERAL GENERAL 1
Connect List Disconnect
Device ID
Help
30,000 RPM
Display information
• 2.4 GHz radio frequency transmission
• Direct wireless rotational speed monitoring up to 5 m range
• Externally powered a receiver display
• Enables reading of all HSM Jet Spindle systems being used on a specific CNC machine
This is limited to 127 tools
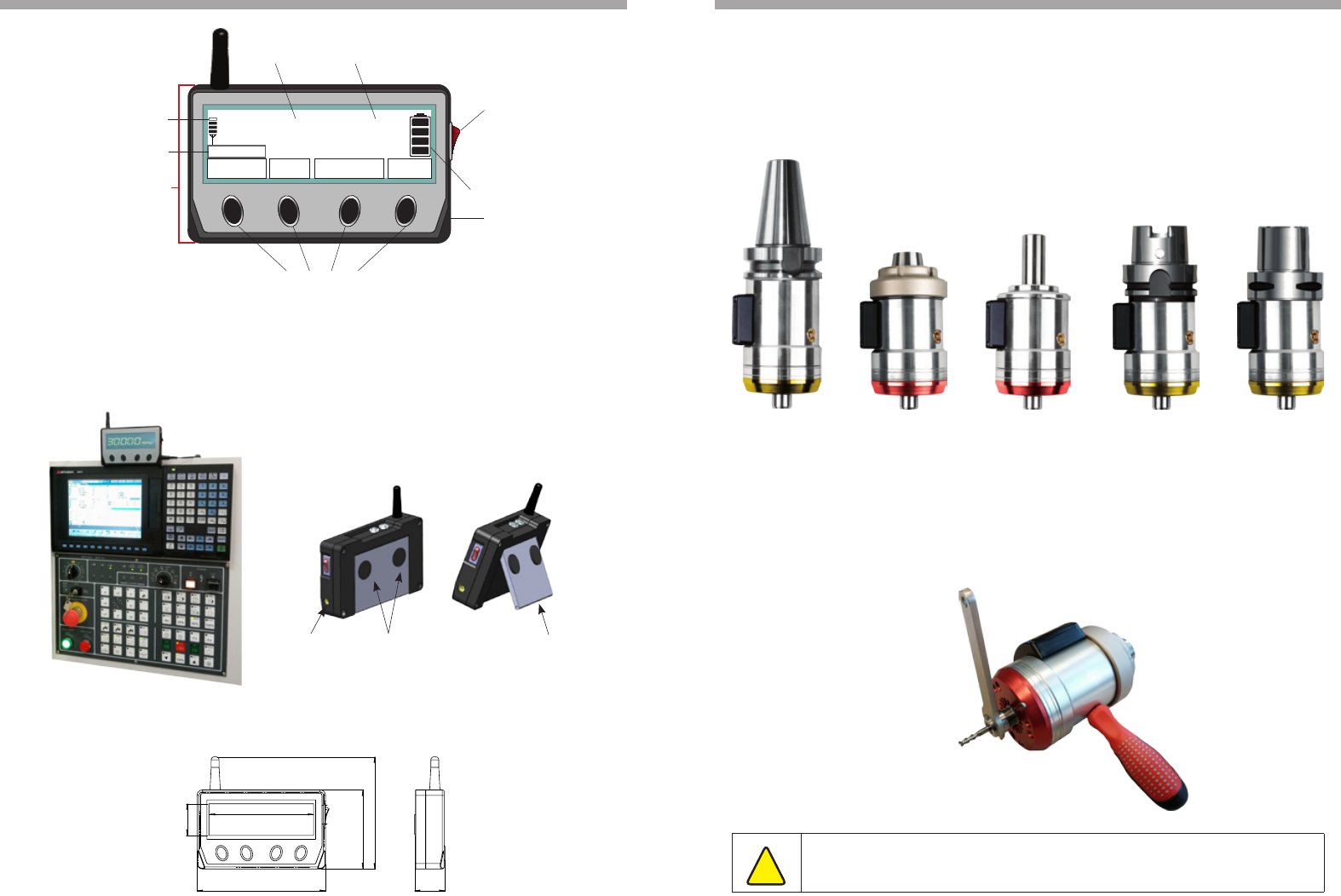
Figure 7: Wireless RPM display mounting options
Figure 6: Wireless RPM display main view
80
113.5
130
32
106
30.8
REVISIONS
ZONE
REV.
DESCRIPTION
DATE
APPROVED
01
B
A
8
7
6
4
D
C
5
1
2
3
A
B
4
3
2
1
C
F
E
D
mm
MATERIAL:
PER:
HARDNESS:
PER:
Sketched in SolidWorks v
APPROVED
CHECKED
DESIGN
WEIGHT: grams ref
OPERATION NAME
DIMENSIONS
ARE IN
SIZE
A3
DRAWN
NAME
DATE
SCALE :
2:1
SURFACE
ROUGHNESS:
PART No
REV. :
Part Name
Project
N7
COATING:
PER:
SIGNAT
SHEETS
SHEET
1 of 1
File Name & Path: / receiver_general_assy_11_2_2014.Slddrw
ORIGINALLY
APPROVED
Typhoon
TJS control panel
receiver_general_assy_11_2_2014
HRc
Unspecied tolerances
0.1;
0
30'.
Break all sharp edges R0.2 max
or 0.2x45
chamfer.
PROJECTION
STYLE
FINAL DRAWING
00
R.B
R.B
R.B.
24/09/13
24/09/13
12/02/14
12/02/14
R.B.
The information disclosed in this document is proprietary to Colibri spindles Ltd. and may not be used for manufacture or any other purpose without the written consent of Colibri spindles Ltd.
confidential
Receiver display dimensions
Spindle RPM LCD screen
Battery level
Function buttons
Sensor identification #
Signal readout
Power switch on/off
DC power socket
RPM wireless transmitter
detection side
StandDC power
socket
Attach to the machine
pannel by built-in magnets
Figure 8: HSM Jet Spindle with several mounting adaptation types
HSM Jet Spindle with ER32 or ST20 mounting adaptations can be provided with filters upon request.
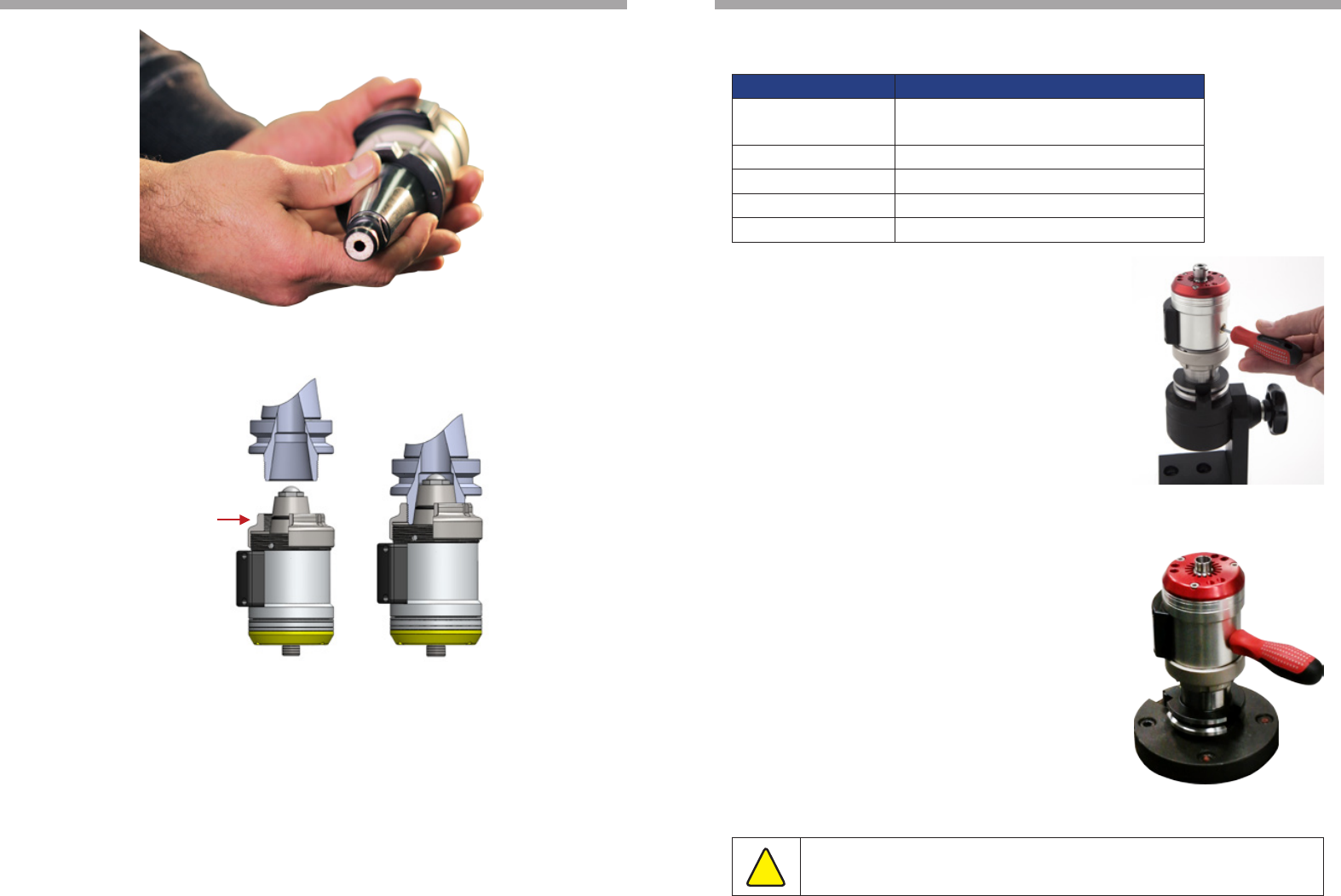
1.5.3 Shaft Locking for Tool Clamping
The shaft lock mechanism provides you with a simple and easy way to change the tool installed on
your HSM Jet Spindle spindle. For instructions on installing the tool into the spindle see page 21.
Figure 9: HSM Jet Spindle with pin mechanism locked
Warning:
Do not hold the pin handle while tightening/loosening the shaft lock mechanism.
Failure to obey this warning might lead to a broken spindle shaft.
!
1.5.2 Built-in and Direct Mounting System to CNC Spindle
HSM Jet Spindle is available in several mounting adaptation types:
• ER32 collet chuck with a special tightening nut, suitable for all standard tool holders with an
ER32 adaptation - This is the default type.
• Integral options with various adaptations are available upon request.
Illustration purposes only
TJS...K BT30/40...
TJS...K DIN69871 40...
TJS...K CAT40...
TJS...K C5/6...TJS...K ER32... TJS...K ST20... TJS...K HSK A63...
10 11HSM Jet SpindleHSM Jet Spindle
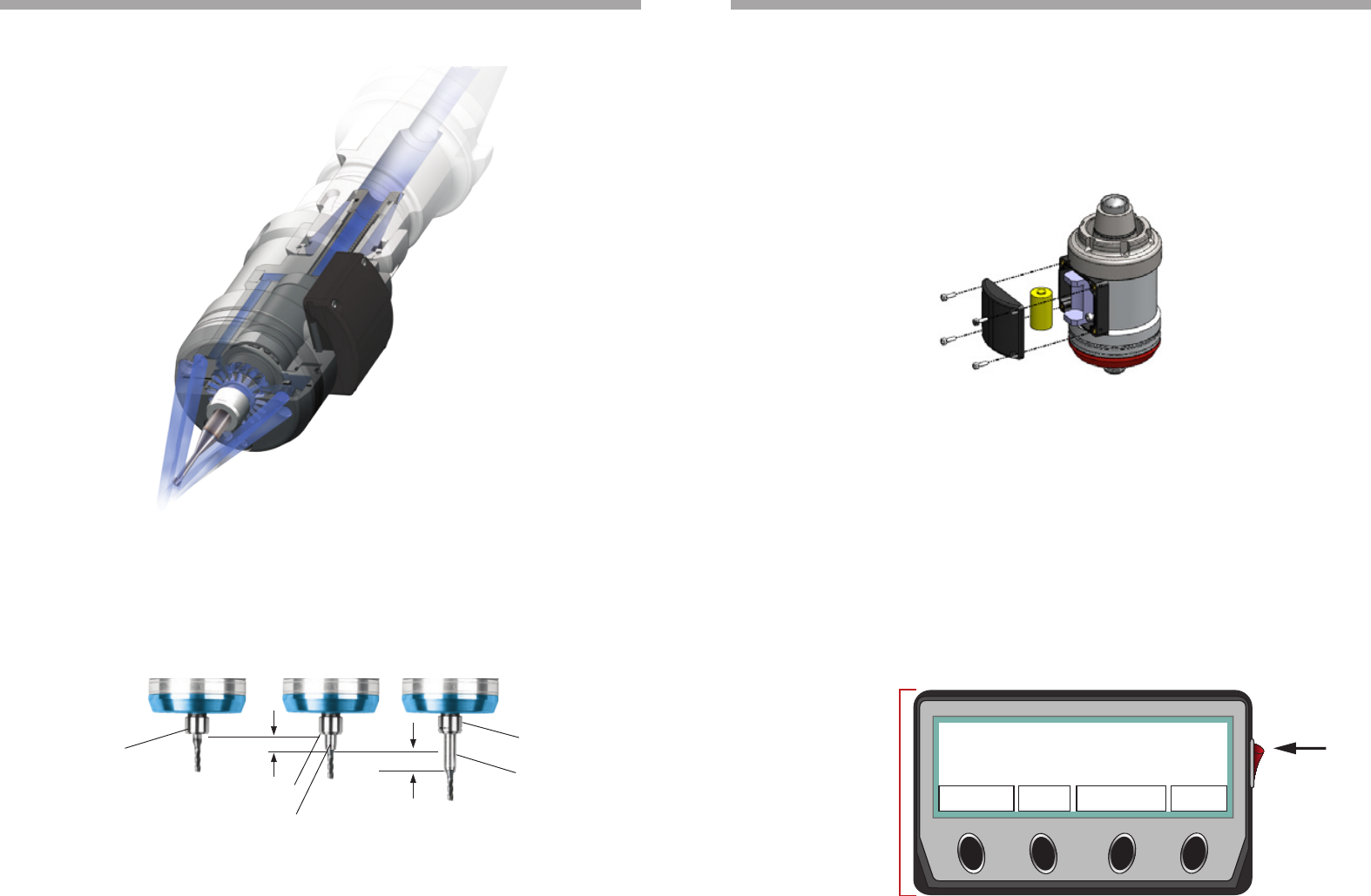
1.5.4 Integrated Coolant Nozzle System
The Integrated coolant nozzle system provides 3 main advantages:
• Direct jet coolant application
• Better and faster chip evacuation
• Prevents tool thermal shock
Figure 10: Integrated coolant nozzel system
1.5.5 Tool Clamping
The HSM Jet Spindle is compatible with ER11 collet chuck.
The assembly of rotating elements (collet, nut and tool) must be balanced to a G2.5 at 40,000 RPM.
We recommend that you use ER 11 high precision spring collets.
When longer overhang is required, 10 & 25 mm long ER11 thermal shrink collets are available.
Figure 11: Overhang solutions types
NUT ER11 GHS
Collet ER11 SPR
NUT ER11 GHS
+10 mm
+15 mm
NUT ER11 GHS
ER11 SRK ...25
Thermal collet
ER11 SRK ...10
Thermal Collet
1 GENERAL INSTALLATION 2
2.2 Display
HSM Jet Spindle is equipped with an integrated wireless display system, allowing real-time
monitoring of the rotating speed during machining.
2.2.1 Prerequisites for display installation
Make sure that the following pre-requisites are met:
1. Electrical power: 220/110 VAC, standard socket.
2. Distance from HSM Jet Spindle to Display: no more than 5 m.
3. Available space for the display so that operator will have a close and unobstructed view of it.
2.2.2 Display Workspace Installation
1. Mount the display onto a metallic surface using the magnet on the back of the display, or place
on a flat and leveled surface.
2. Connect the display to an AC socket.
3. Switch the display ON.
ON
Figure 13: Switch display ON
WELCOME
RPM wireless transmitter
detection side
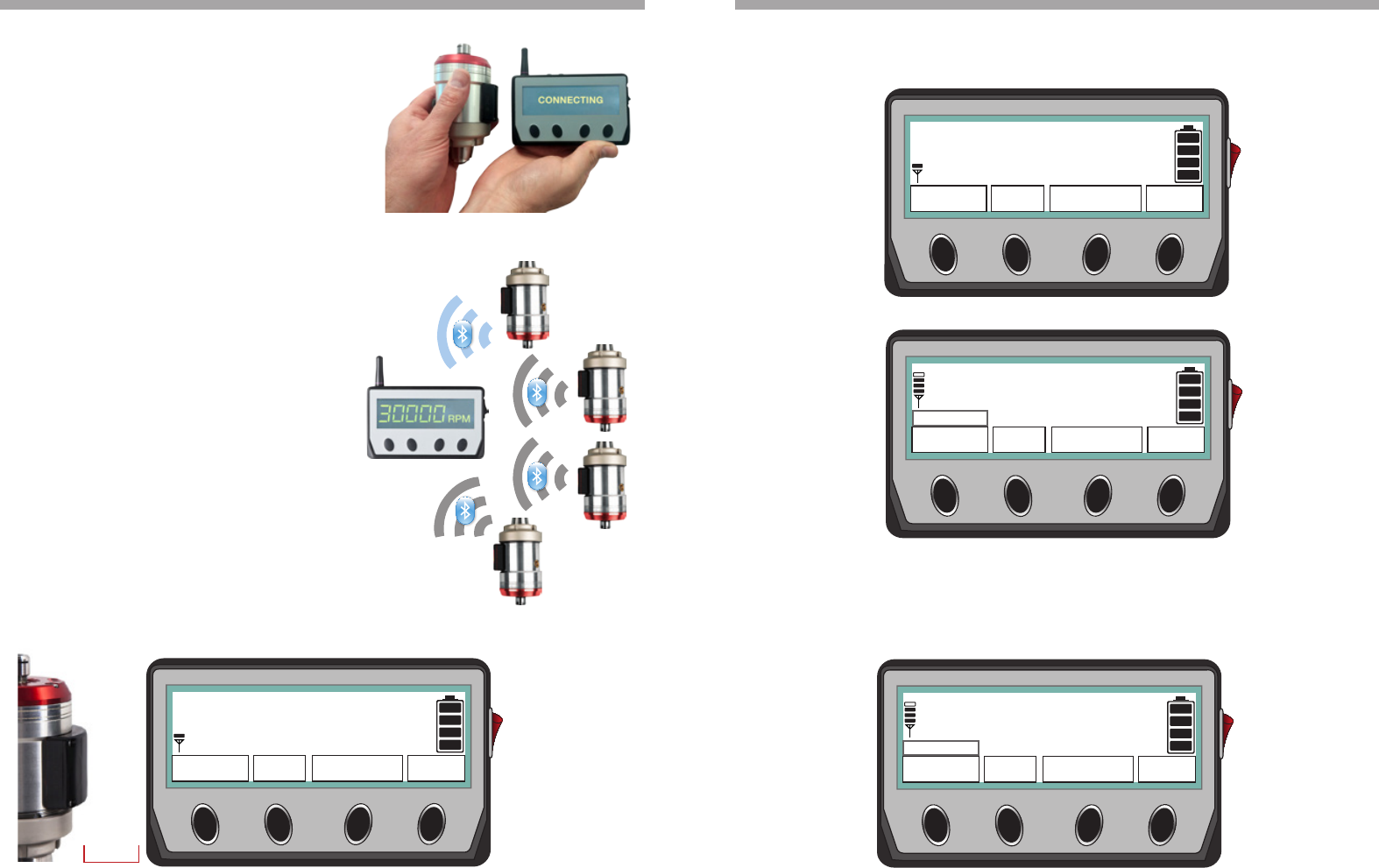
2.1 Battery installation into the RPM wireless transmitter
To install the battery into the RPM transmitter:
1. Unscrew the 4 screws holding the battery case cover using a hexagonal 2 mm Allen key.
2. Remove the battery case cover.
3. Make sure the O-ring inside the cover is seated well, and intact.
4. Put in the CR2 lithium battery in correct direction
5. Return the battery case cover to its place.
6. Fasten the battery case cover with the 4 screws that were removed.
Now the transmitter is ready to work.
Figure 12: Battery case open
12 13HSM Jet SpindleHSM Jet Spindle
INSTALLATION 22 INSTALLATION
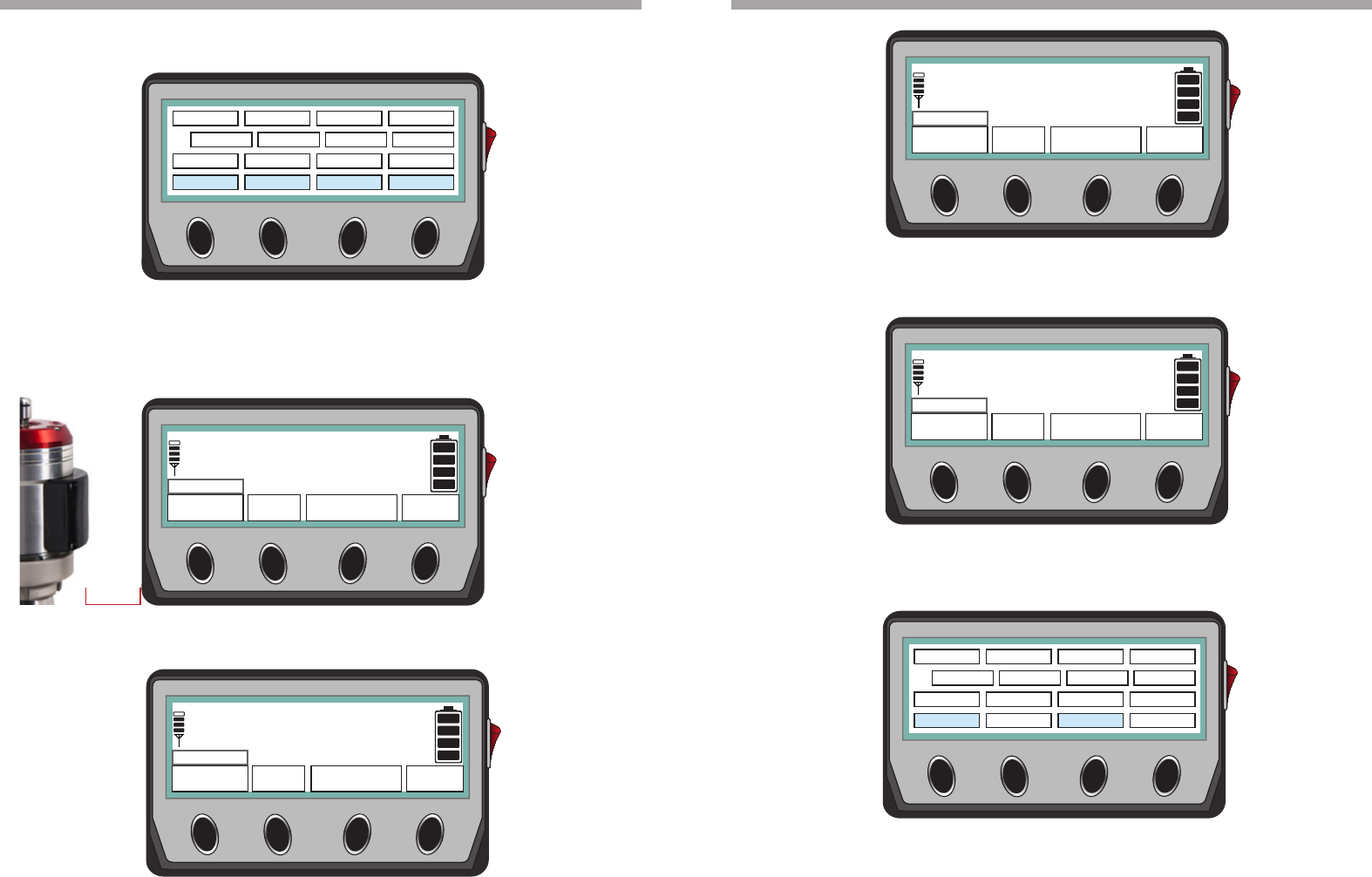
2.2.4 Screens
When turned on "no signal" screen will appear.
Figure 15: No signal screen
While connecting a HSM Jet Spindle you will see the "Connecting" screen, then the "<device id>
connected screen" - notice that the battery level of the HSM Jet Spindle is shown.
NO SIGNAL
Connect List Help
RPM wireless transmitter
detection gap 10-15 mm
Figure 14: Many HSM Jet Spindles (not working
simultaniusly) can be connected to one display
2.2.3 Connect/Disconnect an HSM Jet Spindle to the display
The display and the HSM Jet Spindle must be connected
(paired) so they can "identify" each other.
127 HSM Jet Spindle can be connected to a single display.
(see Figure 14)
To connect/disconnect the HSM Jet Spindle to the display:
1. Make sure the display is ON.
2. Press CONNECT/DISCONNECT on the display panel.
3. Place the HSM Jet Spindle near the left side of the
display (RPM wireless transmitter detection side,
(see Figure 15)
<device id> Connected/Disconnected message will appear with a display
of the HSM Jet Spindle battery status.
The main display screen shows the HSM Jet Spindle that is working now. This screen shows the
HSM Jet Spindle’s ID, speed of rotation, and battery level.
Figure 17: Main display screen
30,000 RPM
Connect List Disconnect
ID#XXXXX
Figure 16: Connection screens
CONNECTED
Connect List Disconnect
ID#XXXXX
CONNECTING
14 15HSM Jet SpindleHSM Jet Spindle
INSTALLATION 22 INSTALLATION
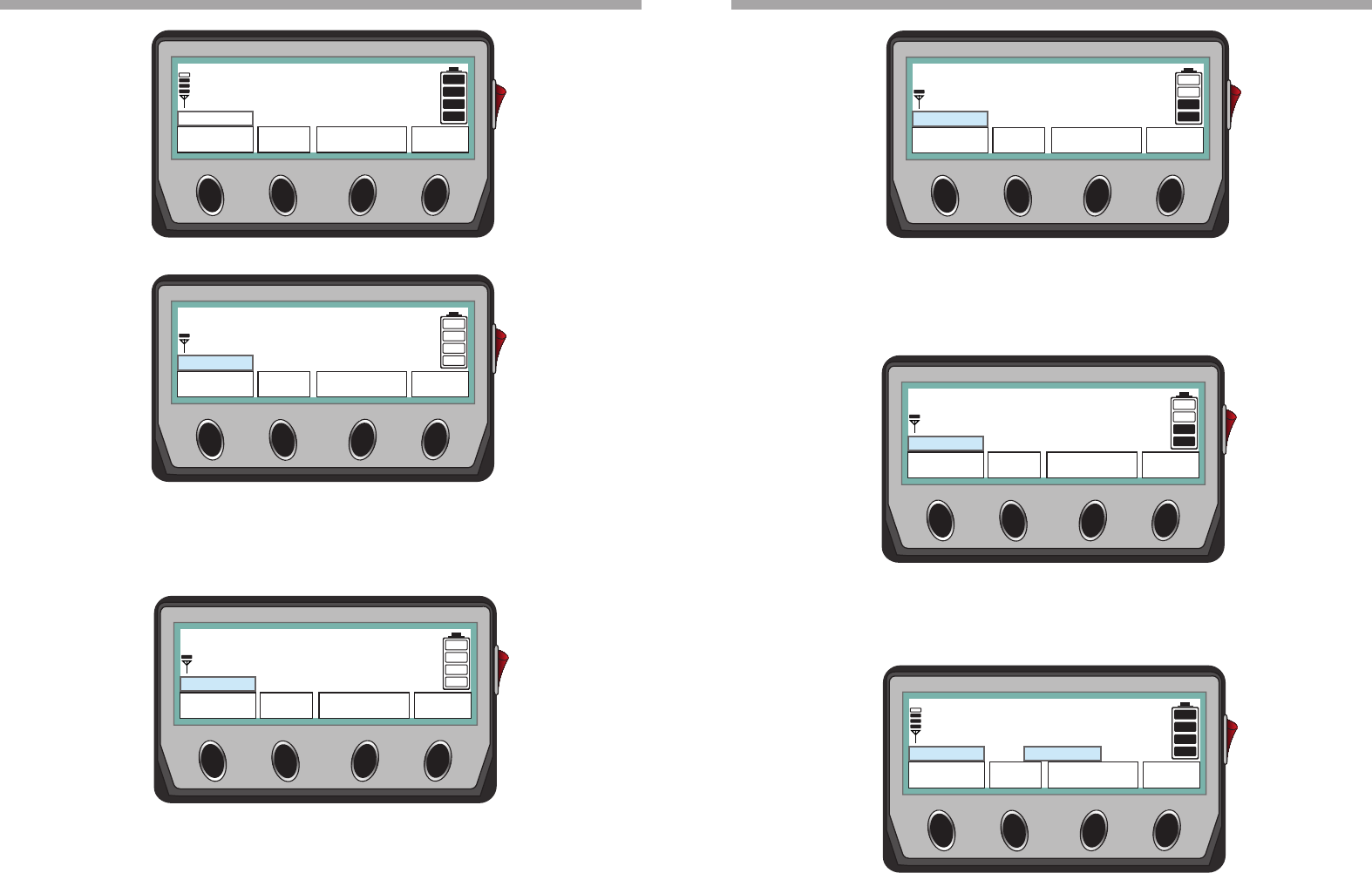
You can see a list of all of the HSM Jet Spindles the display has been connected to, by pressing the
"list" button.
Figure 18: List of connected HSM Jet Spindles screen
EditScroll Disconnect Exit
Preset
Preset
ID#XXXXX
ID#XXXXX
BAT XX%
BAT XX%
HOURS
HOURS
Preset
ID#XXXXX BAT XX% HOURS
While disconnecting a HSM Jet Spindle you will see the "Disconnecting" screen, then the "<device
id> disconnected screen" - notice that the battery level of the HSM Jet Spindle is shown.
Figure 19: Disconnection screen
DISCONNECT
Disconnect
ID#XXXXX
Cancel
RPM wireless transmitter
detection gap 10-15 mm
DISCONNECTING
ID#XXXXX
Figure 21: Disconnection list for multiple signals screen
You can clear the display from all the HSM Jet Spindles it has been connected to, or you can view
the list of devices previously connected.
Scroll Disconnect
Preset
Preset
ID#XXXXX
ID#XXXXX
BAT XX%
BAT XX%
HOURS
HOURS
Preset
ID#XXXXX BAT XX% HOURS
Figure 19 (continue): Disconnection screens
If the display detects more than 1 HSM Jet Spindle working at any time the "MULTIPLE SIGNAL" is shown.
If you select "List" you can choose the device to disconnect from the next screen.
DISCONNECTED
Connect List Disconnect
ID#XXXXX
Figure 20: More than one device is working simultainusly screen
MULTIPLE
SIGNAL
HelpList Disconnect
ID#XXXXX
16 17HSM Jet SpindleHSM Jet Spindle
If the HSM Jet Spindle is not spinning fast enough, the "LOW RPM" alert is shown.
INSTALLATION 22 INSTALLATION
Figure 22: Disconnect all sensors screens
If the connect or disconnect processes don’t succeed for any reason, an appropriate message is
shown - see page 27 for troubleshooting.
DISCONNECT ALL?
Disconnect
ID#XXXXX
Cancel
ALL DISCONNECTED
Connect
Figure 23: Connection failed screen
CONNECTION
FAILED
Retrry Help
If the HSM Jet Spindle is not spinning fast enough, the "LOW RPM" alert is shown.
Figure 26: Low RPM screen
LOW RPM
ID#XXXXX
Help
Preset: XX/XXX
Reset
Figure 24: Disconnection failed screen
If the battery of the HSM Jet Spindle you are currently using is running low - the following warning is
shown - see page 27 for troubleshooting.
FAILED TO
DISCONNECT
Retrry Help
ID#XXXXX
Figure 25: Low battery screen
LOW BATTERY
Retrry Help
ID#XXXXX
List

18 19HSM Jet SpindleHSM Jet Spindle
INSTALLATION 22 INSTALLATION
2.3 HSM Jet Spindle
2.3.1 Prerequisites for the CNC Machine
1. Coolant flow through the main CNC machine spindle
2. Minimum coolant pressure, at main machine spindle outlet: 20 bar
3. Maximum coolant pressure, at main machine spindle outlet: 40 bar
4. Minimum flow rate: 12 L/min
5. Minimum coolant filtration level: 100 µm
6. An active mist collector
7. With the emulsion coolant, use an anti-foaming agent additive suitable for your emulsion to
prevent foaming.
8. Use emulsion coolant with oil percentage higher than 4%
9. With oil coolant, the high pressure increases the amount of oil fumes:
a. Use appropriate means of fire protection and extinguishing.
b. Use anti-dissolution additive suitable for your oil.
2.3.2 HSM Jet Spindle Installation onto the CNC Machine
Figure 28: HSM Jet Spindle on CNC machine
If the HSM Jet Spindle is spinning too fast, the "HIGH RPM" alert is shown.
Figure 27: High RPM screen
HIGH RPM
ID#XXXXX
Help
Preset: XX/XXX
Reset
Figure 29: Placement of HSM Jet Spindle in toolholder steps
1. Use a standard tool holder with ER32 collet chuck
2. Loosen the HSM Jet Spindle tightening nut 1.5 full turns
3. Insert built-in ER32 taper shank into ER32 collet chuck until the HSM Jet Spindle tightening nut
will be placed on the toolholder
4. Fasten the HSM Jet Spindle tightening nut onto the toolholder, without turning the HSM Jet
Spindle relative to the nut
5. Fasten the HSM Jet Spindle tightening nut to clamp the HSM Jet Spindle and the toolholder together
with an ER 32 spanner, use hand force only
X1.5
1
3
4 5
2
While the HSM Jet Spindle is mounted on the machine, the CNC machine spindle should be
stationary, except for tool checking procedure or Z-offset measurement. In those cases it must not
exceed 3000 RPM, or risk breaking/injury.
To avoid the CMC machine spindle rotation during the HSM Jet Spindle operation use the correct
software M-code to lock the Spindle orientation.
For example: "M19" code stops the spindle in a defined angle position.
Before installing a HSM Jet Spindle with a filter on the machine spindle, make sure that the filter is clean.
2.3.3 Placement of HSM Jet Spindle in the Toolholder
Caution: Deviation from these steps might lead to locking of the tightening nut to the HSM Jet Spindle.
The HSM Jet Spindle will only work with a toolholder that has a coolant through channel.
To fix the HSM Jet Spindle in a toolholder: See steps from left to right in Figure 29.
20 21HSM Jet SpindleHSM Jet Spindle
INSTALLATION 22 INSTALLATION
Figure 30: Example of a toolholder with a hole for coolant flow
Figure 31: HSM Jet Spindle holding with ER32 collet chuck
Tool Holder
with ER32
collet chuck
TJS ...K-ER32 R/L
ER32
Mounting Nut
2. Turn the shaft, while pushing the WRENCH DIA3.2X35 in,
toward the center of the HSM Jet Spindle, until the WRENCH
DIA3.2X35 handle reaches the HSM Jet Spindle.
Warning:
Do Not hold the WRENCH DIA3.2X35 (shaft lock pin) handle while tightening/loosening
the ER11 nut. Failure to obey this warning might lead to a broken spindle shaft.
!
Figure 33: WRENCH DIA3.2X35
in HSM Jet Spindle
Figure 32: Inserting the WRENCH
DIA3.2X35 into the HSM Jet Spindle
2.3.5 Tool Installation into the HSM Jet Spindle
The HSM Jet Spindle can hold various tools that use an ER11 collet.
To set a tool into the HSM Jet Spindle
1. Insert the WRENCH DIA3.2X35 in the shaft lock hole, on the side
of the spindle.
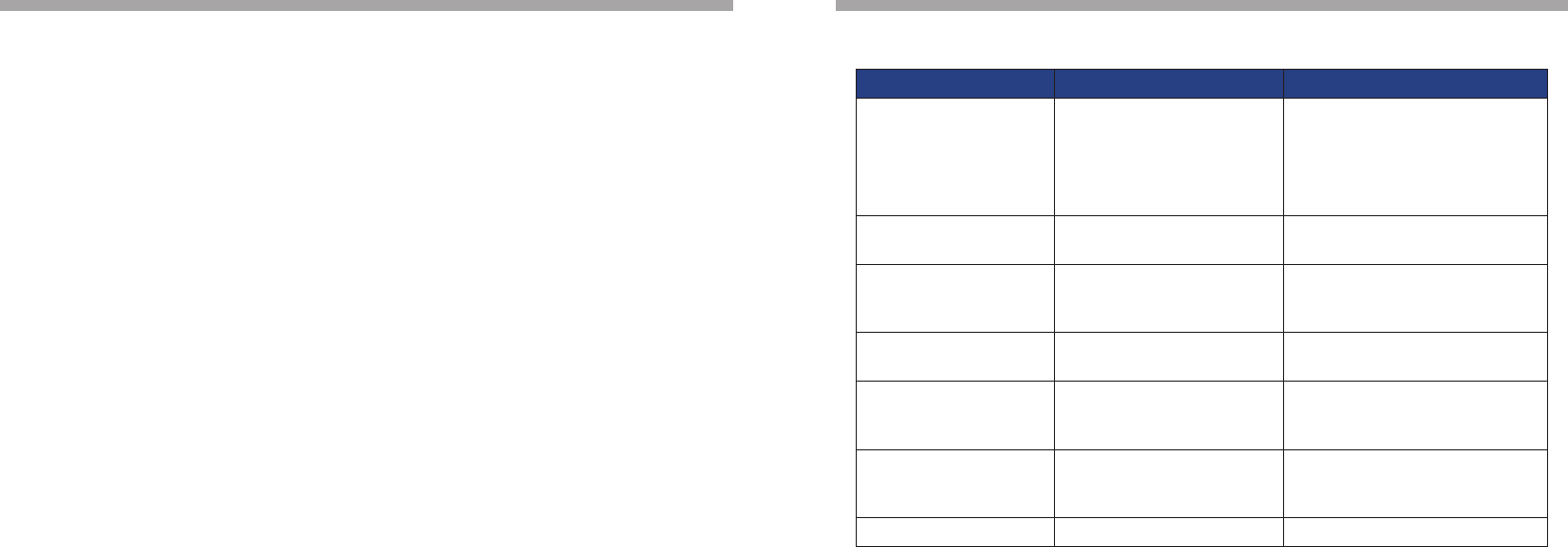
2.3.4 Tool prerequisites
HSM Jet Spindle spindles are for applications requiring tool shanks of up to 6 mm.
Application Maximum tool working diameter, Ø [mm]
Milling Slotting: ae ≤ 3.0 mm & ap = 0.1 D
Shouldering: ØD ≤ 3.5 mm, ae =1 D & ap = 0.25 D
Drilling Max. Ø 2.0 mm
Jig grinding Max. Ø 10.0 mm
Thread milling Max. M5 (ISO), RH or LH rotation, solid cirbide
Chamfering & engraving Up to 6 mm tool shank.
22 23HSM Jet SpindleHSM Jet Spindle
INSTALLATION 22 INSTALLATION
3. Loosen the ER11 nut with the provided ER11 wrench, and remove the nut.
Figure 34: Loosening ER11 nut
4. Insert the tool into the collet.
5. Place the collet in the spindle.
6. Tighten the ER11 nut with the provided ER11 wrench.
7. Check that total runout is less than 0.01 mm.
Figure 36: Tightening ER11 nut
Figure 35: Collet and tool in the HSM Jet Spindle
2.3.6 Recommendations for tool clamping and cutting tool’s run-out checking
The HSM Jet spindle is very precision product, designed for high speed machining with a small
diameter cutting tools for the accurate machining.
We attached great importance to the cutting tool’s setup, correct clamping procedure and tool’s
run-out cheching.
On the HSM Jet spindle we use a standard clamping tools, as ER11 spring collets and standard
clamping accessories.
To get a minimum run-out value we propose the using a precised spring collects with exact hole size.
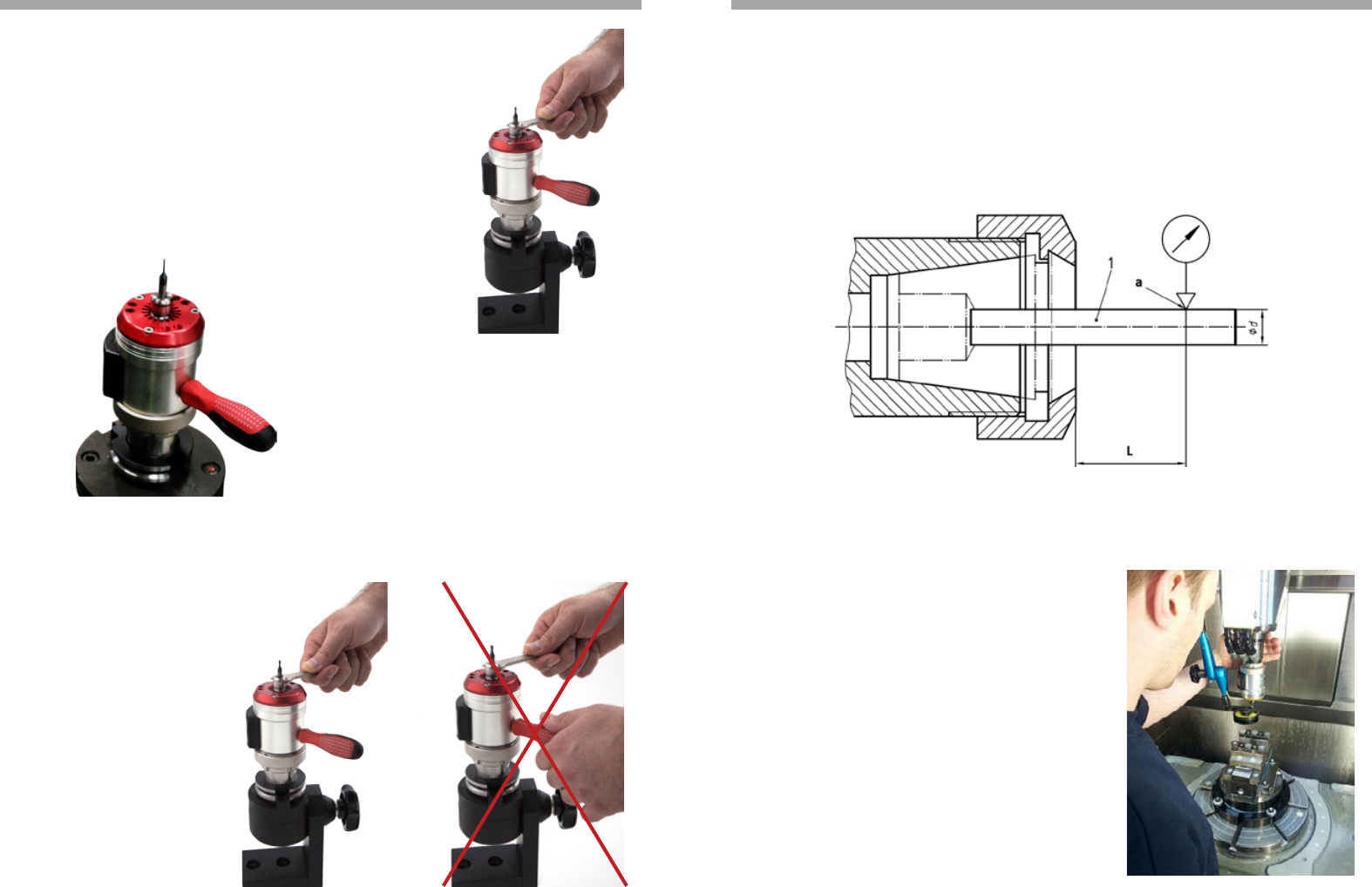
According to ISO 15488 the collet run-out tolerances should be checked as shown at the sketch below.
1 - test mandrel
a - test point
Figure 36: Testing of run-out tolerance
For tool shank diameter from 3.0 up to 6.0 mm the distance “L” – run-out measure gauge placement
– should be 16 mm.
Allowed run-out tolerance at this measuring point on the test
mandrel is up to 0.01 mm.
The diameter of the test mandrel is the nominal diameter
of the collet hole.
For the test mandrel, the following specifications apply:
a) diameter tolerance: h6
b) cylindricity: 0,002 mm
c) parallelism: 0,002 mm
d) roundness: 0,002 mm
e) surface without longitudinal marks
f) maximum surface roughness Rz = 4 µm
g) surface hardness: (about 58 HRc)
The recommended torque for ER11 nut is 8-10 Nm.
The maximum torque for clamping nut shall not be more than
25% above the recommended tightening torque.
Higher tightening torque may result in the deformation of the
toolholder (ER11 seat).
Higher clamping force of the clamping nut at the same time
means higher stress on the toolholder (ER11 seat).
24 25HSM Jet SpindleHSM Jet Spindle
3.1 Periodic Maintenance
The HSM Jet Spindle is free of periodic maintenance.
3.2 Change Battery on RPM Transmitter
The battery in the RPM transmitter mounted on your HSM Jet Spindle will be drained over time.
To change the battery please make procedure as in chapter 2 (Installation p. 10)
3.3 Change Filter (optional)
ER32 mounting can be supplied with a replaceable net filter. This filter is screwed in and out of its seat.
3.4 Storage
3.4.1 Pre-Storage
Before storing the HSM Jet Spindle:
• Clean the HSM Jet Spindle with an air blow for 10-15 sec.
• Disconnect the HSM Jet Spindle from the display that it is connected to.
• Place the HSM Jet Spindle in its case.
3.4.2 Conditions
The HSM Jet Spindle must be stored in conditions meeting the following requirements:
• Sheltered from possible adverse weather conditions.
• Ideal Storage Temperature Range: 15 ºC to 27 ºC.
• Humidity Range: 30% to 60% relative humidity (RH)
3 MAINTENANCE WORKING WITH THE HSM Jet Spindle 4
Warning:
To avoid risks associated with the use of rotating tools it is strongly recommended to
use the utmost caution and concentration when working.
!
The HSM Jet spindle system was developed to create machining conditions that would enable
applying optimal cutting speed conditions for small diameter solid carbide tools requiring high RPM.
The HSM Jet spindle rotates at its rated speed when idle. When the cutting tool enters the
workpiece, it is expected that the rotation speed might slow down by several thousand RPM.
If the HSM Jet spindle rotation speed drops by more than several thousand RPM, when the cutting
tool enters the workpiece, review the cutting process parameters and adjust them accordingly.
HSM Jet Spindles types vs. Cutting tool diameter:
HSM Jet spindle type TJS 20K… TJS 30K… TJS 40K…*
Cutting tool diameter [mm] 2.0-3.5 1.0 -2.5 0.2-1.5
Spindle speed [kRPM ]** 20 30 40
Recommended cutting speed
[m/min]
for steel ≤ 200
for aluminum ≥ 200
* in development
** based on coolant pressure 20 bar & flow rate 12 l/min
In order to use the advantages of high speed machining, minimize cutting forces and reduce wear,
tool diameter should be selected according to the spindle speed (when possible).
• Always select the smallest tool diameter, according to the application requirements.
• Always select cutting tools in grades that are suitable for high speed machining.
4.1 Recalculating of the Table Feed for HSM Jet spindle
There are two calculating methods of table feed F [mm / min], operating with the HSM Jet spindle:
• Existing machining process (transition from machining with a machine spindle to an HSM Jet spindle)
• In case of selecting a new machining process
4.1.1 Existing machining process:
The feed per tooth fz remains constant while the table feed F increases in the same proportion to the
HSM Jet Spindle rotation speed.
The feed per tooth fz should remain constant while the table feed F is changed.
Calculate the table feed F [mm/min] according to the following formula:
F ≈ Ratio x F current
F - the new table feed.
Ratio - Is the ratio between the machine spindle speed and HSM Jet spindle speed, meaning the
new speed divided by the current speed.
F current - the current table feed that you would use with your machine.
26 27HSM Jet SpindleHSM Jet Spindle
4 WORKING WITH THE HSM Jet Spindle
For example:
If using machine spindle at 8,000 RPM, and the table feed was 160 [mm/min], and you set
HSM Jet spindle to 30,000 RPM, then we suggest that your new table feed be:
New table feed = 30,000/8,000 x 160=3.75 x 600 [mm/min].
In this example your new table feed should be 600 mm/min.
4.1.2 New machining process
Calculate the table speed F [mm/min] according to the formula:
F = n x z x fz
Rotating speed - n [RPM] The rotating speed for table speed calculation will be determined only
after reading the actual rotation speed obtained when the tool has engaged the material.
Number of teeth - z
Feed per tooth - fz [mm/tooth] - Select according to the tool’s vendor recommendations, taking into
consideration the machining material, the application and the tool geometry.
Note:
For the first trial at both machining processes, it is recommended to increase the table feed gradually
by of 3.0-3.5 (not directly 3.75), before setting the table feed to the above calculated value.
TROUBLESHOOTING 5
5.1 Display messages
Display message Indicates that Action required
NO SIGNAL No connected HSM Jet
Spindle working in range
If no HSM Jet Spindle is currently at
work - no action required
If a HSM Jet Spindle is working -
wait 10 sec. If message persists
disconnect and then reconnect it.
MULTIPLE SIGNAL More than one device is
working at once
Press LIST button, then disconnect
one of the HSM Jet Spindle
LOW RPM HSM Jet Spindle is spinning
too slow
Check: HSM Jet Spindle, filter (if
applicable), coolant pressure, and
cutting parameters
HIGH RPM HSM Jet Spindle is spinning
too fast
Check: HSM Jet Spindle, and
coolant pressure
FAILED TO CONNECT Connection did not succeed
Retry the connection process. Still
not working? Replace the HSM Jet
Spindle battery.
FAILED TO DISCONNECT Disconnection did not succeed
Retry the disconnection process.
Still not working? Replace the HSM
Jet Spindle battery.
LOW BATTERY Battery is low on power Replace the battery
5.2 The HSM Jet Spindle shaft is not rotate or RPM does not correspond
correctly to coolant pressure (may result in "low RPM" message)
1. Check coolant and pressure in cooling system.
2. Run coolant through HSM Jet Spindle for 5 min. while idle.
3. If issue persists - call for technical assistance.
5.3 The HSM Jet Spindle has not been used in the last month
Before working with the HSM Jet Spindle that has not been used recently, run coolant through the
HSM Jet Spindle, when it is assembled on your CNC machine, for 3 to 5 min. Make sure that the
HSM Jet Spindle reaches a speed that corresponds to the pressure of the coolant that is pumped
through it.

28 29HSM Jet SpindleHSM Jet Spindle
WARRANTY SUMMARY 6
LIMITED WARRANTY FOR HSM JET SPINDLE
1. This Limited Warranty ("Warranty") is given by ISCAR LTD., with registered office at P.O. Box 11,
Tefen, Israel, operating through its designated affiliates and/or parties authorized by it in writing
(hereinafter, all collectively and each severally - "ISCAR"), as dealer of the spindle for CNC
machines known as SPINJET or TYPHOON (the "Product"), to the customer contracting Iscar in
respect of the Product ("Customer").
This Warranty shall apply, on the terms specified herein, to any contract, including, but not limited
to, contracts of sale, lease, license, placement or services, the subject matter of which is the
provision of the Product by ISCAR to Customer, unless otherwise specifically agreed in writing
between the said parties.
2. ISCAR warrants the Product to be free of defects in material and workmanship and to conform
to the applicable ISCAR’s specifications, for a period of 12 months commencing on the date of
delivery of the Product to Customer (the "Warranty Period"), subject to normal use, storage and
application thereof in accordance with and based on ISCAR’s standard tolerances, instructions
of use and recommendations and conform to the applicable specifications provided by ISCAR.
Apparent defects shall be reported to ISCAR in writing within 3 working days as of the Customer’s
receipt of the Product. Latent defects occurring within the Warranty Period shall be reported in
writing within 3 working days as of discovery.
3. During the Warranty Period, ISCAR shall, at its option and sole discretion, either repair, replace,
or grant credit for, any Product and any component thereof, which are determined by it to be
defective pursuant to Section 2 above, at no additional charge to the Customer, and subject to
the entire terms and conditions set forth herein.
4. This Warranty does NOT cover any damage resulting from extraneous causes not attributable to
ISCAR including, inter alia, accident or disaster, misuse, abuse, neglect or improper maintenance,
modification or alteration, or attempted unauthorized dismantling and/or repairs by the Customer
or any third party, wear or damage resulting from corrosion or processing of abrasive/aggressive
resins, damages resulting from operation of the product not within the working parameters and
working environment it was designed for, damages resulting from Customer’s non-compliance
with applicable laws, regulations, or by-laws, and standard industry practices, as well as any other
damage sustained due to causes beyond the reasonable control of ISCAR.
5. This Warranty shall not apply in the event the Customer fails to pay for the Product in full and/or
on a timely basis as set out in any sale, license, lease, placement, or services agreement, or any
other legal instrument which has been executed by ISCAR and the Customer, including, without
limitation, invoices issued by ISCAR or its local authorized agent to Customer from time to time.
6. Warranty service may be obtained by returning the defective Product or any component thereof
during the Warranty Period to ISCAR with proof of purchase and date of delivery. Any and all
repairs shall be carried out, and this Warranty shall accordingly cover only such repairs, at the
premises of ISCAR and/or its local authorized agent and/or supplier. However, ISCAR strongly
recommends that the Customer obtains preliminary support from ISCAR by e-mail and/or
telephone prior to returning the Product to ISCAR.
7. In case Customer desires to exercise its right under this Warranty, the Customer shall, at they
own and exclusive expense, place the Product at ISCAR’s premises for inspection, and repair or
replacement, if necessary. The Customer shall bear all costs associated with the transportation of
the Product from the Customer’s premises to ISCAR’s premises and back to Customer’s premises
once inspection and where required - repair or replacement, have been performed by ISCAR.
8. ISCAR retains the right to examine and inspect the Product once received from the Customer in
order to determine, inter alia, the cause of the alleged defect, and whether this Warranty applies.
6 WARRANTY SUMMARY
9. Replacement parts shall be furnished on an exchange basis and may be either reconditioned or
new.All defective parts which were replaced hereunder shall become the property of ISCAR.
10. THIS WARRANTY IS THE ONLY WARRANTY OFFERED BY ISCAR AND IS IN LIEU
OF ANY IMPLIED WARRANTIES, INCLUDING BUT NOT LIMITED TO, WARRANTY OF
MERCHANTABILITY AND FITNESS FOR A PARTICULAR USE OR PURPOSE, ANY AND ALL OF
WHICH ARE HEREBY EXPRESSLY DISCLAIMED, DENIED AND EXCLUDED.
BY BUYING THE PRODUCT THE CUSTOMER AGREES AND ACKNOWLEDGES THAT THE
REMEDY AVAILABLE TO HIM AS SPECIFIED HEREIN, IS IN LIEU OF ANY REMEDIES THAT MAY BE
OTHERWISE AVAILABLE TO HIM, NOW OR IN THE FUTURE, WHETHER IN LAW OR IN EQUITY.
ANYTHING STATED HEREIN TO THE CONTRARY NOTWITHSTANDING, IN NO EVENT WILL
ISCAR BE LIABLE FOR ANY SPECIAL, PUNITIVE, INCIDENTAL, EXEMPLARY OR CONSEQUENTIAL
DAMAGES (INCLUDING, BUT NOT LIMITED TO, LOSS OF ANY PROFIT, BUSINESS,
PRODUCTION OR REVENUE), NOR FOR INJURY TO PROPERTY, ARISING OUT OF THE USE,
MISUSE OR INABILITY TO USE THE PRODUCT, EVEN IF ISCAR HAS BEEN ADVISED OF THE
POSSIBILITY OF SUCH DAMAGES OR LOSSES, OR FOR ANY CLAIM BY ANY OTHER PARTY.
11. This Warranty, including any and all undertakings, guarantees or assurances provided herein by
ISCAR, is specifically limited to the Customer, and not imputed by ISCAR, whether directly or
indirectly, expressly or impliedly, to any other person or entity, including any subsequent buyer or
user, bailee, licensee, assignee, employee, or agent of Customer.
12. Your statutory rights are and shall remain unaffected by this Limited Warranty, all terms and
conditions of this Warranty are subject to the relevant law applicable in the jurisdiction in which
the Product was purchased, unless otherwise agreed by the parties in writing. If any provision
hereof is declared by any competent legal authority to be invalid or unenforceable for any reason
under applicable law, then such provision shall be reformed to the extent necessary to make it
valid and enforceable under that law. Every provision hereinabove is intended to be severable and,
if any term or provision hereof is determined to be illegal, invalid or unenforceable for any reason
whatsoever and cannot be reformed so as to be legal, valid and enforceable, such provision shall
be deemed severed herefrom and the illegality, invalidity or unenforceability of such provision shall
not affect the legality, validity and enforceability of the remainder of this Limited Warranty.
30 31HSM Jet SpindleHSM Jet Spindle
Whenever a malfunction cannot be solved by the solutions mentioned in the troubleshooting section,
you are requested to consult the ISCAR/IMC representative for further assistance or instructions.
The unit should not be returned before receiving written approval from ISCAR/IMC. The serial
number for the unit must be indicated on your claim form (you can find this information on the rear of
the unit housing).
We hope this information will be helpful. Our goal is to provide the best possible service to our
customers.
This device has been tested and found to comply with the limits for a Class A digital device, pursuant
to Part 15 of the FCC Rules. These limits are designed to provide reasonable protection against
harmful interference in residential installations. This equipment generates uses and can radiate radio
frequency energy and, if not installed and used in accordance with the instructions, may cause
harmful interference to radio and television reception.
However, there is no guarantee that interference will not occur in a particular installation. If this device
does cause such interference, which can be verified by turning the device off and on, the user is
encouraged to eliminate the interference by one or more of the following measures:
- Re-orient or re-locate the receiving antenna.
- Increase the distance between the device and the receiver.
- Connect the device to an outlet on a circuit different from the one that supplies power to the receiver.
- Consult the dealer or an experienced radio/TV technician.
This device complies with FCC Rules Part 15: Operation is subject to two conditions: (1) This device
may not cause harmful interference, and (2) this device must accept any interference that may be
received or that may cause undesired operation.
To comply with FCC Section 1.310 for human exposure to radio frequency electromagnetic fields,
implement the following instruction:
A distance of at least 20 cm between the equipment and all persons should be maintained during the
operation of the equipment.
7 Customer Service after Purchase FCC Compliance Statement 8
Warning:
Changes or modifications to this unit not expressly approved by the party responsible
for compliance could void the user’s authority to operate the equipment.
!
website
Phone
Address
LOGO
V.1 06/2014