Craftsman 113207910 User Manual 225 AMP A.C. ARC WELDER Manuals And Guides L0806060
CRAFTSMAN Welder Manual L0806060 CRAFTSMAN Welder Owner's Manual, CRAFTSMAN Welder installation guides
User Manual: Craftsman 113207910 113207910 CRAFTSMAN 225 AMP A.C. ARC WELDER - Manuals and Guides View the owners manual for your CRAFTSMAN 225 AMP A.C. ARC WELDER #113207910. Home:Tool Parts:Craftsman Parts:Craftsman 225 AMP A.C. ARC WELDER Manual
Open the PDF directly: View PDF ![]() .
.
Page Count: 8

CAUTION..
Read SAFETY
RULES and
|NSTRUCTION$
carefulJy
MODEL NO.
1!3.207910
i _ /• •: _•_ i: ¸ • i
225 AMP
A. C. ARC WELDER
assembly ®eperating ®repair parts
SEARS, ROEBUCK AND CO., Chicago, IL 60684 U.S.A. and SIMPSONS-SEARS UMITED, Toronto
Part No. 61222 P_inte_l _n u,S. ,.

SAFETY INSTRUCTmONS TO OPERATOR
a. Do not let bare skin or wet clothing come between
the fo lowing combinations:
g. Do not weld in locations close to chlorinated
hydrocarbon vapors coming from degreasing,
cleaning, or spraying operations, The heat of the rays
of the arc can react with solvent vapors to form
phosgene, a highly toxic gas, and other irritating
products.
3. FLAMMABLE AND EXPLOSIVE MATERIALS
Ground Clamp Work Piece Metal Work Table
80 volts exist between these parts
when welder is on!!!
Remove flammable and explosive material at least 35
feet from the welding arc to prevent welding sparks
or molten metal from starting a fire, Keep a charged
type ABC fire extinguisher within easy reach.
Welding on or near containers which hold
combustibles can cause an explosion, even when they
have been cleaned. For information purchase "Safe
Practices for Welding and Cutting Containers that
Have Held Combustibles" (A6.G65) from the
American Welding SocieW AWS, 345 East 47th
Street, New York, New York 10017,
c. When not welding, place the electrode holder where it
Wear dry, hole free, clothing, cap and gloves to is insulated from the ground system. Accidental
protect and insulate the body. grounding can cause overheating of the cables and
b. Take special care to insulate yourself from ground welder, creating a fire hazard.
using dry insulation (such as dry Wood) of adequate d. Never connect the ground cable or clamp to any
size when welding in damp locations, on metal floors object but the work piece or metal work table,
or gratings, and in positions (such as sitting or lying) Con,necting to other ob|ects such as building ground
where parts or large areas of your body can be in can create a fire hazard,
contact with possible grounds. e. Never weld anything on or to the welder cabinet, as a
c. Maintain the electrode holder, ground clamp, welding burn through may cause transformer failure.
cable and welding machine in good, safe operating
condition. 4. PREVENTATIVE MAINTENANCE
d. Do not use welding rod as a cigarette lighter.
2. EYE AND BODY PROTECTION
a. Use helmet, filter, and cover plate complying with
ANSi Z87.1 to protect your eyes and face from
sparks and the rays of the arc when welding or b.
observing open arc welding,
b, Always wear safety goggles with side shields
Never apply power to the welder with any part of the
•;Cabinet!" l"emoved, Position on-off= switch in "Off
position and disconnect power supply at the circuit
breaker or fuse box before doing maintenance work
inside the machine.
Before connecting the we der power cord to the
receptacle, check the following:
I, Inspect the power cord and welding cables for Cuts
or burns and make sure blades and ground pin On
complying-with ANSI Z87,1 when in a welding area,
or when near slag chipping operation.
c, Wear oil free protective garments, such as leather
gloves, heavy shirt, cuffless trousers and high shoes,
d. Protect other near_by personnel with suitable
non-flammable screening,
e, Provide adequate ventilation in the welding area,
particularly when welding on galvanized, lead or
cadmium plated steel, and other metal which produce
toxic fumes.
f. When working above floor level, protect yourself
from a fail should you get a shock, Never wrap the
electrode cable around any part of your body.
the plug are straight.
2, Inspect "'On-Off" switch lever for cracks or broken
parts.
3. Inspec_ electrode holder jaw insulators for cracks
or broken parts.
4. For additional safety information, purchase copies
of "Practice for Occupational and Educational Eye
& Face Protection" (ANSI Z87. I1 and "Safety in
Welding and Cutting" (ANSI Z49,1) from the
American Welding Society or the American
National Standards Institute ANSI, 1430
Broadway, New York, New York 10018.
2
o
i
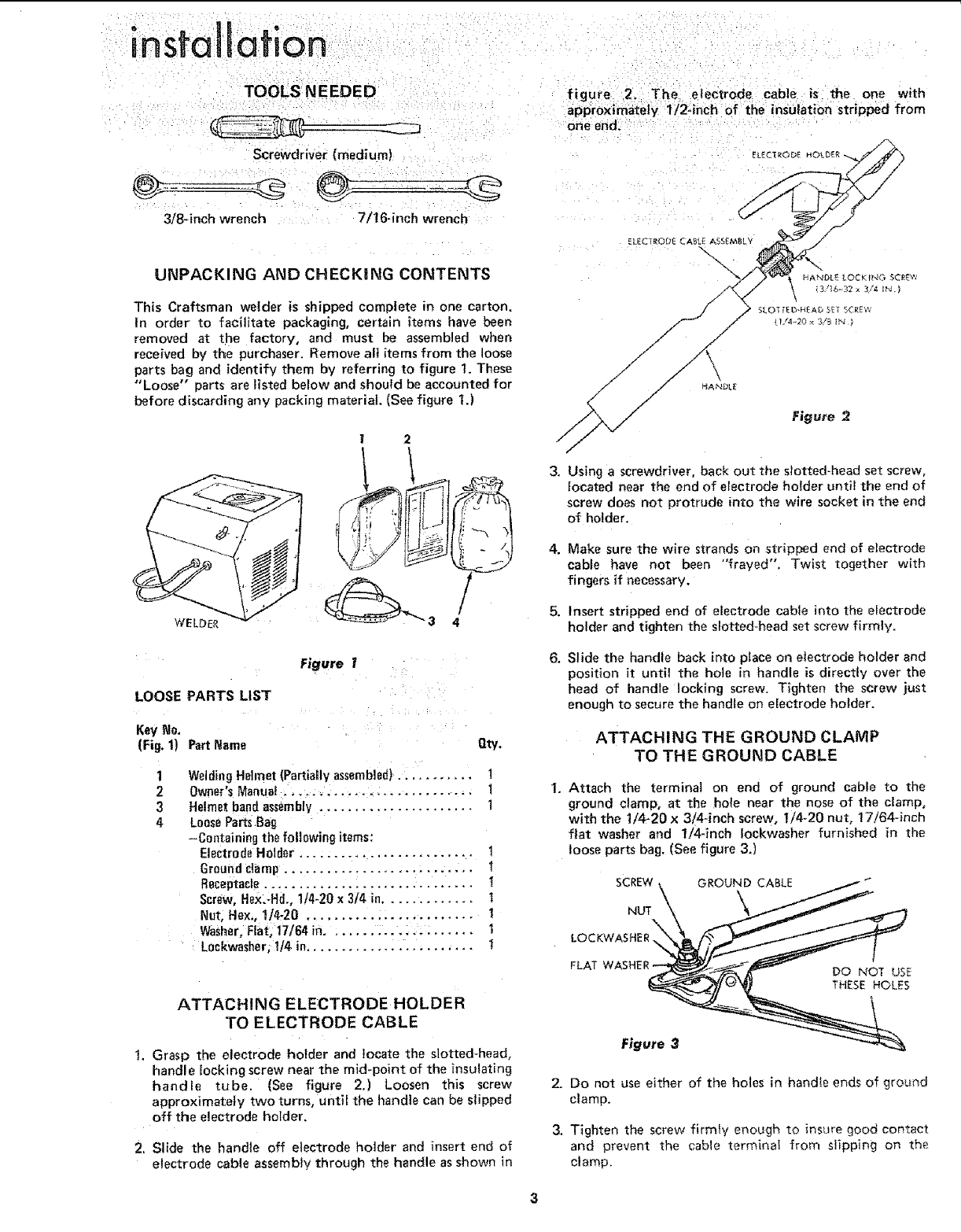
TOOLS NEEDED
Screwdriver [medium)
3!8-inch wrench 7/!6*inch wrench
UNPACKING AND CHECKING CONTENTS
This Craftsman welder is shipped complete in one carton.
In order to facilitate packaging, certain items have been
removed at the factory, and must be assembled when
received by the purchaser. Remove all items from the loose
parts bag and identify them by referring to figure I. These
"'Loose" parts are listed below and should be accounted for
before discarding any packing material. (See figure 1.)
! 2
/
4
LOOSE PARTS LIST
Key No.
(Fig, !) Part I_ame
1
2
3
4
Figure t
Sty.
Welding Helmet {Partially assembled)., i ........ 1
Owner's Manual: ...... ,...... ............... I
Helmet band assembly ...................... 1
Loose Parts Bag
-Containing the following items:
Electrode H01der ... ::.................... 1
Ground c_amp. .................. .... .... 1
Receptacle ............. _....... .. ....... t
Screw, Hex.-Hd., 1/4-20 x 3/4 in............. t
Nut, Hex,, 1/4-26 ........................ t
Washer, Rat, 17/64 in....... :... _/.: ...... I
L0ckwasher, t/4 in........................ I
ATTACHING ELECTRODE HOLDER
TO ELECTRODE CABLE
1. Grasp the electrode holder and locate the slotted-head,
handle iocking screw near the mid-point of the insulating
handle tube. (See figure 2.) Loosen this screw
approximate|,/two turns, until the handle can be slipped
off the electrode holder.
2. Slide the handle off electrode holder and insert end of
electrode cable assembly through the handle as shown in
3.
4.
.
6.
figure 2. The electrode cable is the one with
approx mately 1/2-inch of the insulation stripped from
One end.
Using a screwdriver, back out the stetted-head set screw,
_ocated near the end of electrode holder until the end of
screw does not protrude into the wire socket in the end
of holder.
Make sure the wire strands on stripped end of electrode
cable have not been "fra,/ed', Twist together with
fingers if necessary.
Insert stripped end of electrode cable into the electrode
holder and tighten the slotted-head set screw firmly,
Slide the handle back into place on electrode holder and
position it until the hote in handle is directly over the
head of handle locking screw. Tighten the screw just
enough to secure the handle on electrode holder.
ATTACHING THE GROUND CLAMP
TO THE GROUND CABLE
Attach the terminal on end of ground cable to the
ground clamp, at the hole near the nose of the clamp,
with the 1/4-20 x 3/4-inch screw, !/4-20 nut, 17/64-inch
flat washer and 1!4-inch lockwasher furnished in the
loose parts bag. (See figure 3.)
SCREW
NUT \_,
Figure 3
GROUND CABLE
DO NOT USE
THESE HOLES
2. Do not use either of the holes in hand!e ends of ground
clamp.
3. Tighten the screw firml,/ enough to insure good contact
and prevent the cable termina! from s!ipping on the
clamp.
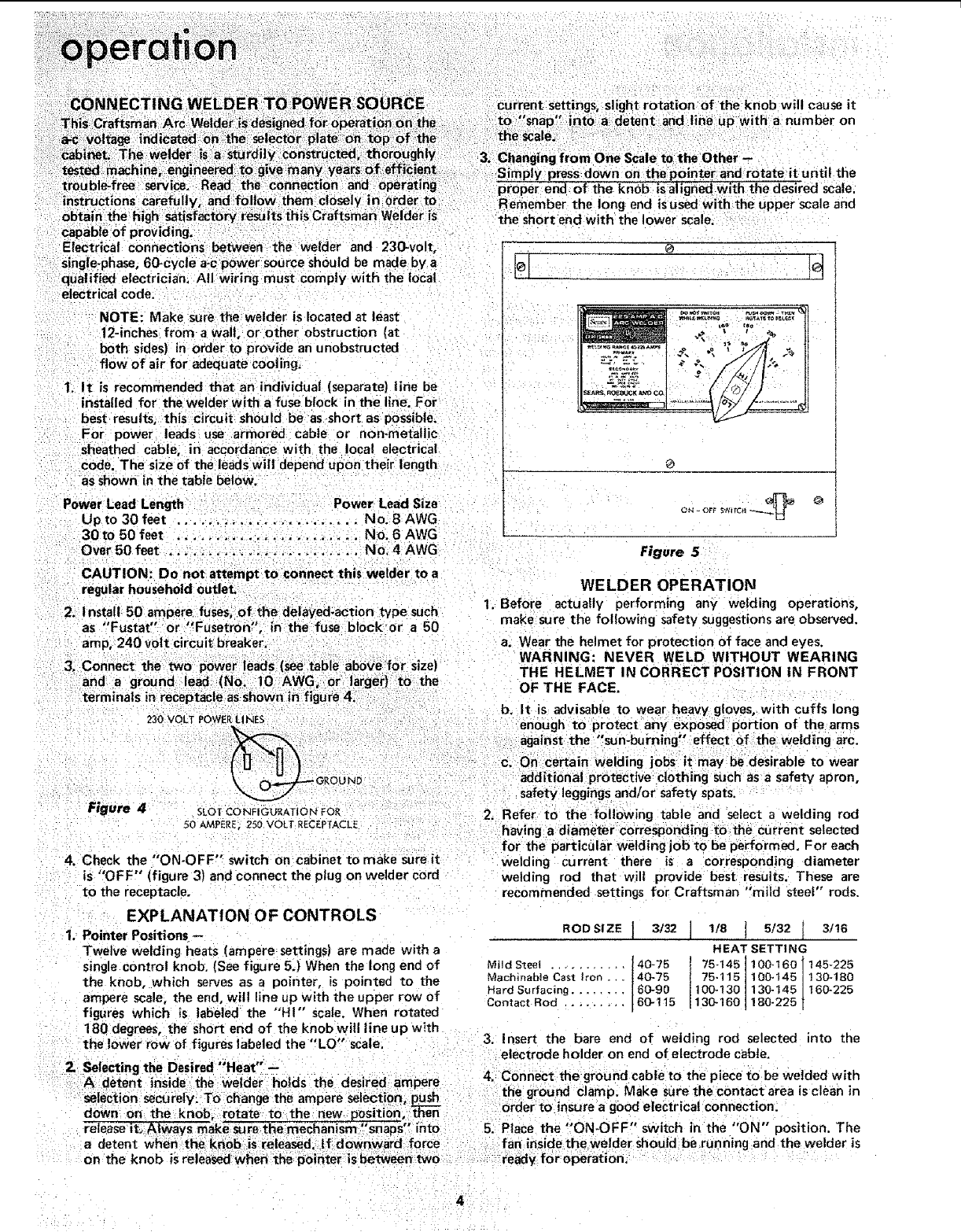
current settings, slight rotation of the knob will cause it
to "snap" into a detent and line up with a number on
the scale=
from One Scale rotate it until the
the long end
the short end with the lower scale.
Electrical connections between the welder and 230-volt,
single-phase,60-Cycle a-c power source should be made by a
qualified electrician, A!l wiring must comply with the local
electrical code.
NOTE: Make sure the welder is located at least i
12-inches from a walt. or other obstruction (at
both sides) in order to provide an unobstructed
flow of air for adequate cooling.
I. It is recommended that an individual (separate) line be
installed for thewelderwith a fuse block in the line. For
best results, this circuit should be as short as possible.
For power leads use armored cable or non-metallic
sheathed cable, in accordance with the local electrical
code. The size of the leads wilt depend upon their length
as shown in the table below,
Power Lead Length -Power Lead Size
Upto 30 feet ....................... No.8 AWG
30to 50 feet ......................... No. 6 AWG
Over 50 feet .......................... No. 4 AWG
4. Check the "ON-OFF" switch on cabinet to make sure it
is "OFF" [figure 3] and connect the plug on welder cord
to the receptacle.
EXPLANATION OF CONTROLS
1. Pointer Positions --
Twelve welding heats (ampere settings) are made with a
single control knob. [See figure 5.) When the long end of
the knob, which serves as apointer, is pointed to the
ampere scale, the end, wilt line up with the upper row of
figures which is labeled the "'HI" scale. When rotated
180 degrees, the short end of the knob will line up with
the lower row of figures labeled the "LO" scale.
Q
Figure 5
CAUTION: Do not attempt to connect this welder to a
regular household outlet. WELDER OPERATION
Install 50 ampere fuses, of the delayed.action type such 1. Before actually performing any welding operations,
as "Fustat" or "Fusetron", in the fuse block or a 50 make:sure the following safety suggestions are observed.
amp, 240 volt circuit breaker, a. Wear the helmet for protection Of face and eyes.
WARN NG
Connect the two p0wer leeds (see table above for size) : NEVER WELD WITHOUT WEARING
THE HELMET IN CORRECT POSITION IN FRONT
and a ground lead (No, 10 AWG, 0r larger)to the
terminals in receptacle as shown in figure 4 : OF THE FACE.
b. It is advisable to wear heavy gloves, with cuffs long
230 VOLT POW_I_ L! NES enough to protect any exposed portion of the arms
• : :: against the "sun-burning" effect Of the welding arc.
(D "113 : : €_ On certain welding jobs it may be desirable to wear
C-_._-.-OROUND ;additional protective Clothing such as asafety apron,
safety leggings and/or safety spats.
Figure 4SLOTCONFIGURATION FOP, 2. Refer to the following table and select awelding rod
50 AMPERE,250 VOLT RECEPTACLE having adiameter corresponding to the current selected
for the particular welding job to be performed. For each
welding current there is a corresponding diameter
welding rod that will provide best results. These are
recommended settings for Craftsman "mild steel" rods.
ROD SIZE 13/32 ] t/8 l5132 I3/16
HEAT SETTING
Mild Steel .......... 40-75 75-145 100-160 145-225
Machinable Cast iron ... 40-75 75-115 100-t45 130-180
Hard Surfacing ....... 60-90 t00-130 130-145 160-225
Contact Rod ........ 60-115 130-160 !80-225
3. Insert the bare end of welding rod selected into the
electrode holder on end of electrode cable,
Z Selecting the Desired "'Heat" --
A detent inside the welder holds the desired ampere 4. Connect the ground cable to the piece tobe welded with
selection securely. To change the ampere selection, push the ground clamp. Make sure the contact area is clean in
down on the knob. rotate to the new position; :_ order to insure a good electrical connection.
release it, A!ways make sure the mechanism ,snaPs"into 5. Place the "ON-OFF" switch in the "ON" position. The
a detent when the knob is released. If downward force fan inside the welder should be.running and the welder is
on the knob iS released when the pointer is between two ready for operation.
4
trouble shooting
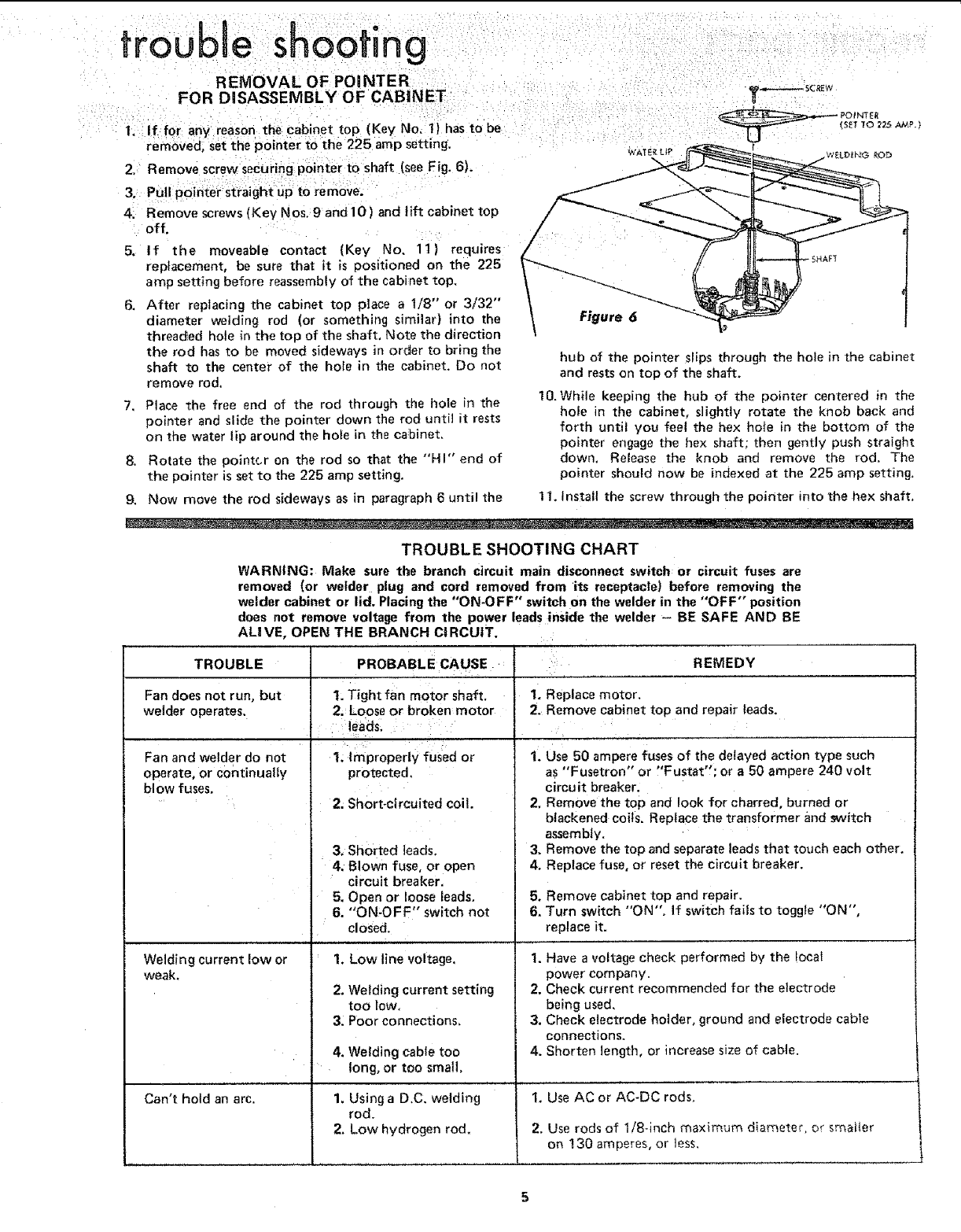
REMOVAL OF POI NTER
FOR DmSASSEMBLY OF CABINET
I, If for any reason the cabinet top (Key No. 1) has to be
removed, set the pointer to the 225 amp setting.
2. Remove screw securing pointer to shaft (see Fig. 6).
3. Pull pointer straight up to remove.
4. Remove screws {Key Nos. 9 and 10 } and lift cabinet top
off.
5. If the moveable contact {Key No, 11) requires
replacement, be sure that it is positioned on the 225
amp setting before reassembly of the cabinet top.
6. After reptacina the cabinet top place a t/8" or 3/32"
diameter welding rod (or something similar) into the
threaded hole in the top of the shaft. Note the direction
the rod has to be moved sideways in order to bring the
shaft to the center of the hole in the cabinet. Do not
remove rod.
7, Place the free end of the rod through the hole in the
pointer and slide the pointer down the rod untN it rests
on the water lip around the hole in the cabinet.
8. Rotate the point_,,r on the rod so that the "HI" end of
the pointer is set to the 225 amp setting.
9. Now move the rod sideways as in paragraph 6 until the
IFigure 6
hub of the pointer slips through the hole in the cabinet
and rests on top of the shaft.
!0. While keeping the hub of the pointer centered in the
hole in the cabinet, slightly rotate the knob back and
forth until you feel the hex hole in the bottom of the
pointer engage the hex shaft; then gently push straight
down, Release the knob and remove the rod, The
pointer should now be indexed at the 225 amp setting,
11. Install the screw through the pointer into the hex shaft,
i.......
TROUBLE SHOOTING CHART
WARNING: Make sure the branch circuit main disconnect switch or circuit fuses are
removed (or welder plug and cord removed from its receptacle) before removing the
welder cabinet or lid. Placing the "ON-OFF" switch on the welder in the "OFF" position
does not remove voltage from the power leads inside the welder -BE SAFE AND BE
ALIVE, OPEN THE BRANCH CIRCUIT.
PROBABLE CAUSE
1: Tight fan motor shaft,
2, Loose or broken motor
leads_
1iImproperlyfU ed
protected.
2. Short-clrcuited coil.
TROUBLE
Fan does not run, but
welder operates,
5°
6.
..... ,,, ,
:I.
2.
3.
I 4,
Fan and welder do not
operate, or c0ntinualiy
blow fuses.
Welding current low or
weak.
Can't hold an arc.
3, Shorted leads.
4. Blown fuse, or open
circuit breaker,
Open or loose leads,
"ON-OFF" switch not
closed.
Low line voltage.
Welding current setting
too low.
Poor connections.
Welding cable too
tong, or too small,
1,
2.
REMEDY
I. Replace motor.
2. Remove cabinet top and repair leads.
_, , ,,
I. Use 50 ampere fuses of the delayed action type such
as "Fusetron" or ,Fustat"; or a 50 ampere 240 volt
circuit breaker,
2. Rem0ve the top and look for charred, burned or
blackened coils, Replace the transformer and switch
assembly.
3, Remove the top and separate leads that touch each other.
4. Replace fuse, or reset the circuit breaker.
5. Remove cabinet top and repair.
6. Turn switch "ON", If switch fails to toggle "ON",
replace it,
I. Have a voltage check performed by the !ocal
power company.
2. Check current recommended for the electrode
being used,
3. Check electrode holder, ground and electrode cable
connections.
4. Shorten length, or increase size of cable.
Using a D.C, welding 1, Use AC or AC-DC rods,
rod.
Low hydrogen rod. 2, Use rods of 1!Sqnch maximum diameter, or smaller
on t30 amperes, or less,
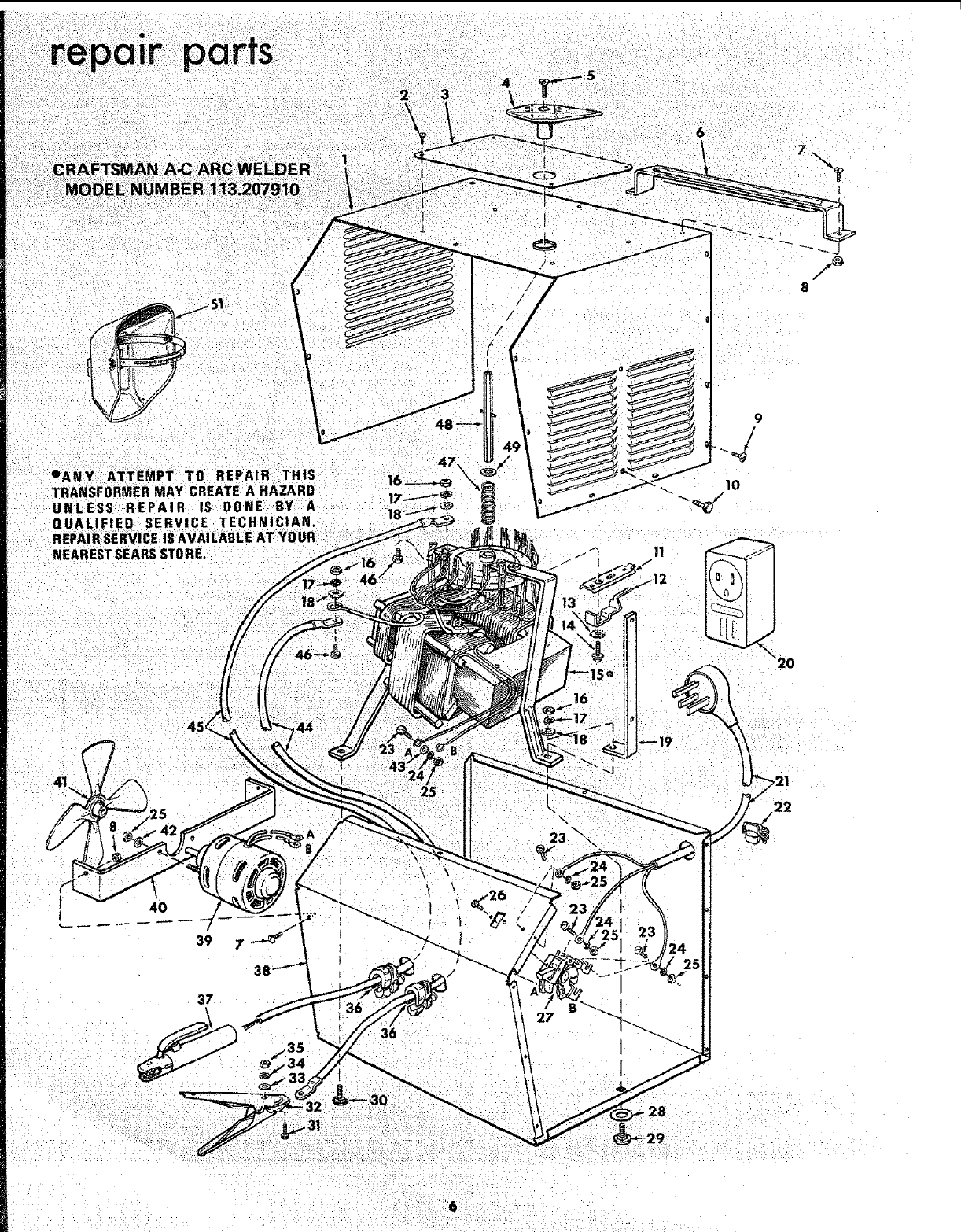
parts
• i ¸ // •
CRAFTSMAN A_ ARC WELDER
': _MODEI_NUMBER 1!3.207910
51
47\
eANY ATTEMPT TO REPAIR THIS 16_
TRANSFORMER MAY CREATE A HAZARD
UNLESS REPAIR IS DONE BY A
QUALIFIED SERVICE TECHNICIAN.
REPAIR SERVICE IS
NEARESTSEARS STORE.
9
10
41
\
37
\[ \\ <26
]
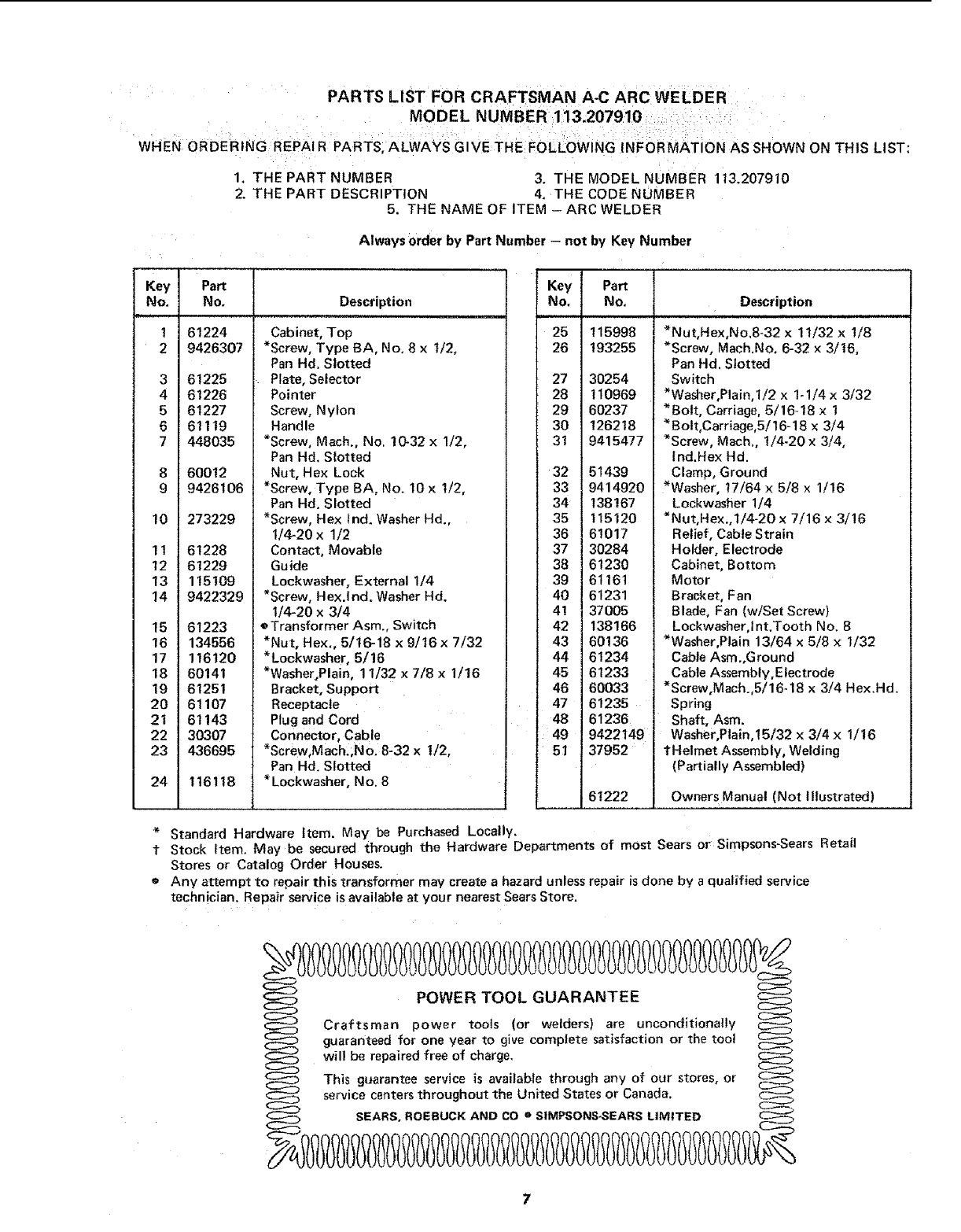
PARTS LIST FOR CRAFTSMAN A-C ARC WELDER
MODEL NUMBER 113.207910
WHEN ORDERING REPAIR PARTS. ALWAYS GIVE THE FOLLOWING INFORMATION AS SHOWN ON THIS LIST:
1. THE PART NUMBER 3. THE MODEL NUMBER 113.207910
2. THE PART DESCRIPTION 4. THE CODE NUMBER
5. THE NAME OF ITEM ARC WELDER
Always order by Part Number -not by Key Number
Key Part
No. No.
3
4
5
6
7
10
11
12
13
14
61224
9426307
61225
61226
61227
61119
448035
60012
9426106
273229
61228
61229
115109
9422329
15 61223
16 134556
17 116120
18 60141
19 61251
20 61107
2t 61143
22 30307
23 436695
24 116118
Description
Cabinet, Top
*Screw, Type BA, No, 8 x t/2,
Pan Hd. Slotted
i Plate, Selector
Pointer
Screw, Nylon
Handle
*Screw, Mach., No. 10-32 x 1/2,
Pan Hd. Slotted
Nut, Hex Lock
*Screw, Type BA, No. t0 x 1/2,
Pan Hd. Slotted
*Screw, Hex ind. Washer Hd.,
1/4-20 x 1/2
Contact, Movable
Guide
Lockwasher, External 1/4
*Screw, Hex.lnd. Washer Hd.
I/4-20 x 3/4
e Transformer Asm., Switch
*Nut, Hex., 5/16-18 x 9/16 x 7/32
*Lockwasher, 5/16
*Washer,Plain, 11/32 x 7/8 x 1/t6
Bracket, Support
Receptacle
Plug and Cord
Connector, Cable
*Screw,MachO,No. 8-32 x !/2,
Pan Hd. Slotted
*Lockwasher, N o. 8
Key Part
No, No,
25 115998
26 193255
27 30254
28 110969
29 60237
30 126218
31 9415477
32 51439
33 9414920
34 138167
35 115120
36 61017
37 30284
38 61230
39 61161
40 61231
41 37005
42 138166
43 60136
44 61234
45 61233
46 60033
47 61235
48 61236
49 9422149
51 37952
61222
Description
_Nut,Hex,No,8-32 x 11/32 x !/8
*Screw, Mach.No, 6-32 × 3/t6,
Pan Hd, Slotted
Switch
*Washer,Plain, I/2 x 1-1/4 x 3/32
*Bolt, Carriage, 5/16-18 x1
*Bolt,Carriage,5/16-18 x 3/4
*Screw, Mach., 1/4-20 x 3/4,
lnd.Hex Hd.
Clamp, Ground
*Washer, t7/64 x 5/8 x 1/!6
Lockwasher 1/4
*Nut, Hex.,1/4-20 x 7/16 x 3/!6
Relief, Cable Strain
Holder, Electrode
Cabinet, Bottom
Motor
Bracket, Fan
Blade° Fan (w/Set Screw)
Lockwasher, int.Tooth No. B
*Washer,Plain 13/64 x 5/8 x t/32
Cable Asm.,Ground
Cable Assembly,Electrode
*Screw,Maeh.,5/16-18 x 3/4 Hex.Hd.
Spring
Shaft, Asm.
Washer,Plain, 15/32 x 3/4 x 1/16
-i-Helmet Assembly, Welding
{Partially Assembled)
Owners Manual (Not Illustrated)
*Standard Hardware Item. May be Purchased Locally.
t Stock Item. May be secured through the Hardware Departments of most Sears or Simpsens-Sears Retail
Stores or Catalog Order Houses.
o Any attempt to repair this transformer may create ahazard unless repair is done by a qualified service
technician, Repair service is available at your nearest Sears Store.
Craftsman power tools (or welders) are unconditionally
guaranteed for one year to give complete satisfaction or the tool
will be repaired free of charge,
This guarantee service is available through any of our stores, or
service centers throughout the United States or Canada.
SEARS, ROEBUCK AND CO • SIMPSONS-SEARS LIMITED

l Sears
o_er$
manual
Sears
SER VICE
is at
YOUR
SERVICE
wherever YOU
live or move
in the U.S.A.
How to ORDER Repair Parts
The Model Number will be found on the selector plate attached
to the top of the welder cabinet. Always mention the Model
Number when requesting service or repair parts for your ARC
WELDER.
All parts listed herein may be ordered through SEARS,
ROEBUCK AND CO. or SIMPSONS-SEARS LIMITED. When
ordering parts by mail, selling prices will be furnished on
request or parts will be shipped at prevailing prices and you wil!
be billed accordingly.
WHEN ORDERING REPAIR PARTS, ALWAYS GIVE THE
FOLLOWING INFORMATION AS SHOWN IN THIS LIST.
1. The PART NUMBER
2. The PART DESCRIPTION
3. The MODEL NUMBER 113.207910
4. The CODE NUMBER
5. The NAME of ITEM - ARC WELDER
Your Sears merchandise takes on added value when you
discover that Sears has over 2,000 Service Units through out the
country. Each is staffed by Sears-trained, professional
technicians using Sears approved parts and methods.
SEARS, ROEBUCK AN D CO:; :ChiCago, IL 60684 U.S.A; and SIMPSONS-SEARS LIMITED, Toronto
Part No. 61222 Form No. SP3775-3 Printed in U.S.A. 5/74
