Craftsman 351217150 User Manual LATHE Manuals And Guides L0707002
CRAFTSMAN Lathe Manual L0707002 CRAFTSMAN Lathe Owner's Manual, CRAFTSMAN Lathe installation guides
User Manual: Craftsman 351217150 351217150 CRAFTSMAN LATHE - Manuals and Guides View the owners manual for your CRAFTSMAN LATHE #351217150. Home:Tool Parts:Craftsman Parts:Craftsman LATHE Manual
Open the PDF directly: View PDF ![]() .
.
Page Count: 52
Operator's Manual
Variable Speed
WOOD LATHE
Model No.
351.21 7150
CAUTION:
Read and follow all Safety
Rules and Operating
Instructions before First
Use of this Product. Keep
this manual with tool.
Sears, Roebuck and Co., Hoffman Estates, IL 60179 U.S.A.
www.sears.com/craftsman
18062.01 Draft (04/12/05)
Warranty ......................................... 2
Safety Rules .................................... 2-3
Unpacking ....................................... 3
Assembly ........................................ 4
Installation ...................................... 4-6
Operation ..................................... 6-20
Maintenance .................................. 20-21
Troubleshooting .................................. 22
Parts Illustration and List ........................ 24-27
Espa_ol ...................................... 28-51
FULL ONE YEAR WARRANTY ON CRAFTSMAN
VARIABLE SPEED WOOD LATHE
If this Craftsman wood lathe fails to give complete satisfaction
within one full year from the date of purchase, return it to the
nearest Sears Service Center in the United States and Sears
will repair it free of charge.
Warranty service is available by contacting Sears in-home major
brand repair service. This warranty gives you specific legal rights
and you may also have other rights which vary from state to state.
If this wood lathe is used for commercial purposes, this war-
ranty applies for only 90 days from the date of purchase.
Sears, Roebuck and Co., Dept. 817 WA, Hoffman Estates, IL
60179
CAUTION: Always follow proper operating procedures as
defined in this manual -- even if you are familiar with use of
this or similar tools. Remember that being careless for even a
fraction of a second can result in severe personal injury.
BE PREPARED FOR JOB
• Wear proper apparel. Do not wear loose clothing, gloves,
neckties, rings, bracelets or other jewelry which may get
caught in moving parts of machine.
• Wear protective hair covering to contain long hair.
• Wear safety shoes with non-slip soles.
• Wear safety glasses complying with United States ANSI
Z87.1. Everyday glasses have only impact resistant lenses.
They are NOT safety glasses.
• Wear face mask or dust mask if operation is dusty.
Be alert and think clearly. Never operate power tools when
tired, intoxicated or when taking medications that cause
drowsiness.
PREPARE WORK AREA FOR JOB
Keep work area clean. Cluttered work areas invite accidents.
Do not use power tools in dangerous environments. Do not
use power tools in damp or wet locations. Do not expose
power tools to rain.
• Work area should be properly lighted.
Keep visitors at a safe distance from work area.
Keep children out of workplace. Make workshop childproof.
Use padlocks, master switches or remove switch keys to
prevent any unintentional use of power tools.
© Sears, Roebuck and Co. 2
Keep power cords from coming in contact with sharp
objects, oil, grease, and hot surfaces.
TOOL SHOULD BE MAINTAINED
Always unplug tool prior to inspection.
Consult manual for specific maintaining and adjusting pro-
cedures.
Keep tool lubricated and clean for safest operation.
Keep all parts in working order. Check to determine that
the guard or other parts will operate properly and perform
their intended function.
Check for damaged parts. Check for alignment of moving
parts, binding, breakage, mounting and any other condition
that may affect a tool's operation.
A guard or other part that is damaged should be properly
repaired or replaced. Do not perform makeshift repairs.
(Use parts list provided to order replacement parts.)
Never adjust attachments while running. Disconnect power
to avoid accidental start-up.
Have damaged or worn power cords replaced immediately.
Keep cutting tools sharp for efficient and safest operation.
KNOW HOW TO USE TOOL
Use right tool for job. Do not force tool or attachment to do
a job for which it was not designed.
Disconnect tool when changing attachments.
Avoid accidental start-up. Make sure that the tool is in the
"off" position before plugging in, turning on safety discon-
nect or activating breakers.
Do not force tool. It will work most efficiently at the rate for
which it was designed.
Keep hands away from chuck, centers and other moving parts.
Never leave tool running unattended. Turn the power off
and do not leave tool until it comes to a complete stop.
Do not overreach. Keep proper footing and balance.
Never stand on tool. Serious injury could occur if tool is
tipped or if centers are unintentionally contacted.
Know your tool. Learn the tool's operation, application and
specific limitations.
Handle workpiece correctly. Mount firmly in holding
devices. Protect hands from possible injury.
Turn machine off if workpiece splits or becomes loose.
Use cutting tools as recommended in "Operation."
WARNING: For your own safety, do not operate your wood
lathe until it is completely assembled and installed according to
instructions.
PROTECTION: EYES, HANDS, FACE, BODY, EARS
If any part of your lathe is missing, malfunctioning, or has
been damaged or broken, cease operating immediately
until the particular part is properly repaired or replaced.
Wear safety goggles that comply with United States ANSI
Z87.1 and a face shield or dust mask if operation is dusty.
Wear ear plugs or muffs during extended periods of operation.
Small loose pieces of wood or other objects that contact a
spinning workpiece can be propelled at very high speed.
This can be avoided by keeping the lathe clean.
Never turn the lathe ON before clearing the bed, head and
tailstock of all tools, wood scraps, etc., except the workpiece
and related support devices for the operation planned.
Never place your face or body in line with the chuck or
faceplate.

• Neverplaceyourfingersorhandsinpathofcuttingtools.
• Neverreachinbackoftheworkpiecewitheitherhandto
supportthepiece,removewoodscraps,orforanyother
reason.Avoidawkwardoperationsandhandpositions
whereasuddenslipcouldcausefingersorhandtomove
intoaspinningworkpiece.
• ShutthelatheOFFanddisconnectpowersourcewhen
removingthefaceplate,changingthecenter,addingor
removinganauxiliarydevice,ormakingadjustments.
• Turnkeylockswitchto"off"andremovekeywhentoolis
notinuse.
Iftheworkpiecesplitsorisdamagedinanyway,turnlathe
OFFandremovetheworkpiecefromtheholders.Discard
damagedworkpieceandstartwithanewpieceofwood.
• Useextracarewhenturningwoodwithtwistedgrainor
woodthatistwistedorbowed-- itmaycutunevenlyor
wobbleexcessively.
KNOWYOURCUTTINGTOOLS
• Dull,gummy,improperlysharpenedorsetcuttingtoolscan
causevibrationandchatterduringcuttingoperations.
Minimizepotentialinjurybypropercareoftoolsandregu-
larmachinemaintenance.
THINKSAFETY
Safetyisacombinationofoperatorcommonsenseandalert-
nessatalltimeswhenthelatheisbeingused.
Foryourownsafety,readallrulesandprecautionsinthe
operator'smanualbeforeusingthistool.
Foreye protection, wear safety glasses complying with
United States ANSI Z87.1.
• Do not wear loose clothing, gloves, neckties, rings,
bracelets or other jewelry that could get caught in moving
parts of machine or workpiece. Wear protective hair cover-
ing to contain long hair.
• Tighten all clamps, fixtures and tailstock before applying
power. Check to make sure that all tools and wrenches
have been removed.
• With switch off, rotate workpiece by hand to make sure
that there is adequate clearance. Start the machine on
lowest speed setting to verify that the workpiece is secure.
For large pieces, create a rough shape on another piece of
equipment before installing on faceplate.
• Do not mount any workpieces that have splits or knots.
Remove any center from spindle when using an outboard
device for auxiliary turning.
• Never attempt to remount afaceplate turning to the face-
plate for any reason.
• Never attempt to remount a between-centers turning if the
original centers on the turning have been altered or removed.
• When remounting a between-centers turning that has non-
altered original centers, make sure that the speed is at the
lowest setting for start-up.
• Use extra caution when mounting a between-centers turn-
ing to the faceplate, or a faceplate turning to between-cen-
ters, for secondary operations. Make sure that the speed is
at the lowest setting for start-up.
• Never perform any operation with this lathe where the
workpiece is hand-held. Do not mount a reamer, milling
cutter, drill bit, wire wheel or buffing wheel to the head-
stock spindle.
When hand-sanding faceplate or between-centers mount-
ed workpieces, complete all sanding BEFORE removing
the workpiece from the lathe.
Never run the spindle in the wrong direction. The cutting
tool could be pulled from your hands. The workpiece
should always turn towards the operator.
For spindle turning, ALWAYS position the tool rest above the
centerline of the workpiece and spindle (approximately W').
Use the drill chuck accessory in the tail stock only. Do not
mount any drill bit that extends more than 6" beyond chuck
jaws.
CAUTION: Follow safety instructions that appear on the
headstock assembly for your lathe.
Refer to Figure 1.
Check for shipping damage. If damage has occurred, a claim
must be filed with carrier. Check for completeness.
Immediately report missing parts to dealer.
Your wood lathe is shipped complete in one carton and includes
a motor. Separate all parts from packing materials and check
each one with the unpacking list to make certain all items are
accounted for before discarding any packing material.
If any parts are missing, do not attempt to assemble the lathe,
plug in the power cord, or turn the switch on until the missing
parts are obtained and properly installed.
A Headstock Assembly
B Bed
C Tailstock Assembly
D Tool Rest Base Assembly
E Handle
F 12" Tool Rest
G 6" Tool Rest
H 4" Face Plate
I Spur Center
Parts Bag (Not Shown)
I H E
Figure 1 - Unpacking
IMPORTANT: The bed is coated with a protectant. To ensure
proper fit and operation, remove coating. Coating is easily
removed with mild solvents, such as mineral spirits, and a soft
cloth. Avoid getting cleaning solution on paint or any of the
rubber or plastic parts. Solvents may deteriorate these finish-
es. Use soap and water on paint, plastic or rubber compo-
nents. Wipe all parts thoroughly with a clean dry cloth. Apply
paste wax to the bed.
RefertoFigures2- 6.
CAUTION:Donotattemptassemblyifpartsaremissing.
Usethismanualtoorderreplacementparts.
Removeallcomponentsfromtheshippingcartonandverify
againstthepartslistonpage3.Cleaneachcomponentand
removeshippingpreservatives(coatings)asrequired.
• Afterselectinganappropriatebench,table,orlathestand,set
thebedtowardsthefrontandtheleftside.
• Turnbedonitssidewiththebottomofthebedfacing
towardsyouandwiththeheadstockendofthebedonthe
leftside.
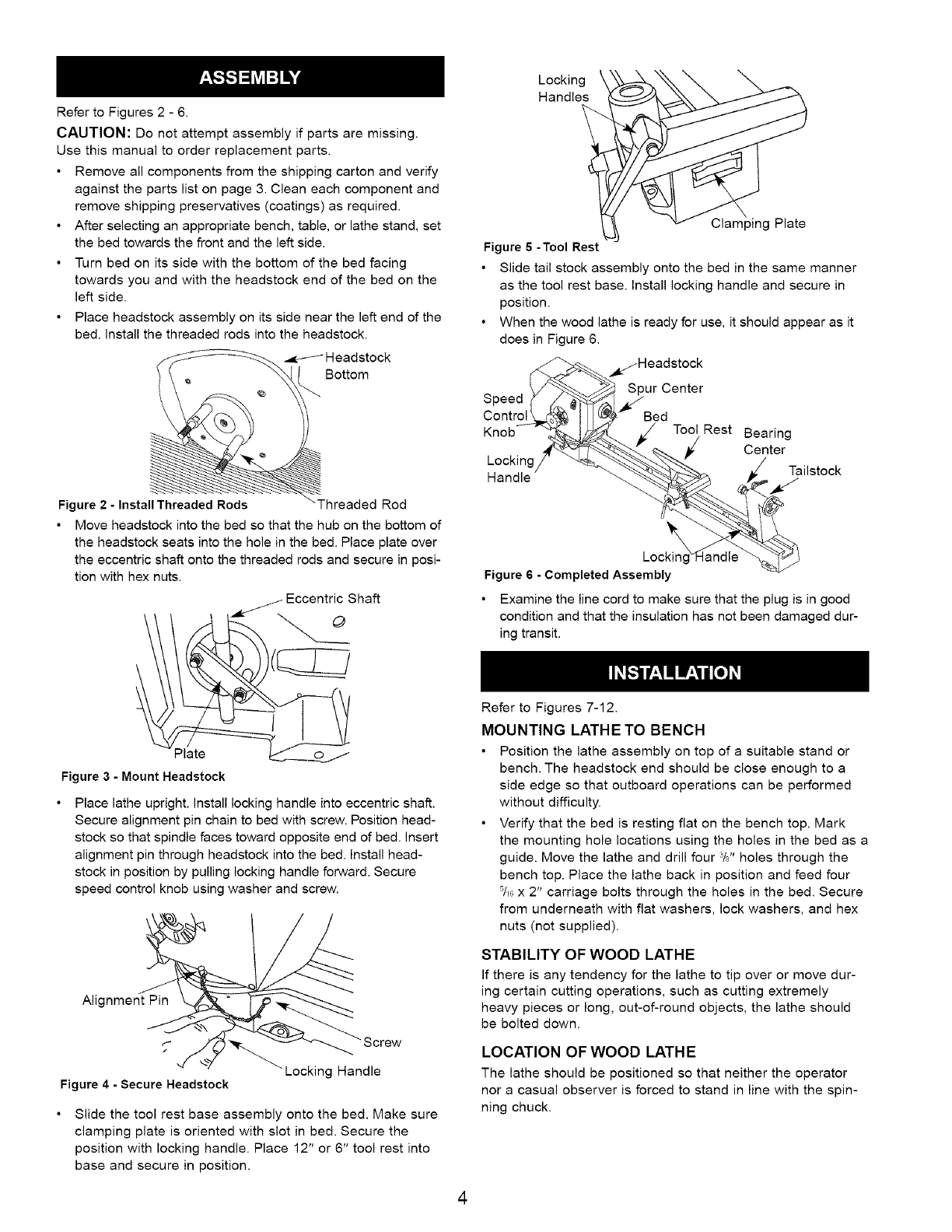
Placeheadstockassemblyonitssideneartheleftendofthe
bed.installthethreadedrodsintotheheadstock.
Headstock
Bottom
Locking
Handles
ClampingPlate
Figure 6-Tool Rest
•Slide tail stock assembly onto the bed in the same manner
as the tool rest base. Install locking handle and secure in
position.
• When the wood lathe is ready for use, it should appear as it
does in Figure 6.
_Headstock
Spur Center
Speed
Control Bed
Knob Tool Rest Bearing
Center
Tailstock
Handle
Figure 2 -Install Threaded Rods "Threaded Rod
Move headstock into the bed so that the hub on the bottom of
the headstock seats into the hole in the bed. Place plate over
the eccentric shaft onto the threaded rods and secure in posi-
tion with hex nuts.
//- Eccentric Shaft
Plate ______
Figure 3 - Mount Headstock
Place lathe upright, install locking handle into eccentric shaft.
Secure alignment pin chain to bed with screw. Position head-
stock so that spindle faces toward opposite end of bed. Insert
alignment pin through headstock into the bed. Install head-
stock in position by pulling locking handle forward. Secure
speed control knob using washer and screw.
\
Locking
Figure 6 - Completed Assembly
• Examine the line cord to make sure that the plug is in good
condition and that the insulation has not been damaged dur-
ing transit.
Refer to Figures 7-12.
MOUNTING LATHE TO BENCH
• Position the lathe assembly on top of a suitable stand or
bench. The headstock end should be close enough to a
side edge so that outboard operations can be performed
without difficulty.
• Verify that the bed is resting flat on the bench top. Mark
the mounting hole locations using the holes in the bed as a
guide. Move the lathe and drill four 3/8"holes through the
bench top. Place the lathe back in position and feed four
5/_Gx 2" carriage bolts through the holes in the bed. Secure
from underneath with flat washers, lock washers, and hex
nuts (not supplied).
Alignment Pin
Figure 4-Secure Headstock
Locking Handle
Slide the tool rest base assembly onto the bed. Make sure
clamping plate is oriented with slot in bed. Secure the
position with locking handle. Place 12" or 6" tool rest into
base and secure in position.
STABILITY OF WOOD LATHE
If there is any tendency for the lathe to tip over or move dur-
ing certain cutting operations, such as cutting extremely
heavy pieces or long, out-of-round objects, the lathe should
be bolted down.
LOCATION OF WOOD LATHE
The lathe should be positioned so that neither the operator
nor a casual observer is forced to stand in line with the spin-
ning chuck.
4
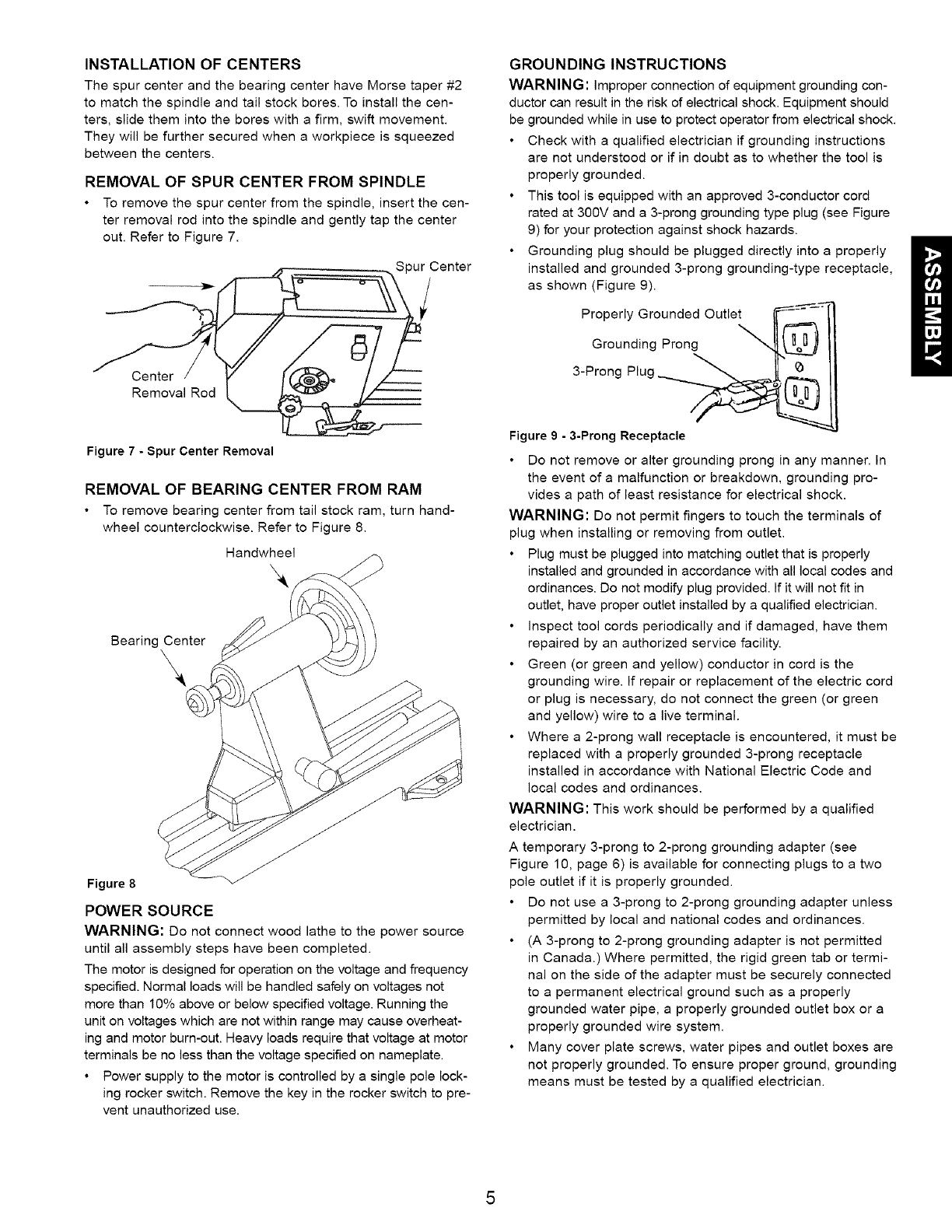
INSTALLATION OF CENTERS
The spur center and the bearing center have Morse taper #2
to match the spindle and tail stock bores. To install the cen-
ters, slide them into the bores with a firm, swift movement.
They will be further secured when aworkpiece is squeezed
between the centers.
REMOVAL OF SPUR CENTER FROM SPINDLE
•To remove the spur center from the spindle, insert the cen-
ter removal rod into the spindle and gently tap the center
out. Refer to Figure 7.
Spur Center
Center
Removal Rod
Figure 7 - Spur Center Removal
REMOVAL OF BEARING CENTER FROM RAM
• To remove bearing center from tail stock ram, turn hand-
wheel counterclockwise. Refer to Figure 8.
Handwheel
Bearing Center
\
Figure 8
POWER SOURCE
WARNING: Do not connect wood lathe to the power source
until all assembly steps have been completed.
The motor is designed for operation on the voltage and frequency
specified. Normal loads will be handled safely on voltages not
more than 10% above or below specified voltage. Running the
unit on voltages which are not within range may cause overheat-
ing and motor burn-out. Heavy loads require that voltage at motor
terminals be no less than the voltage specified on nameplate.
• Power supply to the motor is controlled by a single pole lock-
ing rocker switch. Remove the key in the rocker switch to pre-
vent unauthorized use.
GROUNDING INSTRUCTIONS
WARNING: improper connection of equipment grounding con-
ductor can result in the risk of electrical shock. Equipment should
be grounded while in use to protect operator from electrical shock.
Check with a qualified electrician if grounding instructions
are not understood or if in doubt as to whether the tool is
properly grounded.
This tool is equipped with an approved 3-conductor cord
rated at 300V and a 3-prong grounding type plug (see Figure
9) for your protection against shock hazards.
Grounding plug should be plugged directly into a properly N
installed and grounded 3-prong grounding-type receptacle,
as shown (Figure 9).
Properly Grounded Outlet
Grounding Prong
3-Prong Plug
Figure 9 - 3-Prong Receptacle
Do not remove or alter grounding prong in any manner. In
the event of a malfunction or breakdown, grounding pro-
vides a path of least resistance for electrical shock.
WARNING: Do not permit fingers to touch the terminals of
plug when installing or removing from outlet.
Plug must be plugged into matching outlet that is properly
installed and grounded in accordance with all local codes and
ordinances. Do not modify plug provided. If it will not fit in
outlet, have proper outlet installed by aqualified electrician.
inspect tool cords periodically and if damaged, have them
repaired by an authorized service facility.
Green (or green and yellow) conductor in cord is the
grounding wire. If repair or replacement of the electric cord
or plug is necessary, do not connect the green (or green
and yellow) wire to a live terminal.
Where a 2-prong wall receptacle is encountered, it must be
replaced with a properly grounded 3-prong receptacle
installed in accordance with National Electric Code and
local codes and ordinances.
WARNING: This work should be performed by a qualified
electrician.
A temporary 3-prong to 2-prong grounding adapter (see
Figure 10, page 6) is available for connecting plugs to a two
pole outlet if it is properly grounded.
Do not use a 3-prong to 2-prong grounding adapter unless
permitted by local and national codes and ordinances.
(A 3-prong to 2-prong grounding adapter is not permitted
in Canada.) Where permitted, the rigid green tab or termi-
nal on the side of the adapter must be securely connected
to a permanent electrical ground such as a properly
grounded water pipe, a properly grounded outlet box or a
properly grounded wire system.
Many cover plate screws, water pipes and outlet boxes are
not properly grounded. To ensure proper ground, grounding
means must be tested by a qualified electrician.
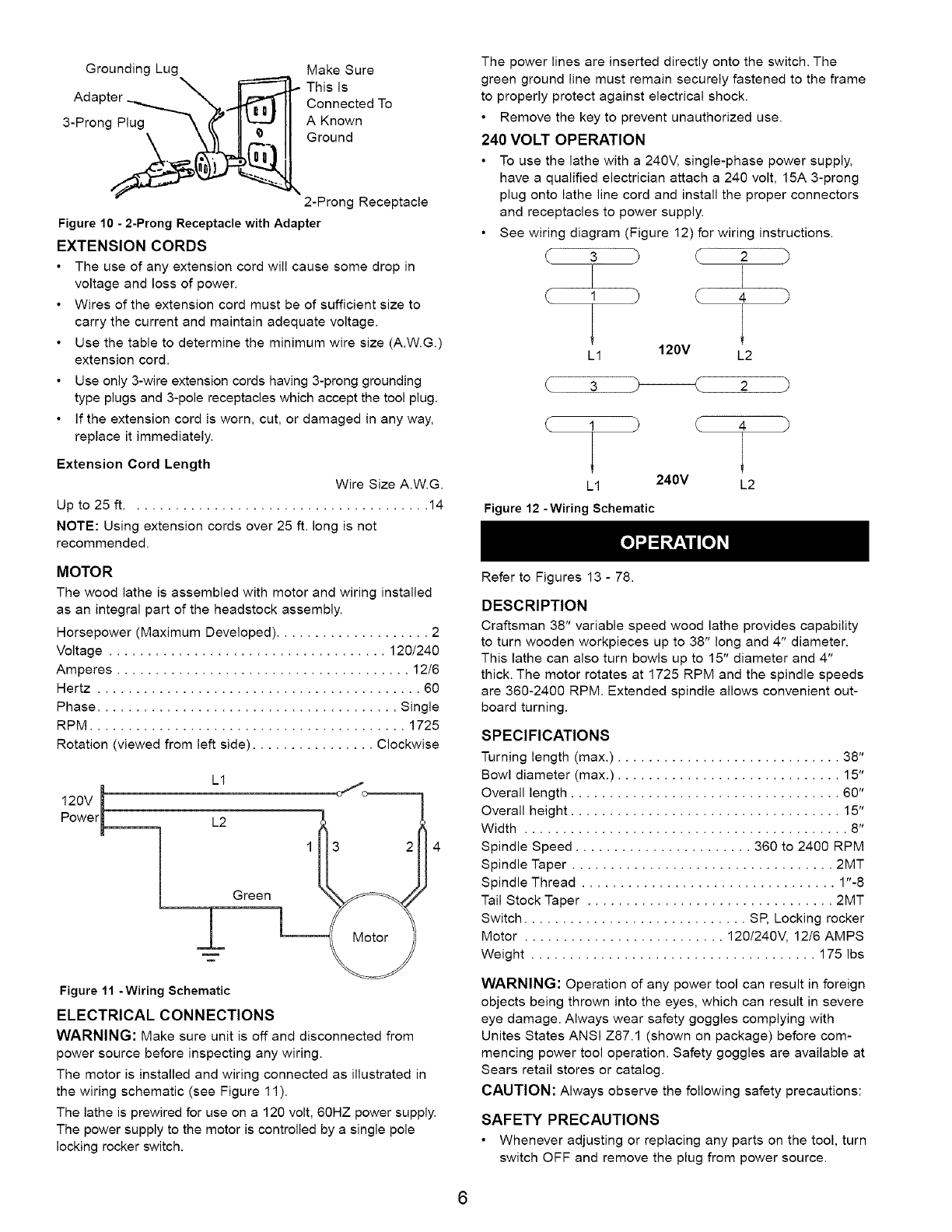
Grounding Lug Make Sure
.._,_,_ This Is
Adapter Connected To
3-Prong_..i ,_ AGroundKnown
2-Prong Receptacle
Figure 10 - 2-Prong Receptacle with Adapter
EXTENSION CORDS
• The use of any extension cord will cause some drop in
voltage and loss of power.
• Wires of the extension cord must be of sufficient size to
carry the current and maintain adequate voltage.
Use the table to determine the minimum wire size (A.W.G.)
extension cord.
Use only 3-wire extension cords having 3-prong grounding
type plugs and 3-pole receptacles which accept the tool plug.
If the extension cord is worn, cut, or damaged in any way,
replace it immediately.
Extension Cord Length
Wire Size A.W.G.
Up to 25 ft ....................................... 14
NOTE: Using extension cords over 25 ft. long is not
recommended.
MOTOR
The wood lathe is assembled with motor and wiring installed
as an integral part of the headstock assembly.
Horsepower (Maximum Developed) .................... 2
Voltage .................................... 120/240
Amperes ...................................... 12/6
Hertz .......................................... 60
Phase ....................................... Single
RPM ......................................... 1725
Rotation (viewed from left side) ................ Clockwise
L1
m
120V
P°wel_ L2
1
Green
±
Figure 11 - Wiring Schematic
ELECTRICAL CONNECTIONS
WARNING: Make sure unit is off and disconnected from
power source before inspecting any wiring.
The motor is installed and wiring connected as illustrated in
the wiring schematic (see Figure 11).
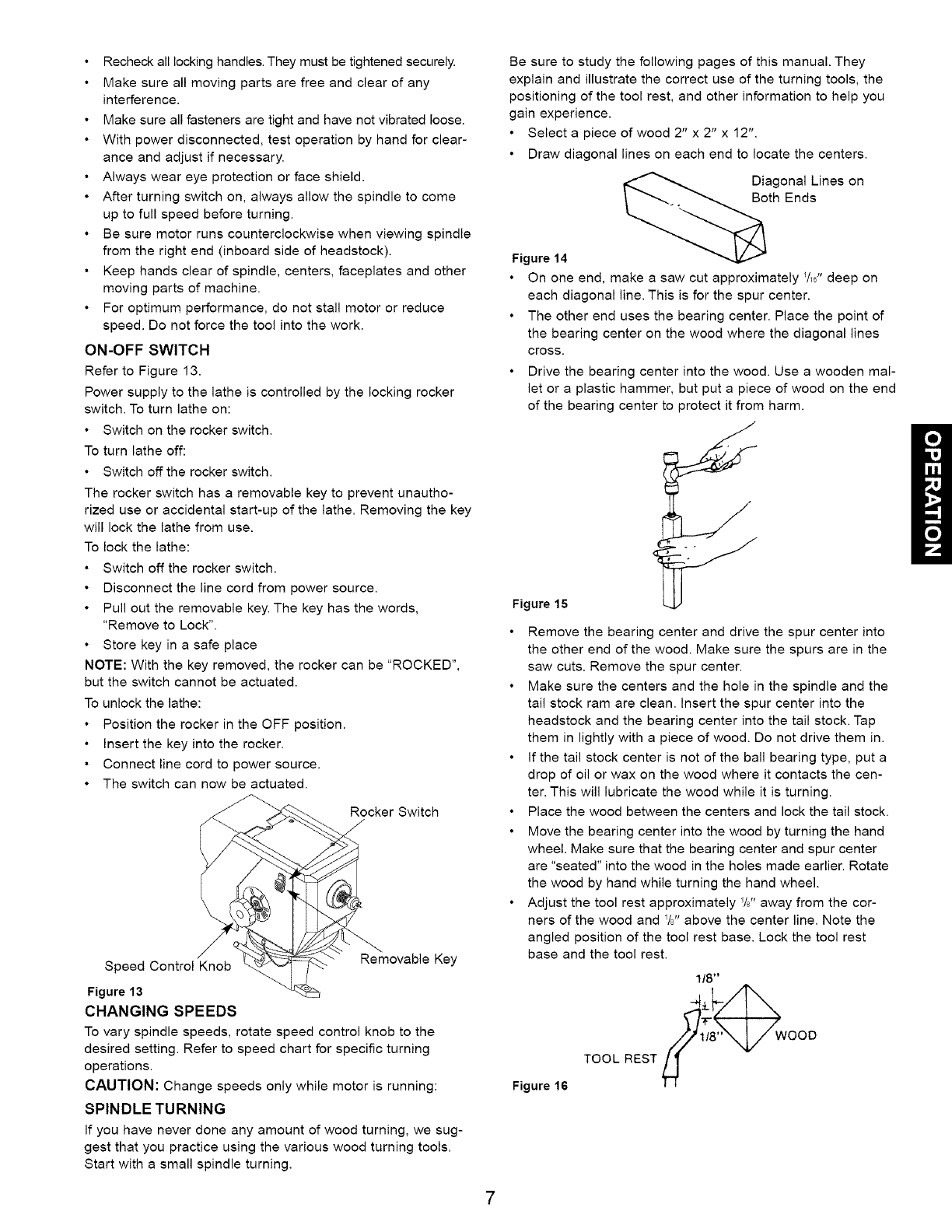
The lathe is prewired for use on a 120 volt, 60HZ power supply.
The power supply to the motor is controlled by a single pole
locking rocker switch.
The power lines are inserted directly onto the switch. The
green ground line must remain securely fastened to the frame
to properly protect against electrical shock.
• Remove the key to prevent unauthorized use.
240 VOLT OPERATION
• To use the lathe with a 240V, single-phase power supply,
have a qualified electrician attach a 240 volt, 15A 3-prong
plug onto lathe line cord and install the proper connectors
and receptacles to power supply.
• See wiring diagram (Figure 12) for wiring instructions.
3 7 2 )
1 ( 4 )
L1 120V L2
3 2
1 ( 4
4
L1 240V L2
Figure 12 -Wiring Schematic
Refer to Figures 13 - 78.
DESCRIPTION
Craftsman 38" variable speed wood lathe provides capability
to turn wooden workpieces up to 38" long and 4" diameter.
This lathe can also turn bowls up to 15" diameter and 4"
thick. The motor rotates at 1725 RPM and the spindle speeds
are 360-2400 RPM. Extended spindle allows convenient out-
board turning.
SPECIFICATIONS
Turning length (max.) ............................. 38"
Bowl diameter (max.) ............................. 15"
Overall length ................................... 60"
Overall height ................................... 15"
Width .......................................... 8"
Spindle Speed ....................... 360 to 2400 RPM
Spindle Taper .................................. 2MT
Spindle Thread ................................. 1"-8
Tail Stock Taper ................................ 2MT
Switch ............................. SP, Locking rocker
Motor .......................... 120/240V, 12/6 AMPS
Weight ..................................... 175 Ibs
WARNING: Operation of any power tool can result in foreign
objects being thrown into the eyes, which can result in severe
eye damage. Always wear safety goggles complying with
Unites States ANSI Z87.1 (shown on package) before com-
mencing power tool operation. Safety goggles are available at
Sears retail stores or catalog.
CAUTION: Always observe the following safety precautions:
SAFETY PRECAUTIONS
• Whenever adjusting or replacing any parts on the tool, turn
switch OFF and remove the plug from power source.
6
Recheck all locking handles. They must be tightened securely.
• Make sure all moving parts are free and clear of any
interference.
• Make sure all fasteners are tight and have not vibrated loose.
• With power disconnected, test operation by hand for clear-
ance and adjust if necessary.
• Always wear eye protection or face shield.
• After turning switch on, always allow the spindle to come
up to full speed before turning.
• Be sure motor runs counterclockwise when viewing spindle
from the right end (inboard side of headstock).
• Keep hands clear of spindle, centers, faceplates and other
moving parts of machine.
For optimum performance, do not stall motor or reduce
speed. Do not force the tool into the work.
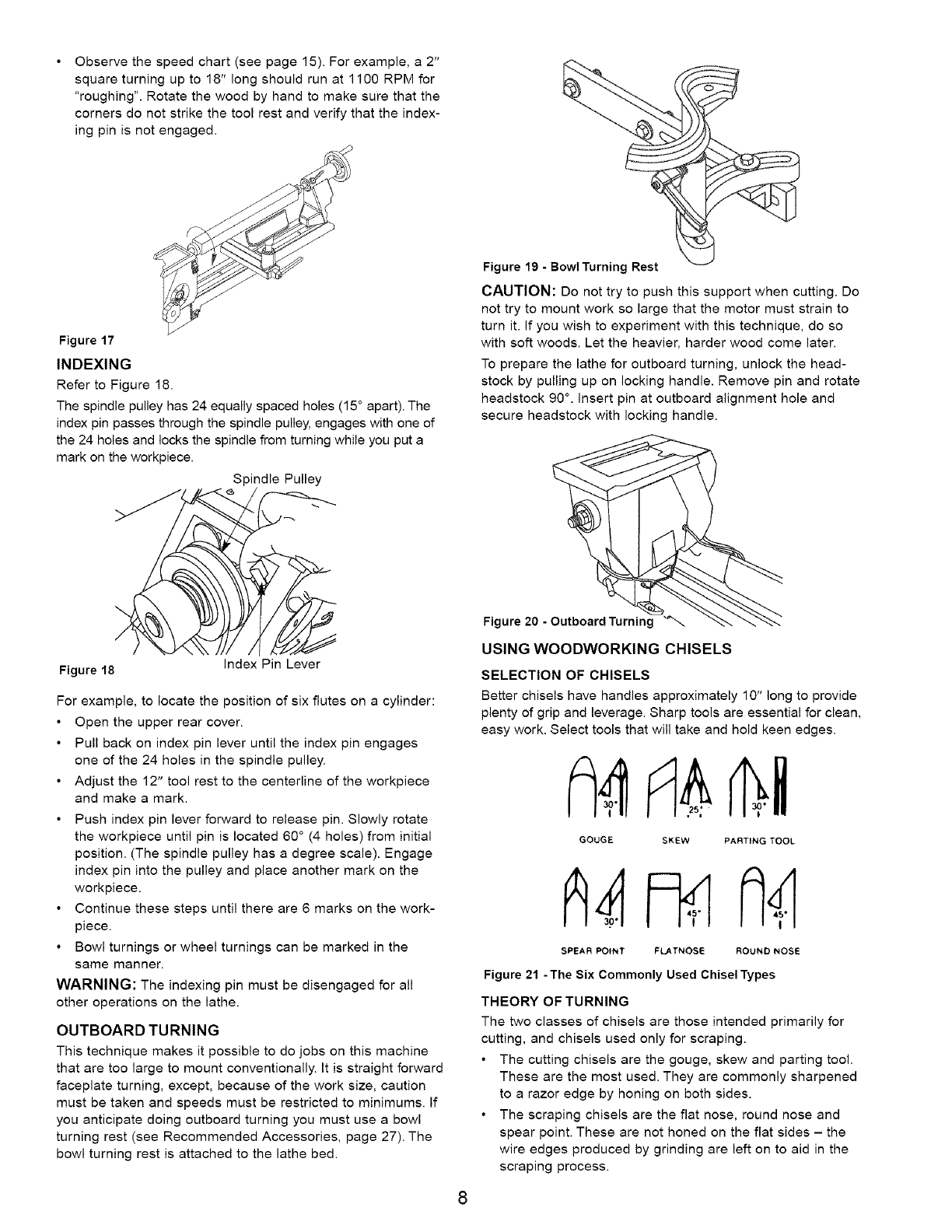
ON-OFF SWITCH
Refer to Figure 13.
Power supply to the lathe is controlled by the locking rocker
switch. To turn lathe on:
• Switch on the rocker switch.
To turn lathe off:
• Switch off the rocker switch.
The rocker switch has a removable key to prevent unautho-
rized use or accidental start-up of the lathe. Removing the key
will lock the lathe from use.
To lock the lathe:
• Switch off the rocker switch.
• Disconnect the line cord from power source.
• Pull out the removable key. The key has the words,
"Remove to Lock".
• Store key in a safe place
NOTE: With the key removed, the rocker can be "ROCKED",
but the switch cannot be actuated.
To unlock the lathe:
• Position the rocker in the OFF position.
Insert the key into the rocker.
• Connect line cord to power source.
• The switch can now be actuated.
Rocker Switch
/,
Removable Key
Speed Control Knob
Figure 13
CHANGING SPEEDS
To vary spindle speeds, rotate speed control knob to the
desired setting. Refer to speed chart for specific turning
operations.
CAUTION: Change speeds only while motor is running:
SPINDLE TURNING
If you have never done any amount of wood turning, we sug-
gest that you practice using the various wood turning tools.
Start with a small spindle turning.
Be sure to study the following pages of this manual. They
explain and illustrate the correct use of the turning tools, the
positioning of the tool rest, and other information to help you
gain experience.
Select a piece of wood 2" x 2" x 12".
Draw diagonal lines on each end to locate the centers.
Diagonal Lines on
Both Ends
Figure 14
On one end, make a saw cut approximately _/,6"deep on
each diagonal line. This is for the spur center.
The other end uses the bearing center. Place the point of
the bearing center on the wood where the diagonal lines
cross.
Drive the bearing center into the wood. Use a wooden mal-
let or a plastic hammer, but put a piece of wood on the end
of the bearing center to protect it from harm.
Figure 15
Remove the bearing center and drive the spur center into
the other end of the wood. Make sure the spurs are in the
saw cuts. Remove the spur center.
Make sure the centers and the hole in the spindle and the
tail stock ram are clean. Insert the spur center into the
headstock and the bearing center into the tail stock. Tap
them in lightly with a piece of wood. Do not drive them in.
If the tail stock center is not of the ball bearing type, put a
drop of oil or wax on the wood where it contacts the cen-
ter. This will lubricate the wood while it is turning.
Place the wood between the centers and lock the tail stock.
Move the bearing center into the wood by turning the hand
wheel. Make sure that the bearing center and spur center
are "seated" into the wood in the holes made earlier. Rotate
the wood by hand while turning the hand wheel.
Adjust the tool rest approximately %" away from the cor-
ners of the wood and %" above the center line. Note the
angled position of the tool rest base. Lock the tool rest
base and the tool rest.
Figure 16
1/8"
4 wooo
TOOL REST
Observethespeedchart(seepage15).Forexample,a2"
squareturningupto18"longshouldrunat1100RPMfor
"roughing".Rotatethewoodbyhandtomakesurethatthe
cornersdonotstrikethetoolrestandverifythattheindex-
ingpinisnotengaged.
Figure 17
INDEXING
Refer to Figure 18.
The spindle pulley has 24 equally spaced holes (15 ° apart). The
index pin passes through the spindle pulley, engages with one of
the 24 holes and locks the spindle from turning while you put a
mark on the workpiece.
Spindle Pulley
Figure 19 -Bowl Turning Rest
CAUTION: Do not try to push this support when cutting. Do
not try to mount work so large that the motor must strain to
turn it. If you wish to experiment with this technique, do so
with soft woods. Let the heavier, harder wood come later.
To prepare the lathe for outboard turning, unlock the head-
stock by pulling up on locking handle. Remove pin and rotate
headstock 90 ° . insert pin at outboard alignment hole and
secure headstock with locking handle.
Figure 18 index Pin Lever
For example, to locate the position of six flutes on a cylinder:
Open the upper rear cover.
Pull back on index pin lever until the index pin engages
one of the 24 holes in the spindle pulley.
• Adjust the 12" tool rest to the centerline of the workpiece
and make a mark.
Push index pin lever forward to release pin. Slowly rotate
the workpiece until pin is located 60 ° (4 holes) from initial
position. (The spindle pulley has a degree scale). Engage
index pin into the pulley and place another mark on the
workpiece.
Continue these steps until there are 6 marks on the work-
piece.
Bowl turnings or wheel turnings can be marked in the
same manner.
WARNING: The indexing pin must be disengaged for all
other operations on the lathe.
OUTBOARD TURNING
This technique makes it possible to do jobs on this machine
that are too large to mount conventionally. It is straight forward
faceplate turning, except, because of the work size, caution
must be taken and speeds must be restricted to minimums. If
you anticipate doing outboard turning you must use a bowl
turning rest (see Recommended Accessories, page 27). The
bowl turning rest is attached to the lathe bed.
Figure 20 -Outboard Turning
USING WOODWORKING CHISELS
SELECTION OF CHISELS
Better chisels have handles approximately 10" long to provide
plenty of grip and leverage. Sharp tools are essential for clean,
easy work. Select tools that will take and hold keen edges.
GOUGE SKEW PARTING TOOL
SPEAR POINT FLATNOSE ROUND NOSE
Figure 21 -The Six Commonly Used Chisel Types
THEORY OF TURNING
The two classes of chisels are those intended primarily for
cutting, and chisels used only for scraping.
• The cutting chisels are the gouge, skew and parting tool.
These are the most used. They are commonly sharpened
to a razor edge by honing on both sides.
• The scraping chisels are the flat nose, round nose and
spear point. These are not honed on the flat sides - the
wire edges produced by grinding are left on to aid in the
scraping process.
8
Cutting Chisel
2/
Scraping Chisel
Figure 22
Cutting and Scraping
•To cut, the chisel is held so that the sharp edge actually
digs into the revolving work to peel off shavings.
• To scrape, the chisel is held at a right angle to the work sur-
face. This tool removes fine particles instead of shavings.
Cutting Scraping
Figure 23
Many operations require that the cutting chisels be used for
scraping, but scraping chisels are practically never used for
cutting. Scraping dulls a chisel much faster, especially the
razor sharp cutting chisels.
Cutting is faster than scraping and produces a smoother finish
which requires less sanding. However, it is far more difficult to
master. Scraping, on the other hand, is far more precise and
easier to control.
When You Can Cut and When You Must Scrape
There are two different approaches:
• One approach is toward a circumference of the workpiece (for
example turning down the outer surface of a cylinder or the
inner wall of a hollow round box). in this approach, the surface
being turned travels under the chisel edge like an endless belt.
• The second approach is toward the diameter of a workpiece
(as when turning the face of a faceplate turning, or the side of
a large shoulder on a spindle turning), in this approach, the
surface being turned rotates like a disc under the chisel edge.
• Sometimes the optimum approach will be a combination of
both methods.
1
_Circumference
Approach
Diameter
Approach
Figure 24
Either a cutting or scraping action can be used when the
approach is toward a circumference - the shaving is removed
like a peeling from a potato. Scraping can only be used when
the approach is toward a diameter. The reason is obvious
when you consider that faceplate turning practically always
requires removal of wood across the grain. Wood does not
peel easily across the grain and attempts to use any inappro-
priate cutting methods will likely result in damage to the work-
piece. There is also danger that the tool could be pulled from
the hands of the operator.
In general, a cutting action is used for the majority of spindle
turning operations while faceplate turning is usually accom-
plished by the scraping method. When a combination
approach is to be used, the operator will have to judge, by the
feel of the work, when to stop cutting and start scraping.
Never try to cut when it becomes difficult to hold the chisel
against the roughness of the wood grain.
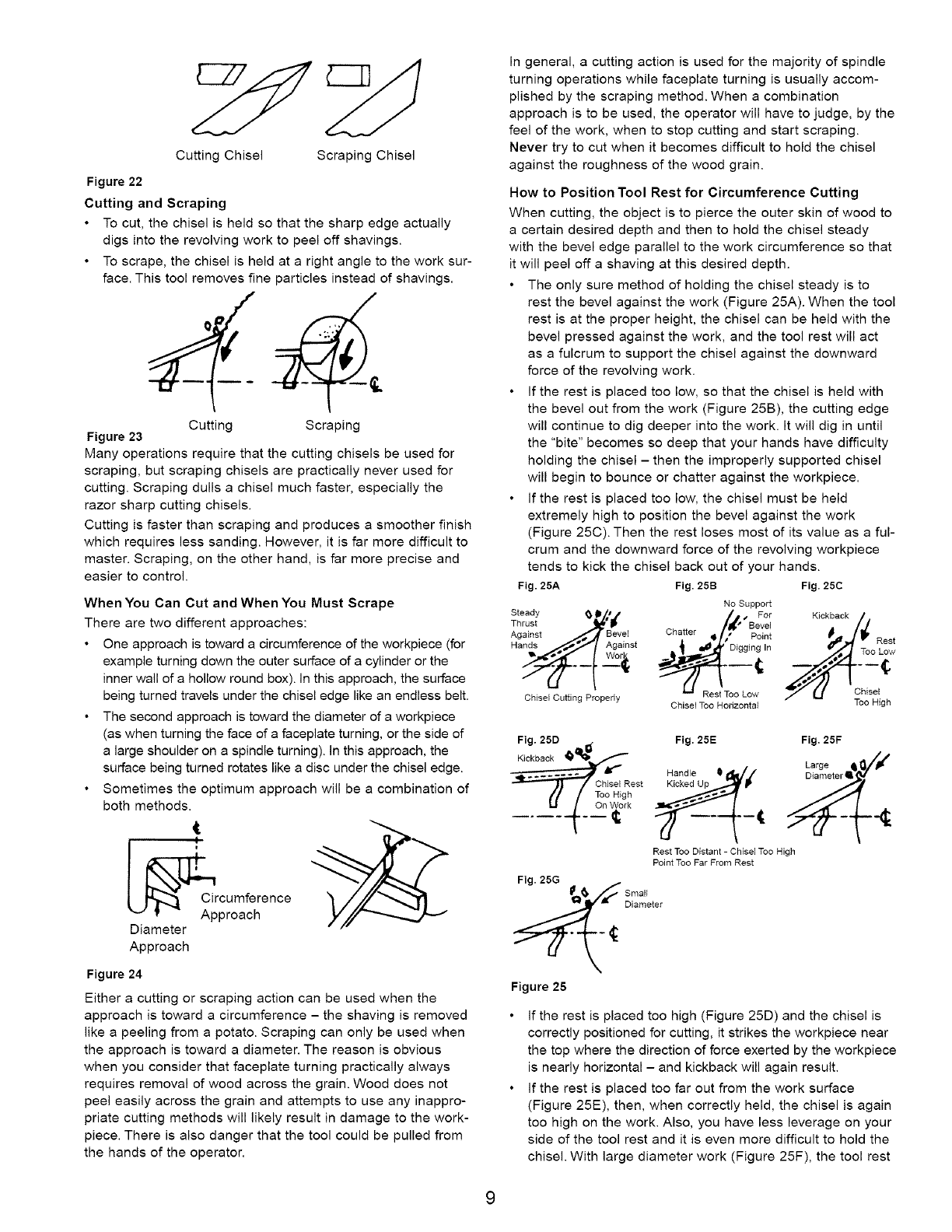
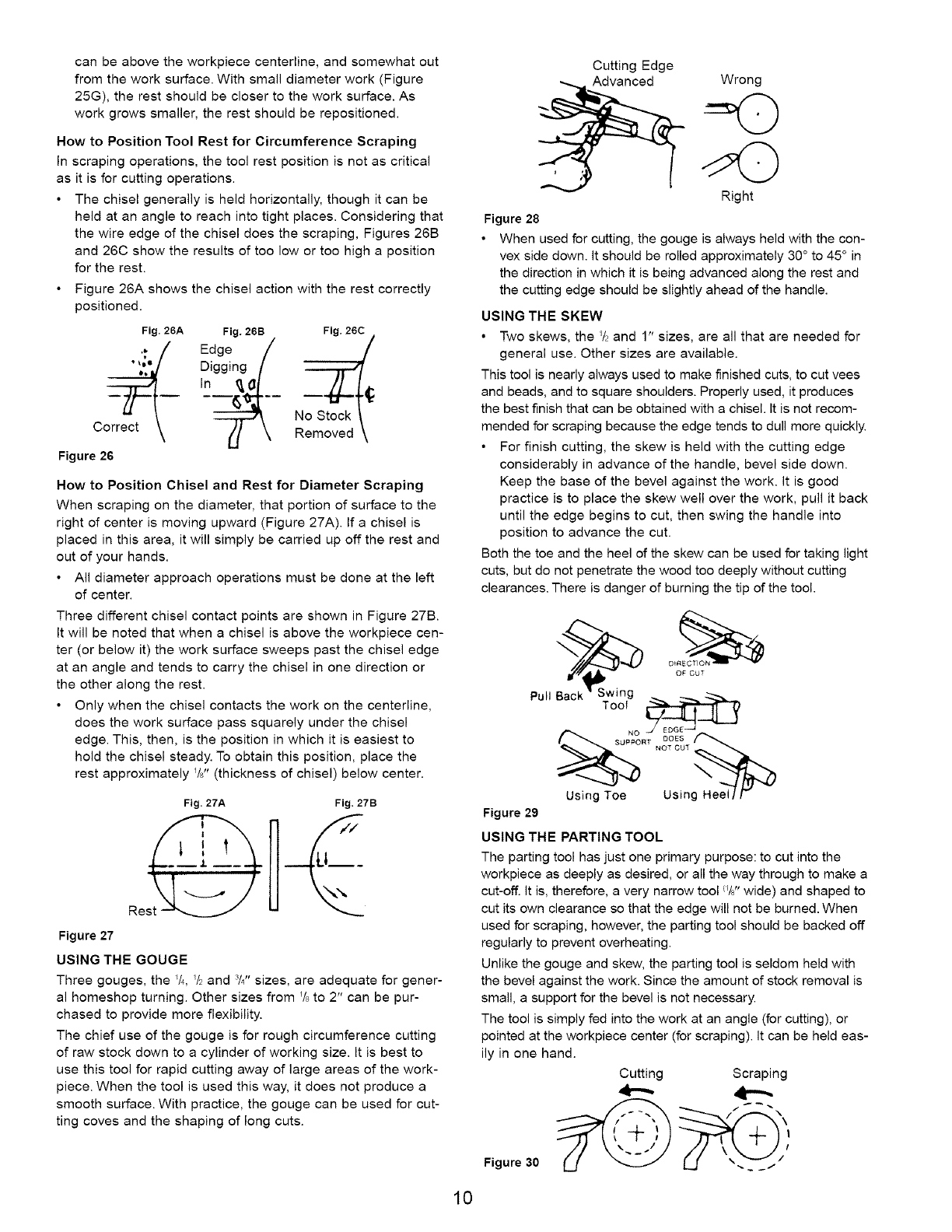
How to Position Tool Rest for Circumference Cutting
When cutting, the object is to pierce the outer skin of wood to
a certain desired depth and then to hold the chisel steady
with the bevel edge parallel to the work circumference so that
it will peel off a shaving at this desired depth.
The only sure method of holding the chisel steady is to
rest the bevel against the work (Figure 25A). When the tool
rest is at the proper height, the chisel can be held with the
bevel pressed against the work, and the tool rest will act
as a fulcrum to support the chisel against the downward
force of the revolving work.
If the rest is placed too low, so that the chisel is held with
the bevel out from the work (Figure 25B), the cutting edge
will continue to dig deeper into the work. It will dig in until
the "bite" becomes so deep that your hands have difficulty
holding the chisel - then the improperly supported chisel
will begin to bounce or chatter against the workpiece.
If the rest is placed too low, the chisel must be held
extremely high to position the bevel against the work
(Figure 25C). Then the rest loses most of its value as a ful-
crum and the downward force of the revolving workpiece
tends to kick the chisel back out of your hands.
Fig. 25A Fig. 25B Fig. 25C
Steady _ II/I I
Thrust "_'_
Against Bevel
Hands__o_Against
Chisel Cutting Properly
No Support
/,t."se °e;
Chatter _,' Pgi;_
Rest Too Low
Chisel Too Horizontal
Kickback
Rest
Too Low
Chisel
Too High
Fig. 25D , Fig. 25E
Handle Q _Z
_____j_ tf io_gRTooChJSeIHighRest___ _t_
Rest Too Distant - Chisel Too High
Point Too Far From Rest
S : 'eter
Figure 25
Fig. 25F
Large _/_ If
If the rest is placed too high (Figure 25D) and the chisel is
correctly positioned for cutting, it strikes the workpiece near
the top where the direction of force exerted by the workpiece
is nearly horizontal - and kickback will again result.
If the rest is placed too far out from the work surface
(Figure 25E), then, when correctly held, the chisel is again
too high on the work. Also, you have less leverage on your
side of the tool rest and it is even more difficult to hold the
chisel. With large diameter work (Figure 25F), the tool rest
canbeabovetheworkpiececenterline,andsomewhatout
fromtheworksurface.Withsmalldiameterwork(Figure
25G),therestshouldbeclosertotheworksurface.As
workgrowssmaller,therestshouldberepositioned.
How to Position Tool Rest for Circumference Scraping
In scraping operations, the tool rest position is not as critical
as it is for cutting operations.
•The chisel generally is held horizontally, though it can be
held at an angle to reach into tight places. Considering that
the wire edge of the chisel does the scraping, Figures 26B
and 26C show the results of too low or toe high a position
for the rest.
Figure 26A shows the chisel action with the rest correctly
positioned.
Fig. 26A Fig. 26B Fig. 26C
"_" Digging [
In
C
Figure 26
How to Position Chisel and Rest for Diameter Scraping
When scraping on the diameter, that portion of surface to the
right of center is moving upward (Figure 27A). If a chisel is
placed in this area, it will simply be carried up off the rest and
out of your hands.
• All diameter approach operations must be done at the left
of center.
Three different chisel contact points are shown in Figure 27B.
It will be noted that when a chisel is above the workpiece cen-
ter (or below it) the work surface sweeps past the chisel edge
at an angle and tends to carry the chisel in one direction or
the other along the rest.
Only when the chisel contacts the work on the centedine,
does the work surface pass squarely under the chisel
edge. This, then, is the position in which it is easiest to
hold the chisel steady. To obtain this position, place the
rest approximately YF' (thickness of chisel) below center.
Fig. 27A Fig. 27B
4
LI___
Figure 27
USING THE GOUGE
Three gouges, the I/4, _t_and 3/4"sizes, are adequate for gener-
al homeshop turning. Other sizes from Y8to 2" can be pur-
chased to provide more flexibility.
The chief use of the gouge is for rough circumference cutting
of raw stock down to a cylinder of working size. It is best to
use this tool for rapid cutting away of large areas of the work-
piece. When the tool is used this way, it does not produce a
smooth surface. With practice, the gouge can be used for cut-
ting coves and the shaping of long cuts.
Figure 28
Cutting Edge
Advanced Wrong
Right
When used for cutting, the gouge is always held with the con-
vex side down. it should be rolled approximately 30 ° to 45 ° in
the direction in which it is being advanced along the rest and
the cutting edge should be slightly ahead of the handle.
USING THE SKEW
• Two skews, the _/2and 1" sizes, are all that are needed for
general use. Other sizes are available.
This tool is nearly always used to make finished cuts, to cut vees
and beads, and to square shoulders. Properly used, it produces
the best finish that can be obtained with a chisel. It is not recom-
mended for scraping because the edge tends to dull more quickly.
• For finish cutting, the skew is held with the cutting edge
considerably in advance of the handle, bevel side down.
Keep the base of the bevel against the work. It is good
practice is to place the skew well over the work, pull it back
until the edge begins to cut, then swing the handle into
position to advance the cut.
Both the toe and the heel of the skew can be used for taking light
cuts, but do not penetrate the wood too deeply without cutting
clearances. There is danger of burning the tip of the tool.
Pul! Ba_c_kS_wing OF CUT
Tool
Using Toe Using Heel I/v
Figure 29
USING THE PARTING TOOL
The parting tool has just one primary purpose: to cut into the
workpiece as deeply as desired, or all the way through to make a
cut-off. It is, therefore, a very narrow tool _/8"wide) and shaped to
cut its own clearance so that the edge will not be burned. When
used for scraping, however, the parting tool should be backed off
regularly to prevent overheating.
Unlike the gouge and skew, the parting tool is seldom held with
the bevel against the work. Since the amount of stock removal is
small, a support for the bevel is not necessary.
The tool is simply fed into the work at an angle (for cutting), or
pointed at the workpiece center (for scraping). It can be held eas-
ily in one hand.
Cutting Scraping
4--..- 4"-'-
F,gure o d/
10
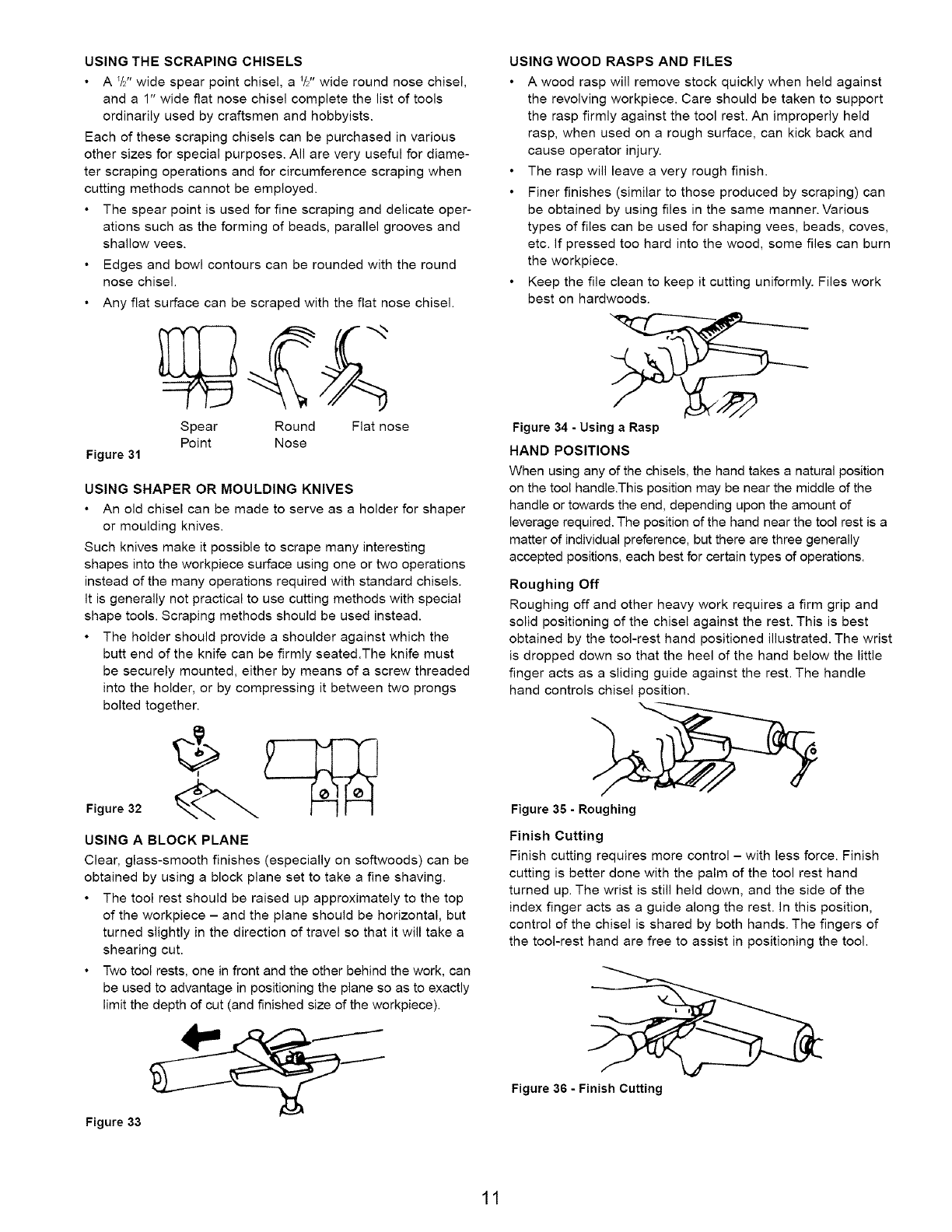
USING THE SCRAPING CHISELS
• A I/2" wide spear point chisel, a W' wide round nose chisel,
and a 1" wide flat nose chisel complete the list of tools
ordinarily used by craftsmen and hobbyists.
Each of these scraping chisels can be purchased in various
other sizes for special purposes. All are very useful for diame-
ter scraping operations and for circumference scraping when
cutting methods cannot be employed.
• The spear point is used for fine scraping and delicate oper-
ations such as the forming of beads, parallel grooves and
shallow vees.
Edges and bowl contours can be rounded with the round
nose chisel.
• Any flat surface can be scraped with the flat nose chisel.
Spear Round
Point Nose
Fiat nose
Figure 31
USING SHAPER OR MOULDING KNIVES
• An old chisel can be made to serve as aholder for shaper
or moulding knives.
Such knives make it possible to scrape many interesting
shapes into the workpiece surface using one or two operations
instead of the many operations required with standard chisels.
it is generally not practical to use cutting methods with special
shape tools. Scraping methods should be used instead.
• The holder should provide a shoulder against which the
butt end of the knife can be firmly seated.The knife must
be securely mounted, either by means of a screw threaded
into the holder, or by compressing it between two prongs
bolted together.
Figure 32
USING A BLOCK PLANE
Clear, glass-smooth finishes (especially on softwoods) can be
obtained by using a block plane set to take a fine shaving.
• The tool rest should be raised up approximately to the top
of the workpiece - and the plane should be horizontal, but
turned slightly in the direction of travel so that it will take a
shearing cut.
• Two tool rests, one in front and the other behind the work, can
be used to advantage in positioning the plane so as to exactly
limit the depth of cut (and finished size of the workpiece).
Figure 33
USING WOOD RASPS AND FILES
Awood rasp will remove stock quickly when held against
the revolving workpiece. Care should be taken to support
the rasp firmly against the tool rest. An improperly held
rasp, when used on a rough surface, can kick back and
cause operator injury.
The rasp will leave a very rough finish.
Finer finishes (similar to those produced by scraping) can
be obtained by using files in the same manner. Various
types of files can be used for shaping vees, beads, coves,
etc. If pressed too hard into the wood, some flies can burn
the workpiece.
Keep the file clean to keep it cutting uniformly. Files work
best on hardwoods.
Figure 34 -Using aRasp
HAND POSITIONS
When using any of the chisels, the hand takes a natural position
on the tool handle.This position may be near the middle of the
handle or towards the end, depending upon the amount of
leverage required. The position of the hand near the tool rest is a
matter of individual preference, but there are three generally
accepted positions, each best for certain types of operations.
Roughing Off
Roughing off and other heavy work requires a firm grip and
solid positioning of the chisel against the rest. This is best
obtained by the tool-rest hand positioned illustrated. The wrist
is dropped down so that the heel of the hand below the little
finger acts as a sliding guide against the rest. The handle
hand controls chisel position.
Figure 35 - Roughing
Finish Cutting
Finish cutting requires more control -with less force. Finish
cutting is better done with the palm of the tool rest hand
turned up. The wrist is still held down, and the side of the
index finger acts as a guide along the rest. In this position,
control of the chisel is shared by both hands. The fingers of
the tool-rest hand are free to assist in positioning the tool.
Figure 36 -Finish Cutting
11
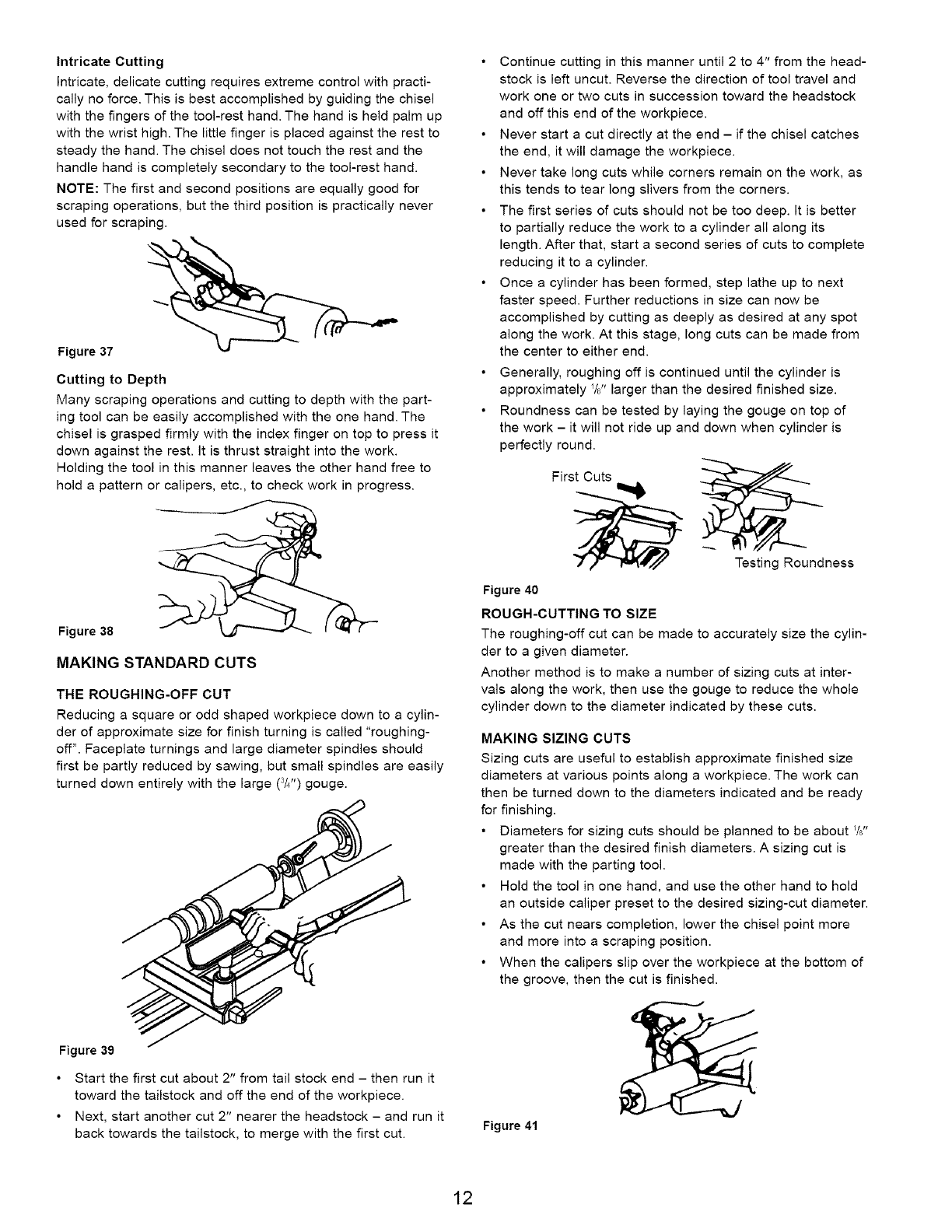
Intricate Cutting
Intricate, delicate cutting requires extreme control with practi-
cally no force. This is best accomplished by guiding the chisel
with the fingers of the tool-rest hand. The hand is held palm up
with the wrist high. The little finger is placed against the rest to
steady the hand. The chisel does not touch the rest and the
handle hand is completely secondary to the tool-rest hand.
NOTE: The first and second positions are equally good for
scraping operations, but the third position is practically never
used for scraping.
Figure 37
Cutting to Depth
Many scraping operations and cutting to depth with the part-
ing tool can be easily accomplished with the one hand. The
chisel is grasped firmly with the index finger on top to press it
down against the rest. It is thrust straight into the work.
Holding the tool in this manner leaves the other hand free to
hold a pattern or calipers, etc., to check work in progress.
Figure 38
MAKING STANDARD CUTS
THE ROUGHING-OFF CUT
Reducing a square or odd shaped workpiece down to a cylin-
der of approximate size for finish turning is called "roughing-
off". Faceplate turnings and large diameter spindles should
first be partly reduced by sawing, but small spindles are easily
turned down entirely with the large (3/4") gouge.
• Continue cutting in this manner until 2 to 4" from the head-
stock is left uncut. Reverse the direction of tool travel and
work one or two cuts in succession toward the headstock
and off this end of the workpiece.
• Never start a cut directly at the end - if the chisel catches
the end, it will damage the workpiece.
• Never take long cuts while corners remain on the work, as
this tends to tear long slivers from the corners.
• The first series of cuts should not be too deep. It is better
to partially reduce the work to a cylinder all along its
length. After that, start a second series of cuts to complete
reducing it to a cylinder.
• Once a cylinder has been formed, step lathe up to next
faster speed. Further reductions in size can now be
accomplished by cutting as deeply as desired at any spot
along the work. At this stage, long cuts can be made from
the center to either end.
• Generally, roughing off is continued until the cylinder is
approximately YJ' larger than the desired finished size.
• Roundness can be tested by laying the gouge on top of
the work - it will not ride up and down when cylinder is
perfectly round.
First Cuts
Testing Roundness
Figure 40
ROUGH-CUTTING TO SIZE
The roughing-off cut can be made to accurately size the cylin-
der to a given diameter.
Another method is to make a number of sizing cuts at inter-
vals along the work, then use the gouge to reduce the whole
cylinder down to the diameter indicated by these cuts.
MAKING SIZING CUTS
Sizing cuts are useful to establish approximate finished size
diameters at various points along a workpiece. The work can
then be turned down to the diameters indicated and be ready
for finishing.
• Diameters for sizing cuts should be planned to be about _/6"
greater than the desired finish diameters. A sizing cut is
made with the parting tool.
• Hold the tool in one hand, and use the other hand to hold
an outside caliper preset to the desired sizing-cut diameter.
• As the cut nears completion, lower the chisel point more
and more into a scraping position.
• When the calipers slip over the workpiece at the bottom of
the groove, then the cut is finished.
Figure 39
Start the first cut about 2" from tail stock end - then run it
toward the tailstock and off the end of the workpiece.
Next, start another cut 2" nearer the headstock - and run it
back towards the tailstock, to merge with the first cut. Figure 41
12
SMOOTHING A CYLINDER
The final _/8"can be removed in two ways. Either use the 1"
skew, working from the center toward both ends and taking
lighter and lighter cuts until finished, or use a block plane as
illustrated in Figure 29.
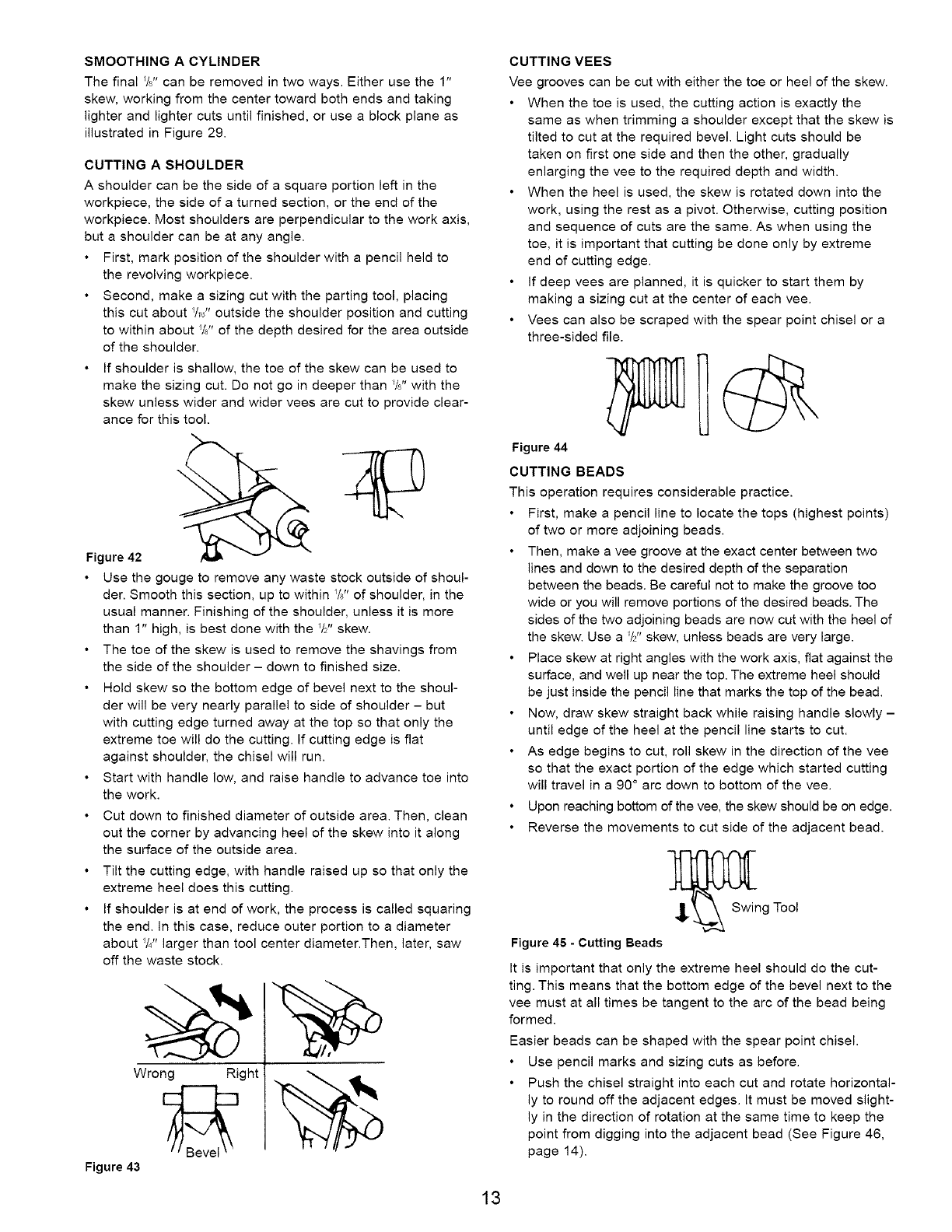
CUTTING A SHOULDER
A shoulder can be the side of a square portion left in the
workpiece, the side of a turned section, or the end of the
workpiece. Most shoulders are perpendicular to the work axis,
but a shoulder can be at any angle.
First, mark position of the shoulder with a pencil held to
the revolving workpiece.
• Second, make a sizing cut with the parting tool, placing
this cut about Y_" outside the shoulder position and cutting
to within about W' of the depth desired for the area outside
of the shoulder.
If shoulder is shallow, the toe of the skew can be used to
make the sizing cut. Do not go in deeper than W' with the
skew unless wider and wider vees are cut to provide clear-
ance for this tool.
• Use the gouge to remove any waste stock outside of shoul-
der. Smooth this section, up to within W' of shoulder, in the
usual manner. Finishing of the shoulder, unless it is more
than 1" high, is best done with the _/2"skew.
• The toe of the skew is used to remove the shavings from
the side of the shoulder - down to finished size.
Hold skew so the bottom edge of bevel next to the shoul-
der will be very nearly parallel to side of shoulder - but
with cutting edge turned away at the top so that only the
extreme toe will do the cutting. If cutting edge is fiat
against shoulder, the chisel will run.
• Start with handle low, and raise handle to advance toe into
the work.
• Cut down to finished diameter of outside area. Then, clean
out the corner by advancing heel of the skew into it along
the surface of the outside area.
• Tilt the cutting edge, with handle raised up so that only the
extreme heel does this cutting.
If shoulder is at end of work, the process is called squaring
the end. In this case, reduce outer portion to a diameter
about Y4" larger than tool center diameter.Then, later, saw
off the waste stock.
Wrong Right
Figure 43
13
CUTTING VEES
Vee grooves can be cut with either the toe or heel of the skew.
When the toe is used, the cutting action is exactly the
same as when trimming a shoulder except that the skew is
tilted to cut at the required bevel. Light cuts should be
taken on first one side and then the other, gradually
enlarging the vee to the required depth and width.
When the heel is used, the skew is rotated down into the
work, using the rest as a pivot. Otherwise, cutting position
and sequence of cuts are the same. As when using the
toe, it is important that cutting be done only by extreme
end of cutting edge.
If deep vees are planned, it is quicker to start them by
making a sizing cut at the center of each vee.
Vees can also be scraped with the spear point chisel or a
three-sided file.
Figure 44
CUTTING BEADS
This operation requires considerable practice.
First, make a pencil line to locate the tops (highest points)
of two or more adjoining beads.
Then, make a vee groove at the exact center between two
lines and down to the desired depth of the separation
between the beads. Be careful not to make the groove too
wide or you will remove portions of the desired beads. The
sides of the two adjoining beads are now cut with the heel of
the skew. Use a _/2"skew, unless beads are very large.
Place skew at right angles with the work axis, flat against the
surface, and well up near the top. The extreme heel should
be just inside the pencil line that marks the top of the bead.
Now, draw skew straight back while raising handle slowly -
until edge of the heel at the pencil line starts to cut.
As edge begins to cut, roll skew in the direction of the vee
so that the exact portion of the edge which started cutting
will travel in a 90 °arc down to bottom of the vee.
Upon reaching bottom of the vee, the skew should be on edge.
Reverse the movements to cut side of the adjacent bead.
__Swing Tool
Figure 45 - Cutting Beads
It is important that only the extreme heel should do the cut-
ting. This means that the bottom edge of the bevel next to the
vee must at all times be tangent to the arc of the bead being
formed.
Easier beads can be shaped with the spear point chisel.
Use pencil marks and sizing cuts as before.
Push the chisel straight into each cut and rotate horizontal-
ly to round off the adjacent edges. It must be moved slight-
ly in the direction of rotation at the same time to keep the
point from digging into the adjacent bead (See Figure 46,
page 14).
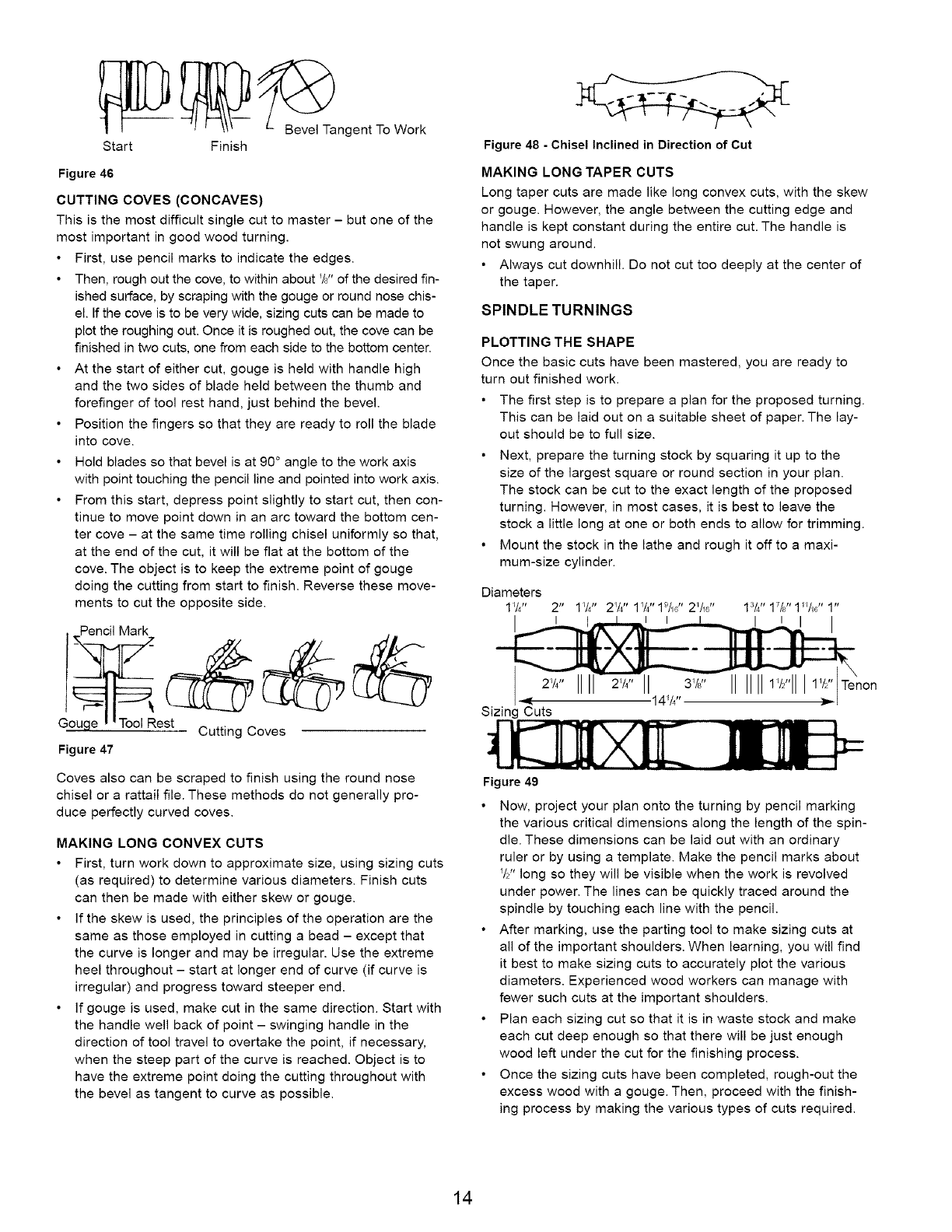
_ B_evel TangentToWork
Start Finish
Figure 46
CUTTING COVES (CONCAVES)
This is the most difficult single cut to master -but one of the
most important in good wood turning.
First, use pencil marks to indicate the edges.
•Then, rough out the cove, to within about _/8"of the desired fin-
ished surface, by scraping with the gouge or round nose chis-
el. If the cove is to be very wide, sizing cuts can be made to
plot the roughing out. Once it is roughed out, the cove can be
finished in two cuts, one from each side to the bottom center.
• At the start of either cut, gouge is held with handle high
and the two sides of blade held between the thumb and
forefinger of tool rest hand, just behind the bevel.
Position the fingers so that they are ready to roll the blade
into cove.
Hold blades so that bevel is at 90 ° angle to the work axis
with point touching the pencil line and pointed into work axis.
From this start, depress point slightly to start cut, then con-
tinue to move point down in an arc toward the bottom cen-
ter cove - at the same time rolling chisel uniformly so that,
at the end of the cut, it will be fiat at the bottom of the
cove. The object is to keep the extreme point of gouge
doing the cutting from start to finish. Reverse these move-
ments to cut the opposite side.
Pencil Mark
Figure 47
Coves also can be scraped to finish using the round nose
chisel or a rattail file. These methods do not generally pro-
duce perfectly curved coves.
MAKING LONG CONVEX CUTS
First, turn work down to approximate size, using sizing cuts
(as required) to determine various diameters. Finish cuts
can then be made with either skew or gouge.
If the skew is used, the principles of the operation are the
same as those employed in cutting a bead - except that
the curve is longer and may be irregular. Use the extreme
heel throughout - start at longer end of curve (if curve is
irregular) and progress toward steeper end.
If gouge is used, make cut in the same direction. Start with
the handle well back of point - swinging handle in the
direction of tool travel to overtake the point, if necessary,
when the steep part of the curve is reached. Object is to
have the extreme point doing the cutting throughout with
the bevel as tangent to curve as possible.
Figure 48 - Chisel Inclined in Direction of Cut
MAKING LONG TAPER CUTS
Long taper cuts are made like long convex cuts, with the skew
or gouge. However, the angle between the cutting edge and
handle is kept constant during the entire cut. The handle is
not swung around.
•Always cut downhill. Do not cut too deeply at the center of
the taper.
SPINDLE TURNINGS
PLOTTING THE SHAPE
Once the basic cuts have been mastered, you are ready to
turn out finished work.
• The first step is to prepare a plan for the proposed turning.
This can be laid out on a suitable sheet of paper. The lay-
out should be to full size.
• Next, prepare the turning stock by squaring it up to the
size of the largest square or round section in your plan.
The stock can be cut to the exact length of the proposed
turning. However, in most cases, it is best to leave the
stock a little long at one or both ends to allow for trimming.
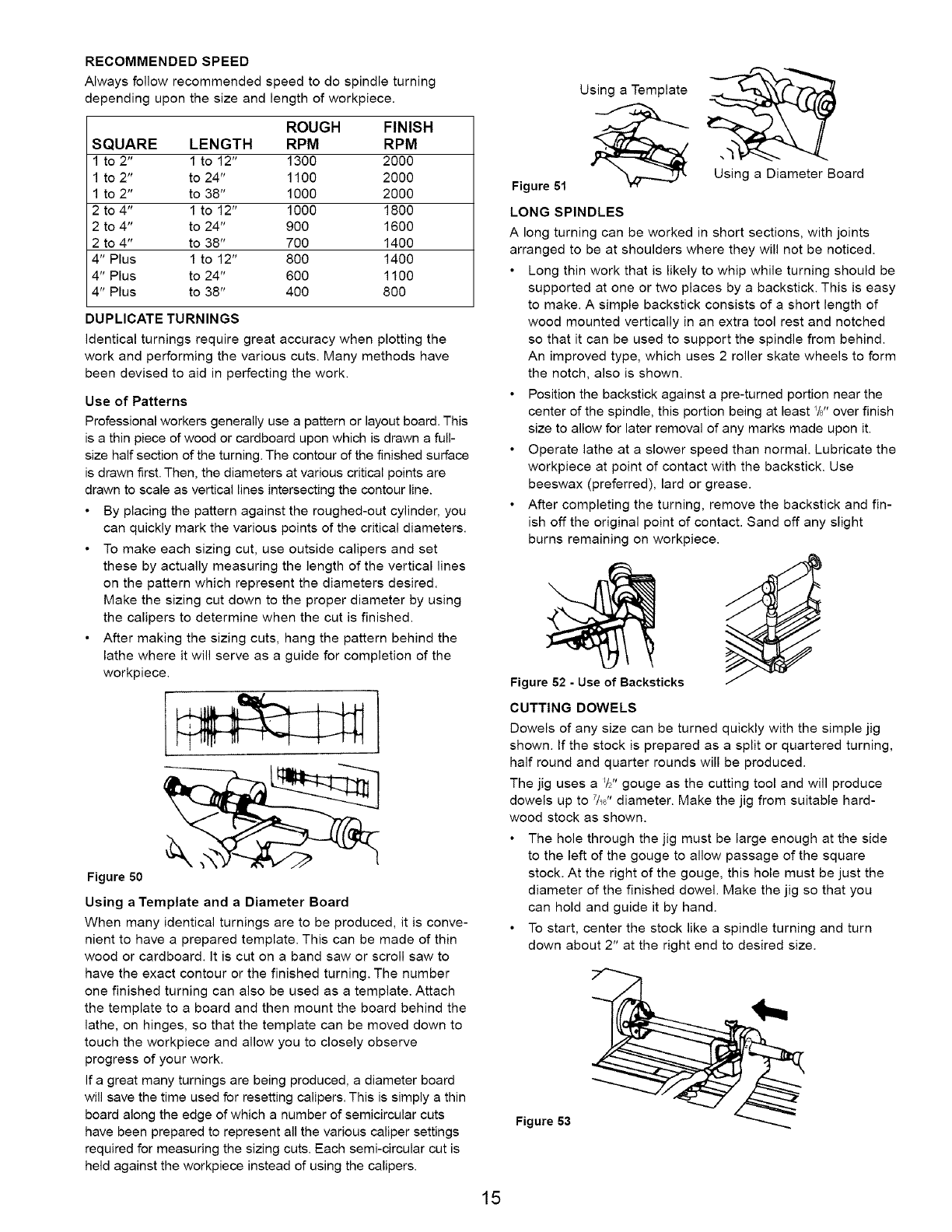
• Mount the stock in the lathe and rough it off to a maxi-
mum-size cylinder.
2v4"III II 31/j' II IIIIl'/""JJJ11/Z''Tenon
141/4''
Sizing Cuts
Figure 49
• Now, project your plan onto the turning by pencil marking
the various critical dimensions along the length of the spin-
die. These dimensions can be laid out with an ordinary
ruler or by using a template. Make the pencil marks about
VZ' long so they will be visible when the work is revolved
under power. The lines can be quickly traced around the
spindle by touching each line with the pencil.
• After marking, use the parting tool to make sizing cuts at
all of the important shoulders. When learning, you will find
it best to make sizing cuts to accurately plot the various
diameters. Experienced wood workers can manage with
fewer such cuts at the important shoulders.
• Plan each sizing cut so that it is in waste stock and make
each cut deep enough so that there will be just enough
wood left under the cut for the finishing process.
• Once the sizing cuts have been completed, rough-out the
excess wood with a gouge. Then, proceed with the finish-
ing process by making the various types of cuts required.
14
RECOMMENDED SPEED
Always follow recommended speed to do spindle turning
depending upon the size and length of workpiece.
ROUGH FINISH
SQUARE LENGTH RPM RPM
to 2" 1 to 12" 1300 2000
to 2" to 24" 1100 2000
to 2" to 38" 1000 2000
2 to 4" 1 to 12" 1000 1800
2 to 4" to 24" 900 1600
2 to 4" to 38" 700 1400
4" Plus 1 to 12" 800 1400
4" Plus to 24" 600 1100
4" Plus to 38" 400 800
DUPLICATE TURNINGS
Identical turnings require great accuracy when plotting the
work and performing the various cuts. Many methods have
been devised to aid in perfecting the work.
Use of Patterns
Professional workers generally use a pattern or layout board. This
is a thin piece of wood or cardboard upon which is drawn a full-
size half section of the turning. The contour of the finished surface
is drawn first. Then, the diameters at various critical points are
drawn to scale as vertical lines intersecting the contour line.
By placing the pattern against the roughed-out cylinder, you
can quickly mark the various points of the critical diameters.
• To make each sizing cut, use outside calipers and set
these by actually measuring the length of the vertical lines
on the pattern which represent the diameters desired.
Make the sizing cut down to the proper diameter by using
the calipers to determine when the cut is finished.
• After making the sizing cuts, hang the pattern behind the
lathe where it will serve as a guide for completion of the
workpiece.
Figure 50
Using aTemplate and a Diameter Board
When many identical turnings are to be produced, it is conve-
nient to have a prepared template. This can be made of thin
wood or cardboard, it is cut on a band saw or scroll saw to
have the exact contour or the finished turning. The number
one finished turning can also be used as a template. Attach
the template to a board and then mount the board behind the
lathe, on hinges, so that the template can be moved down to
touch the workpiece and allow you to closely observe
progress of your work.
If a great many turnings are being produced, a diameter board
will save the time used for resetting calipers. This is simply a thin
board along the edge of which a number of semicircular cuts
have been prepared to represent all the various caliper settings
required for measuring the sizing cuts. Each semi-circular cut is
held against the workpiece instead of using the calipers.
Figure 51
Using a Template
Using a Diameter Board
LONG SPINDLES
A long turning can be worked in short sections, with joints
arranged to be at shoulders where they will not be noticed.
• Long thin work that is likely to whip while turning should be
supported at one or two places by a backstick. This is easy
to make. A simple backstick consists of a short length of
wood mounted vertically in an extra tool rest and notched
so that it can be used to support the spindle from behind.
An improved type, which uses 2 roller skate wheels to form
the notch, also is shown.
• Position the backstick against a pre-tumed portion near the
center of the spindle, this portion being at least YJ' over finish
size to allow for later removal of any marks made upon it.
• Operate lathe at a slower speed than normal. Lubricate the
workpiece at point of contact with the backstick. Use
beeswax (preferred), lard or grease.
• After completing the turning, remove the backstick and fin-
ish off the original point of contact. Sand off any slight
burns remaining on workpiece.
Figure 52 - Use of Backsticks
CUTTING DOWELS
Dowels of any size can be turned quickly with the simple jig
shown. If the stock is prepared as a split or quartered turning,
half round and quarter rounds will be produced.
The jig uses a _/2"gouge as the cutting tool and will produce
dowels up to 7/_6"diameter. Make the jig from suitable hard-
wood stock as shown.
• The hole through the jig must be large enough at the side
to the left of the gouge to allow passage of the square
stock. At the right of the gouge, this hole must be just the
diameter of the finished dowel. Make the jig so that you
can hold and guide it by hand.
• To start, center the stock like a spindle turning and turn
down about 2" at the right end to desired size.
Figure 53
15
Then, remove the stock. Place your jig over the turned
end, with turned portion through the smaller jig hole, and
recenter the stock on the lathe.
Hold the jig firmly and start the lathe.
Push the jig slowly right to left along the stock until the
whole dowel is completed.
MISCELLANEOUS OPERATIONS
GUIDE BLOCKS FOR SCRAPING OPERATIONS
A guide block can be clamped to a chisel to limit the depth of
cut and aid in the production of perfect cylinders, tapers and
facings on faceplate turnings. Scraping methods must be
used when the guide block is employed.
Figure 54
DRILLING
There are several methods of using the lathe for drilling cen-
ter holes through wood stock. When the drill is properly
mounted, centering of the hole is automatic.
One method is to mount a drill in the tail stock. The work-
piece is held and revolved by the headstock. If the drill has
a Morse taper shank, it can be mounted directly in some
tail stock rams. Otherwise, it can be mounted in a chuck fit-
ted with the proper type shank.
• Another method of holding the drill is to mount it in the
headstock using a 4-jaw (metal-lathe) chuck or a Jacobs
chuck. When this method is employed, there is no accurate
support for the workpiece so that center drilling is difficult.
However, cross drilling, or drilling random holes through
stock can be accomplished quickly in this manner.
FACEPLATE AND CHUCKTURNINGS
PLANNING THE WORK
Make a layout first, to provide a visual pattern to follow while
working the turning. Pattern can be laid out in the same man-
ner as spindle patterns - or templates can be made which
can be held against the work for visual comparison. Circles to
locate the various critical points (at which the contours of the
faceplate take distinct form) can be quickly scribed on the
rotating work by using the dividers.
Figure 57
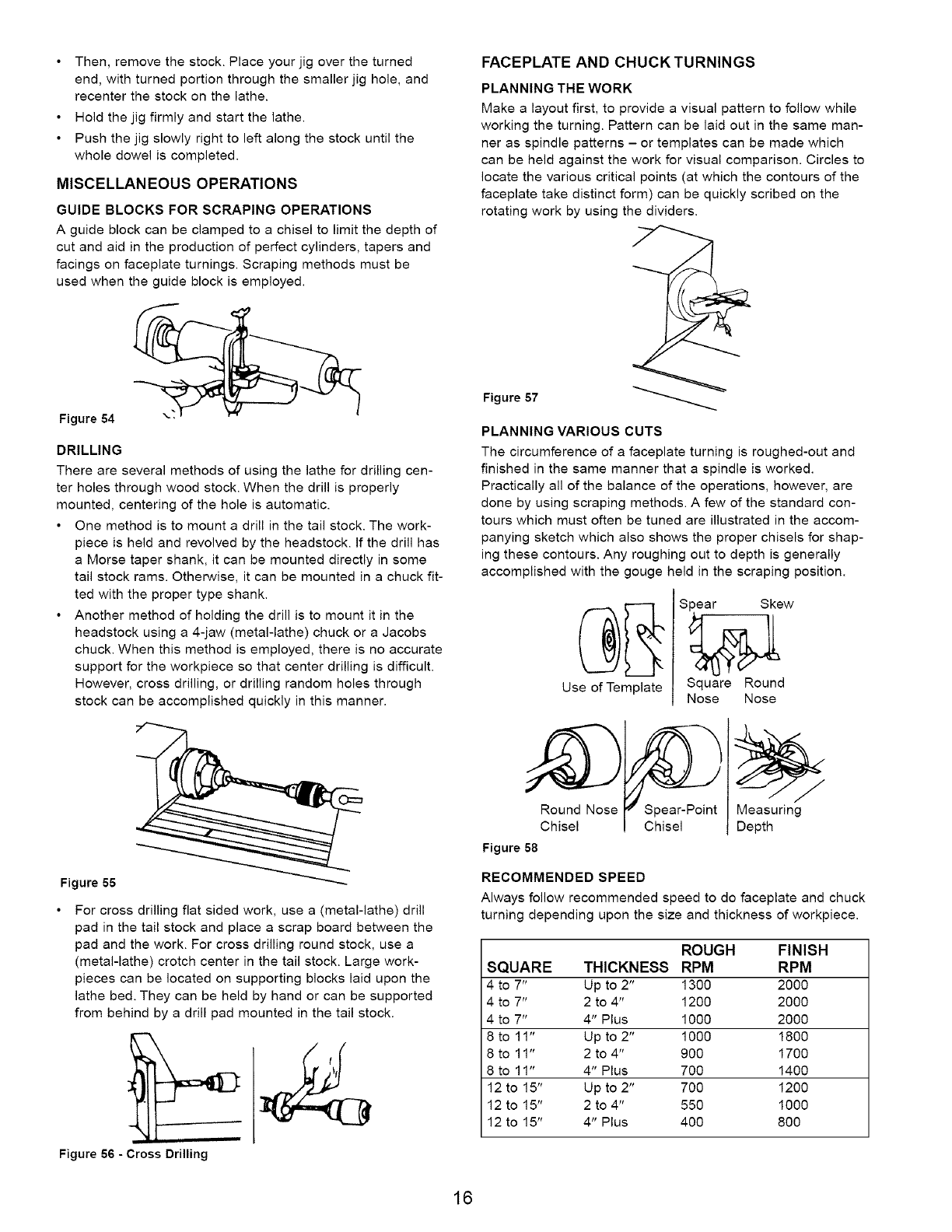
PLANNING VARIOUS CUTS
The circumference of a faceplate turning is roughed-out and
finished in the same manner that a spindle is worked.
Practically all of the balance of the operations, however, are
done by using scraping methods. A few of the standard con-
tours which must often be tuned are illustrated in the accom-
panying sketch which also shows the proper chisels for shap-
ing these contours. Any roughing out to depth is generally
accomplished with the gouge held in the scraping position.
Use of Template
Spear Skew
Square Round
Nose Nose
Figure 55
For cross drilling flat sided work, use a (metal-lathe) drill
pad in the tail stock and place a scrap board between the
pad and the work. For cross drilling round stock, use a
(metal-lathe) crotch center in the tail stock. Large work-
pieces can be located on supporting blocks laid upon the
lathe bed. They can be held by hand or can be supported
from behind by a drill pad mounted in the tail stock.
Figure 56 -Cross Drilling
Round Nose Spear-Point Measuring
Chisel Chisel Depth
Figure 58
RECOMMENDED SPEED
Always follow recommended speed to do faceplate and chuck
turning depending upon the size and thickness of workpiece.
ROUGH FINISH
SQUARE THICKNESS RPM RPM
4 to 7" Up to 2" 1300 2000
4 to 7" 2 to 4" 1200 2000
4 to 7" 4" Plus 1000 2000
8 to 11" Up to 2" 1000 1800
8 to 11" 2 to 4" 900 1700
8 to 11" 4" Plus 700 1400
12 to 15" Up to 2" 700 1200
12 to 15" 2 to 4" 550 1000
12 to 15" 4" Plus 400 800
16
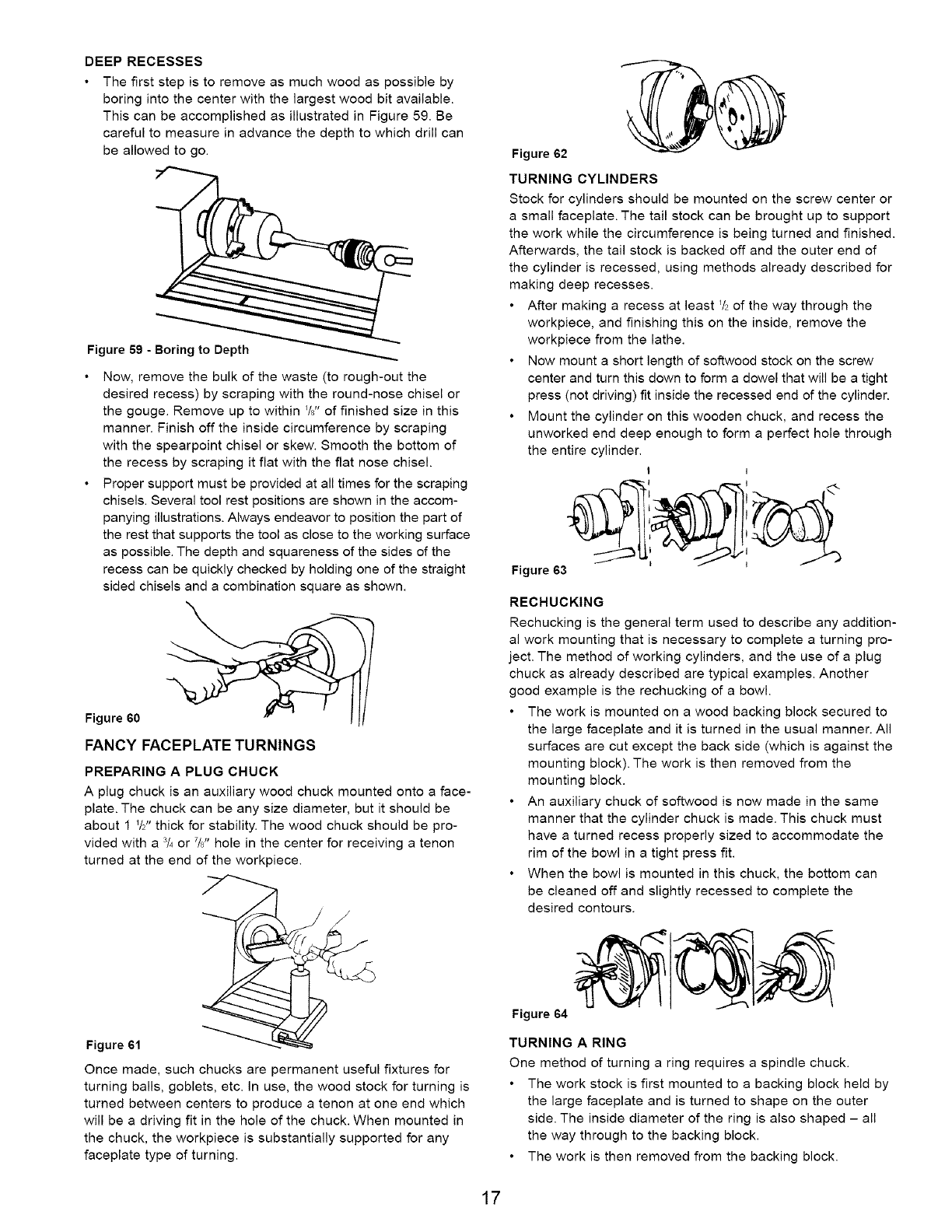
DEEP RECESSES
• The first step is to remove as much wood as possible by
boring into the center with the largest wood bit available.
This can be accomplished as illustrated in Figure 59. Be
careful to measure in advance the depth to which drill can
be allowed to go.
Figure 59 -Boring to Depth
• Now, remove the bulk of the waste (to rough-out the
desired recess) by scraping with the round-nose chisel or
the gouge. Remove up to within _/J' of finished size in this
manner. Finish off the inside circumference by scraping
with the spearpoint chisel or skew. Smooth the bottom of
the recess by scraping it flat with the flat nose chisel.
• Proper support must be provided at all times for the scraping
chisels. Several tool rest positions are shown in the accom-
panying illustrations. Always endeavor to position the part of
the rest that supports the tool as close to the working surface
as possible. The depth and squareness of the sides of the
recess can be quickly checked by holding one of the straight
sided chisels and a combination square as shown.
Figure 60
FANCY FACEPLATE TURNINGS
PREPARING APLUG CHUCK
A plug chuck is an auxiliary wood chuck mounted onto a face-
plate. The chuck can be any size diameter, but it should be
about 1 _/2"thick for stability. The wood chuck should be pro-
vided with a :'/4or 7/j, hole in the center for receiving a tenon
turned at the end of the workpiece.
Figure 61
Once made, such chucks are permanent useful fixtures for
turning balls, goblets, etc. In use, the wood stock for turning is
turned between centers to produce a tenon at one end which
will be a driving fit in the hole of the chuck. When mounted in
the chuck, the workpiece is substantially supported for any
faceplate type of turning.
Figure 62
TURNING CYLINDERS
Stock for cylinders should be mounted on the screw center or
a small faceplate. The tail stock can be brought up to support
the work while the circumference is being turned and finished.
Afterwards, the tail stock is backed off and the outer end of
the cylinder is recessed, using methods already described for
making deep recesses.
After making arecess at least _/2of the way through the
workpiece, and finishing this on the inside, remove the
workpiece from the lathe.
Now mount a short length of softwood stock on the screw
center and turn this down to form a dowel that will be a tight
press (not driving) fit inside the recessed end of the cylinder.
Mount the cylinder on this wooden chuck, and recess the
unworked end deep enough to form a perfect hole through
the entire cylinder.
I J
Figure 63
RECHUCKING
Rechucking is the general term used to describe any addition-
al work mounting that is necessary to complete a turning pro-
ject. The method of working cylinders, and the use of aplug
chuck as already described are typical examples. Another
good example is the rechucking of abowl.
The work is mounted on a wood backing block secured to
the large faceplate and it is turned in the usual manner. All
surfaces are cut except the back side (which is against the
mounting block). The work is then removed from the
mounting block.
An auxiliary chuck of softwood is now made in the same
manner that the cylinder chuck is made. This chuck must
have a turned recess properly sized to accommodate the
rim of the bowl in a tight press fit.
When the bowl is mounted in this chuck, the bottom can
be cleaned off and slightly recessed to complete the
desired contours.
Figure 64
TURNING A RING
One method of turning a ring requires a spindle chuck.
The work stock is first mounted to a backing block held by
the large faceplate and is turned to shape on the outer
side. The inside diameter of the ring is also shaped - all
the way through to the backing block.
The work is then removed from the backing block.
17
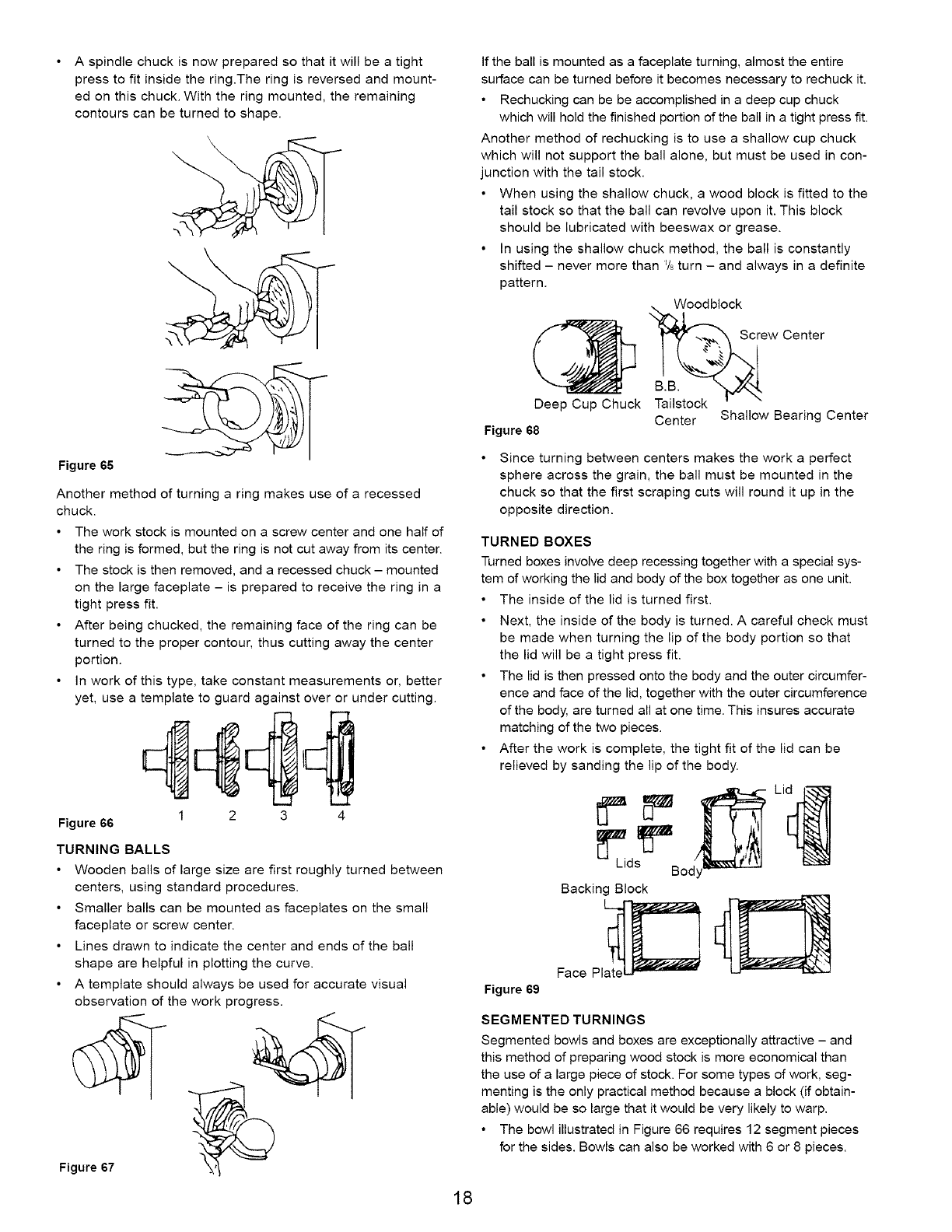
A spindle chuck is now prepared so that it will be a tight
press to fit inside the ring.The ring is reversed and mount-
ed on this chuck. With the ring mounted, the remaining
contours can be turned to shape.
Figure 65
Another method of turning a ring makes use of a recessed
chuck.
• The work stock is mounted on a screw center and one half of
the ring is formed, but the ring is not cut away from its center.
• The stock is then removed, and a recessed chuck - mounted
on the large faceplate - is prepared to receive the ring in a
tight press fit.
• After being chucked, the remaining face of the ring can be
turned to the proper contour, thus cutting away the center
portion.
In work of this type, take constant measurements or, better
yet, use a template to guard against over or under cutting.
4¢4)
1 2 3 4
Figure 66
TURNING BALLS
• Wooden balls of large size are first roughly turned between
centers, using standard procedures.
Smaller balls can be mounted as faceplates on the small
faceplate or screw center.
Lines drawn to indicate the center and ends of the ball
shape are helpful in plotting the curve.
• A template should always be used for accurate visual
observation of the work progress.
If the ball is mounted as a faceplate turning, almost the entire
surface can be turned before it becomes necessary to rechuck it.
• Rechucking can be be accomplished in a deep cup chuck
which will hold the finished portion of the ball in a tight press fit.
Another method of rechucking is to use a shallow cup chuck
which will not support the ball alone, but must be used in con-
junction with the tail stock.
• When using the shallow chuck, a wood block is fitted to the
tail stock so that the ball can revolve upon it. This block
should be lubricated with beeswax or grease.
• In using the shallow chuck method, the ball is constantly
shifted - never more than _/_turn - and always in a definite
pattern.
Woodblock
@ _rewCenterB.B.
Deep Cup Chuck TBa_stock _
Center Shallow Bearing Center
Figure 68
Since turning between centers makes the work a perfect
sphere across the grain, the ball must be mounted in the
chuck so that the first scraping cuts will round it up in the
opposite direction.
TURNED BOXES
Turned boxes involve deep recessing together with a special sys-
tem of working the lid and body of the box together as one unit.
• The inside of the lid is turned first.
• Next, the inside of the body is turned. A careful check must
be made when turning the lip of the body portion so that
the lid will be a tight press fit.
• The lid is then pressed onto the body and the outer circumfer-
ence and face of the lid, together with the outer circumference
of the body, are turned all at one time. This insures accurate
matching of the two pieces.
• After the work is complete, the tight fit of the lid can be
relieved by sanding the lip of the body.
Lids Body
Backing Block
Face Plate_
Figure 69
SEGMENTED TURNINGS
Segmented bowls and boxes are exceptionally attractive - and
this method of preparing wood stock is more economical than
the use of a large piece of stock. For some types of work, seg-
menting is the only practical method because a block (if obtain-
able) would be so large that it would be very likely to warp.
• The bowl illustrated in Figure 66 requires 12 segment pieces
for the sides. Bowls can also be worked with 6 or 8 pieces.
18
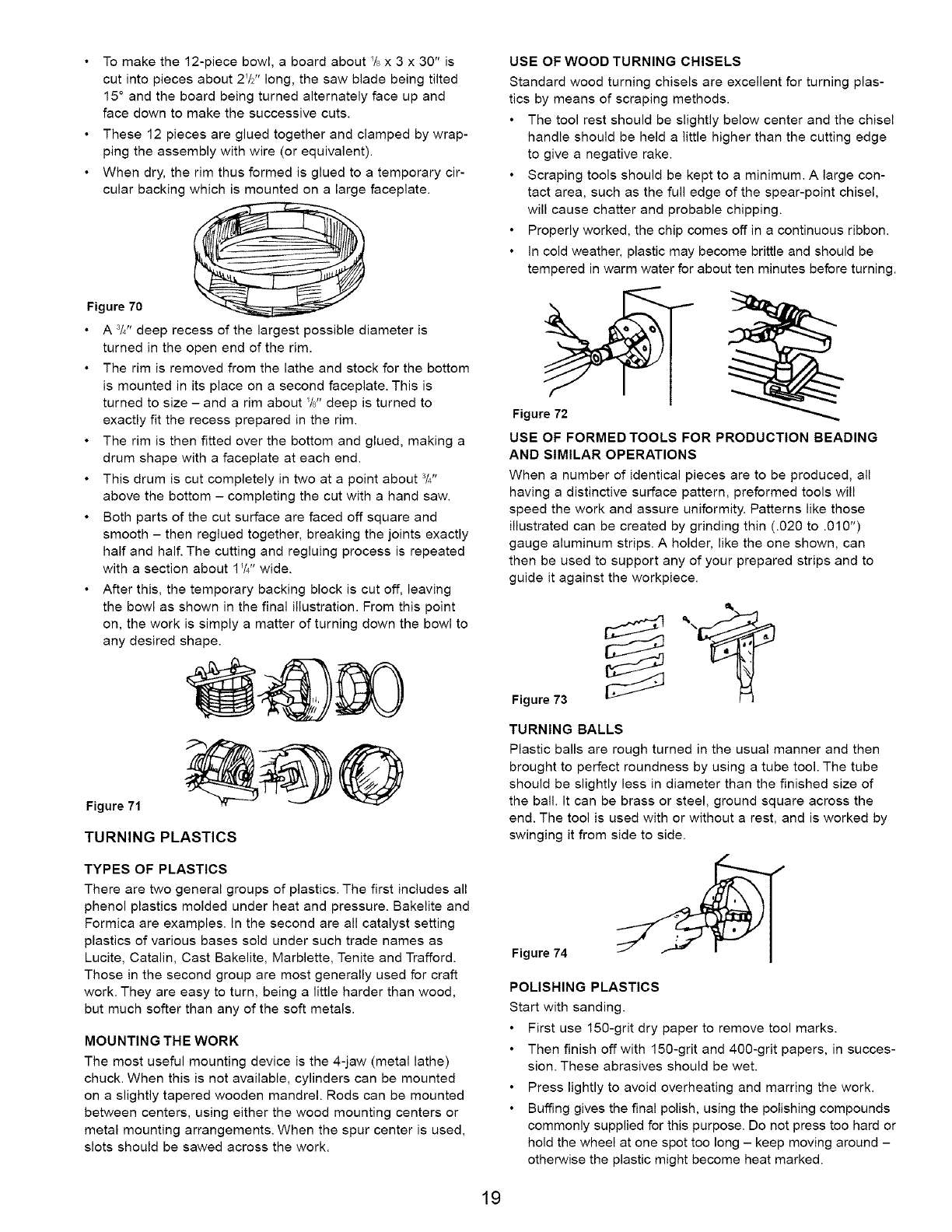
• To make the 12-piece bowl, a board about _/_x 3 x 30" is
cut into pieces about 2_/," long, the saw blade being tilted
15 ° and the board being turned alternately face up and
face down to make the successive cuts.
• These 12 pieces are glued together and clamped by wrap-
ping the assembly with wire (or equivalent).
• When dry, the rim thus formed is glued to a temporary cir-
cular backing which is mounted on a large faceplate.
Figure 70
• A 3/4"deep recess of the largest possible diameter is
turned in the open end of the rim.
• The rim is removed from the lathe and stock for the bottom
is mounted in its place on a second faceplate. This is
turned to size - and a rim about _/8"deep is turned to
exactly fit the recess prepared in the rim.
• The rim is then fitted over the bottom and glued, making a
drum shape with a faceplate at each end.
• This drum is cut completely in two at a point about 3/4"
above the bottom - completing the cut with a hand saw.
• Both parts of the cut surface are faced off square and
smooth - then reglued together, breaking the joints exactly
half and half. The cutting and regluing process is repeated
with a section about 1W' wide.
• After this, the temporary backing block is cut off, leaving
the bowl as shown in the final illustration. From this point
on, the work is simply a matter of turning down the bowl to
any desired shape.
Figure 71
TURNING PLASTICS
USE OF WOOD TURNING CHISELS
Standard wood turning chisels are excellent for turning plas-
tics by means of scraping methods.
The tool rest should be slightly below center and the chisel
handle should be held a little higher than the cutting edge
to give a negative rake.
Scraping tools should be kept to a minimum. A large con-
tact area, such as the full edge of the spear-point chisel,
will cause chatter and probable chipping.
Properly worked, the chip comes off in a continuous ribbon.
In cold weather, plastic may become brittle and should be
tempered in warm water for about ten minutes before turning.
Figure 72
USE OF FORMED TOOLS FOR PRODUCTION BEADING
AND SIMILAR OPERATIONS
When a number of identical pieces are to be produced, all
having a distinctive surface pattern, preformed tools will
speed the work and assure uniformity. Patterns like those
illustrated can be created by grinding thin (.020 to .010")
gauge aluminum strips. A holder, like the one shown, can
then be used to support any of your prepared strips and to
guide it against the workpiece.
Figure 73
TURNING BALLS
Plastic balls are rough turned in the usual manner and then
brought to perfect roundness by using a tube tool. The tube
should be slightly less in diameter than the finished size of
the ball. It can be brass or steel, ground square across the
end. The tool is used with or without a rest, and is worked by
swinging it from side to side.
TYPES OF PLASTICS
There are two general groups of plastics. The first includes all
phenol plastics molded under heat and pressure. Bakelite and
Formica are examples. In the second are all catalyst setting
plastics of various bases sold under such trade names as
Lucite, Catalin, Cast Bakelite, Marblette, Tenite and Trafford.
Those in the second group are most generally used for craft
work. They are easy to turn, being a little harder than wood
but much softer than any of the soft metals.
MOUNTING THE WORK
The most useful mounting device is the 4-jaw (metal lathe)
chuck. When this is not available, cylinders can be mounted
on a slightly tapered wooden mandrel. Rods can be mounted
between centers, using either the wood mounting centers or
metal mounting arrangements. When the spur center is used,
slots should be sawed across the work.
Figure 74
POLISHING PLASTICS
Start with sanding.
First use 150-grit dry paper to remove tool marks.
Then finish off with 150-grit and 400-grit papers, in succes-
sion. These abrasives should be wet.
Press lightly to avoid overheating and marring the work.
Buffing gives the final polish, using the polishing compounds
commonly supplied for this purpose. Do not press too hard or
hold the wheel at one spot too long - keep moving around -
otherwise the plastic might become heat marked.
19
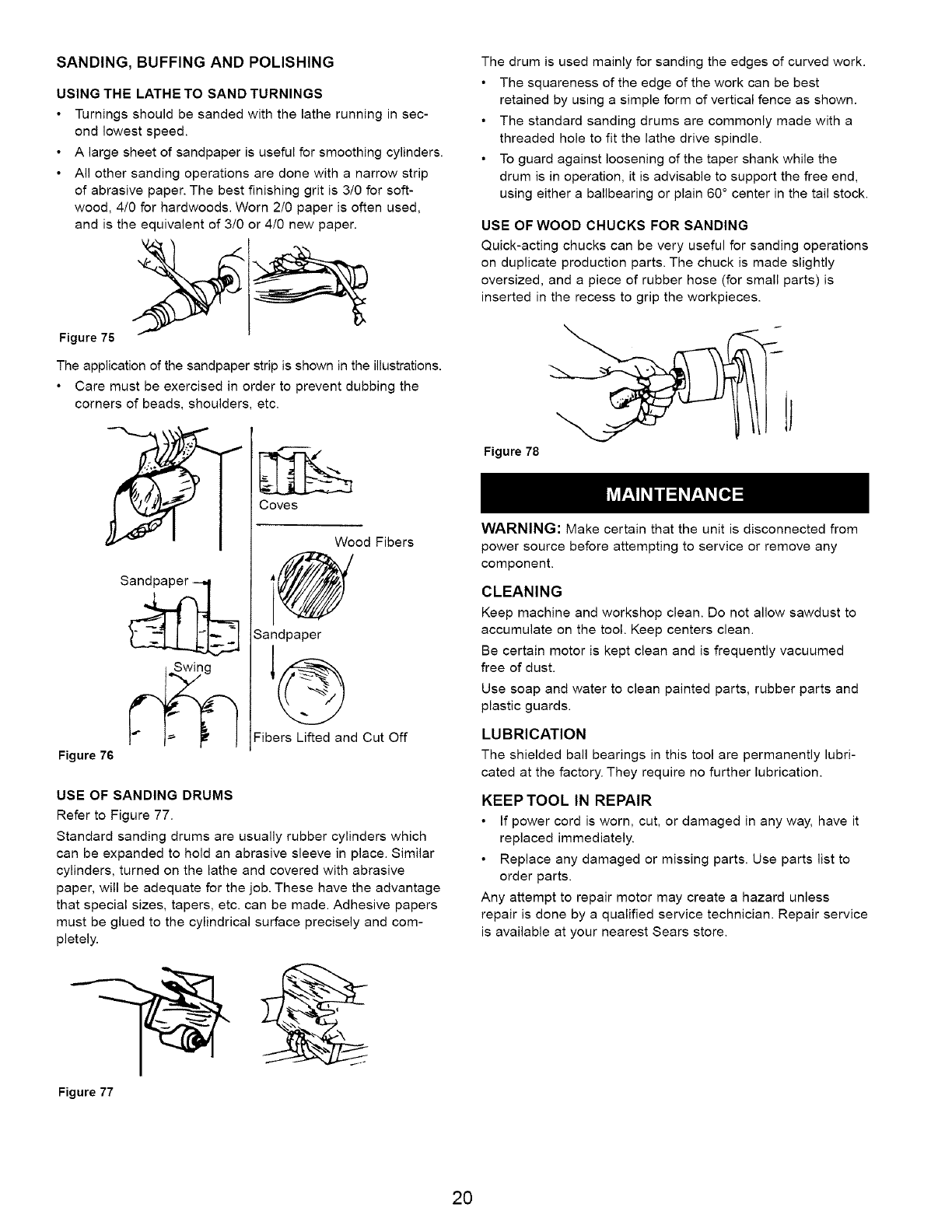
SANDING, BUFFING AND POLISHING
USING THE LATHE TO SAND TURNINGS
•Turnings should be sanded with the lathe running in sec-
ond lowest speed.
• A large sheet of sandpaper is useful for smoothing cylinders.
• All other sanding operations are done with a narrow strip
of abrasive paper. The best finishing grit is 3/0 for soft-
wood, 4/0 for hardwoods. Worn 2/0 paper is often used,
and is the equivalent of 3/0 or 4/0 new paper.
Figure 75
The application of the sandpaper strip is shown in the illustrations.
Care must be exercised in order to prevent dubbing the
corners of beads, shoulders, etc.
Figure 76
Coves
Wood Fibers
@
Sandpaper
Fibers lifted and Cut Off
USE OF SANDING DRUMS
Refer to Figure 77.
Standard sanding drums are usually rubber cylinders which
can be expanded to hold an abrasive sleeve in place. Similar
cylinders, turned on the lathe and covered with abrasive
paper, will be adequate for the job. These have the advantage
that special sizes, tapers, etc. can be made. Adhesive papers
must be glued to the cylindrical surface precisely and com-
pletely.
Figure 77
The drum is used mainly for sanding the edges of curved work.
• The squareness of the edge of the work can be best
retained by using a simple form of vertical fence as shown.
• The standard sanding drums are commonly made with a
threaded hole to fit the lathe drive spindle.
• To guard against loosening of the taper shank while the
drum is in operation, it is advisable to support the free end,
using either a ballbearing or plain 60 ° center in the tail stock.
USE OF WOOD CHUCKS FOR SANDING
Quick-acting chucks can be very useful for sanding operations
on duplicate production parts. The chuck is made slightly
oversized, and a piece of rubber hose (for small parts) is
inserted in the recess to grip the workpieces.
Figure 78
WARNING: Make certain that the unit is disconnected from
power source before attempting to service or remove any
component.
CLEANING
Keep machine and workshop clean. Do not allow sawdust to
accumulate on the tool. Keep centers clean.
Be certain motor is kept clean and is frequently vacuumed
free of dust.
Use soap and water to clean painted parts, rubber parts and
plastic guards.
LUBRICATION
The shielded ball bearings in this tool are permanently lubri-
cated at the factory. They require no further lubrication.
KEEP TOOL IN REPAIR
• If power cord is worn, cut, or damaged in any way, have it
replaced immediately.
• Replace any damaged or missing parts. Use parts list to
order parts.
Any attempt to repair motor may create a hazard unless
repair is done by a qualified service technician. Repair service
is available at your nearest Sears store.
2O
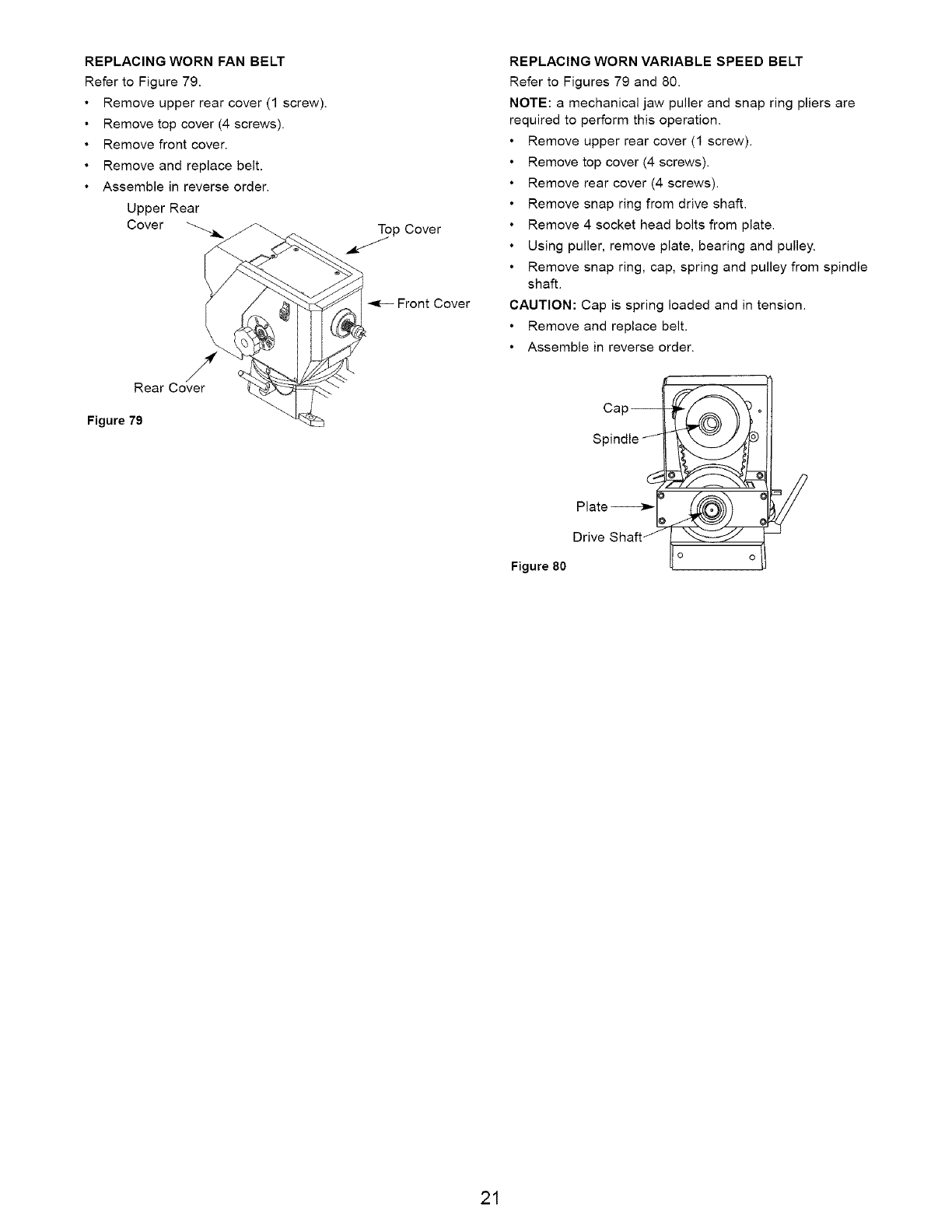
REPLACING WORN FAN BELT
Refer to Figure 79.
Remove upper rear cover (1 screw).
Remove top cover (4 screws).
Remove front cover.
Remove and replace belt.
• Assemble in reverse order.
Upper Rear
Cover
Rear Cover
Figure 79
Top Cover
Front Cover
REPLACING WORN VARIABLE SPEED BELT
Refer to Figures 79 and 80.
NOTE: a mechanical jaw puller and snap ring pliers are
required to perform this operation.
Remove upper rear cover (1 screw).
Remove top cover (4 screws).
Remove rear cover (4 screws).
Remove snap ring from drive shaft.
Remove 4 socket head bolts from plate.
Using puller, remove plate, bearing and pulley.
Remove snap ring, cap, spring and pulley from spindle
shaft.
CAUTION: Cap is spring loaded and in tension.
Remove and replace belt.
Assemble in reverse order.
Figure 80
Cao
Spindle _
21
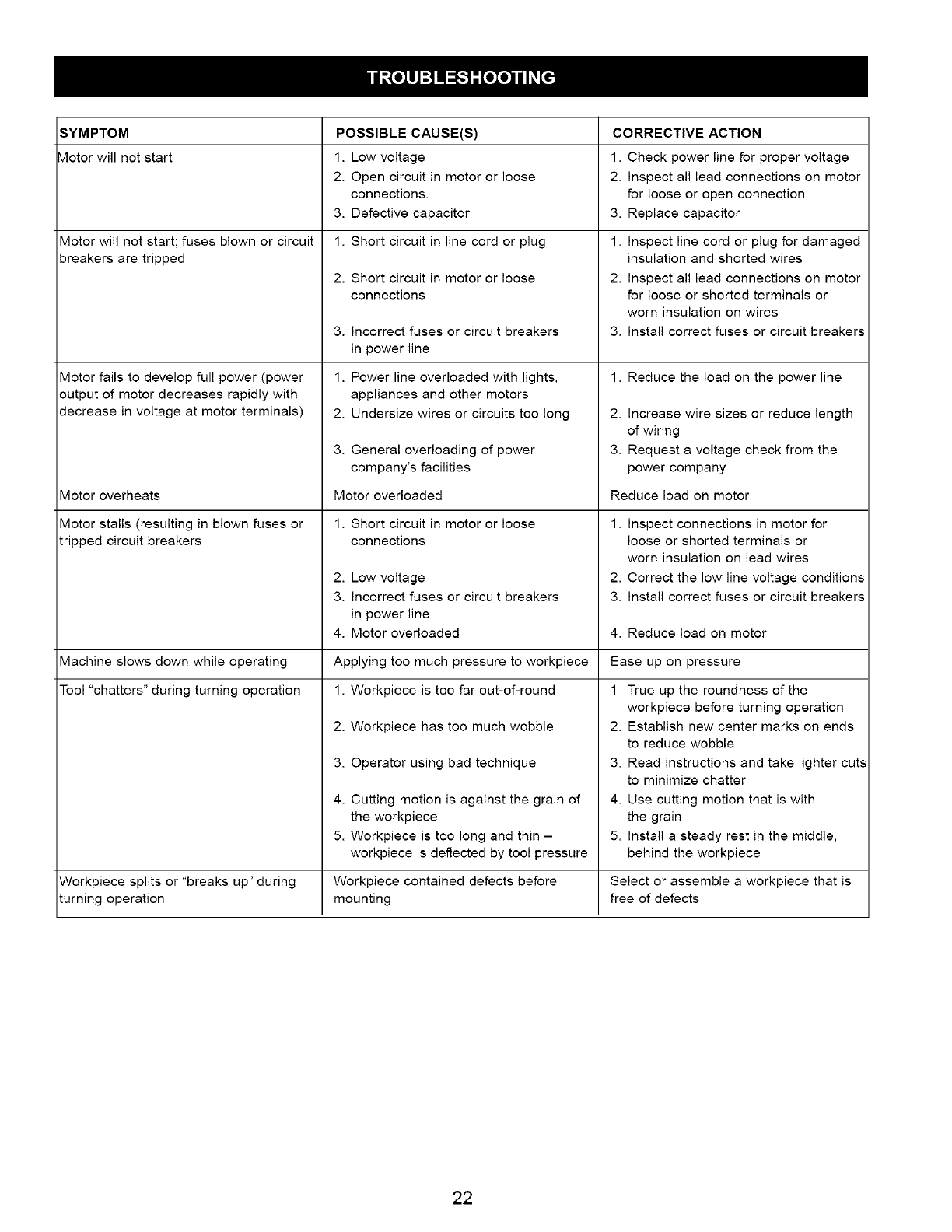
SYMPTOM POSSIBLE CAUSE(S)
Motor will not start 1. Low voltage
2. Open circuit in motor or loose
connections.
Defective capacitor
Motor will not start; fuses blown or circuit Short circuit in line cord or plug
breakers are tripped
Motor fails to develop full power (power
output of motor decreases rapidly with
decrease in voltage at motor terminals)
Motor overheats
Motor stalls (resulting in blown fuses or
tripped circuit breakers
3.
1.
2. Short circuit in motor or loose
connections
3. Incorrect fuses or circuit breakers
in power line
1. Power line overloaded with lights,
appliances and other motors
2. Undersize wires or circuits too long
3. General overloading of power
company's facilities
Motor overloaded
1. Short circuit in motor or loose
connections
2. Low voltage
3. Incorrect fuses or circuit breakers
in power line
4. Motor overloaded
Machine slows down while operating Applying too much pressure to workpiece
Tool "chatters" during turning operation 1. Workpiece is too far out-of-round
2. Workpiece has too much wobble
3. Operator using bad technique
4. Cutting motion is against the grain of
the workpiece
5. Workpiece is too long and thin -
workpiece is deflected by tool pressure
Workpiece splits or "breaks up" during Workpiece contained defects before
turning operation mounting
CORRECTIVE ACTION
1. Check power line for proper voltage
2. Inspect all lead connections on motor
for loose or open connection
3. Replace capacitor
1. Inspect line cord or plug for damaged
insulation and shorted wires
2. Inspect all lead connections on motor
for loose or shorted terminals or
worn insulation on wires
3. Install correct fuses or circuit breakers
1. Reduce the load on the power line
2. Increase wire sizes or reduce length
of wiring
3. Request a voltage check from the
power company
Reduce load on motor
1. Inspect connections in motor for
loose or shorted terminals or
worn insulation on lead wires
2. Correct the low line voltage conditions
3. Install correct fuses or circuit breakers
4. Reduce load on motor
Ease up on pressure
1 True up the roundness of the
workpiece before turning operation
2. Establish new center marks on ends
to reduce wobble
3. Read instructions and take lighter cuts
to minimize chatter
4. Use cutting motion that is with
the grain
5. Install a steady rest in the middle,
behind the workpiece
Select or assemble a workpiece that is
free of defects
22
NOTES
23
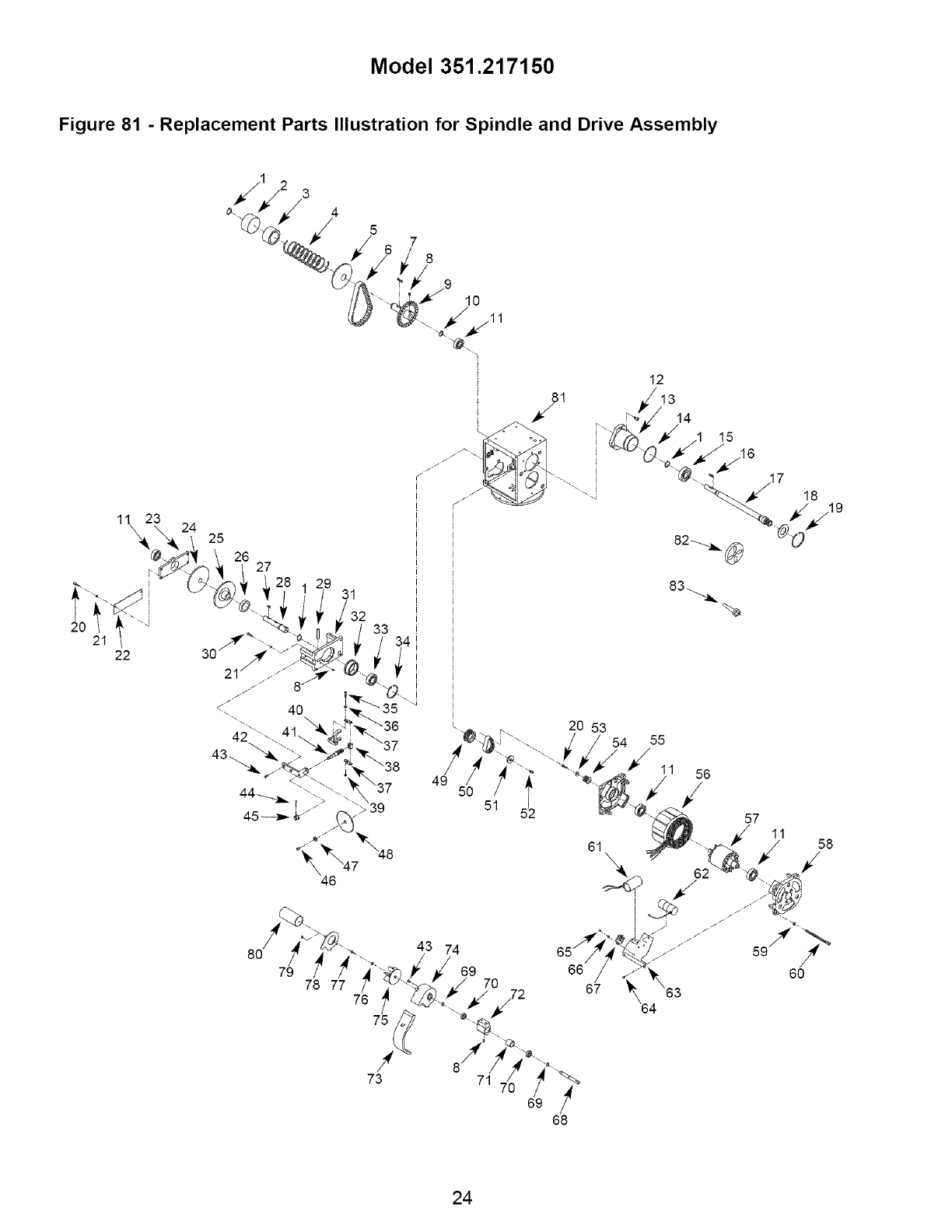
Model 351.21 7150
Figure 81 - Replacement Parts Illustration for Spindle and Drive Assembly
20
7
8
12
13
14
46
20 53
4<J51_ 5_2 "
69
68
24
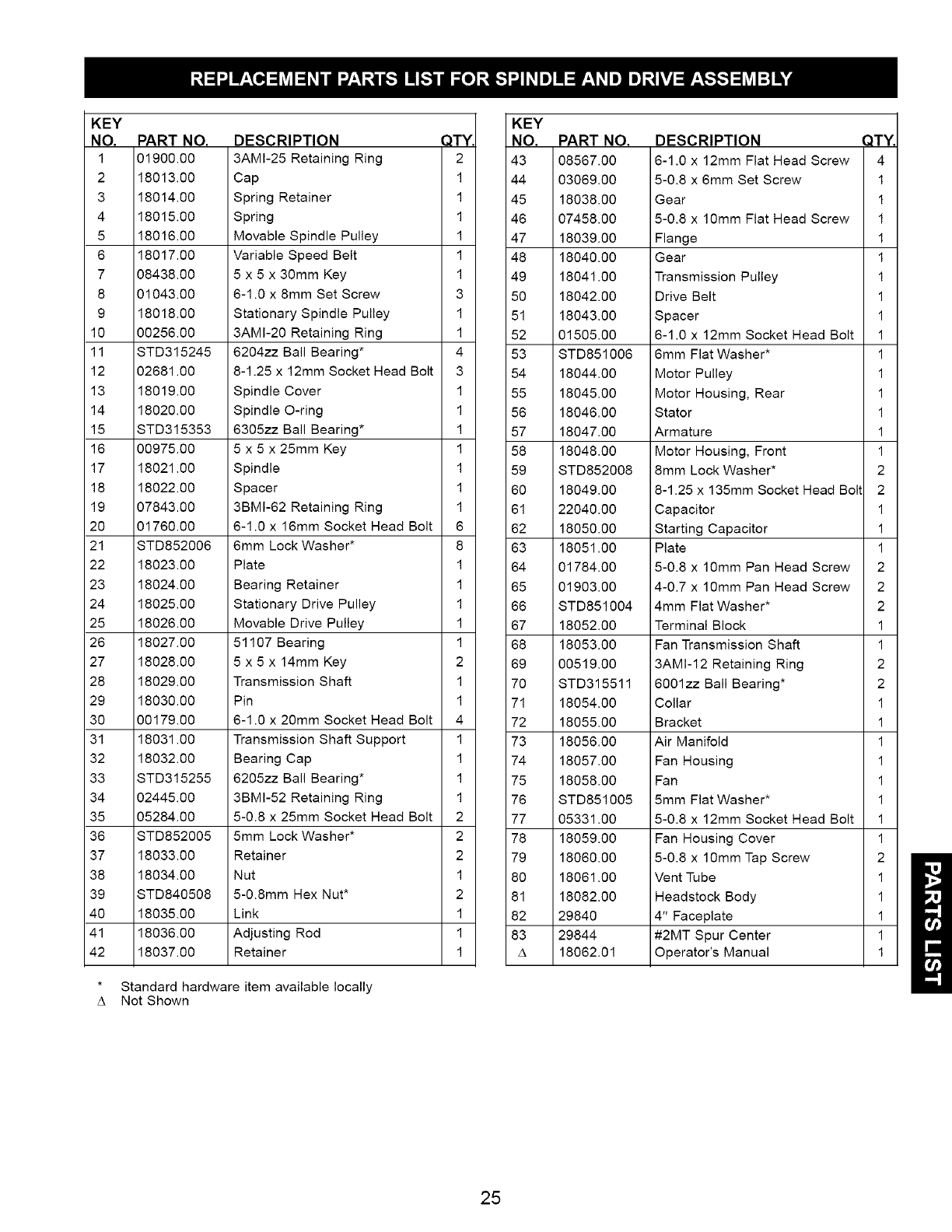
KEY
NO. PART NO.
1 01900.00
2 18013.00
3 18014.00
4 18015.00
5 18016.00
6 18017.00
7 08438.00
8 01043.00
9 18018.00
10 00256.00
11 STD315245
12 02681.00
13 18019.00
14 18020.00
15 STD315353
16 00975.00
17 18021.00
18 18022.00
19 07843.00
20 01760.00
21 STD852006
22 18023.00
23 18024.00
24 18025.00
25 18026.00
26 18027.00
27 18028.00
28 18029.00
29 18030.00
30 00179.00
31 18031.00
32 18032.00
33 STD315255
34 02445.00
35 05284.00
36 STD852005
37 18033.00
38 18034.00
39 STD840508
40 18035.00
41 18036.00
42 18037.00
DESCRIPTION QTY.
3AMI-25 Retaining Ring 2
Cap 1
Spring Retainer 1
Spring 1
Movable Spindle Pulley 1
Variable Speed Belt 1
5 x 5 x 30ram Key 1
6-1.0 x 8ram Set Screw 3
Stationary Spindle Pulley 1
3AMI-20 Retaining Ring 1
6204zz Ball Bearing* 4
8-1.25 x 12mm Socket Head Bolt 3
Spindle Cover 1
Spindle O-ring 1
6305zz Ball Bearing* 1
5 x 5 x 25ram Key 1
Spindle 1
Spacer 1
3BMI-62 Retaining Ring 1
6-1.0 x 16mm Socket Head Bolt 6
6mm Lock Washer* 8
Plate 1
Bearing Retainer 1
Stationary Drive Pulley 1
Movable Drive Pulley 1
51107 Bearing 1
5 x 5 x 14ram Key 2
Transmission Shaft 1
Pin 1
6-1.0 x 20ram Socket Head Bolt 4
Transmission Shaft Support 1
Bearing Cap 1
6205zz Ball Bearing* 1
3BMI-52 Retaining Ring 1
5-0.8 x 25ram Socket Head Bolt 2
5mm Lock Washer* 2
Retainer 2
Nut 1
5-0.8ram Hex Nut* 2
Link 1
Adjusting Rod 1
Retainer 1
*Standard hardware item available locally
A Not Shown
KEY
NO.
43
44
45
46
47
48
49
5O
51
52
53
54
55
56
57
58
59
6O
61
62
63
64
65
66
67
68
69
70
71
72
73
74
75
76
77
78
79
80
81
82
83
A
PART NO.
08567.00
03069.00
18038.00
07458.00
18039.00
18040.00
18041.00
18042.00
18043.00
01505.00
STD851006
18044.00
18045.00
18046.00
18047.00
18048.00
STD852008
18049.00
22040.00
18050.00
18051.00
01784.00
01903.00
STD851004
18052.00
18053.00
00519.00
STD315511
18054.00
18055.00
18056.00
18057.00
18058.00
STD851005
05331.00
18059.00
18060.00
18061.00
18082.00
29840
29844
18062.01
DESCRIPTION QTY.
6-1.0 x 12ram Flat Head Screw 4
5-0.8 x 6ram Set Screw 1
Gear 1
5-0.8 x 10ram Flat Head Screw 1
Flange 1
Gear 1
Transmission Pulley 1
Drive Belt 1
Spacer 1
6-1.0 x 12ram Socket Head Bolt 1
6ram Flat Washer* 1
Motor Pulley 1
Motor Housing, Rear 1
Stator 1
Armature 1
Motor Housing, Front 1
8mm Lock Washer* 2
8-1.25 x 135mm Socket Head Bolt 2
Capacitor 1
Starting Capacitor 1
Plate 1
5-0.8 x 10mm Pan Head Screw 2
4-0.7 x 10mm Pan Head Screw 2
4ram Flat Washer* 2
Terminal Block 1
Fan Transmission Shaft 1
3AM1-12 Retaining Ring 2
6001zz Ball Bearing* 2
Collar 1
Bracket 1
Air Manifold 1
Fan Housing 1
Fan 1
5ram Flat Washer* 1
5-0.8 x 12mm Socket Head Bolt 1
Fan Housing Cover 1
5-0.8 x 10mm Tap Screw
Vent Tube
Headstock Body
4" Faceplate
#2MT Spur Center
Operator's Manual 2/
1
1
1
1
1
25
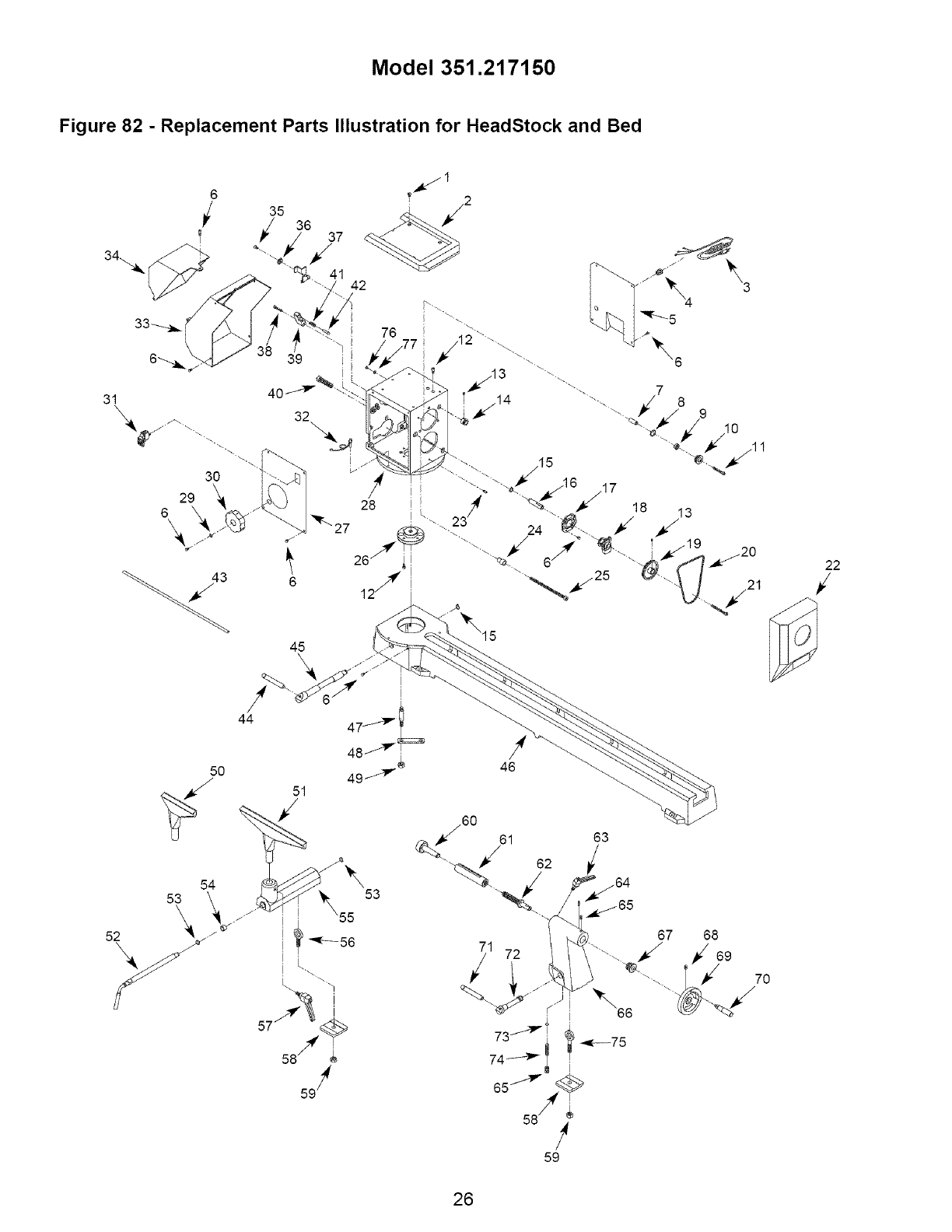
Model 351.21 7150
Figure 82 - Replacement Parts Illustration for HeadStock and Bed
31
3O
6 29
45
22
/
50
44
51
/
63
68
69
70
26
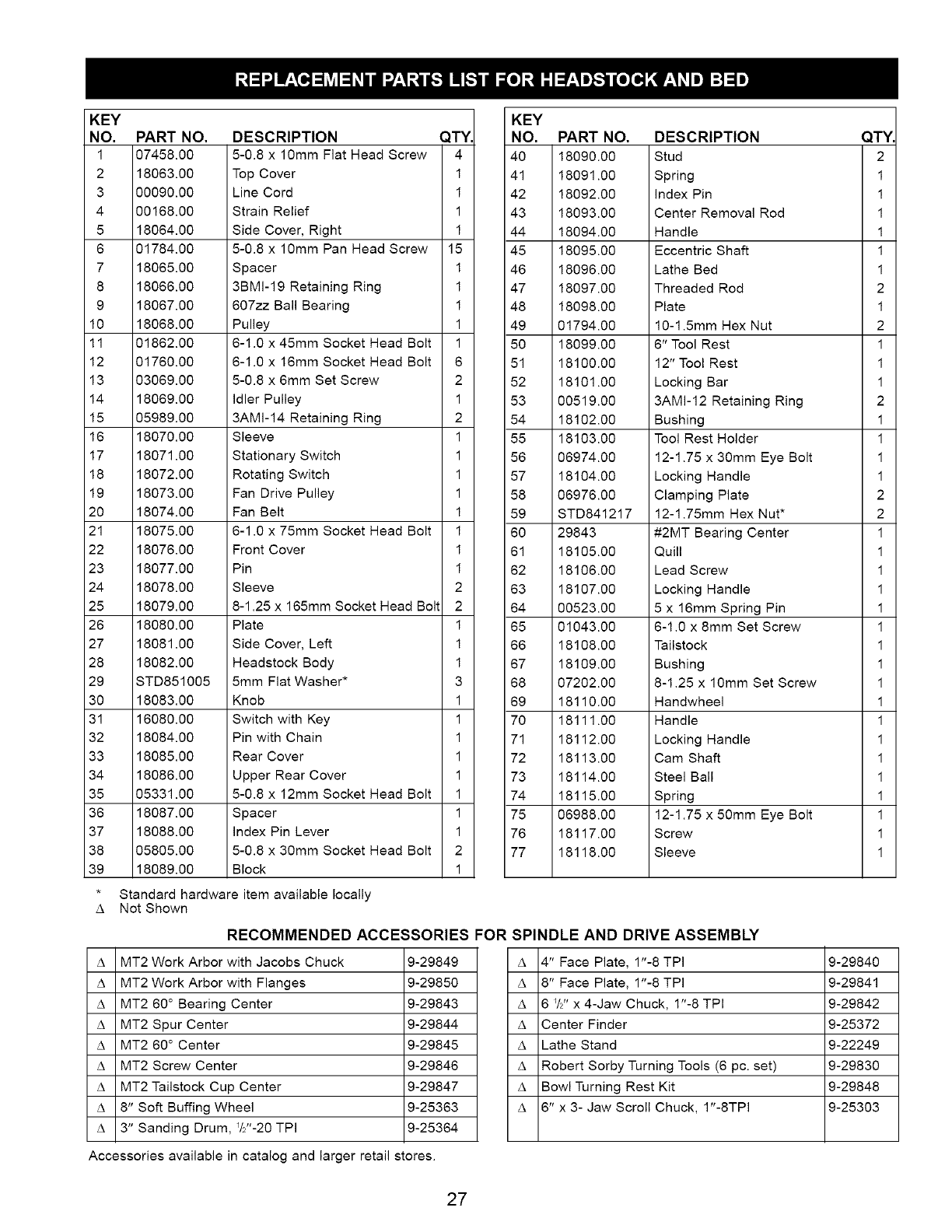
KEY
NO. PART NO. DESCRIPTION QTY.
1 07458.00 5-0.8 x 10ram Flat Head Screw 4
2 18063.00 Top Cover 1
3 00090.00 Line Cord 1
4 00168.00 Strain Relief 1
5 18064.00 Side Cover, Right 1
6 01784.00 5-0.8 x 10mm Pan Head Screw 15
7 18065.00 Spacer 1
8 18066.00 3BMI-19 Retaining Ring 1
9 18067.00 607zz Ball Bearing 1
10 18068.00 Pulley 1
11 01862.00 6-1.0 x 45mm Socket Head Bolt 1
12 01760.00 6-1.0 x 16mm Socket Head Bolt 6
13 03069.00 5-0.8 x 6mm Set Screw 2
14 18069.00 idler Pulley 1
15 05989.00 3AMI-14 Retaining Ring 2
16 18070.00 Sleeve 1
17 18071.00 Stationary Switch 1
18 18072.00 Rotating Switch 1
19 18073.00 Fan Drive Pulley 1
20 18074.00 Fan Belt 1
21 18075.00 6-1.0 x 75mm Socket Head Bolt 1
22 18076.00 Front Cover 1
23 18077.00 Pin 1
24 18078.00 Sleeve 2
25 18079.00 8-1.25 x 165mm Socket Head Bolt 2
26 18080.00 Plate 1
27 18081.00 Side Cover, Left 1
28 18082.00 Headstock Body 1
29 STD851005 5mm Flat Washer* 3
30 18083.00 Knob 1
31 16080.00 Switch with Key 1
32 18084.00 Pin with Chain 1
33 18085.00 Rear Cover 1
34 18086.00 Upper Rear Cover 1
35 05331.00 5-0.8 x 12mm Socket Head Bolt 1
36 18087.00 Spacer 1
37 18088.00 index Pin Lever 1
38 05805.00 5-0.8 x 30mm Socket Head Bolt 2
39 18089.00 Block 1
* Standard hardware item available locally
A Not Shown
KEY
NO. PART NO. DESCRIPTION QTY
40 18090.00 Stud 2
41 18091.00 Spring 1
42 18092.00 index Pin 1
43 18093.00 Center Removal Rod 1
44 18094.00 Handle 1
45 18095.00 Eccentric Shaft 1
46 18096.00 Lathe Bed 1
47 18097.00 Threaded Rod 2
48 18098.00 Plate 1
49 01794.00 10-1.5ram Hex Nut 2
50 18099.00 6" Tool Rest 1
51 18100.00 12" Tool Rest 1
52 18101.00 Locking Bar 1
53 00519.00 3AMI-12 Retaining Ring 2
54 18102.00 Bushing 1
55 18103.00 Tool Rest Holder 1
56 06974.00 12-1.75 x 30mm Eye Bolt 1
57 18104.00 Locking Handle 1
58 06976.00 Clamping Plate 2
59 STD841217 12-1.75mm Hex Nut* 2
60 29843 #2MT Bearing Center 1
61 18105.00 Quill 1
62 18106.00 Lead Screw 1
63 18107.00 Locking Handle 1
64 00523.00 5 x 16ram Spring Pin 1
65 01043.00 6-1.0 x 8mm Set Screw 1
66 18108.00 Tailstock 1
67 18109.00 Bushing 1
68 07202.00 8-1.25 x 10ram Set Screw 1
69 18110.00 Handwheel 1
70 18111.00 Handle 1
71 18112.00 Locking Handle 1
72 18113.00 Cam Shaft 1
73 18114.00 Steel Ball 1
74 18115.00 Spring 1
75 06988.00 12-1.75 x 50mm Eye Bolt 1
76 18117.00 Screw 1
77 18118.00 Sleeve 1
RECOMMENDED ACCESSORIES FOR SPINDLE AND DRIVE ASSEMBLY
A MT2 Work Arbor with Jacobs Chuck 9-29849
A MT2 Work Arbor with Flanges 9-29850
A MT2 60 ° Bearing Center 9-29843
A MT2 Spur Center 9-29844
A MT2 60 ° Center 9-29845
A MT2 Screw Center 9-29846
A MT2 Tailstock Cup Center 9-29847
A 8" Soft Buffing Wheel 9-25363
A 3" Sanding Drum, _/z'-20 TPI 9-25364
Accessories available in catalog and larger retail stores.
A 4" Face Plate, 1"-8 TPI 9-29840
A 8" Face Plate, 1"-8 TPI 9-29841
A 6 W' x 4-Jaw Chuck, 1"-8 TPI 9-29842
A Center Finder 9-25372
A Lathe Stand 9-22249
A Robert Sorby Turning Tools (6 pc. set) 9-29830
A Bowl Turning Rest Kit 9-29848
A 6" x 3- Jaw Scroll Chuck, I"-8TPI 9-25303
27
TORNO DE VELOCIDAD
VARIABLE PARA MADERA
Modelo No.
351.21 7150
PRECAUCION: Lea este manual y siga las
Reglas de seguridad y las Instrucciones de
operaci6n, antes de usar este producto per
primera vez.
Ingl6s .............................................. 2-23
IIustraci6n y lista de partes ............................. 24-27
Garantia .............................................. 28
Reglas de seguridad .................................. 28-29
Desempaque .......................................... 30
Montaje ............................................ 30-31
Instalaci6n .......................................... 31-33
Operaci6n .......................................... 33-48
Mantenimiento ......................................... 49
Identificaci6n de problemas ............................ 50-51
GARANTIA COMPLETA POR UN AI_IO PARA ELTORNO
PARA MADERA DE VELOCIDAD VARIABLE CRAFTSMAN
Si durante el periodo de un argo a partir de la fecha de compra
el rendimiento del tome para madera Craftsman no ha side de su
entera satisfacci6n, devuelvalo al Centre de Servicio de Sears mas
cercano en los Estados Unidos y Sears Io reparara libre de costo.
El servicio de garantia esta disponible a traves del departamento
de Sears que ofrece servicio de reparaciones a domicilio para las
marcas principales. Esta garantia le otorga derechos legales
especificos y tambien puede tener otros derechos que varian
de estado a estado.
Si este torno para madera se emplea para fines comerciale la
presente garantia se aplicara per solo 90 dias a partir de la fecha
de compra.
Sears, Roebuck and Co., Dept. 817 WA, Hoffman Estates, IL
60179
PRECAUCION: Siempre siga los procedimientos de operacion
correctos tal come se definen en este manual -- aun cuando
este familiarizado con el use de esta o de otras herramientas
similares. Recuerde que un leve descuido puede ocasionar
lesiones personales graves.
ESTE PREPARADO PARA EL TRABAJO
Lleve puesta ropa adecuada. No use ropa suelta, guantes,
corbatas, anillos, pulseras, ni otras prendas que puedan
quedar atrapadas en las partes movibles de la maquina.
Lleve puesta protecci6n para el cabello, para contener el
cabello largo.
Lleve puestos zapatos de seguridad con suela antideslizante.
Lleve puestas gafas de seguridad que cumplan con ANSI
Z87.1 estadounidense. Las gafas de use diario solamente
tienen lentes resistentes al impacto. NO son gafas de
seguridad.
Lleve puesta una mascara para la cara o contra el polvo si la
operaci6n levanta mucho polvo.
Este alerta y piense con claridad. Nunca opere las herramien-
tas mecanicas cuando este cansado(a), intoxicado(a) o cuan-
do este tomando medicamentos que producen somnolencia.
PREPARE EL AREA DONDE REALIZARA EL TRABAJO
Mantenga el area de trabajo limpia. Las areas de trabajo
desordenadas inducen a accidentes.
No utilice herramientas mecanicas en ambientes peligrosos.
Tampoco en lugares hQmedos o mojados. No las exponga a
la Iluvia.
El area de trabajo debe estar bien iluminada.
Mantenga alas visitas a una distancia segura del area de trabajo.
Mantenga a los nifios fuera del lugar de trabajo. Disponga
el taller de manera que no presente ningun peligro para los
nii_os. Use candados, interruptores principales o remueva las
Ilaves del interrupter para impedir el use involuntario de la
herramienta.
Los cordones prolongadores no deben entrar en contacto con
objetos afilados, aceite, grasa, ni superficies calientes.
ES NECESARIO DAR SERVICIO A LAS HERRAMIENTAS
•Siempre desenchufe la herramienta antes de inspeccionarla.
• Consulte el manual para procedimientos de mantenimiento y
ajuste especificos.
Mantenga la herramienta lubricada y limpia para una
operaci6n segura.
Mantenga todas las partes listas para utilizar. Revise la pro-
tecci6n u otras partes para determinar si operan correcta-
mente y pueden desempefiar la funci6n para la cual han side
disei_adas.
Revise si hay partes dafiadas. Revise si las partes movibles
estan alineadas, si hay atascamiento, roturas, montajes y
cualquier otra condici6n que pueda afectar la operaci6n de
la herramienta.
• Cualquier protecci6n o parte dar_ada se debe cambiar o
reparar correctamente. No haga reparaciones provisorias.
(Use la lista de partes que se incluye para ordenar partes de
repuesto.)
Nunca ajuste los accesorios cuando se encuentren funcio-
nando. Desconecte la energia electrica para evitar un
arranque accidental.
• Cambie inmediatamente los cordones prolongadores que
esten dar_ados o desgastados.
Mantenga las herramientas de corte afiladas para Iograr una
operaci6n eficiente y segura.
SEPA COMO USAR LA HERRAMIENTA
Utilice la herramienta apropiada para el trabajo. No fuerce la
herramienta ni el accesorio a hacer un trabajo para el cual no
han side disefiados.
Desconecte la herramienta cuando cambie los accesorios.
Evite arranques accidentales. Asegurese que la herramienta
este en la posici6n OFF (apagado) antes de enchufarla, en-
cender la desconexi6n de seguridad o activar los interruptores.
No fuerce la herramienta. Trabajara mas eficientemente a la
velocidad para la cual fue disei_ada.
Mantenga las manes alejadas del portaherramienta, las pun-
tas y etras partes movibles.
28
Nunca deje la herramienta desatendida mientras este funcio-
nando. Apague la energia electrica y no abandone el area
hasta que la herramienta se haya detenido completamente.
No trate de Ilegar mas alia de donde puede alcanzar.
Mantenga el equilibrio y el balance correctos.
Nunca se pare sobre la herramienta. Se pueden producir
lesiones graves si la herramienta se inclina o entra en con-
tacto con las puntas accidentalmente.
Conozca su herramienta. Aprenda c6mo opera, su aplicaci6n
y sus limitaciones especificas.
Maneje la pieza de trabajo de forma correcta. M6ntela firme-
mente en los dispositivos de sujeci6n. Proteja sus manos con-
tra posibles lesiones.
Apague la maquina si la pieza de trabajo se parte o se suelta.
Use las herramientas de corte tal como se recomienda en
"Operaci6n".
ADVERTENClA: Para su propia seguridad, no opere el torno
para madera hasta que este completamente montado e instalado
segLJn las instrucciones.
PROTECCION: OJOS, MANOS, CARA, CUERPO Y OIDOS
Si alguna parte del torno falta, funciona mal, se ha dafiado o
se ha roto, deje de operar la herramienta inmediatamente
hasta que la parte en cuesti6n sea reparada o reemplazada.
Lleve puestas gafas de seguridad que cumplan con ANSI
Z87.1 estadounidense y proteccion para la cara o una mas-
cara de polvo si la operaci6n levanta mucho polvo. Use ore-
jeras o tapones para los oidos durante periodos de operacion
prolongados.
Las astillas de madera sueltas u otros objetos que entren en
contacto con la pieza de trabajo giratoria pueden ser proyec-
tados auna velocidad muy alta. Esto se puede evitar si se
mantiene el torno limpio.
Nunca encienda el torno antes de despejar todas las herra-
mientas, desperdicios de madera, etc. de la bancada, el ca-
bezal fijo y el cabezal m6vil, excepto por la pieza de trabajo y
los dispositivos de soporte que se utilizaran en la operaci6n.
Nunca coloque la cara ni el cuerpo en linea con el portaherra-
mienta o la placa frontal.
Nunca coloque sus dedos o sus manos en el trayecto de las
herramientas de corte.
Nunca coloque sus manos en la parte posterior de la pieza
de trabajo para soportarla, remover los desperdicios de ma-
dera o por cualquier otra raz6n. Evite las operaciones poco
seguras o las posiciones incorrectas de las manos donde un
resbal6n repentino pueda hacer que sus dedos o manos que-
den atrapados dentro de una pieza de trabajo giratoria.
Apague el torno y desconecte la fuente de energia cuando
remueva la placa frontal, cambie las puntas, agregue o
remueva un dispositivo auxiliar, o cuando haga ajustes.
Coloque el interruptor de cierre de Ilave en OFF (apagado) y
remueva la Ilave cuando no se este utilizando la herramienta.
Si la pieza de trabajo se parte o se dafia en cualquier forma,
apague el torno y remueva la pieza de trabajo de los sujeta-
dores. Deseche la pieza de trabajo daSada y empiece con un
pedazo de madera nuevo.
Tenga cuidado especial cuando tornee madera que tiene veta
torcida o que esta alabeada o arqueada -- puede cortarse en
forma dispareja o moverse excesivamente.
CONOZCA SUS HI=RRAMIENTAS DE CORTI=
Las herramientas de corte que estan desafiladas, gomosas,
mal afiladas o mal preparadas, pueden producir vibraci6n y
tintineo durante la operacion de corte. Minimice las lesiones
potenciales cuidando la herramienta correctamente y hacien-
do el mantenimiento regular de la maquina.
PIENSI= I=N LA SI=GURIDAD
La seguridad es una combinaci6n del sentido com0n y la agu-
deza mental del operador cuando se este utilizando el torno.
Para su propia seguridad, lea todas las reglas y precauciones
en el manual del operador antes de usar esta herramienta.
Para protegerse los ojos, use gafas de seguridad que cum-
plan con ANSI Z87.1 de Estadounidense.
No use ropa suelta, guantes, corbatas, anillos, pulseras ni
otras joyas que puedan quedar atrapadas en las partes movi-
bles de la maquina o en la pieza de trabajo. Use protecci6n
para el cabello, para contener el cabello largo.
Apriete todas las abrazaderas, los artefactos y la contrapunta
antes de aplicar energia electrica. Aseg0rese que se hayan
removido todas las herramientas y Ilaves.
Con el interruptor apagado, rote la pieza de trabajo manual-
mente para asegurarse de que exista un espacio libre ade-
cuado. Haga arrancar la maquina a la velocidad mas baja
para verificar que la herramienta este segura.
En el caso de las piezas grandes, cree una pieza no termina-
da en otto equipo antes de instalarla en la placa frontal.
No monte ninguna pieza de trabajo que tenga partiduras o
nudos.
Remueva las puntas del husillo cuando use un dispositivo
exterior para el torneado auxiliar.
Nunca trate de volver a montar un torneado de placa frontal
en la placa frontal por ninguna raz6n.
Nunca trate de volver a montar un torneado entre puntas
si se han removido o alterado las puntas originales en el
torneado.
Cuando vuelva a montar un torneado entre puntas, donde las
puntas originales no han sido alteradas, asegt_rese que la
velocidad este ajustada al nivel mas bajo para el arranque.
Tenga cuidado especial cuando monte un torneado entre pun-
tas en la placa frontal o un torneado de placa frontal entre
puntas para operaciones secundarias. Asegt_rese que la
velocidad este ajustada al nivel mas bajo para el arranque.
Nunca Ileve a cabo una operaci6n con este torno cuando
este sosteniendo la pieza de trabajo con la mano. No monte
escariadores, fresas, brocas, ruedas con rayos de alambre o
ruedas pulidoras en el husillo del cabezal fijo.
Cuando lije manualmente piezas de trabajo montadas en la
placa frontal o entre puntas, complete el lijado ANTES de
removerlas del torno.
Nunca haga funcionar el husillo en direcci6n equivocada. La
herramienta de corte puede salirse de sus manos. La pieza
de trabajo siempre debe girar en direccion del operador.
En el caso de torneado de husillo, SIEMPRE coloque el
soporte de la herramienta sobre la linea del centro de la
pieza de trabajo y del husillo (aproximadamente 3,2 mm).
Use el accesorio del portabrocas en el cabezal m6vil sola-
mente. No monte ninguna broca que sobrepase las mordazas
del portaherramienta mas de 15,2 cm.
PRECAUClON: Siga las instrucciones de seguridad que apare-
cen en el guardacorrea de su torno.
29
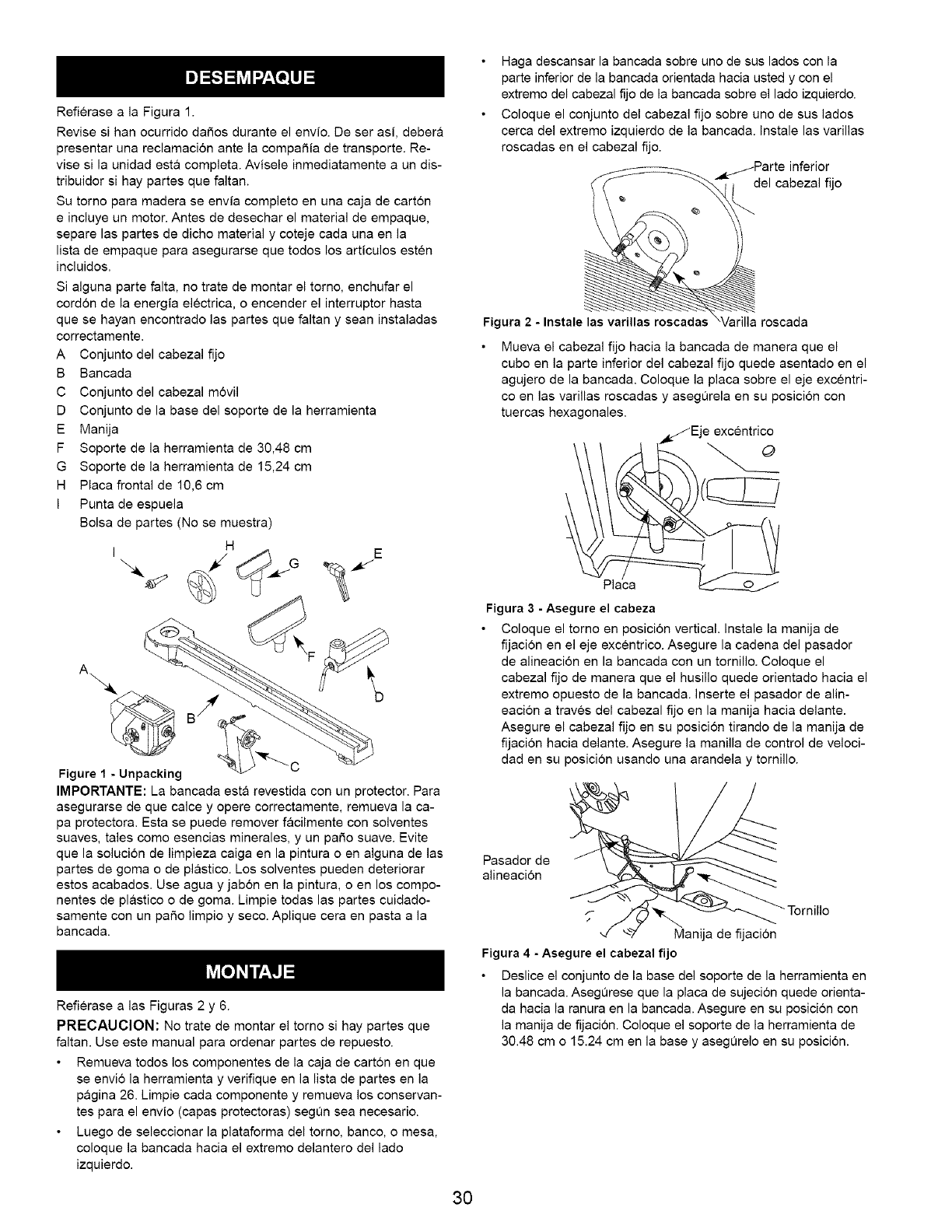
Refierase a la Figura 1.
Revise si han ocurrido dafios durante el envio. De ser asi, debera
presentar una reclamacion ante la compafiia de transporte. Re-
vise si la unidad esta completa. Avisele inmediatamente a un dis-
tribuidor si hay partes que faltan.
Su torno para madera se envia completo en una caja de carton
e incluye un motor. Antes de desechar el material de empaque,
separe las partes de dicho material y coteje cada una en la
lista de empaque para asegurarse que todos los articulos esten
incluidos.
Si alguna parte falta, no trate de montar el torno, enchufar el
corddn de la energia electrica, o encender el interruptor hasta
que se hayan encontrado las partes que faltan y sean instaladas
correctamente.
A Conjunto del cabezal fijo
B Bancada
C Conjunto del cabezal m6vil
D Conjunto de la base del soporte de la herramienta
E Manija
F Soporte de la herramienta de 30,48 cm
G Soporte de la herramienta de 15,24 cm
H Placa frontal de 10,6 cm
I Punta de espuela
Bolsa de partes (No se muestra)
I H E
A...
Figure 1 - Unpacking
IMPORTANTE: La bancada esta revestida con un protector. Para
asegurarse de que calce y opere correctamente, remueva la ca-
pa protectora. Esta se puede remover facilmente con solventes
suaves, tales como esencias minerales, y un patio suave. Evite
que la soluci6n de limpieza caiga en la pintura o en alguna de las
partes de goma o de plastico. Los solventes pueden deteriorar
estos acabados. Use agua y jabon en la pintura, o en los compo-
nentes de plastico o de goma. Limpie todas las partes cuidado-
samente con un patio limpio y seco. Aplique cera en pasta ala
bancada.
Refierase a las Figuras 2 y 6.
PRECAUClON: No trate de montar el torno si hay partes que
faltan. Use este manual para ordenar partes de repuesto.
Remueva todos los componentes de la caja de cart6n en que
se envi6 la herramienta y verifique en la lista de partes en la
pagina 26. Limpie cada componente y remueva los conservan-
tes para el envio (capas protectoras) segun sea necesario.
Luego de seleccionar la plataforma del torno, banco, o mesa,
coloque la bancada hacia el extremo delantero del lado
izquierdo.
Haga descansar la bancada sobre uno de sus lados con la
parte inferior de la bancada orientada hacia usted y con el
extremo del cabezal fijo de la bancada sobre el lado izquierdo.
Coloque el conjunto del cabezal fijo sobre uno de sus lados
cerca del extremo izquierdo de la bancada. Instale las varillas
roscadas en el cabezal fijo.
inferior
del cabezal fijo
Figura 2 - Instale las varillas roscadas roscada
Mueva el cabezal fijo hacia la bancada de manera que el
cubo en la parte inferior del cabezal fijo quede asentado en el
agujero de la bancada. Coloque la placa sobre el eje excentri-
co en las varillas roscadas y asegurela en su posici6n con
tuercas hexagonales.
/Eje excentrico
Placa_
Figura 3 - Asegure el cabeza
• Coloque el torno en posici6n vertical. Instale la manija de
fijaci6n en el eje excentrico. Asegure la cadena del pasador
de alineaci6n en la bancada con un tornillo. Coloque el
cabezal fijo de manera que el husillo quede orientado hacia el
extremo opuesto de la bancada. Inserte el pasador de alin-
eaci6n a traves del cabezal fijo en la manija hacia delante.
Asegure el cabezal fijo en su posici6n tirando de la manija de
fijaci6n hacia delante. Asegure la manilla de control de veloci-
dad en su posici6n usando una arandela y tornillo.
Pasador de
alineaci6n
Manija de fijaci6n
Figura 4 - Asegure el cabezal fijo
Deslice el conjunto de la base del soporte de la herramienta en
la bancada. AsegOrese que la placa de sujeci6n quede orienta-
da hacia la ranura en la bancada. Asegure en su posici6n con
la manija de fijacion. Coloque el soporte de la herramienta de
30.48 cm o 15.24 cm en la base y asegOrelo en su posicion.
30
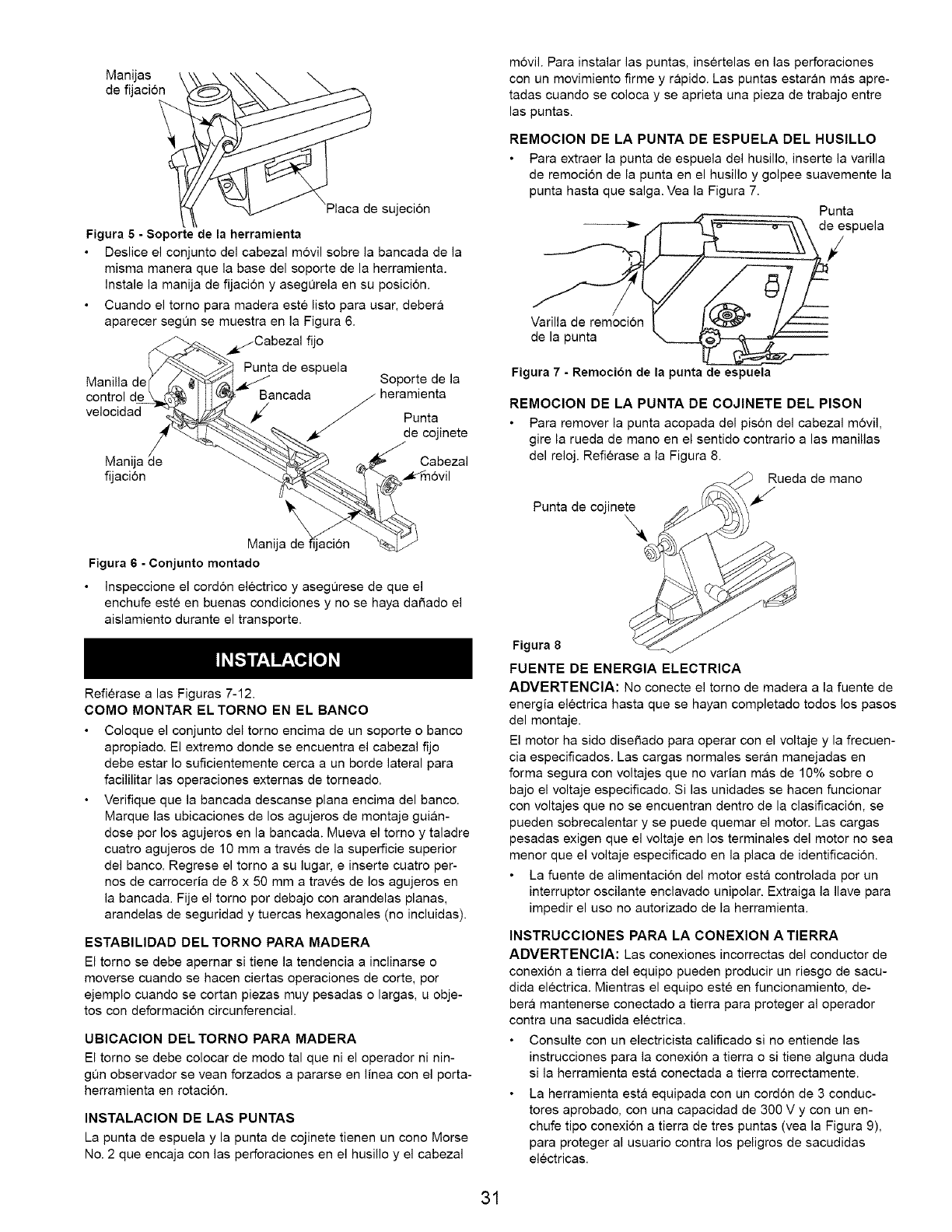
Manijas
de fijaci6n \
Placa de sujeci6n
Figura 5 - Soporte de la herramienta
Deslice el conjunto del cabezal m6vil sobre la bancada de la
misma manera que la base del soporte de la herramienta.
Instale la manija de fijaci6n y asegOrela en su posicion.
Cuando el torno para madera este listo para usar, debera
aparecer segun se muestra en la Figura 6.
_/Cabezal fijo
_"_/Y/_ Punta de espuela
aanilla de_ _. ¢_i.,__ Sopor!e de la
control de \_,_ Iil _ Bancada /heram_en_a
velocida__. /_ Punta
___/ decojinete
Manija de acion
Figura 6 - Cenjunto montado
Inspeccione el cord6n electrico y asegurese de que el
enchufe este en buenas condiciones y no se haya dafiado el
aislamiento durante el transporte.
Refierase alas Figuras 7-12.
COMO MONTAR EL TORNO EN EL BANCO
Coloque el conjunte del torno encima de un soporte o banco
apropiade. El extremo donde se encuentra el cabezal fijo
debe estar Io suficientemente cerca a un borde lateral para
facililitar las operaciones externas de torneado.
Verifique que la bancada descanse plana encima del banco.
Marque las ubicaciones de los agujeros de mentaje guian-
dose por los agujeros en la bancada. Mueva el torno y taladre
cuatro agujeros de 10 mm a traves de la superficie superior
del banco. Regrese el torno a su lugar, einserte cuatro per-
nos de carroceria de 8 x 50 mm a traves de los agujeros en
la bancada. Fije el torno por debaje con arandelas planas,
arandelas de seguridad y tuercas hexagonales (no incluidas).
ESTABILIDAD DEL TORNO PARA MADERA
El torno se debe apernar si tiene la tendencia a inclinarse o
moverse cuando se hacen ciertas operaciones de corte, pot
ejemplo cuando se cortan piezas muy pesadas o largas, u obje-
tos con deformaci6n circunferencial.
UBICAClON DEL TORNO PARA MADERA
El torno se debe colocar de modo tal que ni el operador ni nin-
gl3n observador se vean forzados apararse en linea con el porta-
herramienta en rotaci6n.
INSTALAClON DE LAS PUNTAS
La punta de espuela y la punta de cojinete tienen un cono Morse
No. 2 que encaja con las perforaciones en el husiflo y el cabezal
movil. Para instalar las puntas, insertelas en las perforaciones
con un movimiento firme y rapido. Las puntas estaran mas apre-
tadas cuando se coloca y se aprieta una pieza de trabajo entre
las puntas.
REMOCION DE LA PUNTA DE ESPUELA DEL HUSlLLO
Para extraer la punta de espuela del husillo, inserte la varilla
de remoci6n de la punta en el husillo y golpee suavemente la
punta hasta que salga. Vea la Figura 7.
Punta
_ ___e;spue,a
Varilla de remoci6n
de la punta
u_
Figura 7 - Remoci6n de la punta de espuela
REMOCION DE LA PUNTA DE COJINETE DEL PISON
Para remover la punta acopada del pis6n del cabezal m6vil,
gire la rueda de mano en el sentido contrario a las manillas
del reloj. Refierase a la Figura 8.
Rueda de mano
Punta de cojinete
Figura 8
FUENTE DE ENERGIA ELECTRICA
ADVERTENCIA: No conecte el tome de madera a la fuente de
energia electrica hasta que se hayan completado todos los pasos
del montaje.
El motor ha sido disefiado para operar con el voltaje y la frecuen-
cia especificados. Las cargas normales seran manejadas en
forma segura con voltajes que no varian mas de 10% sobre o
bajo el voltaje especificado. Si las unidades se hacen funcionar
con voltajes que no se encuentran dentro de la clasificaci6n, se
pueden sobrecalentar y se puede quemar el motor. Las cargas
pesadas exigen que el voltaje en los terminales del motor no sea
menor que el voltaje especificado en la placa de identificaci6n.
La fuente de alimentaci6n del motor esta controlada por un
interruptor oscilante enclavado unipolar. Extraiga la Ilave para
impedir el uso no autorizado de la herramienta.
INSTRUCClONES PARA LA CONEXlON A TIERRA
ADVERTENClA: Las cenexiones incerrectas del conductor de
conexi6n a tierra del equipo pueden producir un riesgo de sacu-
dida electrica. Mientras el equipo este en funcionamiento, de-
bera mantenerse conectado a tierra para proteger al operador
contra una sacudida electric&
Consulte con un electricista calificado si no entiende las
instrucciones para la conexi6n a tierra o si tiene alguna duda
si la herramienta esta conectada a tierra correctamente.
La herramienta esta equipada con un cord6n de 3 conduc-
tores aprobado, con una capacidad de 300 V y con un en-
chufe tipo conexi6n a tierra de tres puntas (vea la Figura 9),
para proteger al usuario contra los peligros de sacudidas
electricas.
31
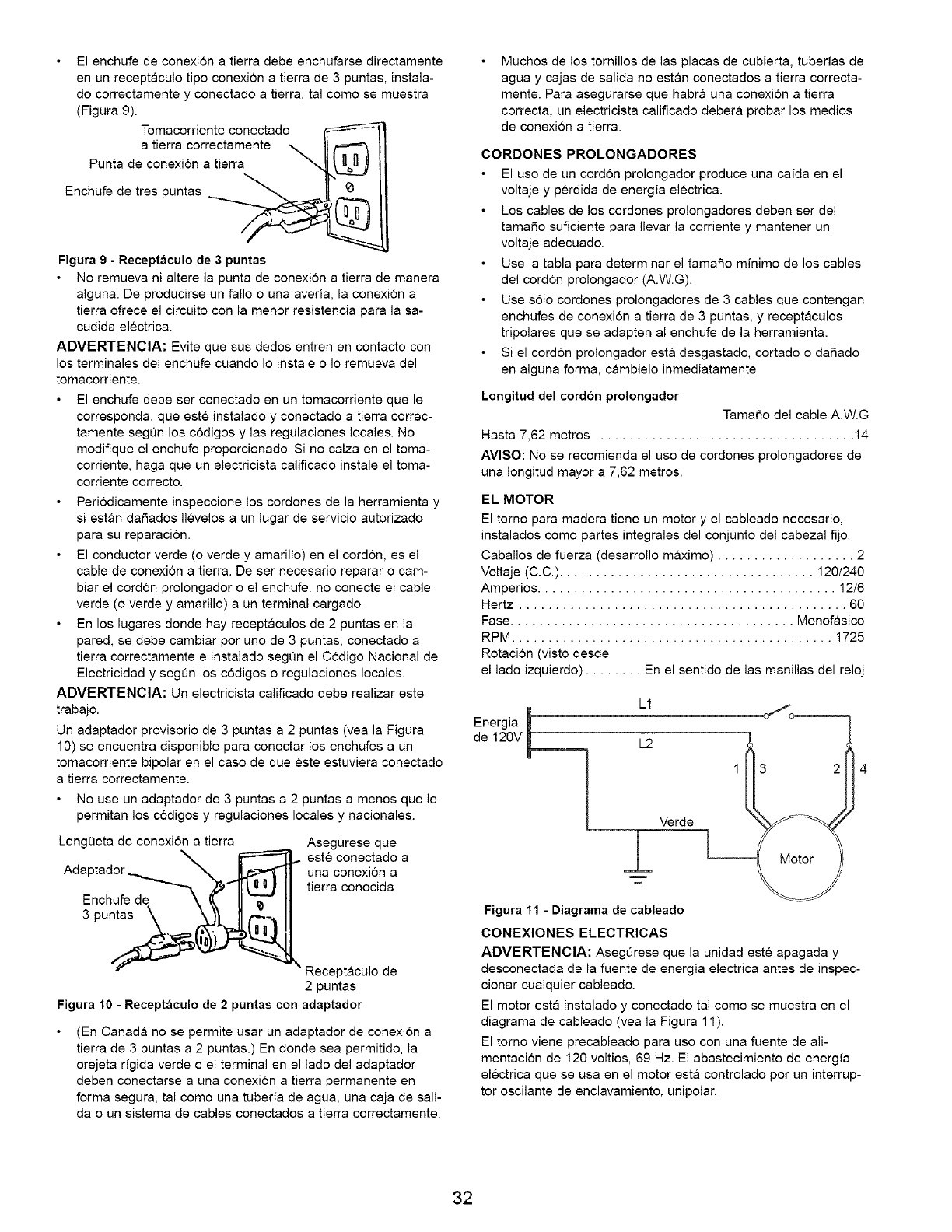
El enchufe de conexi6n a tierra debe enchufarse directamente
en un receptaculo tipo conexi6n a tierra de 3 puntas, instala-
do correctamente y conectado a tierra, tal como se muestra
(Figura 9).
Tomacorriente conectado
a tierra @__
correctamente
Punta de conexi6n a tierra
Enchufe de tres puntas
Figura 9 -Receptaculo de 3 puntas
No remueva ni altere la punta de conexi6n a tierra de manera
alguna. De producirse un fallo o una averia, la conexi6n a
tierra ofrece el circuito con la menor resistencia para la sa-
cudida electrica.
ADVERTENClA: Evite que sus dedos entren en contacto con
los terminales del enchufe cuando Io instale o Io remueva del
tomacorriente.
El enchufe debe ser conectado en un tomacorriente que le
corresponda, que este instalado y conectado a tierra correc-
tamente segQn los c6digos y las regulaciones locales. No
modifique el enchufe proporcionado. Si no calza en el toma-
corriente, haga que un electricista calificado instale el toma-
corriente correcto.
Peri6dicamente inspeccione los cordones de la herramienta y
si estan da_ados Ilevelos a un lugar de servicio autorizado
para su reparaci6n.
El conductor verde (o verde y amarillo) en el cord6n, es el
cable de conexi6n a tierra. De ser necesario reparar o cam-
biar el cord6n prolongador o el enchufe, no conecte el cable
verde (o verde y amarillo) a un terminal cargado.
En los lugares donde hay receptaculos de 2 puntas en la
pared, se debe cambiar por uno de 3 puntas, conectado a
tierra correctamente e instalado segun el C6digo Nacional de
Electricidad y segun los c6digos o regulaciones locales.
ADVERTENClA: Un electricista calificado debe realizar este
trabajo.
Un adaptador provisorio de 3 puntas a 2 puntas (vea la Figura
10) se encuentra disponible para conectar los enchufes a un
tomacorriente bipolar en el caso de que este estuviera conectado
a tierra correctamente.
No use un adaptador de 3 puntas a 2 puntas a menos que Io
permitan los c6digos y regulaciones locales y nacionales.
LengQeta de conexi6n a tierra Asegurese que
este conectado a
una conexi6n a
tierra conocida
Ad apt ado r .._,..._....._% _
Enchufede \ 1[ II _ II
Receptaculo de
2 puntas
Figura 10 - Receptaculo de 2 puntas con adaptador
(En Canada no se permite usar un adaptador de conexi6n a
tierra de 3 puntas a 2 puntas.) En donde sea permitido, la
orejeta rigida verde o el terminal en el lado del adaptador
deben conectarse a una conexi6n a tierra permanente en
forma segura, tal como una tuberia de agua, una caja de sali-
da o un sistema de cables conectados a tierra correctamente.
Muchos de los tornillos de las placas de cubierta, tuberias de
agua y cajas de salida no estan conectados a tierra correcta-
mente. Para asegurarse que habra una conexi6n a tierra
correcta, un electricista calificado debera probar los medios
de conexi6n a tierra.
CORDONES PROLONGADORES
El uso de un cord6n prolongador produce una caida en el
voltaje y perdida de energia electrica.
Los cables de los cordones prolongadores deben ser del
tamado suficiente para Ilevar la corriente y mantener un
voltaje adecuado.
Use la tabla para determinar el tamafio minimo de los cables
del cord6n prolongador (A.W.G).
Use s61o cordones prolongadores de 3 cables que contengan
enchufes de conexi6n a tierra de 3 puntas, y receptaculos
tripolares que se adapten al enchufe de la herramienta.
• Si el cordon prolongador esta desgastado, cortado o dai_ado
en alguna form& cambielo inmediatamente.
Longitud del cordon prolongador
Tamado del cable A.W.G
Hasta 7,62 metros ................................... 14
AVlSO: No se recomienda el uso de cordones prolongadores de
una Iongitud mayor a 7,62 metros.
EL MOTOR
El torno para madera tiene un motor y el cableado necesario,
instalados como partes integrales del conjunto del cabezal fijo.
Caballos de fuerza (desarrollo maximo) ................... 2
Voltaje (C.C.) ................................... 120/240
Amperios ......................................... 12/6
Hertz ............................................. 60
Fase ....................................... Monofasico
RPM ............................................ 1725
Rotaci6n (visto desde
el lado izquierdo) ........ En el sentido de las manillas del reloj
Energia
de 120V
L1
L2
1
Verde
±
Figura 11 - Diagrama de cableado
CONEXlONES ELECTRICAS
ADVERTENClA: Asegurese que la unidad este apagada y
desconectada de la fuente de energia electrica antes de inspec-
cionar cualquier cableado.
El motor esta instalado y conectado tal como se muestra en el
diagrama de cableado (vea la Figura 11).
El torno viene precableado para uso con una fuente de ali-
mentacion de 120 voltios, 69 Hz. El abastecimiento de energia
electrica que se usa en el motor esta controlado por un interrup-
tor oscilante de enclavamiento, unipolar.
32
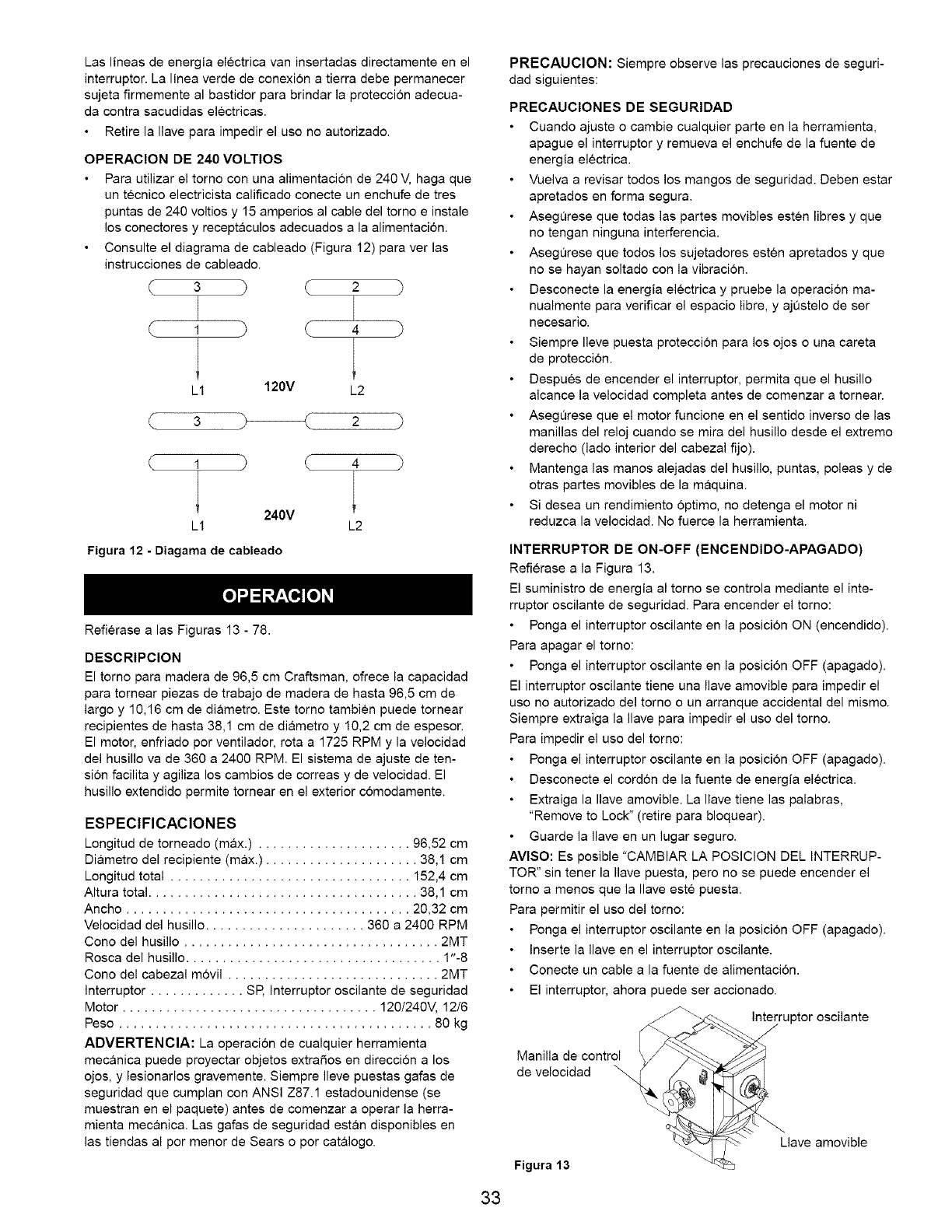
Las lineas de energia electrica van insertadas directamente en el
interruptor. La linea verde de conexi6n a tierra debe permanecer
sujeta firmemente al bastidor para brindar la protecci6n adecua-
da contra sacudidas electricas.
Retire la lave para impedir el uso no autorizado.
OPERACION DE 240 VOLTIOS
Para utilizar el torno con una alimentaci6n de 240 V, haga que
un tecnico electricista calificado conecte un enchufe de tres
puntas de 240 voltios y 15 amperios al cable del torno e instale
los conectores y receptaculos adecuados a la alimentaci6n.
Consulte el diagrama de cableado (Figura 12) para ver las
instrucciones de cableado.
32
1-) ( 4
L 1 120V L2
( 3 2 )
I ) C4 "_
l240V 1
LI L2
Figura 12 - Diagama de cableado
Refierase alas Figuras 13 - 78.
DESCRIPCION
El torno para madera de 96,5 cm Craftsman, ofrece la capacidad
para tornear piezas de trabajo de madera de hasta 96,5 cm de
largo y 10,16 cm de diametro. Este torno tambien puede tornear
recipientes de hasta 38,1 cm de diametro y 10,2 cm de espesor.
El motor, enfriado por ventilador, rota a1725 RPM y la velocidad
del husillo va de 360 a 2400 RPM. El sistema de ajuste de ten-
si6n facilita y agiliza los cambios de correas y de velocidad. El
husillo extendido permite tornear en el exterior c6modamente.
ESPECIFICAClONES
Longitud de torneado (max.) ..................... 96,52 cm
Diametro del recipiente (max.) ..................... 38,1 cm
Longitud total ................................. 152,4 cm
Altura total ..................................... 38,1 cm
Ancho ....................................... 20,32 cm
Velocidad del husillo ...................... 360 a 2400 RPM
Cono del husillo ................................... 2MT
Rosca del husillo ................................... 1"-8
Cono del cabezal m6vil ............................. 2MT
Interruptor ............. SP, Interruptor oscilante de seguridad
Motor ................................... 120/240V, 12/6
Peso ........................................... 80 kg
ADVERTENClA: La operaci6n de cualquier herramienta
mecanica puede proyectar objetos extrafios en direcci6n a los
ojos, y lesionarlos gravemente. Siempre Ileve puestas gafas de
seguridad que cumplan con ANSI Z87.1 estadounidense (se
muestran en el paquete) antes de comenzar a operar la herra-
mienta mecanica. Las gafas de seguridad estan disponibles en
las tiendas al por menor de Sears o por catalogo.
PRECAUCION: Siempre observe las precauciones de seguri-
dad siguientes:
PRECAUCIONES DE SEGURIDAD
Cuando ajuste o cambie cualquier parte en la herramienta,
apague el interruptor y remueva el enchufe de la fuente de
energia electrica.
Vuelva a revisar todos los mangos de seguridad. Deben estar
apretados en forma segura.
Asegt_rese que todas las partes movibles esten libres y que
no tengan ninguna interferencia.
Asegt_rese que todos los sujetadores esten apretados y que
no se hayan soltado con la vibraci6n.
Desconecte la energia electrica y pruebe la operaci6n ma-
nualmente para verificar el espacio libre, y ajQstelo de ser
necesario.
Siempre Ileve puesta protecci6n para los ojos o una careta
de protecci6n.
Despues de encender el interruptor, permita que el husillo
alcance la velocidad completa antes de comenzar a tornear.
Asegt_rese que el motor funcione en el sentido inverso de las
manillas del reloj cuando se mira del husillo desde el extremo
derecho (lado interior del cabezal fijo).
Mantenga las manos alejadas del husillo, puntas, poleas y de
otras partes movibles de la maquina.
Si desea un rendimiento 6ptimo, no detenga el motor ni
reduzca la velocidad. No fuerce la herramienta.
INTERRUPTOR DE ON-OFF (ENCENDIDO-APAGADO)
Refierase a la Figura 13.
El suministro de energia al torno se controla mediante el inte-
rruptor oscilante de seguridad. Para encender el torno:
Ponga el interruptor oscilante en la posici6n ON (encendido).
Para apagar el torno:
Ponga el interruptor oscilante en la posici6n OFF (apagado).
El interruptor oscilante tiene una lave amovible para impedir el
uso no autorizado del torno o un arranque accidental del mismo.
Siempre extraiga la lave para impedir el uso del torno.
Para impedir el uso del torno:
Ponga el interruptor oscilante en la posici6n OFF (apagado).
Desconecte el cord6n de la fuente de energia electrica.
Extraiga la lave amovible. La/ave tiene las palabras,
"Remove to Lock" (retire para bloquear).
Guarde la lave en un lugar seguro.
AVlSO: Es posible "CAMBIAR LA POSICION DEL INTERRUP-
TOR" sin tener la lave puesta, pero no se puede encender el
torno a menos que la Ilave este puesta.
Para permitir el uso del torno:
Ponga el interruptor oscilante en la posici6n OFF (apagado).
Inserte la lave en el interruptor oscilante.
Conecte un cable ala fuente de alimentacion.
El interruptor, ahora puede ser accionado.
Manila de control
de velocidad _
Interruptor oscilante
Llave amovible
Figura 13
33
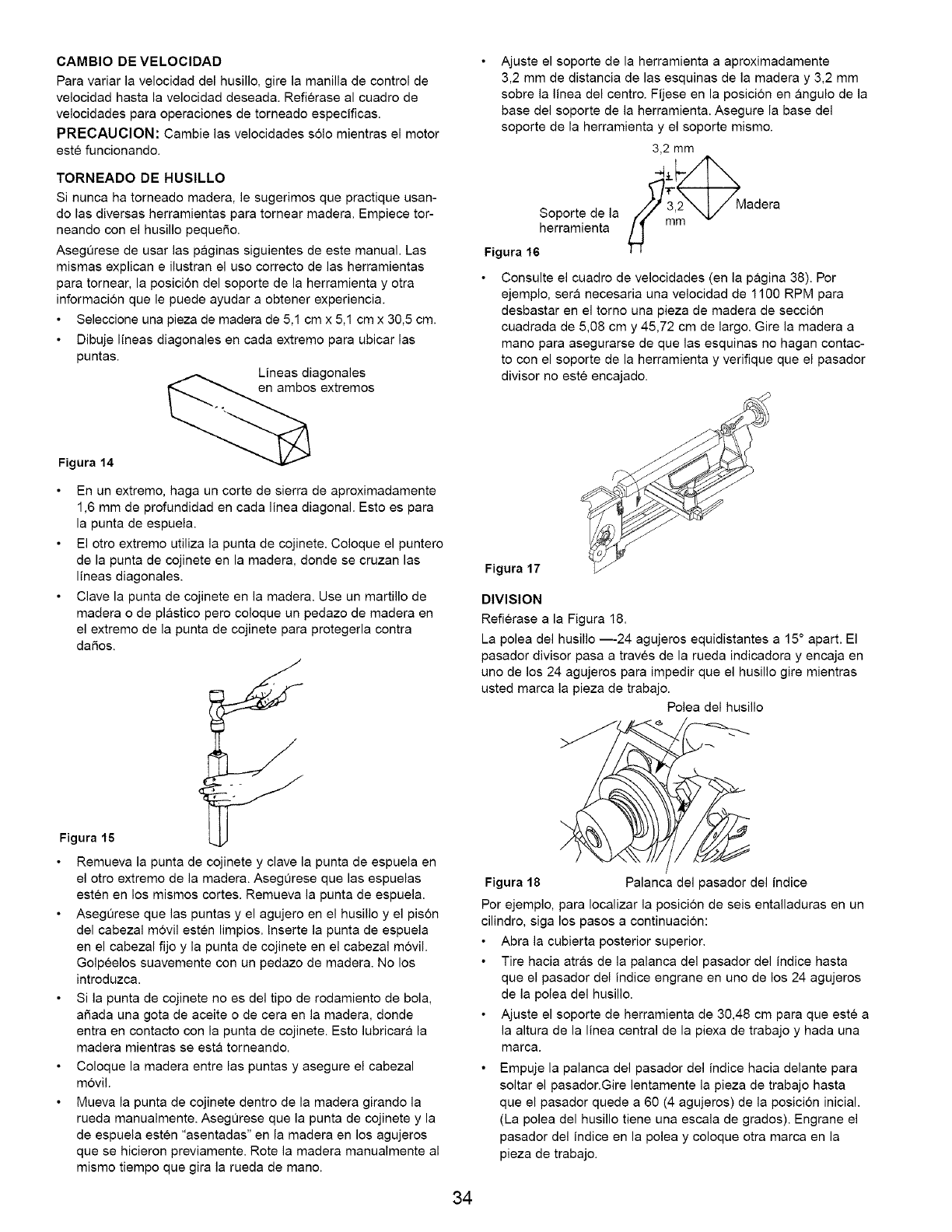
CAMBIO DE VELOCIDAD
Para variar la velocidad del husillo, gire la manilla de control de
velocidad hasta la velocidad deseada. Refierase al cuadro de
velocidades para operaciones de torneado especificas.
PRECAUClON: Cambie las velocidades s61o mientras el motor
este funcionando.
Figura 14
TORNEADO DE HUSILLO
Si nunca ha torneado madera, le sugerimos que practique usan-
do las diversas herramientas para tornear madera. Empiece tor-
neando con el husillo pequer_o.
Asegurese de usar las paginas siguientes de este manual. Las
mismas explican e ilustran el uso correcto de las herramientas
para tornear, la posici6n del soporte de la herramienta y otra
informaci6n que le puede ayudar a obtener experiencia.
Seleccione una pieza de madera de 5,1 cm x 5,1 cm x 30,5 cm.
Dibuje lineas diagonales en cada extremo para ubicar las
puntas.
Lineas diagonales
extremos
En un extremo, haga un corte de sierra de aproximadamente
1,6 mm de profundidad en cada linea diagonal. Esto es para
la punta de espuela.
El otro extremo utiliza la punta de cojinete. Coloque el puntero
de la punta de cojinete en la madera, donde se cruzan las
lineas diagonales.
Clave la punta de cojinete en la madera. Use un martillo de
madera o de plastico pero coloque un pedazo de madera en
el extremo de la punta de cojinete para protegerla contra
daSos.
Figura 15
Remueva la punta de cojinete y clave la punta de espuela en
el otro extremo de la madera. AsegQrese que las espuelas
esten en los mismos cortes. Remueva la punta de espuela.
Asegt_rese que las puntas y el agujero en el husillo y el pis6n
del cabezal mdvil esten limpios. Inserte la punta de espuela
en el cabezal fijo y la punta de cojinete en el cabezal movil.
Golpeelos suavemente con un pedazo de madera. No los
introduzca.
Si la punta de cojinete no es del tipo de rodamiento de bola,
a_ada una gota de aceite o de cera en la madera, donde
entra en contacto con la punta de cojinete. Esto lubricara la
madera mientras se esta torneando.
Coloque la madera entre las puntas y asegure el cabezal
mdvil.
Mueva la punta de cojinete dentro de la madera girando la
rueda manualmente. Asegurese que la punta de cojinete y la
de espuela esten "asentadas" en la madera en los agujeros
que se hicieron previamente. Rote la madera manualmente al
mismo tiempo que gira la rueda de mano.
Ajuste el soporte de la herramienta a aproximadamente
3,2 mm de distancia de las esquinas de la madera y 3,2 mm
sobre la linea del centro. Fijese en la posicion en angulo de la
base del soporte de la herramienta. Asegure la base del
soporte de la herramienta y el soporte mismo.
3,2 mm
Soportedela //'3'2"_// Madera
herramienta ___ mm -
Figura 16
• Consulte el cuadro de velocidades (en la pagina 38). Por
ejemplo, sera necesaria una velocidad de 1100 RPM para
desbastar en el torno una pieza de madera de secci6n
cuadrada de 5,08 cm y 45,72 cm de largo. Gire la madera a
mano para asegurarse de que las esquinas no hagan contac-
to con el soporte de la herramienta y verifique que el pasador
divisor no este encajado.
DIVISION
Refierase a la Figura 18.
La polea del husillo---24 agujeros equidistantes a 15 ° apart. El
pasador divisor pasa a traves de la rueda indicadora y encaja en
uno de los 24 agujeros para impedir que el husillo gire mientras
usted marca la pieza de trabajo.
Polea del husillo
Figura 18 Palanca del pasador del indice
Por ejemplo, para Iocalizar la posicidn de seis entalladuras en un
cilindro, siga los pasos a continuacidn:
• Abra la cubierta posterior superior.
• Tire hacia atras de la palanca del pasador del indice hasta
que el pasador del indice engrane en uno de los 24 agujeros
de la polea del husillo.
• Ajuste el soporte de herramienta de 30,48 cm para que este a
la altura de la linea central de la piexa de trabajo y hada una
marca.
• Empuje la palanca del pasador del indice hacia delante para
soltar el pasador.Gire lentamente la pieza de trabajo hasta
que el pasador quede a 60 (4 agujeros) de la posicion inicial.
(La polea del husillo tiene una escala de grados). Engrane el
pasador del indice en la polea y coloque otra marca en la
pieza de trabajo.
34
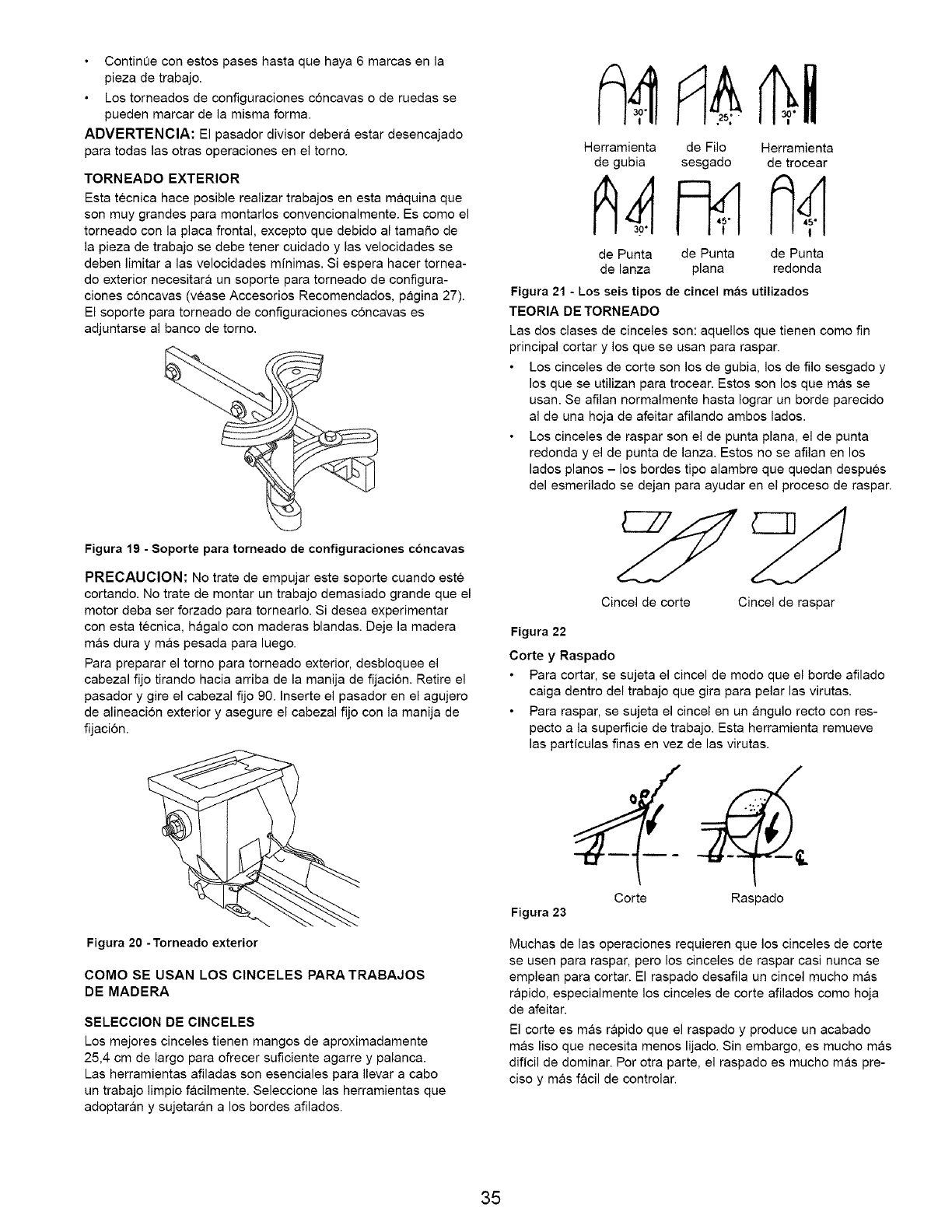
Continee con estos pases hasta que haya 6 marcas en la
pieza de trabajo.
Los torneados de configuraciones c6ncavas o de ruedas se
pueden marcar de la misma forma.
ADVERTENClA: El pasador divisor debera estar desencajado
para todas las otras operaciones en el torno.
TORNEADO EXTERIOR
Esta tecnica hace posible realizar trabajos en esta maquina que
son muy grandes para montados convencionalmente. Es como el
torneado con la placa frontal, excepto que debido al tamaSo de
la pieza de trabajo se debe tener cuidado y las velocidades se
deben Iimitar a las velocidades minimas. Si espera hacer tornea-
do exterior necesitara un soporte para torneado de configura-
clones c6ncavas (vease Accesorios Recomendados, pagina 27).
El soporte para torneado de configuraciones c6ncavas es
adjuntarse al banco de torno.
Figura 19 - Soporte para torneado de configuraciones cbncavas
PRECAUClON: No trate de empujar este soporte cuando este
cortando. No trate de montar un trabajo demasiado grande que el
motor debaser forzado para torneado. Si desea experimentar
con esta tecnica, hagalo con maderas blandas. Deje la madera
mas dura y mas pesada para luego.
Para preparar el torno para torneado exterior, desbloquee el
cabezal fijo tirando hacia arriba de la manija de fijaci6n. Retire el
pasador y gire el cabezal fijo 90. Inserte el pasador en el agujero
de alineaci6n exterior y asegure el cabezal fijo con la manija de
fijaci6n.
Figura 20 -Torneado exterior
COMO SE USAN LOS ClNCELES PARA TRABAJOS
DE MADERA
SELECCION DE ClNCELES
Los mejores cinceles tienen mangos de aproximadamente
25,4 cm de largo para ofrecer suficiente agarre y palanca.
Las herramientas afiladas son esenciales para Ilevar acabo
un trabajo limpio facilmente. Seleccione las herramientas que
adoptaran y sujetaran a los bordes afilados.
Herramienta de Filo Herramienta
de gubia sesgado de trocear
de Punta de Punta de Punta
de lanza plana redonda
Figura 21 - Los seis tipos de cincel mas utilizados
TEORIA DE TORNEADO
Las dos clases de cinceles son: aquellos que tienen como fin
principal cortar y los que se usan para raspar.
Los cinceles de corte son los de gubia, los de filo sesgado y
los que se utilizan para trocear. Estos son los que masse
usan. Se afilan normalmente hasta Iograr un borde parecido
al de una hoja de afeitar afilando ambos lados.
Los cinceles de raspar son el de punta plana, el de punta
redonda y el de punta de lanza. Estos no se afilan en los
lados pianos - los bordes tipo alambre que quedan despues
del esmerilado se dejan para ayudar en el proceso de raspar.
C2F
Cincel de corte Cincel de raspar
Figura 22
Corte yRaspado
Para cortar, se sujeta el cincel de modo que el borde afilado
caiga dentro del trabajo que gira para pelar las virutas.
Para raspar, se sujeta el cincel en un angulo recto con res-
pecto a la superficie de trabajo. Esta herramienta remueve
las particulas finas en vez de las virutas.
Corte Ras 3ado
Figura 23
Muchas de las operaciones requieren que los cinceles de corte
se usen para raspar, pero los cinceles de raspar casi nunca se
emplean para cortar. El raspado desafila un cincel mucho mas
rapido, especialmente los cinceles de corte afilados como hoja
de afeitar.
El corte es mas rapido que el raspado y produce un acabado
mas liso que necesita menos lijado. Sin embargo, es mucho mas
dificil de dominar. Por otra parte, el raspado es mucho mas pre-
ciso y mas facil de controlar.
35
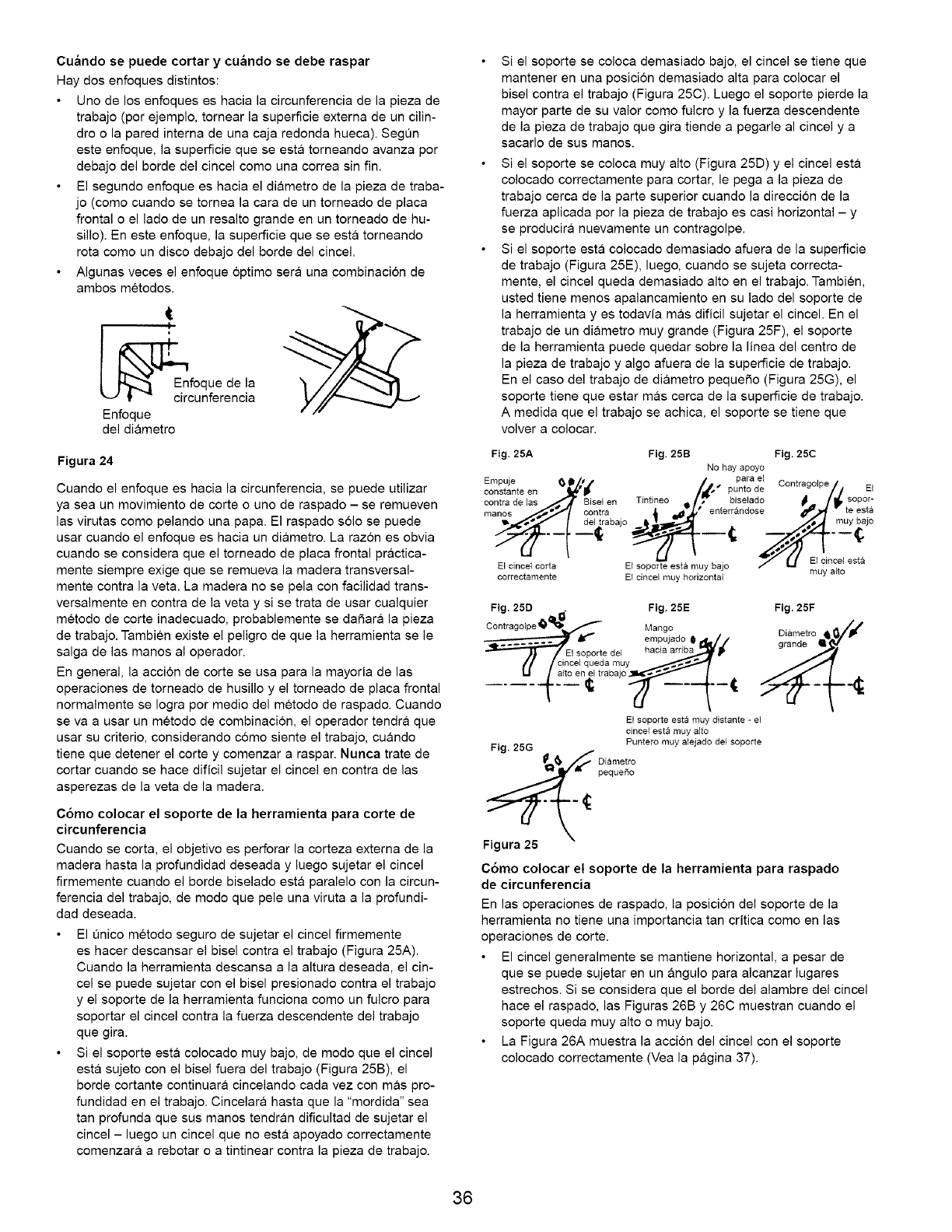
Cu_ndo se puede cortar y cu_ndo se debe raspar
Hay dos enfoques distintos:
Uno de los enfoques es hacia la circunferencia de la pieza de
trabajo (por ejemplo, tornear la superficie externa de un cilin-
dro o la pared interna de una caja redonda hueca). Seg0n
este enfoque, la superficie que se esta torneando avanza por
debajo del borde del cincel como una correa sin fin.
El segundo enfoque es hacia el diametro de la pieza de traba-
jo (como cuando se tornea la cara de un torneado de placa
frontal o el lado de un resalto grande en un torneado de hu-
sillo). En este enfoque, la superficie que se esta torneando
rota como un disco debajo del borde del cincel.
AIgunas veces el enfoque 6ptimo sera una combinaci6n de
ambos metodos.
i
foque de la
t - circunferencia
Enfoque
del diametro
Figura 24
Cuando el enfoque es hacia la circunferencia, se puede utilizar
ya sea un movimiento de corte o uno de raspado - se remueven
las virutas como pelando una papa. El raspado s61o se puede
usar cuando el enfoque es hacia un diametro. La raz6n es obvia
cuando se considera que el torneado de placa frontal practica-
mente siempre exige que se remueva la madera transversal-
mente contra la veta. La madera no se pela con facilidad trans-
versalmente en contra de la veta y si se trata de usar cualquier
metodo de corte inadecuado, probablemente se dafiara la pieza
de trabajo. Tambien existe el peligro de que la herramienta se le
salga de las manos al operador.
En general, la acci6n de corte se usa para la mayoria de las
operaciones de torneado de husillo y el torneado de placa frontal
normalmente se Iogra por medio del metodo de raspado. Cuando
se va a usar un metodo de combinaci6n, el operador tendra que
usar su criterio, considerando c6mo siente el trabajo, cuando
tiene que detener el corte y comenzar a raspar. Nunca trate de
cortar cuando se hace dificil sujetar el cincel en contra de las
asperezas de la veta de la madera.
Cbmo colocar el soporte de la herramienta para corte de
circunferencia
Cuando se corta, el objetivo es perforar la corteza externa de la
madera hasta la profundidad deseada y luego sujetar el cincel
firmemente cuando el borde biselado esta paralelo con la circun-
ferencia del trabajo, de modo que pele una viruta a la profundi-
dad deseada.
El 0nico metodo seguro de sujetar el cincel firmemente
es hacer descansar el bisel contra el trabajo (Figura 25A).
Cuando la herramienta descansa a la altura deseada, el cin-
cel se puede sujetar con el bisel presionado contra el trabajo
y el soporte de la herramienta funciona como un fulcro para
soportar el cincel contra la fuerza descendente del trabajo
que gira.
Si el soporte esta colocado muy bajo, de modo que el cincel
esta sujeto con el bisel fuera del trabajo (Figura 25B), el
borde cortante continuara cincelando cada vez con mas pro-
fundidad en el trabajo. Cincelara hasta que la "mordida" sea
tan profunda que sus manos tendran dificultad de sujetar el
cincel - luego un cincel que no esta apoyado correctamente
comenzara a rebotar o a tintinear contra la pieza de trabajo.
•Si el soporte se coloca demasiado bajo, el cincel se tiene que
mantener en una posici6n demasiado alta para colocar el
bisel contra el trabajo (Figura 25C). Luego el soporte pierde la
mayor parte de su valor como fulcro y la fuerza descendente
de la pieza de trabajo que gira tiende a pegarle al cincel y a
sacarlo de sus manos.
• Si el soporte se coloca muy alto (Figura 25D) y el cincel esta
colocado correctamente para cortar, le pega a la pieza de
trabajo cerca de la parte superior cuando la direccion de la
fuerza aplicada por la pieza de trabajo es casi horizontal - y
se producira nuevamente un contragolpe.
• Si el soporte esta colocado demasiado afuera de la superficie
de trabajo (Figura 25E), luego, cuando se sujeta correcta-
mente, el cincel queda demasiado alto en el trabajo. Tambien,
usted tiene menos apalancamiento en su lado del soporte de
la herramienta yes todavia mas dificil sujetar el cincel. En el
trabajo de un diametro muy grande (Figura 25F), el soporte
de la herramienta puede quedar sobre la linea del centro de
la pieza de trabajo y algo afuera de la superficie de trabajo.
En el caso del trabajo de diametro pequefio (Figura 25G), el
soporte tiene que estar mas cerca de la superficie de trabajo.
A medida que el trabajo se achica, el soporte se tiene que
volver a oolocar.
Fig. 25A Fig. 25B Fig. 25C
No hay apoyo
Empuje _l/ im • para el Contragolpe /_,
constante en _'_* /_'. punto de /j=l
contra de las _'T_ Bisel en Tintineo _ /_' bisefado __ /_ sopor-
contra " •enterrandose --teesta
• _ , El cincel esta
El clncel corta El soporte esta muy bajo 7_J El cinc
correctamente El cincel muy horizontal muy alto
Fig. 25D _Fig. 25E Fig. 25F
Contragolpe_ _ Mango Diametro _//¢
_ eolpujado Q l_I aranOe _£ _1
--_-------_j_//El soporte del haoia arriba _
ff a°'itC_n_let_abaj° 1
El soporte esta muy distante -el
cincel esta muy alto
Fig. 25G Puntero muy alejado del soporte
Figura 25
C6mo colocar el soporte de la herramienta para raspado
de circunferencia
En las operaciones de raspado, la posici6n del soporte de la
herramienta no tiene una importancia tan critica como en las
operaciones de corte.
El cincel generalmente se mantiene horizontal, a pesar de
que se puede sujetar en un angulo para alcanzar lugares
estrechos. Si se considera que el borde del alambre del cincel
hace el raspado, las Figuras 26B y 26C muestran cuando el
soporte queda muy alto o muy bajo.
La Figura 26A muestra la accion del cincel con el soporte
colocado correctamente (Vea la pagina 37).
36
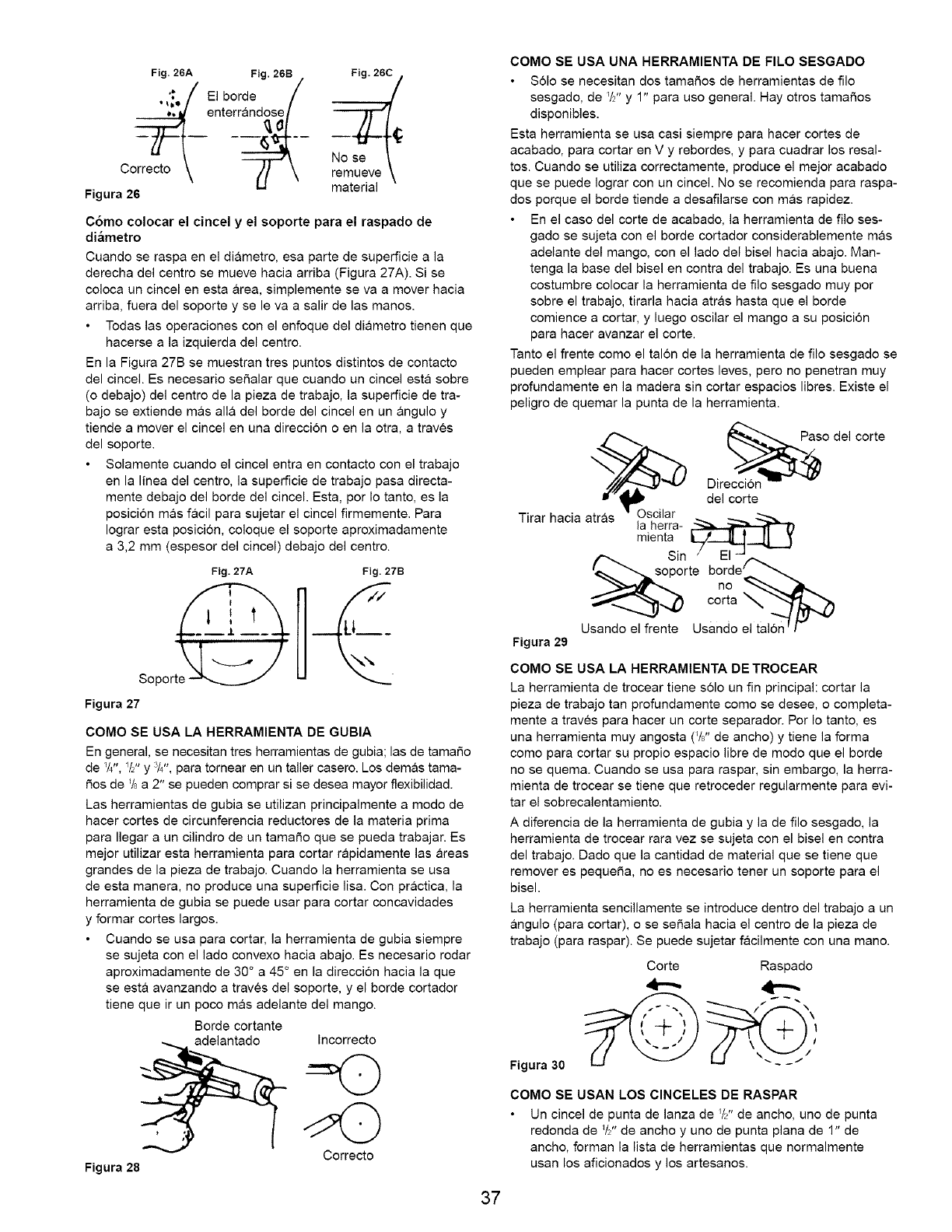
Fig. 26A Fig. 26B Fig. 26C /
'o_ El borde
0,
No se \
C/
remueve \
material
Figura 26
C6mo colocar el cincel y el soporte para el raspado de
di&metro
Cuando se raspa en el diametro, esa parte de superficie a la
derecha del centro se mueve hacia arriba (Figura 27A). Si se
coloca un cincel en esta area, simplemente se va a mover hacia
arriba, fuera del soporte y se le va a salir de las manos.
Todas las operaciones con el enfoque del diametro tienen que
hacerse a la izquierda del centro.
En la Figura 27B se muestran tres puntos distintos de contacto
del cincel. Es necesario se_alar que cuando un cincel esta sobre
(o debajo) del centre de la pieza de trabajo, la superficie de tra-
bajo se extiende mas alia del borde del cincel en un angulo y
tiende a mover el cincel en una direcci6n o en la otra, a traves
del soporte.
Solamente cuando el cincel entra en contacto con el trabajo
en la linea del centre, la superficie de trabajo pasa directa-
mente debajo del borde del cincel. Esta, por Io tanto, es la
posici6n mas facil para sujetar el cincel firmemente. Para
Iograr esta posici6n, coloque el soporte aproximadamente
a 3,2 mm (espesor del cincel) debajo del centre.
Soporte -
Figura 27
Fig. 27A Fig. 27B
COMO SE USA LA HERRAMIENTA DE GUBIA
En general, se necesitan tres herramientas de gubia; las de tamar_o
de I/4", _/2"y 3/4",para tornear en un taller casero. Los demas tama-
fios de _/8a2" se pueden comprar si se desea mayor flexibilidad.
Las herramientas de gubia se utilizan principalmente a modo de
hacer cortes de circunferencia reductores de la mateda prima
para Ilegar a un cflindro de un tamaSo que se pueda trabajar. Es
mejor utilizar esta herramienta para cortar rapidamente las areas
grandes de la pieza de trabajo. Cuando la herramienta se usa
de esta manera, no produce una superficie lisa. Con practica, la
herramienta de gubia se puede usar para cortar concavidades
y formar cortes largos.
Cuando se usa para cortar, la herramienta de gubia siempre
se sujeta con el lado convexo hacia abajo. Es necesado rodar
aproximadamente de 30 ° a 45 ° en la direcci6n hacia la que
se esta avanzando a traves del soporte, y el borde cortador
tiene que ir un poco mas adelante del mango.
Borde cortante
adelantado Incorrecto
Cerrecte
Figura 28
37
COMO SE USA UNA HERRAMIENTA DE FILO SESGADO
S61o se necesitan dos tamaSos de herramientas de filo
sesgado, de I/2" y 1" para uso general. Hay otros tama_os
disponibles.
Esta herramienta se usa casi siempre para hacer cortes de
acabado, para cortar en V y rebordes, y para cuadrar los resal-
tos. Cuando se utiliza correctamente, produce el mejor acabado
que se puede Iograr con un cincel. No se recomienda para raspa-
dos porque el borde tiende a desafilarse con mas rapidez.
En el case del corte de acabado, la herramienta de file ses-
gado se sujeta con el borde cortador considerablemente mas
adelante del mango, con el lado del bisel hacia abajo. Man-
tenga la base del bisel en contra del trabajo. Es una buena
costumbre colocar la herramienta de file sesgado muy per
sobre el trabajo, tirarla hacia atras hasta que el borde
comience a cortar, y luego oscilar el mango a su posici6n
para hacer avanzar el corte.
Tanto el frente come el tal6n de la herramienta de filo sesgado se
pueden emplear para hacer cortes leves, pero no penetran muy
profundamente en la madera sin cortar espacios libres. Existe el
peligro de quemar la punta de la herramienta.
o del corte
Direccion _ -
del corte
Tirar hacia atras Oscilar
la herra- _
mienta L/'--.._ _
Sin /El -_A
soporte bordef_
U Us "
Figura 29
COMO SE USA LA HERRAMIENTA DE TROCEAR
La herramienta de trocear tiene s61o un fin principal: cortar la
pieza de trabajo tan profundamente come se desee, o completa-
mente a traves para hacer un corte separador. Por Io tanto, es
una herramienta muy angosta (_/J' de ancho) y tiene la forma
come para cortar su propio espacio libre de modo que el borde
no se quema. Cuando se usa para raspar, sin embargo, la herra-
mienta de trocear se tiene que retroceder regularmente para evi-
tar el sobrecalentamiento.
A diferencia de la herramienta de gubia y la de filo sesgado, la
herramienta de trocear rara vez se sujeta con el bisel en contra
del trabajo. Dado que la cantidad de material que se tiene que
remover es pequefia, no es necesario tener un soporte para el
bisel.
La herramienta sencfllamente se introduce dentro del trabajo a un
angulo (para cortar), o se sefiala hacia el centre de la pieza de
trabajo (para raspar). Se puede sujetar facflmente con una mano.
Corte Raspado
Figura 30
COMO SE USAN LOS ClNCELES DE RASPAR
Un cincel de punta de lanza de _/2"de ancho, uno de punta
redonda de _//' de ancho y uno de punta plana de 1" de
ancho, forman la lista de herramientas que normalmente
usan los aficionados y los artesanos.
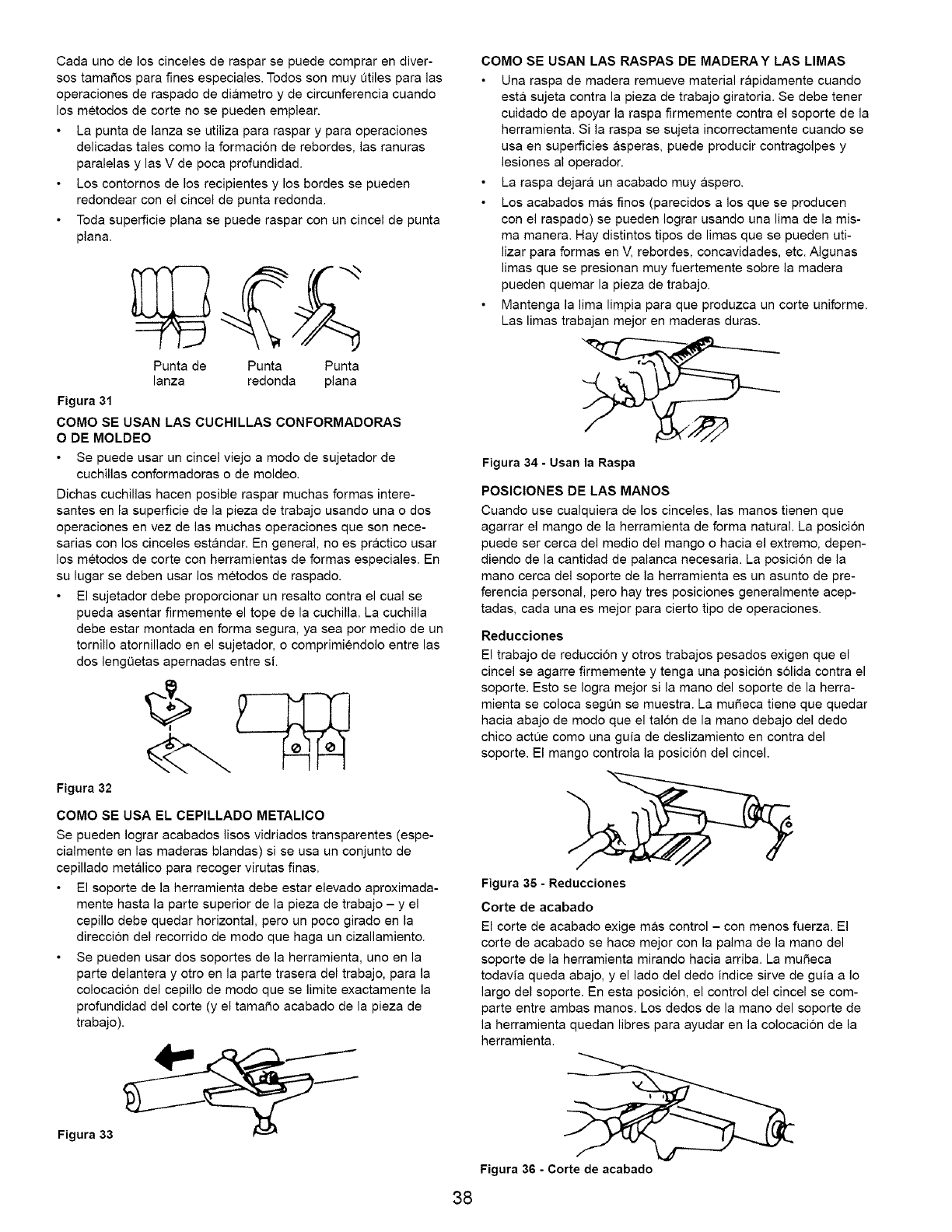
Cadaunodeloscincelesderasparsepuedecomprarendiver-
sostamar_osparafinesespeciales.Todossonmuyt_tilesparalas
operacionesderaspadodediametroydecircunferenciacuando
losmetodosdecortenosepuedenemplear.
Lapuntadelanzaseutilizapararasparyparaoperaciones
delicadastalescomolaformaci6nderebordes,lasranuras
paralelasylasVdepocaprofundidad.
Loscontornosdelosrecipientesy losbordessepueden
redondearconelcinceldepuntaredonda.
Todasuperficieplanasepuederasparconuncinceldepunta
plan&
Puntade Punta Punta
lanza redonda plana
Figura31
COMOSEUSANLASCUCHILLASCONFORMADORAS
ODEMOLDEO
Sepuedeusaruncincelviejoamododesujetadorde
cuchillasconformadorasodemoldeo.
Dichascuchillashacenposiblerasparmuchasformasintere-
santesenlasuperficiedelapiezadetrabajousandounaodos
operacionesenvezdelasmuchasoperacionesquesonnece-
sariasconloscincelesestandar.Engeneral,noespracticousar
losmetodosdecorteconherramientasdeformasespeciales.En
sulugarsedebenusarlosmetodosderaspado.
Elsujetadordebeproporcionarunresaltocontraelcualse
puedaasentarfirmementeeltopedelacuchilla.Lacuchilla
debeestarmontadaenformasegura,yaseapormediodeun
tornilloatornilladoenelsujetador,ocomprimiendoloentrelas
doslengQetasapernadasentresi.
Figura 32
COMO SE USA EL CEPILLADO METALICO
Se pueden Iograr acabados lisos vidriados transparentes (espe-
cialmente en las maderas blandas) si se usa un conjunto de
cepillado metalico para recoger virutas finas.
El soporte de la herramienta debe estar elevado aproximada-
mente hasta la parte superior de la pieza de trabajo - y el
cepillo debe quedar horizontal, pero un poco girado en la
direcci6n del recorrido de modo que haga un cizallamiento.
Se pueden usar dos soportes de la herramienta, uno en la
parte delantera y otro en la parte trasera del trabajo, para la
colocaci6n del cepillo de modo que se limite exactamente la
profundidad del corte (y el tamaSo acabado de la pieza de
trabajo).
Figura 33
38
COMO SE USAN LAS RASPAS DE MADERAY LAS LIMAS
Una raspa de madera remueve material rapidamente cuando
esta sujeta contra la pieza de trabajo giratoria. Se debe tener
cuidado de apoyar la raspa firmemente contra el soporte de la
herramienta. Si la raspa se sujeta incorrectamente cuando se
usa en superficies asperas, puede producir contragolpes y
lesiones al operador.
La raspa dejara un acabado muy aspero.
Los acabados mas finos (parecidos a los que se producen
con el raspado) se pueden Iograr usando una lima de la mis-
ma manera. Hay distintos tipos de limas que se pueden uti-
lizar para formas en V, rebordes, concavidades, etc. AIgunas
limas que se presionan muy fuertemente sobre la madera
pueden quemar la pieza de trabajo.
Mantenga la lima limpia para que produzca un corte uniforme.
Las limas trabajan mejor en maderas duras.
Figura 34 - Usan la Raspa
POSlClONES DE LAS MANOS
Cuando use cualquiera de los cinceles, las manos tienen que
agarrar el mango de la herramienta de forma natural. La posici6n
puede ser cerca del medio del mango o hacia el extremo, depen-
diendo de la cantidad de palanca necesaria. La posici6n de la
mano cerca del soporte de la herramienta es un asunto de pre-
ferencia personal, pero hay tres posiciones generalmente acep-
tadas, cada una es mejor para cierto tipo de operaciones.
Reducciones
El trabajo de reducci6n y otros trabajos pesados exigen que el
cincel se agarre firmemente y tenga una posicion s61ida contra el
soporte. Esto se Iogra mejor si la mano del soporte de la herra-
mienta se coloca segQn se muestra. La muSeca tiene que quedar
hacia abajo de modo que el tal6n de la mano debajo del dedo
chico actQe como una guia de deslizamiento en contra del
soporte. El mango controla la posicion del cincel.
Figura 35 - Reducciones
Corte de acabado
El corte de acabado exige mas control - con menos fuerza. El
corte de acabado se hace mejor con la palma de la mano del
soporte de la herramienta mirando hacia arriba. La muSeca
todavia queda abajo, y el lado del dedo indice sirve de guia a Io
largo del soporte. En esta posici6n, el control del cincel se com-
parte entre ambas manos. Los dedos de la mano del soporte de
la herramienta quedan libres para ayudar en la colocaci6n de la
herramienta.
Figura 36 - Corte de acabado
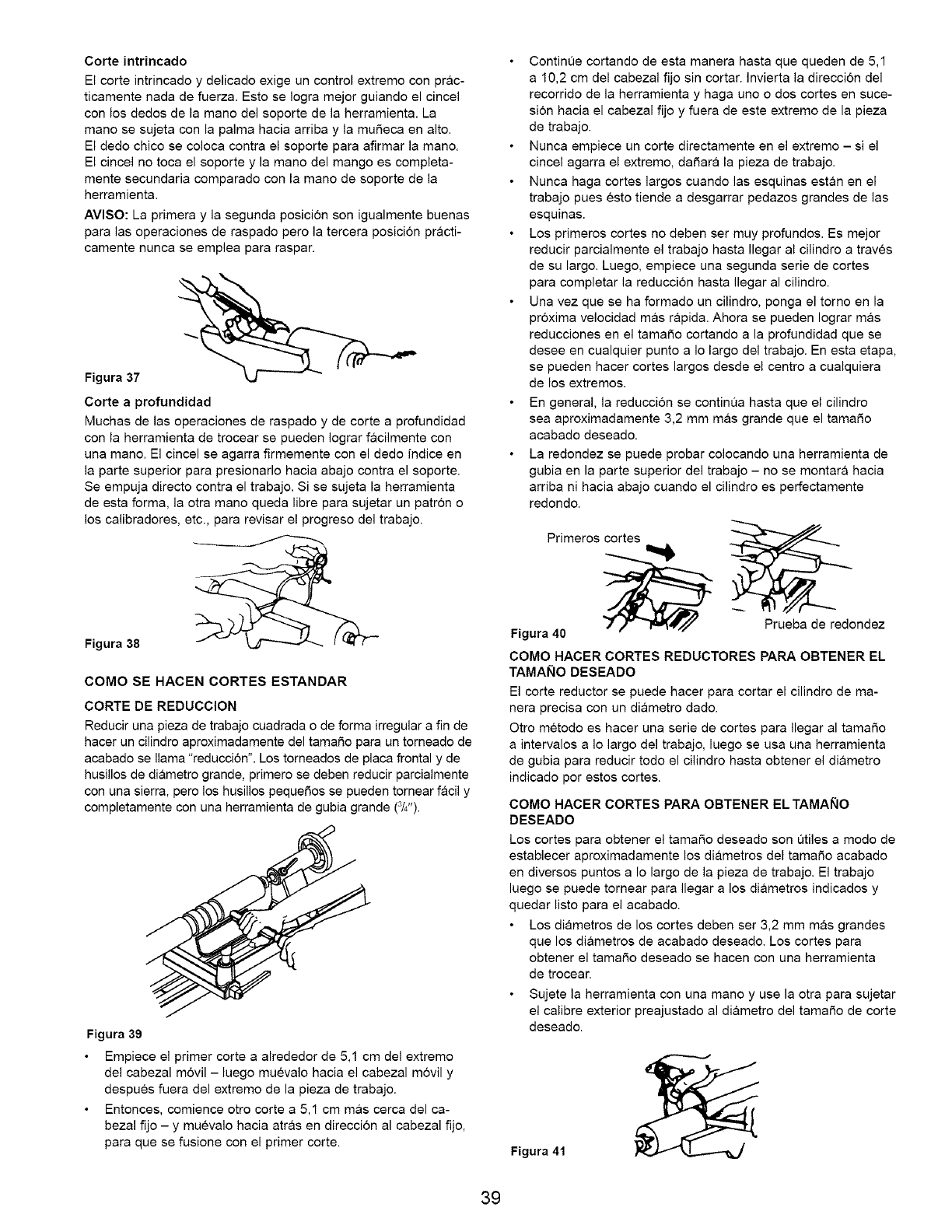
Corteintrincado
Elcorteintrincadoydelicadoexigeuncontrolextremoconprac-
ticamentenadadefuerza.EstoseIogramejorguiandoelcincel
conlosdedosdelamanodelsoportedelaherramienta.La
manosesujetaconlapalmahaciaarribaylamuSecaenalto.
Eldedochicosecolocacontraelsoporteparaafirmarlamano.
Elcincelnotocaelsoportey lamanodelmangoescompleta-
mentesecundariacomparadoconlamanodesoportedela
herramienta.
AVlSO:Laprimeraylasegundaposici6nsonigualmentebuenas
paralasoperacionesderaspadoperolaterceraposici6npracti-
camentenuncaseempleapararaspar.
Figura 37
Corte a profundidad
Muchas de las operaciones de raspado y de corte a profundidad
con la herramienta de trocear se pueden Iograr facilmente con
una mano. El cincel se agarra firmemente con el dedo indice en
la parte superior para presionarlo hacia abajo contra el soporte.
Se empuja directo contra el trabajo. Si se sujeta la herramienta
de esta forma, la otra mano queda libre para sujetar un patr6n o
los calibradores, etc., para revisar el progreso del trabajo.
Figura 38
COMO SE HACEN CORTES ESTANDAR
CORTE DE REDUCCION
Reducir una pieza de trabajo cuadrada 0 de forma irregular a fin de
hacer un cilindro aproximadamente del tamaSo para un torneado de
acabado se llama "reducci6n". Los torneados de placa frontal y de
husillos de diametro grande, primero se deben reducir parcialmente
con una sierra, pero los husillos pequedos se pueden tornear facil y
completamente con una herramienta de gubia grande (3/4").
Figura 39
Empiece el primer corte a alrededor de 5,1 cm del extremo
del cabezal movil - luego muevalo hacia el cabezal m6vil y
despues fuera del extremo de la pieza de trabajo.
Entonces, comience otro corte a 5,1 cm mas cerca del ca-
bezal fijo - y muevalo hacia atras en direcci6n al cabezal fijo,
para que se fusione con el primer corte.
Continue cortando de esta manera hasta que queden de 5,1
a 10,2 cm del cabezal fijo sin cortar. Invierta la direccion del
recorrido de la herramienta y haga uno o dos cortes en suce-
si6n hacia el cabezal fijo y fuera de este extremo de la pieza
de trabajo.
Nunca empiece un corte directamente en el extremo - si el
cincel agarra el extremo, dadara la pieza de trabajo.
Nunca haga cortes largos cuando las esquinas estan en el
trabajo pues esto tiende a desgarrar pedazos grandes de las
esquinas.
Los primeros certes no deben ser muy profundos. Es mejor
reducir parcialmente el trabajo hasta Ilegar al cilindro a traves
de su largo. Luego, empiece una segunda serie de cortes
para completar la reducci6n hasta Ilegar al cilindro.
Una vez que se ha formado un cilindro, ponga el torno en la
pr6xima velocidad mas rapida. Ahora se pueden Iograr mas
reducciones en el tama_o cortando a la profundidad que se
desee en cualquier punto a Io largo del trabajo. En esta etapa,
se pueden hacer cortes largos desde el centro a cualquiera
de los extremos.
En general, la reducci6n se contint_a hasta que el cilindro
sea aproximadamente 3,2 mm mas grande que el tamado
acabado deseado.
La redondez se puede probar colocando una herramienta de
gubia en la parte superior del trabajo - no se montara hacia
arriba ni hacia abajo cuando el cilindro es perfectamente
redondo.
Primeros cortes
Prueba de redondez
Figura 40
COMO HACER CORTES REDUCTORES PARA OBTENER EL
TAMANO DESEADO
El corte reductor se puede hacer para cortar el cilindro de ma-
nera precisa con un diametro dado.
Otro metodo es hacer una serie de cortes para Ilegar al tamar_o
a intervalos a Io largo del trabajo, luego se usa una herramienta
de gubia para reducir todo el cilindro hasta obtener el diametro
indicado por estos cortes.
COMO HACER CORTES PARA OBTENER ELTAMANO
DESEADO
Los cortes para obtener el tamar_o deseado son Qtiles a modo de
establecer aproximadamente los diametros del tamaSo acabado
en diversos puntos a Io largo de la pieza de trabajo. El trabajo
luego se puede tornear para Ilegar alos diametros indicados y
quedar listo para el acabado.
Los diametros de los cortes deben ser 3,2 mm mas grandes
que los diametros de acabado deseado. Los cortes para
obtener el tamar_o deseado se hacen con una herramienta
de trocear.
Sujete la herramienta con una mano y use la otra para sujetar
el calibre exterior preajustado al diametro del tamaSo de corte
deseado.
Figura 41
39
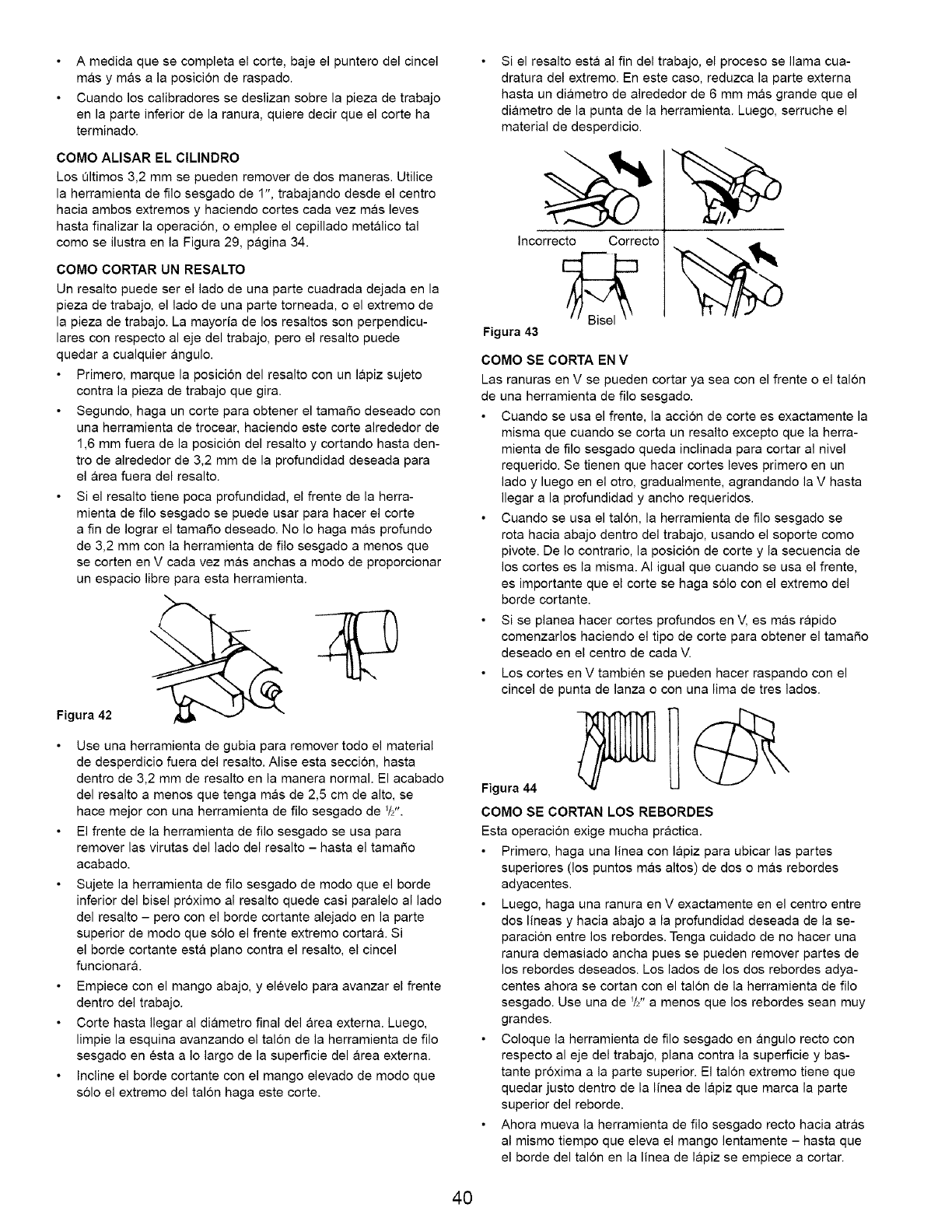
A medida que se completa el corte, baje el puntero del cincel
mas y mas a la posici6n de raspado.
Cuando los calibradores se deslizan sobre la pieza de trabajo
en la parte inferior de la ranura, quiere decir que el corte ha
terminado.
COMO ALISAR EL ClLINDRO
Los ultimos 3,2 mm se pueden remover de dos maneras. Utilice
la herramienta de filo sesgado de 1", trabajando desde el centre
hacia ambos extremos y haciendo cortes cada vez mas leves
hasta finalizar la operaci6n, o emplee el cepillado metalico tal
como se ilustra en la Figura 29, pagina 34.
COMO CORTAR UN RESALTO
Un resalto puede ser el lado de una parte cuadrada dejada en la
pieza de trabajo, el lado de una parte torneada, o el extremo de
la pieza de trabajo. La mayoria de los resaltos son perpendicu-
lares con respecto al eje del trabajo, pero el resalto puede
quedar a cualquier angulo.
Primero, marque la posici6n del resalto con un lapiz sujeto
contra la pieza de trabajo que gira.
Segundo, haga un corte para obtener el tamaSo deseado con
una herramienta de trocear, haciendo este corte alrededor de
1,6 mm fuera de la posici6n del resalto y cortando hasta den-
tro de alrededor de 3,2 mm de la profundidad deseada para
el area fuera del resalto.
Si el resalto tiene poca profundidad, el frente de la herra-
mienta de filo sesgado se puede usar para hacer el corte
a fin de Iograr el tamaSo deseado. No Io haga mas profundo
de 3,2 mm con la herramienta de filo sesgado a menos que
se corten en V cada vez mas anchas a modo de proporcionar
un espacio libre para esta herramienta.
Figura 42 _
Use una herramienta de gubia para remover todo el material
de desperdicio fuera del resalto. Alise esta seccion, hasta
dentro de 3,2 mm de resalto en la manera normal. El acabado
del resalto a menos que tenga mas de 2,5 cm de alto, se
hace mejor con una herramienta de file sesgado de _/2".
El frente de la herramienta de filo sesgado se usa para
remover las virutas del lado del resalto - hasta el tama_o
acabado.
Sujete la herramienta de filo sesgado de modo que el borde
inferior del bisel proximo al resalto quede casi paralelo al lado
del resalto - pero con el borde cortante alejado en la parte
superior de modo que s61o el frente extremo cortar& Si
el borde cortante esta piano contra el resalto, el cincel
funcionar&
Empiece con el mango abajo, y elevelo para avanzar el frente
dentro del trabajo.
Corte hasta Ilegar al diametro final del area externa. Luego,
limpie la esquina avanzando el tal6n de la herramienta de filo
sesgado en esta a Io largo de la superficie del area externa.
Incline el borde cortante con el mango elevado de modo que
s61o el extremo del tal6n haga este corte.
Si el resalto esta al fin del trabajo, el proceso se llama cua-
dratura del extremo. En este caso, reduzca la parte externa
hasta un diametro de alrededor de 6 mm mas grande que el
diametro de la punta de la herramienta. Luego, serruche el
material de desperdicio.
Incorrecto Correcto
Figura 43
COMO SE CORTA EN V
Las ranuras en V se pueden cortar ya sea con el frente o el talon
de una herramienta de filo sesgado.
• Cuando se usa el frente, la acci6n de corte es exactamente la
misma que cuando se corta un resalto excepto que la herra-
mienta de filo sesgado queda inclinada para cortar al nivel
requerido. Se tienen que hacer cortes leves primero en un
lado y luego en el otro, gradualmente, agrandando la V hasta
Ilegar a la profundidad y ancho requeridos.
• Cuando se usa el tal6n, la herramienta de file sesgado se
rota hacia abajo dentro del trabajo, usando el soporte como
pivote. De Io contrario, la posici6n de corte y la secuencia de
los cortes es la misma. AI igual que cuando se usa el frente,
es importante que el corte se haga s61o con el extreme del
borde cortante.
• Si se planea hacer cortes profundos en V, es mas rapido
comenzarlos haciendo el tipo de corte para obtener el tama_o
deseado en el centre de cada V.
Los cortes en V tambien se pueden hacer raspando con el
cincel de punta de lanza o con una lima de tres lados.
Figura 44
COMO SE CORTAN LOS REBORDES
Esta operaci6n exige mucha practica.
Primero, haga una linea con lapiz para ubicar las partes
superiores (los puntos mas altos) de dos o mas rebordes
adyacentes.
Luego, haga una ranura en V exactamente en el centro entre
dos lineas y hacia abajo a la profundidad deseada de la se-
paraci6n entre los rebordes. Tenga cuidado de no hacer una
ranura demasiado ancha pues se pueden remover partes de
los rebordes deseados. Los lados de los dos rebordes adya-
centes ahora se cortan con el tal6n de la herramienta de filo
sesgado. Use una de _/z"a menos que los rebordes sean muy
grandes.
• Coloque la herramienta de filo sesgado en angulo recto con
respecto al eje del trabajo, plana contra la superficie y bas-
tante pr6xima a la parte superior. El tal6n extremo tiene que
quedar justo dentro de la linea de lapiz que marca la parte
superior del reborde.
• Ahora mueva la herramienta de filo sesgado recto hacia atras
al mismo tiempo que eleva el mango lentamente - hasta que
el borde del talon en la linea de lapiz se empiece a cortar.
4O
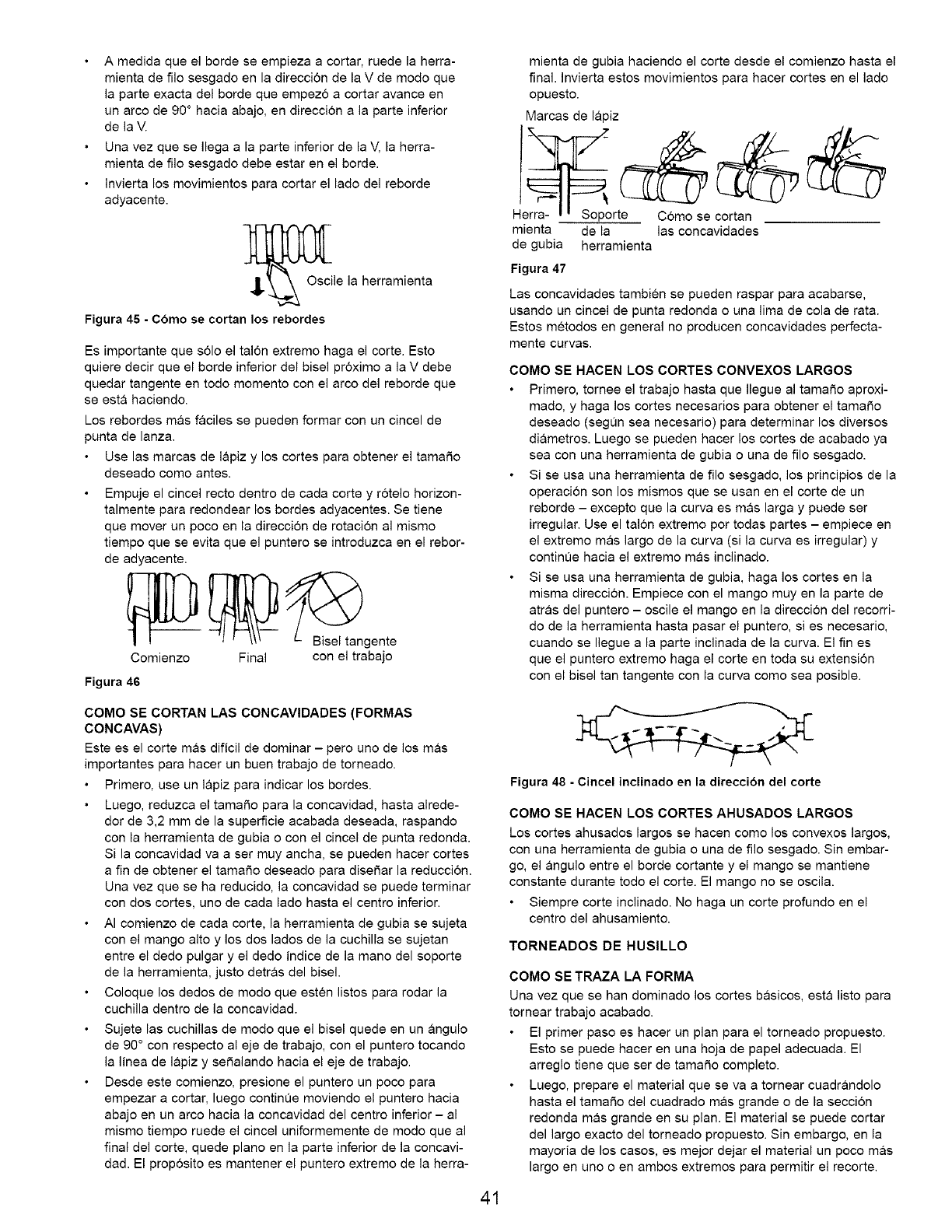
A medida que el borde se empieza a cortar, ruede la herra-
mienta de filo sesgado en la direcci6n de la V de modo que
la parte exacta del borde que empezo a cortar avance en
un arco de 90 ° hacia abajo, en direcci6n a la parte inferior
de la V.
Una vez que se Ilega a la parte inferior de la V, la herra-
mienta de filo sesgado debe estar en el borde.
Invierta los movimientos para cortar el lado del reborde
adyacente.
_, Oscile la herramienta
Figura 45 - Come se cortan los rebordes
Es importante que s61o el talon extremo haga el corte. Esto
quiere decir que el borde inferior del bisel proximo a la V debe
quedar tangente en todo momento con el arco del reborde que
se esta haciendo.
Los rebordes mas faciles se pueden formar con un cincel de
punta de lanza.
Use las marcas de lapiz y los cortes para obtener el tamar_o
deseado como antes.
Empuje el cincel recto dentro de cada corte y r6telo horizon-
talmente para redondear los bordes adyacentes. Se tiene
que mover un poco en la direccion de rotaci6n al mismo
tiempo que se evita que el puntero se introduzca en el rebor-
de adyacente.
_]_ __gente
Comienzo Final con el trabajo
Figura 46
COMO SE CORTAN LAS CONCAVIDADES (FORMAS
CONCAVAS)
Este es el corte mas dificil de dominar - pero uno de los mas
importantes para hacer un buen trabajo de torneado.
Primero, use un lapiz para indicar los bordes.
Luego, reduzca el tama_o para la concavidad, hasta alrede-
dor de 3,2 mm de la superficie acabada deseada, raspando
con la herramienta de gubia o con el cincel de punta redonda.
Si la concavidad va a ser muy ancha, se pueden hacer cortes
a fin de obtener el tamar_o deseado para disei_ar la reducci6n.
Una vez que se ha reducido, la concavidad se puede terminar
con dos cortes, uno de cada lado hasta el centro inferior.
AI comienzo de cada corte, la herramienta de gubia se sujeta
con el mango alto y los dos lados de la cuchilla se sujetan
entre el dedo pulgar y el dedo indice de la mano del soporte
de la herramienta, justo detras del bisel.
Coloque los dedos de modo que esten listos para rodar la
cuchilla dentro de la concavidad.
Sujete las cuchillas de modo que el bisel quede en un angulo
de 90 ° con respecto al eje de trabajo, con el puntero tocando
la linea de lapiz y se_alando hacia el eje de trabajo.
Desde este comienzo, presione el puntero un poco para
empezar a cortar, luego continQe moviendo el puntero hacia
abajo en un arco hacia la concavidad del centro inferior - al
mismo tiempo ruede el cincel uniformemente de modo que al
final del corte, quede piano en la parte inferior de la concavi-
dad. El prop6sito es mantener el puntero extremo de la herra-
41
mienta de gubia haciendo el corte desde el comienzo hasta el
final. Invierta estos movimientos para hacer cortes en el lado
opuesto.
Marcas de lapiz
!i_orte C_6mo se 0or18 n_'=_ _
mienta de la las concavidades
de gubia herramienta
Figura 47
Las concavidades tambien se pueden raspar para acabarse,
usando un cincel de punta redonda o una lima de cola de rata.
Estos metodos en general no producen concavidades perfecta-
mente curvas.
COMO SE HACEN LOS CORTES CONVEXOS LARGOS
Primero, tornee el trabajo hasta que Ilegue al tama_o aproxi-
mado, y haga los cortes necesarios para obtener el tama_o
deseado (segt_n sea necesario) para determinar los diversos
diametros. Luego se pueden hacer los cortes de acabado ya
sea con una herramienta de gubia o una de filo sesgado.
Si se usa una herramienta de filo sesgado, los principios de la
operaci6n son los mismos que se usan en el corte de un
reborde - excepto que la curva es mas larga y puede ser
irregular. Use el tal6n extremo por todas partes - empiece en
el extremo mas largo de la curva (si la curva es irregular) y
continue hacia el extremo mas inclinado.
Si se usa una herramienta de gubia, haga los cortes en la
misma direcci6n. Empiece con el mango muy en la parte de
atras del puntero - oscile el mango en la direcci6n del recorri-
do de la herramienta hasta pasar el puntero, si es necesario,
cuando se Ilegue a la parte inclinada de la curva. El fin es
que el puntero extremo haga el corte en toda su extensi6n
con el bisel tan tangente con la curva como sea posible.
Figura 48 -Cincel inclinado en la direccibn del corte
COMO SE HACEN LOS CORTES AHUSADOS LARGOS
Los cortes ahusados largos se hacen como los convexos largos,
con una herramienta de gubia o una de filo sesgado. Sin embar-
go, el angulo entre el borde cortante y el mango se mantiene
constante durante todo el corte. El mango no se oscila.
Siempre corte inclinado. No haga un corte profundo en el
centro del ahusamiento.
TORNEADOS DE HUSILLO
COMO SE TRAZA LA FORMA
Una vez que se han dominado los cortes basicos, esta listo para
tornear trabajo acabado.
El primer paso es hacer un plan para el torneado propuesto.
Esto se puede hacer en una hoja de papel adecuada. El
arreglo tiene que ser de tama_o completo.
Luego, prepare el material que se va a tornear cuadrandolo
hasta el tama_o del cuadrado mas grande o de la secci6n
redonda mas grande en su plan. El material se puede cortar
del largo exacto del torneado propuesto. Sin embargo, en la
mayoria de los casos, es mejor dejar el material un poco mas
largo en uno o en ambos extremos para permitir el recorte.
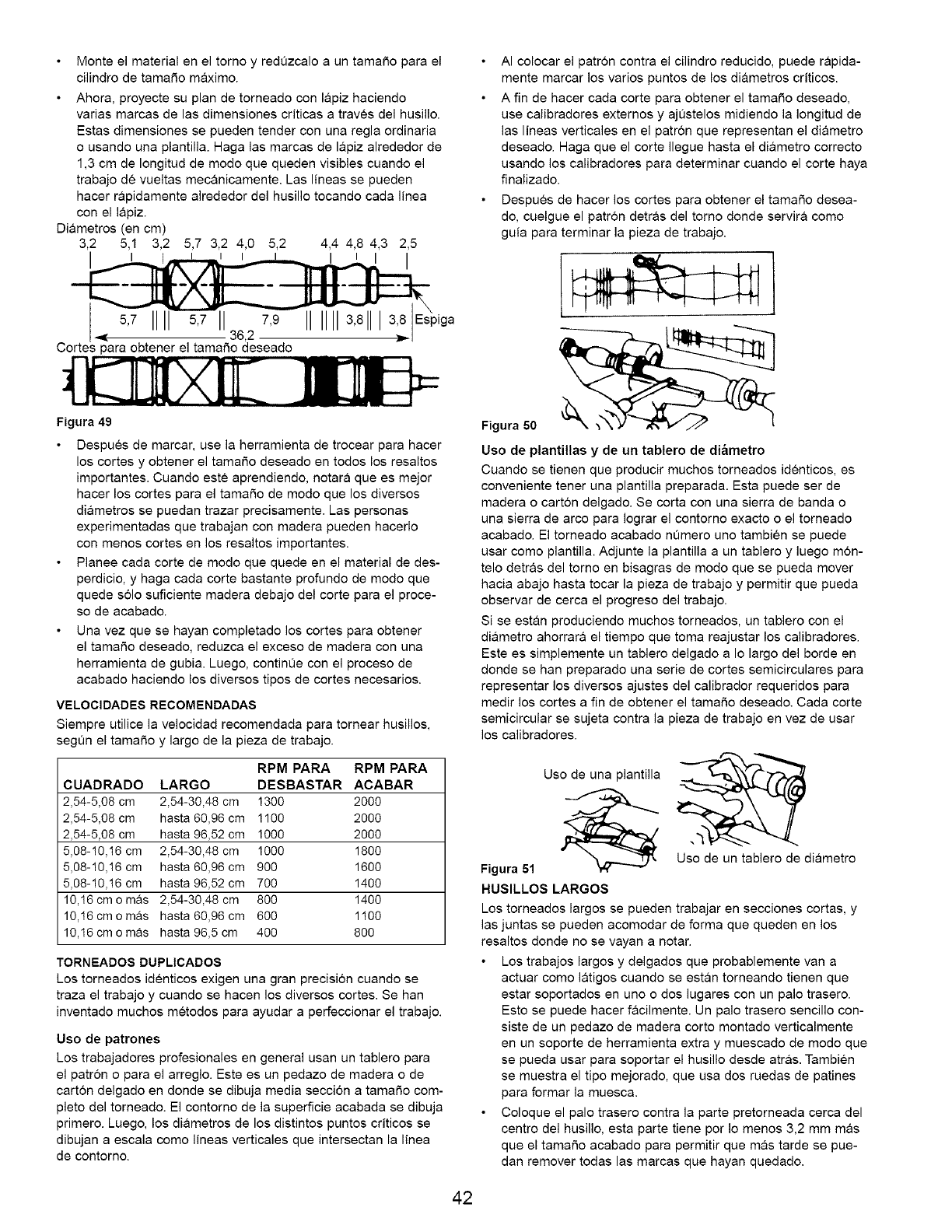
Monteelmaterialeneltornoy reduzcaloauntamaSoparael
cilindrodetamaSomaximo.
Ahora,proyectesuplandetorneadoconlapizhaciendo
variasmarcasdelasdimensionescriticasatravesdelhusillo.
Estasdimensionessepuedentenderconunareglaordinaria
ousandounaplantilla.Hagalasmarcasdelapizalrededorde
1,3cmdeIongituddemodoquequedenvisiblescuandoel
trabajodevueltasmecanicamente.Laslineassepueden
hacerrapidamentealrededordelhusillotocandocadalinea
conellapiz.
Diametros(encm)
3,2 5,1 3,2 5,73,24,0 5,2 4,44,84,3 2,5
I ' I
7,9 IIIIII3,81113,8Espiga
5,7 III II36,=
Cortes para obtener el tamafio deseado
Figura 49
Despues de marcar, use la herramienta de trocear para hacer
los cortes y obtener el tamaSo deseado en todos los resaltos
importantes. Cuando este aprendiendo, notara que es mejor
hacer los cortes para el tamar_o de modo que los diversos
diametros se puedan trazar precisamente. Las personas
experimentadas que trabajan con madera pueden hacerlo
con menos cortes en los resaltos importantes.
Planee cada corte de modo que quede en el material de des-
perdicio, y haga cada corte bastante profundo de modo que
quede solo suficiente madera debajo del corte para el proce-
so de acabado.
Una vez que se hayan completado los cortes para obtener
el tamar_o deseado, reduzca el exceso de madera con una
herramienta de gubia. Luego, contint_e con el proceso de
acabado haciendo los diversos tipos de cortes necesarios.
VELOCIDADES RECOMENDADAS
Siempre utilice la velocidad recomendada para tornear husillos,
segun el tamaSo y largo de la pieza de trabajo.
RPM PARA RPM PARA
CUADRADO LARGO DESBASTAR ACABAR
2,54-5,08 cm 2,54-30,48 cm 1300 2000
2,54-5,08 cm hasta 60,96 cm 1100 2000
2,54-5,08 cm hasta 96,52 cm 1000 2000
5,08-10,16 cm 2,54-30,48 cm 1000 1800
5,08-10,16 cm hasta 60,96 cm 900 1600
5,08-10,16 cm hasta 96,52 cm 700 1400
10,16 cm o mas 2,54-30,48 cm 800 1400
10,16cmomas hasta60,96cm 600 1100
10,16 cm o mas hasta 96,5 cm 400 800
TORNEADOS DUPLICADOS
Los torneados identicos exigen una gran precision cuando se
traza el trabajo y cuando se hacen los diversos cortes. Se han
inventado muchos metodos para ayudar a perfeccionar el trabajo.
Uso de patrones
Los trabajadores profesionales en general usan un tablero para
el patron o para el arreglo. Este es un pedazo de madera o de
cart6n delgado en donde se dibuja media seccion a tamafio com-
pleto del torneado. El contorno de la superficie acabada se dibuja
primero. Luego, los diametros de los distintos puntos criticos se
dibujan a escala como lineas verticales que intersectan la linea
de contorno.
• AI colocar el patr6n contra el cilindro reducido, puede rapida-
mente marcar los varios puntos de los diametros criticos.
• A fin de hacer cada corte para obtener el tamafio deseado,
use calibradores externos y ajL_stelos midiendo la Iongitud de
las lineas verticales en el patron que representan el diametro
deseado. Haga que el corte Ilegue hasta el diametro correcto
usando los calibradores para determinar cuando el corte haya
finalizado.
Despues de hacer los cortes para obtener el tama_o desea-
do, cuelgue el patr6n detras del torno donde servir& como
guia para terminar la pieza de trabajo.
Figura 50 _
Uso de plantillas y de un tablero de di_metro
Cuando se tienen clue producir muchos torneados identicos, es
conveniente tener una plantilla preparada. Esta puede ser de
madera o cart6n delgado. Se corta con una sierra de banda o
una sierra de arco para Iograr el contorno exacto o el torneado
acabado. El torneado acabado namero uno tambien se puede
usar como plantilla. Adjunte la plantilla a un tablero y luego m6n-
telo detras del torno en bisagras de modo que se pueda mover
hacia abajo hasta tocar la pieza de trabajo y permitir que pueda
observar de cerca el progreso del trabajo.
Si se estan produciendo muchos torneados, un tablero con el
diametro ahorrara el tiempo que toma reajustar los calibradores.
Este es simplemente un tablero delgado a Io largo del borde en
donde se han preparado una serie de cortes semicirculares para
representar los diversos ajustes del calibrador requeridos para
medir los cortes a fin de obtener el tamaSo deseado. Cada corte
semicircular se sujeta contra la pieza de trabajo en vez de usar
los calibradores.
Uso de una plantilla
Figura 51
HUSILLOS LARGOS
Uso de un tablero de diametro
Los torneados largos se pueden trabajar en secciones cortas, y
las juntas se pueden acomodar de forma que queden en los
resaltos donde no se vayan a notar.
Los trabajos largos y delgados que probablemente van a
actuar como latigos cuando se estan torneando tienen que
estar soportados en uno o dos lugares con un palo trasero.
Esto se puede hacer facilmente. Un palo trasero sencillo con-
siste de un pedazo de madera corto montado verticalmente
en un soporte de herramienta extra y muescado de modo que
se pueda usar para soportar el husillo desde atras. Tambien
se muestra el tipo mejorado, que usa dos ruedas de patines
para formar la muesca.
• Coloque el palo trasero contra la parte pretorneada cerca del
centro del husillo, esta parte tiene por Io menos 3,2 mm mas
que el tamaSo acabado para permitir que mas tarde se pue-
dan remover todas las marcas que hayan quedado.
42
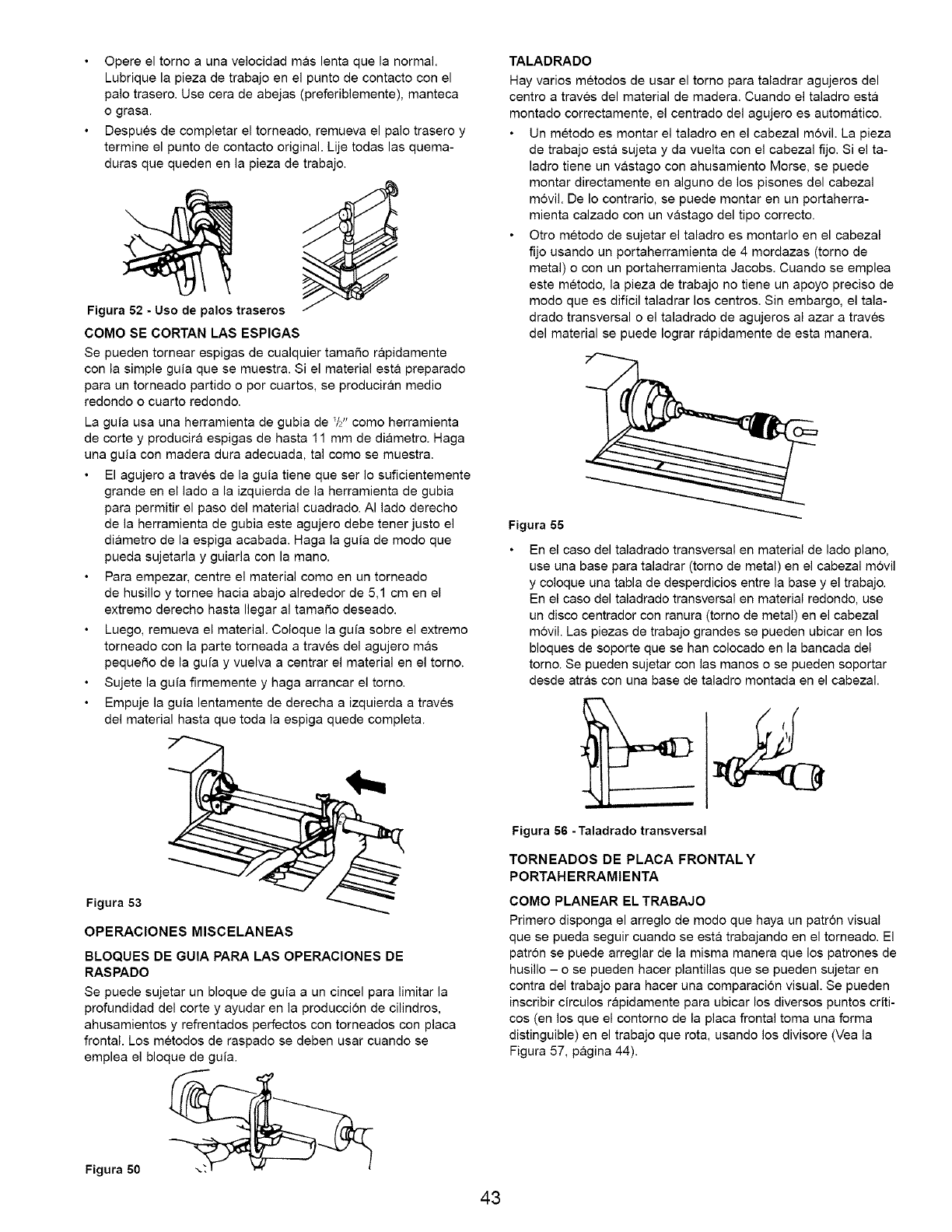
Opere el torno a una velocidad mas lenta que la normal.
Lubrique la pieza de trabajo en el punto de contacto con el
palo trasero. Use cera de abejas (preferiblemente), manteca
o grasa.
Despues de completar el torneado, remueva el palo trasero y
termine el punto de contacto original. Lije todas las quema-
duras que queden en la pieza de trabajo.
Figura 52 -Uso de palos traseros
COMO SE CORTAN LAS ESPIGAS
Se pueden tornear espigas de cualquier tama_o rapidamente
con la simple guia que se muestra. Si el material esta preparado
para un torneado partido o por cuartos, se produciran medio
redondo o cuarto redondo.
La guia usa una herramienta de gubia de 1/z" como herramienta
de corte y producira espigas de hasta 11 mm de diametro. Haga
una guia con madera dura adecuada, tal como se muestra.
El agujero a traves de la guia tiene que ser Io suficientemente
grande en el lado a la izquierda de la herramienta de gubia
para permitir el paso del material cuadrado. AI lado derecho
de la herramienta de gubia este agujero debe tener justo el
diametro de la espiga acabada. Haga la guia de modo que
pueda sujetada y guiarla con la mano.
Para empezar, centre el material como en un torneado
de husillo y tornee hacia abajo alrededor de 5,1 cm en el
extremo derecho hasta Ilegar al tamado deseado.
Luego, remueva el material. Coloque la guia sobre el extremo
torneado con la parte torneada a traves del agujero mas
pequei_o de la guia y vuelva a centrar el material en el torno.
Sujete la guia firmemente y haga arrancar el torno.
Empuje la guia lentamente de derecha a izquierda a traves
del material hasta que toda la espiga quede completa.
Figura 53
OPERACIONES MISCELANEAS
Figura 50
BLOQUES DE GUIA PARA LAS OPERACIONES DE
RASPADO
Se puede sujetar un bloque de guia a un cincel para limitar la
profundidad del corte y ayudar en la producci6n de cilindros,
ahusamientos y refrentados perfectos con torneados con placa
frontal. Los metodos de raspado se deben usar cuando se
emplea el bloque de guia.
43
TALADRADO
Hay varios metodos de usar el torno para taladrar agujeros del
centro a traves del material de madera. Cuando el taladro esta
montado correctamente, el centrado del agujero es automatico.
Un metodo es montar el taladro en el cabezal m6vil. La pieza
de trabajo esta sujeta y da vuelta con el cabezal fijo. Si el ta-
ladro tiene un vastago con ahusamiento Morse, se puede
montar directamente en alguno de los pisones del cabezal
m6vil. De Io contrario, se puede montar en un portaherra-
mienta calzado con un vastago del tipo correcto.
Otro metodo de sujetar el taladro es montarlo en el cabezal
fijo usando un portaherramienta de 4 mordazas (torno de
metal) o con un portaherramienta Jacobs. Cuando se emplea
este metodo, la pieza de trabajo no tiene un apoyo preciso de
modo que es dificil taladrar los centros. Sin embargo, el tala-
drado transversal o el taladrado de agujeros al azar a traves
del material se puede Iograr rapidamente de esta manera.
Figura 55
En el caso del taladrado transversal en material de lado piano,
use una base para taladrar (torno de metal) en el cabezal movil
y coloque una tabla de desperdicios entre la base y el trabajo.
En el caso del taladrado transversal en material redondo, use
un disco centrador con ranura (torno de metal) en el cabezal
mdvil. Las piezas de trabajo grandes se pueden ubicar en los
bloques de soporte que se han colocado en la bancada del
torno. Se pueden sujetar con las manos o se pueden soportar
desde atras con una base de taladro montada en el cabezal.
Figura 56 - Taladrado transversal
TORNEADOS DE PLACA FRONTAL Y
PORTAHERRAMIENTA
COMO PLANEAR EL TRABAJO
Primero disponga el arreglo de modo que haya un patr6n visual
que se pueda seguir cuando se esta trabajando en el torneado. El
patr6n se puede arreglar de la misma manera que los patrones de
husillo - o se pueden hacer plantillas que se pueden sujetar en
contra del trabajo para hacer una comparaci6n visual. Se pueden
inscribir circulos rapidamente para ubicar los diversos puntos criti-
cos (en los que el contorno de la placa frontal toma una forma
distinguible) en el trabajo que rota, usando los divisore (Mea la
Figura 57, pagina 44).
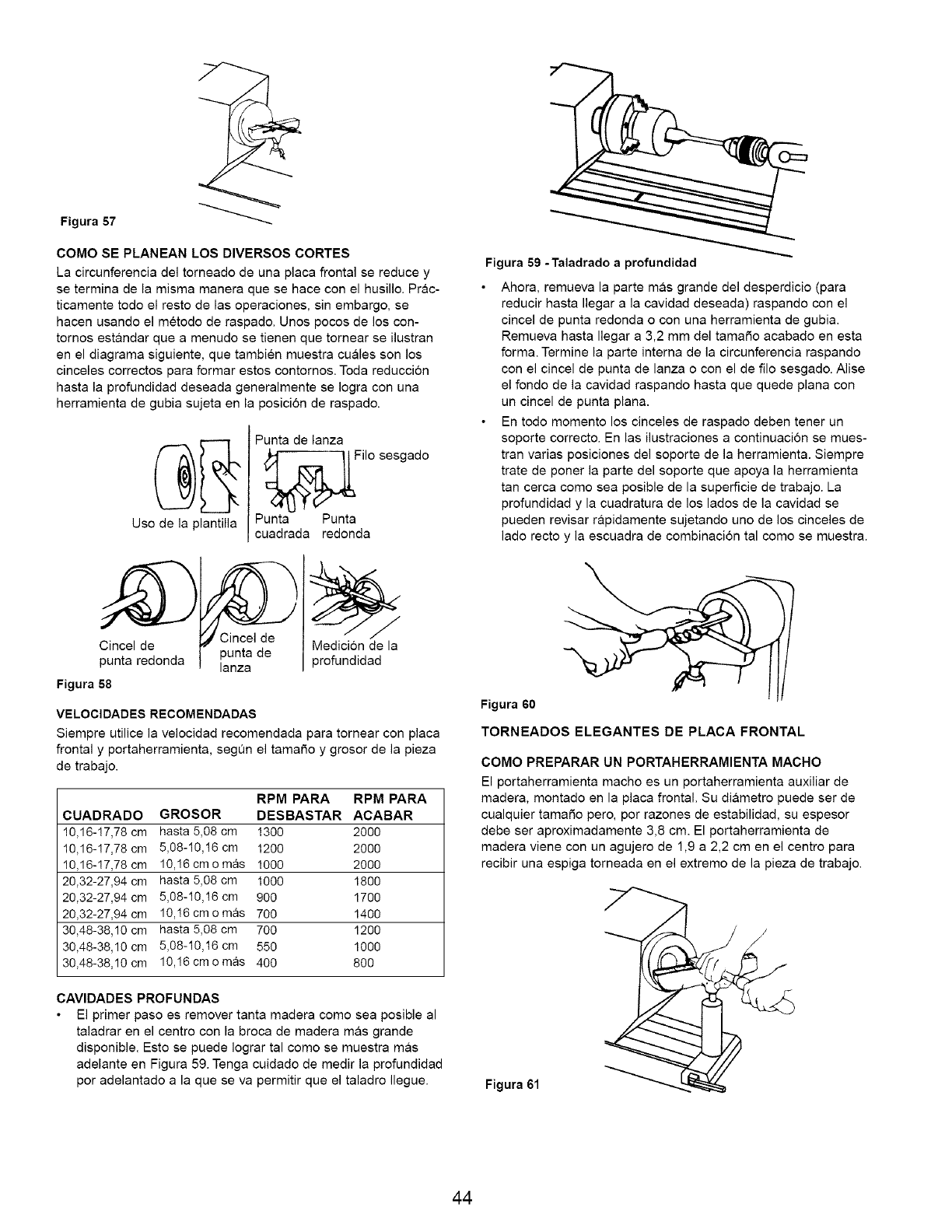
Figura 57
COMO SE PLANEAN LOS DIVERSOS CORTES
La circunferencia del torneado de una placa frontal se reduce y
se termina de la misma manera que se hace con el husillo. Prac-
ticamente todo el resto de las operaciones, sin embargo, se
hacen usando el metodo de raspado. Unos pocos de los con-
tornos estandar que a menudo se tienen que tornear se ilustran
en el diagrama siguiente, que tambien muestra cuales son los
cinceles correctos para formar estos contornos. Toda reducci6n
hasta la profundidad deseada generalmente se Iogra con una
herramienta de gubia sujeta en la posici6n de raspado.
Uso de la plantilla
Punta de lanza
Filo sesgado
Punta Punta
cuadrada redonda
Cincel de
punta redonda
Figura 58
punta de
lanza
Medicion de la
profundidad
VELOCIDADES RECOMENDADAS
Siempre utilice la velocidad recomendada para tornear con placa
frontal y portaherramienta, segen el tamaSo y grosor de la pieza
de trabajo.
RPM PARA RPM PARA
CUADRADO GROSOR DESBASTAR ACABAR
10,16-17,78 cm hasta 5,08 cm 1300 2000
10,16-!7,78 cm 5,08-10,16 cm 1200 2000
10,16-!7,78 cm 10,18 cm o mas 1000 2000
20,32-27,94 cm hasta 5,08 cm 1000 1800
20,32-27,94 cm 5,08-10,16 cm 900 1700
20,32-27,94cm 10,18cmom_s 700 1400
30,48-38,10 cm hasta 5,08 cm 700 1200
30,48-38,10 cm 5,08-10,16 cm 550 1000
30,48-38,10cm 10,18cmomas 400 800
CAVIDADES PROFUNDAS
El primer paso es remover tanta madera como sea posible al
taladrar en el centro con la broca de madera mas grande
disponible. Esto se puede Iograr tal como se muestra mas
adelante en Figura 59. Tenga cuidado de medir la profundidad
por adelantado ala que se va permitir que el taladro Ilegue.
Figura 59 -Taladrado a profundidad
• Ahora, remueva la parte mas grande del desperdicio (para
reducir hasta Ilegar a la cavidad deseada) raspando con el
cincel de punta redonda o con una herramienta de gubia.
Remueva hasta Ilegar a 3,2 mm del tamafio acabado en esta
forma. Termine la parte interna de la circunferencia raspando
con el cincel de punta de lanza o con el de filo sesgado. Alise
el fondo de la cavidad raspando hasta que quede plana con
un cincel de punta plana.
En todo momento los cinceles de raspado deben tener un
soporte correcto. En las ilustraciones a continuaci6n se mues-
tran varias posiciones del soporte de la herramienta. Siempre
trate de poner la parte del soporte que apoya la herramienta
tan cerca como sea posible de la superficie de trabajo. La
profundidad y la cuadratura de los lados de la cavidad se
pueden revisar rapidamente sujetando uno de los cinceles de
lado recto y la escuadra de combinaci6n tal como se muestra.
Figura 60
TORNEADOS ELEGANTES DE PLACA FRONTAL
COMO PREPARAR UN PORTAHERRAMIENTA MACHO
El portaherramienta macho es un portaherramienta auxiliar de
madera, montado en la placa frontal. Su diametro puede ser de
cualquier tamafio pero, por razones de estabilidad, su espesor
debe ser aproximadamente 3,8 cm. El portaherramienta de
madera viene con un agujero de 1,9 a2,2 cm en el centro para
recibir una espiga torneada en el extremo de la pieza de trabajo.
Figura 61
44
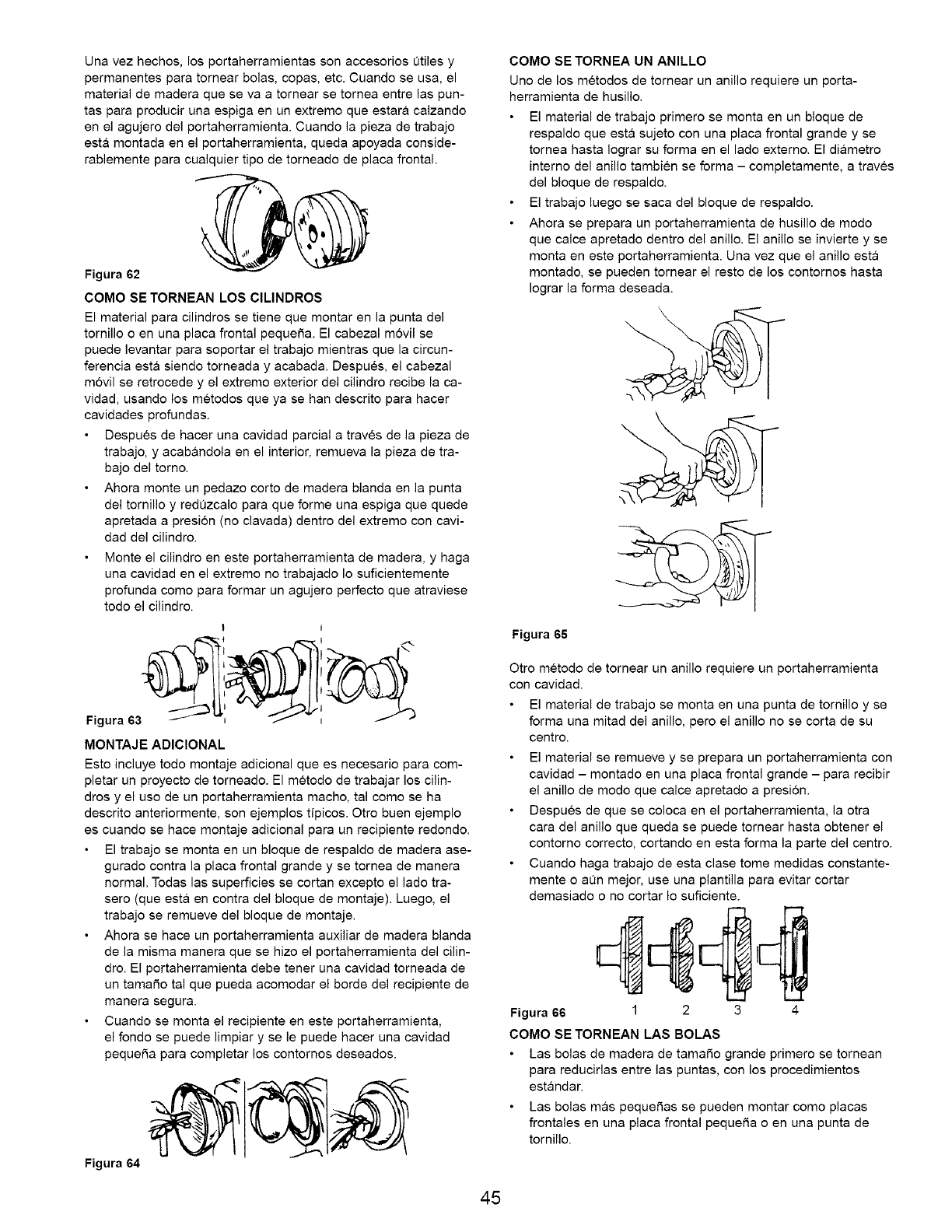
Una vez hechos, los portaherramientas son accesorios etiles y
permanentes para tornear bolas, copas, etc. Cuando se usa, el
material de madera que se va atornear se tornea entre las pun-
tas para producir una espiga en un extremo que estara calzando
en el agujero del portaherramienta. Cuando la pieza de trabajo
esta montada en el portaherramienta, queda apoyada conside-
rablemente para cualquier tipo de torneado de placa frontal.
Figura 62
COMO SE TORNEAN LOS ClLINDROS
El material para cilindros se tiene que montar en la punta del
tornillo o en una placa frontal pequer_a. El cabezal m6vil se
puede levantar para soportar el trabajo mientras que la circun-
ferencia esta siendo torneada y acabada. Despues, el cabezal
m6vil se retrocede y el extremo exterior del cilindro recibe la ca-
vidad, usando los metodos que ya se han descrito para hacer
cavidades profundas.
Despues de hacer una cavidad parcial a traves de la pieza de
trabajo, y acabandola en el interior, remueva la pieza de tra-
bajo del torno.
Ahora monte un pedazo corto de madera blanda en la punta
del tornillo y redQzcalo para que forme una espiga que quede
apretada a presi6n (no clavada) dentro del extremo con cavi-
dad del cilindro.
Monte el cilindro en este portaherramienta de madera, y haga
una cavidad en el extremo no trabajado Io suficientemente
profunda como para formar un agujero perfecto que atraviese
todo el cilindro.
Figura 63
MONTAJE ADIClONAL
Esto incluye todo montaje adicional que es necesario para com-
pletar un proyecto de torneado. El metodo de trabajar los cilin-
dros y el uso de un portaherramienta macho, tal como se ha
descrito anteriormente, son ejemplos tipicos. Otto buen ejemplo
es cuando se hace montaje adicional para un recipiente redondo.
El trabajo se monta en un bloque de respaldo de madera ase-
gurado contra la placa frontal grande y se tornea de manera
normal. Todas las superficies se cortan excepto el lado tra-
sero (que esta en contra del bloque de montaje). Luego, el
trabajo se remueve del bloque de montaje.
Ahora se hace un portaherramienta auxiliar de madera blanda
de la misma manera que se hizo el portaherramienta del cilin-
dro. El portaherramienta debe tener una cavidad torneada de
un tamaSo tal que pueda acomodar el borde del recipiente de
manera segura.
Cuando se monta el recipiente en este portaherramienta,
el fondo se puede Iimpiar y se le puede hacer una cavidad
pequer_a para completar los contornos deseados.
COMO SE TORNEA UN ANILLO
Uno de los metodos de tornear un anillo requiere un porta-
herramienta de husillo.
El material de trabajo primero se monta en un bloque de
respaldo que esta sujeto con una placa frontal grande y se
tornea hasta Iograr su forma en el lado externo. El diametro
interno del anillo tambien se forma - completamente, atraves
del bloque de respaldo.
El trabajo luego se saca del bloque de respaldo.
Ahora se prepara un portaherramienta de husillo de modo
que calce apretado dentro del anillo. El anillo se invierte y se
monta en este portaherramienta. Una vez que el anillo esta
montado, se pueden tornear el resto de los contornos hasta
Iograr la forma deseada.
Figura 65
Otro metodo de tornear un anillo requiere un portaherramienta
con cavidad.
El material de trabajo se monta en una punta de tornillo y se
forma una mitad del anillo, pero el anillo no se corta de su
centro.
El material se remueve y se prepara un portaherramienta con
cavidad - montado en una placa frontal grande - para recibir
el anillo de modo que calce apretado a presi6n.
Despues de que se coloca en el portaherramienta, la otra
cara del anillo que queda se puede tornear hasta obtener el
contorno correcto, cortando en esta forma la parte del centro.
Cuando haga trabajo de esta clase tome medidas constante-
mente o aQn mejor, use una plantilla para evitar cortar
demasiado o no cortar Io suficiente.
Figura 66 1 2 3 4
COMO SE TORNEAN LAS BOLAS
Las bolas de madera de tamado grande primero se tornean
para reducidas entre las puntas, con los procedimientos
estandar.
Las bolas mas pequeSas se pueden montar como placas
frontales en una placa frontal pequeSa o en una punta de
tornillo.
Figura 64
45
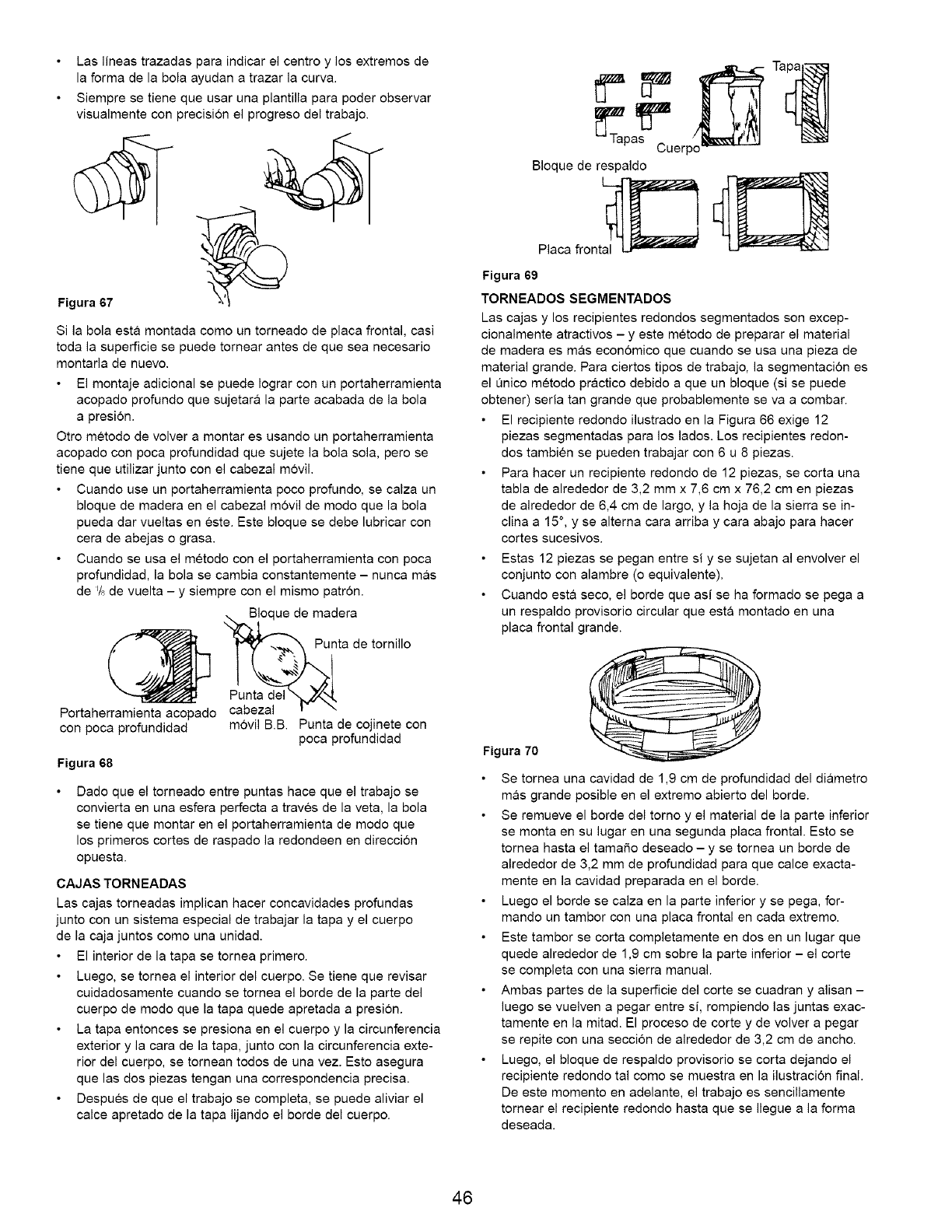
Las lineas trazadas para indicar el centro y los extremos de
la forma de la bola ayudan a trazar la curva.
Siempre se tiene que usar una plantilla para poder observar
visualmente con precisi6n el progreso del trabajo.
Figura 67
Si la bola esta montada como un torneado de placa frontal, casi
toda la superficie se puede tornear antes de que sea necesario
montarla de nuevo.
El montaje adicional se puede Iograr con un portaherramienta
acopado profundo que sujetara la parte acabada de la bola
a presi6n.
Otro metodo de volver a montar es usando un portaherramienta
acopado con poca profundidad que sujete la bola sola, pero se
tiene que utilizar junto con el cabezal m6vil.
Cuando use un portaherramienta poco profundo, se calza un
bloque de madera en el cabezal m6vil de modo que la bola
pueda dar vueltas en este. Este bloque se debe lubricar con
cera de abejas o grasa.
Cuando se usa el metodo con el portaherramienta con poca
profundidad, la bola se cambia constantemente - nunca mas
de _/_de vuelta - y siempre con el mismo patr6n.
%B_oq_ue de madera
_ _nta de tornillo
Punta del
Portaherramienta acopado cabezal 1 \
con poca profundidad m6vil B.B. Punta de cojinete con
poca profundidad
Figura 68
Dado que el torneado entre puntas hace que el trabajo se
convierta en una esfera perfecta a traves de la veta, la bola
se tiene que montar en el portaherramienta de modo que
los primeros cortes de raspado la redondeen en direcci6n
opuesta.
CAJAS TORNEADAS
Las cajas torneadas implican hacer concavidades profundas
junto con un sistema especial de trabajar la tapa y el cuerpo
de la caja juntos como una unidad.
El interior de la tapa se tornea primero.
Luego, se tornea el interior del cuerpo. Se tiene que revisar
cuidadosamente cuando se tornea el borde de la parte del
cuerpo de modo que la tapa quede apretada a presi6n.
La tapa entonces se presiona en el cuerpo y la circunferencia
exterior y la cara de la tapa, junto con la circunferencia exte-
rior del cuerpo, se tornean todos de una vez. Esto asegura
que las dos piezas tengan una correspondencia precisa.
Despues de que el trabajo se completa, se puede aliviar el
calce apretado de la tapa lijando el borde del cuerpo.
Cuerpoh_ _I.-ELJJ
BIoque de respaldo
Placa frontal_
Figura 69
TORNEADOS SEGMENTADOS
Las cajas y los recipientes redondos segmentados son excep-
cionalmente atractivos - y este metodo de preparar el material
de madera es mas economico que cuando se usa una pieza de
material grande. Para ciertos tipos de trabajo, la segmentacion es
el unico metodo practico debido a que un bloque (si se puede
obtener) seria tan grande que probablemente se va a combar.
El recipiente redondo ilustrado en la Figura 66 exige 12
piezas segmentadas para los lados. Los recipientes redon-
dos tambien se pueden trabajar con 6 u 8 piezas.
Para hacer un recipiente redondo de 12 piezas, se corta una
tabla de alrededor de 3,2 mm x 7,6 cm x 76,2 cm en piezas
de alrededor de 6,4 cm de largo, y la hoja de la sierra se in-
clina a 15 °, y se alterna cara arriba y cara abajo para hacer
cortes sucesivos.
Estas 12 piezas se pegan entre siy se sujetan al envolver el
conjunto con alambre (o equivalente).
• Cuando esta seco, el borde que asi se ha formado se pega a
un respaldo provisorio circular que esta montado en una
placa frontal grande.
Figura 70
• Se tornea una cavidad de 1,9 cm de profundidad del diametro
mas grande posible en el extremo abierto del borde.
• Se remueve el borde del torno y el material de la parte inferior
se monta en su lugar en una segunda placa frontal. Esto se
tornea hasta el tamai_o deseado - y se tornea un horde de
alrededor de 3,2 mm de profundidad para que calce exacta-
mente en la cavidad preparada en el borde.
Luego el borde se calza en la parte inferior y se peg& for-
mando un tambor con una placa frontal en cada extremo.
Este tambor se corta completamente en dos en un lugar que
quede alrededor de 1,9 cm sobre la parte inferior - el corte
se completa con una sierra manual.
• Ambas partes de la superficie del corte se cuadran y alisan -
luego se vuelven a pegar entre si, rompiendo las juntas exac-
tamente en la mitad. El proceso de corte y de volver a pegar
se repite con una secci6n de alrededor de 3,2 cm de ancho.
Luego, el bloque de respaldo provisorio se corta dejando el
recipiente redondo tal como se muestra en la ilustracion final.
De este momento en adelante, el trabajo es sencillamente
tornear el recipiente redondo hasta que se Ilegue a la forma
deseada.
46
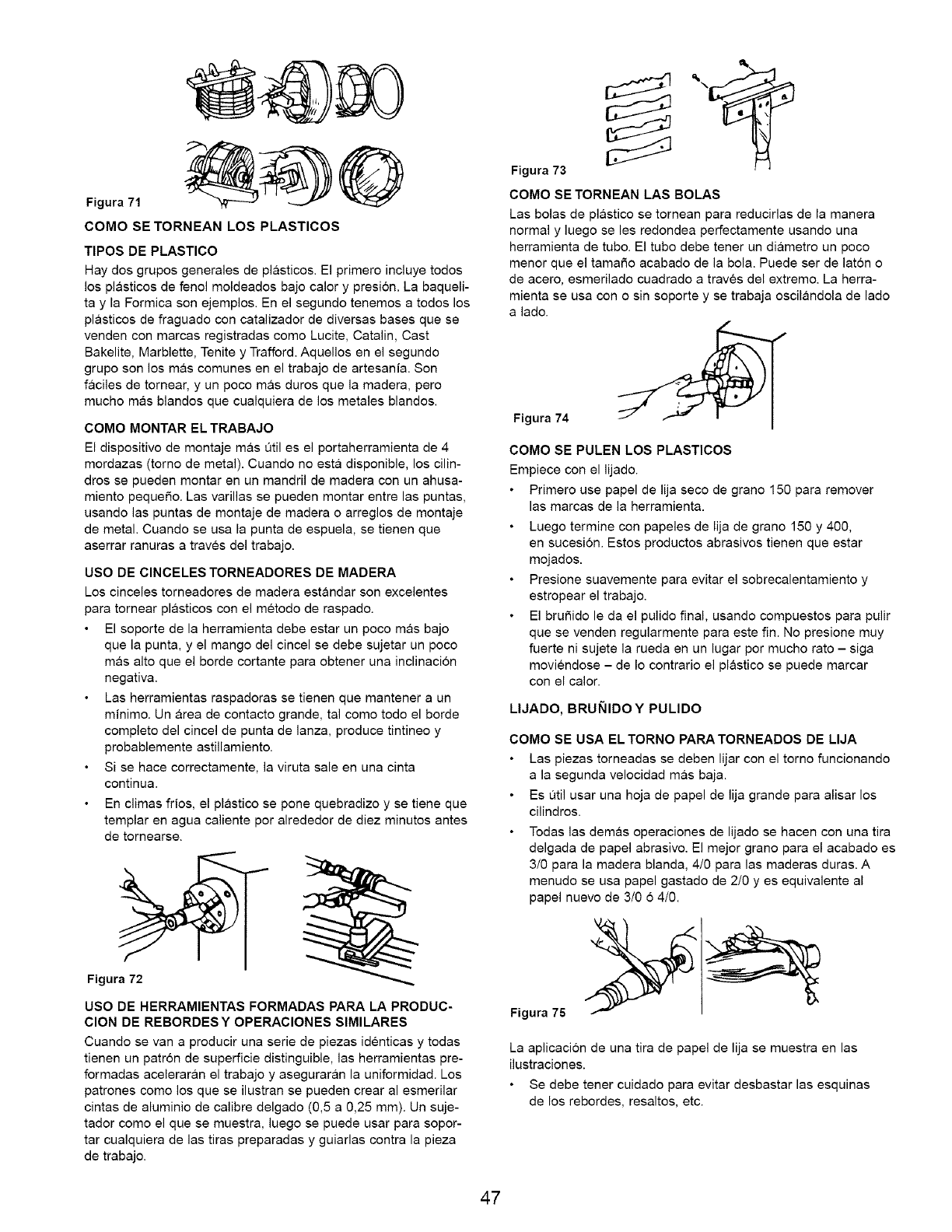
1a@s0
Figura 71
COMO SE TORNEAN LOS PLASTICOS
TIPOS DE PLASTICO
Hay dos grupos generales de plasticos. El primero incluye todos
los plasticos de fenol moldeados bajo calor y presi6n. La baqueli-
ta y la Formica son ejemplos. En el segundo tenemos atodos los
plasticos de fraguado con catalizador de diversas bases que se
venden con marcas registradas como Lucite, Catalin, Cast
Bakelite, Marblette, Tenite y Trafford. Aquellos en el segundo
grupo son los mas comunes en el trabajo de artesania. Son
faciles de tornear, y un poco mas duros que la madera, pero
mucho mas blandos que cualquiera de los metales blandos.
COMO MONTAR EL TRABAJO
El dispositivo de montaje mas util es el portaherramienta de 4
mordazas (torno de metal). Cuando no esta disponible, los cilin-
dros se pueden montar en un mandril de madera con un ahusa-
miento pequefio. Las varillas se pueden montar entre las puntas,
usando las puntas de montaje de madera o arreglos de montaje
de metal. Cuando se usa la punta de espuela, se tienen que
aserrar ranuras a traves del trabajo.
USO DE ClNCELES TORNEADORES DE MADERA
Los cinceles torneadores de madera estandar son excelentes
para tornear plasticos con el metodo de raspado.
El soporte de la herramienta debe estar un poco mas bajo
que la punta, y el mango del cincel se debe sujetar un poco
mas alto que el borde cortante para obtener una inclinaci6n
negativa.
Las herramientas raspadoras se tienen que mantener aun
minimo. Un area de contacto grande, tal como todo el borde
completo del cincel de punta de lanza, produce tintineo y
probablemente astillamiento.
Si se hace correctamente, la viruta sale en una cinta
continua.
En climas frios, el plastico se pone quebradizo y se tiene que
templar en agua caliente por alrededor de diez minutos antes
de tornearse.
Figura 72
USO DE HERRAMIENTAS FORMADAS PARA LA PRODUC-
ClON DE REBORDESY OPERACIONES SIMILARES
Cuando se van a producir una serie de piezas identicas y todas
tienen un patr6n de superficie distinguible, las herramientas pre-
formadas aceleraran el trabajo y aseguraran la uniformidad. Los
patrones como los que se ilustran se pueden crear al esmerilar
cintas de aluminio de calibre delgado (0,5 a 0,25 mm). Un suje-
tador como el que se muestra, luego se puede usar para sopor-
tar cualquiera de las tiras preparadas y guiarlas contra la pieza
de trabajo.
Figura 73
COMO SE TORNEAN LAS BOLAS
Las bolas de plastico se tornean para reducirlas de la manera
normal y luego se les redondea perfectamente usando una
herramienta de tubo. El tubo debe tener un diametro un poco
menor que el tama_o acabado de la bola. Puede ser de lat6n o
de acero, esmerilado cuadrado a traves del extremo. La herra-
mienta se usa con o sin soporte y se trabaja oscilandola de lado
a lado.
Figura 74
COMO SE PULEN LOS PLASTICOS
Empiece con el lijado.
Primero use papel de lija seco de grano 150 para remover
las marcas de la herramienta.
Luego termine con papeles de lija de grano 150 y 400,
en sucesi6n. Estos productos abrasivos tienen que estar
mojados.
Presione suavemente para evitar el sobrecalentamiento y
estropear el trabajo.
El bruSido le da el pulido final, usando compuestos para pulir
que se venden regularmente para este fin. No presione muy
fuerte ni sujete la rueda en un lugar por mucho rato - siga
moviendose - de Io contrario el plastico se puede marcar
con el calor.
LIJADO, BRUI_IIDO Y PULIDO
COMO SE USA EL TORNO PARA TORNEADOS DE LIJA
Las piezas torneadas se deben lijar con el torno funcionando
a la segunda velocidad mas baja.
Es util usar una hoja de papel de lija grande para alisar los
cilindros.
Todas las demas operaciones de lijado se hacen con una tira
delgada de papel abrasivo. El mejor grano para el acabado es
3/0 para la madera blanda, 4/0 para las maderas duras. A
menudo se usa papel gastado de 2/0 yes equivalente al
papel nuevo de 3/0 6 4/0.
Figura 75
La aplicaci6n de una tira de papel de lija se muestra en las
ilustraciones.
Se debe tener cuidado para evitar desbastar las esquinas
de los rebordes, resaltos, etc.
47
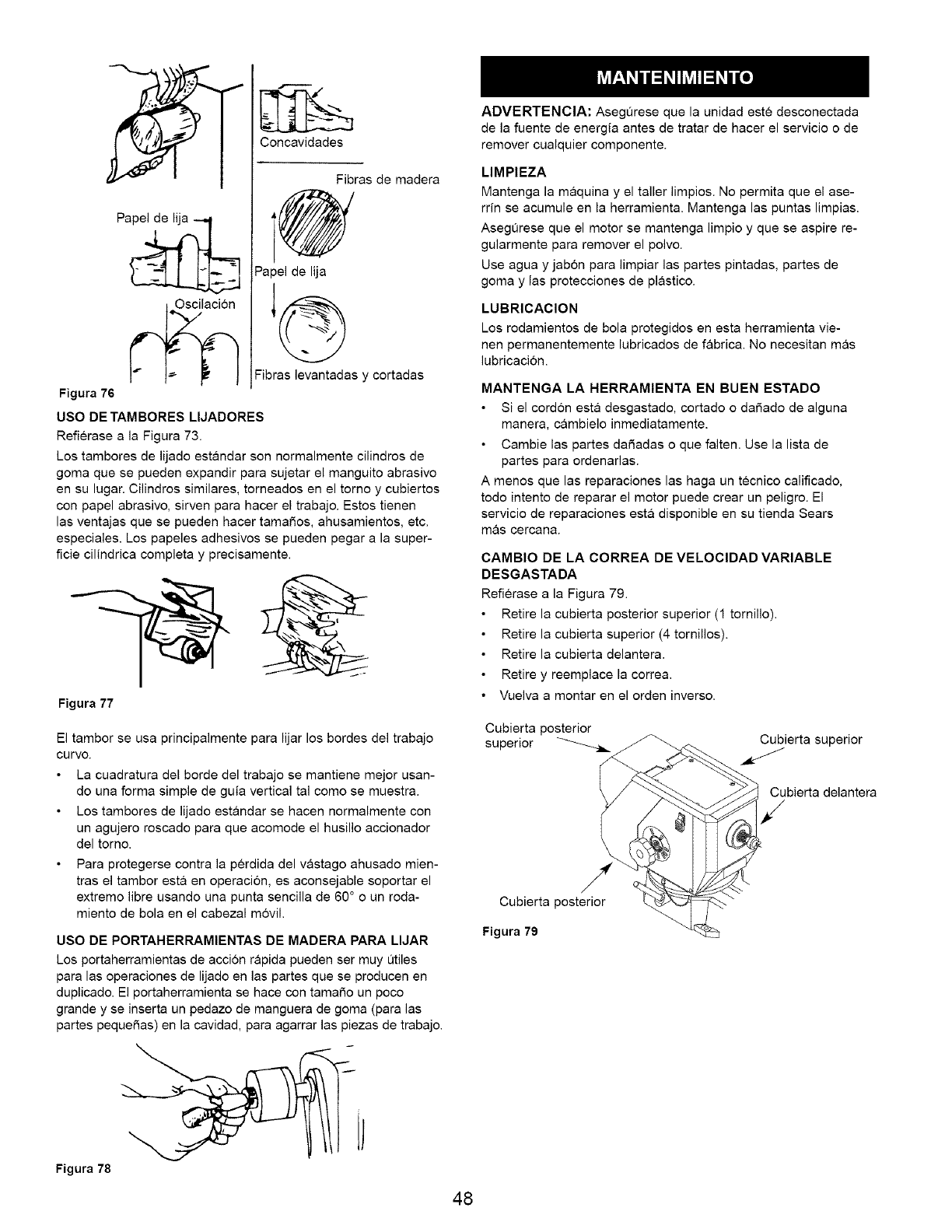
Figura 76
Concavidades
Fibras de madera
@
Papel de lija
Fibras levantadas y cortadas
USO DE TAMBORES LIJADORES
Refierase a la Figura 73.
Los tambores de lijado estandar son normalmente cilindros de
goma que se pueden expandir para sujetar el manguito abrasivo
en su lugar. Cilindros similares, torneados en el torno y cubiertos
con papel abrasivo, sirven para hacer el trabajo. Estos tienen
las ventajas que se pueden hacer tamafios, ahusamientos, eta
especiales. Los papeles adhesivos se pueden pegar a la super-
ficie cilindrica completa y precisamente.
Figura 77
El tambor se usa principalmente para lijar los bordes del trabajo
curvo.
La cuadratura del borde del trabajo se mantiene mejor usan-
do una forma simple de guia vertical tal como se muestra.
Los tambores de lijado estandar se hacen normalmente con
un agujero roscado para que acomode el husillo accionador
del torno.
Para protegerse contra la perdida del vastago ahusado mien-
tras el tambor esta en operaci6n, es aconsejable soportar el
extremo libre usando una punta sencilla de 60 ° o un roda-
miento de bola en el cabezal m6vil.
USO DE PORTAHERRAMIENTAS DE MADERA PARA LIJAR
Los portaherramientas de acci6n rapida pueden ser muy L_tiles
para las operaciones de lijado en las partes que se producen en
duplicado. El portaherramienta se hace con tamar_o un poco
grande y se inserta un pedazo de manguera de goma (para las
partes pequer_as) en la cavidad, para agarrar las piezas de trabajo.
Figura 78
ADVERTENClA: Asegurese que la unidad este desconectada
de la fuente de energia antes de tratar de hacer el servicio o de
remover cualquier componente.
LIMPIEZA
Mantenga la maquina y el taller limpios. No permita que el ase-
rrin se acumule en la herramienta. Mantenga las puntas limpias.
AsegQrese que el motor se mantenga limpio y que se aspire re-
gularmente para remover el polvo.
Use agua y jab6n para limpiar las partes pintadas, partes de
goma y las protecciones de plastico.
LUBRICAClON
Los rodamientos de bola protegidos en esta herramienta vie-
hen permanentemente lubricados de fabrica. No necesitan mas
lubricaci6n.
MANTENGA LA HERRAMIENTA EN BUEN ESTADO
• Si el cord6n esta desgastado, cortado o dafiado de alguna
manera, cambielo inmediatamente.
• Cambie las partes dafiadas o que falten. Use la lista de
partes para ordenadas.
A menos que las reparaciones las haga un tecnico calificado,
todo intento de reparar el motor puede crear un peligro. El
servicio de reparaciones esta disponible en su tienda Sears
mas cercana.
CAMBIO DE LA CORREA DE VELOCIDAD VARIABLE
DESGASTADA
Refierase a la Figura 79.
Retire la cubierta posterior superior (1 tornillo).
Retire la cubierta superior (4 tornillos).
Retire la cubierta delantera.
Retire y reemplace la correa.
• Vuelva a montar en el orden inverso.
Cubierta posterior
superior Cubierta superior
Cubierta delantera
/
Cubierta posterior
Figura 79
48
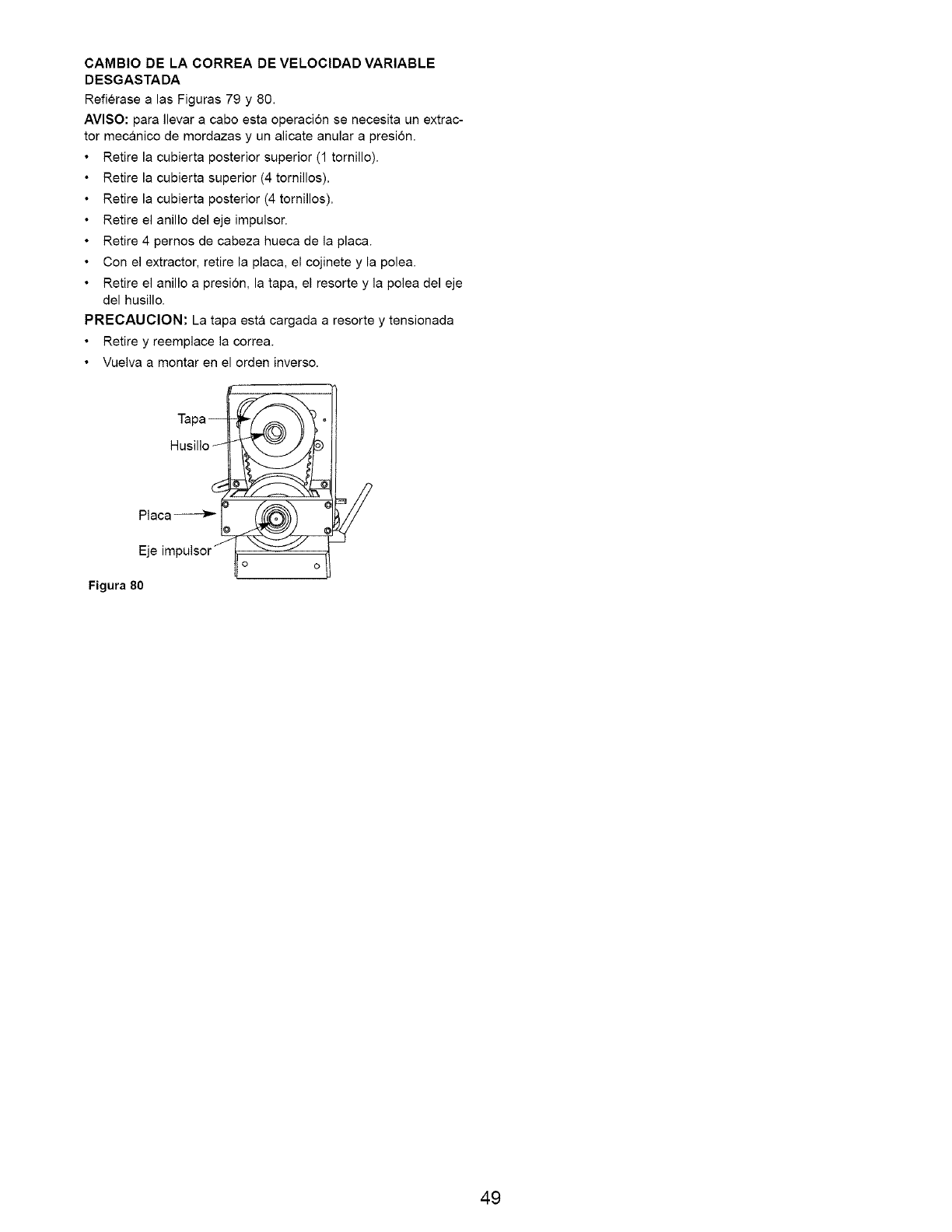
CAMBIO DE LA CORREA DE VELOCIDAD VARIABLE
DESGASTADA
Refierase alas Figuras 79 y 80.
AVlSO: para Ilevar a cabo esta operacion se necesita un extrac-
tor mecanico de mordazas y un alicate anular a presidn.
Retire la cubierta posterior superior (1 tornillo).
Retire la cubierta superior (4 tornillos).
Retire la cubierta posterior (4 tornillos).
Retire el anillo del eje impulsor.
Retire 4 pernos de cabeza hueca de la placa.
Con el extractor, retire la placa, el cojinete y la polea.
Retire el anillo a presi6n, la tapa, el resorte y la polea del eje
del husillo.
PRECAUClON: La tapa esta cargada a resorte y tensionada
• Retire y reemplace la correa.
• Vuelva a montar en el orden inverso.
Husillo_
Placa ___7 _{_
Eje impulsor- i o "---J O
Figura 80
49
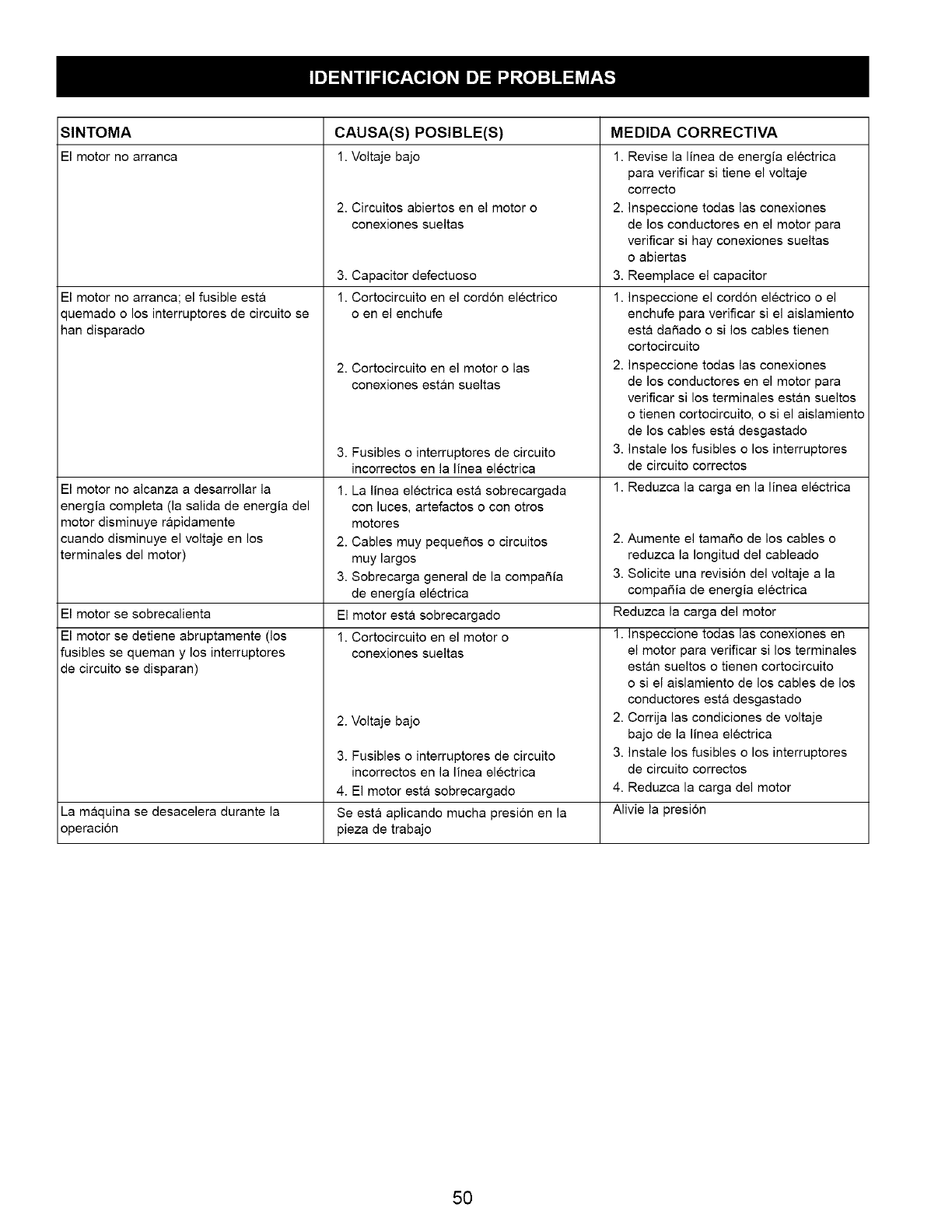
SINTOMA CAUSA(S) POSIBLE(S)
El motor no arranca 1. Voltaje bajo
El motor no arranca; el fusible esta
quemado o los interruptores de circuito se
han disparado
El motor no alcanza a desarroflar la
energia completa (la salida de energia del
motor disminuye rapidamente
cuando disminuye el voltaje en los
terminales del motor)
El motor se sobrecalienta
El motor se detiene abruptamente (los
fusibles se queman y los interruptores
de circuito se disparan)
La maquina se desacelera durante la
operaci6n
2. Circuitos abiertos en el motor o
conexiones sueltas
3. Capacitor defectuoso
1. Cortocircuito en el cord6n electrico
o en el enchufe
2. Cortocircuito en el motor o las
conexiones estan sueltas
3. Fusibles o interruptores de circuito
incorrectos en la linea electrica
1. La linea electrica esta sobrecargada
con luces, artefactos o con otros
motores
2. Cables muy pequeSos o circuitos
muy largos
3. Sobrecarga general de la compaSia
de energia electrica
El motor esta sobrecargado
1. Cortocircuito en el motor o
conexiones sueltas
2. Voltaje bajo
3. Fusibles o interruptores de circuito
incorrectos en la linea electrica
4. El motor esta sobrecargado
Se esta aplicando mucha presi6n en la
pieza de trabajo
MEDIDA CORRECTIVA
1. Revise la linea de energia electrica
para verificar si tiene el voltaje
correcto
2. Inspeccione todas las conexiones
de los conductores en el motor para
verificar si hay conexiones sueltas
o abiertas
3. Reemplace el capacitor
1. Inspeccione el cord6n electrico o el
enchufe para verificar si el aislamiento
esta dafiado o si los cables tienen
cortocircuito
2. Inspeccione todas las conexiones
de los conductores en el motor para
verificar si los terminales estan sueltos
o tienen cortocircuito, o si el aislamiento
de los cables esta desgastado
3. Instale los fusibles o los interruptores
de circuito correctos
1. Reduzca la carga en la linea electrica
2. Aumente el tamar_o de los cables o
reduzca la Iongitud del cableado
3. Solicite una revisi6n del voltaje a la
compafiia de energia electrica
Reduzca la carga del motor
1. Inspeccione todas las conexiones en
el motor para verificar si los terminales
estan sueltos o tienen cortocircuito
o si el aislamiento de los cables de los
conductores esta desgastado
2. Corrija las condiciones de voltaje
bajo de la linea electrica
3. Instale los fusibles o los interruptores
de circuito correctos
4. Reduzca la carga del motor
Alivie la presion
5O
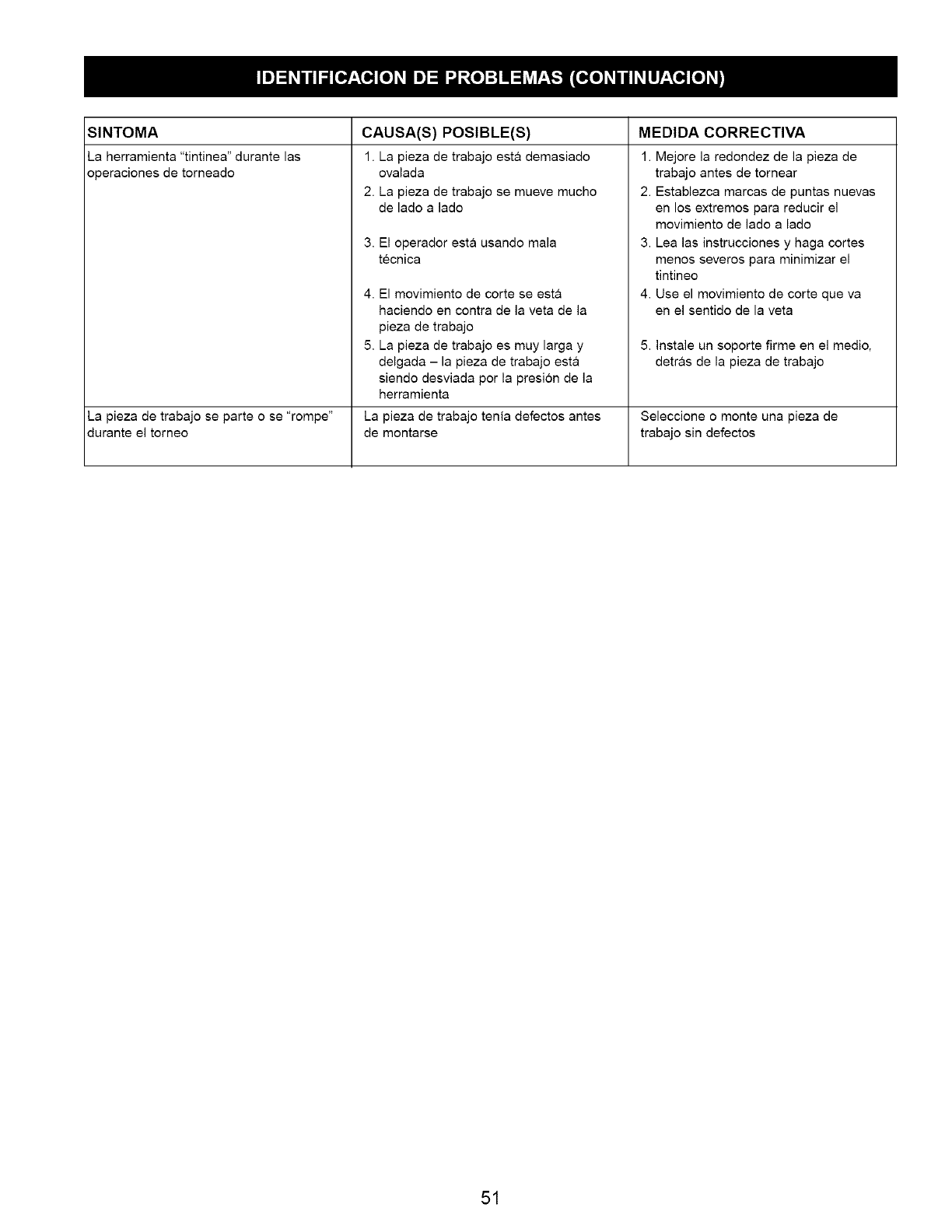
SINTOMA
La herramienta "tintinea" durante las
operaciones de torneado
CAUSA(S) POSIBLE(S)
1. La pieza de trabajo esta demasiado
ovalada
2. La pieza de trabajo se mueve mucho
de lado a lado
3. El operador esta usando mala
tecnica
MEDIDA CORRECTIVA
1. Mejore la redondez de la pJeza de
trabajo antes de tornear
2. Establezca marcas de puntas nuevas
en los extremos para reducJr el
movimJento de lado a lado
3. Lea las instrucciones y haga cortes
menos severos para mJnJmJzar el
tintineo
4. Use el movimiento de corte que va
en el sentido de la veta
4. El movimiento de corte se esta
haciendo en contra de la veta de la
pieza de trabajo
5. La pieza de trabajo es muy larga y
delgada - la pieza de trabajo esta
siendo desviada por la presion de la
herramienta
La pieza de trabajo tenia defectos antes
de montarse
5. Instale un soporte firme en el medio,
detras de la pieza de trabajo
La pieza de trabajo se parte o se "rompe" Seleccione o monte una pieza de
durante el torneo trabajo sin defectos
51
Your Home
For repair-in your home-of all major brand appliances,
lawn and garden equipment, or heating and cooling systems,
no matter who made it, no matter who sold it!
For the replacement parts, accessories and
owner's manuals that you need to do-it-yourself.
For Sears professional installation of home appliances
and items like garage door openers and water heaters.
1-800-4-MY-HOME ® (1-800-469-4663)
Call anytime, day or night (U.S.A. and Canada)
www.sears.com www.sears.ca
Our Home
For repair of carry-in items like vacuums, lawn equipment,
and electronics, call or go on-line for the location of your nearest
Sears Parts & Repair Center.
1-800-488-1222
Call anytime, day or night (U.S.A. only)
www.sears.com
To purchase aprotection agreement (U.S.A.)
or maintenance agreement (Canada) on a product serviced by Sears:
1-800-827-6655 (U.S.A.) 1-800-361-6665 (Canada)
Para pedir servicio de reparaci6n
a domicilio, y para ordenar piezas:
1-888-SU-HOGAR SM
(1-888-784-6427)
Au Canada pour service en frangais:
1-800-LE-FOYER Mc
(1-800-533-6937)
www.sears.ca
TM SM
® Registered Trademark /Trademark /Service Mark of Sears, Roebuck and Co.
® Marca Registrada /TM Marca de F_brica /SM Marca de Servicio de Sears, Roebuck and Co.
MD
MCMarque de commerce /Marque d_pos_e de Sears, Roebuck and Co. © Sears, Roebuck and Co.
