10800 355663 10891 LT3335 Fixmaster Bro LR
User Manual: 10800
Open the PDF directly: View PDF ![]() .
.
Page Count: 32

Rebuild, Repair and Restore
Industrial Equipment Catalog and Technical Guide
LOCTITE® Fixmaster® Metal Rebuilding

| LOCTITE® Fixmaster® Metal Rebuilding
When you choose the LOCTITE
®
brand, you receive much
more than a reliable assembly, you obtain a comprehensive
solutions package:
• Wide product range
• Advanced training programs
• Engineering services
• Research and development
• Agency certification and approvals
• Local application assistance
• Global availability
• Online resources at www.henkelna.com

LOCTITE® Fixmaster® Metal Rebuilding|
Contents
Introduction .........................................................................................................................
LOCTITE® Fixmaster® Selector Guide ..............................................................................
Repair, Rebuild and Restore Damaged Parts .................................................................
LOCTITE® Fixmaster® Putties ...........................................................................................
LOCTITE® Fixmaster® Pourable Liquids .........................................................................
LOCTITE® Fixmaster® Kneadable Sticks .........................................................................
LOCTITE® Fixmaster® Specialty Products .......................................................................
Technical References........................................................................................................
Surface Preparation Tips .................................................................................................
Surface Preparation Grades of Blast ...............................................................................
Mixing Tips .........................................................................................................................
Application Tips .................................................................................................................
Application Case Histories ...............................................................................................
Typical Repair Applications ..............................................................................................
Pipe and Ducting Repairs ............................................................................................
Metal Surface Repairs .................................................................................................
Shaft Repairs ................................................................................................................
Keyway Repairs ...........................................................................................................
Spline Repairs ..............................................................................................................
Metal Rebuilding Composites Properties Chart ...........................................................
Application Selector Guide.............................................................................................
Chemical Compatibility Chart........................................................................................
Frequently Asked Questions and Troubleshooting Guide.........................................

| LOCTITE® Fixmaster® Metal Rebuilding
LOCTITE® Fixmaster® composites REBUILD, REPAIR and RESTORE industrial equipment and
surfaces, while extending equipment life, improving efficiency, and minimizing downtime.
Creating Partnerships
LOCTITE® branded products are foremost in the business of solving
and preventing customers’ problems. With Fixmaster® composites
technology providing the foundation, customers get more than a
product – they get a partner who will work side-by- side with them
to create and implement innovative solutions.
Focusing on Customer Support
Our highly experienced Fixmaster® composite Application Engineers
are committed to providing the highest level of technical support
and assistance in the industry. Working closely with local industrial
suppliers, our Application Engineers provide full process support,
from maintenance assessment to implementation of solutions.
Providing Maintenance Solutions
LOCTITE® Fixmaster® composites offer proven maintenance solutions to the problems caused by wear, abrasion, chemical attack, erosion,
vibration, corrosion, fatigue, and mechanical damage. With metal reinforcement fillers, these products are machinable and have superior
adhesion. They are designed to protect and extend the service life of a wide range of plant equipment.
Introduction

LOCTITE® Fixmaster® Metal Rebuilding|
Metal Surface Repairs
Keyway Repairs Pipe and Ducting Repairs
Spline Repairs Shaft Repairs
Not all repair procedures are listed.
However, with the techniques shown here,
combined with the versatility of LOCTITE®
products and the ingenuity of the user,
many hundreds more are possible.
This manual is designed to assist maintenance
personnel through many common everyday repairs.
Surface Preparation
Refer to page 16
Mixing Tips
Refer to page 17
Application Examples
Course Grinding
Abrasive Blasting Proper Mixing
| LOCTITE® Fixmaster® Metal Rebuilding
Loctite® Fixmaster®
Fast Set Steel Putty
Page 8
Loctite® Fixmaster®
Steel Putty
Page 8
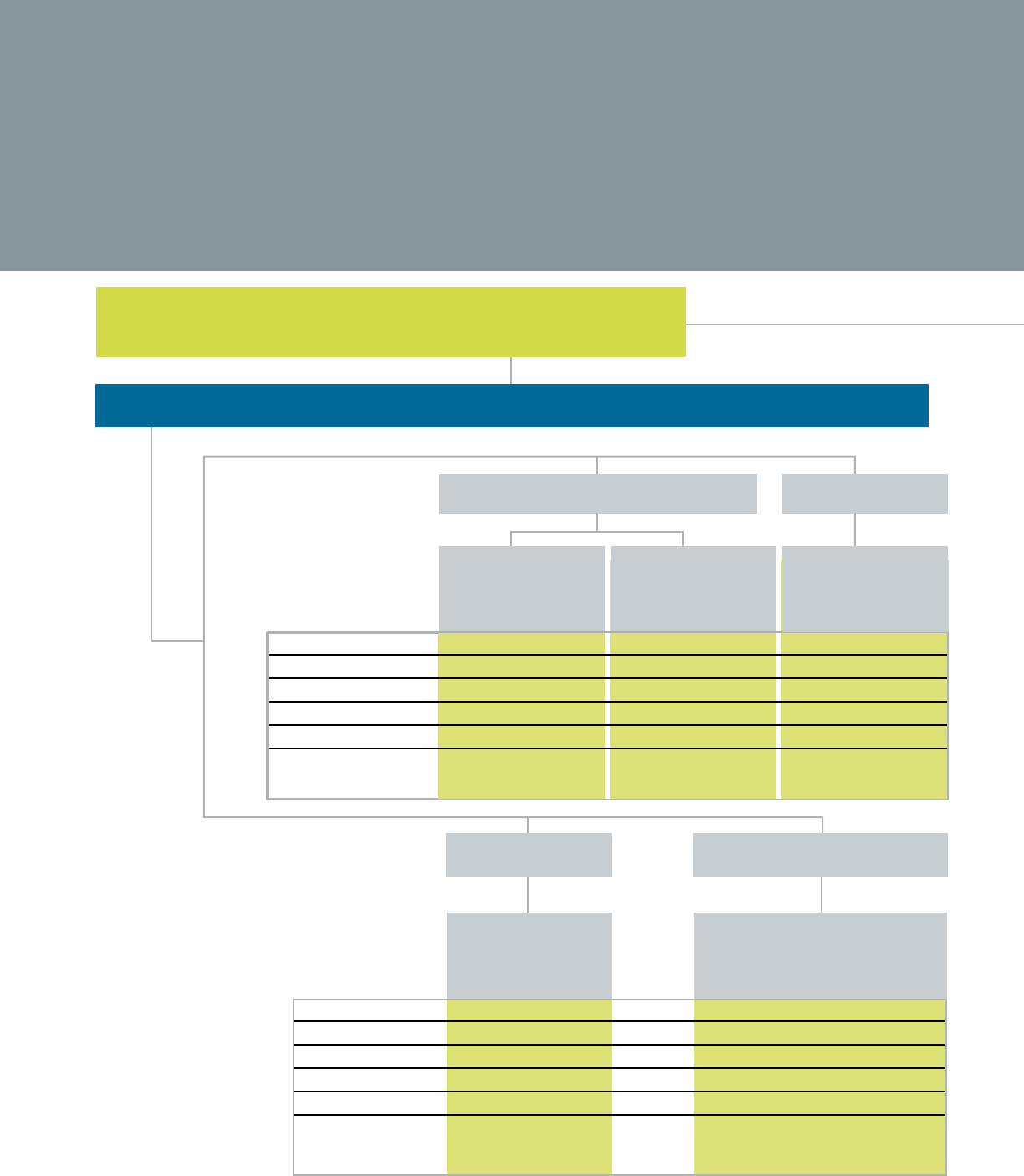
Color Grey Grey Light Grey
Maximum Temperature 225°F (107°C) 200°F (93°C) 200°F (93°C)
Working Time* 30 min. 3 min. 20 min.
Cure Time* 6 hrs. 10 min. 6 hrs.
Compressive Strength 11,100 psi 10,800 psi 11,300 psi
Common Sizes / 1 lb. kit – 99913 1 lb. kit – 39917 1 lb. kit – 97463
Part Number 4 lb. kit – 99914
25 lb. kit – 99912
Loctite® Fixmaster®
Superior Metal
Page 9
Loctite® Fixmaster®
Stainless Steel Putty
Page 10
WHAT TYPE OF APPLICATION IS NEEDED?
PUTTY
Stainless Steel High Performance
Loctite® Fixmaster®
Aluminum Putty
Page 9
Steel Aluminum
Loctite® Fixmaster® Selector Guide
Color Grey Grey
Maximum Temperature 225°F (107°C) 250°F (121°C)
Working Time* 20 min. 20 min.
Cure Time* 6 hrs. 6 hrs.
Compressive Strength 12,000 psi 18,000 psi
Common Sizes / 1 lb. kit – 97443 1 lb. kit – 97473
Part Number 4 kg kit – 40900
LOCTITE® Fixmaster® Metal Rebuilding|
• High compressive strength
• Choice of mild steel aluminum or non-metallic fillers
• Can be machined, drilled, or tapped after cure
• Excellent resistance to aggressive chemicals
Steel Aluminum
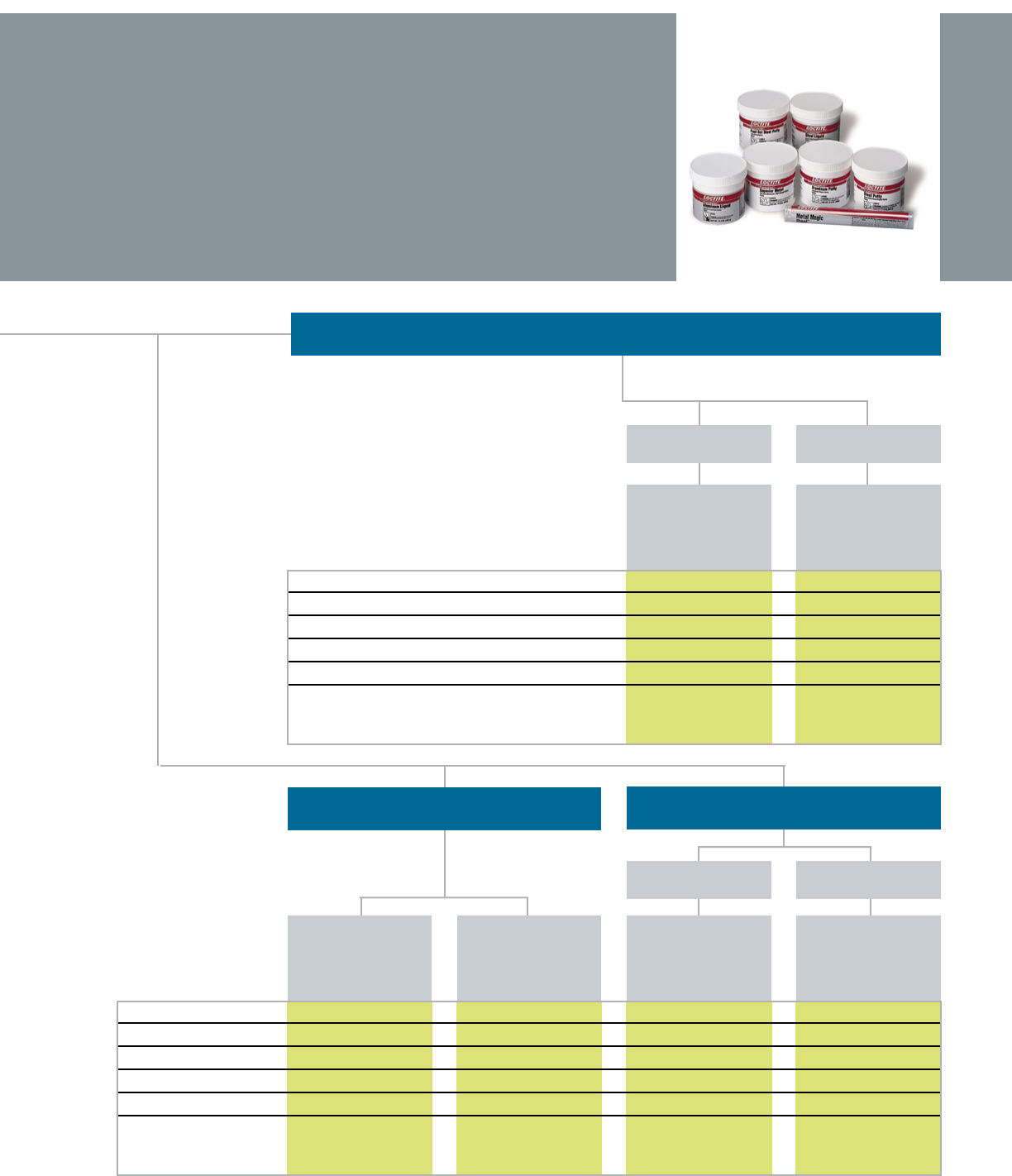
Color Dark Grey White Grey Grey
Maximum Temperature 250°F (121°C) 300°F (149°C) 200°F (93°C) 2000°F (1093°C)
Working Time* 3 min. 15 min. 3 min. 30 min.
Cure Time* 10 min. 30 min. 6 to 8 min. 1 hr.
Compressive Strength 12,000 psi 12,000 psi 2,600 psi 675 psi
Common Sizes / 4 oz. stick – 98853 4 oz. stick – 82093 50 ml cart. – 96604 8 oz. can. – 95724
Part Number
Color Light Grey Light Grey
Maximum Temperature 225°F (107°C) 200°F (93°C)
Working Time* 25 min. 20 min.
Cure Time* 6 hrs. 6 hrs.
Compressive Strength 13,500 psi 17,000 psi
Common Sizes / 1 lb. kit – 97483 1 lb. kit – 97453
Part Number 4 lb. kit – 97484
Loctite® Fixmaster®
Steel Liquid
Page 11
Loctite® Fixmaster®
Aluminum Liquid
Page 11
Loctite® Fixmaster®
Fast Set Steel
Epoxy
Page 13
Loctite® Fixmaster®
2000° Putty
Page 13
Fast Setting Putty
SPECIALTY
Loctite® Fixmaster®
Metal Magic Steel™
Page 12
Loctite® Fixmaster®
Underwater Repair
Epoxy
Page 12
KNEADABLE STICK
POURABLE

| LOCTITE® Fixmaster® Metal Rebuilding
LOCTITE® Fixmaster® Steel Putty
Versatile Repair Compound for Steel
Non-slumping, two-part, steel-filled putty. Recommended
for repairing and rebuilding worn steel components, such
as bearing and fan housings. Can be machined when
cured. ABS Approved. Sets in minutes.
lb. kit –
lb. kit –
lb. kit –
LOCTITE® Fixmaster® Fast Set Steel Putty
Faster Version of LOCTITE® Fixmaster® Steel Putty
Faster setting version of the LOCTITE® Fixmaster® Steel
Putty. Recommended for repairing pipes and other
emergency repairs. ABS Approved. Sets in minutes.
lb. kit –
FIXMASTER® PUTTIES
Type Working Time Functional Cure Maximum Operating
Temperature
Loctite® Fixmaster® Steel Putty 30 minutes @ 77°F (25°C) 6 hours @ 77°F (25°C) 225°F (107°C)
Loctite® Fixmaster® Fast Set Steel Putty 3 minutes @ 77°F (25°C) 10 minutes @ 77°F (25°C) 200°F (93°C)
Different fillers provide a range of
performance characteristics, making
LOCTITE® Fixmaster® composites
suitable for specific applications.
Putty, liquid and stick forms give
you the flexibility to fix equipment
throughout the plant.
Repair, Rebuild and Restore
Damaged Parts

LOCTITE® Fixmaster® Metal Rebuilding|
LOCTITE® Fixmaster® Superior Metal
Non-Rusting, Ferro-Silicone-Filled Composite
Extremely high compressive strength and wear resistance.
Ideal for rebuilding worn surfaces exposed to harsh
environments. Recommended for use on all metals. Can
be machined, drilled and tapped in to hours. For final
finish cuts, let the product cure for hours and use
carbide tooling. Spreadable putty. Sets in minutes.
lb. kit –
kg kit –
LOCTITE® Fixmaster® Aluminum Putty
Aluminum Repairs
Similar to LOCTITE® Fixmaster® Steel Putty, but aluminum
filled to better match the coefficient of thermal expansion
of aluminum. General purpose putty for repair of all
alumin um alloy components. ABS Approved.
Sets in minutes.
lb. kit –
Type Working Time Functional Cure Maximum Operating
Temperature
Loctite® Fixmaster® Superior Metal 20 minutes @ 77°F (25°C) 6 hours @ 77°F (25°C) 250°F (121°C)
Loctite® Fixmaster® Aluminum Putty 20 minutes @ 77°F (25°C) 6 hours @ 77°F (25°C) 200°F (93°C)
FIXMASTER® PUTTIES
| LOCTITE® Fixmaster® Metal Rebuilding
Type Working Time Functional Cure Maximum Operating
Temperature
Loctite® Fixmaster® Stainless Steel Putty 20 minutes @ 77°F (25°C) 6 Hours @ 77°F (25°C) 225°F (107°C)
FIXMASTER® PUTTIES
LOCTITE® Fixmaster® Stainless Steel Putty
Stainless Steel Repairs
Similar to LOCTITE® Fixmaster® Steel Putty, but stainless
steel filled to better match the coefficient of thermal
expansion of stainless steel. Sets in minutes.
lb. kit –
Working time and cure depends
on temperature and mass.
• The higher the temperature, the
faster the cure
• The larger the mass of material
mixed, the faster the cure
To speed the cure of composites
at lowtemperature:
• Store composite at room
temperature
• Pre-heat repair surface until warm
to the touch
To slow the cure of composites
at hightemperature:
• Mix composites in small masses to
prevent rapid curing
• Cool resin/hardener components
Loctite® Fixmaster® Curing Times
TIPS
TRICKS
Repair, Rebuild and Restore Damaged Parts

LOCTITE® Fixmaster® Metal Rebuilding|
LOCTITE® Fixmaster® Steel Liquid
Steel Casting or Molding
Pourable and self-leveling, steel-filled epoxy. Ideal for
casting or making molds. Works well to fill hard-to-reach
areas. Can be machined when cured. ABS Approved.
Sets in minutes.
lb. kit –
lb. kit –
LOCTITE® Fixmaster® Aluminum Liquid
Aluminum Casting or Molding
Self-leveling aluminum liquid. Can be poured into molds
and cavities. Recommended for casting aluminum
replacement parts and for making molds. ABS Approved.
Sets in minutes.
lb. kit –
Type Working Time Functional Cure Maximum Operating
Temperature
Loctite® Fixmaster® Steel Liquid 25 minutes @ 77°F (25°C) 6 hours @ 77°F (25°C) 225°F (107°C)
Loctite® Fixmaster® Aluminum Liquid 20 minutes @ 77°F (25°C) 6 hours @ 77°F (25°C) 200°F (93°C)
FIXMASTER® POURABLE LIQUIDS

| LOCTITE® Fixmaster® Metal Rebuilding
Wet or Underwater Repair in Stick Form
This putty-like material is ideal for plumbing, irrigation and marine
applications because it is unaffected by chlorinated or salt water. Will
stick to wet surfaces. Ideally suited for underwater repairs. Sets in
minutes.
oz. stick –
LOCTITE® Fixmaster® Underwater Repair Epoxy
Type Working Time Functional Cure Maximum Operating
Temperature
Loctite® Fixmaster® Metal Magic SteelTM 3 minutes @ 77°F (25°C) 10 minutes @ 77°F (25°C) 250°F (121°C)
Loctite® Fixmaster® Underwater Repair Epoxy 15 minutes @ 77°F (25°C) 30 minutes @ 77°F (25°C) 300°F (149°C)
FIXMASTER® KNEADABLESTICKS
LOCTITE® Fixmaster® Metal Magic SteelTM
Steel Epoxy in Stick Form
Kneadable, two-part paste. Working time is minutes – sets in
minutes. Adheres to damp surfaces. Can be drill ed, filed, and painted.
Ideal for emergency sealing of leak ing tanks and pipes. Smooths welds,
repairs small cracks in castings, and fills oversized bolt holes.
oz. stick –
DID YOU KNOW?
SOLIDS
LOCTITE® Fixmaster® composites are formulated with solids.
This means that unlike solvent-based systems, LOCTITE® Fixmaster®
composites will not shrink when cured.
LOCTITE® Fixmaster® Metal Rebuilding|
LOCTITE® Fixmaster® Fast Set Steel Epoxy
Cartridge-Based, Steel-Filled Epoxy
Cartridge-based, steel-filled epoxy. Makes fast, cost-effective repairs.
Easy-to-use and easy-to-apply. Ideal for metal parts that must be
back in service quickly. Can be machined when cured. Requires the
handheld dispenser (P/N ). One mix nozzle comes included
with the cartridge. Sets in minutes.
ml cartridge –
FIXMASTER® SPECIALTY PRODUCTS
Type Working Time Functional Cure Maximum Operating
Temperature
Loctite® Fixmaster® Fast Set Steel Epoxy 3 minutes @ 77°F (25°C) 10 minutes @ 77°F (25°C) 200°F (93°C)
Loctite® Fixmaster® 2000° Putty 30 minutes @ 77°F (25°C) 1 hour @ 77°F (25°C) 2000°F (1093°C)
Extreme Temperature Repair
Single component putty designed to fill and restore damaged metal and
fill cracks in environments that will see °F. Water-based and non-toxic.
Typical applications include header, manifold and cast iron repair.
oz. can –
LOCTITE® Fixmaster® ° Putty
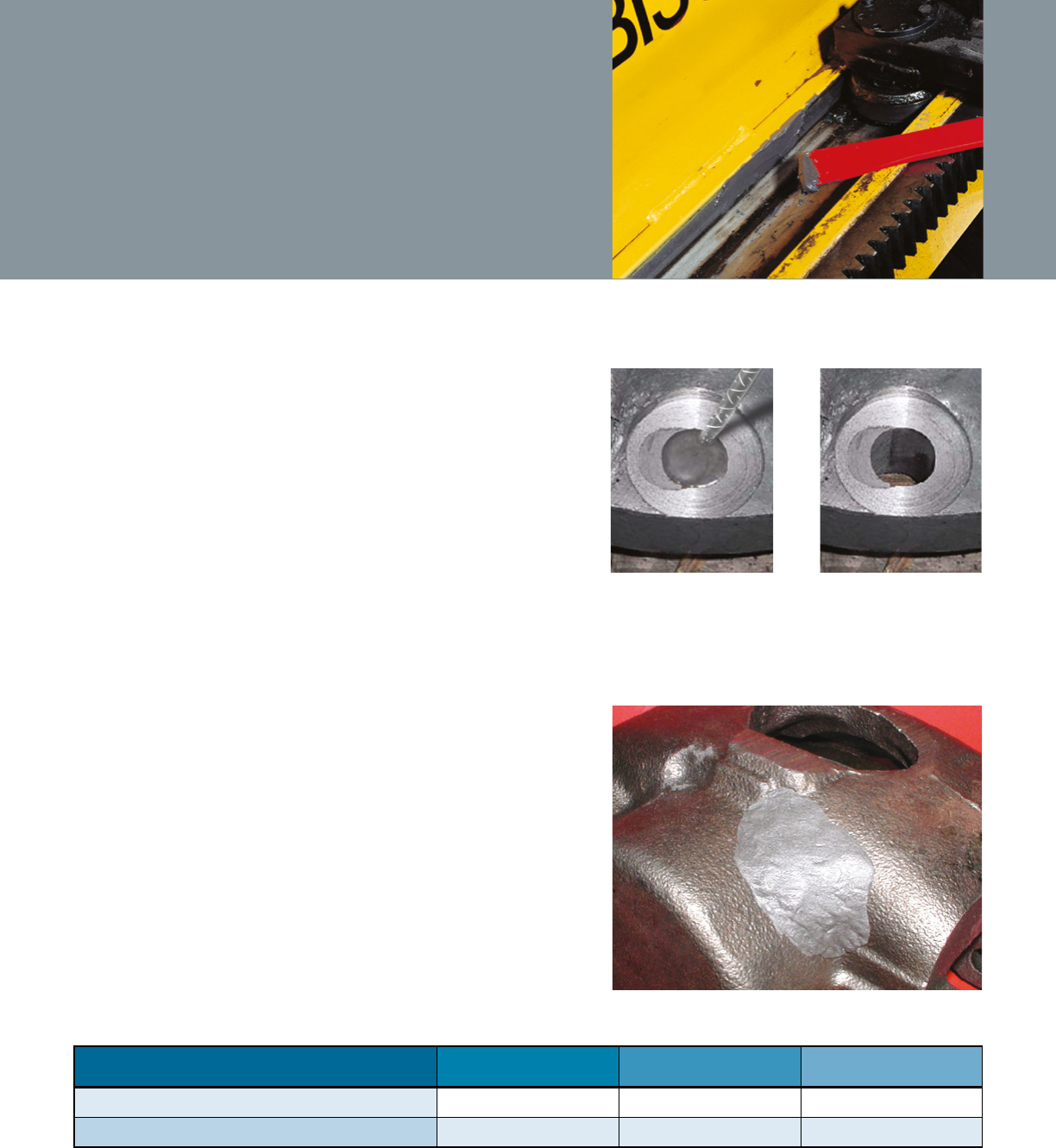
Damaged metal part filled
with epoxy.
Metal part drilled to
original size.
| LOCTITE® Fixmaster® Metal Rebuilding
Figure . For best results,
abrasive blast the application
surface.
Figure . Coarse grinding
of the surface is also
recommended for surface
preparation.
General Surface Preparation
Ensure that the surface is dry and stop all liquid leakage. Remove all
dirt, paint, rust, and other contaminates by abrasive blasting or other
suitable mechanical techniques.
Degrease thoroughly using LOCTITE® ODC- Free Cleaner & Degreaser
or LOCTITE® Natural Blue® Biodegradable Cleaner and Degreaser.
Provide a profile by abrasive blasting or other mechanical means.
To bond a composite to a badly degraded surface or to fill large
voids, first tack weld wire mesh over the damaged area, then fill the
prepared area with the composite.
To prevent adhesion to a surface, as when casting parts or in tooling
applications, coat the surface with LOCTITE® Silicone Lubricant
(Product No. ) or other release agent.
Cleaning the Surface
Clean the surface with LOCTITE® ODC-Free Cleaner & Degreaser or
LOCTITE® Natural Blue® Biodegradable Cleaner & Degreaser.
Areas immersed in oil must be cleaned repeatedly to draw the oil out
of the surface. Use a heat gun to force oil out of the pores. Allow the
surface to cool, then degrease again.
After cleaning, roughen the surface to produce a good profile. The
following methods may be used, but in all cases the objective is to
obtain an anchor profile of . to . inches ( to microns).
Abrasive blast using an angular grit such as aluminum oxide, silicon
carbide, or coal slag medium grade. Round abrasive grit should
not be used. High velocity water blasting with an abrasive medium is
also recommended. (See Figure 1)
If grit blasting is not possible, roughen the surface using a coarse
grinding wheel ( grit or coarser) or a needle gun to achieve the
desired profile. (See Figure 2)
Using coarse sandpaper or a file is acceptable only if the first two
methods cannot be utilized.
After roughening, the surface must again be thoroughly cleaned with
LOCTITE® ODC-Free Cleaner & Degreaser or LOCTITE® Natural Blue®
Biodegradable Cleaner and Degreaser. Repairs should be made as soon
as possible to avoid rusting.
The wire mesh reinforces the repair area and forms
a mechanical backing for the epoxy.
Technical References -
Surface Preparation Tips
The successful application of any
LOCTITE® Fixmaster® polymer composite
product is largely dependent on correct
surface preparation. For this reason, it is
critical that all applications begin with
a thorough preparation of the repair
surface in keeping with the instructions
in this section.
LOCTITE® Fixmaster® Metal Rebuilding|
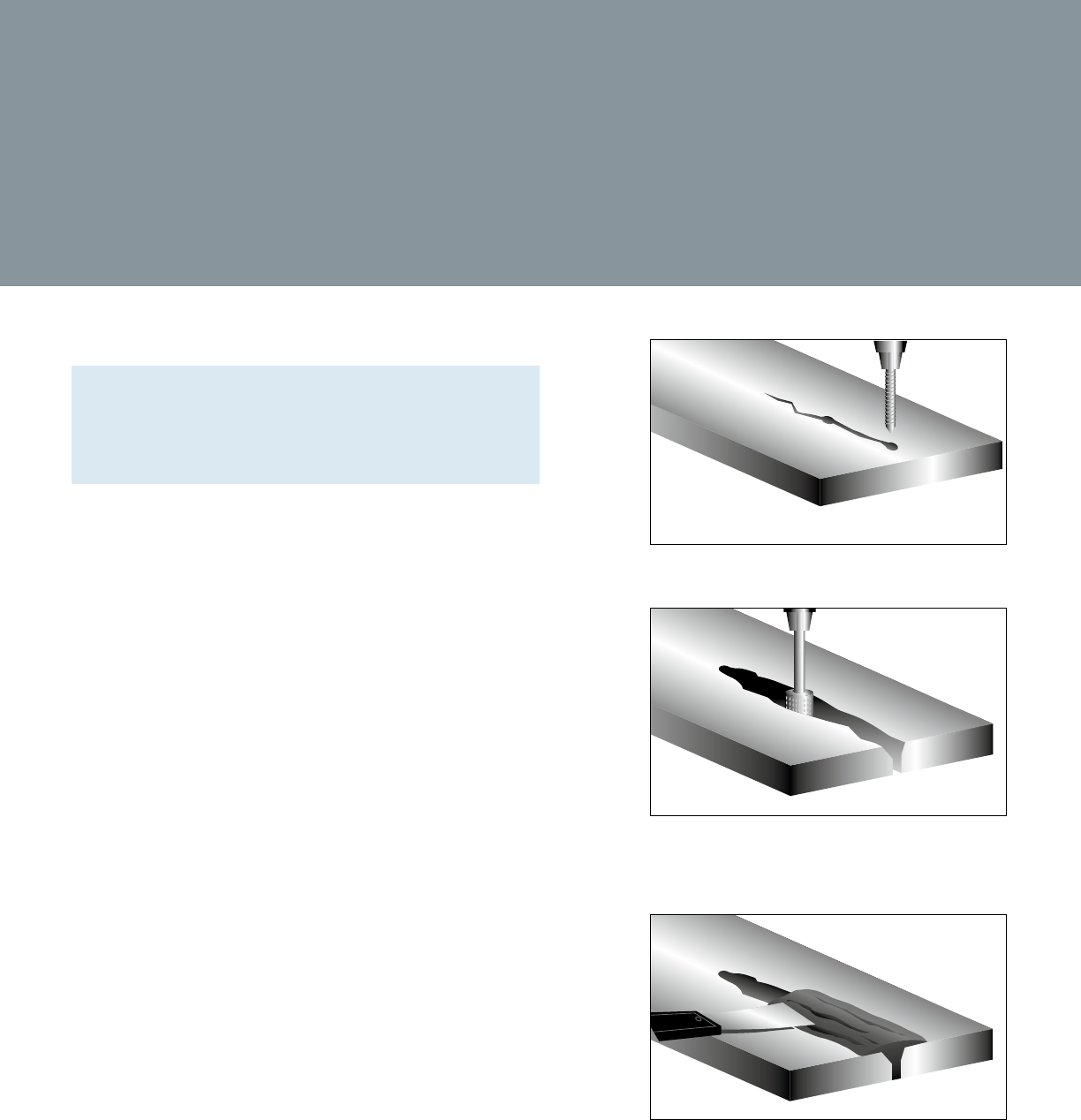
Wet surfaces
Exceptions to having a dry surface are when using LOCTITE® Fixmaster®
Wet Surface Repair Putty, Fixmaster® Underwater Repair Epoxy, or
Fixmaster® Metal Magic Steel™. These products will cure in the presence
of water.
Stop all leakage or seepage by:
• Turning off the water flow.
• Fitting a wooden peg or sheet metal screw.
• Stuffing with cork, wax, rags, or any other
suitable material. (See Figure 3)
If the leak is caused by corrosion, the side wall may be weak. Open the
hole to a point where the wall is close to its original thickness. Then plug
the opening using a suitable material. All surface condensation, wetness,
or dampness must be wiped clean and dried off using a hot air gun or
similar device. Continue surface preparation in accordance with the
preceding section on Surface Cleaning.
Figure . Stop leaks with a wooden plug or screw inserted in
area of seepage.
Loctite
®
Composites applications require a
minimum micron surface profile.
Did You Know?
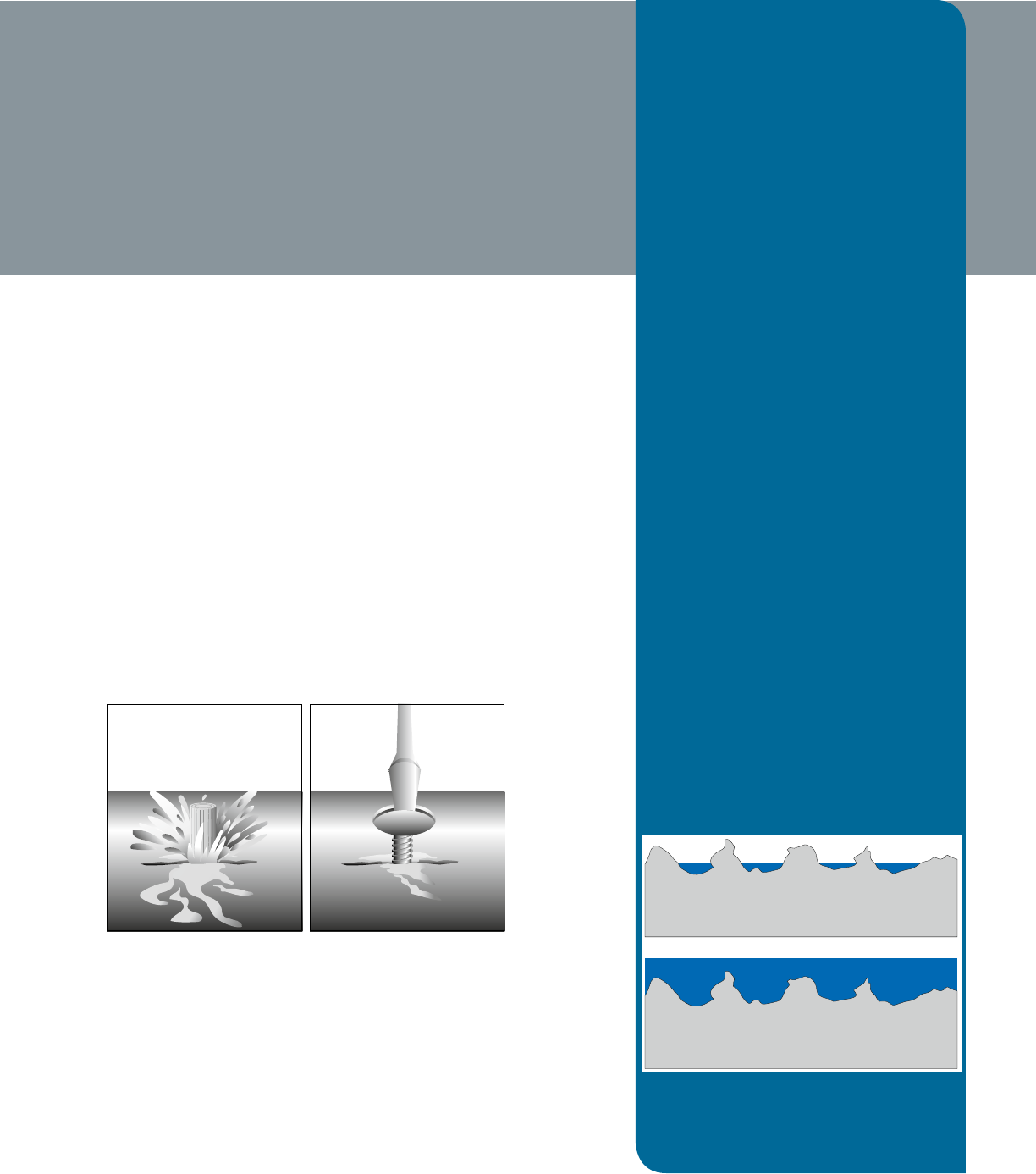
Surface Profile
Abrasive blasting not only removes visible
surface rust and contaminates, but also
creates a rugged, miniature mountain and
valley finish. This surface roughness is known
as Surface Profile. Surface Profile is critical to
coating performance as it improves adhesion
by increasing surface area and providing a
keyed anchor pattern.
Surface Profiles will vary depending on the
type of abrasive particles, equipment and
technique utilized. It is critical to achieve the
correct profile depth specified for a particular
coating.
Inadequate quality control and lack of
restriction of large abrasive particle sizes for
thin coats can lead to peaks of the surface not
being adequately covered. In addition, more
profile means using more product to cover
the surface!
The diagrams below illustrate how profile
must be matched to the product specification.
Surface Profile
Chemical contaminants that are not readily
visible, such as chlorides and sulphates,
attract moisture through coating systems,
resulting in premature failure. Therefore it
is fundamentally important to chemically
clean all substrates with an industrial strength
cleaner and degreaser such as LOCTITE®
Natural Blue®.
If the surface profile height is greater than the coating,
peaks of the surface will be exposed to rust and or contamination.
When the surface profile is less than the coating,
the entire surface is protected and coating adhesion is maximised.
BAD PROFILE
GOOD PROFILE
| LOCTITE® Fixmaster® Metal Rebuilding
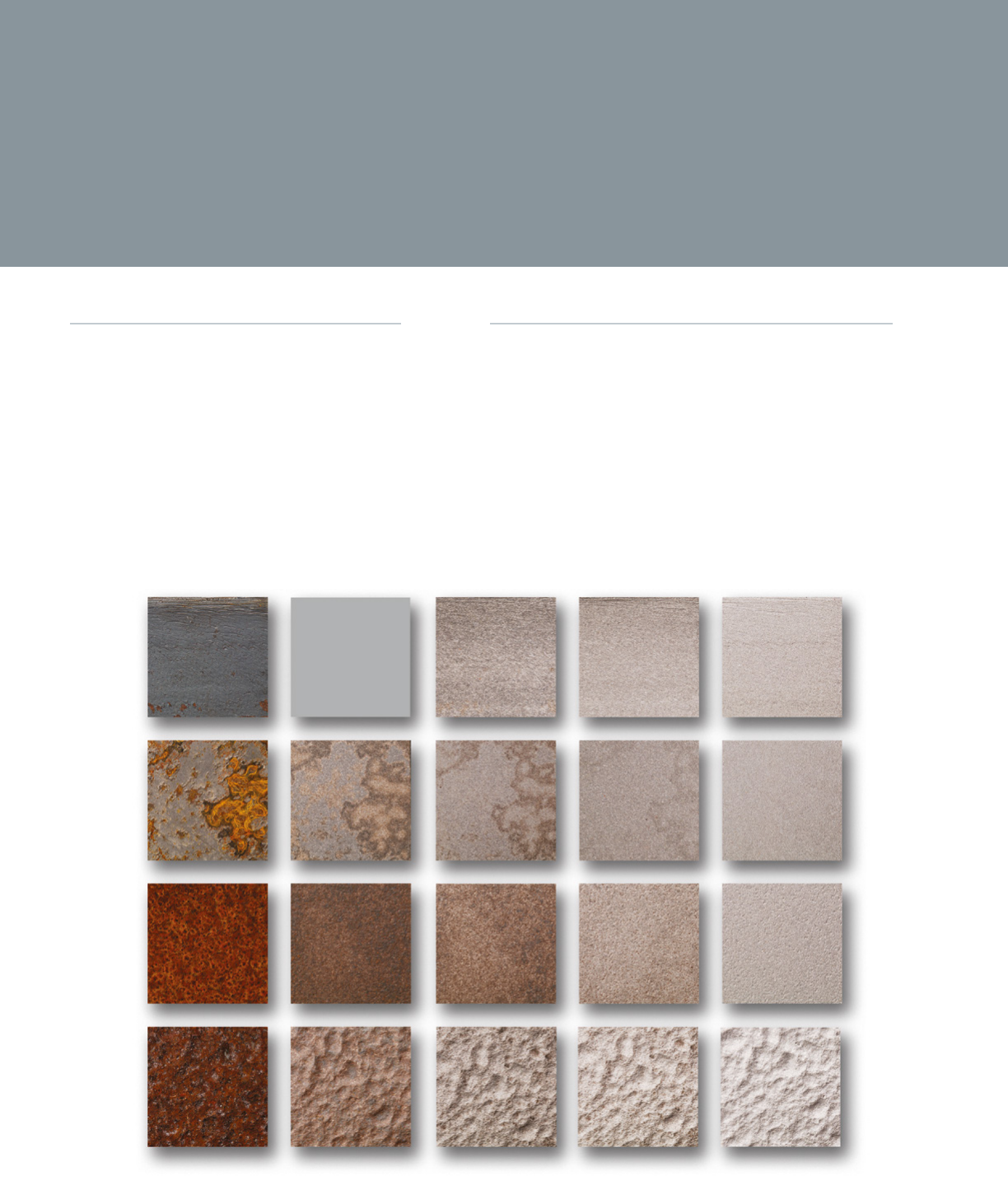
R G D R G C R G B R G A
U B C B C B C . B C
© Blastmaster. Used with written permission from Blastmaster.
Surface Preparation Grades of Blast
Rust Grade
A Steel with mill scale layer intact and
very minor, or no rusting
B Steel with spreading surface rust and
the mill scale commenced flaking
C Rusty steel with mill scale layer flaked
and loose or lost but only minor
occurrence of pitting
D Very rusty steel with mill scale layer all rusted
and extensive occurrence of pitting
Blast Class
(SP-/N) Very light over clean with removal of loose
surface contaminants
(SP-/N) Substantial blast clean with
widespread, visible contaminate removal
and base metal color appearing
. (SP-/N) Intensive blast clean leaving shading grey
metal with only contaminates
(SP-/N) Complete blast clean with consistent metal
color all over and no visible contaminates

LOCTITE® Fixmaster® Metal Rebuilding|
The following tips are designed to facilitate the process of working with LOCTITE® polymer composite products
under a variety of conditions.
Mixing
Thorough mixing, in proper ratio, is critical to the performance of
the material. Whenever possible, the complete container should be
mixed at one time. If the material is to be mixed in separate batches,
the user must be careful to adhere to the mix ratios that appear on
the product label.
The material is mixed by adding hardener to resin. The mixing process
is complete when the product is free from streaks or other variances.
Failure to thoroughly mix the material will cause soft spots or overall
failure of the product. Mixing should take to minutes.
Large masses (over one pound) can be mixed more easily by turning
out the resin and hardener onto a clean, disposable surface. Mix and
knead material with a putty knife or other flat tool until the product is
thoroughly mixed. Do not fold material into the mix as this process can
cause air entrapment that will weaken the cured product.
Cure
Polymer composite compounds begin to cure, or harden, when the
hardener is added to the resin. Curing is by a chemical reaction that
causes exotherming, or the process of giving off heat. There are some
basic principles of working with composite compounds that every user
should understand.
Cure Times are Mass Dependent. The larger the mass mixed,
the faster it will cure. If the mixed material cannot be applied
during the working time specified on the product label, mix it
in smaller batches.
Cure Times are Temperature Dependent. The higher the
temperature, the faster the product will cure. Ideal mixing
temperature is between °F and °F.
If the application is to occur at higher temperatures, the product should
be stored at room temperature or slightly below to slow down the
chemical reaction between resin and hardener.
At lower temperatures, the epoxy will cure very slowly or may fail to
cure at all. To speed up the cure at low temperatures, store product at
room temperature and heat parts to be repaired prior to application. The
repaired area can also be heated with a heat gun upon completion of the
application.
Most polymer composite compounds are skin and eye irritants, and
many hardeners are corrosive. Always wear appropriate gloves and
goggles or face shield during mixing and handling. Observe good
industrial safety practices, and review product Material Safety Data
Sheet (MSDS) prior to use for complete precautionary information.
Mixing Tips
Composite is turned out onto a disposable surface to ensure
proper mixing.

| LOCTITE® Fixmaster® Metal Rebuilding
PROBLEM: Leaking flange
EQUIPMENT: Flange face on a chemical pump
SOLUTION: LOCTITE® Fixmaster® Aluminum Putty
Flange faces, eroded by
chemical exposure, were
previously repaired by
welding and machining.
Loctite® Fixmaster®
Aluminum Putty repairs
aluminum faces at a
lower cost and with
far less downtime than
conventional methods.
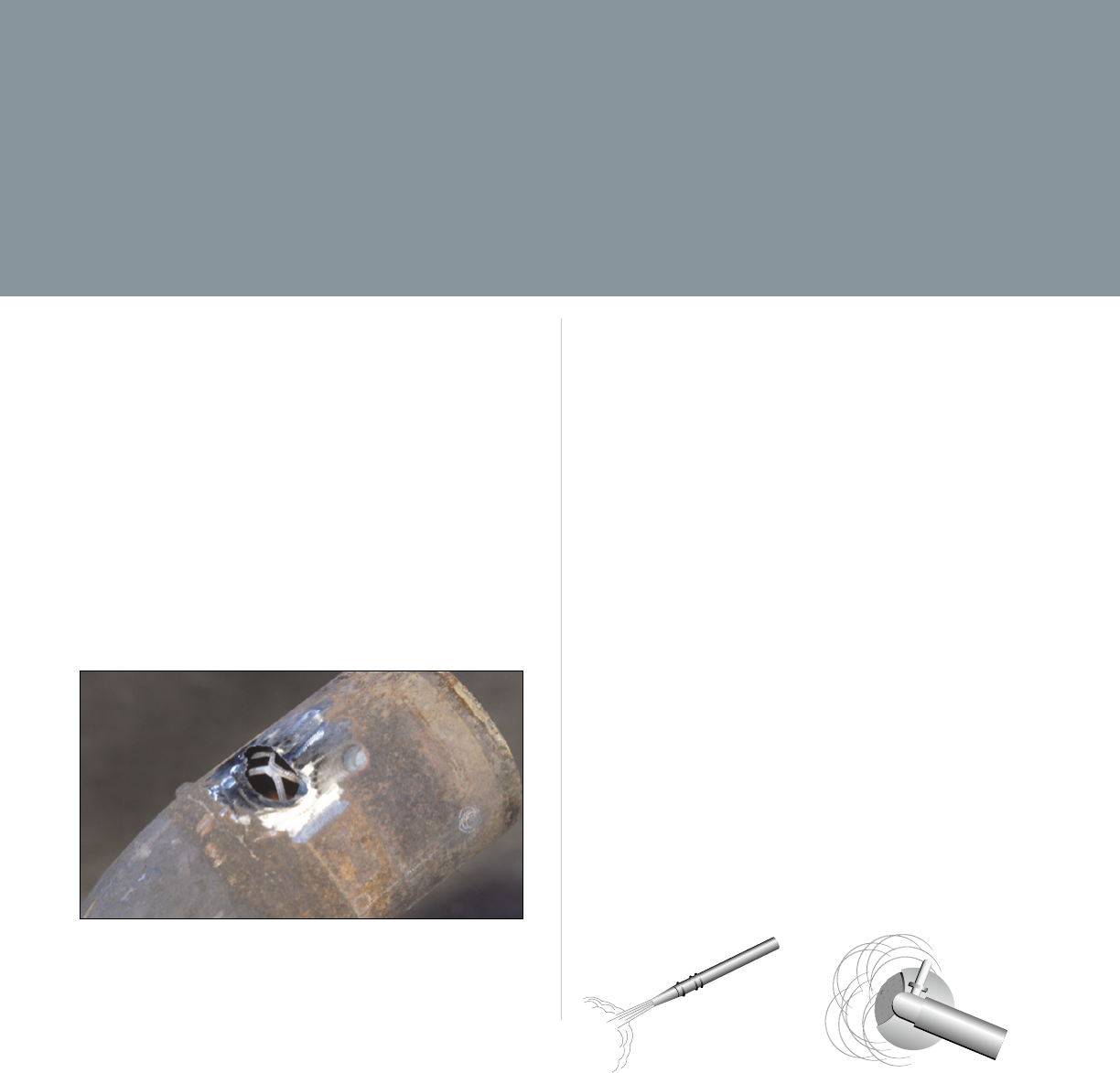
PROBLEM: Severely damaged pipe
EQUIPMENT: Slurry transport pipe
SOLUTION: Fixmaster® Metal Magic Steel™
Damage to this pipe was
so severe that expanded
mesh was welded over
the opening to provide
reinforcement for the epoxy
application. Fixmaster®
Metal Magic Steel™ was
pressed over the mesh to
fill and seal the application
area. The pipe was ready for
service in just minutes.
For Maximum Bond
Pre-coat the application surface by rubbing
the mixed composite into the substrate.
This technique, called “wetting out the
surface,” helps the repair material fill all
the crevices in the application surface,
creating a superior bond between the
composite and substrate. The rest of the
mixed product can then be applied over
the pre-coat to finish the application.
Eliminating Air
Entrapment
Use a heat gun (do not use an open flame)
to pull air bubbles out of cast composite.
Heat will cause bubblesto rise to the top
and dissipate.
Pouring Liquid
Composites
Avoid air entrapment in cured composite
by pouring close to the mold in a steady,
even stream.
Creating a Smooth Finish
Smooth out the uncured product with a warm trowel for a smooth,
glossy finish. A heat gun can also be used to create a smooth finish.
Application Tips and Case Histories
APPLICATION CASE HISTORIES
LOCTITE® Fixmaster® Metal Rebuilding|
Figure . Force Epoxy into damaged area.
PIPE AND DUCTING REPAIRS:
Pipes are used for transporting all compositions of fluids, slurries, gases and solids. Wear, corrosion, abrasion and
chemical attack can lead to progressive damage to pipe walls, leading to eventual piping failure.
Industries such as coal-fired power plants, sewage treatment plants, pulp and paper processors, and aggregate sites are
particularly vulnerable to pipe abrasion due to caustic and abrasive media carried in the piping system.
The areas of piping most subject to wear and damage are elbows, t-junctions, reduction fittings and weld spots in both
seams and joints. Flange faces can also suffer erosion, preventing effective gasket sealing.
The problem of pipe damage can be as simple as a leaky pipe or as severe as a total plant shutdown, service
contamination, or fire damage; but good plant maintenance depends on keeping equipment, such as piping systems,
running smoothly and efficiently. The following information is intended to identify possible problem areas that can be
successfully protected or repaired with LOCTITE® epoxies in order to reduce downtime and equipment failure.
NOTE: Before starting any pipe repair, the line pressure must be removed.
. PREPARE APPLICATION: To prepare the application, plug the
hole or fracture with LOCTITE® Fixmaster® Metal Magic Steel™,
an epoxy in stick form that hardens in just minutes. Or use
a wooden dowel, putty or plasticine. If the wall thickness is
insufficient to support a mechanical plug, use a rubber patch
and an adhesive such as LOCTITE® Fixmaster® -Minute Epoxy.
Abrasive blast, grind, or file off all deposits, paint, rust, and mill
scale. The area must be prepared with an extension border of
” (. cm) around the damaged area. Degrease the application
area completely with LOCTITE® ODC-Free Cleaner & Degreaser.
. REPAIRS TO LARGE DIAMETER PIPES, WEEPING PIPEWORK,
AND HIGHPRESSURE PIPES: Use a half section of pipe with
a slightly larger diameter than the pipe to be repaired. A curved
aluminum or steel backing plate that extends ” ( cm) radially
and axially beyond the damaged area will also work to reinforce
the repair.
Abrade the inside and outside of the backing plate and degrease
thoroughly with LOCTITE® ODC-Free Cleaner & Degreaser.
. REPAIRS TO LARGE, LOW PRESSURE PIPES
DIAMETER ” OR . CM AND PRESSURE LESS THAN
PSI OR . MPA: Prepare the pipe as above. Inspect the
damaged area to see if the fracture or crack is under stress. If so,
relieve by drilling the ends and “V”-ing out the crack.
Apply the epoxy to the prepared area, forcing the product into
the crack. Also apply epoxy to the inside radius of the backing
plate. Press the backing plate firmly over the repair area.
(See Figures 4 & 5) Force out any air, and remove excess epoxy.
Use ties, clamps, or wire to hold the repair firmly in place. After
the epoxy has cured, the clamps may be removed and the patch
coated with more product for reinforcement of the repair.
(See Figure 6)
Exterior Repair – Fractures and Pinholes
Typical Repair Applications

| LOCTITE® Fixmaster® Metal Rebuilding
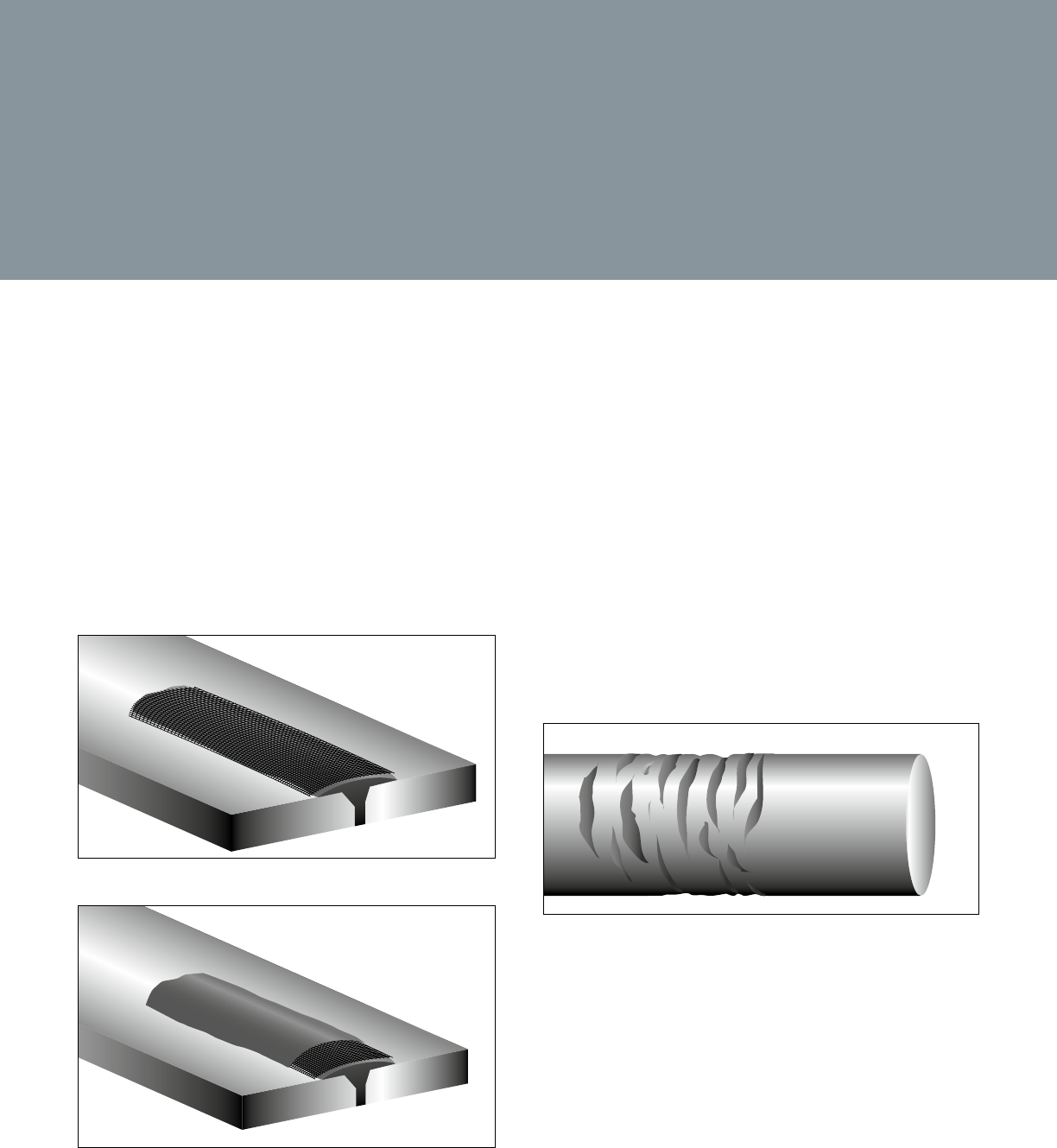
Figure . Reinforce repair area with reinforcing mesh
when repairing small pipes.
PIPE AND DUCTING REPAIRS (Continued):
. REPAIRS TO HIGHPRESSURE PIPES
PSI OR . MPA: Prepare the pipe as above.
REPAIRS TO SMALL DIAMETER PIPES: Wrap the repair firmly
with reinforcing mesh impregnated with epoxy. Before the epoxy
hardens, over-coat and shape the repair with a final
application of epoxy. (See Figure 7)
REPAIRS TO LARGE DIAMETER PIPES: Once patched, clamp
into position using steel clamps ” ( cm) apart. Do not remove
the clamps. (See Figure 8)
. REPAIRS TO LOW PRESSURE, SMALL DIAMETER PIPES
PSI OR . MPA AND ” OR . CM DIAMETER:
Prepare as in Step above. Apply /” or mm layer of epoxy,
working it well into the anchor pattern and into the hole. Wrap
reinforcement mesh treated with repair compound at least
twice around the pipe. Remove excess product. As epoxy starts
to cure, over-coat the repair with a final application of epoxy.
Internal Repair
Internal repair of pipes, elbows, and fittings is sometimes possible and
necessary. This procedure should include exterior patching according
to Step above.
. PREPARE SURFACE: To prepare the surface, flush the interior of
the pipe liberally with high-pressure water, if available. Abrasive
blast to achieve . - .” ( - microns) profile. Blast
inside and outside, as well as the backing plate, for the exterior
patching. Degrease thoroughly.
. EXTERIOR PATCHING: Exterior patching must be done prior to
internal lining. If backing plate is not suitable, tack weld a heavy
metal mesh and apply / to /” ( - mm) of epoxy.
. COAT INTERIOR: Coat the interior by applying a series of thin
coats of epoxy pressed into the abraded profile. Continue to build
up the original profile. As the epoxy begins to cure, apply a /” (
mm) over-coat of epoxy to the repair area.
CAUTION: PRESSURIZED LINES SHOULD BE REPLACED WHEN TIME
AND MANPOWER PERMITS.
Figure . Press backing plate over the damaged repair area.
Figure . Reinforce repair area by tying or clamping
the repair until epoxy is cured.
Figure . Use steel clamps to reinforce repairs to large
diameter pipes
Typical Repair Applications
LOCTITE® Fixmaster® Metal Rebuilding|
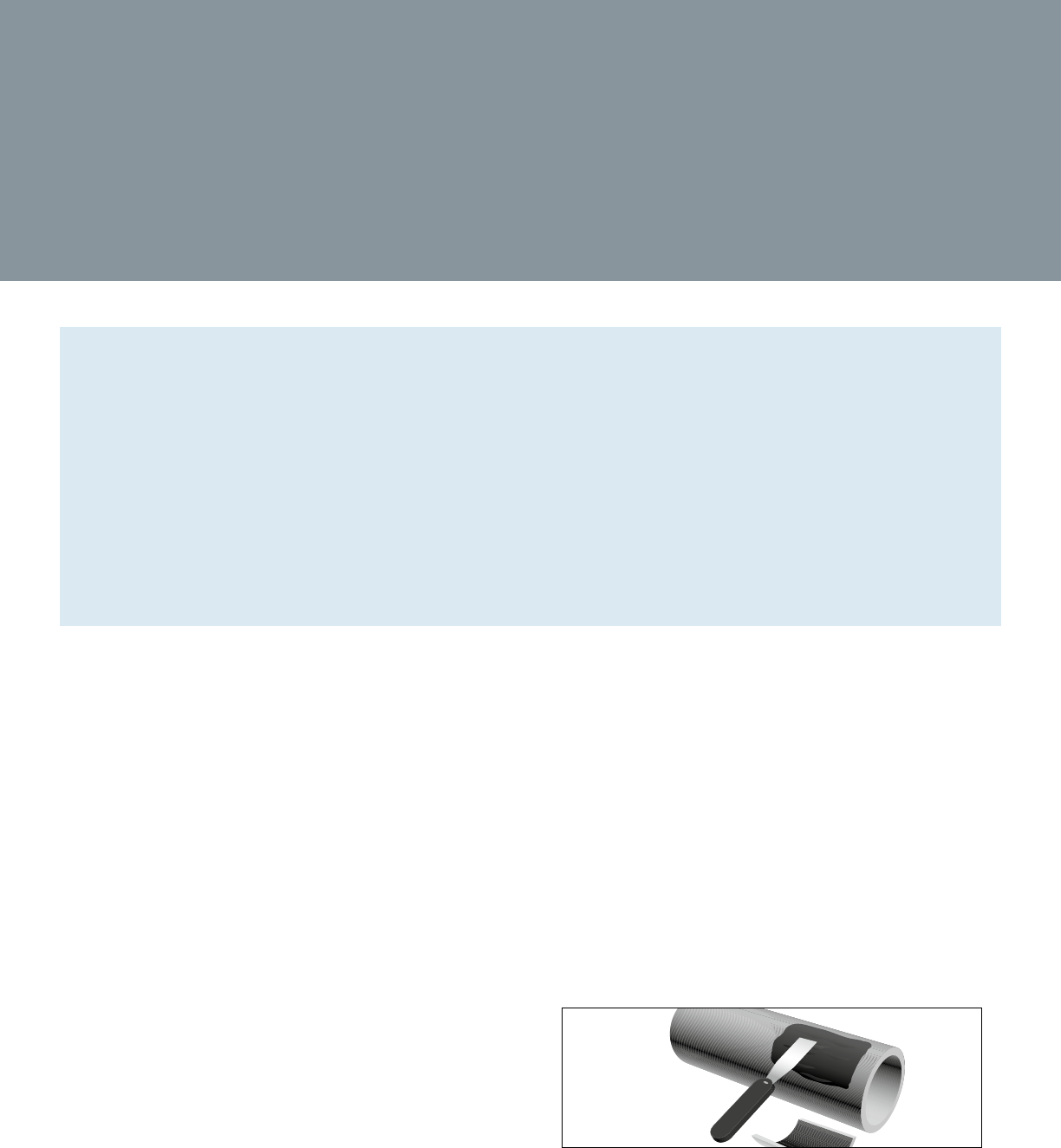
Figure . Drill holes at either end of crack.
Figure . Grind out the repair area for maximum
adhesion.
Figure . Fill repair area with epoxy.
METAL SURFACE REPAIRS:
The following procedures are developed for surface repairs
that call for filling or rebuilding a damaged metal surface.
Damage caused by metal fatigue or stress cracks should
be replaced.
LOCTITE® Repair Epoxies are recommended for making surface repairs
to restore the integrity of cracked or damaged metal. In general, epoxies
are not recommended for heavy load bearing applications or for making
structural repairs; however, experience has shown that successful
temporary or emergency repairs can be made to seriously damaged
equipment using skillful and imaginative techniques.
Non-stress cracking problems are common to pump casings, bearing
housings, valve bodies, tanks and gearboxes.
NOTE: WHEN THE EQUIPMENT TO BE REPAIRED MAY HAVE
CONTAINED FLAMMABLE OR EXPLOSIVE MATERIAL, PROPER
SAFEGUARDS MUST BE TAKEN TO CLEAN THE AREA THOROUGHLY
TO REMOVE ALL FLAMMABLE MATERIAL. IF IN DOUBT, CONTACT
A LOCTITE® BRAND PRODUCTS REPRESENTATIVE.
. PREPARE SURFACE: To prepare the surface of the damaged metal,
refer to the Surface Preparation Section in this manual.
. DRILL HOLES: Drill holes /” ( mm) larger than the crack at either
end of the crack. Use detecting dye if necessary to determine the
actual area of the crack. If the crack is over ” (. cm) long, drill
multiple holes along the length of the crack.
(See Figure 9)
. CREATE BETTER BOND: To create a better bond drill, or edge grind
the cracked area with an abrasive wheel to “V” out the cracked area.
After the area has been opened up, clean the area of any residue using
LOCTITE® ODC-Free Cleaner & Degreaser.
(See Figure 10)
. APPLY EPOXY: Apply the epoxy with a putty knife, forcing the
epoxy material into the crack. Fill the “V” thoroughly and overlap
approximately ” on each side of the application area. (See Figure 11)
| LOCTITE® Fixmaster® Metal Rebuilding
. REINFORCING MESH: Use a reinforcing mesh, such as
fiberglass or wire screening, to lay a strip of the reinforcement
material over the application and imbed the tape into the
epoxy. (See Figure )
. APPLY EPOXY: Apply another /” to /” (. – mm) of
epoxy over the reinforced mesh and smooth out the epoxy.
To prevent lifting of the repair, be sure to feather the edges in
keeping with the contour of the repaired equipment.
(See Figure )
. SPEED CURE: To speed the cure, heat the area with a heat
gun or heat lamp. Never expose epoxy to open flame.
Figure . Over-coat the epoxy/tape application with another
coating of epoxy.
Figure . Reinforce the repair by applying tape over the epoxy.
Figure .
METAL SURFACE REPAIRS (Continued): SHAFT REPAIRS:
LOCTITE® epoxies can often be used to repair damaged
or scored shafts. In some cases, however, the repair may
not provide long-term service and should not be made.
Repairs are not recommended to the following shafts:
• Any repair on an area subject to frictional heat such as on a shaft
worn by mechanical packing.
• The worn area under a bearing, bushing or mechanical seal that
exceeds its width.
• Shafts under /” ( mm).
The Shaft
Since the area to be repaired needs to be machined, the standard
preparation procedures are not used. (See Figure 14)
Undercut the worn area according to the following guidelines:
Shaft Diameter Desired Undercut
/ to ” ( – mm) /” (. mm)
to ” ( – mm) /” ( mm)
. UNDERCUT: Using a lathe, undercut to the desired depth.
If the shaft is already worn to the recommended depth, go to
the next step.
Dovetail the ends of the worn area to lock the application
into place and to serve as a guide when repairing.
(See Figure 15)
Typical Repair Applications
LOCTITE® Fixmaster® Metal Rebuilding|
. FINISH UNDERCUTTING: Finish undercutting by machining
a rough cut surface or gramophone pattern; the larger the
shaft diameter, the deeper the threads. Degrease thoroughly.
(See Figure 16)
. MACHINE REPAIR: Machine repair to required dimensions
using the guidelines below. (See Figure 18)
Figure . Roughen shaft for better adhesion.
Figure . Fill repair area with epoxy.
Figure . Machine epoxy to the original dimensions of the shaft.
Lathe Speed: ft./min. m/min.
Feed Rate: Roughing . in./rev . mm/rev
Finishing: in./rev . mm/rev
Top Rake: °
Side Clearance: °
Front Clearance: °
Comments: Cut dry; use carbide or high speed steel bits.
If polishing is required, use only wet to
grit emery paper. (See Figure 19)
Figure . Dovetailing provides mechanical lock for epoxy.
. APPLY EPOXY: Apply a very thin layer of the recommended
repair epoxy and force into the bottom of the threads. Turn
the shaft at a very low speed and continue to apply more
material by using a tool, such as a putty knife, that can be
bent. (See Figure 17)
Figure . If necessary, polish repair with emery paper.
| LOCTITE® Fixmaster® Metal Rebuilding
KEYWAYS:
A keyway becomes worn through constant pressure
from starting and stopping.
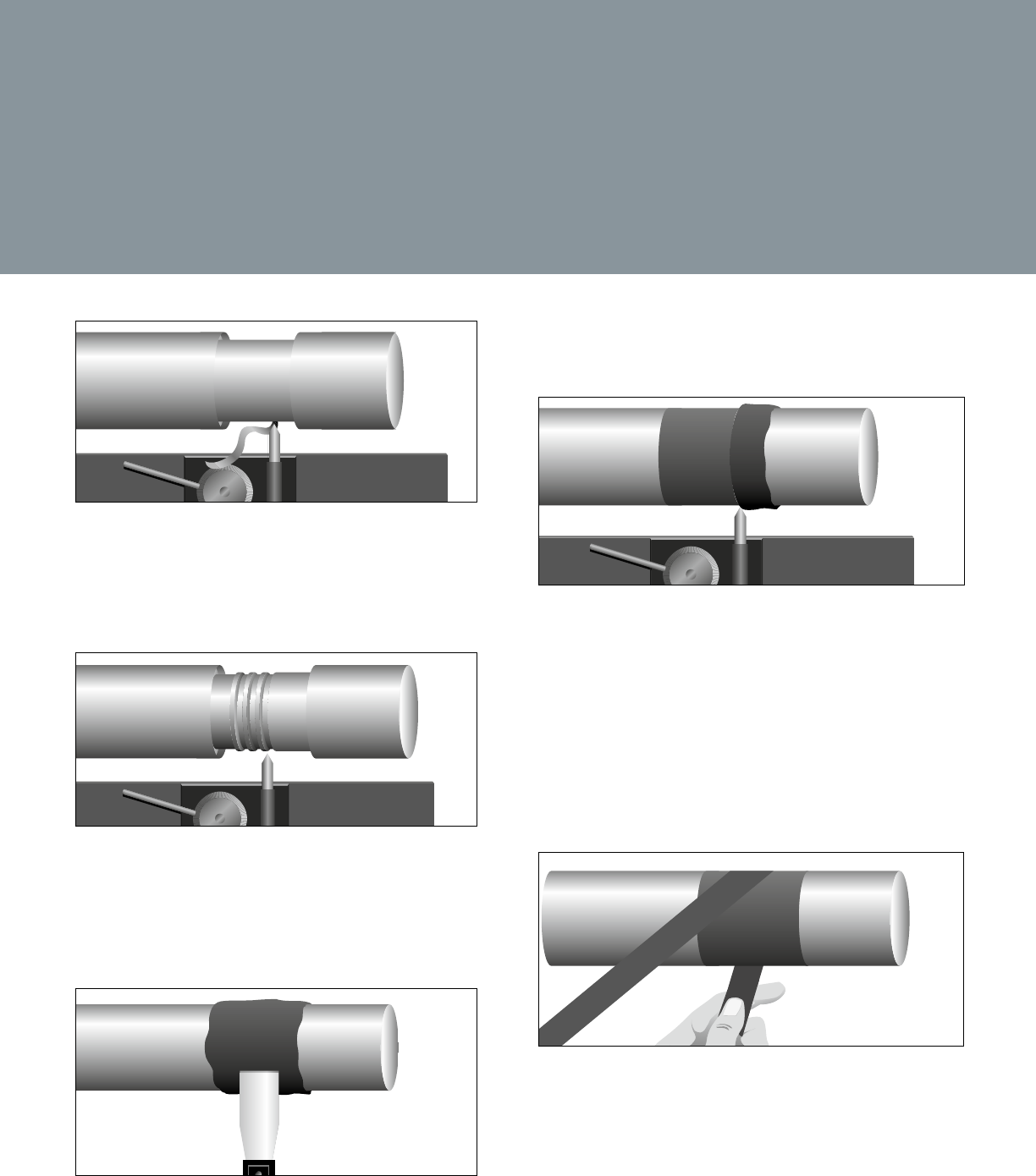
Figure . Roughen the damaged surface.
Figure . Coat with release agent.
Figure . Immediately scrape excess epoxy away from
repair area
Figure . Immediately align key, shaft and hub.
Figure . Fill keyway with epoxy and install coated key.
. PREPARE SURFACE: To prepare the surface, follow the Surface
Preparation Section. Roughen the surface with a file or rotary
cutting/grinding tool and degrease again. (See Figure 20)
. APPLY RELEASING AGENT: Apply a thin layer of LOCTITE®
Silicone Lubricant release agent to the key and to any area where
you do not want the product to stick. (See Figure 21)
. APPLY EPOXY: Apply the recommended epoxy using a spatula
or putty knife. Use a thin coat on the bottom and a thicker layer
on the side walls to ensure the key will not be raised and also to
ensure a close tolerance fit. (See Figure 22)
. SCRAPE: Scrape away excess epoxy from the side of the
keyway. (See Figure 23)
. IMMEDIATELY REPOSITION: Immediately reposition the shaft
on the hub to properly align the key, shaft and hub. Leave
assembled. (See Figure 24)
Typical Repair Applications

LOCTITE® Fixmaster® Metal Rebuilding|
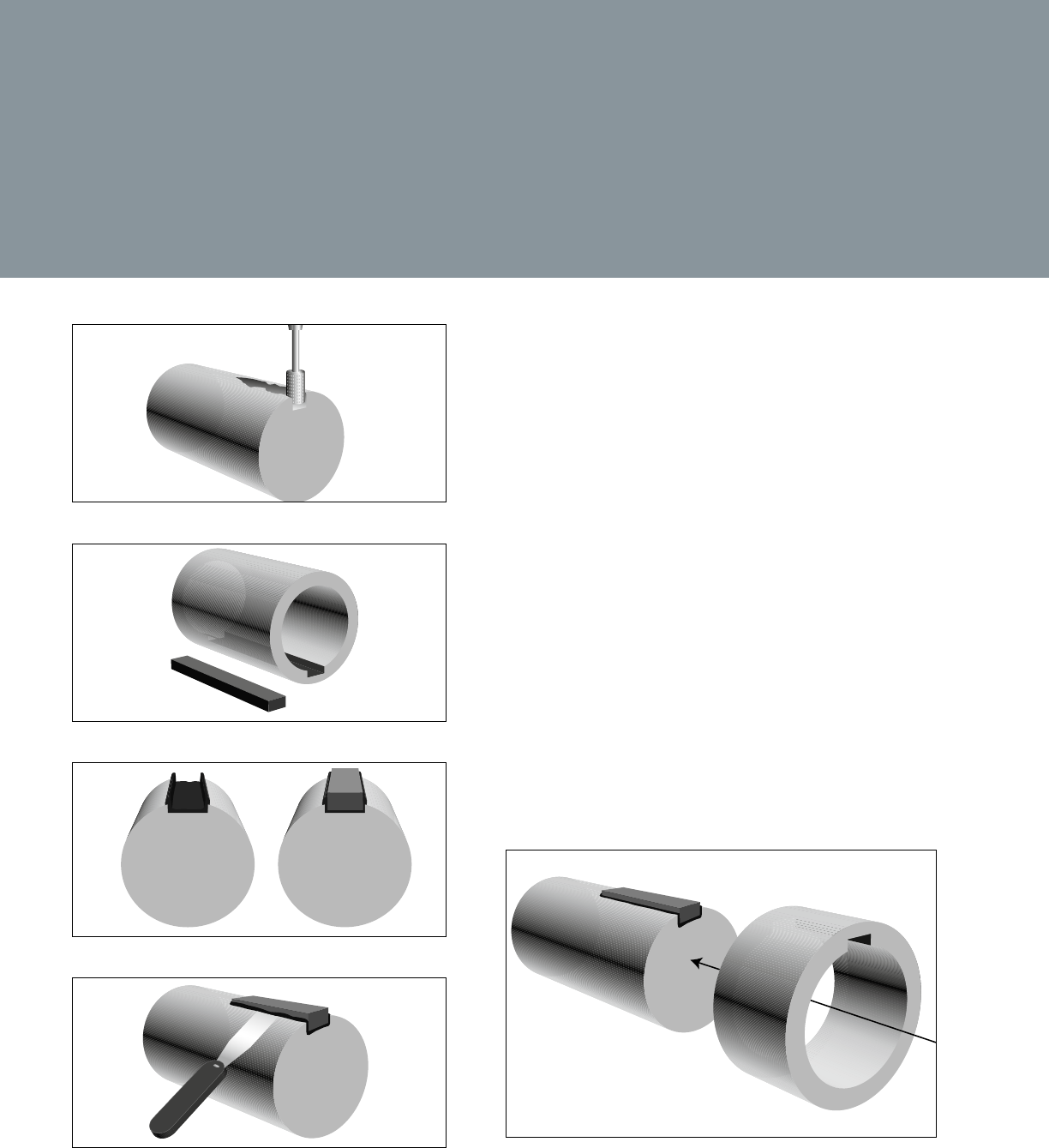
Figure . File socket to ° angle.
Figure . Install coated spline into shaft and remove
excess epoxy.
SPLINES:
. REMOVE SPLINE: Remove spline shaft from the socket and
chamfer the edges of the sockets to a ° angle using a file.
(See Figure 25)
. PREPARE SURFACE: Prepare the application surface by
degreasing surface thoroughly. Check the spline shaft for evenness
and remove any high spots or rough areas by filing or sanding.
Degrease again.
. APPLY RELEASE AGENT: Apply a thin layer of LOCTITE® Silicone
Lubricant release agent to the spline shaft, ensuring that the entire
surface is coated.
. MIX AND APPLY REPAIR COMPOUND: Mix and apply the
recommended repair compound to the spline shaft. Do not apply
product into the socket. Immediately push the spline shaft into the
socket and remove excess material. (See Figure 26)
Allow the epoxy to cure according to the application instructions
before putting the equipment back into service.
If it will be necessary to dismantle the assembly in the future, mark
the position of the spline and socket in order to be able to reposition
the assembly in exactly the same position. (See Figure 27)
Figure . Mark the position of the spline in the socket for
future assembly.
| LOCTITE® Fixmaster® Metal Rebuilding
POURABLE KNEADABLE
STICKS
TROWELABLE
PRODUCT Item
Number
Package
Type & Size
LOCTITE® FIXMASTER® COMPOSITES PROPERTIES CHARTS
Fixmaster®
Fast Set Steel Epoxy* 96604 50 ml cartridge Grey 200 2,600 3 minutes 6 to 8
minutes 7 CFIA
Fixmaster® 2000° Putty* 95724 8 oz. can Grey 2000 675 30 minutes 1 hour 7 N/A
TEMPERATURE
RESISTANCE (°F)
WORKLIFE
FIXTURE TIME
‡
TENSILE SHEAR
STRENGTH (psi)
COLOR
(CURED)
PRODUCT Item
Number
Package
Type & Size
COMPRESSIVE STRENGTH
‡
(psi)
WORKING TIME
HARDNESS
(SHORE D)
FUNCTIONAL CURE
MIX RATIO
BY VOLUME
MIX RATIO
BY WEIGHT
TENSILE SHEAR
STRENGTH
†
(psi)
AGENCY
APPROVALS
COLOR
MAXIMUM TEMPERATURE
†
(°F)
COVERAGE
(FT.
2
AT
1
⁄
4
” THICKNESS)
Fixmaster®
Metal Magic Steel™*98853 4 oz. stick Grey 16 in.2250 12,000 2,500 80 3
minutes
10
minutes N/A N/A NSF 61
Fixmaster® Underwater
Repair Epoxy§82093 4 oz. stick White 16 in.2300 12,000 900 70 15
minutes
30
minutes N/A N/A CFIA
Fixmaster®
Steel Liquid*
97483
97484
1 lb. kit
4 lb. kit Grey 13 in.3
52 in.3225 13,500 6,000 86 25
minutes
6
hours 4:1 9.5:1 ABS,CFIA, NEHC,
NAVSEA
Fixmaster®
Aluminum Liquid* 97453 1 lb. kit Aluminum 17 in.3200 17,000 6,000 85 20
minutes
6
hours 5:1 9:1 ABS,CFIA, NEHC,
NAVSEA
Fixmaster®
Superior Metal*
97473
40900
1 lb. kit
4 kg kit Dark Grey 0.25
2.2 250 18,000 5,500 90 20
minutes
6
hours 4:1 7.25:1 CFIA
Fixmaster®
Steel Putty*
99913
99914
99912
1 lb. kit
4 lb. kit
25 lb. kit
Grey
0.3
1.2
7.5
225 11,100 4,900 85 30
minutes
6
hours 2.5:1 6.25:1ABS,CFIA, NEHC,
NAVSEA
Fixmaster®
Aluminum Putty* 97463 1 lb. kit Aluminum 0.5 200 11,300 4,000 87 20
minutes
6
hours 4:1 6.3:1ABS,CFIA, NEHC,
NAVSEA
Fixmaster®
Stainless Steel Putty* 97443 1 lb. kit Grey 0.25 225 12,000 4,600 85 20
minutes
6
hours 4:19:1ABS,CFIA, NEHC,
NAVSEA
Fixmaster®
Fast Set Steel Putty* 39917 1 lb. kit Grey 0.4 200 10,800 4,600 80 3
minutes
10
minutes 1:1 1.8:1ABS,CFIA, NEHC,
NAVSEA
FULL CURE
(HOURS)
AGENCY
APPROVALS
TROWELABLE
§ Properties based on ultimate cure. Epoxy properties based on mixing 20g mass at 77°F. * Properties based on mixing one lb. mass at 77°F, 7 days cure.
†
Ultimate cure.
‡
Time to reach handling strength
Metal Rebuilding
Composites Properties Chart
LOCTITE® Fixmaster® Metal Rebuilding|
PRODUCT
POURABLE KNEADABLE
TROWELABLE
PRODUCT
LOCTITE® FIXMASTER® COMPOSITES APPLICATION CHART
LOCTITE® FIXMASTER® COMPOSITES BONDING CHARACTERISTICS
Fixmaster® Fast Set Steel Epoxy £ l l £ l
Fixmaster® 2000° Putty l l l
REPAIRING
THREADED PARTS
FIXTURES AND PROTOTYPES
REPAIRING ENGINE BLOCKS
PUMP REPAIR
REPAIRING STAINLESS STEEL
PARTS
REBUILDING IMPELLERS AND
VALVES
REPAIRING ALUMINUM PARTS
FORMING MOLDS AND
FIXTURES
RESTORING TUBE SHEETS
WET SURFACE REPAIRS
EMERGENCY METAL
REPAIRS
REBUILDING SHAFTS,
KEYWAYS AND BEARINGS
CORROSION
PROTECTION
REPAIRING PIPES
AND TANKS
TEMPERATURE
RESISTANT
METAL BONDING
SANDABLE FINISH
PRINTABLE FINISH
GAP FILLING
FAST CURE
TIME
FERROUS METAL
REPAIR
l Preferred Choice £ Good Choice Acceptable Choice
Fixmaster® Metal Magic Steel™l £ l l £
Fixmaster® Underwater Repair Epoxy£ £ l
Fixmaster® Steel Liquid l l £ l
Fixmaster® Aluminum Liquid l l £ l
Fixmaster® Superior Metal l lllll l
Fixmaster® Steel Putty l l £ l
Fixmaster® Aluminum Putty £ l l £
Fixmaster® Stainless Steel Putty £ l £ l
Fixmaster® Fast Set Steel Putty l l £
SPECIALTY
Application Selector Guide
| LOCTITE® Fixmaster® Metal Rebuilding
Acetimide ...........................1
Acetic Acid, 10% ...............3
Acetic Acid, Glacial ............3
Acetic Anhydride ................1
Acetone ..............................3
Acetyl Chloride ...................1
Acetylene, Liquid Phase ......1
Acid Clay ............................1
Acrylic Acid ........................1
Acrylonitrile ......................... 1
Activated Alumina ..............1
Activated Carbon ...............1
Activated Silica ...................1
Alcohol, Allyl .......................2
Alcohol, Amyl .....................2
Alcohol, Benzyl ...................2
Alcohol, Butyl .....................2
Alcohol, Ethyl .....................2
Alcohol, Furfuryl .................2
Alcohol, Hexyl ....................2
Alcohol, lsopropyl ...............1
Alcohol, Methyl ...................3
Alcohol, Propyl ...................1
Alum, Ammonium ...............1
Alum, Chrome ....................1
Alum, Potassium ................1
Alum, Sodium ......................1
Alumina ................................1
Aluminum Acetate ..............1
Aluminum Bicarbonate .......1
Aluminum Bifluoride ...........1
Aluminum Chloride .............1
Aluminum Sulfate ...............1
Ammonia, Anhydrous .........3
Ammonia Solutions, 20%....1
Ammonium Bisulfite, 20% .1
Ammonium Borate .............1
Ammonium Bromide ..........1
Ammonium Carbonate .......1
Ammonium Chloride ..........1
Ammonium Chromate ........1
Ammonium Fluoride ...........1
Ammonium Fluorosilicate ...1
Ammonium Formate ...........1
Ammonium Hydroxide, 20% 1
Ammonium Hyposulfite ......1
Ammonium Iodide ..............1
Ammonium Molybdate .......1
Ammonium Nitrate .............1
Ammonium Oxalate ............1
Ammonium Persulfate ........1
Ammonium Phosphate .......1
Ammonium Picrate .............1
Ammonium Sulfate, 10% ...1
Ammonium Sulfate Scrubber 1
Ammonium Sulfide .............1
Ammonium Thiocyanate ....1
Amyl Acetate ......................2
Amyl Amine ........................1
Amyl Chloride .....................1
Aniline ................................. 2
Aniline Dyes ........................1
Anodizing Bath ...................2
Antichlor Solution ...............1
Antimony Acid Salts ...........1
Antimony Oxide ..................1
Antioxidant Gasoline ..........1
Aqua Regia, 20% ...............1
Argon .................................. 1
Armeen § ............................1
Arochlor § ...........................1
Aromatic Gasoline ...............1
Aromatic Solvents ..............2
Arsenic Acid .......................1
Asbestos Slurry ..................1
Ash Slurry ...........................1
Asphalt Emulsions ..............1
Asphalt, Molten ..................1
Bagasse Fibers ...................1
Barium Acetate ...................1
Barium Carbonate ..............1
Barium Chloride .................1
Barium Hydroxide ..............1
Barium Sulfate ....................1
Battery Acid .........................1
Battery Diffuser Juice .........1
Bauxite (See Alumina) ........1
Bentonite ............................1
Benzaldehyde ..................... 1
Benzene .............................2
Benzene Hexachloride .......1
Benzene in Hydrochloric Acid,
20% .....................................1
Benzoic Acid ......................1
Benzotriazole ...................... 1
Beryllium Sulfate ................1
Bicarbonate Liquor .............1
Bilge Lines ..........................1
Bleach Liquor .....................1
Bleached Pulps ..................3
Borax § Liquors ..................3
Boric Acid ...........................1
Brake Fluids .......................1
Brine, Chlorinated ..............1
Brine, Cold .........................1
Bromine Solution ................3
Butadiene ...........................1
Butyl Acetate ......................2
Butyl Alcohol ......................2
Butyl Amine ........................2
Butyl Cellosolve § ..............2
Butyl Chloride .....................1
Butyl Ether, Dry ..................1
Butyl Lactate ......................1
Butyral Resin ......................1
Butyraldehyde ....................1
Butyric Acid ........................1
Cadmium Chloride .............1
Cadmium Plating Bath .......1
Cadmium Sulfate .................1
Calcium Acetate .................1
Calcium Bisulfate ...............1
Calcium Carbonate ............1
Calcium Chlorate ................1
Calcium Chloride ................1
Calcium Chloride Brine ......1
Calcium Citrate ...................1
Calcium Ferrocyanide ........1
Calcium Formate ................1
Calcium Hydroxide .............1
Calcium Lactate .................1
Calcium Nitrate ...................1
Calcium Phosphate ............1
Calcium Silicate ..................1
Calcium Sulfamate .............1
Calcium Sulfate ..................1
Calcium Sulfite ...................1
Camphor ............................1
Carbitol ............................... 1
Carbolic Acid, Phenol ........1
Carbon Bisulfide .................1
Carbon Black .....................1
Carbon Tetrachloride .........1
Carbonic Acid .....................1
Carbowax § ........................1
Carboxymethyl Cellulose ...1
Carnauba Wax ....................1
Casein ................................1
Casein, Water Paint ...........1
Celite ..................................1
Cellosolve § ........................2
Cellulose Pulp ....................1
Cellulose Xanthate .............1
Cement, Dry/Air Blown ......1
Cement Grout .....................1
Cement Slurry ....................1
Ceramic Enamel .................1
Ceric Oxide ........................1
Chalk ..................................1
Chemical Pulp ....................1
Chestnut Tanning ...............1
China Clay ..........................1
Chloral Alcoholate ..............1
Chloramine .........................1
Chlorinated Hydrocarbons .2
Chlorinated Paperstock .....1
Chlorinated Solvents ...........2
Chlorinated Sulphuric Acids
2
Chlorinated Wax .................1
Chlorine Dioxide .................1
Chlorine, Liquid ..................1
Chlorine, Dry ......................1
Chloroacetic Acid ...............2
Chlorobenzene, Dry ...........1
Chloroform, Dry ..................1
Chloroformate Methyl ........1
Chlorosulfonic Acid ............1
Chrome Acid Cleaning, 20% ...1
Chrome Liquor, 20% ...........1
Chrome Plating Bath, 20% 1
Chromic Acid, 10% ............2
Chromic Acid, 50% Cold ...3
Chromic Acid, 50% Hot .....3
Chromium Acetate .............1
Chromium Chloride ............1
Chromium Sulfate ..............1
Classifier ............................. 1
Clay ....................................1
Coal Slurry ..........................1
Coal Tar ..............................1
Cobalt Chloride ..................1
Copper Ammonium Formate
1
Copper Chloride .................1
Copper Cyanide .................1
Copper Liquor ....................1
Copper Naphthenate ..........1
Copper Plating, Acid Process ...1
Copper Plating, Alk. Process 1
Copper Sulfate ...................1
Core Oil ..............................1
Corundum ..........................1
Creosote ............................. 1
Creosote, Cresylic Acid .....1
Cyanide Solution ................1
Cyanuric Chloride ...............1
Cyclohexane ....................... 1
Cylinder Oils .......................1
De-Ionized Water ...............1
De-Ionized Water, Low
Conductivity .....................1
Detergents .......................... 1
Developer, Photographic ...1
Dextrin ................................1
Diacetone Alcohol ..............3
Diammonium Phosphate .....1
Diamylamine ....................... 1
Diatomaceaus Earth Slurry 1
Diazo Acetate .....................1
Dibutyl Phthalate ................1
Dichlorophenol ...................1
Dichloro Ethyl Ether ...........1
Dicyandamide ....................1
Dielectric Fluid ....................1
Diester Lubricants ..............1
Diethyl Ether, Dry ...............1
Diethyl Sulfate ....................1
Diethylamine ....................... 1
Diethylene Glycol ...............1
Diglycolic Acid ....................1
Dimethyl Formamide ..........1
Dimethyl Sulfoxide ..............1
Dioxane, Dry .......................1
Dioxidene ...........................1
Dipentene, Pinene ...............1
Diphenyl .............................1
Distilled Water, Industrial ...1
Dowtherm § ........................1
Drying Oil ............................1
Dust, Flue (Dry) ...................1
Dye Liquors .........................1
Emery Slurry .......................1
Emulsified Oils ....................1
Enamel Frit Slip ..................1
Esters General ....................1
Ethyl Acetate ......................2
Ethyl Alcohol ......................2
Ethyl Amine ........................1
Ethyl Bromide .....................1
Ethyl Cellosolve § ...............2
Ethyl Cellosolve § Slurry ....2
Ethyl Formate .....................1
Ethyl Silicate .......................1
Ethylene Diamine ................1
Ethylene Dibromide ............1
Ethylene Dichloride ............1
Ethylene Glycol ..................1
Ethylenediamine Tetramine .1
Fatty Acids .........................1
Fatty Acids, Amine .............1
Fatty Alcohol .......................1
Ferric Floc ..........................1
Ferric Chloride ....................1
Ferric Nitrate .......................1
Ferric Sulfate .......................1
Ferrocence, Oil Sol .............1
Ferrous Chloride .................1
Ferrous Oxalate ...................1
Ferrous Sulfate, 10% ..........1
Ferrous Sulfate, Sat ...........1
Fertilizer Sol ........................1
Flotation Concentrates ........1
Fluoride Salts .....................1
Fluorine, Gaseous or Liquid 1
Fluorolube ..........................1
Fluosilic Acid ......................1
Flux, Soldering ...................1
Fly Ash, Dry ........................1
Foam Latex Mix .................1
Foamite ..............................1
Formaldehyde, Cold ...........2
Formaldehyde, Hot .............3
Formic Acid, Dil. Cold .........2
Formic Acid, Dil. Hot ..........3
Formic Acid, Cold ..............2
Formic Acid, Hot ................3
Freon § ...............................1
Fuel Oil .............................. 1
Fuming Nitric, Red, 20% ....1
Fuming Sulfuric , 20%.........1
Fuming Oleum ....................2
Furfural ...............................1
Gallic Acid ..........................1
Gallium Sulfate ...................1
Gasoline, Acid Wash ..........1
Gasoline, Alk. Wash ...........1
Gasoline, Aviation ..............1
Gasoline, Copper Chloride .1
Gasoline, Ethyl ...................1
Gasoline, Motor ..................1
Gasoline, Sour ....................1
Gasoline, White ..................1
Gluconic Acid .....................1
Glue, Animal Gelatin ...........1
Glue, Plywood ....................1
Glutamic Acid .....................1
Glycerine Lye, Brine ...........1
Glycerol ..............................1
Glycine ...............................1
Glycine Hydrochloride .........1
Glycol Amine ......................1
Glycolic Acid ......................1
Glyoxal ...............................1
Gold Chloride .....................1
Gold Cyanide .....................1
Granodine ........................... 1
Grape Pomace Graphite .....1
Grease, Lubricating ............1
Green Soap ........................1
Grinding Lubricant ..............1
Grit, Steel ...........................1
Gritty Water ........................1
Groundwood Stock ............1
GRS Latex ..........................1
Gum Paste .........................1
Gum Turpentine .................1
Gypsum ..............................1
Halane Sol ..........................1
Halogen, Tin Plating ...........1
Halowax § ..........................1
Harvel, Trans. 0il ................1
Heptane .............................. 1
Hexachlorobenzene ...........2
Hexadiene ..........................1
Hexamethylene Tetramine .1
Hexane ...............................1
Hydrazine ...........................1
Hydrazine Hydrate ..............1
Hydrobromic Acid ..............3
Hydrochloric Acid, 20% .....1
Hydrocyanic Acid ...............1
Hydroflouric Acid ................3
Hydrogen Peroxide, Dil ......1
Hydrogen Peroxide, Con,
20% .....................................1
Hydroponic Sol ..................1
Hydroquinone ..................... 1
Hydroxyacetic Acid ............1
Hypo ................................... 1
Hypochlorous Acid ....................1
Ink ....................................... 1
Ink in Solvent, Printing .......2
Iodine in Alcohol .................2
Iodine, Potassium Iodide ...1
Iodine Solutions ..................1
Ion Exchange, Service .......1
Ion Exclusion, Glycol ..........1
Irish Moss Slurry ................1
Iron Ore, Taconite ..............1
Iron Oxide ...........................1
Isobutyl Alcohol ..................1
Isobutyraldehyde ................ 1
Isooctane ............................ 1
Isopropyl Alcohol ...............1
Isocyanate Resin ................1
Isopropyl Acetate ...............2
Isopropyl Ether ...................2
Itaconic Acid ......................1
Jet Fuels .............................2
Jeweler’s Rouge .................1
Jig Table Slurry ..................1
Kaolin §, China Clay ...........1
Kelp Slurry ..........................1
Kerosene ............................1
Kerosene, Chlorinated ........1
Ketone ................................3
Lacquer Thinner .................1
Lactic Acid .........................1
Lapping Compound ...........1
Latex, Natural .....................1
Latex, Synthetic .................1
Latex, Synthetic Raw .........1
Laundry Wash Water ..........1
Laundry Bleach ..................3
Laundry Blue ......................1
Laundry Soda .....................1
Lead Arsenate ....................1
Lead Oxide .........................1
Lead Sulfate .......................1
Lignin Extract .....................1
Lime, Slaked .......................1
Lime Sulfur Mix ..................1
Liquid Ion Exchange ..........1
Lithium Chloride .................1
LOX, Liquid 02 .....................1
Ludox .................................1
Lye, 20% ............................1
Machine Coating, Color .....1
Magnesite Slurry ................1
Magnesite ........................... 1
Magnesium Bisulfite ...........1
Magneslum Carbonate .......1
Magnesium Chloride ..........1
Magnesium Hydroxide .......1
Magnesium Sulfate..............1
Maleic Acid .........................1
Maleic Anhydride ................1
Manganese Chloride ...........1
Manganese Sulfate..............1
Melamine Resin ..................1
Menthol ..............................3
Mercaptans ........................1
Mercuric Chloride ...............1
Mercuric Nitrate ..................1
Mercury ..............................1
Mercury, Dry .......................1
Methane .............................1
Methyl Alcohol ....................1
Methyl Acetate ...................1
Methyl Bromide ..................1
Methyl Carbitol ...................1
Methyl Cellosolve § ............1
Methyl Chloride ..................3
Methyl Ethyl Ketone ............3
Methyl Isobutyl Ketone .......3
Methyl Lactate ....................1
Methyl Orange ....................1
Methylamine .......................1
Methylene Chloride ............3
Mineral Spirits ....................1
Mixed Acid, Nitric/Sulfuric,
20% .....................................1
Monochloracetic Acid, 10% .1
Morpholine .........................1
Mud ....................................1
Nalco Sol. ...........................1
Naphtha .............................. 1
Naphthalene .......................1
Naval Stores Solvent ..........1
Nematocide ........................1
Neoprene Emulsion ............1
Neoprene, Latex .................1
Nickel Acetate ....................1
Nickel Ammonium Sulfate ...1
Nickel Chloride ...................1
Nickel Cyanide ...................1
Nickel Fluoborate ...............1
Nickel Ore Fines .................1
Nickel Plating Bright ...........1
Nickel Sulfate .....................1
Nicotinic Acid .....................1
Nitrate Sol. .........................1
Nitration Acid(s) ..................1
Nitric Acid, 10% .................2
Nitric Acid, 20% .................3
Nitric Acid, Anhydrous .......2
Nitric Acid, Fuming .............3
Nitro Aryl Sulfonic Acid ......2
Nitrobenezene, Dry ............2
Nitrocellulose ...................... 1
Nitrofurane ..........................1
Nitroguanidine ....................1
Nitroparaffins, Dry ..............1
Nitrosyl Chloride .................1
Norite Carbon .....................1
Nuchar ................................ 1
Oakite § Compound ............1
Oil, Creosote ......................1
Oil, Emulsified ....................1
Oil, Fuel ..............................1
Oil, Lubricating ...................1
Oil, Soluble .........................1
Oleic Acid, Hot ...................1
Oleic Acid, Cold .................1
Ore Fines, Flotation ............1
Ore Pulp .............................1
Organic Dyes ......................1
Oxalic Acid, Cold ...............1
Ozone, Wet .........................1
Paint, Linseed Base ............1
Paint, Water Base ..............1
Paint Remover, Sol. Type ..1
Paint, Vehicle ......................... 1
LEGEND:
1 Compatible
2 Intermittent
Exposure
3 Not Compatible
Loctite® Fixmaster™ Chemical Compatibility
LOCTITE® Fixmaster® Metal Rebuilding|
NOTE:
1. The above information does not constitute a recommendation of product use. It is intended only as a guide for consideration by the purchaser with the expectation of favorable
confirming test results. It is impossible to test product reaction with the multitude of chemicals in existence, therefore, compatibility has been estimated based on a wide variety of
customer experience.
2. With the stringent action of such chemicals as Freon§, strong cold acids and caustics, thorough evaluation is suggested.
3. Contact Henkel Corporation for use with chemicals not covered by this information.
§Listing(s) may be Brand Name(s) or Trademarks for chemicals of Corporations other than Henkel.
The data contained herein are furnished for information only and are believed to be reliable.
We cannot assume responsibility for the results obtained by others over whose methods we
have no control. It is the user’s responsibility to determine suitability for the user’s purpose of
any production methods mentioned herein and to adopt such precautions as may be advisable
for the protection of property and of persons against any hazards that may be involved in the
handling and use thereof.
In light of the foregoing, HENKEL CORPORATION SPECIFICALLY DISCLAIMS ALL
WARRANTIES OF MERCHANTABILITY OR FITNESS FOR A PARTICULAR PURPOSE ARISING
FROM SALE OR USE OF HENKEL CORPORATION’S PRODUCTS. HENKEL CORPORATION
SPECIFICALLY DISCLAIMS ANY LIABILITY FOR CONSEQUENTIAL OR INCIDENTAL
DAMAGES OF ANY KIND, INCLUDING LOST PROFITS. The discussion herein of various
processes or compositions is not to be interpreted as a representation that they are free from
domination of patents owned by others or as a license under any HENKEL CORPORATION
patents which may cover such processes or compositions. We recommend that each
prospective user test the proposed application to determine its suitability for the purposes
intended prior to incorporation to determine its suitability for manufacturing process using this
data as a guide. These products may be covered by one or more United States or foreign
patents or patent application.
Palmitic Acid .......................... 1
Paper Board, Mill Waste ....... 1
Paper Coating Slurry .............. 1
Paper Pulp ............................. 1
Paper Pulp with Amun. ......... 1
Paper Pulp with Dye ............. 1
Paper Pulp, Bleached ........... 3
Paper Pulp, Bleached,
washed ............................... 3
Paper Pulp, Chlorinated ........ 2
Paper Groundwood .............. 1
Paper Rag ............................... 1
Paper Stocks, Fine .............1
Paradichlorobenezene .......2
Paraffin, Molten ..................1
Paraffin Oil ..........................1
Paraformaldehyde ..............1
Pectin Solution Acid ...........1
Pentachlorethane ...............2
PentaerythritoI Sol. .............1
Perchlorethylene, Dry ..........2
Perchloric Acid, 10% .........3
Perchloromethyl Mercaptan .
1
Permanganic Acid ..............2
Persulfuric Acid, 10% ........3
Petroleum Ether, 10% ........3
Petroleum Jelly ...................1
Phenol Formaldehyde Resins ...1
Phenol Sulfonic Acid ..........1
Phenolic Glue .....................1
Phloroglucinol .....................1
Phosphate Ester .................1
Phosphatic Sand ................1
Phosphoric Acid, 85% Hot 3
Phosphoric Acid, 85% Cold
3 Phosphoric Acid, 50% Hot
3
Phosphoric Acid, 50% Cold
3
Phosphoric Acid, 10% Cold
1
Phosphoric Acid, 10% Hot 3
Phosphorous, Molten ........1
Phosphotungstic Acid, 20% .
1
Photographic Sol. ..............1
Phthalic Acid ......................1
Phytate ............................... 1
Phytate Salts ......................1
Pickling Acid, Sulfuric ........3
Picric Acid Solutions .........1
Pine Oil Finish ....................1
Plating Sol. as follows:
Brass Cyanide ................1
Bronze, Cyanide ............1
Chromium and Cadmium
1
Cyanide ..........................1
Cobalt Acid, 20% ..........1
Copper Acid, 20% .........1
Copper Alk., 20% ..........1
Gold Cyanide .................1
Iron Acid, 20% ..............1
Lead, Fluoro ..................1
Nickel, Bright .................1
Platinum ........................1
Silver Cyanide ...............1
Tin Acid, 20% ................1
Tin Alk. Barrel, 20% ......1
Zinc Acid, 20% ...............1
Zinc Alk. Cyanide ...........1
Polyacrylonitrile Slurry ........1
Polypentek .........................1
Polysulfide Liquor ...............1
Polyvinyl Acetate Slurry .....1
Polyvinyl Chloride ...............1
Porcelain Frit ......................1
Potash ................................1
Potassium Acetate .............1
Potassium Alum. Sulfate ....1
Potassium Bromide ............1
Potassium Carbonate .........1
Potassium Chlorate ............1
Potassium Chloride Sol. .....1
Potassium Chromate ..........1
Potassium Cyanide Sol. .....1
Potassium Dichromate .......1
Potassium Ferricyanide ......1
Potassium Hydroxide,
40% ..................................1
Potassium Iodide ...............1
Potassium Nitrate ...............1
Potassium Perchlorate .......1
Potassium Permanganate ..1
Potassium Persulfate .........1
Potassium Phosphate ........1
Potassium Silicate ..............1
Potassium Sulfate ..............1
Potassium Xanthate ...........1
Press Board Waste ............1
Propionic Acid ....................1
Propyl Alcohol ....................1
Propyl Bromide ..................1
Propylene Glycol ................1
Pumice ...............................1
Pyranol ...............................1
Pyridine ..............................1
Pyrogallic Acid ...................1
Pyrogen, Free Water ..........1
Pyrole .................................1
Pyromellitic Acid .................1
Quebracho Tannin ..............1
Rag Stock, Bleached ..........2
Rare Earth Salts .................1
Rayon Acid Water ..............1
Rayon Spin Bath ................1
Rayon Spin Bath, Spent .....1
Resorcinol ..........................1
River Water ..........................1
Road Oil .............................1
Roccal ................................1
Rosin, Wood ........................1
Rosin in Alcohol .................1
Rosin Size ..........................1
Rubber Latex ......................1
Safrol ...................................1
Salt, Alkaline .......................1
Salt, Electrolytic .................1
Salt, Refrig. .........................1
Sand, Air Blown Slurry .......1
Sand, Air Phosphatic .........1
Sea Coal .............................1
Sea Water ...........................1
Selenium Chloride ..............1
Sequestrene .......................1
Sewage ...............................1
Shellac ................................ 1
Shower Water .....................1
Silica Gel ............................1
Silica, Ground .....................1
Silicone Tetrachloride .........1
Silicone Fluids ....................1
Silver Cyanide ....................1
Silver Iodide, Aqu. ..............1
Silver Nitrate .......................1
Size Emulsion .....................1
Skelly Solve E, L .................1
Slate to 400 Mesh ..............1
Soap, Lye ...........................1
Soap Solutions, Stearates .1
Soap Stone, Air Blown .......1
Soda Pulp ...........................1
Sodium Acetate ..................1
Sodium Acid Fluoride, 20% 1
Sodium Aluminate ..............1
Sodium Arsenate ................1
Sodium Benzene Sulfonate 1
Sodium Bichromate ...........1
Sodium Bisulfite .................1
Sodium Bromide ................1
Sodium Carbonate .............1
Sodium Chlorate ................1
Sodium Chlorite .................1
Sodium Cyanide .................1
Sodium Ferricyanide ..........1
Sodium Formate .................1
Sodium Glutamate .............1
Sodium Hydrogen Sulfate ..1
Sodium Hydrosulfite ...........1
Sodium Hydrosulfide ..........1
Sodium Hydrochloride .......2
Sodium Hydroxide, 20% ....1
Sodium Hydro., 20% Cold .3
Sodium Hydro., 20% Hot ...2
Sodium Hydro., 50% Cold .3
Sodium Hydro., 50% Hot ...3
Sodium Hydro., 70% Cold .3
Sodium Hydro., 70% Hot ...3
Sodium Hypochlorite ..........3
Sodium Lignosulfonate ......1
Sodium Metasilicate ...........1
Sodium, Molten ..................1
Sodium Nitrate ...................1
Sodium Nitrite, Nitrate .........1
Sodium Perborate ..............1
Sodium Peroxide ................1
Sodium Persulfate ..............1
Sodium Phosphate, Mono .1
Sodium Phosphate, Tri ......1
Sodium Potassium Chloride .1
Sodium Salicylate ...............1
Sodium Sesquicarbonate ...1
Sodium Silicate ..................1
Sodium Silcofluoride ..........1
Sodium Stannate ................1
Sodium Sulfate ...................1
Sodium Sulfide ...................1
Sodium Sulfite ....................1
Sodium Sulfhydrate ............1
Sodium Thiocyanate ..........1
Sodium Thiosulfate ............1
Sodium Tungstate ..............1
Sodium Xanthate ................1
Solox, Denat. Ethanol ........2
Soluble Oil ..........................1
Solvent Naphthas ...............1
Sorbic Acid .........................1
Sour Gasoline .....................1
Soybean Sludge Acid .........1
Spensol Solution ................1
Stannic Chloride .................1
Starch .................................1
Starch Base ........................1
Stearic Acid ........................1
Steep Water .......................1
Sterilization Steam .............1
Stillage Distillers .................1
Stoddard Solvent ...............1
Styrene ...............................1
Styrene Butadiene, Latex ...1
Sulfamic Acid, 20% ............1
Sulfan, Sulfuric Anhydride ..1
Sulfathiazole .......................1
Sulfite Liquor ......................1
Sulfite Stock .......................1
Sulfonated Oils ...................1
Sulfones .............................1
Sulfonic Acids ....................2
Sulfonyl Chloride ................1
Sulfur Slurry ........................1
Sulfur Solution ....................1
in Carbon Disulfide ..........1
Sulphuric Acid, 0-7% .........2
Sulphuric Acid, 7-40% .......3
Sulphuric Acid, 40-75% .....3
Sulphuric Acid, 75-95% .....3
Sulphuric Acid, 95-100% ...3
Sulphurous Acid .................2
Sulfuryl Chloride .................1
Surfactants .........................1
Synthetic Latex ..................1
Taconite, Fines ...................1
Talc Slurry ..........................1
Tankage Slurry ...................1
Tannic Acid, Cold ...............1
Tamin ..................................1
Tar and Tar Oil ...................1
Tartaric Acid .......................1
Television Chemicals ..........1
Tergitol § ............................1
Terpineol .............................1
Tetraethyl Lead ..................1
Tetrahydrofuran .................. 1
Tetranitromethane ..............1
Textile Dyeing .....................1
Textile Finishing Oil ............1
Textile Printing Oil ..............1
Thiocyanic Acid ..................1
Thioglycollic Acid ...............1
Thionyl Chloride .................1
Thiophosphoryl Chloride ....1
Thiourea .............................1
Thorium Nitrate ..................1
Thymol ................................ 1
Tin Tetrachlorida ................1
Tinning Sol., DuPont ..........1
Titania Paper Coating ........1
Titanium Oxide Slurry .........1
Titanium Oxy Sulfate ..........1
Titanium Sulfate .................1
Titanium Tetrachloride .......1
Toluol .................................. 3
Toluene ............................... 3
p-Toluene Sulfonic Acid .....2
Transil Oil ...........................1
Trichloracetic Acid, 10% ....1
Trichlorethane, 1,1,1 ..........2
Trichlorethylene .................. 2
Trichlorethylene, Dry ..........2
Tricresyl Phosphate ............1
Triethanolamine .................. 1
Triethylene Glycol ...............1
Trioxane .............................. 1
Tungstic Acid .....................1
Turpentine ...........................1
UCON § Lube .....................1
Udylite Bath, Nickel ............1
Undecylenic Acid ...............1
Unichrome Sol., Alk. ..........1
Uranium Salts .....................1
Uranyl Nitrate .....................1
Uranyl Sulfate .....................1
Urea Ammonia Liquor, 20%
1
Vacuum Oil .........................1
Vanadium Pentoxide ..........1
Slurry ..................................1
Varnish ................................1
Varsol, Naphtha Solv. .........1
Versene § ...........................1
Vinyl Acetate, Dry or
Chloride Monomer ...........1
VinyI Chloride, Latex Emul . 1
Vinyl Resin Slurry ...............1
Viscose ...............................1
Vortex, Hydroclone..............1
Water, Acid Below pH 7 ......2
Water, pH 7 to 8 .................1
Water, Alkaline
Over pH 8, 20% ......................1
Water, Mine Water .............1
Water, Potable .....................1
Water, River ........................1
Water, Sandy ......................1
Water, “White”
low pH, 20% ...................1
Water, “White”
high pH, 20% ..................1
Wax ....................................1
Wax, Chlorinated ................1
Wax Emulsions ...................1
Weed Killer, Dibromide ......1
Weisberg Sulfate Plating ....1
Wood, Ground Pulp ...........1
Wort Lines ...........................1
X-Ray Developing Bath ......1
Xylene ................................. 3
Zelan ...................................1
Zeolite Water ......................1
Zinc Acetate .......................1
Zinc Bromide ......................1
Zinc Chloride ......................1
Zinc Cyanide, Alk. ..............1
Zinc Fines Slurry ................1
Zinc Flux Paste ..................1
Zinc Galvanizing .................1
Zinc Hydrosulfite ................1
Zinc Oxide in Water.............1
Zinc Oxide in Oil .................1
Zinc Sulfate ........................1
Zincolate ............................. 1
Zirconyl Nitrate ...................1
Zirconyl Sulfate ...................1
Gases
Acetylene ............................ 1
Acid and Alkali Vapors .......2
Air .......................................1
Amine .................................1
Ammonia ............................1
Butane ................................1
Butadiene, Gas/Liquid ........1
Butylene, Gas/Liquid ..........1
By-Product Gas, Dry ..........1
Carbon Dioxide ..................1
Carbon Disulfide .................1
Carbon Monoxide ..............1
Chloride, Dry ......................1
Chlorine, Dry ......................1
Chlorine, Wet ......................2
Coke Oven Gas, Cold ........1
Coke Oven Gas, Hot ..........3
Cyanogen Chloride ............1
Cyanogen Gas ....................1
Ethane ................................1
Ether, see Diethyl Ether ......1
Ethylene .............................. 1
Ethylene Oxide ...................1
Freon § (11-12-21-22) ........3
Furnace Gas, Cold .............1
Furnace Gas, Hot ...............3
Gas, Drip Oil .......................1
Gas, Flue ............................3
Gas, Natural .......................1
Helium ................................1
Hydrogen Gas, Cold ..........1
Hydrogen Chloride .............1
Hydrogen Cyanide .............1
Hydrogen Sulfide, Wet and
Dry .......................................1
Isobutane .............................1
Methane .............................1
Methyl Chloride ..................3
Natural Gas, Dry .................1
Nitrogen Gas ......................1
Nitrous Oxide .....................1
Oil, Solvent Vapor ..............1
Oxygen ...............................3
Ozone .................................3
Propane .............................. 1
Propylene ...........................1
Steam, High Pressure
(> 70 psi) ..........................1
Steam, Low Pressure
(< 70 psi) ..........................1
Sulfur Dioxide .....................1
Sulfur Dioxide, Dry .............1
Sulfur Trioxide Gas .............1
Sulfuric Acid Vapor, 20% ...1
| LOCTITE® Fixmaster® Metal Rebuilding
PROBLEM POSSIBLE CAUSES SUGGESTED SOLUTION
Curing
too fast
• Air temperature too high
• Application surface too hot
• Composite temperature too hot
• Too much material being mixed
Working time and cure time depend on temperature and the amount of material being
mixed; the higher the temperature, the faster the cure. The larger the amount of material
mixed, the faster the cure. To slow the cure at high temperatures, mix in smaller amounts
to prevent rapid curing and/or cool resin/hardener components and application surface.
Curing
too slow
• Air temperature too cold
• Composite temperature too cold
• Application surface too cold
To speed the cure at low temperatures (<60°F), store at room temperature (70°F ± 5°F)
and/or preheat application surface until warm to the touch.
Loss of
adhesion
• Surface contamination
• Surface too smooth
Prepare surface by grit blasting, if possible. For less severe applications, roughening the
surface with hand tools is suitable. Solvent clean with a residue-free cleaner such as
Loctite® ODC-Free Cleaner & Degreaser or Loctite® Natural Blue® Biodegradable Cleaner
and Degreaser. Product should be applied as soon as possible after surface preparation
to avoid surface rust or contamination.
Excessive
shrinking
and cracking
• Too much product being applied or
poured resulting in high heat buildup
Applying too much material at one time will cause excessive heat buildup, which will
cause shrinking and cracking. Apply material in layers of one inch at a time, allowing the
layer to cool before applying the next layer.
FREQUENTLY ASKED QUESTIONS
TROUBLESHOOTING GUIDE
Q: What is a polymer composite?
A: An epoxy system that contains a reinforcement component such
as fibers, beads, powders, etc. These added composites increase
performance.
Q: Why is surface preparation so important?
A: A successful application is largely dependent on surface
preparation. The application surface must be free from all
contamination. Removal of oil, grease, dust, rust and, for most
products, moisture* will greatly enhance application success. For
more detailed surface preparation techniques, refer to Product
Description Sheets.
* NOTE: Products such as LOCTITE® Fixmaster® Metal Magic Steel™
and Fixmaster® Wet Surface Repair Putty contain hardener
systems that can be applied to damp and underwater surfaces.
Q: Can I add solvents to make them thinner
(easier to work with)?
A: The use of solvent is not recommended due to the possibility of
trapping the solvent in the cured systems, causing voids or soft
spots.
Q: Can I mix just the amount I need instead of the entire
amount of the composite?
A: Yes, Polymer Composites are packaged as kits with
exact ratio, however, partial kits can be mixed if
measured precisely.
Q: Can I remove a polymer composite after it has cured?
A: Polymer composites have great adhesive properties and
are designed not to be removed. If removal is necessary,
LOCTITE® Chisel® Gasket Remover may be used.
Q: Will my cure time be affected if I bring in a cold part from
outdoors into a warm room?
A: If a part is cold and the ambient air is warm, cure time will be
extended. Both the air and the part should be room temperature
to get the prescribed cure time and strength.
Q: If I add more hardener will that make it cure faster?
A: No, epoxy systems have been formulated to contain
an exact amount of resin to react with an exact
amount of hardener. If excess hardener is added,
it will remain unreacted and the physical properties
will be negatively affected.
Q: When can I put my equipment back in service?
A: Functional cure time varies with product type and application
temperature; refer to the Product Description Sheets for
individual product information.
Q: How long will the products last?
A: Durability of a product will depend on the surface preparation,
applicator skill, environmental conditions, chemical exposure, etc.
Frequently Asked Questions
and Troubleshooting Guide
LOCTITE® Fixmaster® Metal Rebuilding|
Notes

All data contained herein are intended as reference only. Please contact your local Henkel Technical Support Group for assistance and recommendation on specifications for these products. Except as otherwise noted, all marks are
trademarks and/or registered trademarks of Henkel and/or its aliates in the U.S. and elsewhere.
®
= registered in the U.S. Patent and Trademark Oce.
©
2013 Henkel Corporation. All rights reserved. 10891/LT-3335 (8/13)
U.S.A.
Henkel Corporation
Engineering Adhesives
One Henkel Way
Rocky Hill, Connecticut 06067
Tel: 1.800.LOCTITE (562.8483)
Tel: 1.860.571.5100
Fax: 1.860.571.5465
www.henkelna.com/mro
Canada
Henkel Canada Corporation
Engineering Adhesives
2515 Meadowpine Blvd.
Mississauga, Ontario L5N 6C3
Tel: 1.800.263.5043 (within Canada)
Tel: 1.905.814.6511
Fax: 1.905.814.5391
