ASK 21 Repair Manual 2016 09 26
User Manual: ASK-21 Repair Manual 2016-09-26
Open the PDF directly: View PDF ![]() .
.
Page Count: 34
nsH 2t
Flight Manua I
lnstructions For Continued
Airworth iness
Repair Manual
ALEXANDER SCHLEICHER GMBH & CO., SEGELFLUGZEUGBAU
D-361 63 POPPENHAUSEN (WASSERKUppE)
Tel. +49 (0) 06658 /89-0 Fax +49 (0) 06658 I 8940
www. alexander-schleicher.de
REPAIR MANUAL
Repair Manual
REPAIR MANUAL
Table of Contents
2. GeneralDirections
3. Repair Methods & Classification
4. Repair Materials + Useful Aids
5. Preparing the Parts for Repair
6. Repair Classes
7. Summary
8. New Materials Carbon & Aramid
9. Tables and Diagrams
Materials Used and Supply Reference
Repair lnstructions and Technical Notes
Page 1
Page 2
Page 3
Page 4
Page 5
Page 5
Page 7
Page 8
Page 1 1
Page22
Annex
January 1994
July 1994
July 1998
April1999
ALEXANDER SCHLEICHER with the
lssue February 1983
Amended and corrected :
Amended :
Amended :
Amended :
Published by the author
assistance of Martin Heide.
Translation into English has been done by best knowledge and judge-
ment. ln any case of doubt the original text in German language is
controlling.
Copyright @ tgag
Alexander Schleicher GmbH & Co. D-36'163 PoppenhausenM/asser-
kuppe
All rights reserved. Reprints or copies, even partly, only with written
consent of the publisher.
Rev.No./Date Sig.
13.04.'1999 Juw
Author Date
Heide Feb.1983
Page no.
1
Repair Manual
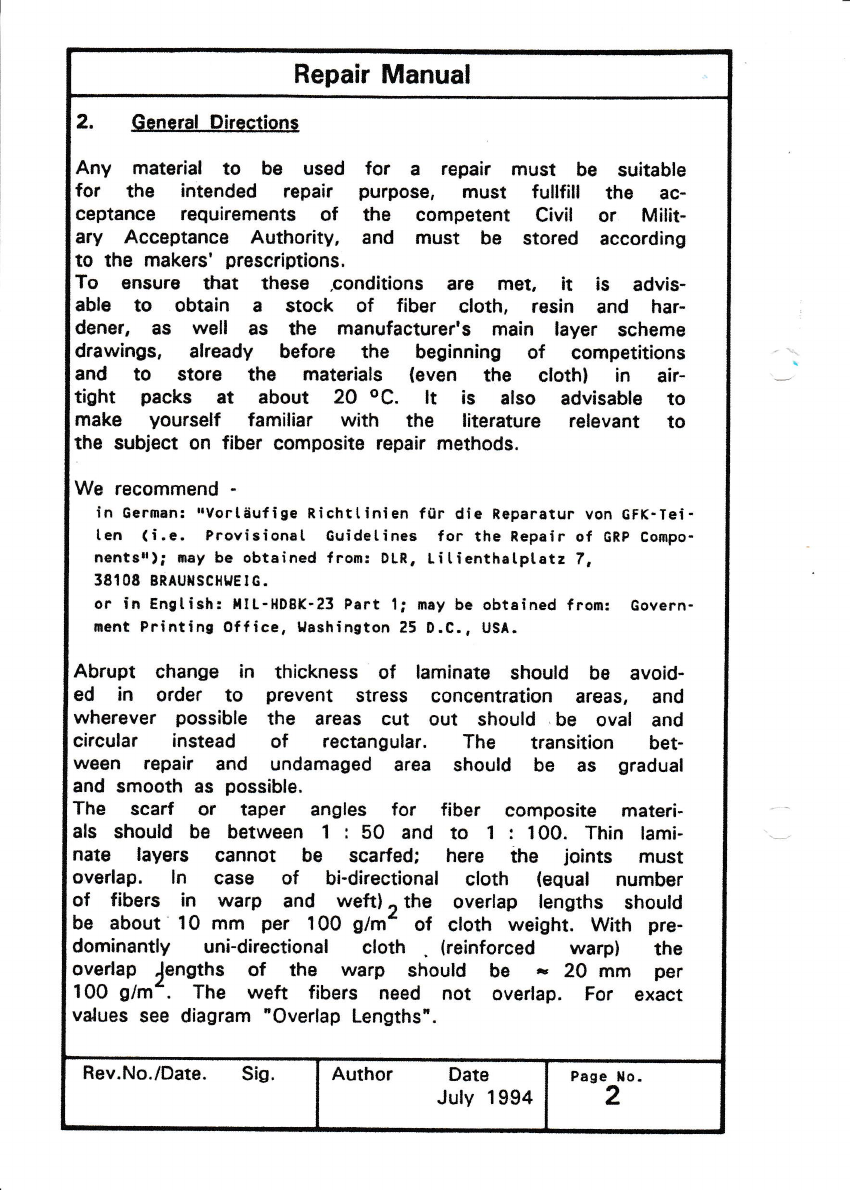
2. General Directions
Any material to be used for a repair must be suitable
for tha intended repair purpose, must fullfill the ac-
ceptance requirements of the compstent Civil or Milit-
ary Acceptance Authority, and must be stored aecording
to the makers' prescriptions.
To ensura that these ponditions ate met, it is advis-
able to obtain a stock of fiber cloth, resin and har-
dener, as well as the manufacturer's main layer scheme
drawings, already before the beginning of competitions
and to store the materials {even the clothl in air-
tight packs at about 20 oC. lt is also advisable to
make yourself familiar with the literature relevant to
the subiect on fiber composite repair methods.
We recommend -
in German: 'rYortiufige Richttinien f0r die ReparEtur von GFK-Tei
ten (i.e. Provisionat Guidetines for the Repair of GRp Compo
nents.r); nay be obtained from: DLR, Litienthal.pl.att.7,
38108 ERAUllSCHrrEIc.
or in English: I|IL-HDBK-23 Part 1; nay be obtained from: Govern
Dent Printing Office, lrashington 25 D.C., USA.
Abrupt change in thickness of laminate should be avoid-
ed in order to prevent stress concentration areas, and
wherever possible the areas cut out should . be oval and
circular instead of rectangular. The transition bet-
ween repair and undamagad area should be as gradual
and smooth as possible.
The scarf or taper angles for fiber composite materi-
als should be between 1 : 50 and to 1 I 100. Thin lami-
nate layers cannot be scarfed; here the joints must
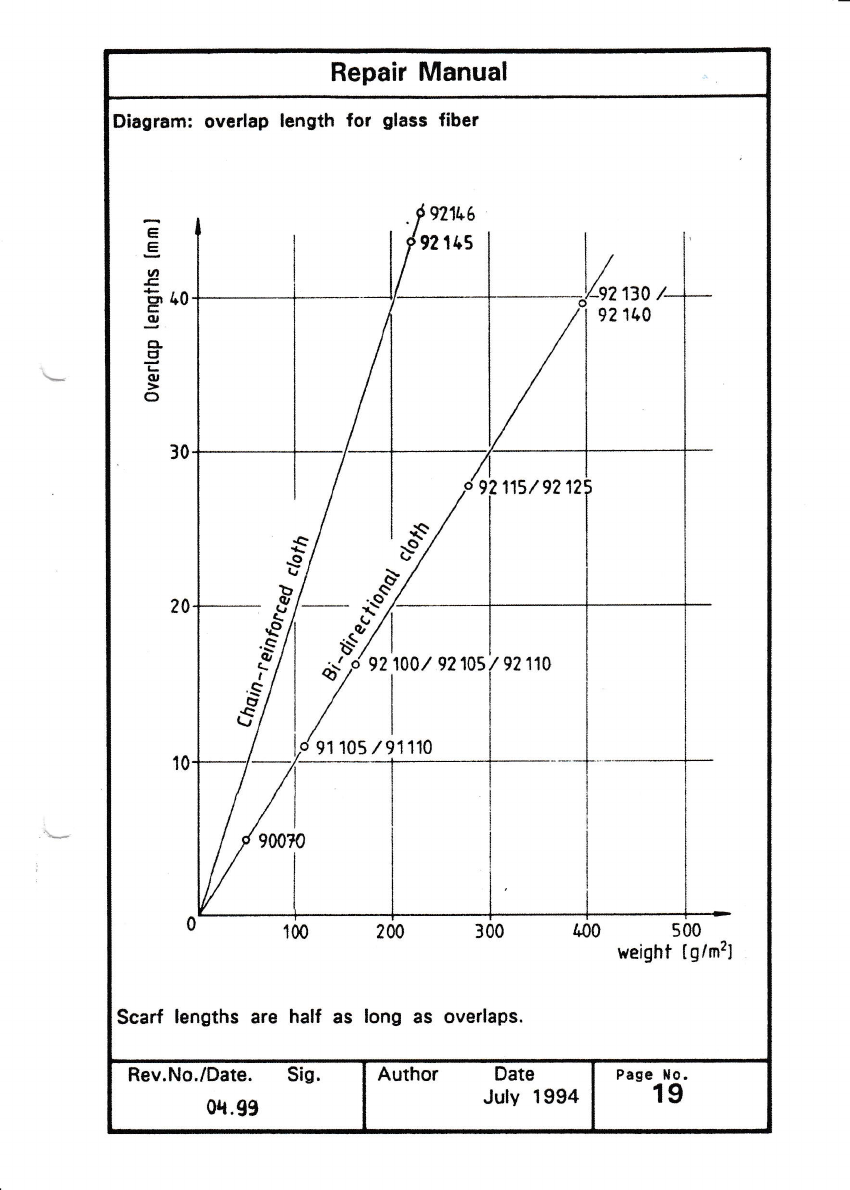
overlap. ln case of bFdirectional cloth (equal number
of fibers in warp and weft), the overlap lengths should
be about 10 mm per 100 g/m- of cloth weight. With pre-
dominantly uni-directional cloth {reinforced warp) the
overlap Jengths of the warp should be - 20 mm per
100 g/m-. The weft fibers need not overlap. For exact
values see diagram "Overlap Lengths".
Rev.No.lDate. SiS. Author Date
July 1994 Page No.
2
Repair Manual
Fiber composite materials are susceptible to water.
Therefore, wet sanding of repaired areas must' be avoid'
ed. For the same reason it is also important that all '
repaired areas be preserved by paint finish after the
inspection - wherever neceqsary by a licensed inspec-
tor.
3. Reoair Methods & Classification
The methods described hereafter apply only to smaller
repairs. Maior repairs must only be carried out by the
manufacturer of the relevant part, or by an appropri-
ately licensed aviation repair station; major repairs
also require a new release inspection. Many referencss
given hereafter apply to the repair of sandwich areas
because they are particularly tricky for repair due to
their structure. These described methods are analogous-
ly applicable to any simple fiber composite skin re-
pair.
Repair Classilication
Sometimes it may be necessary to do a temporary repair
while ths permanent repair over a larger area will
then be carried out later by the manufacturer. Such
provisional repairs ar€ usually done mostly only super-
ficially and are not the subiect of these repair in-
structions.
Repairs are divided into the following classes, accord-
ing to the extent to which the damage affects the air-
worthiness of the entire aircraft.
CTASS 1: Large area destructions requiiing partial re-
placement of the componont or a repair over
a large erea, i.e. damage to highly stressed
components which impair the airworthiness,
must only be repaired by the manufacturer of
the relevant component, or by an appropriate-
ly licensed aviation repair station.
Rev.No./Date. SiS. Author Date
July 1994 Page llo.
3
Repair Manual
5. Preoarino the oarts for reoair
Wherever possible all damaged components should be rc'
moved from the aircraft prior to their repair. They '
should then be cleaned with soap-suds and thoroughly
dried. Now use a solyent (tri'chlor'ethylene, carbon
tetra-chloridel to remove any wax and grease residues
from the repair area. Finally the aree is sanded using
glass paper of grade 60 to 80. The surrounding areas
are covered with stout paper or plastic foil to pro-
tect them from being soiled by resin drops.
6. Reoair Classes
Class 4 Reoair
Surface abrasions, scratches and grooves (provided the
fiber glass laminate has not been damaged) usually ony
require a new protective coat. Polyester paint is
ideal for this {mixture of 100 parts UP gelcoat, white
03-69469, with 3 parts hardener 07-20500). To fill
dee+sr grooves, the paint can be allowed to gel slight-
ly {about 30 min.}. lf the reinforcement layers have
been damaged, the areas must be cleaned and, if neces-
sory, smoothed down lightly with glass paper. Then one
layer of fine glass cloth is applied over the erea and
covered with plastic foil. When the resin has harden-
ed, use filler and re-paint.
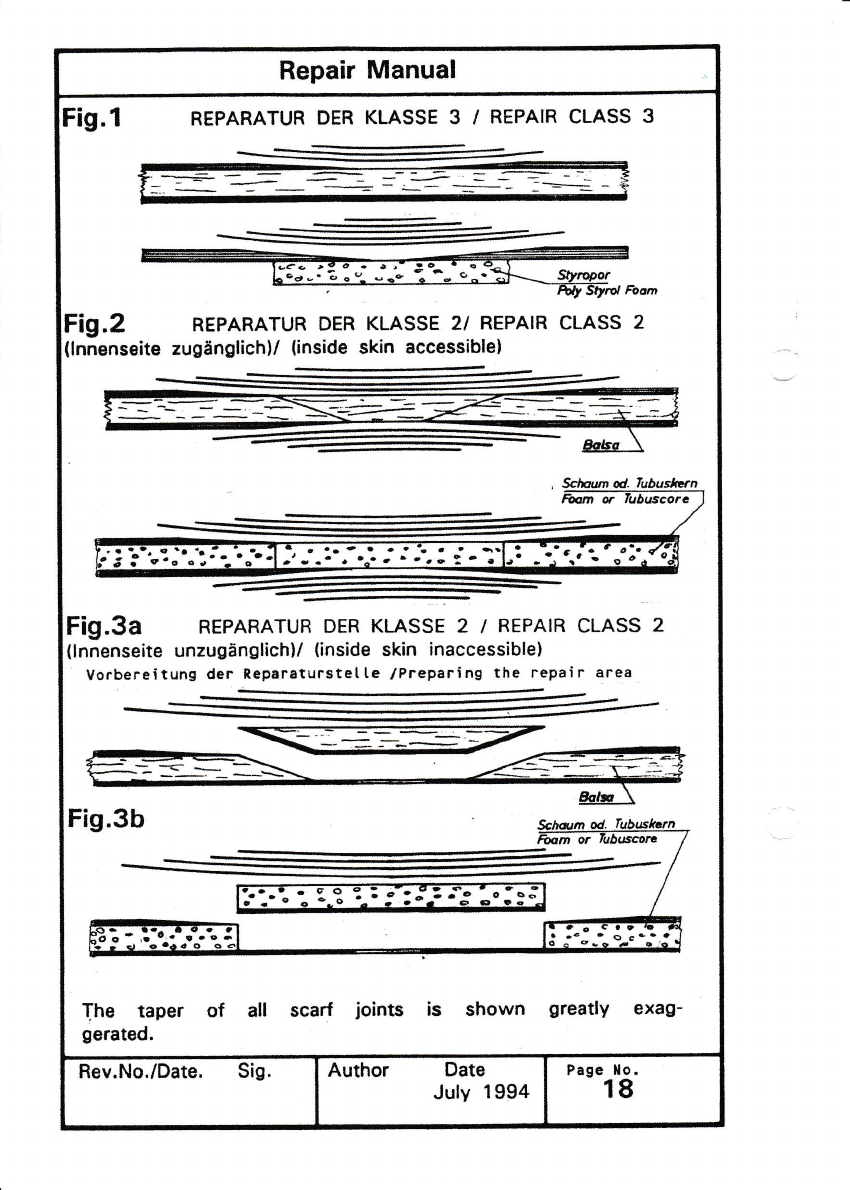
Class 3 Reoair
The damaged outer laminate skin is cut out over a suf-
ficiently large area in rounded shapes. Be careful to
remove any detached laminate layers from the core ma-
terial. Then the edges of the damaged outer skin must
be sanded down to a very flat taper. The laminate
layers which become visible like coniour lines, pro-
vide a good guide for the evenness of the taper. lf
the supporting core material has also been damaged, it
must be removed, where necessary, right down to the
inner laminate. Please note that the core material is
repaired usirp Balsa wood of the specific weight 0'15
- 0.19 kg/dm'. Scarf ratio is 1 : 5 in the direction
of the fiber.
Rev.No./Date, SiS. Author Date
July 1994
Page ilo.
5
Repair Manual
No scarf is made at right angles to the fiber direc-
tion. The foam cors matarial - Conticell or Rohacell -
is not scarfed (see Fig. 3a and 3b).
The cloth for the new outer laminate skin is now cut
to size; where the largest cut piece should just cover
ths entire sanded area and the smallest cut piece
should be the size of the removed core material area.
All remaining layers shpuld be graded in equal steps
between these two extreme sizes.
A suitable technique is: a suitably larger piece of
cloth is laid on a plastic foil and impregnated with
resin, using a paint brush or a rubber smoother, then
it is covered with a second plastic foil and all air
bubbles and excess resin is squeezed out. Together
with these foils tha laminates are then cut to size'
Now first the new core material piece is impregnated
and inserted in its place. Then the laminates are laid
in, starting with the largest cut piece. To do this
the bottom foil is torn off, the laminate inserted,
and then the upper foil is peeled off, etc. All
further repair steps are similar to those described
under Class 4. For unsupported skin laminates proceed
analogously. Perhaps it needs in this case first a
piece of foam to be glued to the bottom surface to pre'
vent the
(Fig.1.). wet cloth laminate from sagging down
Class 2 Reoairs
Damage which has penetrated both laminate skins, can
be repaired as follows: alt damaged areas in the skins
and in the core material are cut out; the skins here
again being cut in either oval or round shape. GRP lam-
inate skins are sanded to a very ftat . laper (1 :50 up
to 1 : 100) and the Balsa wood is scarfed in along the
fiber direction (1 : 5). When the new core material
has been inserted, the laminates are glued in as des'
cribed under Class 3 repairs. First on one side only,
and then after the first skin has cured completely,
the laminate on the other side is glued on {Fig.2}.
Rev.No./Date. Sis. Author Date
July 1994
Page No.
6

Repair Manual
lf there is no or only very difficult access to the
inner skin of the sandwich, the repair area should
be prepared as shown in Fig.3. Becausa the inner
skins of thE sandwiches (wing; tailplanel are very
thin throughout, they ca0not be scarfed, but. only
overlapped. However, this fact simplifies the re'
pair somewhat as the lower laminate skin need not
be scarfed.
The cloth layers of the upper laminate skin are pre-
pared as described for Class 3 repairs. The lower
skin layers are laminated onto the underside of the
core materiat and then allowed to gel for 2 to 3
hours at 20 to 23 oC. Now fresh resin-hardener mix-
ture is applied to the glue joints and the core
pieca with the lower laminate skin already glued
on, is inserted and glued into place under light
pressure. The upper laminate skin can then be re-
paired as described for Class 3 repairs.
lf there is the risk tespecially in the case of larg'
er holes) that this thin, unsupponed inner laminate
skin will ba displaced when the core material is
glued in place. then it should be supported from the
inside by some foam pieces beforehand. Styro-foam
used with Uhu'por glue has proved useful here. lf
the inside area is inaccessible, the foam pieces can
remain in these repaired areas permanently.
Class 1 Reoairs
Such repairs should be reserved to the manufacturer
or to an appropriately licensed aviation repair sta-
tion. ln any case the manufacturer and the compa-
tent Civil Aviation Authority must be contacted'
7. Summino uo,
the following Points
successfi.tl repairs: are particulary important for
1. A bright, warm (20 ocl, and dry room (50 % rela-
tive humidity).
2. Grease-free, cleanly sanded glue surfaces (watch
hand sweat!).
Rev.No.lDate. Sig. Author Date
July 1994 Page No.
7

Bepair Manual
3. Use of original materials; resin
must not be older than 2 years. and hardener
4. Glass cloth treated with Volan A finish or I 550
finish, stored in dry condition. Observing pot
life and curing time. A well mixed resin/harden'
er mixture {crystallized hardener can be regen-
erated by warming it up to 30 ocl.
8. New Materials CarboJL& Aramid
There are now in addition to the so tar used standard
glass fibers the late-technology carbon and aramid
fibers (aramid is also known as Kevlar or PRDI which
have alredy been used for main components in the
series construction of the ASW 22. ln composite with
3 resin system these materials are known as CFRP (gar-
bon Eber Beinforced fllastics) and SFRP E standing
for the aramid fiber including $ynthetic Eiberl.
Components in various SCHLEICHER sailplanes are built
from these new fibers, e.g. -
- Wng spar flanges Carbon fiber rovings {ASW 22).
- Wing shells CFRP-Conticell sandwich {ASW22}
- Fuselage tail boom CFRP fabric strips (ASW 22)
- Control surfaces & SFRP and SFRP-Rohacell-sandwich
flaps {ASW 20 B/C and ASW 22}
The general repair instructions given here before for
GRP fibers, are also applicable to the above new ma-
terials. dny differences for repairs with carbon and
kevlar fibers are described hereafter.
Soecial Notes
Resin
When repairing CFRP and SFRP components it must be ob-
served that these fibers require a different type of
resin-hardener system than GRP repairs. ln order to
get ths maximum use of the strength of carbon and
kevlar fibers at higher temperatures, an epoxy resin
must be used which provides still sufficient strength
at 54 oC temperature.
Rev.No./Date. Sis. Author Date
July 1994 Page llo.
I
Repair Manual
For this reason tho usual Epikote 162 cannot be used.
SCHLEICHER uses for these components the resin L 160
with hardener 163 (100 parts resin : 28 parts harden-
er). Tha components must be cured at least 15 hours
at above 55 oC.
Carbon fibers
Broken CFRP parts splinter badly so that there is in-
creased risk of injury; gloves should always be worn
when working on such fractures. A major disadvantage
for sueh repairs is that thg delaminations do not
show distinctly by visible white areas - as in the
case of glass repairs. To detect the extent of the
damage, therefore, the areas surrounding a damaged
region must be examined with the greatest care for
hardly visible cracks, e.g. by loading or pressing
them.
Even when only the paint appears to be damaged. you
will find sometimes damage in a CFRP laminate where a
GRP laminate would have been still undamaged under-
neath.
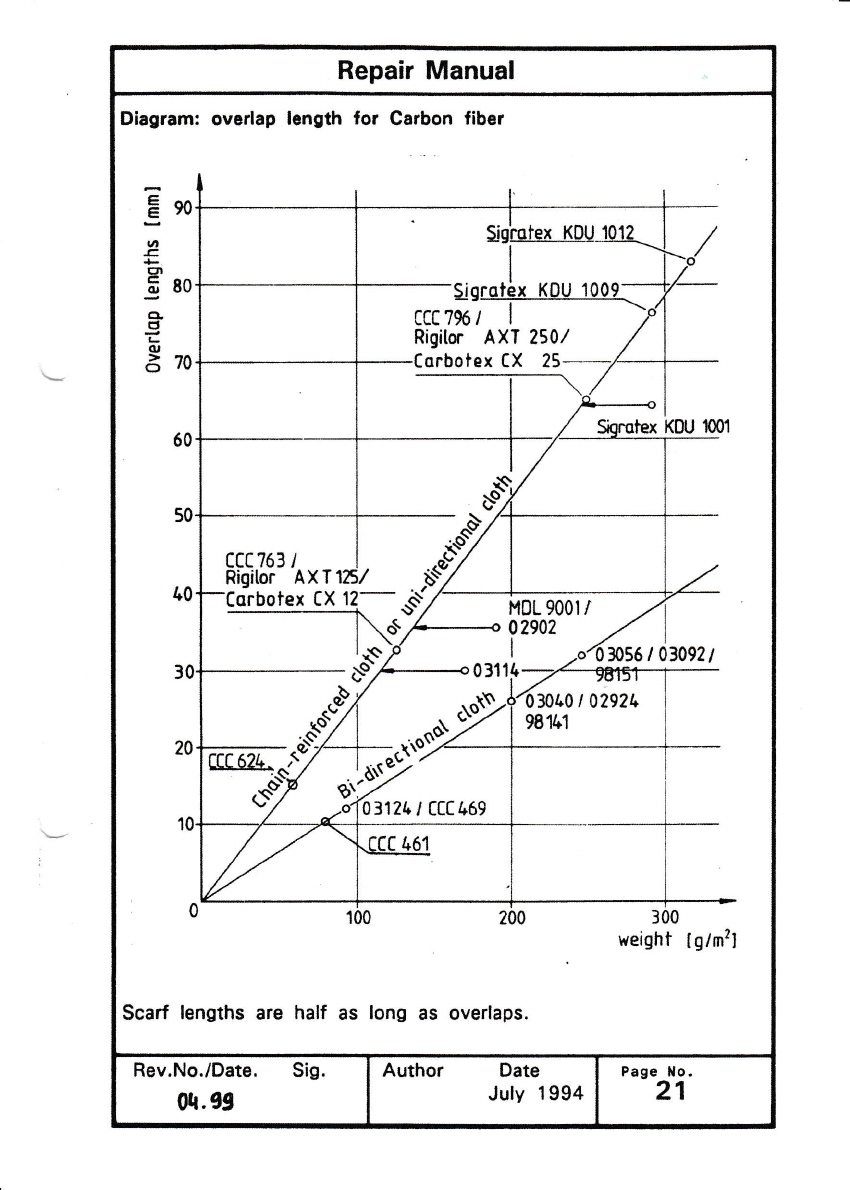
Basically cloth or rovings trom carbon fibers can be
worked up in the same way as glass fibers. lf you
have to repair laminates where the carbon fibers run
into one direction only while glass fibers run in the
other direction (e.9. lnterglas 02902), such layers
are treated as uni-directional or warp-reinforced
layers and the glass need not be scarfed.
Overlap lengths of th6 different cloth weaves or rov-
ings (mats) are given in the diagram. Note that the
scarf length must only be half as long as the over-
laps.
When wetting them with reiin you will notice that the
wetting through of the cloth is not visible. The solu-
tion here is to weigh the cut carbon piece which is
to be used for the repair, and to work on it with the
corresponding calculated resin-hardener amount. For a
Rev.No./Date. Sig. Author Date
July 1994 Page llo.
I
Repair Manual
CTASS 2: Holes and fractures which e.g. run through a
sandwich structure destroying both laminate
skins, but only over a smaller area.
CTASS 3: Small holes and fractures in the outer skin
which have not resulted in any internal da-
mage, neither to ths core material {foam,
Balsa, tubus! nor to the inner laminate
skin.
CLASS 4: Abrasions, scratches and grooves which do
not involve a fracture or break.
4. Reoair materials and useful aids
For all repairs it is important C know the number of
layers, the cloth weight per rh', and the fiber direc-
tion of the laminated cloth. This information is de-
tailed in the layer scheme drawing of the component in
question or can be inquired of the manufacturer. ln an
emergency, it is possible to establish the composition
of a laminate by burning out the resin {gas welding
torch) on a broken piece from the area needing repair.
The glass cloth used must be treated with Volan A
finish, or !-550, and be stored in dry conditions. lf
in doubL the glass cloth should be dried briefly with
a fan heater before being used.
For GRP repair work the resin mixture to be used
should be 100 parts (by weight) of Epikote 162 and
38 parts by weight of Laromin C 260 (Epikure 1131.
Clean containers and thorough mixing {approx. 2 min.}
are a basic pre-requisite to success. The pot life of
a 100 g resin mixture is about 25 min. 'at 23 oC. When
the mixture has gelled, i.e. has becorne noticeably
mors viscous, it must no longer be used, as it cannot
wet out ' the cloth sufficiently any more. We point out
distinctly that the original strength of a component
cannot be achieved without final heat treatment {cur-
ing for 12 hours at 60 oCl.
But temperatures above 80 oC must be avoided.
Rev.No./Date. Sis. Author Date
July 1994 Page No.
4
Repair Manual
CFRP laminate applied by hand the correct proportion
of fiber weight is about 35 %; this means that the
proportion of the resin used must be 65 % (exception:
this does not apply to roving sparsl.
Aramid fibers
You will come across the first difficulty in working
with Aramid right at th.e point when attempting to cut
the cloth. This material can only be cleanly cut when
using really sharp cutting tools {serrated cuftErs}.
When sanding it, you will quickly realize that it is
virtually impossible to obtain a sanded surface free
from fiber fluff. lt helps to rub it down wet with
wet-and-dry paper, Of course. the sanded area must aI
once be dried thoroughly. using a fan heater, before
further work is continued.
As the Kevlar fiber absorbs moisture, by which it
will be deteriorated, it must be stored always in dry
conditions or at least dried out before use.
Kevlar must be protected from UV light, both in its
unprocessed and processed condition. A Kevlar repair
area therefore must immediately be painted. using a
paint with a UV-filter. The UP paints (former desig-
nation was PE paint) used by SCHLEICHER do contain
this UV protection {titanium dioxide as white
pigment).
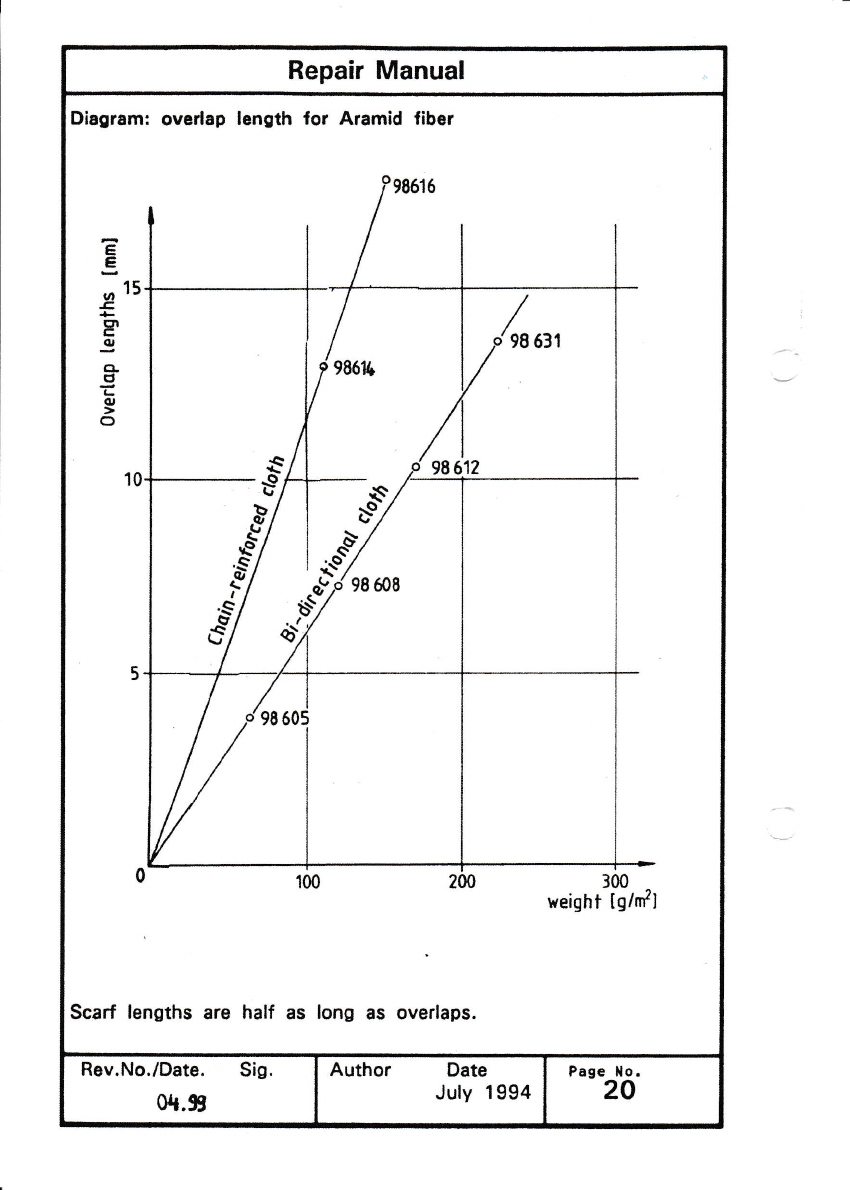
Thin Kevlar skins as e.g. in the control surfaces and
flaps of the ASW 22 cannot be scarfed and should be
repaired by simple overlap. The resulting disalign-
ment in height is corrected with filler and smoothed
down. ln view of aerodynamics this has' no longer any
influence for flaps or ailerons.
When repairing mass-balanced control surfaces their
tailheavy rnoment must be checked in any case after
the repair is done.
Rev.No./Date, Sis. Author Date
July 1994 Page t{o.
10
Repair Manual
It may be useful to determine the tailheavy moment
atready prior to the repair. Thus it is possible to
estimate whether it will at all be feasible to stay
within the limits after a rePair.
ln case of large damage. to these parts a replace-
ment by new parts makes more sense anyhow.
Overlap lengths are given in the relevant diagram
for Aramid. Scarf lengths are half as long as over'
lap lengths.
Dressinos
eaiUon and Aramid fibers are treated with a dres-
sing to make it possible to weave cloths from the
libers. For carbon fiber cloths this dressing also
provides for better working qualities. lt is an
Epoxy resin which is used as dressing for carbon
fiber.
The Aramid fibers are even dressed with a substance
tpoty vinyl alcohol) which is also used as a re'
lease agent. For this reason it is absolutely essen'
tial to wash out the Aramid cloth very thoroughly
{dressing residue < 0.05 %}.
WARNING: Only such Aramid cloth qualities must be
used where the manufacturer states expli-
citly that the dressing has been washed
out.
Latest service life fatigue tests with carbon lamin-
ates have dernonstrated that the type of Epoxy resin
used as dressing must match the resin with which
the laminate has been made.
Therefore, it is important to usg only the original
materials stated.
9. Tables and Diaora.ms
6 Tables, 3 Figures, 3 Diagrams.
Rev.No./Date. Sis. Author Date
July 1994
Page llo.
11
Repair Manual
o
E9
a(d
oq
org
q)
a
o
a
(d
(, o)
+(O
r
6o)
o
oz-
ot
O)
c
f
E
-C
()
'6
NOD
(Dd _=
;g)
3s
oc
=-
q)
o
E
.o
(s
*l OE N
b8.
rU) a
=
*
q
1r)
O
LO
n
@
q
lr)
$
rO
n
@
q
@
$
ro
n
@
o
N
o
o
O)
o
r
r
r
O)
o
o
r
C\I
O)
o
N
o)
EN
C,)tr
gb, c9
(o
(o
o
r
CY)
(o cY)
(o
o
E-
E
(!
a
o
a
f
Rev.No./Date. SiS. Author Date
July 1994 Page No.
12
Repair Manual
6
E9
a(d
A-
dC
--E
c
o
a
(E
U)
(6
(, o)
il(O
6o)
E
oz-
9J
o)
c
f
c
.o
o
NA
(D11{
:
.o)
.L
3s
oc
=
o
(,
c
o
(E
+i
OE N
r, 8-
U)
a
f
+
q
LO
LO
n
@
q
$
LO
rr)
n
@
LO
r
N
o)
1o
N
AI
O)
o
cr)
C\I
o)
O
$
N
O)
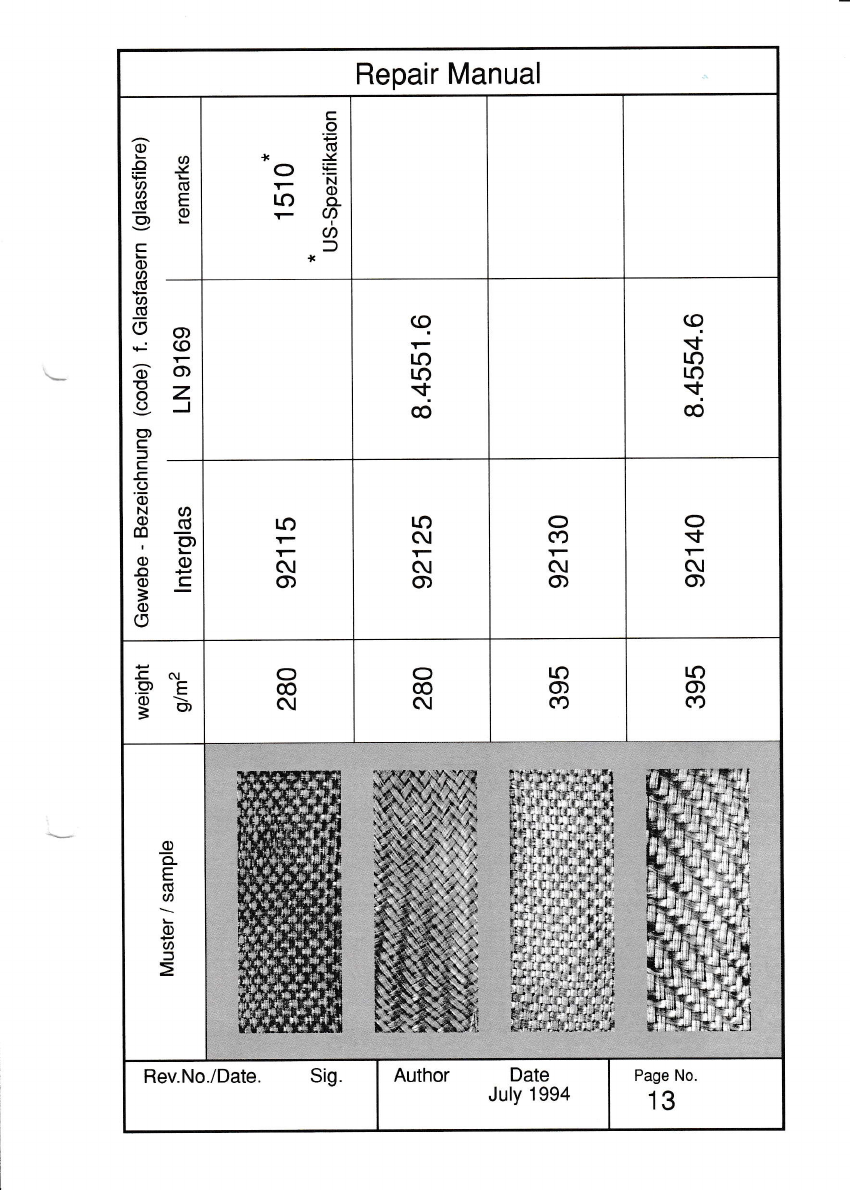
EN
.9', E
9ts,
O
@
No
@
c\I
rJ)
o)
c)
1o
O)
cf)
Rev.No./Date. Sig. Author Date
July 1994 Page No
13
Repair Manual
o
l<
G'
E
o
o)
(o
O)
z
a
(6
o)
L
o
s
o
-o
o
o
(U
o)
c
o
g,
(s
o
(U
(,
(D
o
o
()
o)
c
c
!o
'iD
N
o
00
I
o
-o
o
=
o
o
q
o
c\l
rO
n
@
q
rO
C\I
LO
n
@
o
E.
E
(E
o
L
o
a
J
Rev.No./Date. Sig. Author Date
July 1994 Page No.
14

Repair Manual
o
-o
E
'-6 I
-oE
(5t
O(l)
c
o
a
(!
o
s
o
Y
7
o-
E
o
n
O)
=
C
E
.9
o
N
dE
,f
-.E
90
!oo-
=
o
(,
LU
z.
gE
O
LUX
TLU
ot
.h (J
-E LU
o<
LU
Z
o-
m@
O
LUX LU
;AF
rd (J
-(E LU
o<
Yco
=>
:< (5
UJ
Ju
Lf-I L
-
-o_
cc<
(5 cc
<nA
AI
Ym
=>
:< (5
UJ
Ju
UlL-
-o-
cc<
(58
aA
xR -6.
ir OF
o) r- -o \z
E{ sij
x
:6 ou'r
IIN EN
'6r r- -E :z
EI s(j
58
ET
.9f
aa
Y
o)
58
l:'
.9f
ao
Y
.CN
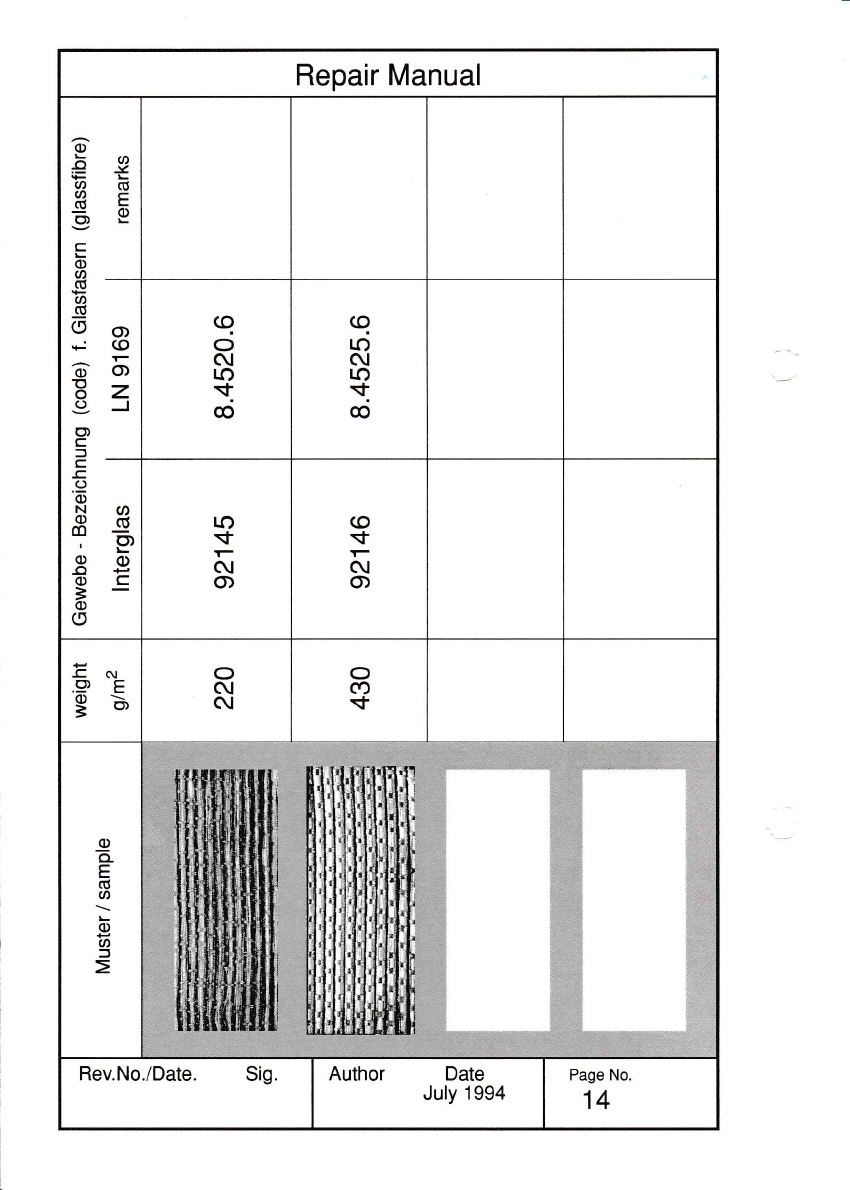
.g',' E
gb, c)
o)
N
cr)
O)
c\I
ro
c\I
r
o
o-
E
(d
a
o
a
f
=
Rev.No./Date. Sig. Author Date
July 1994 Page No.
15
Repair Manual
o
-o
-A
^r
-oE
(EE
()(D
q)
a
(s
o
-c
o
Y
7
o-.]
E
o
l)
O)
c
=
c-
.C
O
'6
N
(D;i
(DU
,f
-.8
YO
oo_
=
o
o
Yco
E>
:< (5
UJ
frr-
-
-o-
(E<
(,tr
6a
CJ)
)
(,
E
LU
F
z.
a
J
(5
E.
LU
F
z.
CJ)
J
o
E
LLI
F
z.
N
65
Er
.9f
aa
Y
N
o
O)
N
o
o
$
o
(f)
o
(o
rr)
o
cr)
O
.CN
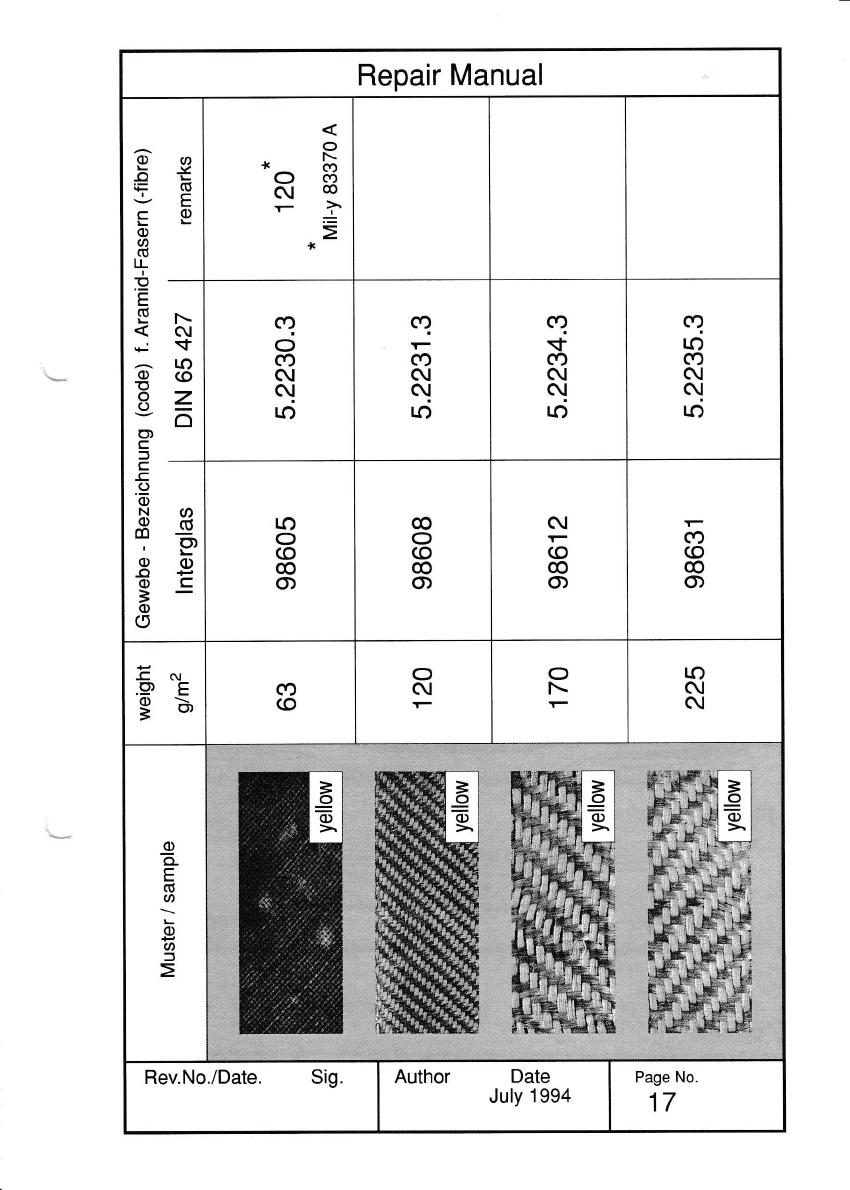
.9, E
gb @
CD
o
o)
ro
O
N
LO
$
C\I
o
o-
E
(6
a
q)
a
=
Rev.No./Date. Sig. Author Date
July 1994 Page No.
16
Repair Manual
6a
E!
-,E
co
o
u)
(s
tL
p
E
SN
+$ rO
o(O
(J
o7 o
O)
c
.C
.(-)
o
N(/)
(Dtr(
m-=
TP
oo
-OP
OC
=-
o
o
o
N
o i'i
N@
ri
a?
o
a)
c\l
ol
rr)
a?
c)
N
ol
1r)
a?
.f,
cr)
N
ol
rr)
o?
LO
cr)
N
c.l
rr)
LO
o
(o
@
O)
@
o
(o
@
O)
c\I
r
(o
@
O)
cr)
(o
@
O)
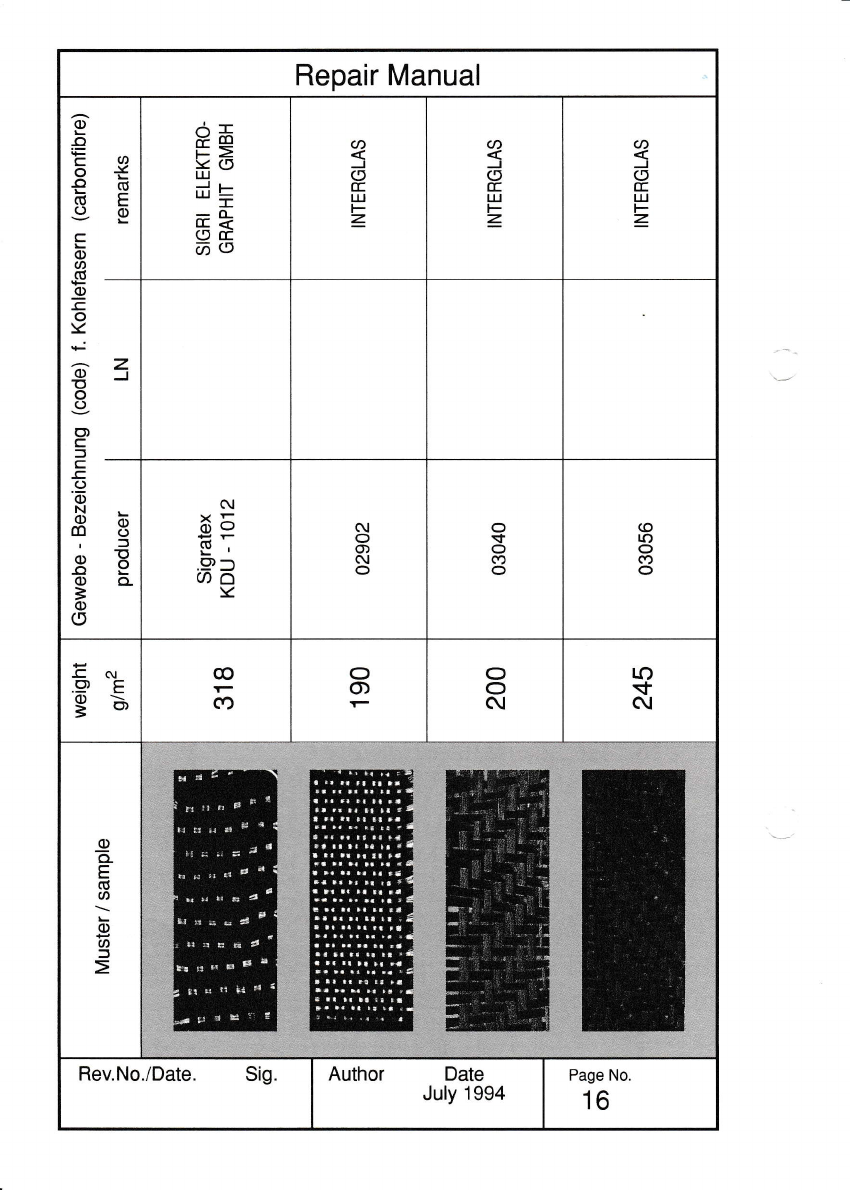
-C or
.9E
gb, cr)
(o o
c\I
ro
N
r
LO
N
C\I
o
o-
E
(!
a
o
U)
l
Rev.No./Date. Sig. Author Date
July 1994 Page No.
17
Repair Manual
Fig.l REPARATUR DER KLASSE REPAIR CLASS
Fig.2 REPARATUR DER
{lnnenseite zugiinglich}/ (inside KLASSE 2/ REPAIR CLASS
skin accessible)
, Sctpumod. lubuslcrn
Fig.3a REeARATUR DER KLASSE 2 t REPATR clAss
(lnnenseite unzuginglich)/ (inside skin inaccessible)
Vorbereitung der Reparaturstette /Preparing the repair area
:1-'" '^ 3 ? '.-; i:; j;: -"1:;
The taper
gerated. of all scarf joints rs shown greatly exag-
'i i-'oii'"';'-:."
3-. - ,i-o... c-.4 I
Rev.No./Date. Sis. Author Date
July 1994 Page No.
18
Repair Manual
Diagram: overlap length for glass fiber
e
C
g,
E
E'I
e,
6,
a
o
(U
Cf,
921t+6
2145
o roo aoo 3oo I+o
Scarf lengths are half as long as overlaps.
(r,rol
lI
-T
l
l
) 500
rveight tg/m?l
Rev.No./Date. Sis.
0q.99
Author Date
July 1994 Page llo.
19
Repair Manual
Diagram: overlap length for Aramid fiber
Scarf lengths are half as long as overlaps,
E
E
,15
E
EN
c
(ll
CL
E
L
(u
c)
300
weight tg/#l
0
tl $
.-f#.
as
-f,r
!l
.-s/
ot
tl
bv
,.rs/ (
Rev.No./Date. SiS.
0q.9e
Author Date
July 1994 Page llo.
20
Repair Manual
Diagram: overlap length for Carbon fiber
Eso
tn
EI
-E 80
aL
E
o
t70
60
50
40
n56t03492t
300
weight
Scarf lengths are half as long as overlaps.
ctc ?96 / I
Rigitor AXT 250/
orbotex [X 25
I
031',16
b*P
031?t+ I CCC I+69
fit 0 t a2924
Rev.No./Date. SiS.
&.99 Author Date
July 1994 Page l{o.
21
Repair Manual
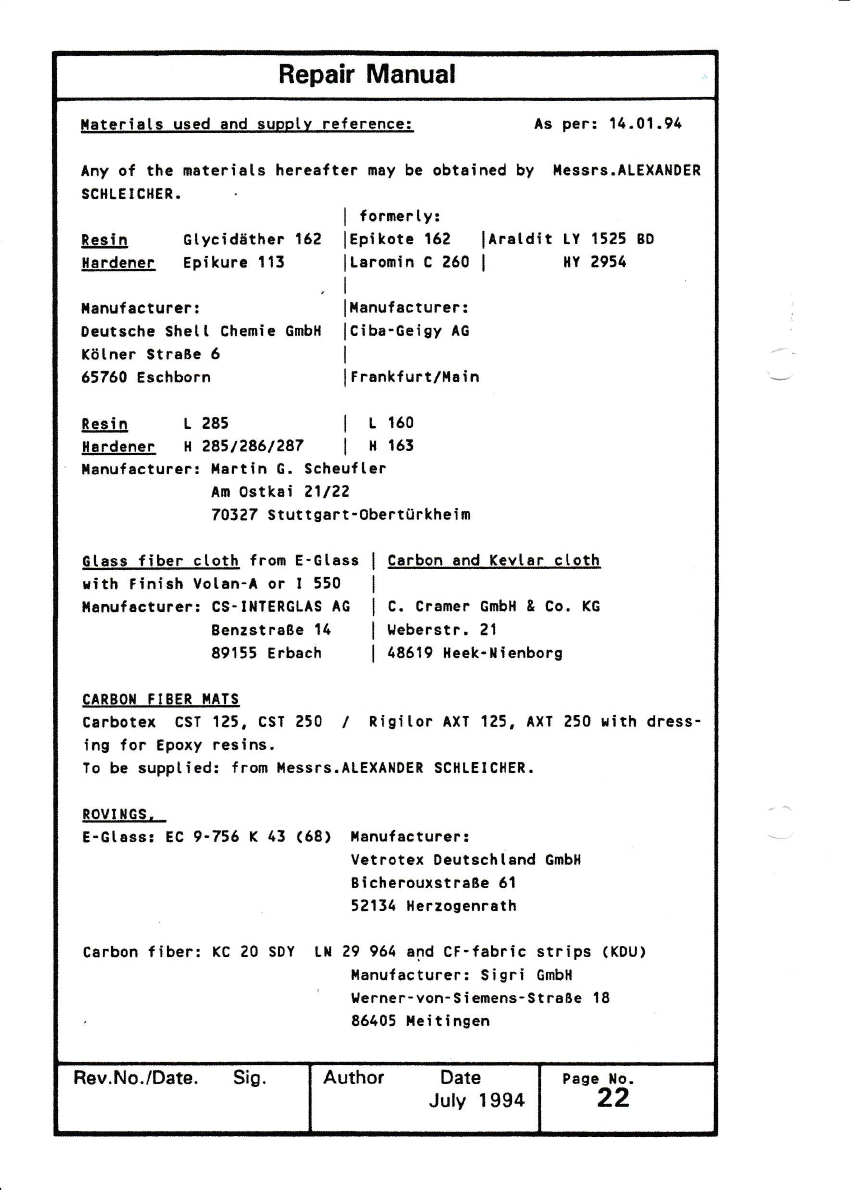
l{ateriEls used and supptv reference! As per! 16.01.94
Any of the materiats hercafter may be obtained by ilessrs.ALEXAilDER
SCHLE I CIIER.
I formerty:
Reein Gtycid5ther 162 lEpikotc 162 lAratdit tY 1525 B0
Hardener Epikure tt3 llaromin c 260 I BY 2954
,l
llenufacturer! lilanufacturer:
Deutsche SheLt Chemie 6mbH lCiba-Geigy AG
X6tner straBe 5 |
65760 Eschborn [Frankf urt/l-lain
Resin 1285 I Lt60
llardener x2851286t287 | H 165
llanufecturcr: Hartin G. Scheufter
Am Ostkai 2tl22
70327 stuttgart-Obertiirkheim
Gtass fiber ctoth from E-Glaes I carbon and Kevtar ctoth
rith Finish Votan-A or I 550 I
Nanuf.cturerl CS-IIITERGLAS AG I C. Cramer GmbH & Co. (G
BenzstraBe 14 | treberstr. 2t
89155 Erbach | 486f9 Heek-llienborg
CANBOX FIBER }IATS
cerbotex csT 125. csT 250 I nisitor AXT 125, AxT 250 Hith dress-
ing for Epoxy resins.
Io be supptied: from lrlessrs.ALEXA}|DER SCHLEICITEI.
novl ltGs -
E-Gtass: Ec 9-716 l( 4l (68) llanufacturer!
vetrotex Deutschiand GmbH
Bicherouxstra8e 51
52134 llerzogehrath
Carbon fiber: KC 20 SDY LtI 29 966 and CF-fabric strips (KDU)
l.lanufacturer: Sigri GmbH
' lrerner-von-sienens-strage l8
86405 xeitingen
Rev.No./Date. SiS. Author Date
July 1994 Page llo.
22
Repair Manual
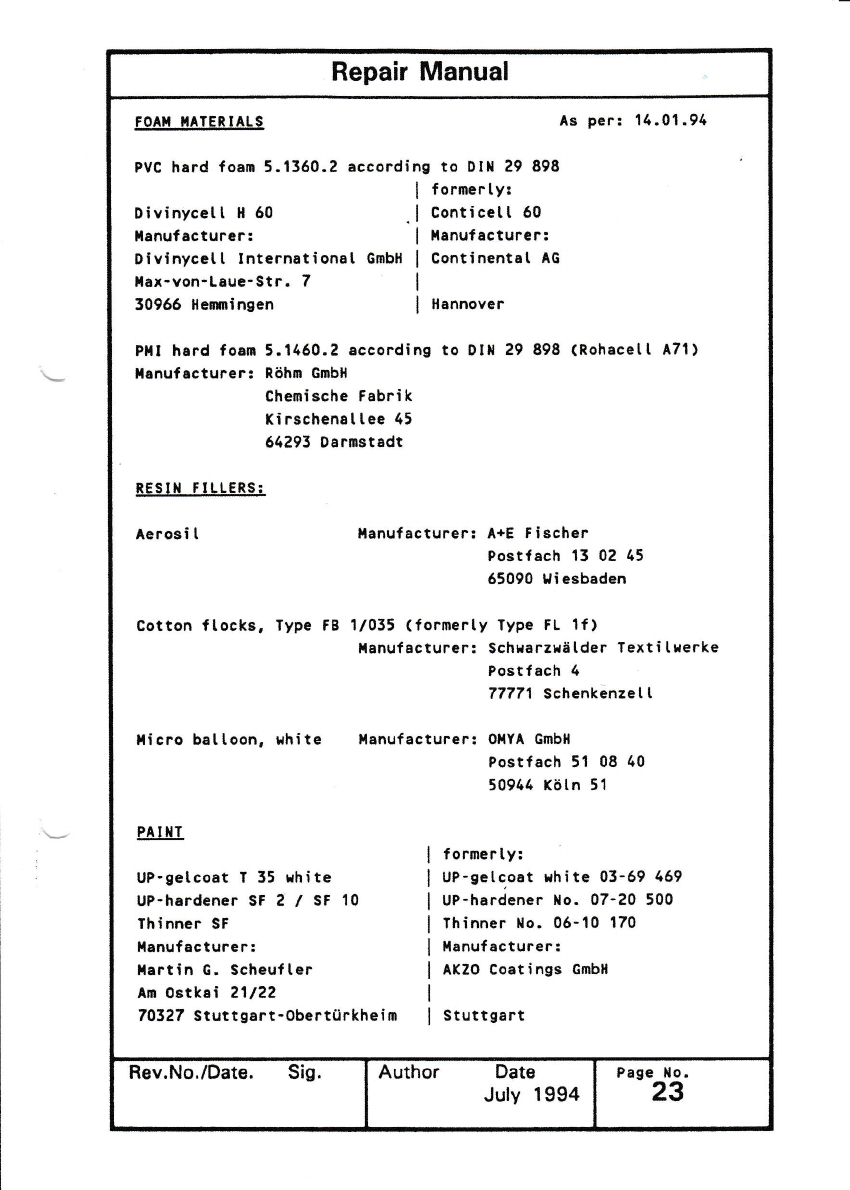
FOAI{ }IATERIILS As Per! 14.01 .94
PVC hard foan 5.1560.2 according to DIll e9 898
I formertyr
Divinycett ll 60 .l Conticelt 60
llanufacturer: I Hanufaeturer;
Divinycett Internationat GmbH I Continent.t AG
llax-von-Laue-Str. 7 |
30965 tlemingen I Hannover
Pl.lI hard foam 5.1460.2 according to DIll 29 898 (Rohacelt A7l)
llanufacturer! Rohm GDbH
Chemische Fabrik
Kirschenattee 45
64293 Dgrnstadt
NESII FILLENS.:
Aerosit llanufacturer: A+E Fischer
Postfach 15 02 45
65090 Hiesbaden
Cotton flocks, Type FB 1/035 (formerly Type FL lf)
llanufacturer: Schrarzr$tder Texti trerke
Postfach 4
77771 Schenkenzet l
llicro baltoon, Bhite llanufacturer: OilYA GmbH
Postfach 51 08 40
509t4 r6tn 51
PI I }IT
lforrnerty:
uP-getcoat T 35 rhite I uP-getcoat rhite 03-69 469
UP-hardener sF 2 ./ sF 10 | UP-hardener llo. 07-20 500
Thinner SF I thinner llo. 06-10 170
l,lanuf acturer: I llanuf acturer:
tlartin G. Scheufter I lxZo Coatings cmbH
Am O8tk6i 21122 I
70327 stuttgart-obertiirkheim I stuttgart
Hev.No./Date. Sig. Author Date
July 1994 Page llo.
23
DEEE I:
'1 o, ?Er rH lltstt{ut;llt lI
for ,fl Fib.r Comporat Alrcrafi
Annlx to llrr Bcprh Mlnud
Alerrndor Schlelchor
ffita
xiQffi
Subiact:
S€risl number
aoplicabilitv:
Rsason:
Acltotri
new Post Cods: D-36183
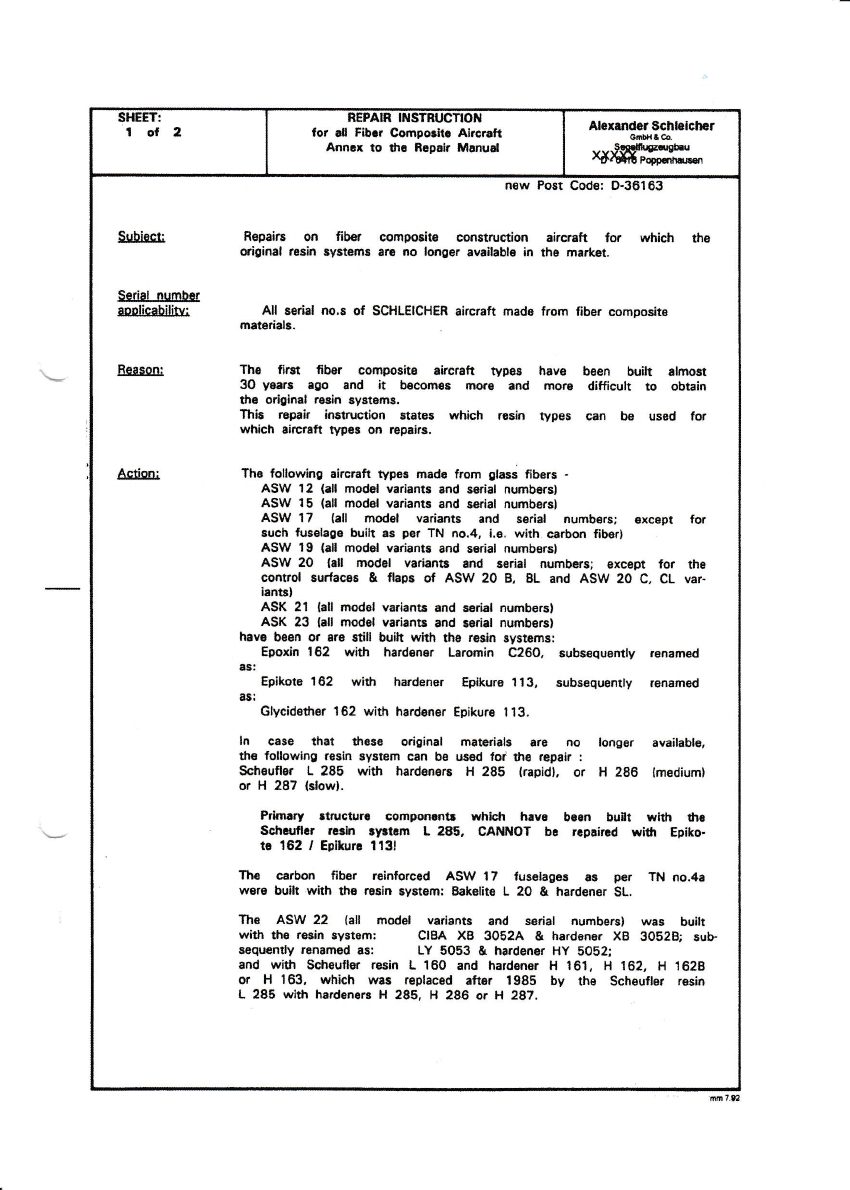
Repairs on fibar composite construcdon aircraft for which ths
original rgsin syatenrs ana no longer availabli in ths msrtot.
All Eerlsl no.s of SCHLEICHER aircraft made from tiber composite
mat€rials.
Th€ ffrst fiber composito akc.aft typss havs baen buih almost
30 yeara ago and it b€com8s more and more ditficuh to obtain
the oriOinal roain syEtams,
Thk repair instrucdon stst6 which resin types can b€ used fot
whbh sircraft npas on fgpairs.
The following sircraft qrpes mads from glass fibers -
ASVI, 12 (dl modsl variants and serial numb€rs)
ASW 15 (a[ model varianB and serial numbors]
ASW 17 {all modsl variants and serial numbars; oxcspt fot
such fuselago buih as per TN no.4, i.a, with carbon ffber)
ASW tg (aS mod variants and Eerial numbsrsl
ASyl, 20 {a[ model variant3 and orial numbes; sxoapt for fi€
coatrol Esrfac63 & flaps of ASW 20 B, 8L and ASW 20 C, CL var-
i.nts!
ASK 21 (a[ modsl variants and serisl nrxnbersl
ASK 23 l.ll model va.ianb aad serial numbersl
have baan d sre still b{J[t wi$ tig resln ayE&rns:
Epoxin 182 with hadanEr Leromin C260, subs€qucrrtly renam€d
es: Epikote 182 witlr hardener Eplkure 113, 8ubsequenily renamed
a9; Glycidertar 182 witt hard€nor Epikur€ 113.
ln cas€ $at liess original ma&riaE are no bnger available,
ttre following resin sy8lem can bs u!6d ,ot' ths repalr :
Scieufler L 285 wi$ hardenarc H 285 trapld). or H 286 lmadiuml
or H 287 (dowl.
P.ftr.ry rtructra compmants wftkh have bsan bult whh the
Sclr{lrfl.r Irrh ry.tcm L 285, CANilOT bc rcpaind wiitr Epiko.
to 162 ' Epi*rra l13l
Th€ carbon fibe, rsinforced ASW 17 lusalages ss p€r TN no.4a
wsrs bullt .with the rsain Eyatem: Bak6lito L 2O & hardener SL.
ThB ASW 22 (all modal vadants and scriat numbe.s) was built
with tln resin systern: CIBA XB 3052A & hardener XB 30528; sub-
E€quenuy ronamod as: LY 5053 & hardEner HY 5052:
and with Scheuflor resin L 160 and hard€ner H 161. H 162, H 1628
or H 16i1. which was roplacad after tg85 by the Scheuflor resin
L 285 whh hardonors H 285. H 288 or H 287.
l'dEt I :
2al 2REFAIE INSTRUCTIOIII
for dl Fhcr Conposlt! Aircratt
Ann.r to tr. B.prk Marud
ALxrEdcr Schloich.r
wl6
x{xm*
Post Code: D-36143
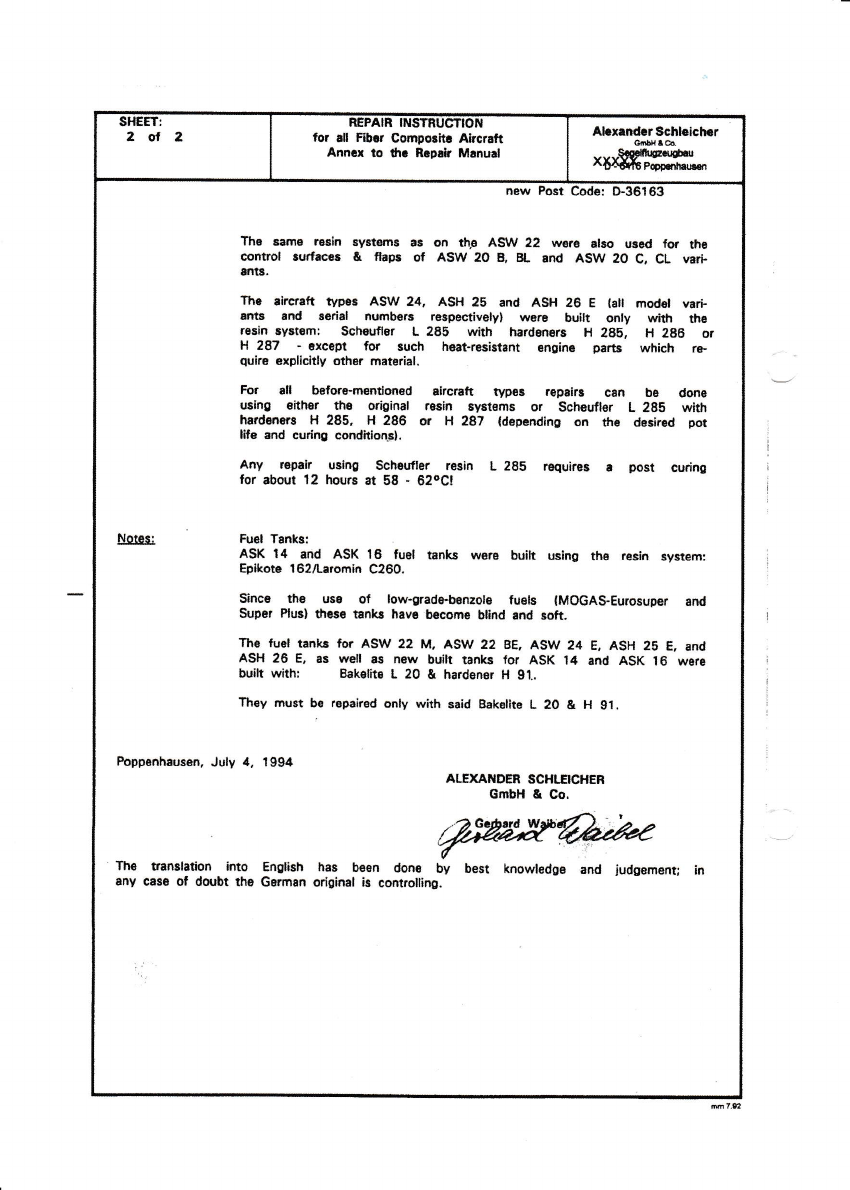
ThB sam6 lailn systsrls as on tig ASW 22 wEre ,lso us6d fo, th6
cont ol curf.ces & flaps of AS:W 20 B, BL .nd ASW 20 C, CL varF
ents.
The aircrsft rypes ASW 24, ASH 25 snd ASH 26 E (8tt modd ver+
aBta 6nd 3srial numbsrs rBspsctlvelyl w€re built onty wlth th3
raEin 6y8t6mt Schoufler L 288 wirh hardenars H 2gS, H 296 or
H 287 - oxcept for suct haat{esiltdnt sngine parts which rs-
quir8 sxplichly othor milerial.
For ell b€fu.6-menfon6d aircreft ryp63 .spal'3 can b6 done
uslno eitha, tie original rasin 8y$iams or Scheufl6r L 2gS with
hard6neru H 285, H 288 or H 287 (dop6nding on fie desirsd pot
lifu and curlng condidoruil.
Any rspah ustng Scheuflar resin L 2BS rEquircs r Fost curing
for about 12 houre at 58 - 62ocl
Notes: Fu€l Tanb:
ASK t4 .nd ASK le fu6l tanks were buih uslng the restn 3y$em:
EpikorB 162[aromin C260.
Sirtco ths us€ of low{rade.bdnzols fuets (MOGAS.Eurosuper snd
Supar Plu3l drcse tsnkr hava beeome blind and sott
The tuel tank3 tor ASW 22 M, ASW 22 BE. ASW 24 E, ASH 2E E, and
ASH 26 E, as w€ll 8s new buih tanks for ASK 14 and ASK 16 were
buih wlth, Bskelite L 20 & hardenu H gl..
Thsy must bs repairad only with said Bakelite L 20 & H 91.
Popp€nheusBn. July 4, 1994
AI..EXATDER SCHT.HCHEB
GmbH & Co.
The renslati,on lnto Engli8h has b6en done by baEt knowl€dge and judgoment ln
any caso of doubt tie Germsn originel is eorltrolliog.
m7.E
Sh€6t
1of 1
REPAIR INSTRUCTION
CARBO{ FIBER CLOTH FOR ALL FIBER COT/I.
POSITEAIRCRAFT
Anncx to the Rep€ir Manu€l
Alexandc.r gchleich€r
qrbH & co.
S€g3frlrgalghu
D - 301fi! Poppe[hauson
gubleca:
Aopllc.bilitv:
R€raon:
Ac'tion:
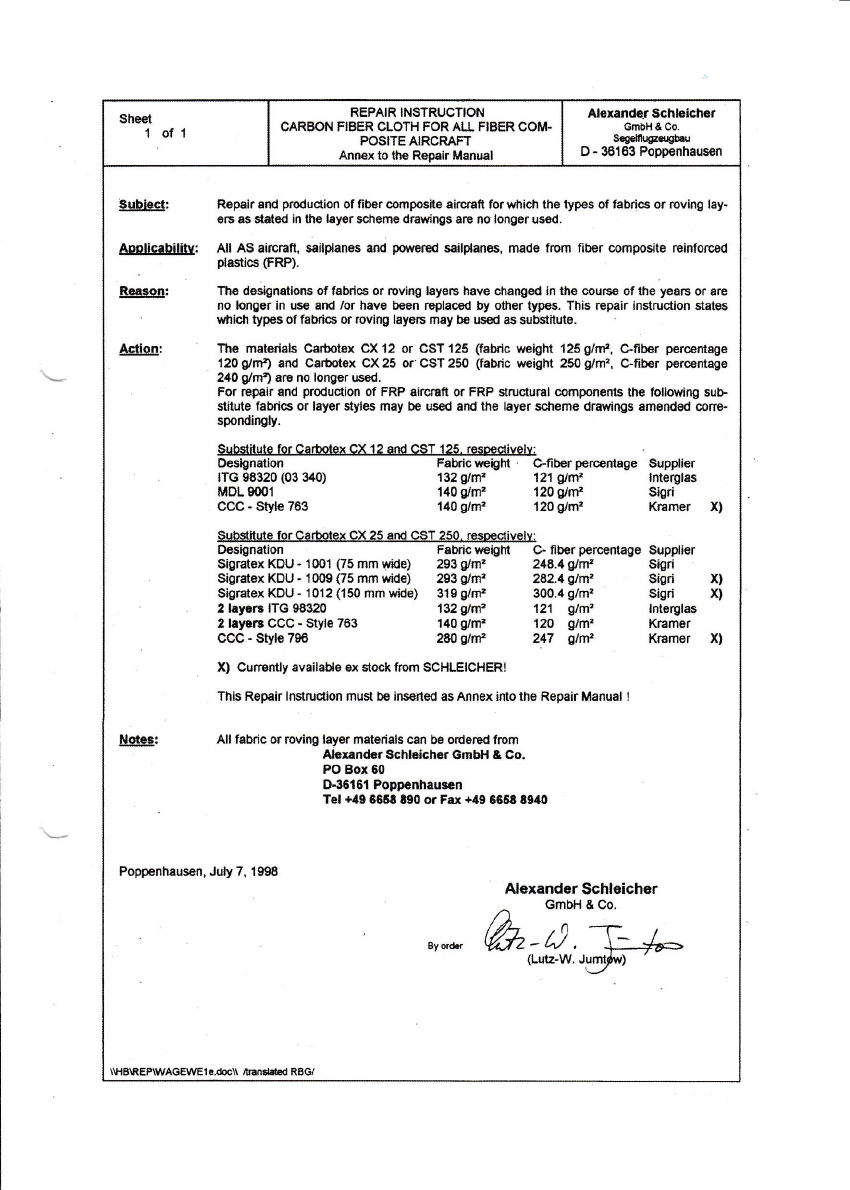
Repalr ard produclion of tibe. composlis sircrsfl forwhic,h the typos of taMcs or rovlng lay-
€rs as dated in th€ layer saheme drawings are ns longer us€d.
AU AS aircrafr, seilplanqs and pourBr€d seildanes, made from fibsr comporiite rBinfor"sd
plestlcs (FRP).
tho der$gnahns ot tailios or mving layBE hav€ charEed in llre cours€ of the years or aIe
no longer in use erxl lor have beefl rephced by otner typ€s. This repair instrudion slates
wthtr types of fsbdcs or roving layers may b6 l,s€d as subciltutB.
Th€ metedals Ca6otex CX12 or CST125 (fabrlc ureight 125glst, Gfibor p6rcentag6
120dIIn and Cartotox CX25 orCST250 (faffic w€Eht 250drf. Gfiber perccntage
240 g/r0 aro no. longer us6d.
For repair and Foduction of FRP eitcrefl or FRP strudural compononls the follo\,ring sub.
slitute fabrhs or layer srybs may bo used ard the layer scheme dmwings amsndod oonE-
spordinsly.
Daslgnatioo
rTG e8320 (03 340)
MDL9M1
CCC - Style 763
1t2g!fif
140Cfif
140 glm.
Supplier
lnterglss
SlSd
l(ramer
Supplier
SiSri
SiSd
SlSrl
hterglas
Kramgr
Kramer
Gfibor pononlsgo
121 glfif
l2Oglnf
120 g/me
S fiberpercentage
218.1stnf
x)
Sigratox KDU - lqrg f,5 mm wid€) 291dfiP
sbrstexKDU - 1012 (150 mm wide) 319 glnl.
zlayor! ITG 98320 '1329ffi
2 leyeG CCC - S-tyl6 763 140 gdm.
CCC.- Styh 79€ 2E0 g/tn'
X) CuneIltly availaH€ €)( $o€k frcm SCHLEICHERI
2E2.4glnt
400.4 g/mr
121 glfif
120 glnf
247 glfif
n
n
x)
lJoEE3
Poppenheusen, July 7, 19S
IHEREAWAGEWEITdoG\ /bmdrhd RBGY
Alexander Schleicher
f\ GmbH&Co.
Byqd.r (#=-il,-E-J*
(Lutz-w. Jlryrw)
This Rgpslr lnSrudion mu* be inserted as AnrEx into thB Repair Maoual I
All fabrlc s mvirE lsyer matedals csn ba o{der€d trom
Alerander Schleicher cmbll & Co.
PO Box 50
D.36151 Popponllauscn
Tel +49 665E tgo 0f Fax +ilg 6858 4940
Shs6t
l oll Technlcel Note No. 01-98
fdall airsafttypes of
Glass Fib€r & Fib€r Composib ConstlJdion
Alemil!.r SchLlchar
GmDll A Co.
S.gdr{[({ba
D - 3816:l Poppenhauseo
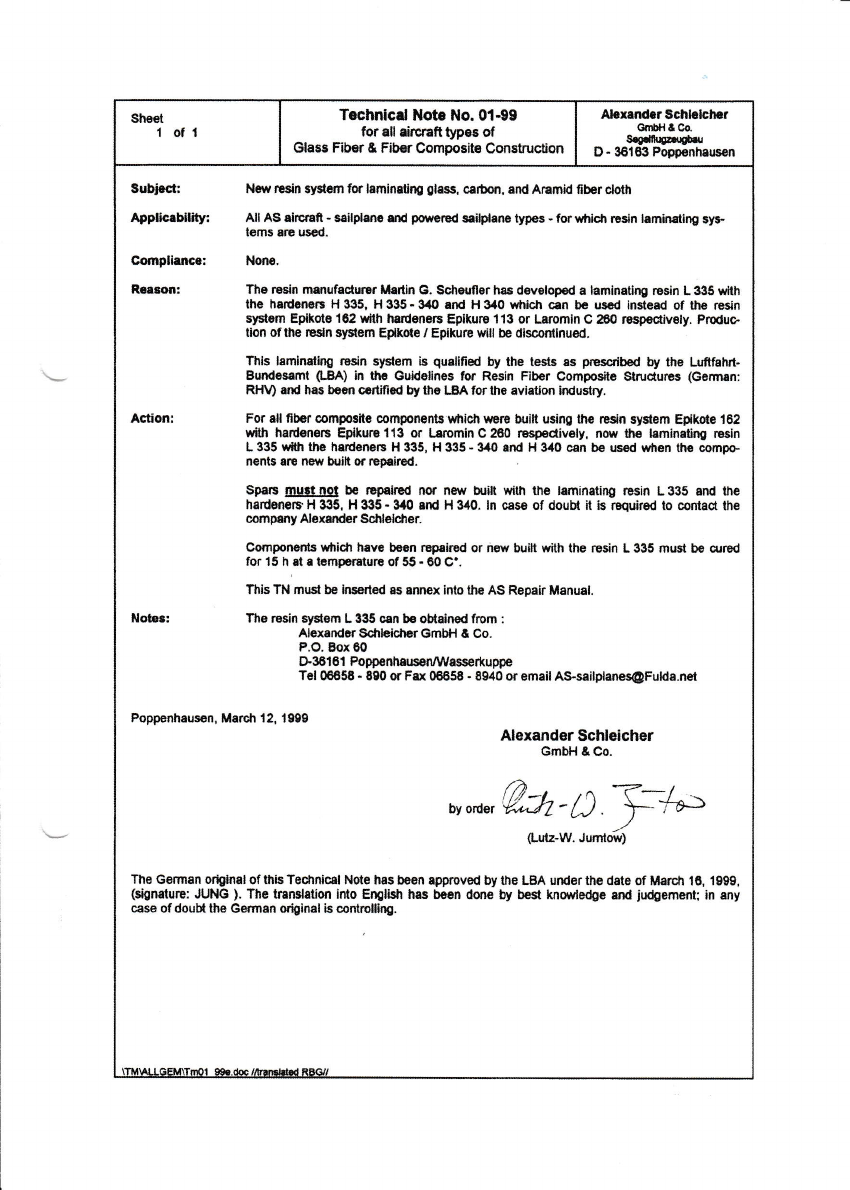
N€ry ,sln systom for lemindim glass, cartoo. and Aramld fib€r cloth
All AS rtrc.8fr - saildsno elld pory9f€d saildana typs - forshirrt rssin leminatlng sys.
tcms srs used.
Nono.
The r€sin rnsnufsdusr Ma{tin G. Sohsuflsr has d€velopod e lemlnelirE r€sin L 335 wilh
the hsrd6nerE H3:15, H335-340 8rd H3{0 whlch can b€ usr{l insiesrt ot ihe r8sin
sy$em Edkotc 162 yrith llard€ns,s Egikur8 113 or Leromln C 260 rEpectlvsly. Produo-
lion of lhe rEh system Eplkote / Efrkure will bo dlscontlnuad.
Thls lsmlndiry lgsin system is qualified by lte t6sts 8s F€scrib€d by the kfifahlt-
Bundesemt (LBA) in m GuEBlinas tor Resin Fiber Compclto grudulls (G6rman:
RFM ard has b€€n certified by tha LBA rorlho svietion industry.
For a[ fib6f compodts comgonorns ufilch wsre built usine th€ lBgn system Eplkote 162
with haden€ts Epil$rs113 or LsrominC2So rcspedivaly, notv th€ hminaling lgliio
L 3:15 xrffi lha hsrdgnefs H 335, H il35 - 310 and H 3{0 can be u3€d whon lhe compo-
n€r{s s€ new built or rBp.lr€rl.
Spars mu* not bc rrfek€d ,ror new buih wiln th6 leminaliqg f3sin L 33!i ard the
had€flors H 335, ll ll35 - 3aO rnd H 340. ln oeEo of doubt il b mquired to oofitad lhs
comsry Ah€nder Schblcrl8r.
Cornponords h'frlclr h8v€ bo3n r8ps[Bd or new hrili iyfih the r€sio L 3i]5 must bo tr{€d
for 15 h,rt e trmpefsluro ot 55.60 C'.
Thls TN muS be lnssfed G snnex into lh€ AS Repair Msnual.
The raEin sysilom L 335 cao be oHein€d from I
Alexar*lrr Sa$Hciar Gmbll & Co.
P.O. Box60
}'3E161 Poppenhfltsen llllasserkuppe
T€l 0605E - ECo ff Fex 0€656 - a940 or email A$$lldans@Fuld8.ne{
3ubir6:
App$c.bifty:
Colr|plLnce:
R6ason:
Poppenllgusen, Uedr 12, 1999
Alexander $chleicher
GmbH &Co.
avoa",Q,&-CI 5-/?D
(Lulz-W. Jullrtev)
Ths G8rman otlgtlrel of lfib Tedrniod NotB has bogn approvod by thg LBA under tfto date of Marcfi 10, 1999,
(slgnsture: JUNG ). The lrandslion into Erylish halr bean dons by best knoryledge and iudlsmenti in efly
cass ofdouH th€ Gerinsn orlginal is confo$ng.
She€t
l dl Technlcal Note No. 02-99
for all aircraft types of
Glass Fiber & Fiber ComposiE Constudion
Alerand€r Schhlchor
Gr$H & Co.
$agdn$m4nau
D - 36163 Popponhausen
SubJoct:
Appllcrhlllty:
Complianc.:
Rilsn:
Acton:
Poppenhzusen, Mardr 15, lggg Alexandor $chlelcher
GmbH & Co,
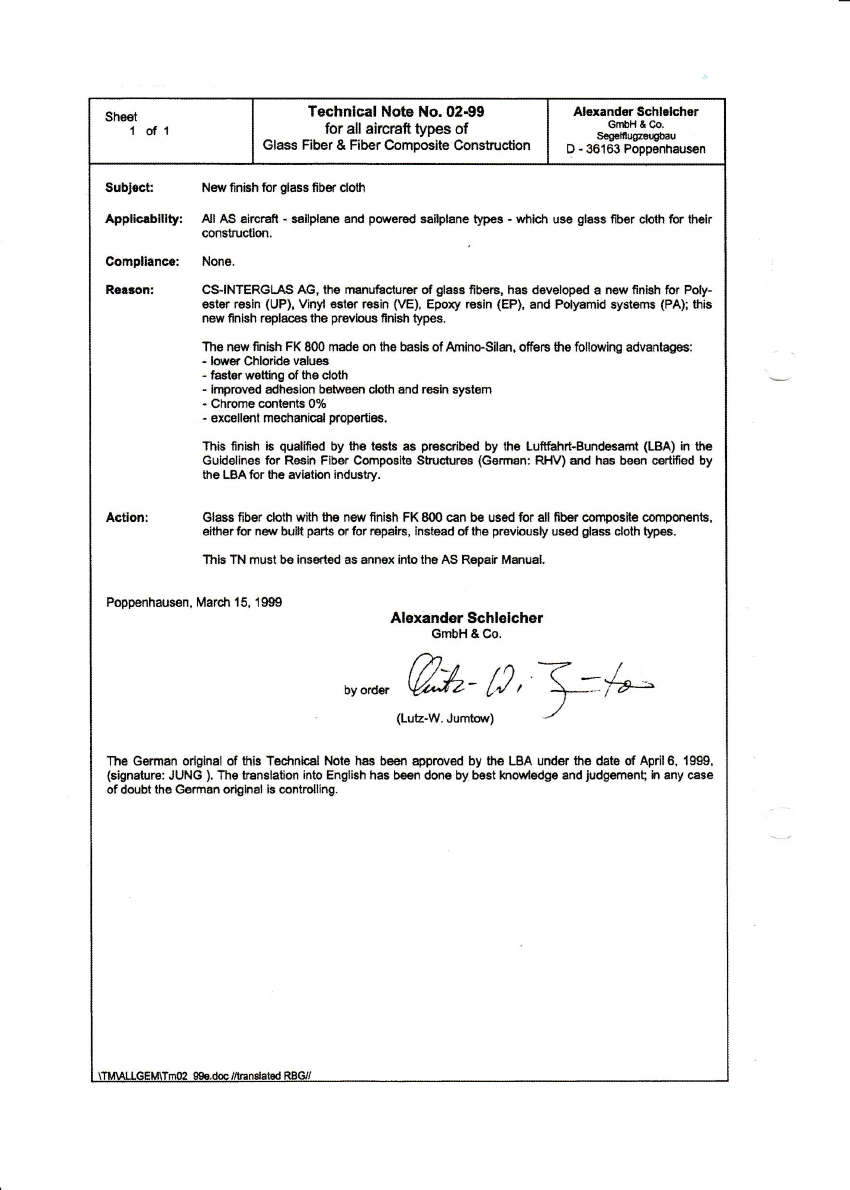
New fini8h fut giaEe fibBr do0l
All AS ahEatt - saldan€ and pori,6r€d sailphne tp€s - whtsi use ghss fiber clofi hr their
Gonstucton,
None,
CSINTERGI-AS AG, lhe rnanufaoftrl€r d glars fibe6, h6 dEvdopsd a n6w finlsh ,or Pd}b
ostff r€sin (UP), Vinyl 6ster resln (VE), Eporry resin (EP), and Polyamid Eystsms (PA); UrS
ne$ frnBh replecos t!6 pr€vbus finbh tlpee.
Tha n6w fnish FK 800 r*ad6 on th6 b66b ofAmirp-Silan, ofiera t ts follorlru advantagss:
- kxlEr Chlorkle values
- fasl€r wBttng d thg doth
- lrrlproved adhesbn b6ntve6n dolh and r€sh syst€m
- Chrome conlents 0%
- excellent meofialiod prserties.
This fink*l b qualin€d by thB r6ds as F€soribed by lh6 Luflf,ahrt€und63ril (LBA) ln ffte
GuEellnos fior Resin Fib6r Composlte Sbudurss {Gerrun: R}fV) and has begl certlfied by
the LgAfor he avktion industy.
Gless fibsI dolh wih th€ n6n, finish FK 800 can b€ used for dl fibel cdrposite compon€nts,
€lth6r ror nerry bullt pafu or ror r€palrs, lnstesd of lhe FBvi([l8ly us€d glass dolh typ€8.
Thb TN must b€ inserled as ann€x inlolhe AS Ropair Mmual.
by ord€r fu-fr,
(Lute-W. Jumbur)
Th6 G6man ofiglnel of thle Techbal l,lot6 hB b6en apprwed by tr€ LBA urd6r th6 dat€ d Apnl6, lS!€,
(sEnafuro: JUNG ). Tha fenEhlion inb Englilfi has be€n done by. b6st kno.riedg€ end Judgemont in any cas6
of doubt th6 Garman orighal i{r contolllng.
Sheot
l of 1
Tachnical Noh No.03-09
for a[ airareft d ttle
produclion S3rios AShl, ASK & ASW
Alsxmdar Schlelch.r
Gmtll & C4
S.gdf{ntela
D - 3616:l Poppenhausen
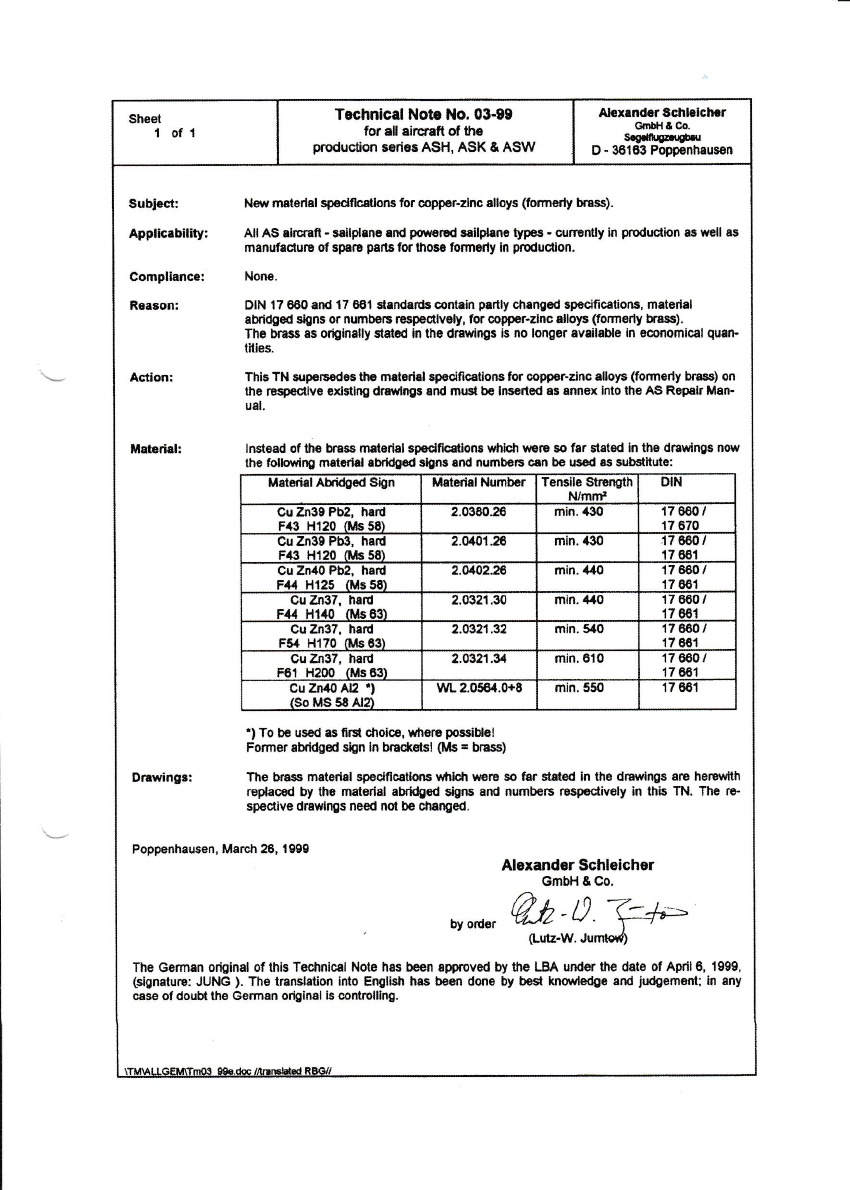
Sublect N€w m8terlal sp€dflca0onsfor coppor-dnc alloys (foflnerly bress).
Applic.bility: All A8 aircr.fl - selplan. .nd porrvBlrd saihlanr lypes - corcn$y in ptodudion as wsll as
manufaciura of sperD pad8 for thoso foflnsly ln prcdudlon.
Compliance: Non€.
Ree3on: DIN 17 66{, €m 17 00'l sil.ndald3 contrin psdy chengpd sp6dlicatiorls. mstBrlsl
aEidgEd slgns or nunb3rs rsspoctlvoly, for copp€r-dno slloy3 (formsrty bress).
The brass as orllhally slstod ln the dnwingE ls no hnger evaileue in oconomical querF
tities.
Action: This Tt{ Eup€rE€des lh€ mst6dal spocifleailons br copp€r-dnc alloys (fo[n€rly br€Es) on
lhe rB€ctlvs sisting dnnlqgs aod mrd bo hsad€d as snnex lntothaAS RepelrMe.F
uel,
ln$s8d of lh6 has6 mst€rial spedficalions rldlidr wore so fer statsd in thg drawings nw
ih€ folh|im mstcrt l abrlqpd s&m arxt rumbers c8n be llsad 83 substftute:
Mei.rirl:
Drrwinor:
') To be ssod as ftst crroica, wfiorg possiblel
FornBr ab.idged slil ln braddsl (Ms = br8ss)
Th€ brass met8rlal spedficrtlofis yvhhft vBre so far stat€d h the dradngs elts hel8vrlth
rDdaoad by the matsdal ab{flSod sigrrs and numb€f3 rsspedivety in this TN. The t€-
spor*lve drewirps nc€d nol be dlalE€d,
Popp€nheusen, MarEn 26, '1999 Alexander Schleicher
Gmbll & co.
,"*, @i -l)
(LgE-w' Ju
The G6men o,lginal ot lhls TGcfinicel Nots h83 been spproved by Ule LBA under the 6s16 61 Alril 8, 1999.
(signaturs: JUNG ). The Asnsletion into English has b€on dooe by Des* knorvledge sId Jtldgement h 8ny
c8se of douH ti8 celman origlnal is conlrclliftg.
MaterialAuldo€d sign Malsflgl NumDor Tensib S$orEth
N/mtrl. DIN
guzn3gPbz, heId
FaA Ht20 tlrss8l 2.036026 mln. 'a:lo 17 6€0 '
r7 670
Cuzn3gPt8, herd
Fr" r{ff &s 2.(x01.26 min.430 17 660 '
,t? 661
qrznx,PDz, naro
F4{ H125 nls58) 2.0402.26 mln.44O 17 6t6At
,7 *a
gu Znirrr nafu
F4.l Hl4ll lus88) 2.0p,21.fi mln,4ao 7 600,
7 eal
Cu 4137, hafll
Fla Hi7! ilrAl\ 2.0u21.32 mln.5.m 17 e6{t I
t7 e61
CuAr37, hard
Bl !,m lkml 2.03i!1.34 min.610 17Wt
t7 861
UU ',ITIU AZ ''
{SoMS 5EAlz} wLz.u{t€a.q+! mh.55{, 17 681
Page
1of 1
Technical Note
No. G!-2fi)8
Spar cap fibres EC9 756 P109
Alexander Schlelcher
GmbH & Co.
Segeltlugzeugbau
D - 361 63 Poppenhausen
Subiect Fibres ofthe type ECg 756 P109 replace the fibres previously used for glass fibre spar
caps.
Applicability: All As-aircraft with glass fibre reinforced spar caps
Classification: MinorChange
Urgency: None
Reason: The manufacturer of glass fibres Sainlcobain Velrotex replaces the finish of their ggm
glass fibres.
Denomination of the previous glass fibres type: ECg 756 Ktl3
Denominataon of the new glass fibres type: ECg 756 P109
The new material was tested statically and dynamically in comparison to the previous ma-
terial.
Actionr For all spar caps made from glass fibre reinforced plastic, the new type of fibres
ECg 756 P109 may be used for production or repair instead of the fibres that were used
before.
This TN is to be attached to the As-repair manual as an appendix.
Note: ln the meantime, the supplier Saint-Gobain Vetrotex has been acquired and has become
part of the company OCV Reinforcements.
Poppenhausen, 12.02.2004 Alexander Schleicher
GmbH & Co.
i.A. k c*;
(M. Greiner)
The German original has been approved by the EASA on the 1 8 March 2008 with change number
EASA.A.C.09208
Page
1of1 Technical Note
No. 01-2013
Replacement U-PICA-MAT
Alexander Schleicher
GmbH & Co.
Segelflugzeugbau
D - 36163 Poppenhausen
Subject: Replacement of sandwich-core U-PICAMAT through Lantor LRC Soric
Applicability: Sailplanesandpoweredsailplanes:
ASH 26 Type Certificate LBA 383
ASH 26 E Type Certificate LBA 883
ASW27 TCDS EASAA.22O
ASW28 TCDS EASAA.O17
ASW2&18 TCDS EASAA.O17
ASW2&18 E TCDS EASA A.034
ASW27-18 (ASG29) TCDS EASAA.220
ASW27-18E (ASG2sE) TCDS EASAA.220
ASH 31 Mi TCDS EASAA.538
all variants
Urgency: None
Reason: The produc't U-PICA MAT was used to create wall thickness between load carrying lay-
ers. The produc{ is no longer available.
U-PICA MAT was used in nominal thickness of 1mm. ln impregnated condition this corre-
sponds in respect of weight and thickness to the product Lantor LRC Soric 2mm.
Action: Vvhen U-PICA MAT is specified in drawings, alternatively Lantor LRC Soric may be used,
according to the following table:
Specified in drawing Replaced by
U-PICA MAT 1mm LANTOR SORIC LRC 2mm
Poppenhausen, 1. May 2O13 Alexander Schleicher
GmbH & Co.
i.A. H- f .-'*
(M. Greineo
This modification has been approved by the EASA at the date of the 07.06.201 3 with the Major Change Ap
proval 10045216.
Page
1ol 1
Technical Note
No. 02-2013
Usage of Pyrofil TR30S- 3K
Alexander Schleicher
GmbH & Co.
Segelflugzeugbau
D - 361 63 Poppenhausen
Subiect:
Applicability:
Carbon fibre cloth with fibre type Pyrofil TR30S 3K
Sailplanes and powered sailplanes:
ASW 17
ASW20
ASK21
ASW22
ASW22 BE
ASW24
ASW24 E
ASH 25
ASH 25 E
ASH 26
ASH 26 E
ASW27
ASW28
ASW2&18 E
ASH 31 Mi
all variants
Type Certif icate LB A 282
Type Certificate LBA 314
TCDS EASA A.221
Type Certificate LBA 351
Type Certificate LBA 834
Type Certificate LBA 366
Type Certificate LBA 859
Type Certificate LBA 364
Type Certificate LBA 858
Type Certificate LBA 383
Type Certificate LBA 883
TCDS EASA A,220
TCDS EASA A.017
TCDS EASA A.034
TCDS EASA A.538
Urgency:
Reason:
Action:
None
The company SGL proved the suitability of their carbon fabric with the carbon fibre Pyrofil
TR30S 3K. This fibre may be used in fabrlc and UD-reinforcements besides the other
carbon fibres used hitherto (Toho Tenax HTA, Toray FT300B-3000).
All carbon fabrics supplied by SGL may completely or partially be made from the carbon
fibre Pyrofil TR30S 3K.
Poppenhausen, 1. May 201 3Alexander Schleicher
GmbH & Co.
i.A H C;-
(M. Greiner)
This modification has been approved by the EASA at the date of the 07.06.201 3 with the Major Change Atr
proval 10045216.
