X Op Inst 9 03 Tapmatic 50X Manual
User Manual: Tapmatic-50X-Manual Igor's of metalworking and electrical manuals
Open the PDF directly: View PDF ![]() .
.
Page Count: 6
ISO 9001 CERTIFIED- 802 Clearwater Loop, Post Falls, ID 83854, Phone: 800 854-6019, 208 773-8048, FAX: 208 773-3021, www.tapmatic.com
▲1. Proper Clothing: The rotating spindle of a machine tool can snag loose fitting clothing, jewelry or long hair. Never wear jewelry,
long sleeves, neckties, gloves or anything else that could become caught when operating a machine tool. Long hair must be restrained or netted to
prevent it from becoming entangled in rotating spindle.
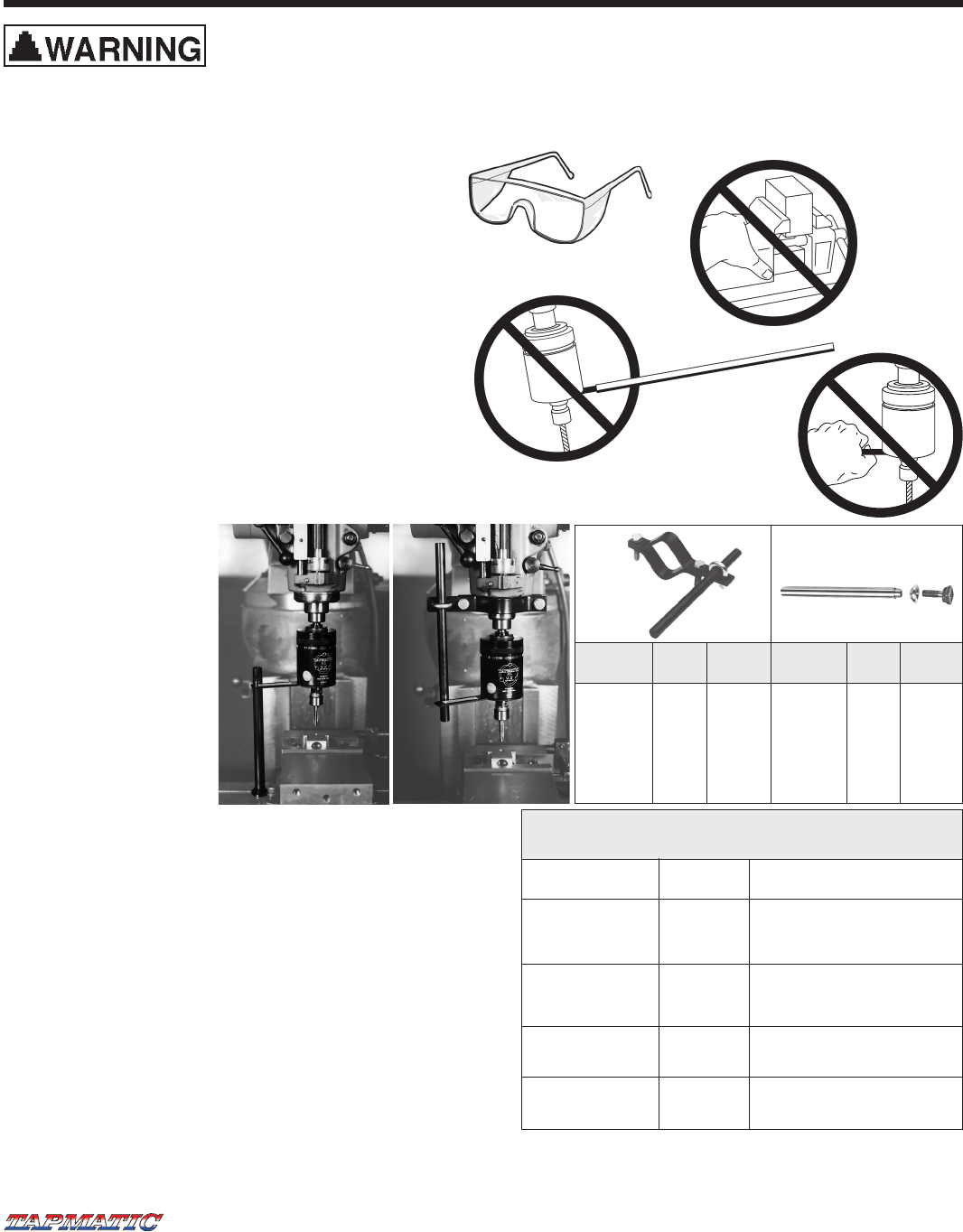
▲2. Proper Eye Protection: Always wear safety glasses with
side shields to protect your eyes from flying particles.
▲3. Proper Work Piece Fixturing: Never hold the work piece or the vise it is held in, by hand.
The work piece must be clamped firmly to the table of the machine so that it cannot move, rotate or lift.
4. Proper Stop Arm / Torque Bar Installation
For Self-Reversing Attachments On
Conventional Machines:
▲Never extend the length of the standard stop arm supplied with
your tapping attachment. A lengthened stop arm could break free,
hitting the operator and causing serious injury.
▲Never hold the stop arm by hand. On reversal, full power of the machine is transmitted through the stop arm
and the operator could be seriously injured.
▲Always mount a
torque bar to hold the
tapping attachment’s stop arm
from rotating. The torque bar
must be mounted securely to
the table or quill of your
machine. The torque bar
installation must be stronger
than the largest tap in the
capacity range of your tapping
attachment. Order Tapmatic
Torque Bars shown.
1.) Torque Bar
Attached To Table
2 .) Quill Clamp
Installation
!
To Avoid Serious Injury And Ensure Best Results For Your Tapping Operation, Please
Read Carefully All Operator And Safety Instructions Provided For This Tapping Unit as
well as all other safety intstructions that are applicable, especially those for your machine tool.
!
!
!
!
30X, 50X, 70X, 90X Safety And Operation Instructions
Quill Clamp Order Max
Capacity No. Tap Size
1 1/2”-2 3/8” 29099 1/2”
2 3/8” - 4 1/2” 290991 3/4”
!
!
5. To Install Collets In Rubber-Flex Collet Chucks:
Some collets vary slightly in outside diameter. This does not affect
capacity or performance. To install, put collet into the end of the drive
spindle and push the tap chuck nut over it until thethreads are engaged.
Screw nut down completely. This will seat collet properly. Then back
off nut to install tap. Collets must be ordered separately.
6. Inserting Tap In Rubber-Flex Collet Chucks:
Follow instructions to avoid excessive wear on back jaws when using
tapping heads with collet chucks. Insert the tap into the tap chuck of the
attachment so that the back jaws will engage the square of the tap. Hand
tighten the chuck nut first, then tighten the back jaw on those units with
adjustable back jaws. Then using the wrenches provided tighten the
chuck nut firmly. When tightened correctly, the rubber flex collet should
absorb most torque pressure, preventing the back jaws from being
damaged by excessive torque. If the tap you are using has a male center
at the square end, you must remove the point to assure maximum
engagement in the back jaws.
Rubber-Flex Collet
For Use With Tapping Attachments With Rubber-Flex Collet Spindles.
Collet Range
Collet Series Catalog No. Tap Size Shank Size
#21000 Series 21600
★
#0-#8 Standard .098-.177
For 30X attachments with 21700
★
#10-1/4" Standard .177-.256
capacities (#0-1/4") 21500 .040-.098
21200 .094-.146
#22000 Series 22100
★
#0-1/4" Standard .139-.257
For 50X attachments with 22200
★
1/4"-1/2" Standard .253-.383
capacities (#6-1/2") 22300 .090-.180
22000 .194-.318
#24000 Series 24100
★
#10-1/2" Standard .176-.383
For 70X attachments with 24000
★
5/16"-5/8" .280-.500
capacities (#10-5/8") 24300 .110-.280
#26000 Series 26100 1/2"-3/4" .360-.630
For 90X attachments with 26200 7/8"-1-1/8" .630-.900
capacities (1/2"-1-1/8")
Torque Bar Order Max
Assembly No. Tap Size
Table Mount 29097 3/4”
Heavy Duty
Table Mount 29096 1 3/4”
▲
!
1.
ISO 9001 CERTIFIED- 802 Clearwater Loop, Post Falls, ID 83854, Phone: 800 854-6019, 208 773-8048, FAX: 208 773-3021, www.tapmatic.com
▲7. Continuous High Production Manual Tapping: Models for use on conventional drill press or milling machines. Speed is a critical
factor in tapping. Please always refer to recommended tapping speed chart. Tapmatic Torque Control Reversing Tapping Attachments employ a
planetary gear reversing mechanism that increases speed by a 1.75 x 1 ratio. This means that a machine speed of 2,000 RPM results in a reversing
speed of 3,500 RPM. It is strongly recommended that you consider the AVERAGE TAPPING SPEED rather than machine speed when
calculating your cycle time. For example, if machine speed is 1,500 RPM, reverse speed is 2,625 RPM, making your AVERAGE TAPPING
SPEED 2,062 RPM. You must not exceed the maximum allowable speed marked on your tapping attachment.
▲8. Always Be Aware Of The Potential Hazards Of A Machining Operation: Sometimes working with your machine can seem
routine. You may find that you are no longer concentrating on the operation. A feeling of false security can lead to serious injury. Always be alert
to the dangers of the machines with which you work. Always keep hands, body parts, clothing, jewelry and hair out of the areas of operation,
when the machine spindle is rotating. Areas of operation include the immediate point of machining and all transmission components including the
tapping attachment. Never bring your hand, other body parts or anything attached to your body into any of these areas until the machine spindle is
completely stopped.
▲9. Be aware of any other applicable safety instructions / requirements.
▲10. The tapping attachment housing, drive spindle and tap itself can become hot to the touch after operation. Use caution when
removing the attachment from the machine or handling.
Check List For Good Tapping
▲❑1. Never use this unit before reading all safety instructions for this attachment as well as the machine it is to be used on.
❑2. Is tap sharp and of correct design for current job?
❑3. Is tap in proper alignment with drilled hole?
❑4. Is machine speed correct?
❑5. Is machine feed correct?
❑5. Is machine stop set properly so tap releases in neutral rather than bottoming in work piece or fixture?
❑6. Is work piece held rigidly against rotation and upward movement?
❑7. Is drilled hole the correct size?
❑8. Is clearance between the drilled hole and tap sufficient at start position to allow the tap to clear the hole upon retraction?
❑9. Is the stop arm of the tapping attachment held rigidly against rotation by the torque bar extending from the machine
quill or table? Machine torque bar must be stronger than the largest tap to be used.
❑10. Is the proper cutting fluid or coolant being used for lubricating the tap?
❑11. If a bottom hole is being tapped is there sufficient chip clearance?
❑12. Is the correct Tapmatic model for the specific job requirement being used? (Capacity should be reduced 25% for roll form taps.)
❑13. If a torque control attachment is being used, is the torque set correctly so tap will not break if accidentally bottomed?
❑14. If depth control feature is employed, is it set correctly to cooperate with the machine stop, provide the total thread depth
required and prevent engagement with bottom?
❑15. Is machine retraction correct for tapping attachment being used?
Society Of Manufacturing Engineers
Tool and Manufacturing Engineers Handbook
Volume 1 Machining
(Library of Congress Catalog No. 82-060312
Coastal Video Communications Corporation
Machine Guarding Copy Right 1994
References for this Safety Information include
but are not limited to:
American National Standards Instutitute
ANSI B11.8-1983 (Adopted May 31, 1983
by Department of Defense)
!
!
!
!
!
!
To Avoid Serious Injury And Ensure Best Results For Your Tapping Operation, Please
Read Carefully All operator and safety instructions provided for this tapping attachment as
well as all other safety intstructions that are applicable, especially those for your machine tool.
!
30X, 50X, 70X, 90X Safety And Operation Instructions
!
!
▲
!
2.
ISO 9001 CERTIFIED- 802 Clearwater Loop, Post Falls, ID 83854, Phone: 800 854-6019, 208 773-8048, FAX: 208 773-3021, www.tapmatic.com
drive a sharp tap to the desired depth. When the desired torque has been
determined, the knurled cap may be friction locked in place by a set screw
(#5). If later during the operation the clutch slips, it is evident that the tap is
dull and should be immediately exchanged for a sharp tap, but the clutch
should not be tightened further.
The graduations on the housing are simply reference points, they do not
refer to specific tap sizes. When the proper torque is determined for a specific
job, this reference point may be noted to save set up time in the future.
THROUGH HOLE TAPPING: Tapping with this attachment does not
require that the operator apply any lead pressure on the tap during the tapping
operation. The free axial float in the attachment will automatically permit the
tap to follow its own lead. The operator merely moves the machine's spindle
behind the lead of the tap until the desired depth is reached. To reduce wear
within the tapper it is recommended that a short, quick, upward movement of
the machine spindle be made during transition from drive to reverse. The tap
will return to a forward rotation as soon as it rotates out of the hole.
BOTTOM HOLE TAPPING: For accurate and efficient bottom hole
tapping, a machine feed stop should be used to allow the attachment's spindle
to disengage in neutral before the tap bottoms in the hole. To achieve this, set
the machine stop so that the machine feed plus the attachment's self-feed will
equal the desired thread depth. This greatly simplifies the tapping operation,
and affords maximum tap protection.
The amount of self-feed built into each of the tappers is as follows: M6
or 1/4" capacity is .140, M12 or 1/2" capacity is .250, M16 or 5/8" capacity is
3/8", M28 or 1 1/8" capacity is 1/2".
If the clutch should slip before the tap reaches the thread depth, check to
see that the hole is the correct size, not packed with chips, and that the tap is
sharp and undamaged. The torque control is designed as a safety device to
prevent tap breakage in case the tap accidently engages bottom. We do not
recommend using the clutch for repetitive bottom hole tapping unless
absolutely necessary.
LUBRICATION: This unit is pre-packed at the factory and only needs
periodic additions of grease to maintain proper lubrication. Approximately
every 600 hours, partially disassemble the unit, per disassembly instructions #1
through #11, and clean removed parts in solvent. Add a small amount (from
1/4 to 3/4 ounce) of #2 multipurpose lithium grease to reversing gears and
reassemble. Do not over-lubricate- excess grease will create internal friction
and overheating.
LUBRICATION: To insure maximum tap life, the proper lubricant should be
used. We recommend Dry-Cut from MQL Systems A Division of Tapmatic.
Call For FREE Sample.
REMOVAL OF TAPERED ARBORS: Removal of the arbor from the
Jacobs taper in a tapping attachment will generally require striking the arbor
with a soft metal rod. Hold the tapping attachment, with the arbor pointed
away, in one hand and strike the arbor sideways on tang or in relief area, with a
brass rod grasped in the other hand. Numerous blows may be required. DO
NOT STRIKE THE TAPPING ATTACHMENT. Stuborn arbors and
arbors installed with Loctite will require the application of heat. Using a soft
flame propane torch, evenly heat the interface area where the arbor enters the
attachment. (300% F will be required to break down the Loctite.) After
applying heat, resume striking the arbor with the soft metal rod until the arbor
loosens. Always use caution when handling heated parts.
Size Cast Iron and Plastics and Stainless
Bronze Aluminum Steel Steel Brass Copper
0-80 2000 2000 2000 1900 2000 2000
1-64 2000 2000 2000 1600 2000 2000
1-72 2000 2000 2000 1600 2000 2000
2-56 1900 2000 1800 1300 2000 2000
2-64 2000 2000 1900 1300 2000 2000
3-48 1800 1900 1700 1000 1900 1900
3-56 1900 2000 1800 1100 2000 2000
4-40 1700 1800 1500 900 1900 1800
4-48 1800 1900 1600 1000 2000 1900
5-40 1650 1700 1600 800 1800 1700
5-44 1750 1800 1700 900 1900 1800
6-32 1500 1600 1500 700 1700 1600
6-40 1650 1700 1600 800 1800 1700
8-32 1400 1400 1200 600 1400 1400
8-36 1500 1500 1300 700 1500 1500
10 -24 1300 1400 1100 500 1500 1400
10 -32 1400 1500 1200 600 1500 1400
12 -24 1300 1400 900 400 1500 1400
12 -28 1400 1500 1000 500 1500 1400
Size Cast Iron and Plastics and Stainless
Bronze Aluminum Steel Steel Brass Copper
1/4 -20 1000 1200 750 400 1200 1200
1/4 -28 1200 1200 850 400 1300 1200
5/16 -18 850 1100 650 300 1200 1100
5/16 -24 900 1200 700 350 1300 1200
3/8 -16 700 900 550 250 1200 900
3/8 -24 750 1000 600 300 1200 1000
7/16 -14 600 800 450 200 950 800
7/16 -20 650 850 475 225 1000 850
1/2 -13 500 650 400 200 850 650
1/2- -20 575 750 425 200 1000 750
9/16 -12 450 600 350 175 800 600
9/16 -18 500 675 375 175 900 675
5/8 -11 375 500 300 150 700 500
5/8 -18 450 600 325 150 800 600
3/4 -10 325 400 250 125 575 400
3/4 -16 375 475 275 125 650 450
7/8 -9 275 350 200 90 500 350
7/8 -14 300 400 250 100 550 400
1-8 250 300 175 75 425 300
1-14 275 350 200 100 475 350
This tapping attachment can be used on all types of manually operated
machines with rotating non-reversing spindles. It can also be used in many
applications that are automated or semi-automated, such as air feed drill units.
It should not be used on machines which reverse the spindle on the back stroke
or on machines which are automated and have no controlled back stroke.
MOUNTING THE STOP ARM:
This attachment incorporates in its design a planetary gear reverse which
has a 1.75 to 1 reverse ratio. To assure the best performance of this reversing
mechanism, it is extremely important that a short stop arm (as furnished with
the unit) be employed. A truarc ring (#40X) is provided to hold the stop arm
(#32X) in place. Extend strong torque bar from machine quill or machine
table to engage short stop arm. DO NOT LENGTHEN STOP ARM. Also,
clamp part to be tapped securely as full power of the machine is transmitted in
reverse. DO NOT HOLD PART BY HAND. DO NOT HOLD STOP
ARM BY HAND.
INSTALLING THE ARBOR IN TAPER MOUNT UNITS:
Make sure that the taper mount of the unit and the arbor itself are clean
and free of oil or grease. Then with a twisting motion, insert the arbor into the
tapping attachment. The twisting motion allows the air entrapped in the taper
to be released. When the arbor is inserted completely, several sharp blows
should be made on the tang with a lead hammer to make sure the arbor is
seated firmly. It is important that this procedure be followed, as the taper may
be damaged if slippage occurs. Occasionally, for large units, it may be
necessary for the attachment to be pinned to the arbor. This may be done with
a #4 Taper Pin.
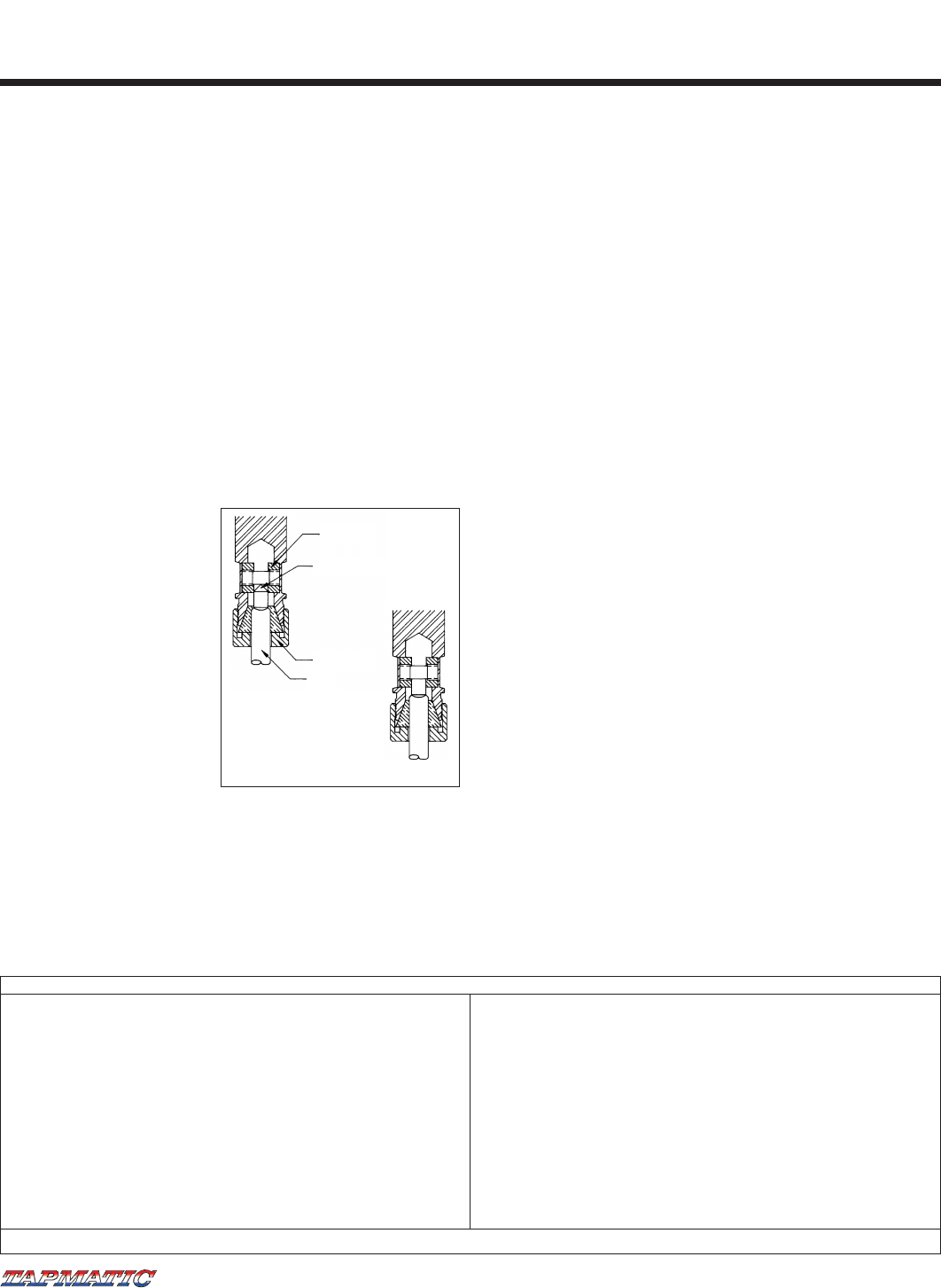
INSERTING THE TAP:
Rubber flex Collet Spindle:
If the tap you are using has a male
center as in Figure 1, the point
should be ground off so that the tap
square will be engaged by the back
jaws as shown in Figure 2.
After removing the point,
insert the tap into the tap chuck of
the attachment so that the back jaws
will engage the square of the tap.
Hand tighten the chuck nut first.
Then tighten back jaws with hex key.
Then using wrenches provided,
tighten chuck nut. This procedure
will assure true running of the tap.
Note: Reduce capacity 25% for
roll form taps.
TAPPING SPEEDS: The Tapping Attachment has been designed to operate
properly at recommended tapping speeds. Please refer to chart for the
recommendations for specific tap sizes. Do not exceed the maximum speed
shown on the tapping attachment.
SETTING THE PRE-SELECTED TORQUE CONTROL:
The attachment has a spring loaded friction clutch. Driving adjustments are
made by tightening or loosening the knurled torque cap (#2) at the upper end
of the attachment.
To begin the tapping operations, set the clutch adjustment cap (#2) at a
setting less than the final setting, then progressively tighten until the unit will
**These maximum tapping speeds are for optimum tapping conditions for the tap size, tap pitch and material involved. Optimum conditions are (1) a through hole or blind hole with generous chip clearance; (2) thread depth is one times
a tap diameter or less; (3) free machining material; (4) tap drill diameter for 60% thread; (5) use of LPS Tapmatic Cutting Fluid or Coolant; and (6) proper designed tap. Reduce speed accordingly for each non-optimum condition.
MAXIMUM TAPMATIC TAPPING SPEEDS**
30X, 50X, 70X, 90X Safety And Operation Instructions
3.
BACK JAW
MALE CENTER
CHUCK
NUT
TAP
FIG. 1
FIG. 2
ISO 9001 CERTIFIED- 802 Clearwater Loop, Post Falls, ID 83854, Phone: 800 854-6019, 208 773-8048, FAX: 208 773-3021, www.tapmatic.com
30X Wrench Set
Qty. Order Description
No.
150332 332X Stop Arm
150340 340X Stop Arm Ring
127078 5/64" Hex Key
128050 1/2" Wrench
128062 5/8" Wrench
129030 30 Series Spanner
Wrench (Thread Mounts
Only)
50X Wrench Set
Qty. Order Description
No.
156532 5032XB Stop Arm
156540 5040XB Stop Arm Ring
128075 3/4" Wrench
128097 31/32" Wrench
127125 1/8" Hex Key
127078 5/64" Hex Key
129050 50 Series Spanner
Wrench (Thread Mounts
Only)
70X Wrench Set
Qty. Order Description
No.
150732 732X Stop Arm
150740 740X Stop Arm Ring
127078 5/64" Hex Key
1 27156 5/32" Hex Key
128097 31/32" Wrench
128131 1 5/16" Wrench
129085 #5 Hook
129090 Spring Puller
129070 70 Series Spanner
Wrench (Thread Mounts
Only)
90X Wrench Set
Qty. Order Description
No.
150932 932X Stop Arm
150940 940X Stop Arm Ring
127078 5/64" Hex Key
127093 3/32" Hex Key
127218 7/32" Hex Key
128156 1 9/16" Wrench
128200 2" Wrench
129081 #1 Hook
129090 Spring Puller
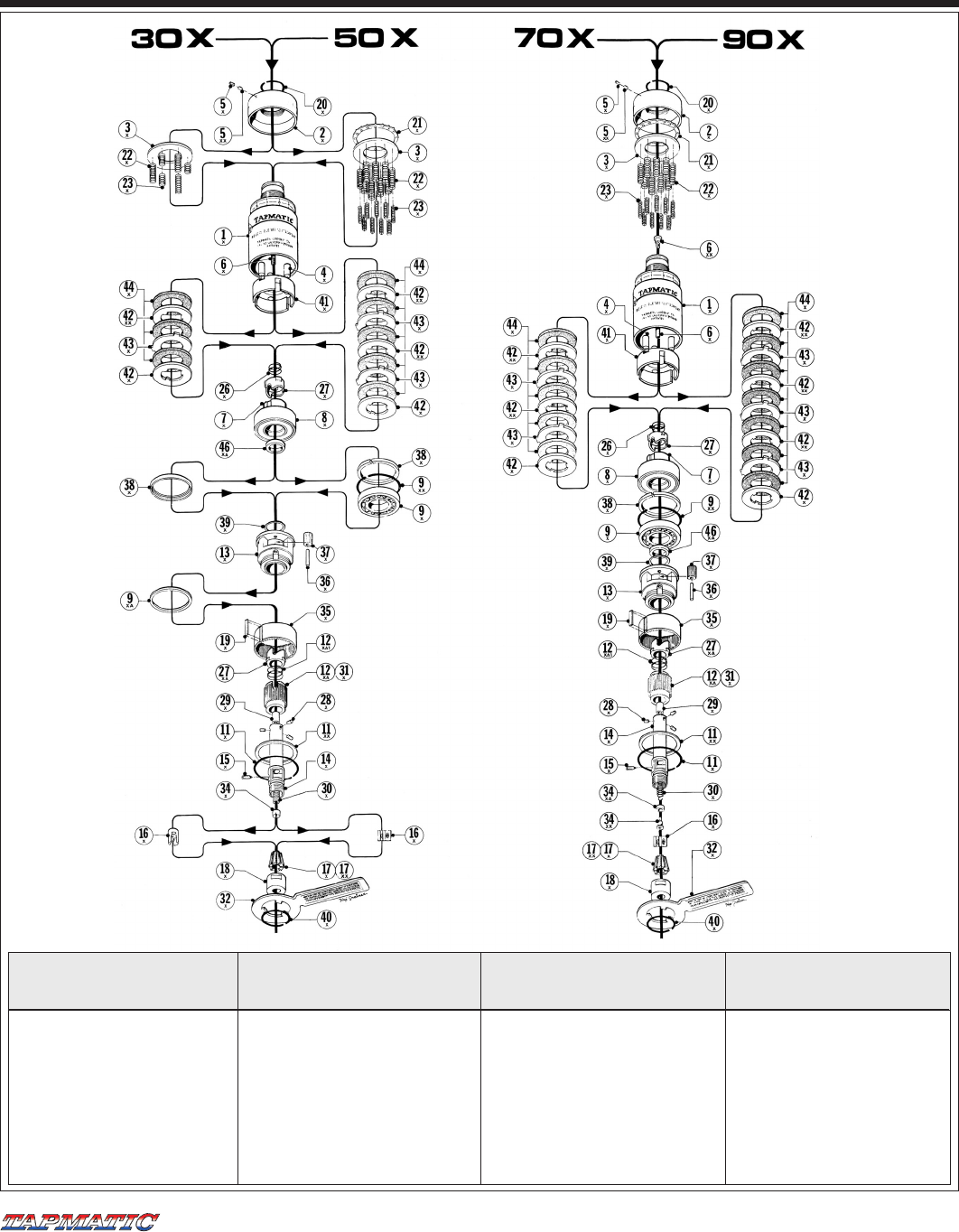
30X, 50X, 70X, 90X Parts Listing
4.

ISO 9001 CERTIFIED- 802 Clearwater Loop, Post Falls, ID 83854, Phone: 800 854-6019, 208 773-8048, FAX: 208 773-3021, www.tapmatic.com
IDENT PART NAME 30X 50X 70X 90X
1X (#6JT) Housing 50301B (1) 50501B (1) - -
1X (DINB16) Housing 50301G (1) 50501G (1) - -
1X (#33JT) Housing 50301E (1) 50501E (1) - -
1X (DINB12) Housing 50301F (1) - - -
1X (5/16"-24) Housing 50301H (1) - - -
1X (3/8"-24) Housing 50301I (1) 50501I (1) - -
1X (1/2"-20) Housing 50301J (1) 50501J (1) 50701J (1) -
1X (5/8"-16) Housing 50301K (1) 50501K (1) 50701K (1) -
1X (3/4"-16) Housing 50301L (1) 50501L (1) 50701L (1) -
1X (7/8"-20) Housing - - 50701M (1) -
1X (#3JT) Housing - - 50701C (1) -
1X (#4JT) Housing ---50901D (1)
1X(1 1/2"-18) Housing ---50901N (1)
2X Clutch Adjustment Cap 50302A (2) 56502A (2) 50702A (2) 50902A (2)
3X Spring Plate 50303 56503 50703 50903
4X Driver Pins 50304 (3 set) 50704 (3 set) 50704 (3 set) 50904 (3 set)
5X Lock Set Screw 50305A (3) 50305A (3) 50305A (3) 50905A (3)
5XX Lock Set Screw Plug 503051 503051 503051 509051
6X Guide Spindle 503061 56506 51720 51920
6XX Upper Spring Hanger - - 60334 50706
7X Clutch Sleeve 50307 50507 50707 50907
8X Clutch Bearing 50308 56508 50708 50908
9X Gear Carrier Bearing (Ball) - 50509 50709 50909
9XA Gear Carrier Bearing (Nylon) 503091 - - -
9XX Truarc Ring - 505091 507091 509091
11X Retaining Ring 50311 50511 50711 50911
11XX Gear Washer 503111 505111 507111 509111
12XA Reversing Sleeve 503121 (4) 505121 (4) 507121 (4) 509121 (4)
12XA1 *Reversing Driver Spring 51312 505122 507122 509122
13X Gear Carier 503131 50513 50713 50913
14X Drive Spindle 503141A (5) 56514A (5) 50714A (5) 50914A (5)
15X Back Jaw Retainer Screw 50315 (2 req'd) 50315 50715 50915
16X *Back Jaws or Tap Jaws 503161 56516 50716 50916
17X Rubber Flex Collet (Small) 21600 22100 24100 26100
17XX Rubber Flex Collet (Large) 21700 22200 24000 26200
18X Tap Chuck Nut 50318 56518 50718 50918
19X Key 50319 50319 50719 50919
20X Stop Ring 50320 56520 50720 50920
21X Adjustment Thrust Bearing - 56521 50721 50921
22X Clutch Spring (Large) 50322 (3 set) 50522 (9 set) 50722 (9 set) 50922 (9 set)
23X Clutch Spring (Small) 50323 (3set) 50723 (9set) 50723 (9set) 50923 (9 set)
26X *Cushion Spring 50326 565261 50726 50926
27X *Spring Cup Driver 503271 505271 507271 50927
27XA *Reversing Driver 503272 505272 507272 509271
28X Drive Pins 50328 (3set) 56528 (3 set) 50728 (3 set0 50928 (3 set)
29X Guide Spindle Bearing 50329 56529 50729 51908
30X *Return Spring 51328 51528 507301 50930
31X Drive Spindle Bearing 503311 (4) - (4) - (4) 509311 (4)
32X *Stop Arm 50332 56532 50732 50932
33X Guie Spindle Washer 50333 - - -
34X Guide Spindle Nut 503341 56534 - -
34XA Spring Bearing - - 50734 50934
34XX Spring Bearing Hanger - - 50706 50706
35X Ring Gear 50335 50535 50735 50935
36X Gear Pins 50336 (3 set) 50536 (3 set) 50736 (3 set) 50936 (3 set)
37X Planet Gears 50337 (3 set) 50537 (3 set) 50737 (3 set) 50937 (3 set)
38X Spacer 50338 50538 50738 50938
39X Thrust Washer 50339 50539 50739 50939
40X Truarc Ring 50340 56540 50740 50940
41X Clutch Driver 50341 56541 50741 50941
42X Primary Internal Clutch Plate 50342 56542 50742 50942
42XX Internal Clutch Plate 503421 565421 (2 set) 507421 (2 set) 509421 (3set)
43X External Clutch Plate 50343 56543 (2 set) 50743 (2 set) 50943 (3 set)
44X *Clutch Discs 50344 (3 set) 56544 (5 set) 50744 (5 set) 50944 (7 set)
46XA Reversing Sleeve Bushing 503461 505461 507461 509461
*These items are considered normal wear replacement parts and are not covered under warranty.
INSTRUCTIONS FOR DISASSEMBLY
1. Remove stop ring (#20X) and unscrew clutch adjustment cap (#2X).
2. Hold unit in vertical position and remove adjustment thrust bearing (#21X). (50X,
70X & 90X only).
3. Lift off spring plate (#3X).
4. Carefully invert unit over a clean receptacle. Clutch springs (#22X & 23X) will drop
out.
5. Remove tap chuck nut (#18X) and collet (#17X).
6. Remove back jaw retainer screw (#15X).
7. Remove back jaw (#16X).
8a. Remove return spring (#30X) by threading spring puller (supplied with unit) into
tapped hole in part (#34XX), and pulling out to expose spring for removal with spring
hook (also supplied with unit). (Models 70X and 90X only).
8b. Unscrew guide spindle nut (#34X) and remove return spring (#30X).
(Models 30X & 50X).
9. Remove truarc ring (#40X) and stop arm (#32X).
10. Remove truarc ring (#11X) and gear washer (#11XX).
11. Lift out drive spindle (#14X) and reversing sleeve (#12XA) sub assembly from unit.
12. Lift out spacers (#46XA) and (#38X).
13. Lift out clutch sleeve (#7X), clutch driver (#41X), clutch plates
(#42X, 42XX, 43X) and clutch discs (#44X).
14. Lift out cushion spring (#26X) and spring cup driver (#27X).
15. Remove driver pins (#28X) from drive spindle (#14X).
16. Press drive spindle (#14X) out of reversing sleeve (#12XA) subassembly.
17. Do not disassemble planetary gear reversing subassembly (#13X).
INSTRUCTIONS FOR ASSEMBLY
1. Clean and lubricate all parts requiring lubrication thoroughly. Do not get clutch parts
wet or oily.
2. Place internal clutch plate (#42X) on clutch sleeve (#7X), then clutch disc (#44X),
then external clutch plate (#42X), then another clutch disc (#44X), then internal clutch
(1) Housing only available as an assembly with Ident. #4X and #6X.
(2) Clutch Adjustment Cap only available as an assembly with Ident #5X and #5XX.
(3) Lock Set Screw comes with Ident. #5XX.
plate (#42XX), and so forth, until you have all plates and discs on clutch sleeve, then
line up external dogs so that you can slip clutch driver (#41X) over complete
subassembly.
3. Place cushion spring (#26X) and spring cup driver (#27X) in
clutch sleeve (#7X).
4. Insert clutch sleeve (#7X) and clutch driver (#41X) subassembly into housing (#1X),
making sure that 3 holes in clutch driver mate with 3 pins in housing (#1X).
5. Insert spacers (#46XA) and (#38X) into housing (#1X).
6. Press drive spindle (#14X) into reversing sleeve (#12XA) subassembly and insert
drive pins (#28X).
7. Insert complete subassembly into housing (#1X) utilizing key (#19X).
8. Insert gear washer (#11XX) and snap in truarc ring (#11X).
9. Hook return spring (#30X) to spring hanger (#6X) and insert this subassembly into
neck end of housing (#1X) making certain spring hanger is seated properly. (Models
70X and 90X only).
10. Use spring hook (supplied with unit) to expose return spring (#30X) and attach spring
bearing hanger (#34XX) with bearing (#34XA) mounted. (Models 70X and 90X).
11a. Thread spring puller (supplied with unit) into tapped hole in spring hanger (#34XX)
and carefully lower assembly into drive spindle (#14X) until bearing (#34XA) seats
itself, then unscrew spring puller. (Models 70X and 90X).
11b Insert return spring (#30X) into drive spindle (#14X) and screw guide spindle nut on
to guide spindle (#6X). (Models 30X and 50X).
12. Place back jaws (#16X) in drive spindle (#14X) and install back jaw retainer screw
(#15X).
13. Insert collet (#17X) into tap chuck nut (#18X) and screw tap chuck nut (#18X) on to
drive spindle (#14X).
14. Insert clutch springs (#22X & 23X) into unit.
15. Place spring plate (#3X) on springs.
16. Place adjustment thrust bearing (#21X) on spring plate (#3X). Models 50X, 70X and
90X).
17. Screw on clutch adjustment cap (#2X).
18. Install stop ring (#20X).
19. Install stop arm (#32X) and snap on truarc ring (#40X).
(4) Reversing Sleeve and Drive Spindle Bearing available only as an assembly.
(5) Drive Spindle only available as an assembly with Ident. #29X.
30X, 50X, 70X, 90X Parts Listing
5.
ISO 9001 CERTIFIED- 802 Clearwater Loop, Post Falls, ID 83854, Phone: 800 854-6019, 208 773-8048, FAX: 208 773-3021, www.tapmatic.com
Distributed By:
1003/X/NCG/2500
6.
TAPMATIC CORPORATION: ISO 9001 CERTIFIED
802 Clearwater Loop, Post Falls, Idaho 83854
Phone: (208) 773-8048, (800) 854-6019, FAX: (208) 773-3021
TAPMATIC INTERNATIONAL CORPORATION
Alte Rheinstrasse, CH-9451 Kriessern, Switzerland
Phone: 011 41 71 757 5900, FAX: 011 41 71 757 5901
The Tapping Specialists
30X, 50X, 70X, 90X Repair Service
Repair Service is available at... Attention: Repair Department
Tapmatic Corporation
802 Clearwater Loop
Post Falls, ID 83854
To Expedite Repair: Return tool direct to Tapmatic Corporation, by United Parcel Service and enclose the
following statement with your purchase order: "Authorization given to repair and return tool without notifica-
tion if total repair cost does not exceed 40% of the cost of a new tool." Tapmatic will repair the tool and call to
request your credit card # for invoicing.
IMPORTANT: Be sure to return the tool complete with the tap chuck nut, back jaw and if the tool is a reversing
unit, include stop arm. Otherwise, we will add these missing parts to every non-warranty repair.
Cost Notification: Tapmatic will FAX a cost notification to you, soliciting your approval before repairs are
completed.
If it is determined that a tapping attachment cannot be repaired, at the customer's request, Tapmatic will return the
disassembled parts. We are not able to reassemble tapping attachments using damaged or worn out parts.
Optional Return Procedure: Tools may also be returned for repair through your local Tapmatic Distributor.
They will ship the tool to us and include instructions for the repair and return. You may already have an open
account with them which facilitates the handling of invoicing.
Priority Service: Tapmatic services tapping attachments returned for repair in the order in which they are re-
ceived. All tools will be evaluated and repaired within three weeks from the date they arrive subject to receiving
the customer's approval to proceed with the repair.
Priority is given to the tools shipped to us by overnight or second day.
If a repair is sent to us by UPS ground or similar service it can also be given priority. Just call and let us know you
need priority service and advise if you would like the tool returned to you by overnight or second day. In the
interest of fairness, to all our customers, we ask that you approve return shipment by overnight or second day before
we agree to upgrade your repair order to priority service. Typical turnaround, not including shipping time, for
priority repairs is 3 days subject to receiving the customer's approval to proceed with the repair.
If we can answer any questions, please call our toll free number: 800 395-8231.
R
