M1036_OM M1036 OM
User Manual: m1036_OM
Open the PDF directly: View PDF ![]() .
.
Page Count: 40

OWNER'S MANUAL
(FOR MODELS MANUFACTURED SINCE 11/05)
MODEL M1036
MICRO MILL
Phone: (360) 734-3482 • Online Technical Support: tech-support@shopfox.biz
COPYRIGHT © NOVEMBER, 2005 BY WOODSTOCK INTERNATIONAL, INC. REVISED JULY, 2013 (DM)
WARNING: NO PORTION OF THIS MANUAL MAY BE REPRODUCED IN ANY SHAPE OR FORM WITHOUT
THE WRITTEN APPROVAL OF WOODSTOCK INTERNATIONAL, INC.
#7735EW Printed in CHINA
This manual provides critical safety instructions on the proper setup,
operation, maintenance, and service of this machine/tool. Save this
document, refer to it often, and use it to instruct other operators.
Failure to read, understand and follow the instructions in this manual
may result in fire or serious personal injury—including amputation,
electrocution, or death.
The owner of this machine/tool is solely responsible for its safe use.
This responsibility includes but is not limited to proper installation in
a safe environment, personnel training and usage authorization,
proper inspection and maintenance, manual availability and compre-
hension, application of safety devices, cutting/sanding/grinding tool
integrity, and the usage of personal protective equipment.
The manufacturer will not be held liable for injury or property
damage from negligence, improper training, machine modifications or
misuse.
Some dust created by power sanding, sawing, grinding, drilling, and
other construction activities contains chemicals known to the State of
California to cause cancer, birth defects or other reproductive harm.
Some examples of these chemicals are:
• Lead from lead-based paints.
• Crystalline silica from bricks, cement and other masonry products.
• Arsenic and chromium from chemically-treated lumber.
Your risk from these exposures varies, depending on how often you
do this type of work. To reduce your exposure to these chemicals:
Work in a well ventilated area, and work with approved safety equip-
ment, such as those dust masks that are specially designed to filter
out microscopic particles.

SET UPELECTRICAL MAINTENANCE SERVICE PARTS
OPERATIONS
SAFETYINTRODUCTION
USE THE QUICK GUIDE PAGE LABELS TO SEARCH OUT INFORMATION FAST!
INTRODUCTION .....................................2
Woodstock Technical Support .................. 2
Controls and Features ........................... 5
SAFETY ...............................................6
Standard Machinery Safety Instructions ...... 6
Additional Safety for Milling Machines ........ 8
ELECTRICAL .........................................9
Circuit Requirements ............................ 9
Grounding Requirements ...................... 10
Extension Cords ................................ 10
SETUP .............................................. 11
Unpacking ....................................... 11
Items Needed ................................... 11
Inventory ........................................ 12
Cleanup .......................................... 13
Site Considerations ............................ 13
Mounting to Workbench ....................... 14
Mounting Headstock to Column .............. 14
Compound Slide Table ......................... 15
Vise ............................................... 15
Test Run and Spindle Break-in ............... 16
OPERATIONS....................................... 17
General .......................................... 17
Table Travel ..................................... 18
Graduated Dials ................................ 18
Backlash ......................................... 19
Headstock Height .............................. 19
Downfeed Controls ............................. 20
Digital Height Gauge ........................... 21
Depth Stop ...................................... 22
Changing RPM ................................... 22
Drill Chuck....................................... 23
Drill Chuck Removal ........................... 23
Collets ........................................... 24
ACCESSORIES ...................................... 25
MAINTENANCE .................................... 26
General .......................................... 26
Cleaning ......................................... 26
Table & Base .................................... 26
Lubrication ...................................... 27
SERVICE ............................................ 28
General .......................................... 28
Gibs ............................................... 28
Replacing Motor Brushes ...................... 29
Fuse Replacement .............................. 29
Electrical Components ........................ 30
Wiring Diagram ................................. 30
Troubleshooting ................................. 31
PARTS .............................................. 32
Parts List ......................................... 33
WARRANTY ........................................ 37
TABLE OF CONTENTS
-2-
M1036 Micro Mill
INTRODUCTION
Woodstock Technical Support
Woodstock International, Inc. is committed to customer satisfaction. Our intent with this manual is to
include the basic information for safety, setup, operation, maintenance, and service of this product.
In the event that questions arise about your machine, please contact Woodstock International Technical
Support at (360) 734-3482 or send e-mail to: tech-support@shopfox.biz. Our knowledgeable staff will
help you troubleshoot problems or process warranty claims.
INTRODUCTION
If you need the latest edition of this manual, you can download it from http://www.shopfox.biz.
If you have comments about this manual, please contact us at:
Woodstock International, Inc.
Attn: Technical Documentation Manager
P.O. Box 2309
Bellingham, WA 98227
Email: manuals@woodstockint.com

-3-
M1036 Micro Mill
INTRODUCTION
Model M1036 Machine Specifications, Page 1 of 2
MODEL M1036
MICRO MILLING MACHINE
Product Dimensions
Weight........................................................................................................... 31 lbs.
Width (side-to-side) x Depth (front-to-back) x Height........................................ 11 x 14 x 19 in.
Footprint (Length x Width).......................................................................... 11 x 6-1/2 in.
Shipping Dimensions
Type.................................................................................................... Cardboard Box
Content........................................................................................................ Machine
Weight........................................................................................................... 30 lbs.
Length x Width x Height........................................................................... 25 x 16 x 12 in.
Electrical
Power Requirement.................................................................... 110V, Single-Phase, 60 Hz
Prewired Voltage................................................................................................. 110V
Full-Load Current Rating........................................................................................... 2A
Minimum Circuit Size............................................................................................. 15A
Connection Type......................................................................................... Cord & Plug
Power Cord Included.............................................................................................. Yes
Plug Included....................................................................................................... Yes
Included Plug Type............................................................................................... 5-15
Switch Type................................................................ Rocker Switch & Variable-Speed Dial
Motors
Main
Type......................................................................... ODP Permanent-Split Capacitor
Horsepower.............................................................................................. 0.2 HP
Phase.............................................................................................. Single-Phase
Amps........................................................................................................... 2A
Bearings................................................................. Sealed & Permanently Lubricated
Main Specifications
Operation Info
Spindle Travel........................................................................................ 1-1/2 in.
Max Distance Spindle to Column................................................................... 6-1/2 in.
Longitudinal Table Travel (X-Axis)................................................................ 5-1/2 in.
Cross Table Travel (Y-Axis)......................................................................... 5-1/2 in.
Vertical Head Travel (Z-Axis)....................................................................... 7-3/4 in.
Turret or Column Swivel (Left /Right)............................................................ 360 deg.
Drilling Capacity for Steel............................................................................. 1/4 in.
Spindle Info
Spindle Taper.............................................................................................. JT#1
Range of Vertical Spindle Speeds............................................................. 0 – 5000 RPM

-4-
M1036 Micro Mill
INTRODUCTION
Model M1036 Machine Specifications, Page 2 of 2
Construction
Spindle Housing/Quill......................................... Chrome-Plated & Precision-Ground Steel
Table......................................................................................... Ground Cast Iron
Base.................................................................................................... Cast Iron
Paint..................................................................................................... Enamel
Other
Country Of Origin ............................................................................................... China
Warranty ....................................................................................................... 2 Years
Approximate Assembly & Setup Time ................................................................. 30 Minutes
ISO 9001 Factory .................................................................................................. Yes
CSA Certified ....................................................................................................... No
Features
Digital depth readout
Compound slide table
Variable speed, 0-5000 RPM
-5-
M1036 Micro Mill
INTRODUCTION
Controls and Features
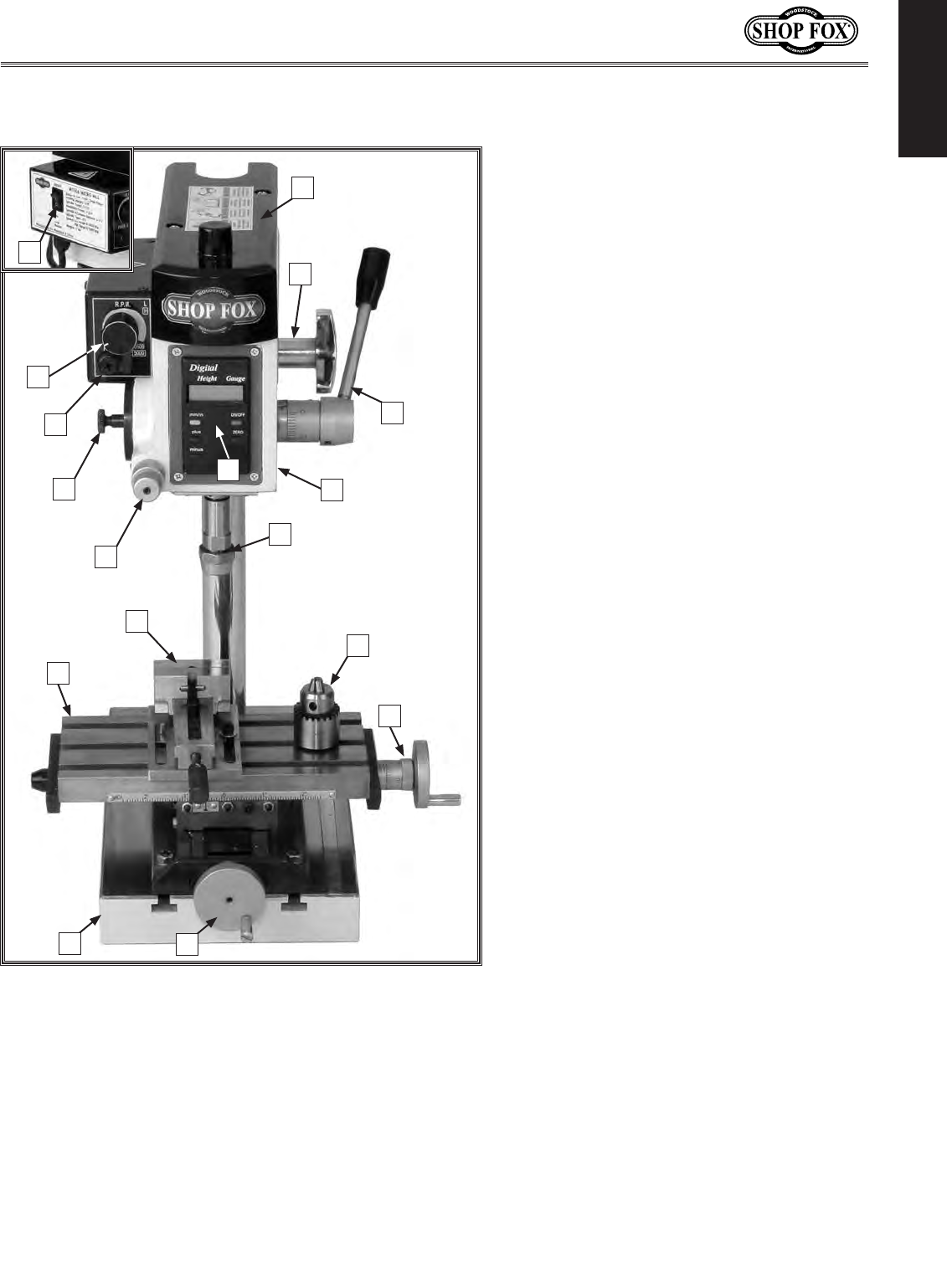
Figure 1. M1036 Controls and features.
A. ON/OFF Switch
B. RPM Control Knob
C. Fuse Box
D. Clutch Knob
E. Micro Downfeed Knob
F. Compound Slide Table
G. Base
H. Crossfeed Handwheel
I. Collet Chuck (Optional Accessory)
J. Longitudinal Handwheel
K. Vise (Optional Accessory)
L. Drill Chuck
M. Headstock
N. Digital Height Gauge
O. Downfeed Lever
P. Column Lock Knob
Q. Pulley Cover
A
C
D
P
N
E
L
F
O
J
GH
Q
M
K
B
I
-6-
M1036 Micro Mill
SAFETY
Indicates a potentially hazardous situation which, if not avoided,
MAY result in minor or moderate injury.
Indicates an imminently hazardous situation which, if not avoided,
WILL result in death or serious injury.
Indicates a potentially hazardous situation which, if not avoided,
COULD result in death or serious injury.
This symbol is used to alert the user to useful information about
proper operation of the equipment or a situation that may cause
damage to the machinery.
NOTICE
SAFETY
OWNER’S MANUAL.
Read and understand this
owner’s manual BEFORE using machine.
TRAINED OPERATORS ONLY.
Untrained operators
have a higher risk of being hurt or killed. Only
allow trained/supervised people to use this
machine. When machine is not being used,
disconnect power, remove switch keys, or
lock-out machine to prevent unauthorized
use—especially around children. Make
workshop kid proof!
DANGEROUS ENVIRONMENTS.
Do not use
machinery in areas that are wet, cluttered,
or have poor lighting. Operating machinery
in these areas greatly increases the risk of
accidents and injury.
MENTAL ALERTNESS REQUIRED.
Full mental
alertness is required for safe operation of
machinery. Never operate under the influence
of drugs or alcohol, when tired, or when
distracted.
ELECTRICAL EQUIPMENT INJURY RISKS. You can
be shocked, burned, or killed by touching live
electrical components or improperly grounded
machinery. To reduce this risk, only allow an
electrician or qualified service personnel to
do electrical installation or repair work, and
always disconnect power before accessing or
exposing electrical equipment.
DISCONNECT POWER FIRST. Always disconnect
machine from power supply BEFORE making
adjustments, changing tooling, or servicing
machine. This eliminates the risk of injury
from unintended startup or contact with live
electrical components.
EYE PROTECTION. Always wear ANSI-approved
safety glasses or a face shield when operating
or observing machinery to reduce the risk of
eye injury or blindness from flying particles.
Everyday eyeglasses are not approved safety
glasses.
Standard Machinery Safety Instructions
For Your Own Safety,
Read Manual Before Operating Machine
The purpose of safety symbols is to attract your attention to possible hazardous conditions. This
manual uses a series of symbols and signal words intended to convey the level of importance of the
safety messages. The progression of symbols is described below. Remember that safety messages by
themselves do not eliminate danger and are not a substitute for proper accident prevention mea-
sures—this responsibility is ultimately up to the operator!
SAFETY
Standard Machinery Safety Instructions

-7-
M1036 Micro Mill
SAFETY
WEARING PROPER APPAREL. Do not wear
clothing, apparel, or jewelry that can become
entangled in moving parts. Always tie back
or cover long hair. Wear non-slip footwear to
avoid accidental slips, which could cause loss
of workpiece control.
HAZARDOUS
DUST. Dust created while using
machinery may cause cancer, birth defects,
or long-term respiratory damage. Be aware of
dust hazards associated with each workpiece
material, and always wear a NIOSH-approved
respirator to reduce your risk.
HEARING PROTECTION.
Always wear hearing
protection when operating or observing
loud machinery. Extended exposure to this
noise without hearing protection can cause
permanent hearing loss.
REMOVE ADJUSTING TOOLS.
Tools left on
machinery can become dangerous projectiles
upon startup. Never leave chuck keys,
wrenches, or any other tools on machine.
Always verify removal before starting!
INTENDED USAGE.
Only use machine for
its intended purpose and never make
modifications not approved by Woodstock.
Modifying machine or using it differently
than intended may result in malfunction or
mechanical failure that can lead to serious
personal injury or death!
AWKWARD POSITIONS.
Keep proper footing and
balance at all times when operating machine.
Do not overreach! Avoid awkward hand
positions that make workpiece control difficult
or increase the risk of accidental injury.
CHILDREN & BYSTANDERS.
Keep children and
bystanders at a safe distance from the work
area. Stop using machine if they become a
distraction.
GUARDS & COVERS.
Guards and covers reduce
accidental contact with moving parts or flying
debris—make sure they are properly installed,
undamaged, and working correctly.
FORCING MACHINERY. Do not force machine. It
will do the job safer and better at the rate for
which it was designed.
NEVER STAND ON MACHINE. Serious injury may
occur if machine is tipped or if the cutting
tool is unintentionally contacted.
STABLE MACHINE.
Unexpected movement during
operation greatly increases risk of injury or
loss of control. Before starting, verify machine
is stable and mobile base (if used) is locked.
USE RECOMMENDED ACCESSORIES. Consult
this owner’s manual or the manufacturer for
recommended accessories. Using improper
accessories will increase risk of serious injury.
UNATTENDED OPERATION. To reduce the risk
of accidental injury, turn machine OFF and
ensure all moving parts completely stop
before walking away. Never leave machine
running while unattended.
MAINTAIN WITH CARE. Follow all maintenance
instructions and lubrication schedules to
keep machine in good working condition. A
machine that is improperly maintained could
malfunction, leading to serious personal injury
or death.
CHECK DAMAGED PARTS. Regularly inspect
machine for any condition that may affect
safe operation. Immediately repair or replace
damaged or mis-adjusted parts before
operating machine.
MAINTAIN POWER CORDS. When disconnecting
cord-connected machines from power, grab
and pull the plug—NOT the cord. Pulling the
cord may damage the wires inside, resulting
in a short. Do not handle cord/plug with wet
hands. Avoid cord damage by keeping it away
from heated surfaces, high traffic areas, harsh
chemicals, and wet/damp locations.
EXPERIENCING DIFFICULTIES. If at any time
you experience difficulties performing the
intended operation, stop using the machine!
Contact Technical Support at (360) 734-3482.
-8-
M1036 Micro Mill
SAFETY
Additional Safety for Milling Machines
READ and understand this
entire manual before using
this machine. Serious per-
sonal injury may occur
if safety and operational
information is not under-
stood and followed. DO
NOT risk your safety by
not reading!
USE this and other machinery with caution
and respect. Always consider safety first,
as it applies to your individual working
conditions. No list of safety guidelines
can be complete—every shop environment
is different. Failure to follow guidelines
could result in serious personal injury,
damage to equipment or poor work results.
UNDERSTANDING CONTROLS. The mill is a
complex machine that presents severe cutting
or amputation hazards if used incorrectly. Make
sure you understand the use and operation of all
controls before you begin milling.
SPINDLE SPEED. To avoid tool or workpiece
breakage that could send flying debris at the
operator and bystanders, use the correct spindle
speed for the operation. Allow the spindle to
gain full speed before beginning the cut.
CHIP CLEANUP. Chips from the operation are
sharp and hot. Touching them can cause burns
or cuts. Using compressed air to clear chips
could cause them to fly into your eyes, and may
drive them deep into the working parts of the
machine. Use a brush or vacuum to clear away
chips and debris from machine or workpiece and
NEVER clear chips while spindle is turning.
CUTTING TOOL USAGE. Cutting tools have very
sharp leading edges—handle them with care!
Using cutting tools that are in good condition
helps to ensure quality milling results and
reduces risk of personal injury from broken tool
debris. Inspect cutting tools for sharpness, chips,
or cracks before each use, and ALWAYS make
sure cutting tools are firmly held in place before
starting the machine.
STOPPING SPINDLE. To reduce the risk of hand
injuries or entanglement hazards, DO NOT
attempt to stop the spindle with your hand or a
tool. Allow the spindle to stop on its own or use
the spindle brake.
MACHINE CARE & MAINTENANCE. Operating
the mill with excessively worn or damaged
machine parts increases risk of machine or
workpiece breakage which could eject hazardous
debris at the operator. Operating a mill in poor
condition will also reduce the quality of the
results. To reduce this risk, maintain the mill in
proper working condition by ALWAYS promptly
performing routine inspections and maintenance.
SAFETY ACCESSORIES. Flying chips or debris
from the cutting operation can cause eye injury
or blindness. Always use safety glasses or a face
shield when milling.
WORK HOLDING. Before starting the machine,
be certain the workpiece has been properly
clamped to the table. NEVER hold the workpiece
by hand during operation. Milling a workpiece
that is not properly secured to the table or in a
vise could cause the workpiece to be ejected at
the operator with deadly force!
-9-
M1036 Micro Mill
ELECTRICAL
ELECTRICAL
Circuit Requirements
This machine must be connected to the correct size and
type of power supply circuit, or fire or electrical damage
may occur. Read through this section to determine if an
adequate power supply circuit is available. If a correct
circuit is not available, a qualified electrician MUST install
one before you can connect the machine to power.
A power supply circuit includes all electrical equipment
between the breaker box or fuse panel in the building
and the machine. The power supply circuit used for
this machine must be sized to safely handle the full-
load current drawn from the machine for an extended
period of time. (If this machine is connected to a circuit
protected by fuses, use a time delay fuse marked D.)
Circuit Requirements for 110V
This machine is prewired to operate on a 110V power
supply circuit that has a verified ground and meets the
following requirements:
Circuit Type ............... 110V/120V, 60 Hz, Single-Phase
Circuit Size ............................................. 15 Amps
Plug/Receptacle .................................... NEMA 5-15
Full-Load Current Rating
The full-load current rating is the amperage a machine
draws at 100% of the rated output power. On machines
with multiple motors, this is the amperage drawn by the
largest motor or sum of all motors and electrical devices
that might operate at one time during normal operations.
Full-Load Current Rating at 110V ....................2 Amps
The machine must be properly set up
before it is safe to operate. DO NOT
connect this machine to the power
source until instructed to do so later in
this manual.
Incorrectly wiring or grounding this
machine can cause electrocution, fire,
or machine damage. To reduce this risk,
only an electrician or qualified service
personnel should do any required
electrical work on this machine.
NOTICE
The circuit requirements listed in this
manual apply to
a dedicated circuit—
where only one machine will be running
at a time. If this machine will be
connected to a shared circuit where
multiple machines will be running at the
same time, consult with an electrician
to ensure that the circuit is properly
sized for safe operation.
-10-
M1036 Micro Mill
ELECTRICAL
Grounding Requirements
This machine MUST be grounded. In the event of certain
types of
malfunctions or breakdowns, grounding provides
a path of least resistance for electric current
to travel—in
order
to reduce the risk of electric shock.
Improper connection of the equipment-grounding
wire
will
increase
the risk of electric shock. The wire with green
insulation
(with/without yellow stripes) is the equipment-
grounding
wire. If repair or replacement of the power
cord or plug is necessary, do not connect the equipment-
grounding
wire to a live (current carrying) terminal.
Check with a qualified electrician or service personnel
if
you do not understand these grounding requirements,
or if
you are in doubt about whether the tool is
properly grounded.
If you ever notice that a cord or
plug is damaged or worn, disconnect it from power, and
immediately replace it with a new one.
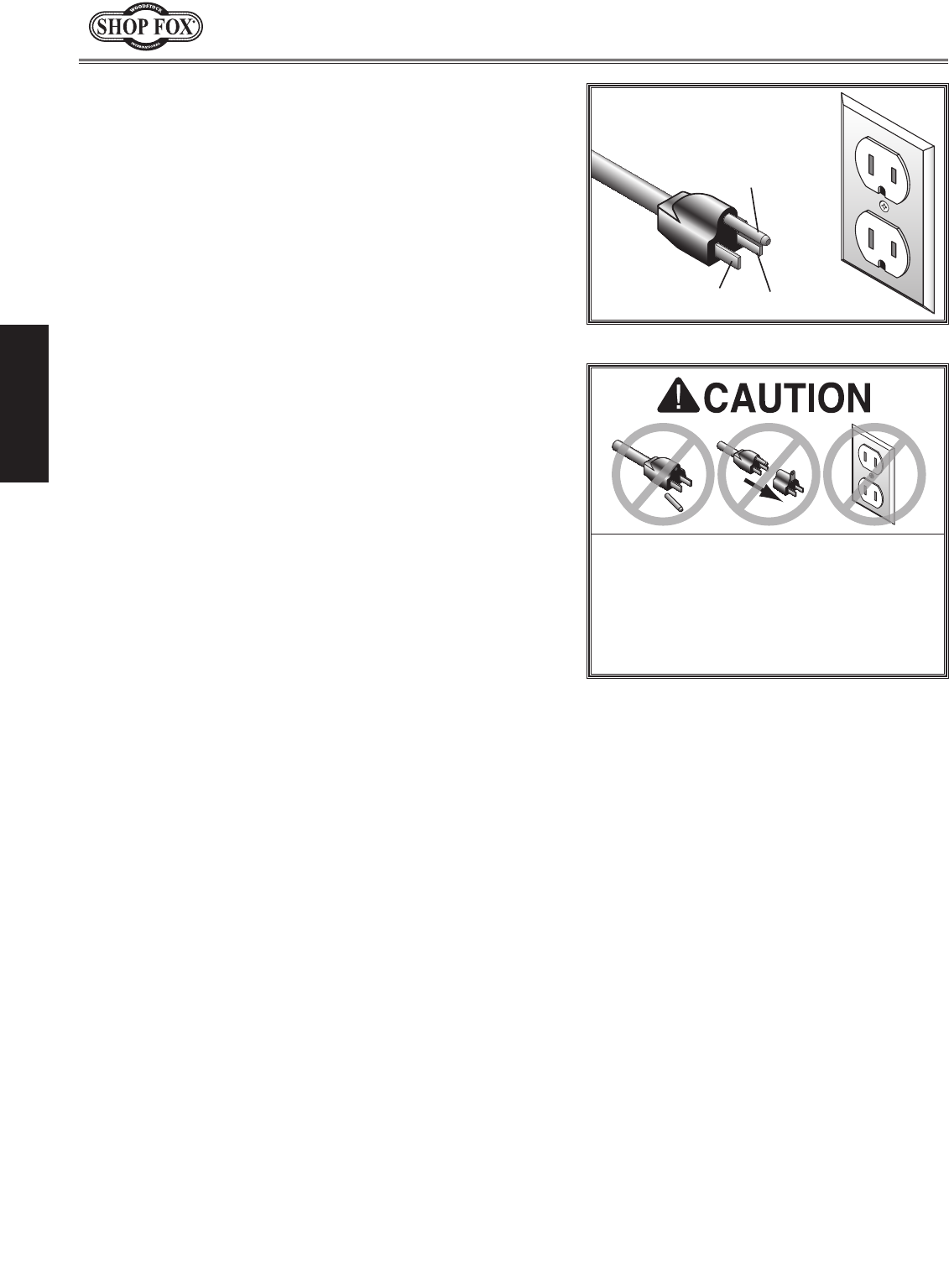
Grounding Prong
Neutral Hot
5-15 PLUG
GROUNDED
5-15 RECEPTACLE
110V
Figure 2. NEMA 5-15 plug & receptacle.
DO NOT modify the provided plug or
use an adapter if the plug will not
fit the receptacle. Instead, have an
electrician install the proper receptacle
on a power supply circuit that meets
the requirements for this machine.
Extension Cords
We do not recommend using an extension cord with this
machine. Extension cords cause voltage drop, which may
damage electrical components and shorten motor life.
Voltage drop increases with longer extension cords and
the gauge smaller gauge sizes (higher gauge numbers
indicate smaller sizes).
Any extension cord used with this machine must contain a
ground wire
, match the required
plug and receptacle, and
meet the following requirements:
Minimum Gauge Size at 110V ...................... 16 AWG
Maximum Length (Shorter is Better) ................50 ft.
For 110V Connection
This machine is equipped with a power cord that has an
equipment-grounding
wire and NE M A 5-15 grounding plug.
The plug
must only be inserted into a matching
receptacle
(
see Figure) that is properly installed and grounded in
accordance with local codes and ordinances.
-11-
M1036 Micro Mill
SET UP
Keep machine disconnected from
power until instructed otherwise.
This machine has been carefully packaged for safe
transportation. If you notice the machine has been
damaged during shipping, please contact your authorized
Shop Fox dealer immediately.
Unpacking
SETUP
The following items are needed, but not included, to
setup your machine:
Description Qty
• Safety Glasses (for each person) ........................1
• Solvent ......................................................1
• Shop Rags ...................................................1
• Wrench or Socket 10mm .................................1
• Ruler .........................................................1
Bench Mounting Hardware (Optional) Qty
• Precision Level .............................................1
• Phillips Head Screw 6mm x Length Varies .............2
• Hex Nut 6mm ..............................................2
• Flat Washer 6mm ..........................................2
• Metal Shim Stock ..........................................1
• Drill and 6mm Bit ..........................................1
Items Needed
-12-
M1036 Micro Mill
SET UP
NOTICE
When ordering replacement parts, refer
to the parts list and diagram in the back
of the manual.
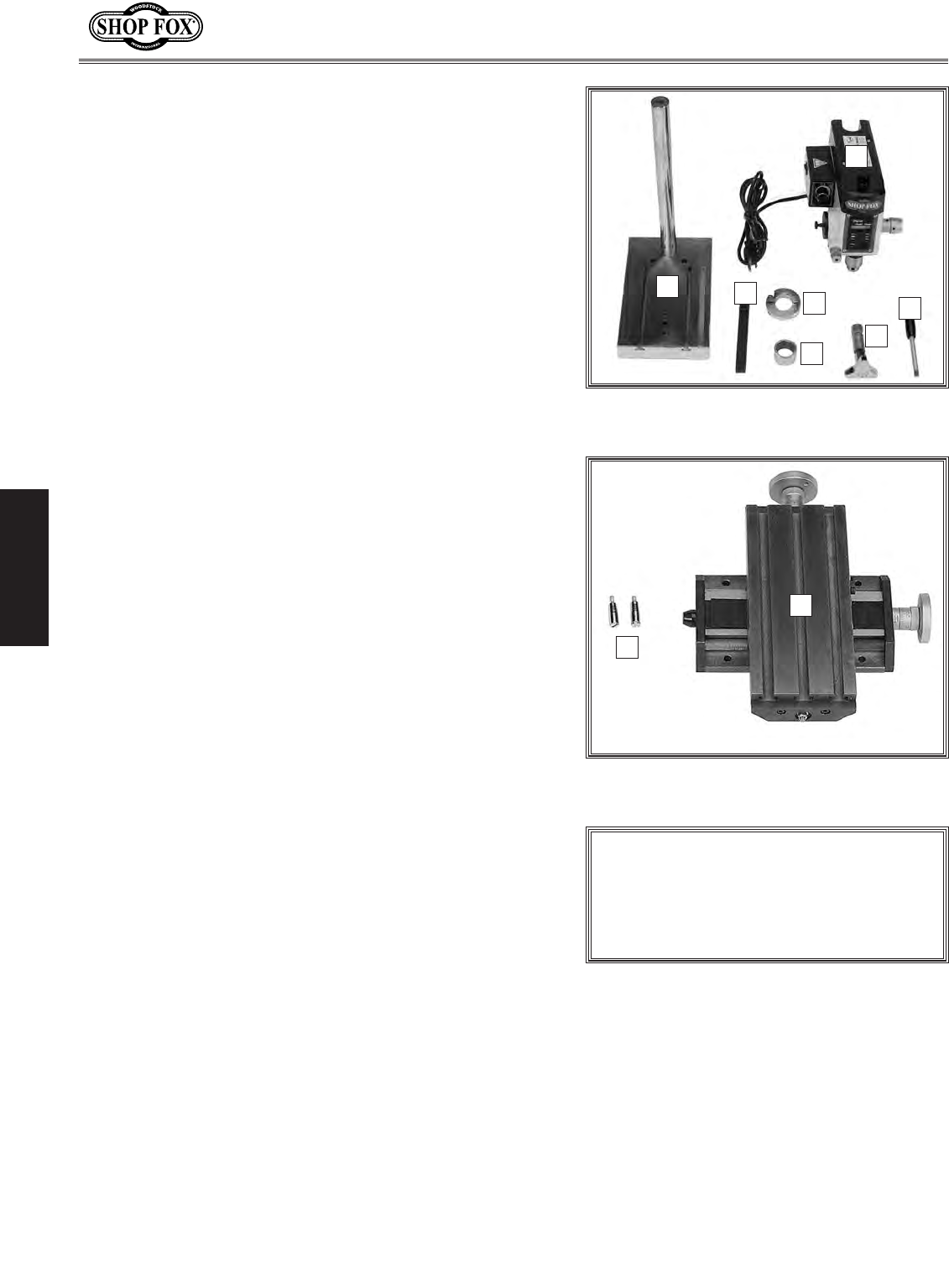
Figure 3. Box 1 contents.
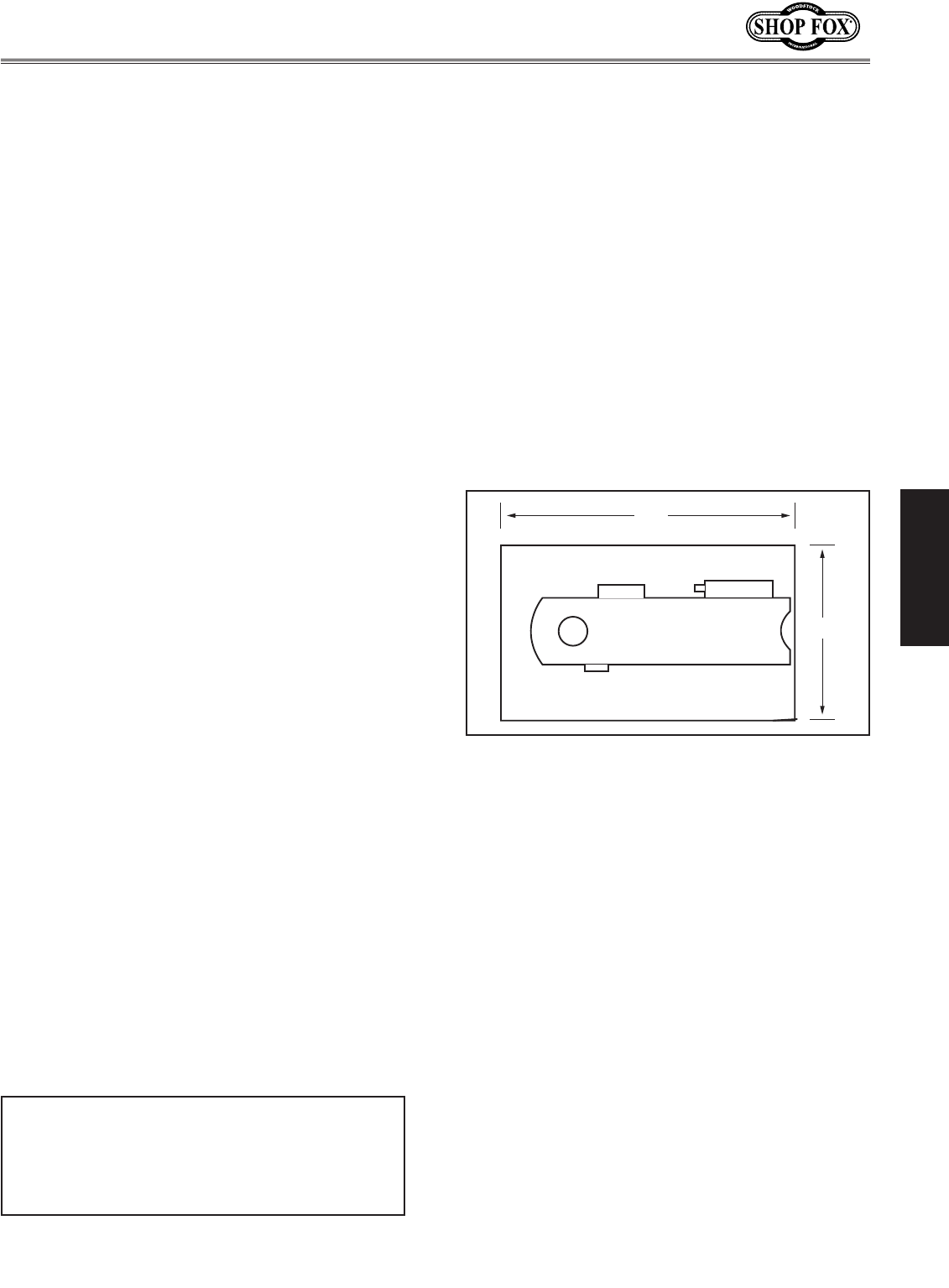
Figure 4. Box 2 contents.
H
I
A
B
C
D
F
E
G
Box 1 Contents (Figure 3) Qty
A. Headstock ...................................................1
B. Collar ........................................................1
C. Spacer .......................................................1
D. Base with Column .........................................1
E. Downfeed Lever Handle ..................................1
F. Column Lock Knob .........................................1
G. Fence ........................................................1
Box 1 Tools and Hardware (Not Shown) Qty
• Phillips Head Screwdriver ................................1
• Hex Wrenches 2, 2.5, 3, 4mm .................... 1 Each
• Open End Wrench 5.5/7mm ............................1
• Chuck Removal Wedge ....................................1
• Round Belt ..................................................1
• Cap Screw M5-.8 x 12 .....................................1
• Square Nut M5-.8 ..........................................1
Box 2 Contents (Figure 4) Qty
H. Compound Slide Table ....................................1
I. Handwheel Handles ......................................2
J. Hardware for Mounting Table-to-Base (not shown)
• Cap Screws M6-1 x 25 ................................4
• T-Nuts M6-1 ............................................4
Additional Hardware for Mounting an Optional Vise
• Cap Screws M6-1 x 30 .....................................2
• T-Nuts M6-1 .................................................2
Inventory
The following is a description of the main components
shipped with the Model M1036. Lay the components out to
inventory them.
Note: If you can't find an item on this list, check the
mounting location on the machine or examine the
packaging materials carefully. Occasionally we pre-install
certain components for safer shipping.
-13-
M1036 Micro Mill
SET UP
Workbench Load
Refer to the Machine Data Sheet for the weight
and footprint specifications of your machine.
Some workbenches may require additional
reinforcement to support both the machine and
materials.
Placement Location
Consider existing and anticipated needs, size of
material to be processed through each machine,
and space for auxiliary stands, work tables or
other machinery when establishing a location
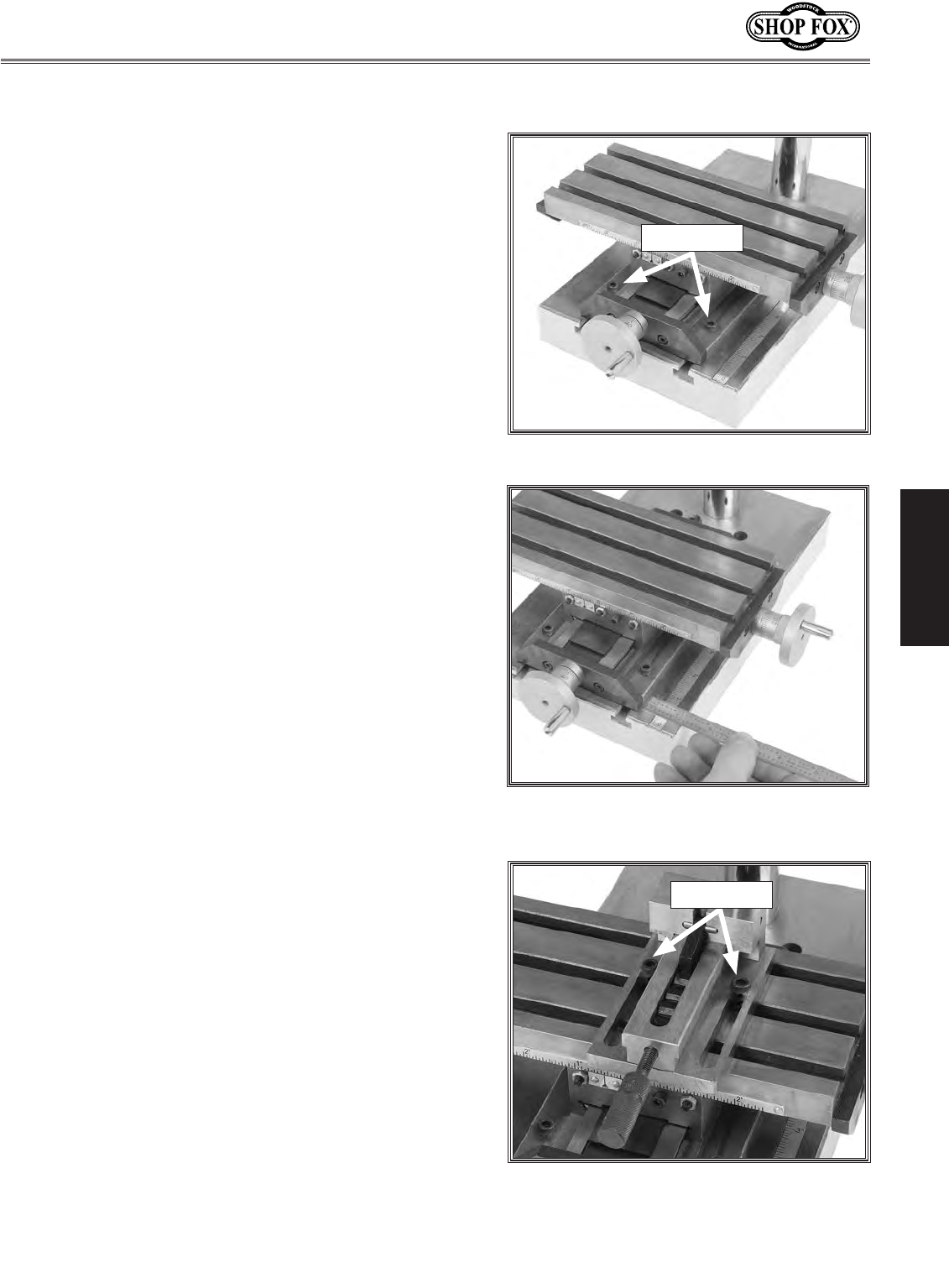
for your new machine. See Figure 5 for the
minimum working clearances.
Figure 5. Minimum working clearances.
14"
11"
Cleanup
The unpainted surfaces of your machine are
coated with a heavy-duty rust preventative that
prevents corrosion during shipment and storage.
This rust preventative works extremely well, but
it will take a little time to clean.
Be patient and do a thorough job cleaning your
machine. The time you spend doing this now will
give you a better appreciation for the proper
care of your machine's unpainted surfaces.
There are many ways to remove this rust
preventative, but the following steps work well
in a wide variety of situations. Always follow the
manufacturer’s instructions with any cleaning
product you use and make sure you work in a
well-ventilated area to minimize exposure to
toxic fumes.
Before cleaning, gather the following:
• Disposable Rags
• Cleaner/degreaser (WD•40 works well)
• Safety glasses & disposable gloves
• Plastic paint scraper (optional)
Basic steps for removing rust preventative:
1. Put on safety glasses.
2. Coat the rust preventative with a liberal
amount of cleaner/degreaser, then let it
soak for 5–10 minutes.
3. Wipe off the surfaces. If your cleaner/
degreaser is effective, the rust
preventative will wipe off easily. If you
have a plastic paint scraper, scrape off as
much as you can first, then wipe off the
rest with the rag.
4. Repeat Steps 2–3 as necessary until clean,
then coat all unpainted surfaces with a
quality metal protectant to prevent rust.
NOTICE
Avoid chlorine-based solvents, such as
acetone or brake parts cleaner, that may
damage painted surfaces.
Site Considerations

-14-
M1036 Micro Mill
SET UP
Mounting to Workbench
Mounting the mill to the workbench provides maximum
rigidity and prevents the mill from tipping. Mounting the
mill should be done before installing the headstock for
the best access to the mounting holes. When choosing a
location for the mill, make sure the cross feed and the
longitudinal handwheels extend out beyond the edge of
the table surface. This will allow unrestricted handwheel
operation.
To mount the mill to the workbench, do these steps:
1. Measure the thickness of the workbench and add
11⁄2" to determine the necessary screw length.
2. Mark your hole locations, using the mounting holes
in the base as a guide (see Figure 6).
3. Drill
3/16" holes through the workbench.
4. Place a precision level on the mill/drill table and
shim the mill/drill until it is level side-to-side and
front-to-back.
5. Bolt the mill to the workbench with (2) 6mm cap
screws (length determined in Step 1), hex nuts and
flat washers.
Figure 6. Mounting hole locations.
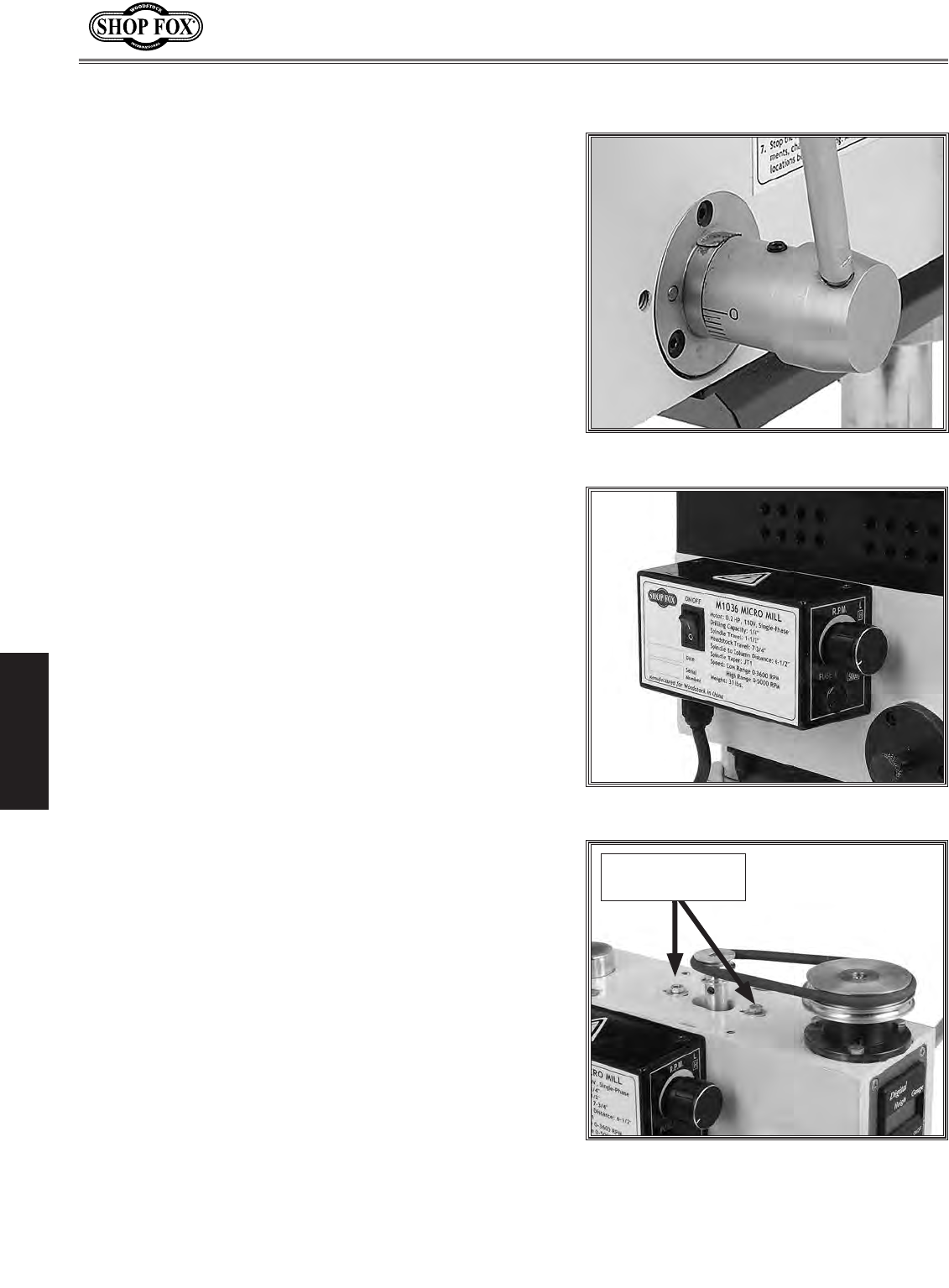
To install the headstock on the column, do these steps:
1. Set the base upright and slide the collar half way
down the column.
2. Secure the collar by tightening the cap screw with
a 4mm hex wrench, then slide the spacer over the
column (see Figure 7).
3. Insert the column lock knob assembly into the
headstock, as shown in Figure 8.
4. Slide the headstock onto the column, line the chuck
up with the hole in the base, and lock it in place
with the column lock knob.
5. Thread the downfeed lever into the hub and tighten
with the included wrench.
Mounting Headstock to
Column Figure 7. Collar and spacer installed on
the column.
Figure 8. Installing the column lock knob.
-15-
M1036 Micro Mill
SET UP
Installation of the compound slide table is not necessary
when using the mill as a drill. The compound slide table
can be moved in the X and Y axis for use with milling
cutters.
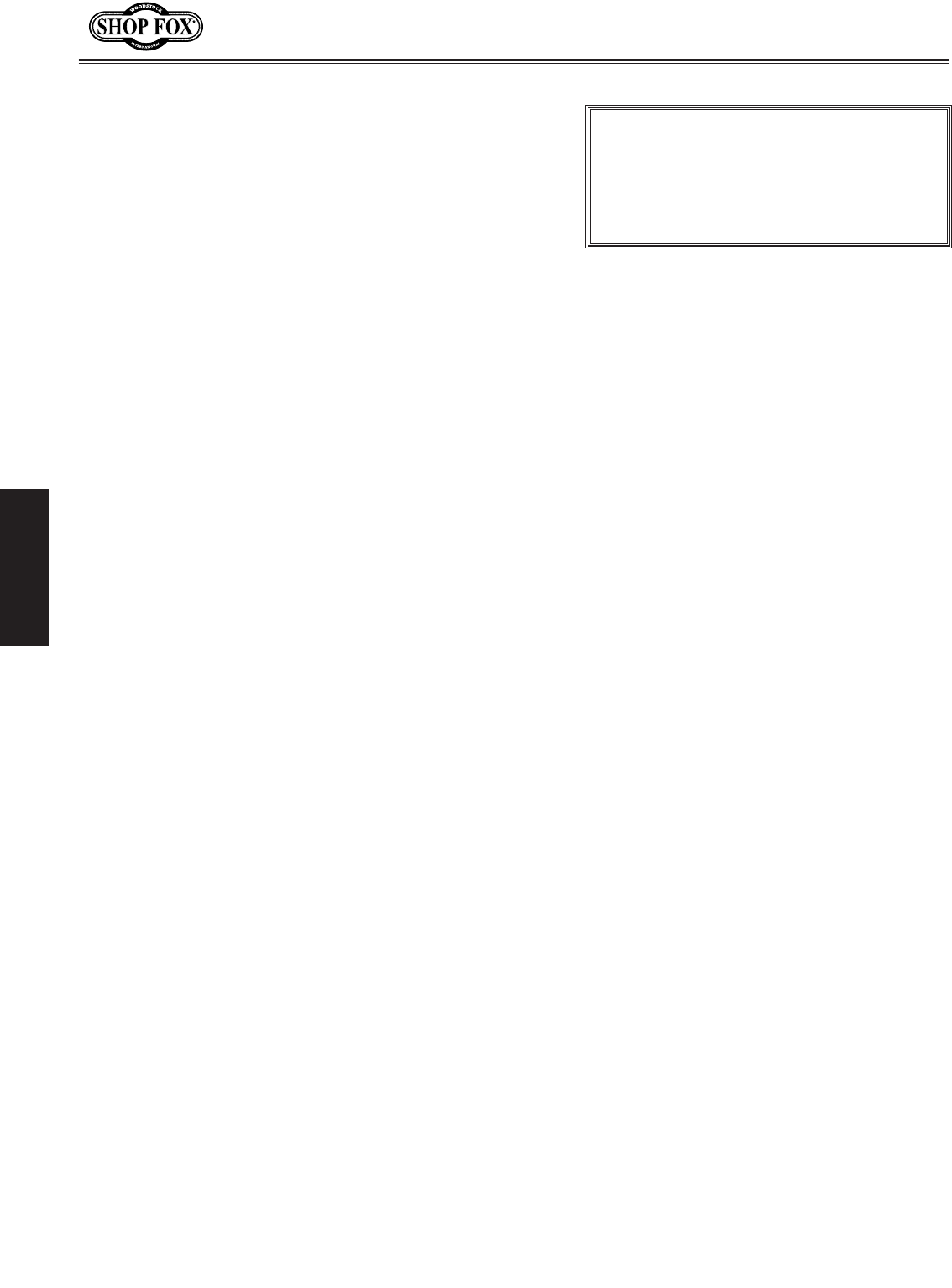
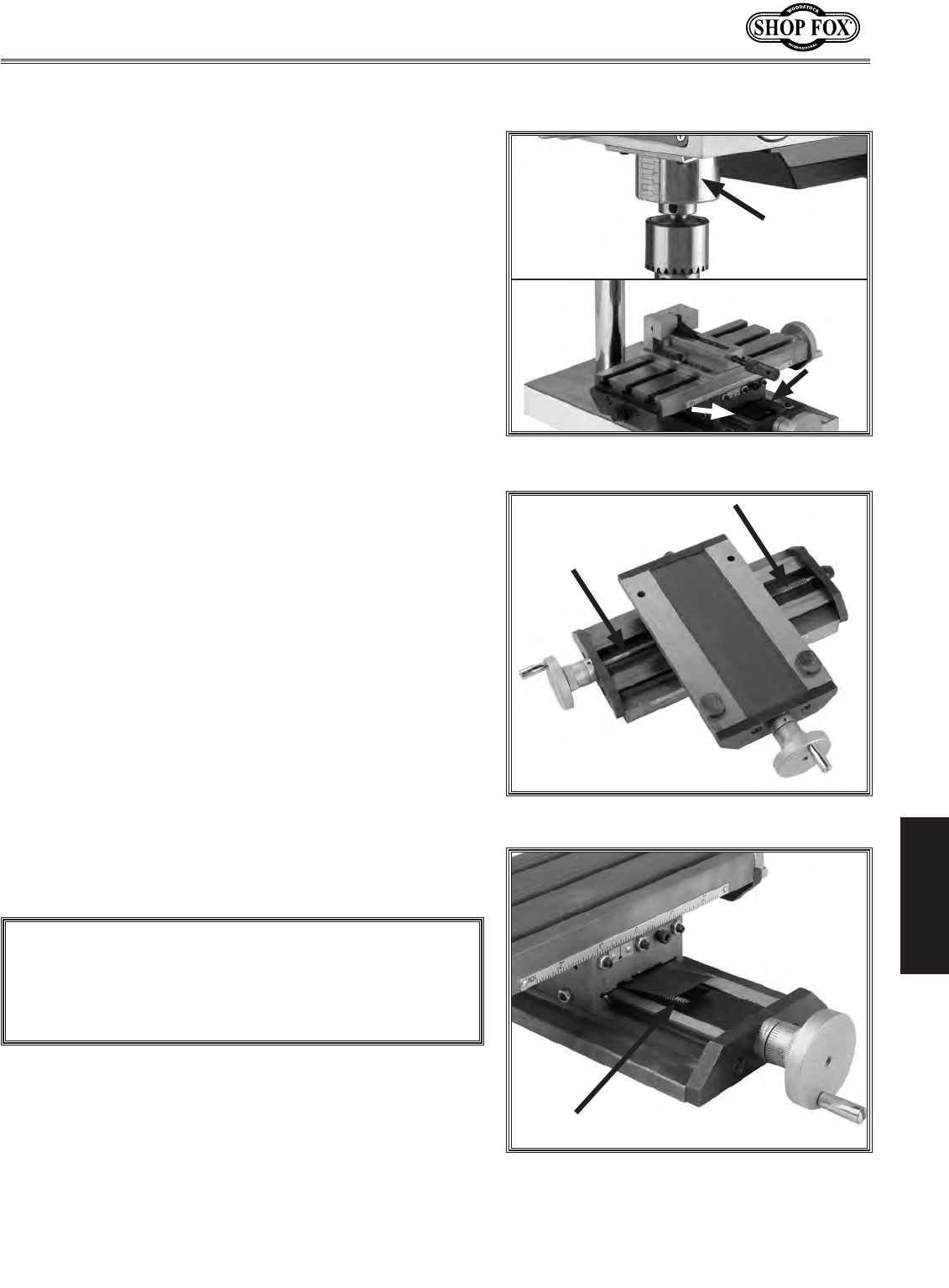
To install the compound slide table, do these steps:
1. Thread the handwheel handles into the handwheels.
2. Remove the fence from the base if installed.
3. Slide (4) M6-1 T-nuts into the T-slots, place the
compound slide table over the T-slot nuts, and
loosely thread the (4) M6-1 x 25 cap screws as shown
in Figure 9.
4. Measure at the front and back of the compound
slide table as shown in Figure 10 to make sure the
compound slide table is parallel to the base.
5. Secure the compound slide table by tightening the
cap screws.
Compound Slide Table
Figure 9. Cap screw and t-nut installation.
Figure 10. Aligning the compound slide
table.
Figure 11. Securing the optional vise.
To install the optional vise, do these steps:
1. Slide the T-nuts into the compound slide table.
2. Place the vise on the compound slide table and
loosely secure it by threading (2) M6-1 x 30 cap
screws through the vise and into the T-slot nuts, as
shown in Figure 11.
3. Align the vise parallel to the compound slide table
and tighten the cap screws.
Vise
Cap Screws
Cap Screws
-16-
M1036 Micro Mill
SET UP
NOTICE
Failure to follow the break-in proce-
dures included in this manual may lead
to shortened tool life and may void war-
ranty.
Complete this process once you familiarize yourself with
all instructions in this manual and make sure the machine
is completely lubricated as described in Lubrication on
Page 27. It is essential to closely follow the proper break-
in procedures to ensure trouble free performance.
To begin the test run and spindle break-in procedure,
do these steps:
1. Make sure there are no obstructions around or
underneath the spindle.
2. Put on safety glasses, and make sure any bystanders
are wearing safety glasses and are out of the way.
3. Set the mill to the slowest RPM, then plug the
machine in and turn the "I" position to turn the mill
ON. See Page 22, for adjusting RPM. The mill should
run smoothly, with little or no vibration or rubbing
noises.
• If you hear squealing or grinding noises, turn the
machine OFF immediately. Wait for the mill to
stop moving, unplug the machine, and correct any
problems before further operation.
• If the source of an unusual noise or vibration is not
readily apparent, contact our technical support
for help.
4. If the mill runs smoothly, allow it to run for 10
minutes at slow speed.
5. Slowly increase the RPM and allow it to run at a
medium RPM for another ten minutes.
6. Slowly increase the RPM and allow it to run at a high
RPM for another ten minutes.
Test Run and Spindle
Break-in
-17-
M1036 Micro Mill
OPERATIONS
OPERATIONS
General
This machine will perform many types of operations
that are beyond the scope of this manual. Many of these
operations can be dangerous or deadly if performed
incorrectly.
The instructions in this section are written with the
understanding that the operator has the necessary
knowledge and skills to operate this machine. If at any
time you are experiencing difficulties performing any
operation, stop using the machine!
If you are an inexperienced operator, we strongly
recommend that you read books or trade articles, or
seek training from an experienced operator of this type
of machinery before performing unfamiliar operations.
Above all, safety must come first!
To reduce your risk of serious injury,
read this entire manual BEFORE using
machine.
To reduce the risk of eye injury and
long-term respiratory damage, always
wear safety glasses and a respirator
while operating this machine.
-18-
M1036 Micro Mill
OPERATIONS
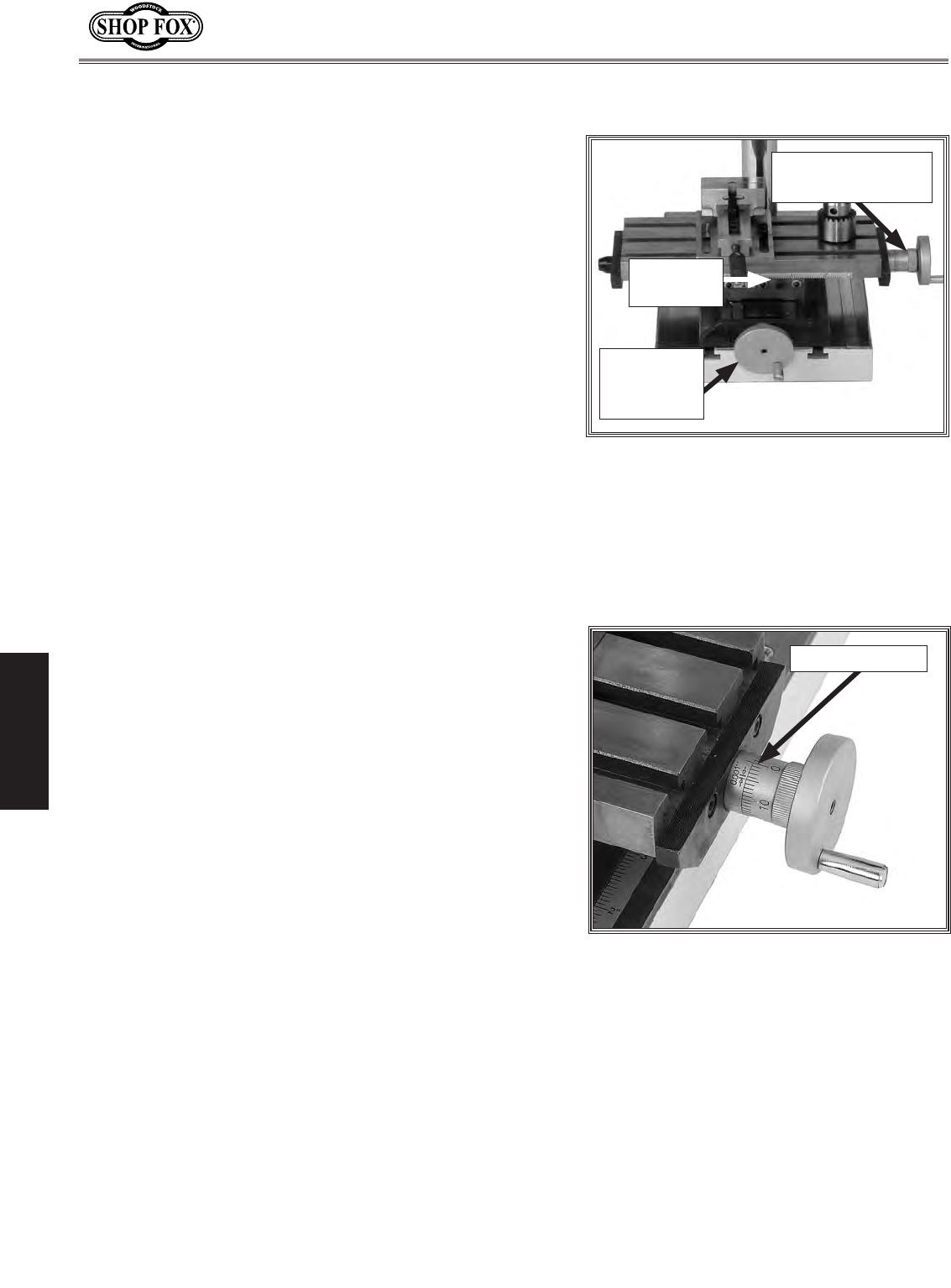
Each mark on the handwheel graduated dials (Figure 13)
represents 0.001" of movement. One full rotation of the
handwheel is equal to 0.050". The graduated dials can be
"zeroed" by grasping the knurled section and rotating the
graduated dial to "0".
Example:
To drill a series of holes with 1⁄2" centers (0.500"), drill
the first hole, zero the graduated dial, move the table
0.500" (10 rotations of the handwheel) in the appropriate
direction, then drill the next hole.
Graduated Dials
Figure 13. Graduated dial.
Graduated Dial
The table can be moved in 2 axes. Each axis is
independently controlled by a crank handle. Each handle
has a graduated dial to accurately position the workpiece
in relation to the cutting tool (see Figure 12). Each axis
has the ability to be locked in position. Locking the
axis in place will help keep workpiece vibration to a
minimum.
Longitudinal Feed Control
The longitudinal feed is controlled by a crank handle at
the end of the table, and can be locked in position by the
cap screw located at the front of the table.
Cross Feed Control
The cross feed is controlled by the center crank handle,
and can be locked in position by the cap screw located
under the left side of the mill table.
Table Travel
Figure 12. Longitudinal and cross feed
table control.
Locking
Cap Screw
Longitudinal Feed
Control
Cross Feed
Control
handle
-19-
M1036 Micro Mill
OPERATIONS
When changing table direction in either axis, the
handwheel will rotate a few degrees before the table
begins to move and the graduated dial must be adjusted.
This is backlash.
To correct for backlash, do these steps:
1. Turn the handwheel in the opposite direction of your
next operation.
2. Turn the handwheel to move the table in the
intended direction.
3. When the leadscrew catches and the table begins
to move, backlash has been eliminated and the
graduated dial can be "zeroed."
Note: You will not need to adjust for backlash as
long as the table moves in the same direction.
Backlash
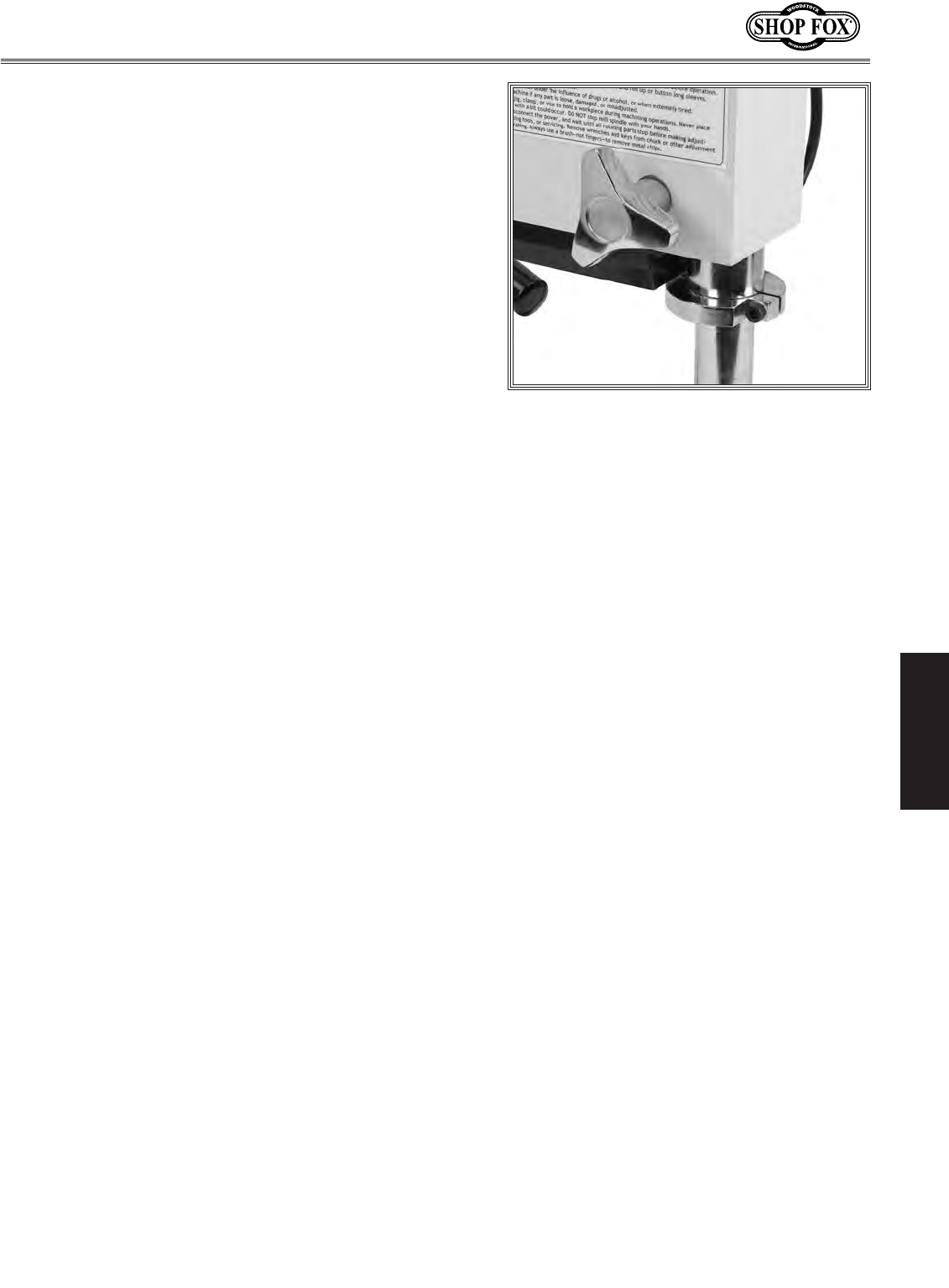
Adjusting the height of the headstock, instead of
extending the quill, maintains the rigidity of the mill and
requires less motion when using the downfeed lever.
To adjust the headstock height, do these steps:
1. Loosen the collar (Figure 14) and lower it to the
desired height.
2. Loosen the column lock knob and carefully lower the
headstock until it rests on the collar spacer.
Note: Raise the headstock by reversing Steps 1 & 2.
Headstock Height
Figure 14. Headstock height adjustment.
-20-
M1036 Micro Mill
OPERATIONS
Quill Feed Control
The quill feed is controlled by the downfeed lever shown
in Figure 15. The handle allows the mill to operate as a
drill.
To use the downfeed lever, do this step:
1. Pull the quill downfeed lever (Figure 15) forward
to feed the quill down towards the workpiece.
The quill feed handle is spring loaded to assist in
returning the handle to the upmost vertical position.
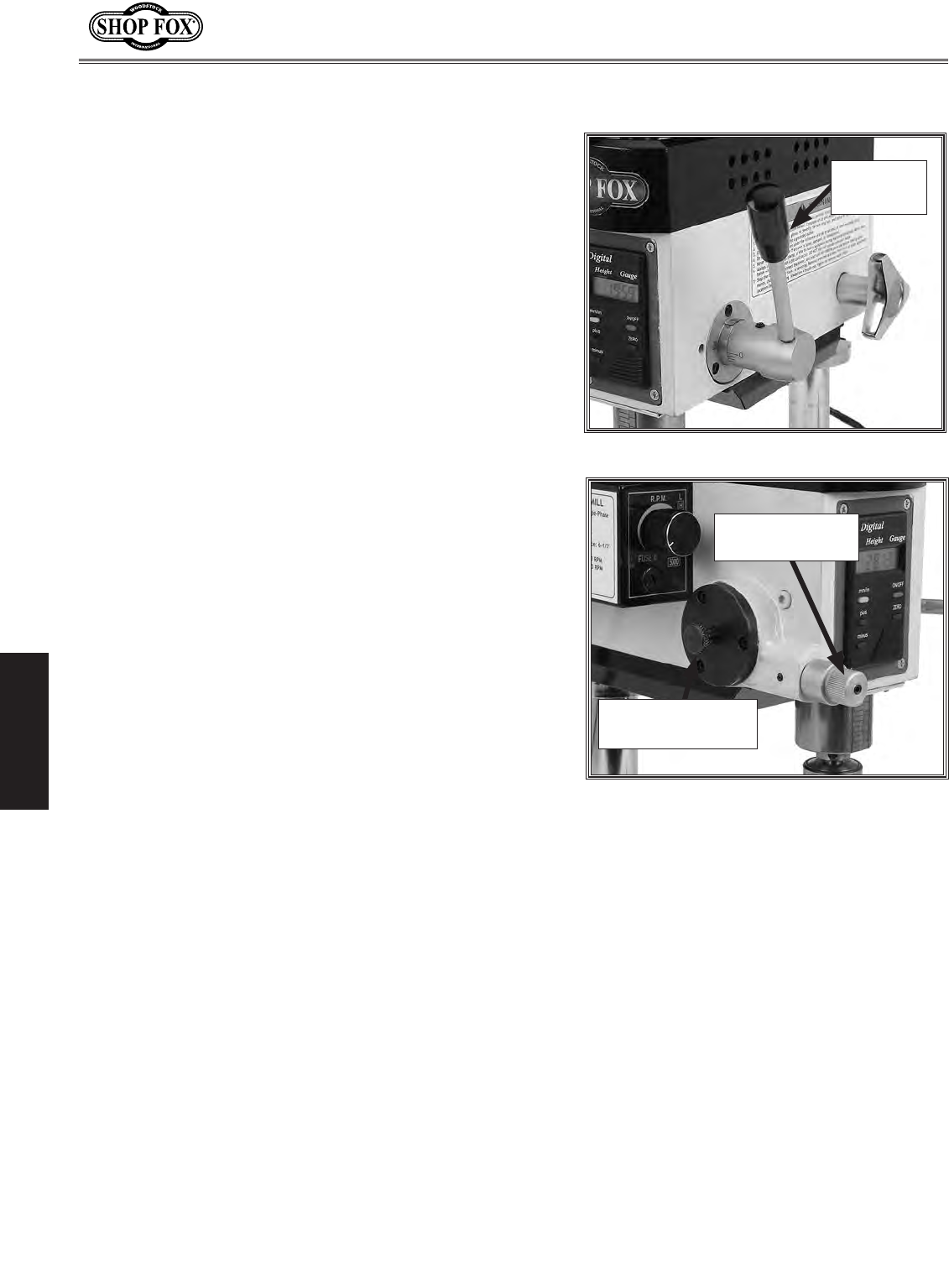
Micro Downfeed Knob
The micro downfeed knob is used to accurately control
the quill depth (see Figure 16).
To use the micro downfeed handwheel, do these
steps:
1. Push the clutch knob (Figure 16) in lightly and rotate
the micro downfeed knob until the clutch knob
engages the gear.
2. Rotate the micro downfeed knob clockwise to feed
the quill down and counterclockwise to raise the
quill.
Downfeed Controls
Figure 15. Quill downfeed lever.
Downfeed
Lever
Figure 16. Micro downfeed controls.
Micro Downfeed
Clutch Knob
Micro Downfeed
Knob

-21-
M1036 Micro Mill
OPERATIONS
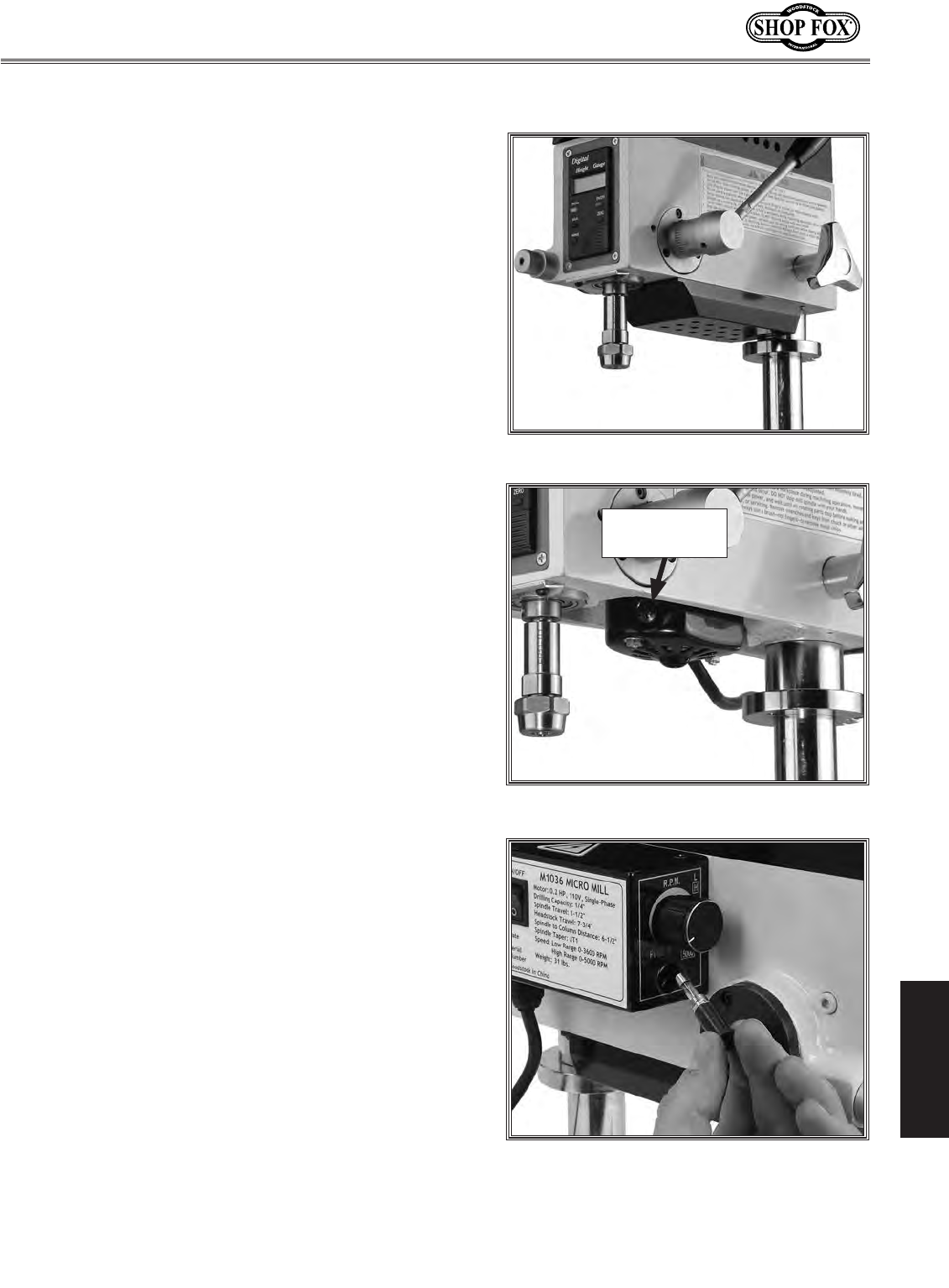
Figure 17. Digital height gauge.
Digital Height Gauge
The digital height gauge (Figure 17) provides accurate
height measurements, zeroing at any height, and
incremental readout adjustments.
ON/OFF button: Turns the digital height gauge ON or
OFF. This gauge does not automatically turn OFF, so the
batteries will die if the gauge is left ON.
ZERO button: Returns the digital readout to 0.000
independent of the height of the quill.
MM/IN button: Changes readout from inches to
millimeters.
PLUS and MINUS buttons: Adds or subtracts from the
number shown on the digital readout. You must hold the
button for several seconds before it begins to function.
When the batteries wear out, open the cover shown in
Figure 17 and replace the battery.
Battery
Cover
-22-
M1036 Micro Mill
OPERATIONS
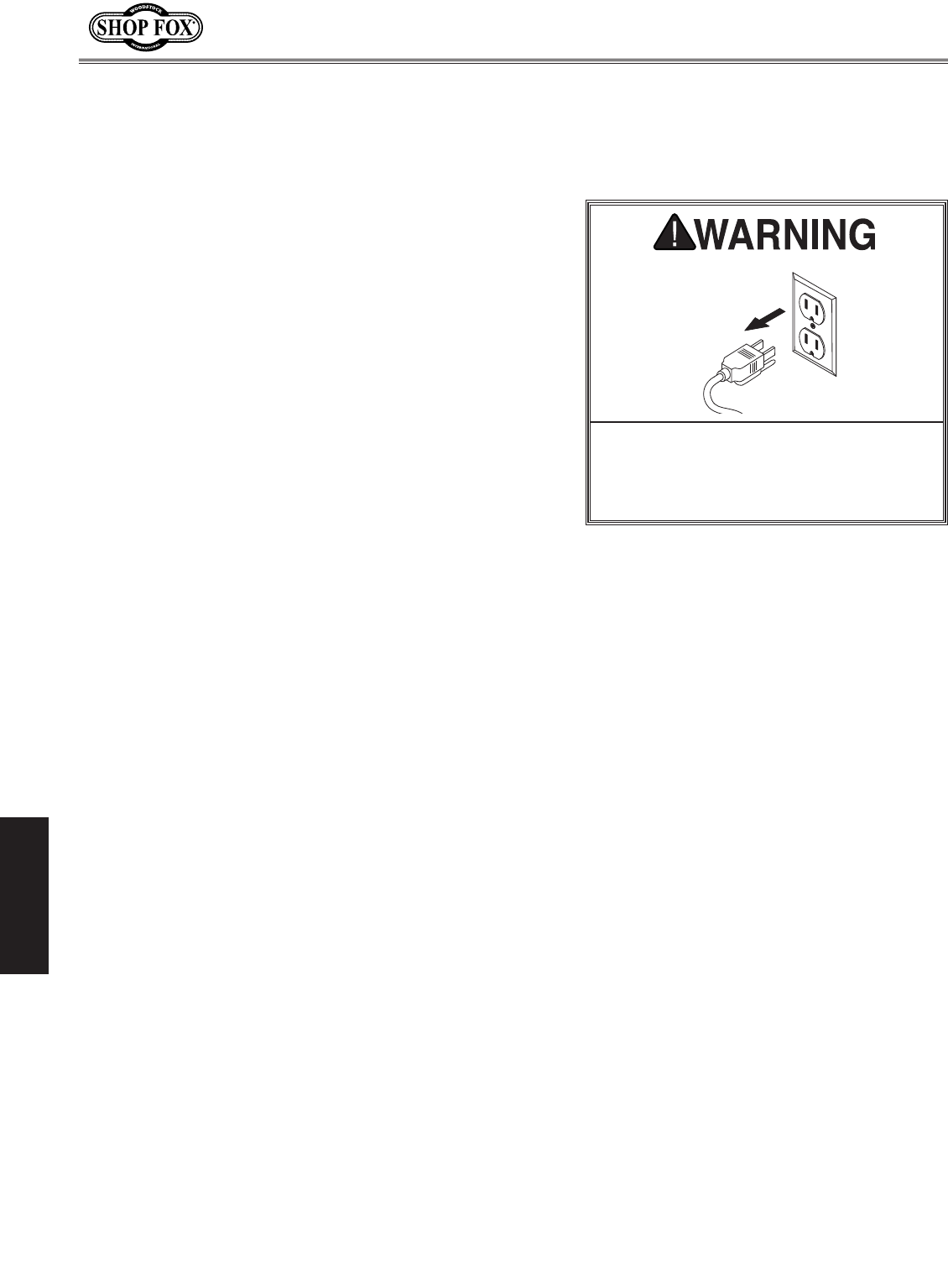
Changing RPM
Figure 19. RPM dial.
The variable speed dial shown in Figure 19 controls the
spindle speed and the pulleys shown in Figure 20 control
the speed range. As a general rule, smaller bits and
softer material require higher speeds and less torque,
and larger bits and harder materials require slower
speeds and greater torque.
To change the RPM, do these steps:
1. Turn the mill ON and rotate the RPM dial (Figure
19) to reach the desired speed.
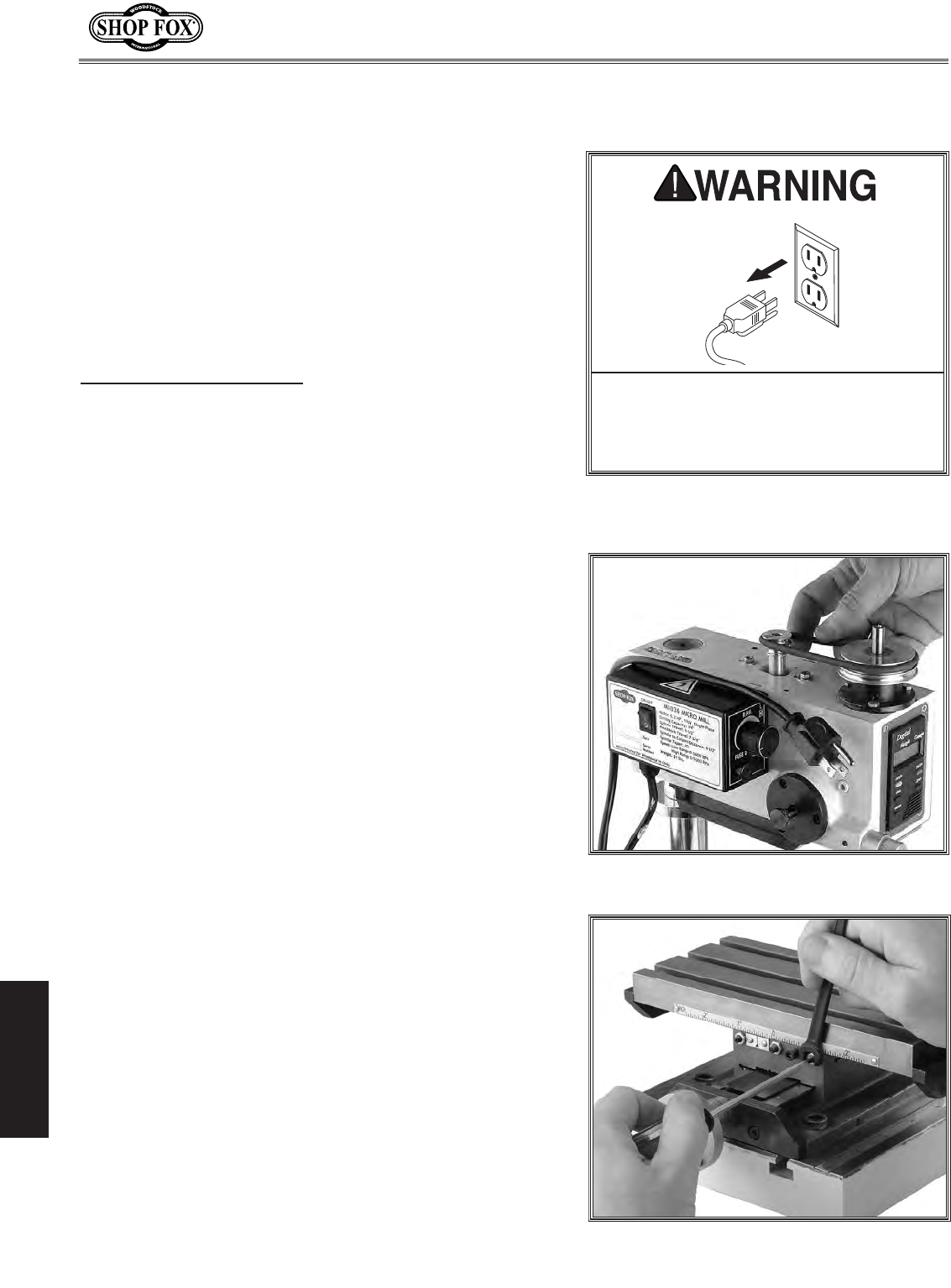
To change speed range, do these steps:
1. Remove the pulley cover and loosen the motor
mount nuts shown in Figure 20.
2. Slide the motor pulley toward the spindle pulley and
move the round belt to the other pulley position.
Note: The upper pulley position is the low range,
and the lower pulley position is the high range.
Figure 20. Spindle speed pulleys.
Depth Stop
Figure 18. Depth stop.
The depth stop allows the operator to make numerous
holes that all are the same depth or to hold the mill at a
specified depth.
To set the depth stop, do these steps:
1. Use the micro downfeed knob to set the desired
depth.
2. To set the quill to repeat the same depth, rotate the
graduated dial (Figure 18) past the O mark until it
stops, then tighten the set screw.
3. To lock the quill at the specified depth, rotate the
graduated dial past the 30 mark until it stops, then
tighten the set screw.
Motor Mount
Nuts

-23-
M1036 Micro Mill
OPERATIONS
Drill Chuck
The drill chuck will only accept bits with a maximum of
1⁄4" shank. When installing a bit in the drill chuck, make
sure it is tight enough that it will not come loose during
operation.
To install a drill bit, do these steps:
1. UNPLUG THE MICRO MILL!
2. Open the drill chuck wide enough to accept the
shank of the bit.
3. Insert the bit as far as possible into the chuck
WITHOUT allowing the chuck jaws to touch the
cutting edges, and hand tighten the chuck.
Note: Make sure small bits are not trapped between
the edges of two jaws; if they are, reinstall the bit
or it will not be secure enough to use for drilling.
4. Final tighten the drill chuck with the chuck key.
To remove a drill bit, do these steps:
1. UNPLUG THE MICRO MILL!
2. Use the chuck key to open the drill chuck, and catch
the bit with a rag to protect your hands.
Figure 21. Drill chuck.
Drill Chuck Removal
The drill chuck and the collet chuck are attached to the
arbor with a JT1 taper. Matched tapers on the arbor and
the inside of the chuck use a friction fit to for a semi-
permanent assembly.
To remove the drill chuck, do these steps:
1. Protect the table surface with a piece of cardboard,
or hold the cutter or tool with a shop towel to
prevent it from falling out of the collet.
2. Place the chuck removal wedge (Figure 22) between
the top of the drill chuck and the spindle (see Figure
23), then tap the wedge to separate the chuck from
the arbor.
Figure 23. Drill chuck removal.
Figure 22. Chuck removal wedge.

-24-
M1036 Micro Mill
OPERATIONS
Collets
The collet chuck (an optional accessory) for the micro
mill offers increased precision and rigidity compared to
the drill chuck. Each collet will only fit tooling with a
specific shaft diameter. This collet set includes 1⁄4", 3⁄16",
5⁄32", 5⁄64", 3⁄64" collets.
To install the collet chuck, do these steps:
1. UNPLUG THE MICRO MILL!
2. Remove the drill chuck and clean the arbor and
collet chuck tapers with denatured alcohol.
3. Push the collet chuck onto the arbor.
4. Place a piece of wood on the compound slide table
and use the downfeed lever to firmly press the
collet chuck against the piece of wood (see Figure
24) to seat the collet chuck on the arbor.
To install the collet in the collet chuck, do these steps:
1. Place the grooved end of the collet into the collet nut
until the off-center lip of the collet nut snaps into the
collet groove. See Figure 25.
Note: This lip and groove pulls the collet from the
spindle when the collet nut is removed.
2. Place the collet nut and collet into the collet chuck
and finger tighten the collet nut onto the collet
chuck.
3. Insert the bit into the collet, place a hex wrench
through the hole in the spindle, and tighten the
collet with a 22mm wrench (see Figure 26).
To remove a bit from the collet chuck, do these steps:
1. Protect the table surface with a piece of cardboard
or hold the cutter or tool with a shop towel to
prevent it from falling out of the collet.
2. Place a hex wrench through the hole in the spindle
and loosen the collet nut with a 22mm wrench until
the bit is free.
Note: Remove the collet chuck in the same manner as
removing the drill chuck.
Figure 24. Installing the collet chuck.
Figure 25. Collet and collet nut lip.
Off-Center Collet Lip
and Collet Groove
Figure 26. Installing a collet.

-25-
M1036 Micro Mill
OPERATIONS
ACCESSORIES
The following mill machine accessories may be available through your Woodstock International Inc.
Dealer. If you do not have a dealer in your area, these products are also available through online dealers.
Please call or e-mail Woodstock International Inc. Customer Service to get a current listing of dealers at:
1-800-840-8420 or at sales@woodstockint.com.
The SHOP FOX M1038 2
5⁄8" Tall Quick Vise makes secur-
ing your work is quick and easy. A simple pawl engages
a rack that is advanced by the vise screw, so very little
turning is required to tighten the vise. Includes a stur-
dy lip along both sides of the base, allowing vise to be
mounted to nearly any machine table, using common
T-slot clamps.
The SHOP FOX M1037 5PC. COLLET SET allows you to
quickly switch to the collet that matches the required
tooling for the job. This 5-pc. set includes shank with nut
and 3⁄64", 5⁄64", 5⁄32", 3⁄16", and 1⁄4" bits.
The 2-FLUTE (D2699) and 4-FLUTE (D2703) STANDARD
SOLID CARBIDE END MILLS can not be beat for finish
and durability. With micro grain structure and precision
grinding, these end mills will breeze through the toughest
machining jobs. Visit shopfox.biz for additional standard
size or long end mills in two- and four-flutes.
The D4274 Magnetic Base/Dial Indicator Set features
a magnetic base that engages with just the turn of a
switch and allows pinpoint adjustment. The dial indicator
features 0-1" travel and has a resolution of 0.001". This
fine set includes a molded case for protection and
convenience. Precision measurements and setups have
never been so easy.
-26-
M1036 Micro Mill
MAINTENANCE
MAINTENANCE
Tables can be kept rust-free with regular applications
of products like SLIPIT®. For long term storage you may
want to consider products like Boeshield T-9™.
Table & Base
Frequently blow-off sawdust with compressed air. This is
especially important for the internal working parts and
motor. Dust build-up around the motor is a sure way to
decrease its life span.
Occasionally it will become necessary to clean the
internal parts with more than compressed air. To do this,
remove the table top and clean the internal parts with
a citrus cleaner or mineral spirits and a stiff wire brush
or steel wool. Make sure the internal workings are dry
before using the saw again, so that wood dust will not
accumulate. If any essential lubrication is removed during
cleaning, relubricate those areas.
Cleaning
Regular periodic maintenance on your machine will
ensure its optimum performance. Make a habit of
inspecting your machine each time you use it.
Check for the following conditions and repair or
replace when necessary:
• Loose mounting bolts.
• Worn switch.
• Worn or damaged cords and plugs.
• Damaged V-belt.
• Any other condition that could hamper the safe
operation of this machine.
General
MAKE SURE that your machine is
unplugged during all maintenance pro-
cedures! If this warning is ignored, seri-
ous personal injury may occur.
-27-
M1036 Micro Mill
MAINTENANCE
Regular lubrication will ensure your mill performs at its
highest potential.
Place two to three drops of ISO 68 or SAE 20W non-
detergent oil or similar lubricant directly on the following
areas each time you use your mill (see Figure 27):
• Cross slide and saddle ways
• Quill shaft
Apply a light weight lithium based grease directly to these
points once a month or more frequently as needed:
• Longitudinal leadscrew (Figure 28)
• Crossfeed leadscrew (Figure 29)
Note: Pry up the leadscrew cover to access the crossfeed
leadscrew.
Lubrication
Figure 27. Points of lubrication.
Figure 28. Longitudinal leadscrew.
Lack of lubrication causes poor machine perfor-
mance. Keep your mill lubricated to reduce wear on
parts and discourage oxidation.
NOTICE
Figure 29. Crossfeed leadscrew.
Since all bearings are sealed and permanently lubricated,
simply leave them alone until they need to be replaced.
Do not lubricate them.
This machine does need lubrication in other places.
Lubricate the following areas every six to twelve
months according to frequency of use:
• Blade angling trunnions. These should be lubricated
with 6 or 7 drops of light machine oil.
• Blade height trunnion. This should also be
lubricated with 6 or 7 drops of light machine oil.
• The two worm gears should be lubricated with
either graphite or white lithium grease.
-28-
M1036 Micro Mill
SERVICE
SERVICE
This section covers the most common service adjustments
or procedures that may need to be made during the life
of your machine.
If you require additional machine service not included
in this section, please contact Woodstock International
Technical Support at (360) 734-3482 or send e-mail to:
tech-support@shopfox.biz.
General
Gibs
The gibs are pre-adjusted at the factory and should not
need further adjustment until many hours of machine use,
if ever. If the movement seems too tight, make sure that
the locks are fully released, ways are free of chips and
debris and are thoroughly lubricated with oil.
When adjusting the gibs, the goal is to take out
unnecessary play in the table without causing the slides
to bind. Loose gibs may cause poor finishes on the
workpiece and may cause undue wear on the slide. Over-
tightening may cause binding and premature wear to the
gib.
Each gib has multiple lock nuts and set screws that need
to be adjusted. Make your adjustments equally and in
small increments.
To adjust the gibs, do these steps:
1. UNPLUG THE MICRO MILL!
2. Loosen the lock nuts as shown in Figure 31.
3. Move the table back-and-forth, while slightly
tightening each set screw. When properly adjusted,
the gib should offer slight resistance without binding.
4. Tighten the lock nuts.
Figure 31. Longitudinal gib screw.
Figure 30. Always unplug before servicing.
MAKE SURE that your machine is
unplugged during all service proce-
dures! If this warning is ignored, seri-
ous personal injury may occur.
-29-
M1036 Micro Mill
SERVICE
After some period of time, the carbon brushes on the
DC motor will need to be replaced. Always replace the
brushes in pairs.
To replace the motor brushes, do these steps:
1. UNPLUG THE MICRO MILL!
2. Remove the lower motor cover (see Figure 32) to
expose the motor.
3. Unscrew the cap from the motor housing (see Figure
33).
4. Remove the spring and carbon brush, and replace
with a new spring and carbon brush.
5. Screw the cap back into the motor housing.
Replacing Motor Brushes
Figure 33. Carbon brush removal.
Carbon Brush
Cap
Figure 32. Lower motor cover.
Figure 34. Fuse replacement.
A fuse is located in the switch housing near the RPM dial.
To replace the fuse, do these steps:
1. Loosen the fuse cap.
2. Remove and replace the fuse from the fuse cradle
(see Figure 34).
3. Replace the fuse cap.
Fuse Replacement
-30-
M1036 Micro Mill
SERVICE
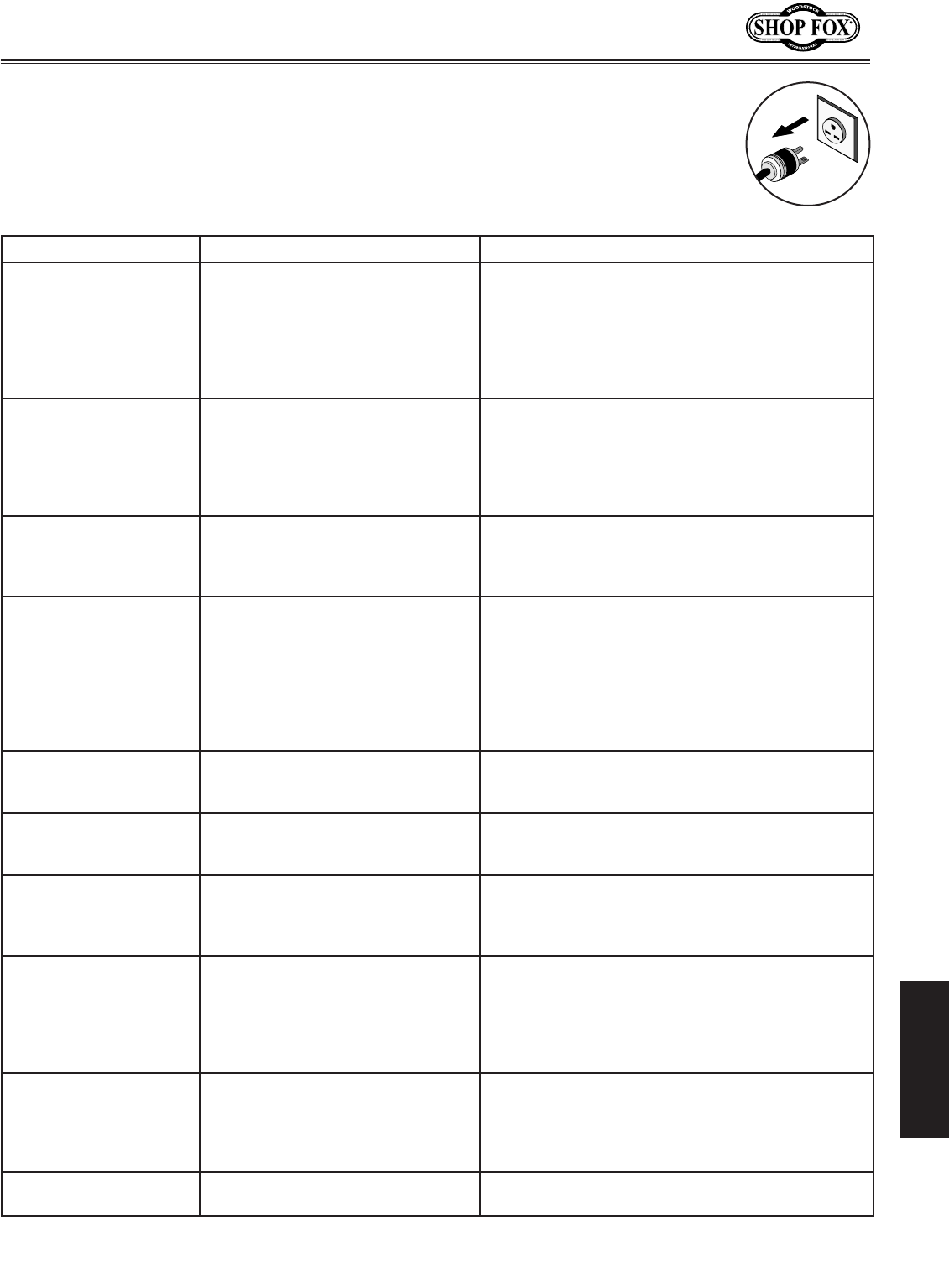
Wiring Diagram
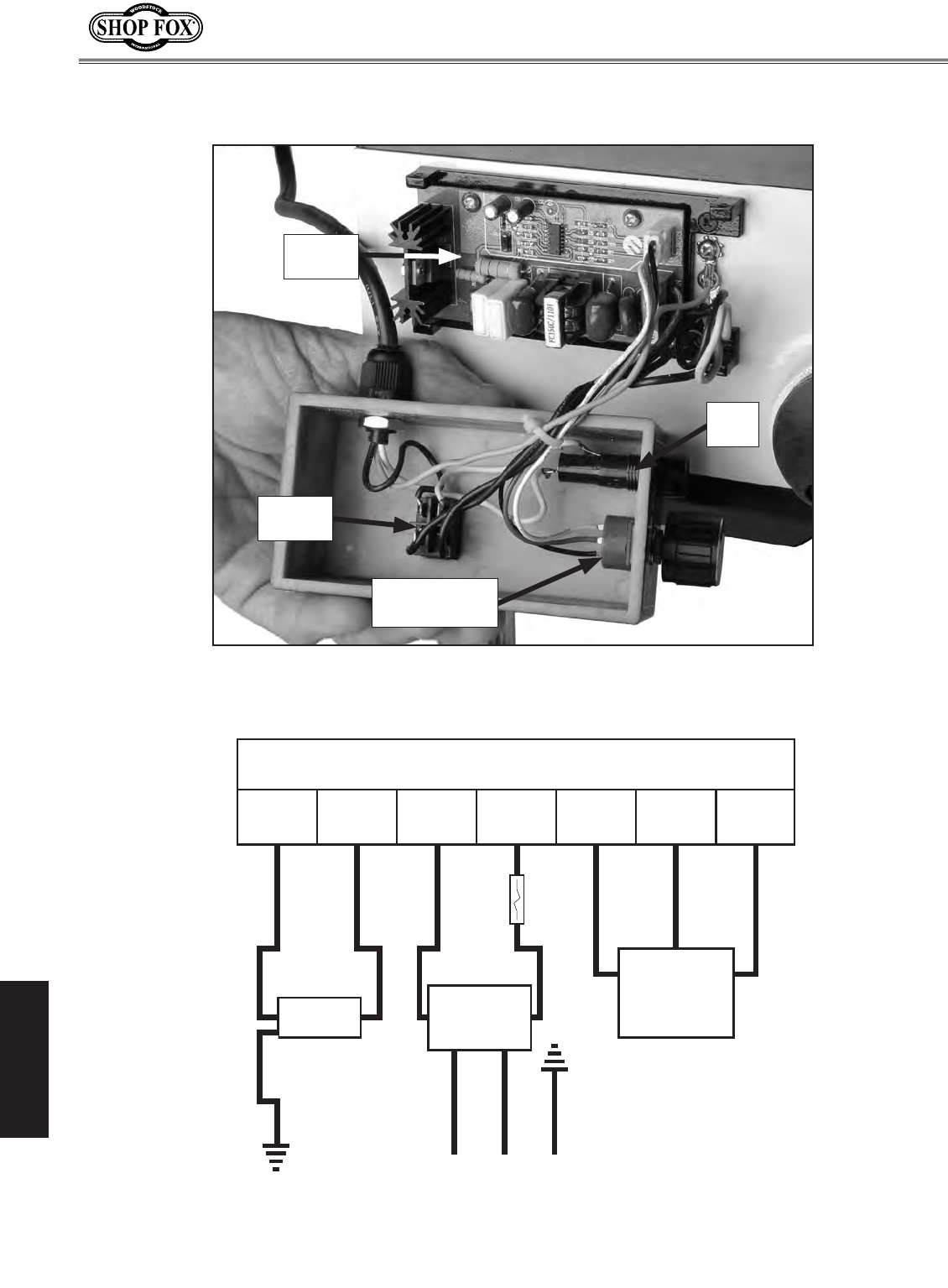
Electrical Components
1 2 3 4 P3 P2 P1
MOTOR
GROUND
ON/OFF
SWITCH
N L
110V POWER
SOURCE
FUSE
VARIABLE
SPEED
SWITCH
IN
AC
OUT
AC
CIRCUIT BOARD
Variable
Speed Switch
On/OFF
Switch
Fuse
Box
Circuit
Board
-31-
M1036 Micro Mill
SERVICE
SYMPTOM POSSIBLE CAUSE CORRECTIVE ACTION
Motor will not start. 1. Blown system fuse.
2. Tripped circuit breaker inside
power source breaker box.
3. Low voltage.
4. Open circuit in motor or loose
connections.
5. Switch at fault.
1. Replace fuse.
2. Reset circuit breaker by flipping switch on then off
then back on.
3. Check power supply for proper voltage.
4. Inspect all lead connections on motor and magnetic
switch for loose or open connections.
5. Replace switch.
Fuses or circuit breakers
trip open.
1. Short circuit in line cord or plug.
2. Short circuit in motor or loose
connections.
3. Incorrect fuses or circuit breakers
in power supply.
1. Inspect cord or plug for damaged insulation and
shorted wires and replace extension cord.
2. Inspect all connections on motor for loose or
shorted terminals or worn insulation.
3. Install correct fuses or circuit breakers.
Motor overheats. 1. Motor overloaded.
2. Air circulation through the motor
restricted.
3. Motor brushes are wearing.
1. Reduce load on motor.
2. Clean out motor to provide normal air circulation.
3. Inspect motor brushes, replace if necessary.
Bit slips in collet or drill
chuck.
1. Chuck is not fully tightened.
2. Bit installed in drill chuck off
ce nter.
3. Wrong size collet.
4. Debris in collet or in spindle taper.
5. Taking too big of a cut.
1. Tighten the collet or drill chuck.
2. Re-install bit in drill chuck.
3. Measure tool shank diameter and match with
appropriate diameter collet.
4. Remove all oil and debris from collet and spindle
tap er.
5. Lessen depth of cut and allow chips to clear.
Breaking tools or cutters. 1. RPM and or feed rate is too fast.
2. Cutting tool getting too hot.
3. Taking too big of a cut.
1. Reduce RPM and feed rates.
2. Use cutting fluid or oil for appropriate application.
3. Lessen depth of cut and allow chips to clear.
Machine is loud when
cutting. Overheats or bogs
down in the cut.
1. Excessive depth of cut.
2. Dull cutting tools.
1. Decrease depth of cut.
2. Use sharp cutting tools.
Workpiece vibrates or
chatters during operation.
1. Table locks not tight.
2. Workpiece not securely clamped to
table or into mill vise.
3. RPM and feed rate too high.
1. Tighten down table locks.
2. Check that clamping is tight and sufficient for the
job. Make sure mill vise is tight to the table.
3. Use appropriate RPM and feed for the job.
Table hard to move. 1. Table locks are tightened down.
2. Chips have loaded up on bedways.
3. Bedways are dry and in need of
lubrication.
4. Gibs are too tight.
1. Make sure table locks are fully released.
2. Frequently clean away chips that load up during
milling operations.
3. Lubricate bedways and handles.
4. Loosen gib screw(s).
Bad surface finish. 1. Wrong RPM or feed rate.
2. Dull cutting tool or poor cutting
tool selection.
3. Table locks not tightened down.
4. Gibs are loose.
1. Adjust for appropriate RPM and feed rate.
2. Sharpen cutting tool or select a better cutting tool
for the intended operation.
3. Tighten table locks to maintain rigidity.
4. Tighten gibs slightly.
Difficulty removing collet
from spindle.
1. Debris in spindle taper or collet
taper or both.
1. Keep all taper surfaces spotlessly clean.
Troubleshooting
This section covers the most common problems and corrections with this type of
machine. WARNING! DO NOT make any adjustments until power is disconnected and
moving parts have come to a complete stop!
-32-
M1036 Micro Mill
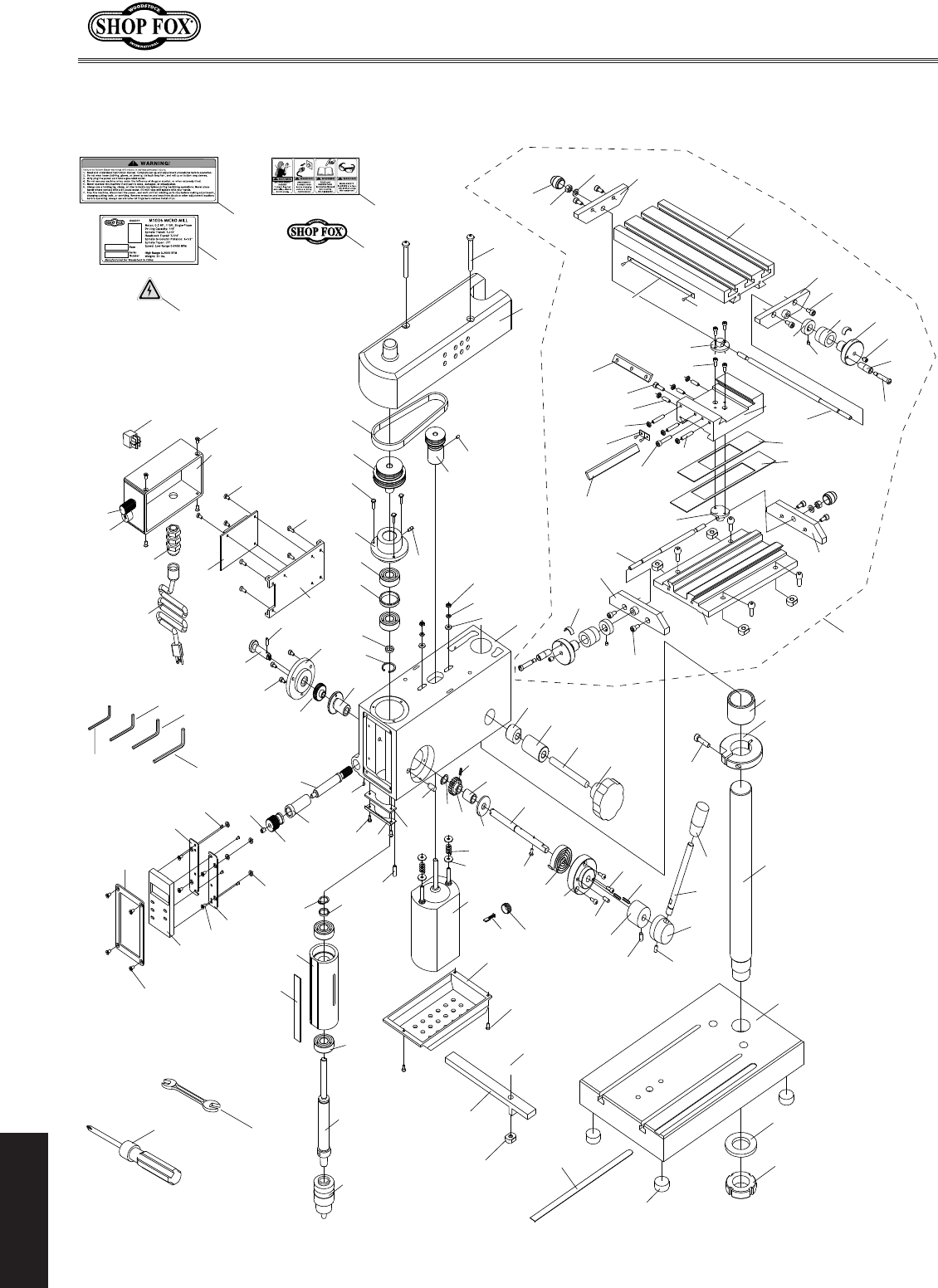
PARTS
66
62
71
64
5
54
70
7
8
12
31
30
102
103
104
105 106
107
77
75
74
80
49
48
52
48
50
47
46
59
73 72
58
60
57
56
53 65 69
69-1 69-2
84
82
81 555
83
2
67
1
4
85
3
12
17
10
79
6
8
9
16
15
5
14
13
20
21
19
11
88
93
38
51
18 94
92
89
90
95
96
97
98
45
91
35
68
44
42
41
43 40
39
86
37
36
24
27 26
25
87
34
33
32
28
29
22
23
76
63
61
78
99-13
99-30
99-32
99-36
99-27
99-6
99-28
99-24
99-26
99-25
99-22
99-21
99-23
99-16
99-15
99-14
99-20
99-18
99-17
99-19 99-33
99-31
99-29
99
99-2
99-35
99-34
99-1
99-6
99-5
99-4
99-3
99-9
99-12
99-11
99-10
99-8
99-7
PARTS
-33-
M1036 Micro Mill
PARTS
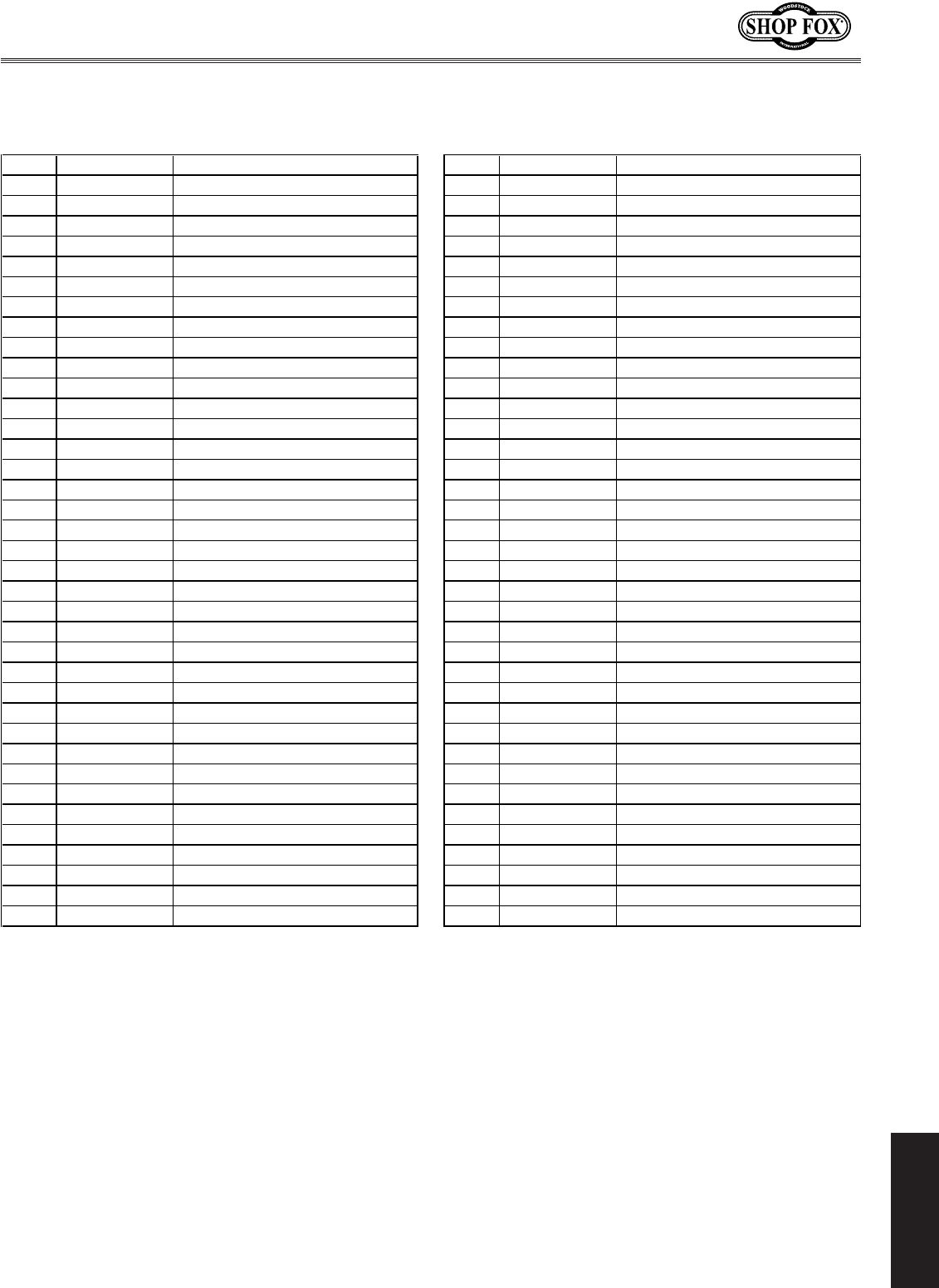
Parts List
REF PART# DESCRIPTION REF PART# DESCRIPTION
1 XPSS64M SETSCREWM6-1X14 39 XM1036039 SPACER
2 XPR39M EXTRETAININGRING8MM 40 XPR20M INTRETAININGRING28MM
3 XM1036003 GEAR 41 XM1036041 HUB
4 XM1036004 SPECIALWASHER 42 XM1036042 GEAR
5 XPS12M PHLPHDSCRM3-.5X6 43 XM1036043 COVER
6 XM1036006 ROUNDPIN4X10 44 XM1036044 ROUNDPIN3X10
7 XM1036007 DIALRING 45 XM1036045 ELECTRICALBOX(I)
8 XPSS31M SETSCREWM5-.8X8 46 XM1036046 FLATHDSCRM2-.4X6
9 XM1036009 HANDLESEAT 47 XM1036047 CONNECTINGPLATE(LEFT)
10 XM1036010 HANDLESHAFT 48 XPFH49M FLATHDSCRM3-.5X6
11 XM1036011 HANDLEKNOBM8-1.25 49 XM1036049 PLATE
12 XPRP61M ROLLPIN3X12 50 XM1036050 DIGITALREADOUT
13 XPSB93M CAPSCREWM3-.5X14 51 XM1036051 CLUTCHKNOB
14 XM1036014 SPRINGSEAT 52 XM1036052 CONNECTINGPLATE(RIGHT)
15 XM1036015 WOUNDSPRING 53 XM1036053 RUBBERWASHER
16 XM1036016 SHAFT 54 XPSB15M CAPSCREWM5-.8X20
17 XM1036017 SPACER 55 XM1036055 DUSTPLATE
18 XM1036018 STRAINRELIEF 56 XPR05M EXTRETAININGRING15MM
19 XM1036019 LOCKKNOB 57 XM1036057 SPINDLESLEEVE
20 XM1036020 STUDM8-1.25 58 XM1036058 INDUCTIVEPLATE
21 XM1036021 FIXTUREBLOCK(I) 59 XM1036059 SPINDLE
22 XM1036022 FIXTUREBLOCK(II) 60 XP6002 BALLBEARING6002
23 XM1036023 HEADSTOCK 61 XM1036061 CHUCKJT1
24 XPW05M FLATWASHER4MM 62 XM1036062 LOCKRING
25 XPLW02M LOCKWASHER4MM 63 XM1036063 COMPRESSIONSPRING
26 XPN04M HEXNUTM4-.7 64 XM1036064 RUBBERFOOT
27 XM1036027 LOCKINGPIN 65 XM1036065 SPACER
28 XM1036028 SMALLPULLEY 66 PSS34M SETSCREWM5-.8X16
29 XPSS08M SETSCREWM4-.7X5 67 XM1036067 FELTDUSTER
30 XM1036030 UPPERCOVER 68 XPSB125M CAPSCREWM3-.5X5
31 XPS87M PHLPHDSCRM5-.8X45 69 XM1036069 MOTOR
32 XM1036032 ROUNDBELT 69-1 XM1036069-1 CARBONMOTORBRUSH
33 XM1036033 BIGPULLEY 69-2 XM1036069-2 BRUSHCAP
34 XPB97M HEXBOLTM4-.7X12 70 XM1036070 BOTTOMCOVER
35 XM1036035 BEARINGSEAT 71 XM1036071 SPACER
36 XP6001 BALLBEARING6001ZZ 72 XM1036072 RULER
37 XM1036037 SPACER 73 XM1036073 SQUARENUTM5-.8
38 XPWRCRD110L POWERCORD 74 XM1036074 SPANNERNUTM24-3X1.5
-34-
M1036 Micro Mill
PARTS
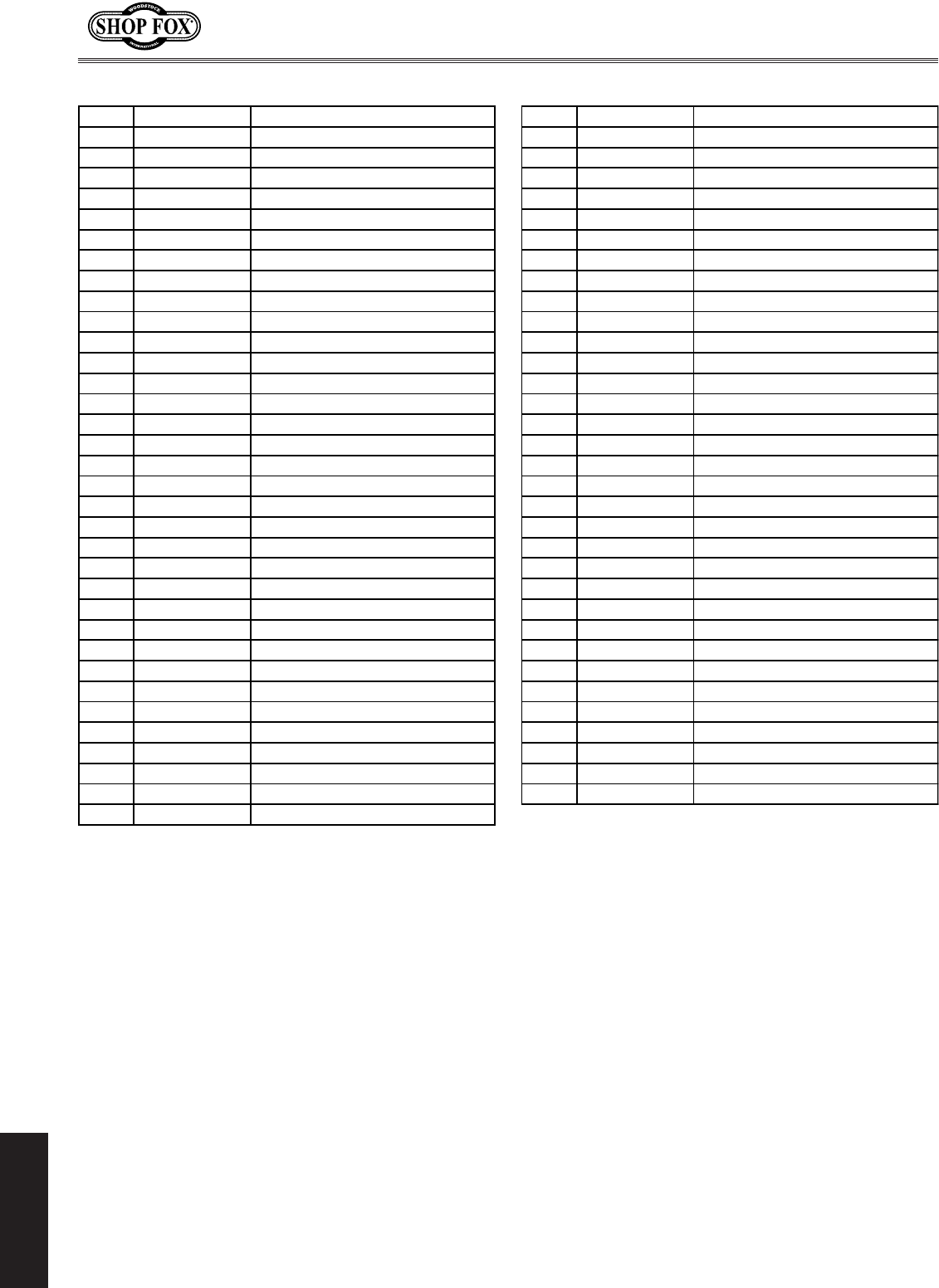
REF PART # DESCRIPTION REF PART # DESCRIPTION
75 XM1036075 FLAT WASHER 24MM 99-11 XM1036099-11 END COVER
76 XM1036076 BASE 99-12 XPN06M HEX NUT M5-.8
77 XM1036077 COLUMN 99-13 XM1036099-13 POSITION GUAGE
78 XPSB33M CAP SCREW M5-.8 X 12 99-14 XM1036099-14 RIVET
79 XM1036079 PARALLEL BAR 99-15 XM1036099-15 LONGITUDINAL LEADSCREW NUT
80 XPSS26M SET SCREW M5-.8 X 6 99-16 XPSB80M CAP SCREW M3-.5 X 8
81 XM1036081 SMALL WHEEL 99-17 XM1036099-17 LONGITUDINAL WEDGE
82 XM1036082 SPACER 99-18 XPSB23M CAP SCREW M4-.7 X 12
83 XM1036083 WORM SHAFT 99-19 XPSS22M SET SCREW M4-.7 X 12
84 XPSS08M SET SCREW M4-.7 X 5 99-20 XPN04M HEX NUT M4-.7
85 XPW05M FLAT WASHER 4MM 99-21 XM1036099-21 INDICATOR PLATE
86 XM1036086 ELECTRICAL BOX BASE 99-22 XM1036099-22 CROSS WEDGE
87 XM1036087 FLAT HD SCR M3-.5 X 8 99-23 XPSB39M CAP SCREW M4-.7 X 20
88 XPS12M PHLP HD SCR M3-.5 X 6 99-24 XPSS50M SET SCREW M4-.7 X 20
89 XM1036089 POWER SWITCH 99-25 XM1036099-25 CROSS LEADSCREW NUT
90 XM1036090 MACHINE ID LABEL 99-26 XM1036099-26 CROSS LEADSCREW
91 XM1036091 TAP SCREW M3-.5 X 6 99-27 XM1036099-27 FRONT SUPPORTING SEAT
92 XM1036092 VARIABLE SPEED CONTROL KNOB 99-28 XM1036099-28 BASE
93 XM1036093 FUSE BOX 99-29 XM1036099-29 SUPPORT SEAT
94 XM1036094 PC BOARD 99-30 XM1036099-30 COVER 1
95 XM1036095 WARNING LABEL 99-31 XM1036099-31 COVER 2
96 XLABEL04 ELECTRICITY LABEL 99-32 XM1036099-32 LONGITUDINAL LEADSCREW
97 XM1036097 SHOP FOX LOGO LABEL 99-33 XM1036099-33 SADDLE
98 XM1036098 WARNING ICON LABEL 99-34 XM1036099-34 DIAL
99 XM1036099 COMPOUND SLIDE ASSEMBLY 99-35 XPSS45M SET SCREW M3-.5 X 6
99-1 XM1036099-1 HANDLE SCREW M4-.7 X 8 99-36 XM1036099-36 GRADUATED DIAL
99-2 XM1036099-2 HANDLE 99-37 XPCAPO6M CAP SCREW M6-1 X 25
99-3 XPSS26M SET SCREW M5-.8 X 6 99-38 XM1036099-38 T-NUT M6-1
99-4 XM1036099-4 HANDWHEEL 102 XM1036102 DOUBLE END WRENCH 5.5 X 7MM
99-5 XM1036099-5 FLAT SPRING 103 XPSDP2 #2 PHILLIPS SCREWDRIVER
99-6 XPSB18M CAP SCREW M4-.7 X 8 104 XPAW02M HEX WRENCH 2MM
99-7 XM1036099-7 RIGHT SUPPORT SEAT 105 XPAW02.5M HEX WRENCH 2.5MM
99-8 XM1036099-8 WORKTABLE 106 XPAW03M HEX WRENCH 3MM
99-9 XM1036099-9 LEADSCREW SUPPORT SEAT 106 XPAW04M HEX WRENCH 4MM
99-10 XPW02M FLAT WASHER 5MM
M1036 Micro Mill
CUT ALONG DOTTED LINE
TAPE ALONG EDGES--PLEASE DO NOT STAPLE
FOLD ALONG DOTTED LINE
FOLD ALONG DOTTED LINE
WOODSTOCK INTERNATIONAL INC.
P.O. BOX 2309
BELLINGHAM, WA 98227-2309
Place
Stamp
Here

WARRANTY
Woodstock International, Inc. warrants all Shop Fox machinery to be free of defects from workmanship
and materials for a period of two years from the date of original purchase by the original owner.
This warranty does not apply to defects due directly or indirectly to misuse, abuse, negligence or
accidents, lack of maintenance, or reimbursement of third party expenses incurred.
Woodstock International, Inc. will repair or replace, at its expense and at its option, the Shop Fox
machine or machine part, which in normal use has proven to be defective, provided that the original
owner returns the product prepaid to a Shop Fox factory service center with proof of their purchase
of the product within two years, and provides Woodstock International, Inc. reasonable opportunity to
verify the alleged defect through inspection. If it is determined there is no defect, or that the defect
resulted from causes not within the scope of Woodstock International Inc.'s warranty, then the original
owner must bear the cost of storing and returning the product.
This is Woodstock International, Inc.'s sole written warranty and any and all warranties that may
be implied by law, including any merchantability or fitness, for any particular purpose, are hereby
limited to the duration of this written warranty. We do not warrant that Shop Fox machinery complies
with the provisions of any law or acts. In no event shall Woodstock International, Inc.'s liability under
this warranty exceed the purchase price paid for the product, and any legal actions brought against
Woodstock International, Inc. shall be tried in the State of Washington, County of Whatcom. We shall
in no event be liable for death, injuries to persons or property or for incidental, contingent, special or
consequential damages arising from the use of our products.
Every effort has been made to ensure that all Shop Fox machinery meets high quality and durability
standards. We reserve the right to change specifications at any time because of our commitment to
continuously improve the quality of our products.
WARRANTY
High Quality Machines and Tools
Woodstock International, Inc. carries thousands of products designed
to meet the needs of today's woodworkers and metalworkers.
Ask your dealer about these fine products:
