Zhejiang Flashforge 3D Technology ADVENTURER3 3D PRINTER User Manual Adventurer 3 EN
Zhejiang Flashforge 3D Technology CO., Ltd. 3D PRINTER Adventurer 3 EN
User manual
Content
Preface
Notice
Terms
Components Introduce / Reference
Unpacking / Accessories / First Print
Load Filament / Communication / Model Print / Model Remove /
Replace filament / Interface Menus Introduction
06
07
28
31
01
Chapter 1:About ADVENTURER 3Chapter 1:About ADVENTURER 3Chapter 1:About ADVENTURER 3Chapter 1:About ADVENTURER 3Chapter 1:About ADVENTURER 3Chapter 1:About ADVENTURER 3
Chapter 2: ADVENTURER 3 OperatingChapter 2: ADVENTURER 3 OperatingChapter 2: ADVENTURER 3 OperatingChapter 2: ADVENTURER 3 OperatingChapter 2: ADVENTURER 3 OperatingChapter 2: ADVENTURER 3 Operating
Chapter 3: Q&AChapter 3: Q&AChapter 3: Q&AChapter 3: Q&AChapter 3: Q&AChapter 3: Q&A
Chapter 4: Supports and ServiceChapter 4: Supports and ServiceChapter 4: Supports and ServiceChapter 4: Supports and ServiceChapter 4: Supports and ServiceChapter 4: Supports and Service
The FlashForge ADVENTURER 3 User Guide is designed for the ADVENTURER3 users to start their
printing journey with FlashForge ADVENTURER 3. Even if you are familiar with earlier FlashForge
machines or 3D printing technology, we still recommend that please read this guide, as there
is lots of important information about the ADVENTURER 3 for you to get a better 3D experience.
3D PRINTER users for their unremitting efforts and sincere assistance.
Preface
Note: Each device must be tested before leaving factory. If there are some residues in
extruder or some tiny scratches on the build tape, it is normal and won’t affect
the printing quality.
On the completion of this User Guide, thanks all FlashForge engineers and the FlashForge
02
For a better and more successful printing experience, you can refer to the following materials:
Quick Start Guide:
Users will find the Quick Start Guide together with the printer accessories. The Quick Start Guide
will help you start your print journey as soon as possible.
Official FlashForge Website: www.flashforge.com
The official FlashForge website contains the up-to-date information concerning FlashForge
software, firmware, device maintenance and so on. Users are also able to get the contact
information from there.
Keep your work place tidy.
Do not operate ADVENTURER 3 in the presence of flammable liquids, gases or dust.
Keep ADVENTURER 3 out of children and untrained people’s reach.
03
Notice
Safety Notice: PLEASE READ AND STRICTLY FOLLOW ALL THE
SAFETY WARNINGS AND NOTICE BELOW.
Work Environment Safety
Electrical Safety
Always use the Finder with a properly grounded outlet. Do not refit Finder plug.
Do not use Finder in damp or wet locations. Do not expose Finder to burning sun.
In case of device damage, please use the power supply provided by FlashForge.
Avoid using the device during an thunderstorm.
In case of uncertain accident, please unplug the device if you do not use it for long.
Personal Safety
Do not touch the nozzle and build plate during printing.
Do not touch the nozzle after finishing printing.
Dress properly. Do not wear loose clothing or jewelry. Keep your hair, clothing and gloves
away from moving parts.
Do not operate the device while you are tired or under the influence of drugs, alcohol or
medication.
Cautions
Do not leave the device unattended for long.
Do not make any modifications to the device.
To lower the build plate before loading/unloading filament.
(The distance between the nozzle and build plate should be kept for at least 50mm)
Operate the device in a well-ventilated environment.
Never use the device for illegal activities.
Never use the device to make any food storage vessels.
Never use the device to make any electrical appliance.
Never put the model into your mouth.
Do not remove the models with force.
04
Environment Requirements
Place Requirements
Filament Requirements
Filament Storage
Legal Notice
The device must be placed in a dry and ventilated environment.
The distances of the left, right and back side space should be at least 20cm, and
the distance of the front side space should be at least 35cm. Device storage
temperature: RT 0-40℃
Do not abuse the filament. Please make sure you use the FlashForge filament or
the filament from the brands accepted by FlashForge.
Nozzle clogging and damage may be caused by non-FlashForge filament due to
inappropriate material properties.
All polymers degrade with time. Do not unpack filament until necessary. Filament
should be stored at clean and dry conditions.
Temperature: RT 15-30℃; Moisture: 20%-70%
All the information in this document is subject to any amendment or change
without the official authorization from FlashForge.
FLASHFORGE CORPORATION MAKES NO WARRANTY OF ANY KIND WITH REGARD TO THIS
DOCUMENT, INCLUDING, BUT NOT LIMITED TO, THE IMPLIED WARRATIES OF MERCHANTABILITY
AND FITNESS FOR A PARTICULAR PURPOSE.
FlashForge shall not be liable for errors contained herein for incidental consequential
damages in connection with furnishing, performance or use of this material.
This document contains proprietary information protected by copyright.
Copyright © 2017 FlashForge Corp. All Rights Reserved.
ADVENTURER 3
The surface on which the ADVENTURER 3 builds an object.
05
Terms
Build Plate
Build Tape
Build Volume
Extruder
Nozzle
Cooling Fan
Filament Cartridge
Filament Guide Tube
Filament Intake
Solid Glue Stick
The three dimensional amount of space that an object
will use once it is completed. The largest build volume
is 150*150*150mm.
The blue tape that covers ’s build plate so that
the object can stick to the build plate well.
The integral extruder device installed on X-Axis. Extruder
draws the filament from the spool, melts it and pushes it
through a nozzle into the build plate.
Also called “print head”, which located at the bottom
of the extruder where heated filament is squeezed out.
To cool the outer assembly of the extruder and gear motor.
A specific box for placing FlashForge filament, which is
located on the right of printer.
A black plastic piece that guides the filament from the
filament box to the filament intake.
An opening located at the top of the extruder.
A solid adhesive used for making the model stick to the
build plate firmly.
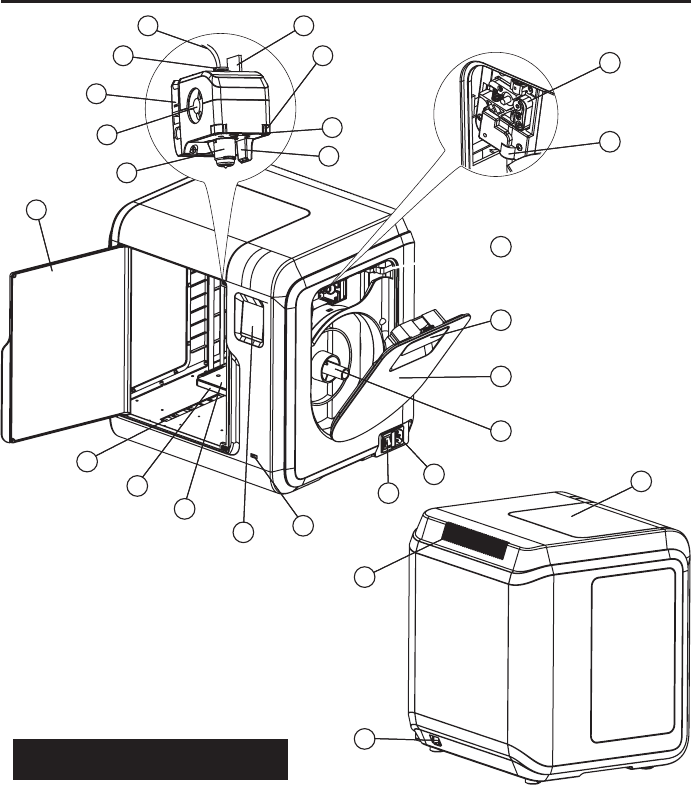
1. Filament guide tube 2. Filament guide tube joint 3. Extruder base 4.Cooling Fan
5. Removable nozzle 6. Extruder cables 7. Clip 8. Led light
9. Wind guide nose 10. Front door 11.Y-Axis sliding slot 12.Platform base
13. Removable build plate 14.Touch-screen 15.USB stick input 16.Power switch
17. Power input 18. Spool holder 19.Filament cover 20. Filament cover handle
21. Moto 22. Filament intake 23.Filament feeding wheel 24. Top cover
25. Air outlet 26. Ethernet input
06
2
3
4
5
16
7
8
9
22
23
10
13
11
12
14 15
21
16
17
18
19
20
24
25
26
1.1 Components Introduce
Chapter 1:About ADVENTURER 3Chapter 1:About ADVENTURER 3Chapter 1:About ADVENTURER 3Chapter 1:About ADVENTURER 3
Name
Number of Extruder
Print Technology
Screen Size
Build Volume
Layer Resolution
Build Accuracy
Positioning Accuracy
Filament Diameter
Nozzle Diameter
Build Speed
Software
Support Formats
Memory Size
OS
AC Input
Connectivity
Net Weight
Device Size
ADVENTURER 3
1, Removable
Fused Filament Fabrication (FFF)
2.8" color IPS Touch Screen
150×150×150mm
0.05-0.4mm
±0.2mm
Z axis 0.0025mm; XY axis 0.011mm
1.75mm (±0.07mm)
0.4mm
10~100 mm/s
FlashPrint
Input: 3mf/stl/obj/fpp/bmp/png/jpg/jpeg File
Output: gx/g File
8G
Win xp/Vista/7/8/10, Mac OS, Linux
Input: 100V-240VAC, Power: 150W
USB stick, WiFi, Ethernet
388×340×406.5mm
9 kg
1.2 Reference
07
Chapter 2: Operating
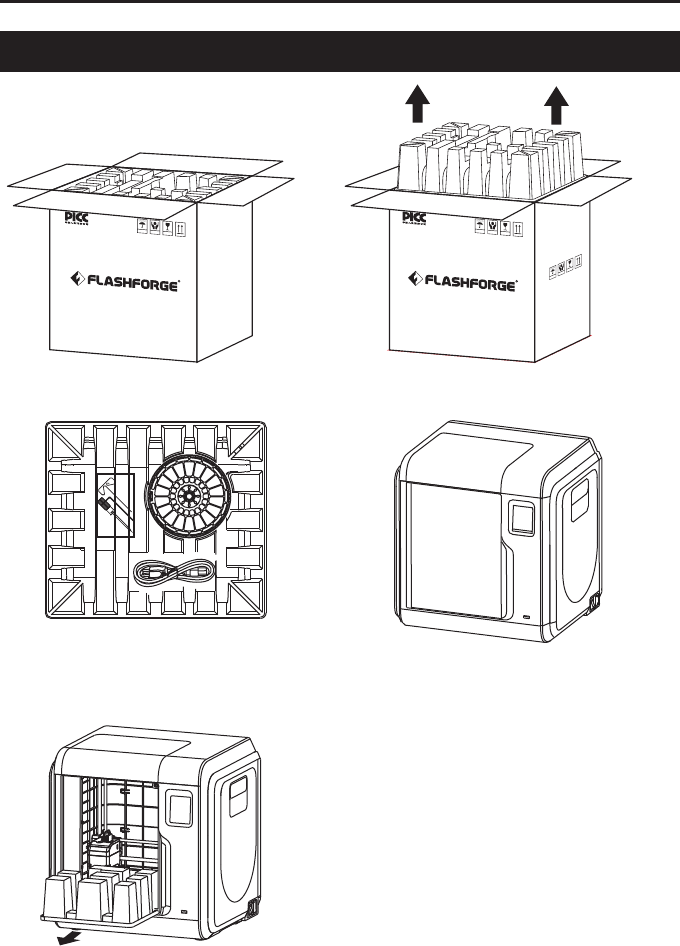
2.1 Unpacking
08
KEEP DRY
HANDLE
WITH CARE
FRAGILE
The People's Insurance Company of China
KEEP DRY
HANDLE
WITH CARE
FRAGILE
The People's Insurance Company of China
KEEP DRY
HANDLE
WITH CARE
FRAGILE
1.Open the box. 2. Take out the wrapping paper box
on the top.
3.Be careful! Filament, build tape, solid
glue, scraper and power cable are all
placed inside the wrapping paper box.
4.Take out the printer from the box.
5. Open the front door, take out the paper box inside
the printer, printer unpacking completed.
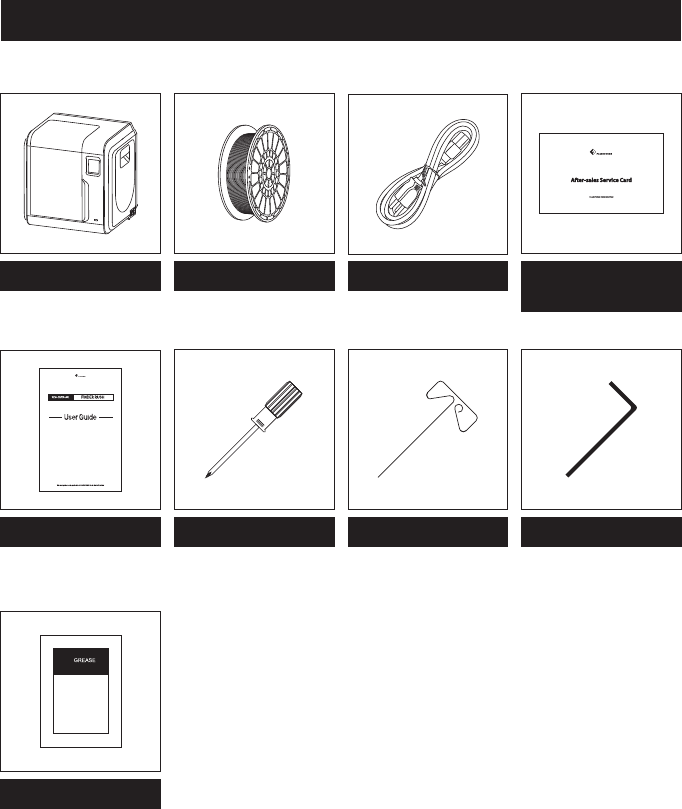
3D Printer Filament After-sales
service card
Grease
Power Cable
User Guide
09
Allen WrenchScrewdriver Unclogging Pin Tool
2.2 Accessories
10
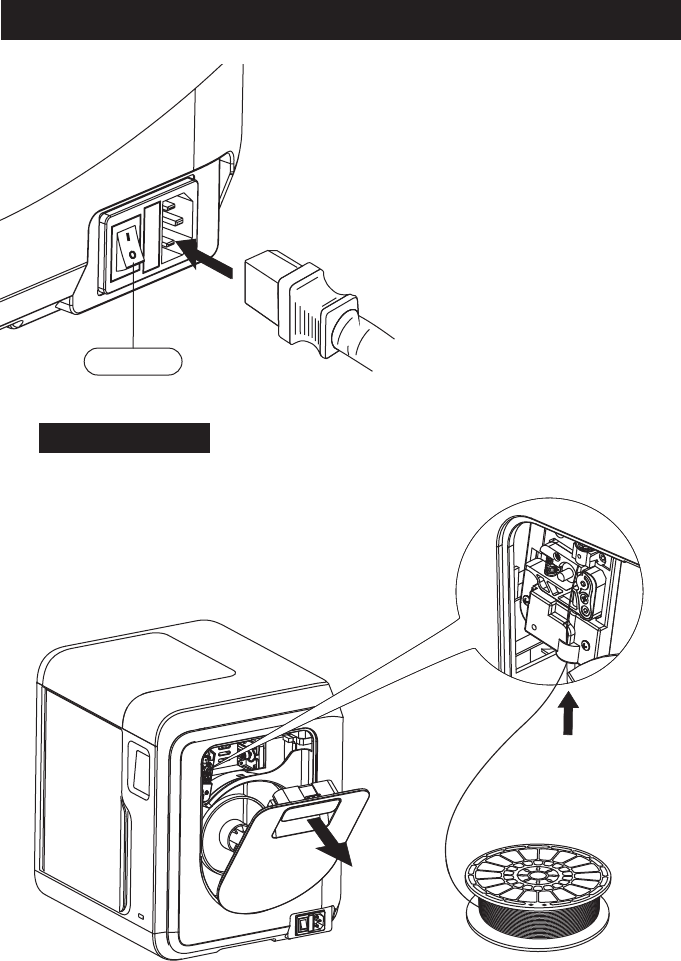
Power Switch
Plug the power cable into the input on the
back and turn on the power switch, the touch
screen is turned on.
1. Open the filament cover, insert the filament into the
filament intake, push filament into the feeding wheel
until some resistance is sensed.
Note: Please make sure filament has been pushed into
the feeding wheel!
2.3 First Print
Load Filament
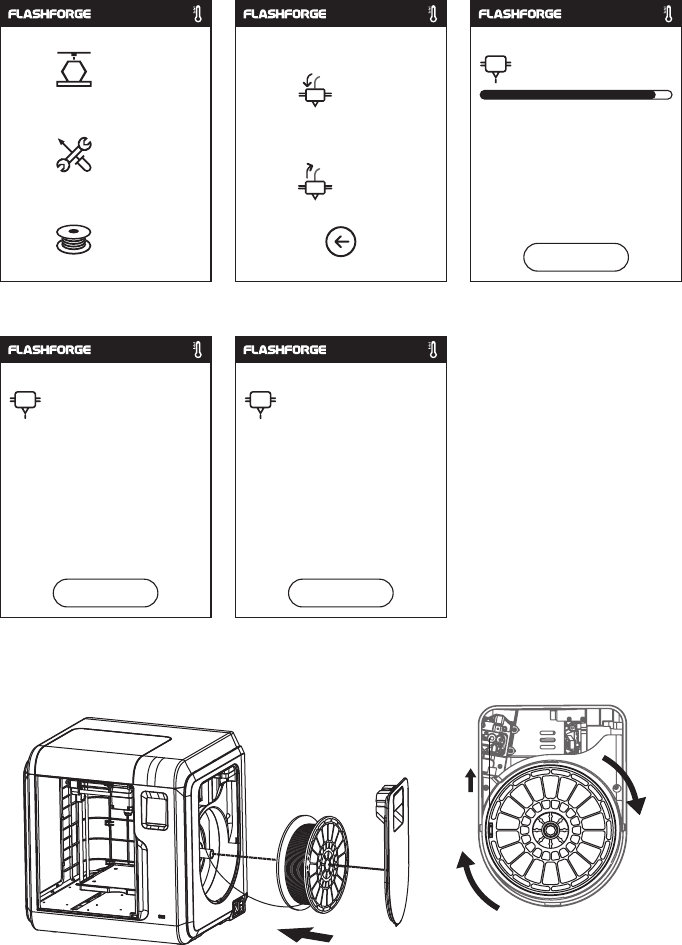
2. Tap [Filament]--Tap [Load]--After Load completed--Tap [OK]
3. Load completed when you see filament come out of extruder, Tap [OK].
Put a spool of filament on the spool holder, close the filament cover.
Build
Tools
Filament
Load
Replace
200 /220℃
Extruder heating on...
Cancel
220 /220℃
Preheating completed,
Load begins.
ok
220 /220℃
when filament load the extruder
steadily, replace completed.
Mind the loading direction of filament, make sure
to be clockwise as the picture showed.
ok
11
After generating the Gcode file, you can transfer it to your ADVENTURER 3 with different
communication methods. If use USB stick to print, please insert your USB stick with
target .g/.gx file to your ADVENTURER 3, there will be no need to set new
communication.
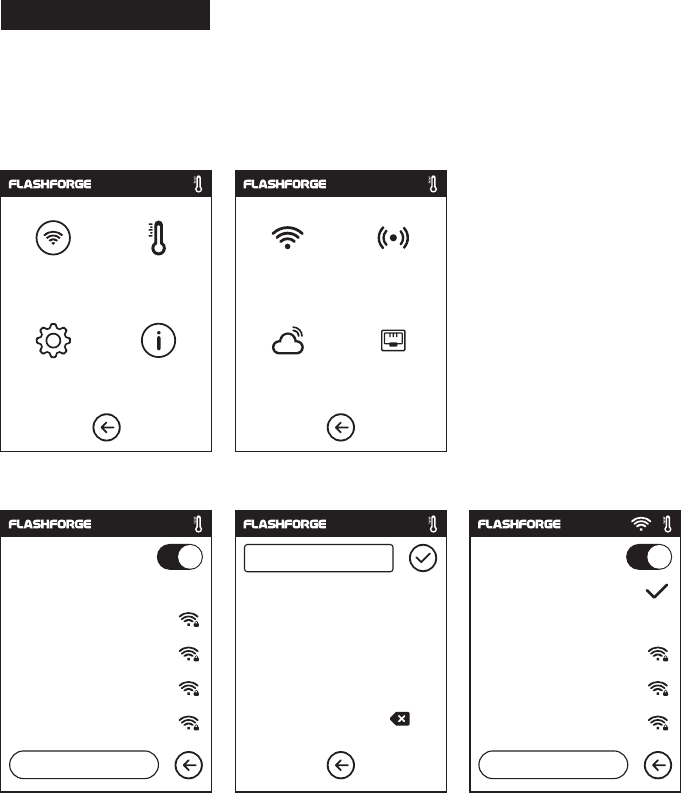
WiFi Connection
1. Tap [Tools]--Tap [Communication]--Tap [WIFI] ;
2. Choose a network and input the password.
Communication
Communication Preheat
Setting About
WiFi Hotspot
Cloud Ethernet
WiFi
Choose a network
Flashforge
ChinaNet-AnCr
TP-LINK_EDC2
QS_1234
1/3
<
<<
12
abc
123 %#
12345
67890
,.
_
WiFi
Choose a network
Flashforge
ChinaNet-AnCr
TP-LINK_EDC2
QS_1234
1/3
<
1. Turn on the WiFi or Ethernet connection, connect the printer to internet.
2. Tap[Tools]-Tap[Communication]-Tap[Cloud] on the printer;
3. Turn on the Cloud Connection function;
4. Register your cloud account and set your settings on www.flashcloud.com with the
registration code on printer's touch screen.
13
Cloud Connection
Communication Preheat
Setting About
WiFi Hotspot
Cloud Ethernet
Cloud connecting
Printer Name:
Registration Coad:
JMTGZS
14
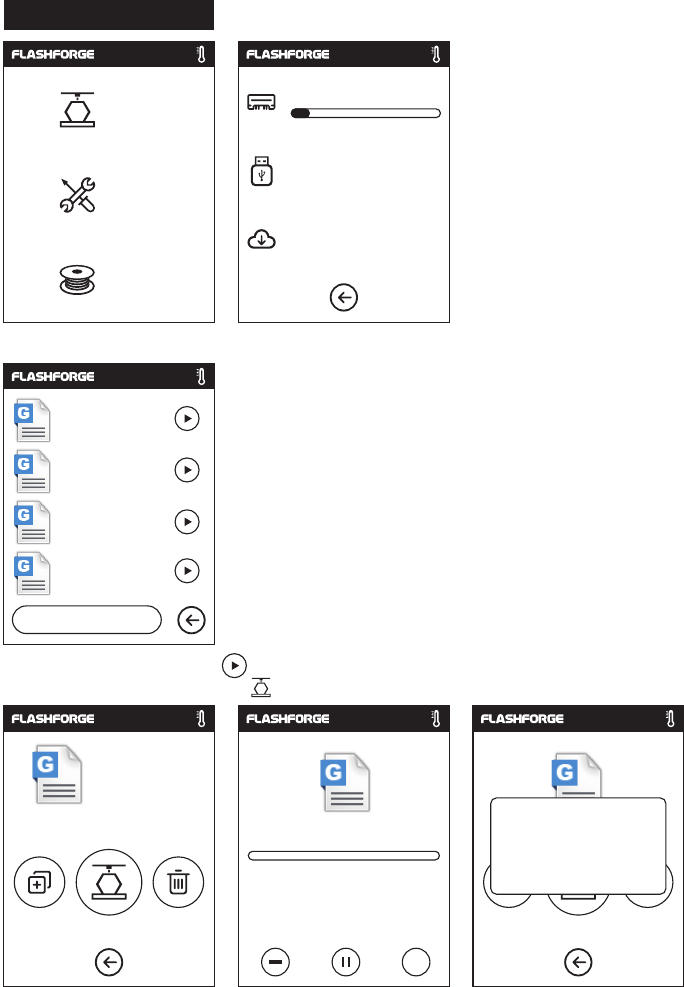
1. Tap [Build], choose the file path: SD card, USB stick, Cloud.
2. Choose the model file, tap on its right to start printing; or tap model picture or model
name to enterdetail page, tap to start printing.
3. Extruder will heat up automatically, when heating finishes, the printer will start
to build the model. After printing completed, printer will sound a beep and pop
out a notice on the touch screen.
Model Print
Build
Tools
Filament
6.62GB
No task
Not Available
1/3
<
<
...
0h0min
Build time
m
7.49
Build completed!
ok
Backkom.g
Christmas stocking.g
Christmas.g
Christmas stocking(1).g
Backkom.g
Backkom.g
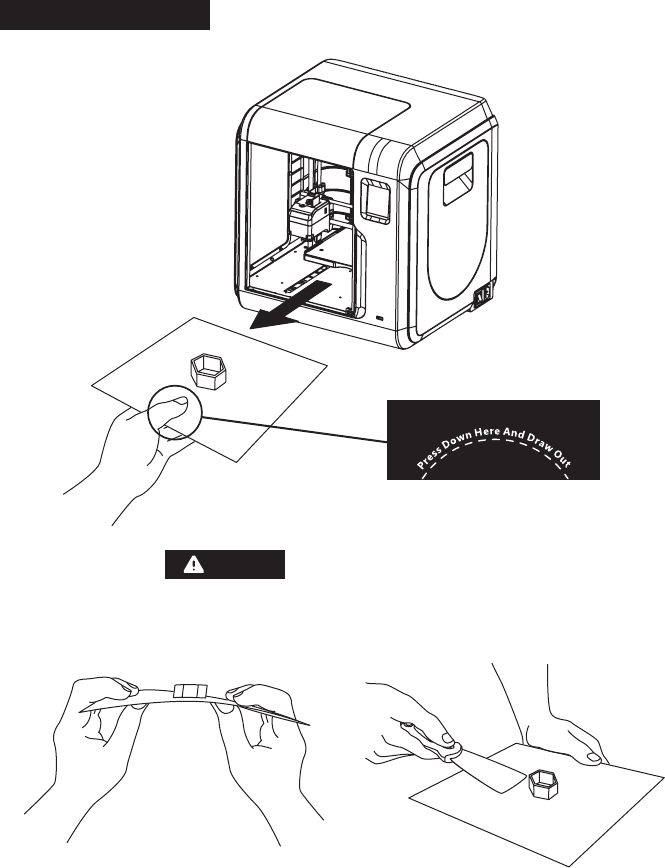
Model Remove
1. Take out the removable build plate.
When printing completed, extruder and build
plate may still hot, please start operating after
cooling down!
2. Bend the build plate, the plate will produce certain deformation, seperating the
plate away from the bottom of model (Please use a scraper to assist removing
when model is too small or big).
Notices
15
Extruder heating on...
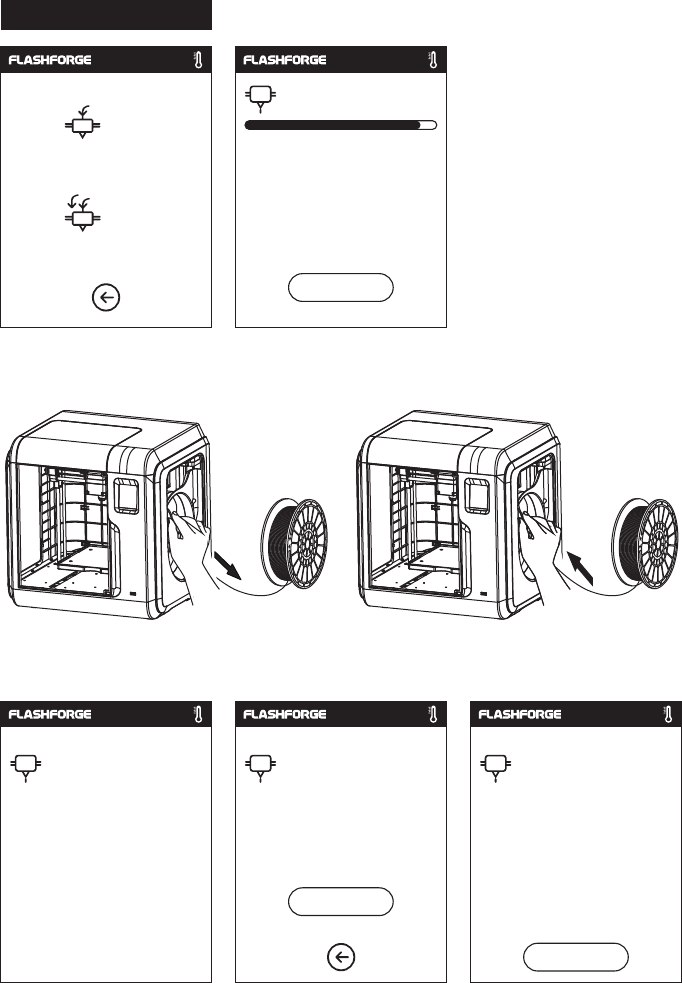
Replace filament
1. Tap [Filament]--Tap [Replace], extruder will start preheating.
2. Pull out the filament as the picture
showed above.
4. When new filament come out of extruder steadily, replace is completed, Tap [OK].
3. Insert new filament into the filament intake
and push the filament into the feeding wheel
until resistance is sensed.
Load
Replace
200/220℃
Cancel
220/220℃220/220℃
OK
220/220℃
OK
16
Unloading the filament,
please wait...
Pull out old filament, insert
new filament, tap [ok] button.
When filament load the extruder
steadily, replace completed.
Interface Menus Introduction
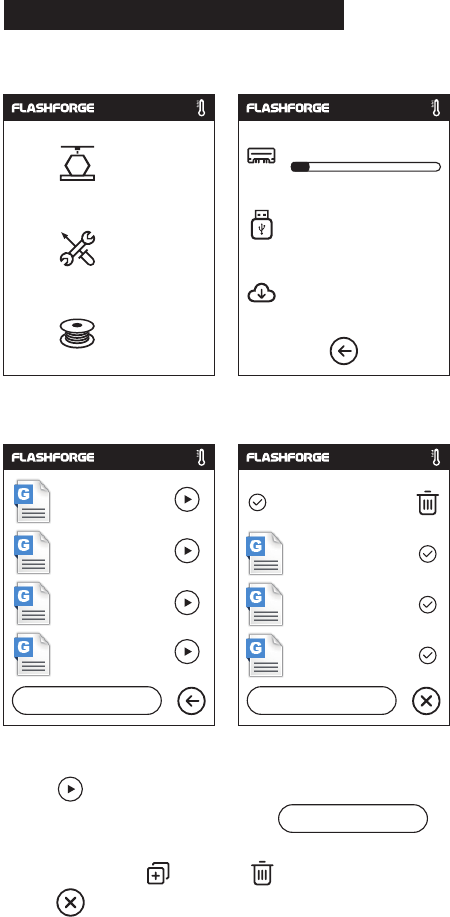
1. Tap [Print].
Build
2. Choose the read path of the print file File list.
Read the print file from:
The local memory card
The USB stick
The Cloud
Back: Back to upper interface
3. File list
Tap to begin printing; tap the picture of the selected file to enter file details.
Page-flip: Tap the left/right arrow.
Long press the file picture or file name, quit out multi-selected interface, you can
select all, copy ,delete .
Tap to quit out multi-selected interface.
Build
Tools
Filament
6.62GB
No task
Not Available
1/3
<
<
17
<
1/4
<
1/3
<
<
Backkom.g
Christmas stocking.g
Christmas.g
Christmas stocking(1).g
Backkom.g
Christmas stocking.g
Christmas stocking(1).g
check all
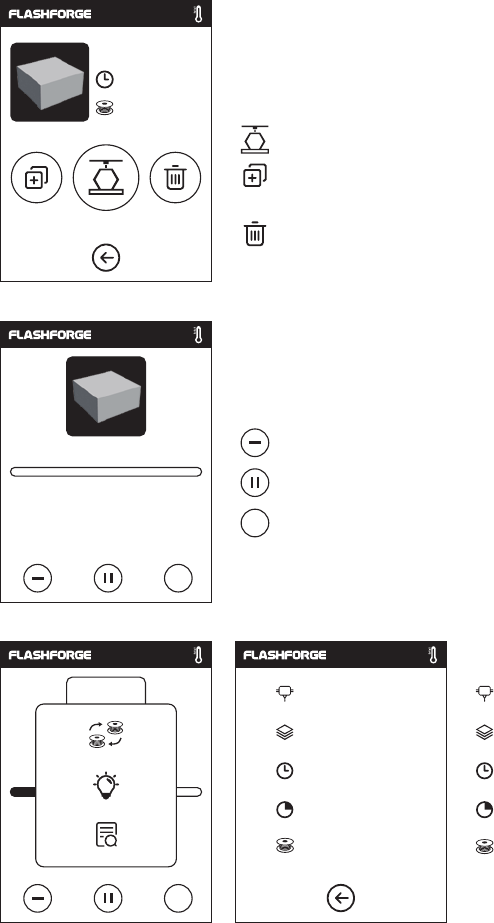
File details: Including file picture, time needed,
filament needed.
Build: To begin printing the file.
Copy: To copy the files to the local memory
card from the USB stick.
Delete: To delete the print file.
Cancel: To cancel the print job.
Pause/Resume: To suspend or resume the print job.
More: To check more settings and details information
during printing.
Print interface
More
Replace: To change filament during printing progress.
Pause when door open: To set pause/unpause when door open, default setting is pause.
Pause when door open: To set pause/unpause when door open, default setting is pause.
...
Detail
Extruder temperature
Build plate temperature
Used time
Printing progress
Printing progress
18
F-40mm_Box.gx
F-40mm_Box.gx
...
1h2min
Time Remaining
warrior.gx
...
2h
18 min
剩余
℃/220℃
220
85℃/100℃
136
hmin
M
25
7.49
%
h min
m
12
7.49
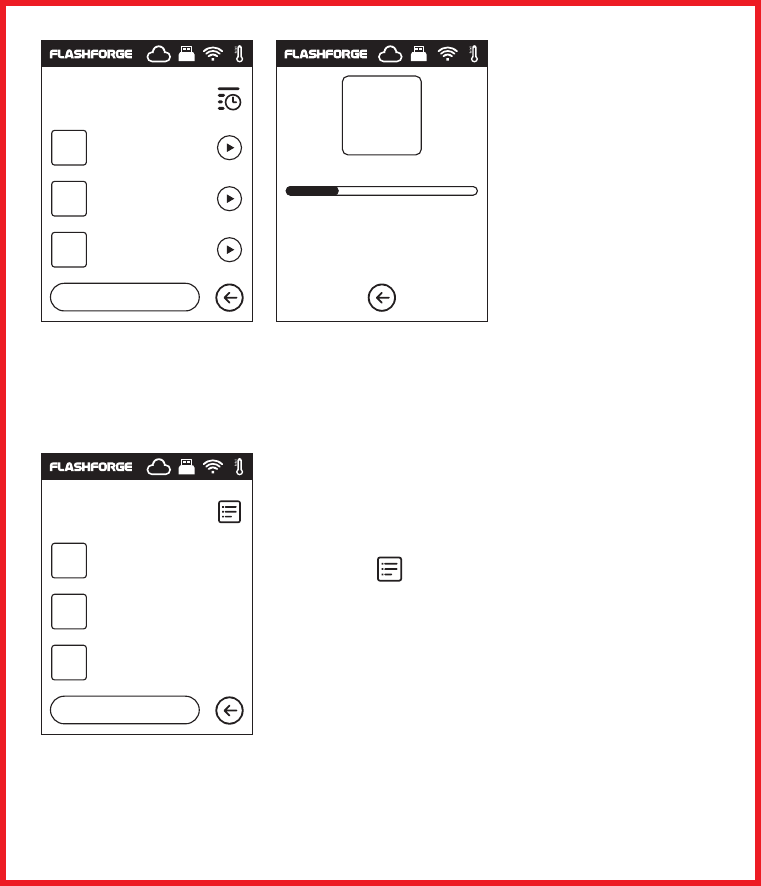
Print from USB stick is the same from SD card. Cloud printing shows the current tasks.
When cloud initiate print order, printer will receive the order, start downloading model files.
If cloud is showed in task list, printer will only show current
task list, tap to switch to past task records.
1/3
<
<
pavilion.gx
warrior.gx
basket.gx
Current task
warrior.gx
Cloud task downloading...
1/3
<
<
pavilion.gx
warrior.gx
basket.gx
Past task
19
WiFi Hotspot
Cloud Ethernet
<
WiFi
Choose a network
Flashforge
ChinaNet-AnCr
TP-LINK_EDC2
QS_1234
1/3
<
Network Preheat
Setting About
Build
Tools
Filament
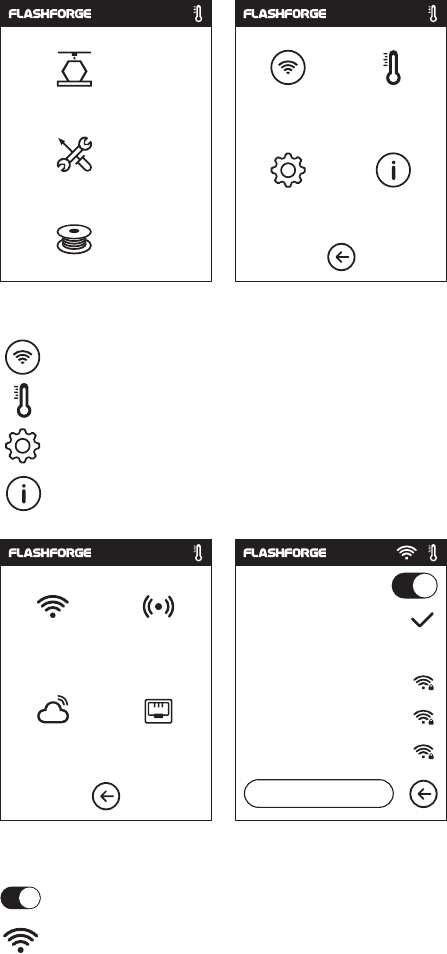
Tools
Preheat: To preheat the extruder and build plate.
Preheat: To preheat the extruder and build plate.
About: Information about the printer.
Setting: To implement relevant function setups.
Tools interface
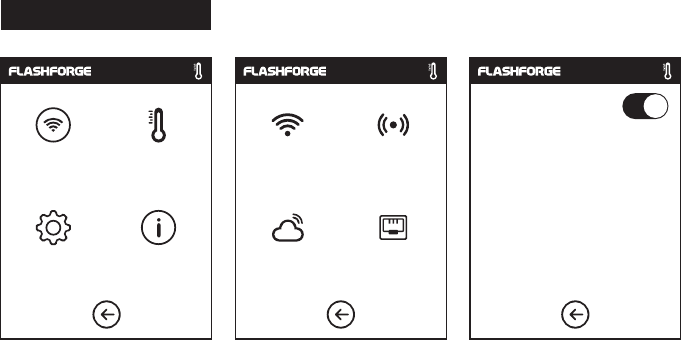
Communication
ON/OFF: To turn on/off the WIFI connection.
WiFi connection: To connect your printer with your PC via a stable WIFI signal.
20
abc
123 %#
WiFi Hotspot
Cloud Ethernet
Hotspot: To set your printer as a WLAN hotspot.
Turn on/off the WLAN hotspot.
Hotspot setting: To set the hotspot name and password. Input hotspot name with
numbers, characters and symbols.
Tap to save the name and password.
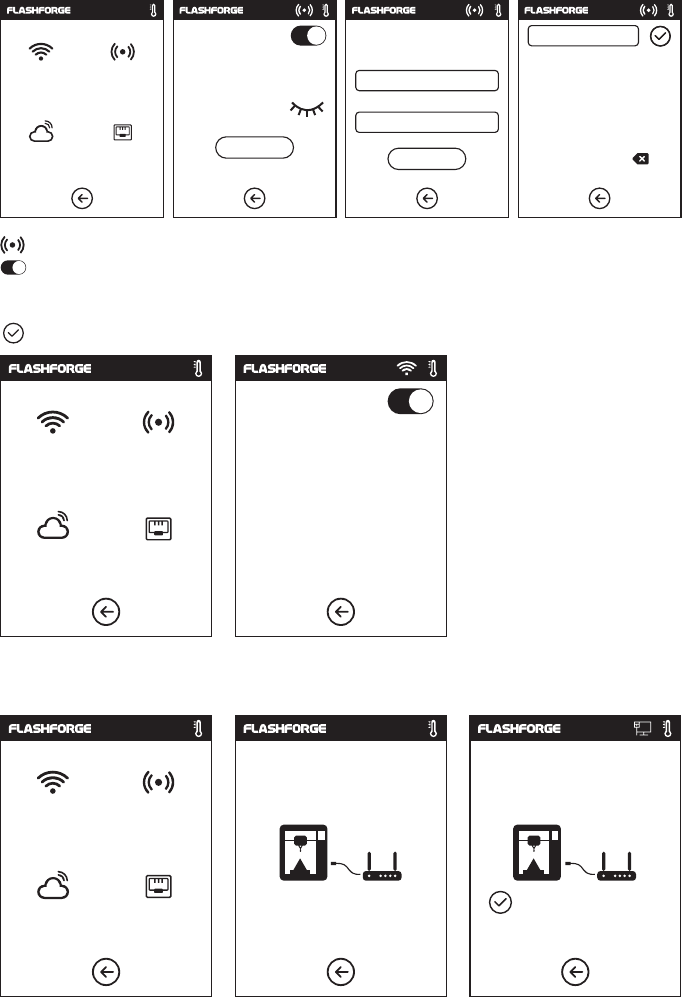
Cable connection: To connect your printer with your PC via Ethernet cable.
SSID:
Password:
Setup hotspot
Setup WLan hotspot
SSID:
Password:
Save
123 4 5
6 7 8 9 0
,.
_
WLan hotspot
WiFi Hotspot
Cloud Ethernet
Printer Name:
Registration Code:
Cloud connecting
Cloud Connection
ON/OFF: To turn on/off the cloud connection; first register an account on 3D Cloud to get
cloud account and pin.
WiFi Hotspot
Cloud Ethernet Please connect the cable Connected successful
21
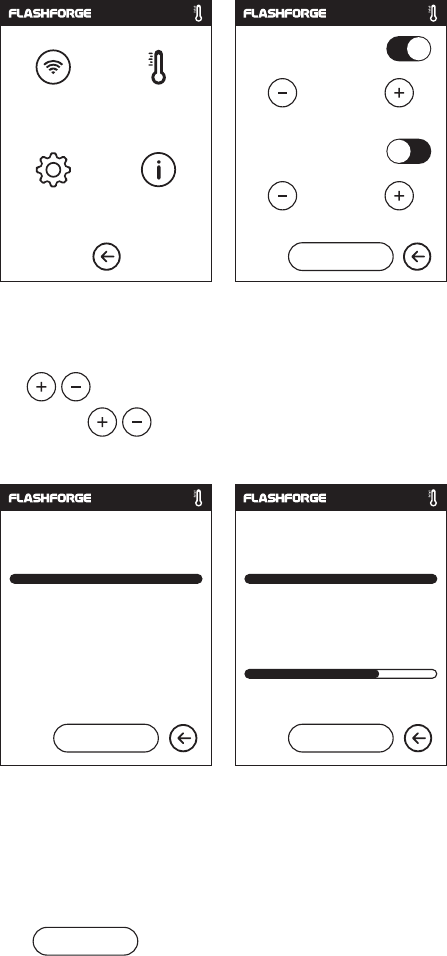
Communication Preheat
Setting About
ON/OFF: Turn ON/OFF the extruder or platform preheat;
Tap symbol, you could set preheat temperature;
Long press symbol, set preheat temperature rapidly;
Extruder/Platform preheat interface
It contains actual temperature, target temperature and heating progress.
Extruder highest preheat temperature: 230℃
Platform highest preheat temperature: 100℃
Tap : Abort the preheat job.
Start
Preheat setting
Extruder
Platform
220℃
100℃
220/220℃
Extruder
Abort
220/220℃
Extruder
Abort
Abort
75/100℃
Platform
22
Communication Preheat
Setting About
1/2
<
<<
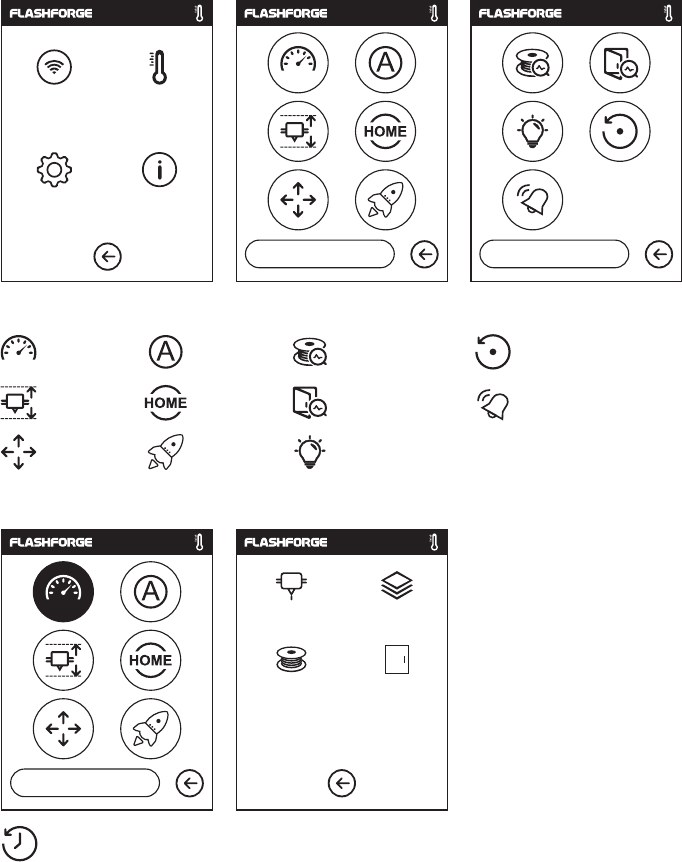
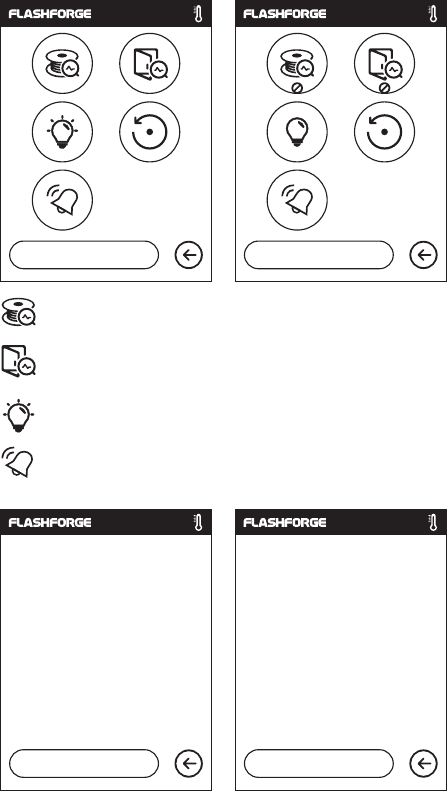
Setting interface
Status language
Calibration Home
Manual Update
Filament Check
Door Open Check Door open check
Light
Factory Reset
Status: It displays the real-time coordinates of X-axis, Y-axis, Z-axis and the
real-time temperature of extruder and platform.
2/2
<
1/2
<
<
X: 20.00 Y: 45.00 Z: 36.00
120℃85℃
23
Load Closed
1/2
<
<<<
Language setting: Include Chinese, English, Japanese, Deutsch, French and Español.
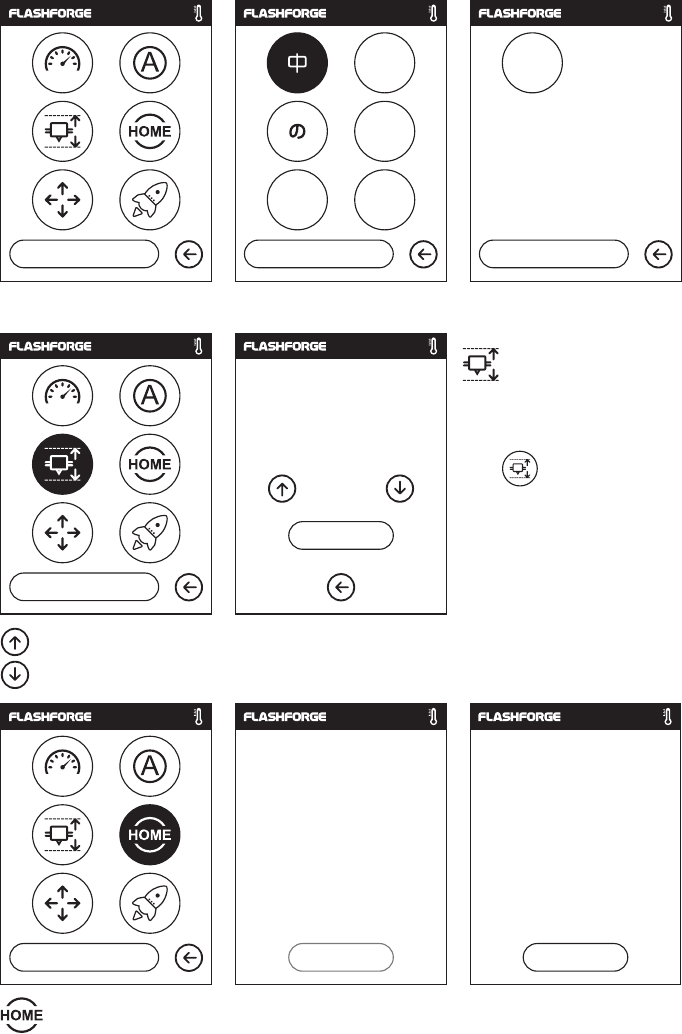
Home: To make the X, Y and Z axes back to the mechanical zero point.
En
De
Fr Es
OK
Click the arrow to adjust the
nozzle so that it just touches
the platform
Extruder
Z axis 0.00
YesYes
Homing, please wait... Homing completed
Up arrow: Extruder will elevate, away from the platform;
Down arrow: Extruder will descend, move close to the platform;
Calibration
To calibrate the initial distance
between extruderand platform.
Tap , after homing
completed, manually tap up
and down arrow to adjust the
distance between extruder and
platform until extruder is just
about to touch platform. Tap[OK]
to complete calibration.
24
1/2
<
2/2
<
Ar
1/2
<
<
1/2
<
<
1/2
<
<
1/2
<
<
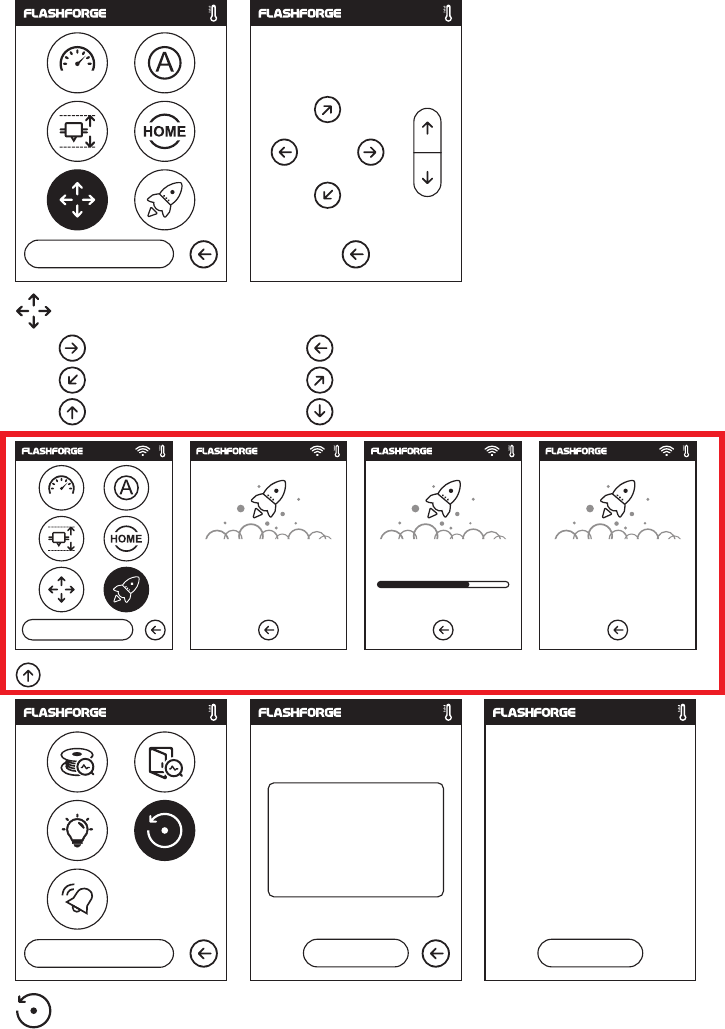
Manual: To manually adjust the positions of X, Y and Z axes.
Extruder moves to the right; Extruder moves to the left;
Extruder moves to the front; Extruder moves to the back;
Extruder moves upward; Extruder moves downward;
Update: To upgrade the newest firmware.
Factory Setting: Delete all data in internal memory, return the printer to factory setting.
X
YZ
X: 20.00 Y: 45.00 Z: 36.00
X
YZ
Updating Upgrade completed!
Upgrade completed!
75%
Start
Yes No
OK
2/2
<
<
Restored to factory setting
Completed
25
Restore to factory setting?
ADVENTURER 3
Filament check: To turn on/off the filament check, notice will pop out when
filament is used up or suspended when the check is turned on.
Door open check: To turn on/off the door open check, notice will pop out when door is
open when the check is turned on.
Light: To turn on/off the light.
Light: To turn on/off the light.
Shows the basic information about the printer.
Notice: When contacting after-sales support, please give your Serial No to after-sales
engineer, which is showed in the [About] interface.
About:
2/2
<
1/2
<
Machine Type:
Serial No:
RegisterCode:
Firmware Version:
123456
WWNKDO
1.0.0 20170909
2/2
<
Build Volume:
Usage counter:
IP Address:
150 x 150 x 150
12 hours
10.90.243.184: 8899
2/2
<
<
< <
<
26
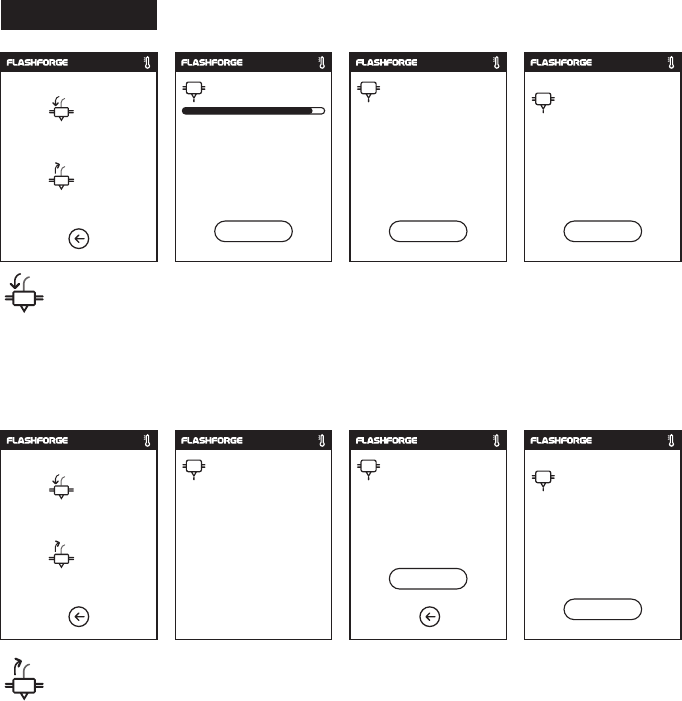
Load
Replace
200/220℃
Extruder heating on...
Cancel
Filament
• The extruder is heated up to 220℃.
• After heat completed, insert the filament into the extruder at an upright angle until
some resistance is sensed(as the filament is pushed through the feeding wheel).
• Load will complete when you see filament come out of extruder.
Load
• The extruder is heated up to 220℃, after heat completed, filament will be unloaded
from the extruder.
• Pull out the filament according to the instruction.
• Insert new filament into the filament intake, tap [OK] ;
• New filament will be pushed into the extruder, replace will complete when you see
new filament come out of extruder.
Replace
220/220℃
ok
When filament load the extruder
steadily, replace completed.
220/220℃
Preheating completed,
Load begins.
ok
Load
Replace
220/220℃
Unloading the filament,
please wait...
Pull out old filament, insert
new filament, tap [ok] button.
220/220℃
ok
When filament load the extruder
steadily, replace completed.
220/220℃
ok
27
Chapter 3: Q&A
Q1. How to solve if the nozzle is clogged?
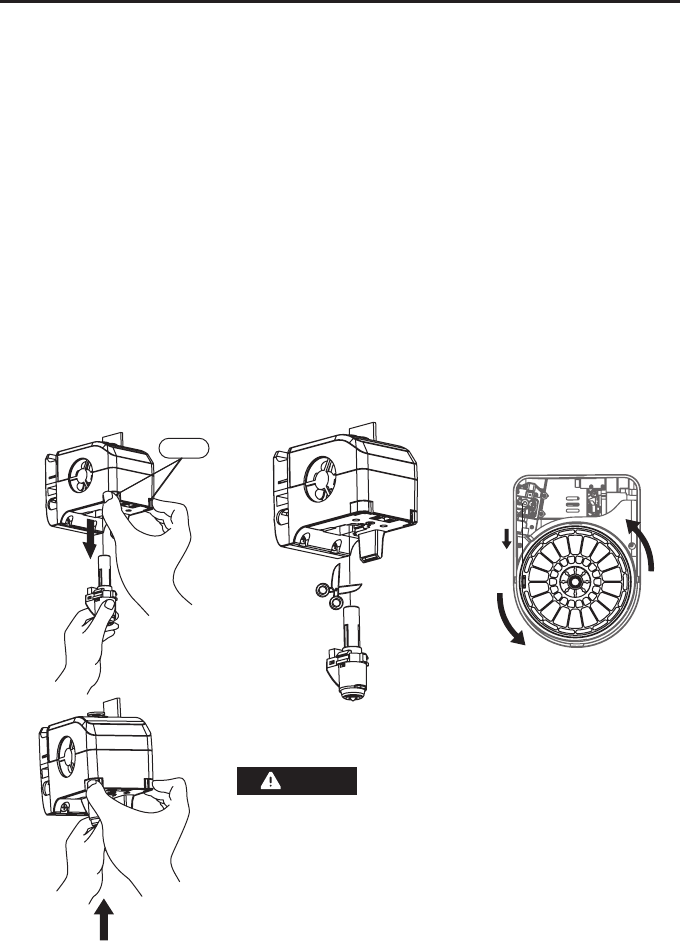
Q2. How to replace the nozzle ?
Power off before replacing nozzle! Make sure power off operation!
Please make filament tip smooth and flat when cutting off the filament.
Notice
28
Clips
Method 1: Tap [Preheat], heat up the extruder to 200℃, after heating completed, press the air
tube joint and pull out the filament guide tube. Check to see whether the filament is
bended or filament tip is not smooth, cut filament tip smooth and flat, install the
guide tube and filament back, Tap [Load] .
Method 2: If method 1 not improving, use an unclogging pin tool to unclog filament.
Method 3: If method 1 and method 2 not improving, please replace the nozzle.
1. Press the left and right clips and pull out the nozzle.
2. Push in a length of filament through the filament intake manually, making it long enough to
be cut off.
3. Rotate the filament spool anti-clockwise manually, making filament retreat back a little.
4. Press the left and right clips, install the new nozzle back into the extruder, making the nozzle
slot and bottom of extruder are on the same level.
5. Tap[Filament] -- Tap[Load], nozzle replace completed when you see filament come out of
new nozzle.
ADVENTURER 3
ADVENTURER 3
ingredients. ADVENTURER 3 tests out default settings according to the properties of Flashforge
ADVENTURER 3 support normal ABS and PLA filament but different brand filament has different
Q3. Do we need to do extruder calibration again after replacing nozzle?
Yes , do extruder calibration again to ensure high print quality as minimal error may be
caused by extruder installation.
Q4. How to solve if displayed temperature is abnormal after replacing nozzle?
Abnormal temperature indicates extruder sensor can not be read, please check the nozzle
whether it is well installed.
1. Check the filament guide tube, make sure filament has been pushed into the extruder, if not,
please tap [Load]. Restart building model file after you see filament come out of extruder.
2. Check the nozzle whether it is clogged or not, if so, please refer to Q1 for resolution.
Q5. How to solve if no filament come out of extruder after tap [Build] model file and
extruder begins moving normally?
Q6: How to replace the filament ?
Q7: How to take down the model ?
1. Take out the removable build plate.
2. Bend the build plate, the plate will produce certain deformation, seperating the plate away
from the bottom of model. (Please use a scraper to assist removing when model is too small
or too big).
3.Take down the model.
1. Tap[Filament]--Tap[Replace], after extruder heating up completed, filament will be unloaded,
pull out the filament according to the instruction.
2. Insert new filament into the filament intake and feeding wheel, tap [OK]; New filament will be
pushed into the extruder.
3. Replace will complete when you see new filament come out of extruder.
Q8: How to solve if the distance between nozzle and platform is too large(far away) or
too small(hit) during printing?
1. Tap[Setting]--Calibration.
2. The extruder homing automatically, moves down some height.
3. Tap up and down arrow to adjust the distance between extruder and platform until extruder
is just about to touch platform.
4. Tap[OK], printer will memorize current calibration position and start homing automatically.
Q9: Can we use other brand filament which is not produced by Flashforge ?
ABS and PLA filament.
Other brand filament is ok but not recommended for using, if that causes extruder clogging
or bad printing quality or other failure, FlashForge will take no responsibility. These problems
are not in the warranty of FlashForge .
Q10. Is compatible with all kinds of AC power input ?
is equipped with a built-in 24V/6.5A power supplier, suitable for 110V-240V
input voltage.
Q11. Is capable to be turned off automatically after printing job is finished ?
No.
29
ADVENTURER 3ADVENTURER 3ADVENTURER 3
ADVENTURER 3ADVENTURER 3ADVENTURER 3ADVENTURER 3
ADVENTURER 3 interface is open up to all other cloud platforms.
ADVENTERUR 3
Q12. What kinds of file formats does 3 support?
Q14. Is the ABS printing safe?
Q15. How to solve if printing result has edge warp?
Q16. Is it a must to add a raft before printing the model?
Q17. After replacing nozzle completed, printer status displays extruder temperature
is 300℃, extruder fan is also working, what is the problem and how to slove?
The new nozzle is not properly installed, extruder temperature can not be read and the
displayed extruder temperature is abnormal. Please plug out and install the nozzle again,
push nozzle to the end, make sure the nozzle slot and bottom of extruder are on the same level.
Q13. Does support other cloud platform besides the FlashCloud
?
Yes,
ABS filament will give off certain poisonous gas when heated up, please put the printer in
well ventilated condition when printing ABS. We suggest printing non-toxic PLA filament
when printer is used in children activity places.
Method1: Heating up the platform can solve or minimize the problem by increasing
adhesion between platform and model.
Method2: Adding raft to model when slicing in FlashPrint.
Method3: Apply the solid glue to platform before printing.
Not necessarily, much more filament will come out of extruder when printing the raft,
increasing printing success. Heating up the platform also increases printing success by
increasing adhesion between platform and model.
Input: 3mf / stl / obj / fpp / bmp / png / jpg / jpeg files.
Output: gx/g files.
Q18.The extruder makes out chug noise and no filament come out of extruder, what is
the problem and how to slove ?
Filament has not loaded into extruder, making out chug noise,more likely the nozzle is clogged
or filament guide tube is not properly installed. Check the guide tube joint first, if the guide tube
is normal, refer to Q1 for resolution.
Load: Only include loading filament into extruder;
Replace: Include loading and unloading two functions, first unloading and then loading filament.
Q19.What is the difference between filament load and filament replace ?
30
ADVENTERURADVENTERURADVENTERURADVENTERUR
ADVENTERUR 3ADVENTERUR 3ADVENTERUR 3ADVENTERUR 3ADVENTERUR 3
your ADVENTURER 3. If the issues or questions are not covered in this User Guide, you can seek
Chapter 4: Supports and Service
FlashForge team is on standby and ready to help you with any challenges you may have with
for solutions on our official website or contact us via telephone.
There are solutions and instructions to common issues that can be found in our knowledge
base. Have a look first as most basic questions are answered there.
www.FlashForge.com
The FlashForge support team can be reached by e-mail or phone between the working hours
of 8:00 a.m. to 5:00 p.m. PST Monday through Saturday. In case you contact us during off-duty
time, your inquiry will be answered the following business day.
Note: Because of changing different filament the extruder maybe blockaded. It’s not owing to
quality issue, and outside the scope of 400 hours life. If users encounter this problem, please
contact our after-sale department and finish clean work according to their instruction.
Tel : 400-699-1063
QQ: 2850862986 2850863000 2853382161
Email:support@ff3dp.com
ADD:No. 518, Xianyuan Road, Jinhua, Zhejiang, China.
When contacting support, please have your serial number ready. The serial number is a
bar code on the back of your ADVENTURER 3.
S/N: FFAD******
FCCStatement
AnyChangesormodificationsnotexpresslyapprovedbythepartyresponsible
forcompliancecouldvoidtheuser’sauthoritytooperatetheequipment.
Thisdevicecomplieswithpart15oftheFCCRules.Operationissubjecttothe
followingtwoconditions:
(1)Thisdevicemaynotcauseharmfulinterference,and
(2)Thisdevicemustacceptanyinterferencereceived,includinginterferencethat
maycauseundesiredoperation.
FCCRadiationExposureStatement:
ThisequipmentcomplieswithFCCradiationexposurelimitssetforthforan
uncontrolledenvironment.Thisequipmentshouldbeinstalledandoperated
withminimumdistance20cmbetweentheradiator&yourbody.
Note:Thisequipmenthasbeentestedandfoundtocomplywiththelimitsfora
ClassBdigitaldevice,pursuanttopart15oftheFCCRules.Theselimitsare
designedtoprovidereasonableprotectionagainstharmfulinterferencein
aresidentialinstallation.Thisequipmentgenerates,usesandcanradiate
radiofrequencyenergyand,ifnotinstalledandusedinaccordancewiththe
instructions,maycauseharmfulinterferencetoradiocommunications.
However,thereisnoguaranteethatinterferencewillnotoccurinaparticular
installation.Ifthisequipmentdoescauseharmfulinterferencetoradioor
televisionreception,whichcanbedeterminedbyturningtheequipmentoff
andon,theuserisencouragedtotrytocorrecttheinterferencebyone
ormoreofthefollowingmeasures:
—Reorientorrelocatethereceivingantenna.
—Increasetheseparationbetweentheequipmentandreceiver
—Consultthedealeroranexperiencedradio/TVtechnicianforhelp.
—Connecttheequipmentintoanoutletonacircuitdifferentfromthatto
whichthereceiverisconnected.